bar applications group machinability subcommittee …/media/files/autosteel/great designs in...
TRANSCRIPT
w w w . a u t o s t e e l . o r g
BAR APPLICATIONS GROUP
MACHINABILITY SUBCOMMITTEE
Jody Burke
Technical Service Engineer
Gerdau Special Steel North America– Jackson Office

w w w . a u t o s t e e l . o r g
Bar Machinability Committee Members
http://www.autosteel.org/Programs/Bar%20Machinability.aspx
WEBSITE

w w w . a u t o s t e e l . o r g
Bar Applications Group
Machinability Subcommittee
• The goal of the Bar Applications Group (BAG) is to provide
the metalworking industry with pre-competitive information
on which to build their processes in manufacturing
components from steel long products (bars and tubes).
• The Machinability Sub-Committee is one of the sub-
committees under BAG that has:
1. Developed a single-point long turning test for evaluating the
machinability of steel
2. Compiled comparative machinability data on a number of steel
alloys
3. Developed a steel machinability calculator to estimate cutting tool
life based on defined criterion

w w w . a u t o s t e e l . o r g
Bar Machinability Database
The Bar Machinability Sub-committee was formed in 1991 to develop a database of
automotive bar steel machinability under single point carbide turning conditions. To
accomplish this task more than 30 industrially significant steel grades and their
variants have been evaluated in the ensuing years.
w w w . a u t o s t e e l . o r g
Bar Machinability Estimator
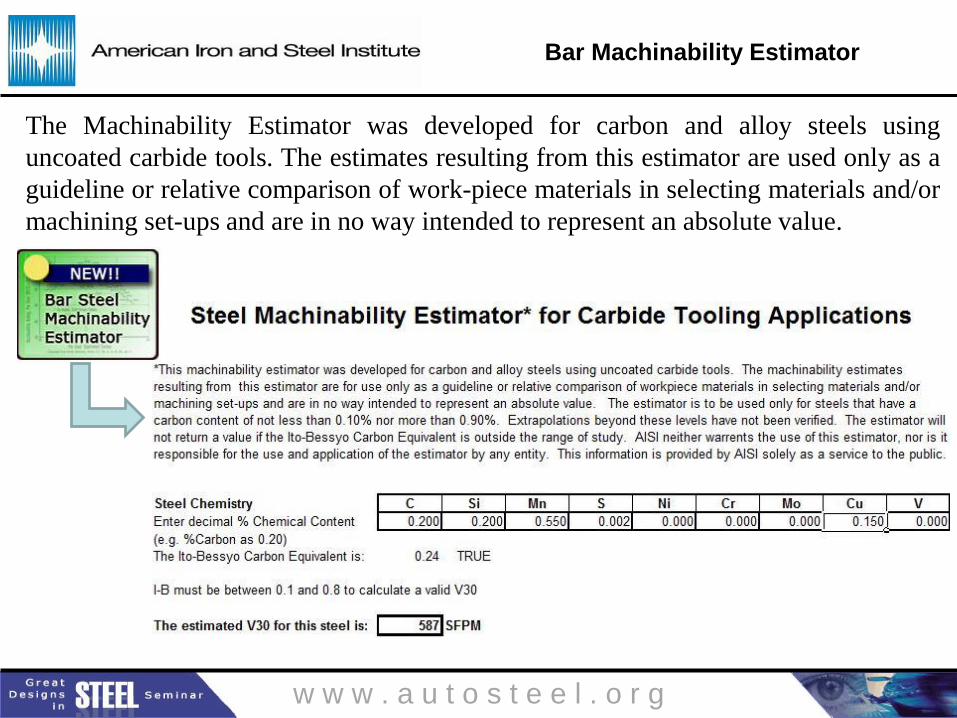
The Machinability Estimator was developed for carbon and alloy steels using
uncoated carbide tools. The estimates resulting from this estimator are used only as a
guideline or relative comparison of work-piece materials in selecting materials and/or
machining set-ups and are in no way intended to represent an absolute value.
w w w . a u t o s t e e l . o r g
Machinability Summit Roundtable
Machinability Summit Roundtable Meeting
• Twenty representatives from the industry met on June 26,
2012 at AISI in Southfield, Michigan to discuss the
industry’s needs for steel bar machinability data and the
future role of the Bar Machinability Subcommittee.
• The meeting concluded the following.
– The industry needs to be able to more accurately predict
machinability (Predictability)
– The industry needs to better understand the factors that
contribute to machinability variation (Consistency).
– To be consistent with Subcommittee’s mission, the
initiatives should be data generation and not problem
solving initiatives

w w w . a u t o s t e e l . o r g
Machinability Summit Roundtable
Predictability
• Predictability is driven by the need to accurately predict the
cost of machining as a function of material machinability,
cutting tool life, product through-put, etc.
• Initiatives that fall under “Predictability” and within the
Machinability Subcommittee mission include:
– Modeling
– Developing machinability tests that correlate with actual
machining process results
– Populating material databases that facilitate optimum
steel selection.
w w w . a u t o s t e e l . o r g
Machinability Summit Roundtable
Consistency
• Consistency is driven by the need to minimize unplanned
downtime, which is the