batch plant - eme · batch plant process control ... the siemens pcs7 process ... downwards...
TRANSCRIPT

28
Glass International December/January 2014
ww
w.g
las
s-i
nte
rn
ati
on
al.
co
mBatch plant
Process control systems for batchhouse control
The use of sophisticated automation technology is an important aspectof a high quality batch house installation. The Siemens PCS7 processcontrol system and the Totally Integrated Automation (TIA) conceptprovide a platform for an integrated control concept for completeinstallations. Roger Knüttel and Holger Hass* discuss the benefits of thetechnology for batch house plants.
Not all systems marketed under
the PCS7 name are really what
they claim to be. Certain
suppliers actually exit the PCS7
environment and transfer the system
intelligence for weighing and dosing to
external weighing processors that are
definitely not PCS7 compliant. EME
systems do not fall into this category.
PCS7 in the glass industryPCS7 has been used successfully for
automation of the melting process and
other equipment in the glass industry
for many years. However, the batch
house represents an unusual case.
The processes are typical batch-based
ones, but standard components such as
Simatic Batch or PM Batch from Siemens
are rarely, if ever, used.
A typical solution involves the use of
proprietary hardware in the form of
external weighing processors to carry
out the core functions of the batching
process, together with a PCS7 system for
sequence control.
This arrangement does not make any
use of the extensive capabilities and
advantages of the PCS7 system as the
complex intelligence required for the
process is embedded in external units.
EME has adopted a different strategy
for many years. Since the middle of the
1990s it has concentrated on an
integrated approach involving all
control components.
This has resulted in two important
developments: Integrated PCS7 control
systems and full web-based operation.
Basic characteristicsThe core of the EME batch house control
concept is a Siemens Simatic S7-400
Programmable Logic Control (PLC)
together with Siemens Siwarex U, FTC or
FTA weighing units. The concept is in
accordance with the basic TIA principles.
The EME system employs modular
hardware and software, so that it is easy
to scale systems up or down to adapt
them exactly to the requirements of
each individual installation.
It is also important that all
components are freely available on the
open market, are also used in other
industries, and have been supported and
further developed by their manufacturer
over a substantial period of time.
EME does not use proprietary
equipment for weighing, so it is easy to
replace these components, even in older
installations. This also allows existing
installations to be updated progressively
and new technology can be introduced
step by step.
Recently, EME has converted a
number of obsolescent control systems
to this up-to-date concept, mainly while
production continued.
The strict modularisation and
standardisation of the EME concept,
together with the continuing
downwards compatibility over
numerous development cycles, offers
the customer a smooth transition during
future upgrades of their system.
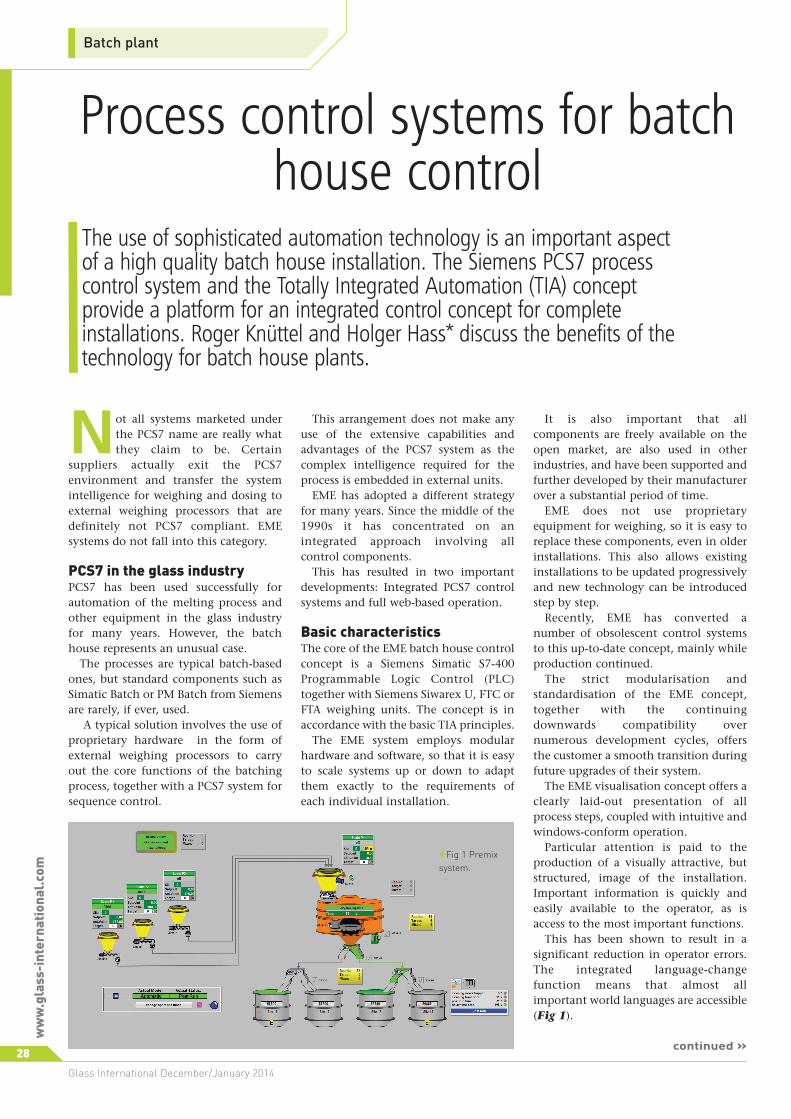
The EME visualisation concept offers a
clearly laid-out presentation of all
process steps, coupled with intuitive and
windows-conform operation.
Particular attention is paid to the
production of a visually attractive, but
structured, image of the installation.
Important information is quickly and
easily available to the operator, as is
access to the most important functions.
This has been shown to result in a
significant reduction in operator errors.
The integrated language-change
function means that almost all
important world languages are accessible
(Fig 1).
continued »
� Fig 1 Premix
system.
29
Glass International December/January 2014
Batch plant
ww
w.g
las
s-i
nte
rn
ati
on
al.
co
m
The real thingThe EME batch house control system,
already in worldwide use on many batch
house installations, has now been
transported to the PCS7 environment
utilising the capabilities of the PCS7
Advanced Process Library (APL).
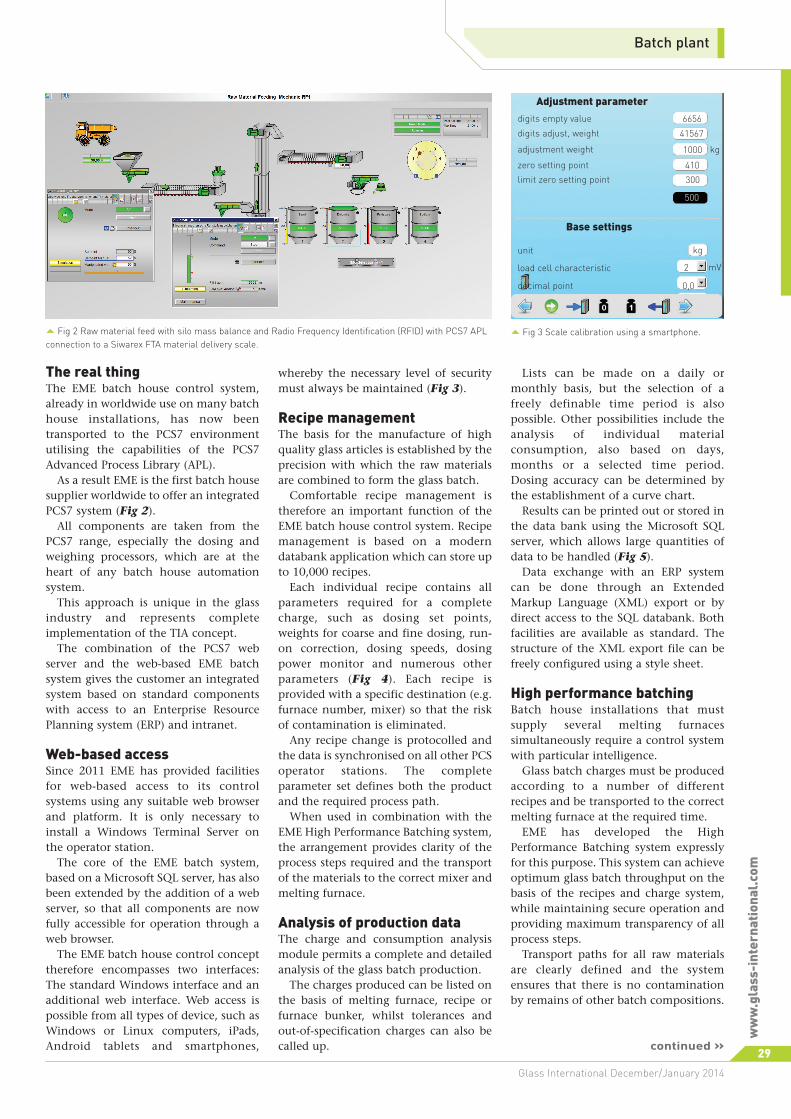
As a result EME is the first batch house
supplier worldwide to offer an integrated
PCS7 system (Fig 2).
All components are taken from the
PCS7 range, especially the dosing and
weighing processors, which are at the
heart of any batch house automation
system.
This approach is unique in the glass
industry and represents complete
implementation of the TIA concept.
The combination of the PCS7 web
server and the web-based EME batch
system gives the customer an integrated
system based on standard components
with access to an Enterprise Resource
Planning system (ERP) and intranet.
Web-based access Since 2011 EME has provided facilities
for web-based access to its control
systems using any suitable web browser
and platform. It is only necessary to
install a Windows Terminal Server on
the operator station.
The core of the EME batch system,
based on a Microsoft SQL server, has also
been extended by the addition of a web
server, so that all components are now
fully accessible for operation through a
web browser.
The EME batch house control concept
therefore encompasses two interfaces:
The standard Windows interface and an
additional web interface. Web access is
possible from all types of device, such as
Windows or Linux computers, iPads,
Android tablets and smartphones,
whereby the necessary level of security
must always be maintained (Fig 3).
Recipe managementThe basis for the manufacture of high
quality glass articles is established by the
precision with which the raw materials
are combined to form the glass batch.
Comfortable recipe management is
therefore an important function of the
EME batch house control system. Recipe
management is based on a modern
databank application which can store up
to 10,000 recipes.
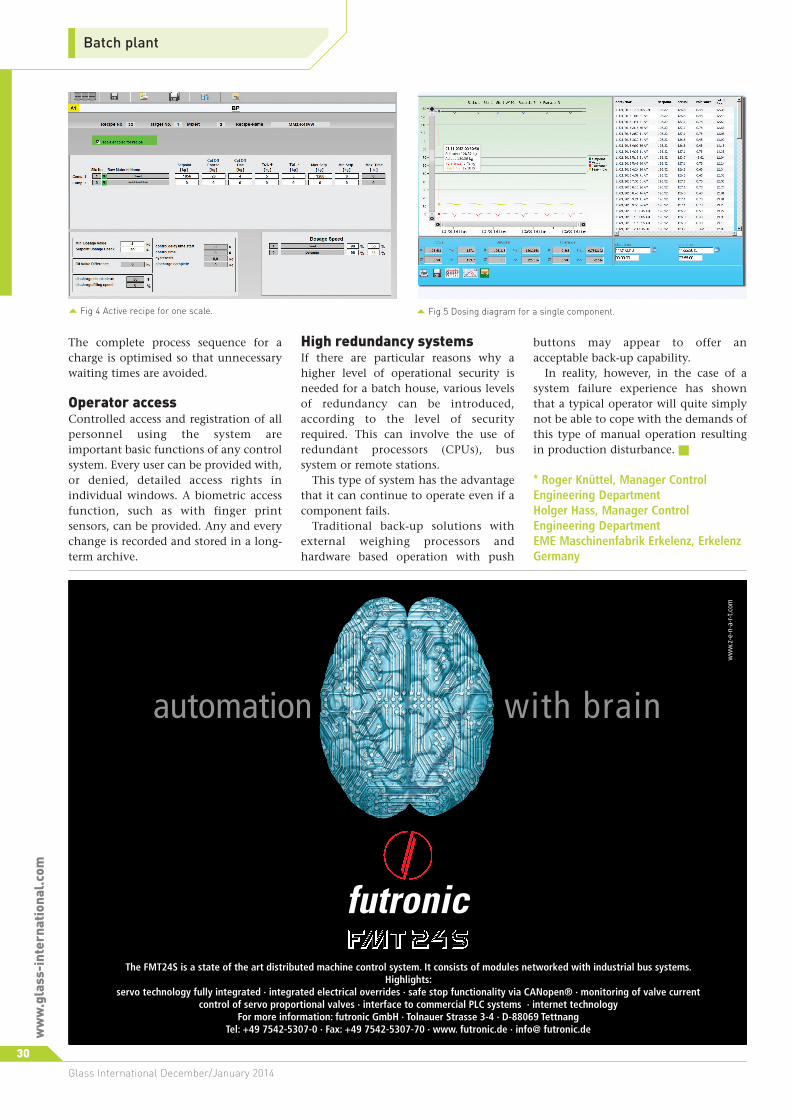
Each individual recipe contains all
parameters required for a complete
charge, such as dosing set points,
weights for coarse and fine dosing, run-
on correction, dosing speeds, dosing
power monitor and numerous other
parameters (Fig 4). Each recipe is
provided with a specific destination (e.g.
furnace number, mixer) so that the risk
of contamination is eliminated.
Any recipe change is protocolled and
the data is synchronised on all other PCS
operator stations. The complete
parameter set defines both the product
and the required process path.
When used in combination with the
EME High Performance Batching system,
the arrangement provides clarity of the
process steps required and the transport
of the materials to the correct mixer and
melting furnace.
Analysis of production dataThe charge and consumption analysis
module permits a complete and detailed
analysis of the glass batch production.
The charges produced can be listed on
the basis of melting furnace, recipe or
furnace bunker, whilst tolerances and
out-of-specification charges can also be
called up.
Lists can be made on a daily or
monthly basis, but the selection of a
freely definable time period is also
possible. Other possibilities include the
analysis of individual material
consumption, also based on days,
months or a selected time period.
Dosing accuracy can be determined by
the establishment of a curve chart.
Results can be printed out or stored in
the data bank using the Microsoft SQL
server, which allows large quantities of
data to be handled (Fig 5).
Data exchange with an ERP system
can be done through an Extended
Markup Language (XML) export or by
direct access to the SQL databank. Both
facilities are available as standard. The
structure of the XML export file can be
freely configured using a style sheet.
High performance batchingBatch house installations that must
supply several melting furnaces
simultaneously require a control system
with particular intelligence.
Glass batch charges must be produced
according to a number of different
recipes and be transported to the correct
melting furnace at the required time.
EME has developed the High
Performance Batching system expressly
for this purpose. This system can achieve
optimum glass batch throughput on the
basis of the recipes and charge system,
while maintaining secure operation and
providing maximum transparency of all
process steps.
Transport paths for all raw materials
are clearly defined and the system
ensures that there is no contamination
by remains of other batch compositions.
continued »
� Fig 2 Raw material feed with silo mass balance and Radio Frequency Identification (RFID) with PCS7 APL
connection to a Siwarex FTA material delivery scale.
� Fig 3 Scale calibration using a smartphone.
Adjustment parameter
Base settings
digits empty value 6656
41567
1000
410
300
500
kg
kg
mV2
0,0
digits adjust, weight
adjustment weight
zero setting point
limit zero setting point
unit
load cell characteristic
decimal point
30
Glass International December/January 2014
ww
w.g
las
s-i
nte
rn
ati
on
al.
co
mBatch plant
The complete process sequence for a
charge is optimised so that unnecessary
waiting times are avoided.
Operator access Controlled access and registration of all
personnel using the system are
important basic functions of any control
system. Every user can be provided with,
or denied, detailed access rights in
individual windows. A biometric access
function, such as with finger print
sensors, can be provided. Any and every
change is recorded and stored in a long-
term archive.
High redundancy systemsIf there are particular reasons why a
higher level of operational security is
needed for a batch house, various levels
of redundancy can be introduced,
according to the level of security
required. This can involve the use of
redundant processors (CPUs), bus
system or remote stations.
This type of system has the advantage
that it can continue to operate even if a
component fails.
Traditional back-up solutions with
external weighing processors and
hardware based operation with push
buttons may appear to offer an
acceptable back-up capability.
In reality, however, in the case of a
system failure experience has shown
that a typical operator will quite simply
not be able to cope with the demands of
this type of manual operation resulting
in production disturbance. �
* Roger Knüttel, Manager ControlEngineering DepartmentHolger Hass, Manager ControlEngineering DepartmentEME Maschinenfabrik Erkelenz, ErkelenzGermany
� Fig 4 Active recipe for one scale. � Fig 5 Dosing diagram for a single component.
The FMT24S is a state of the art distributed machine control system. It consists of modules networked with industrial bus systems.Highlights:
servo technology fully integrated · integrated electrical overrides · safe stop functionality via CANopen® · monitoring of valve current control of servo proportional valves · interface to commercial PLC systems · internet technology
For more information: futronic GmbH · Tolnauer Strasse 3-4 · D-88069 Tettnang Tel: +49 7542-5307-0 · Fax: +49 7542-5307-70 · www. futronic.de · info@ futronic.de
ww
w.z
-e-n
-a-r
-t.c
om
futronic
automation with brain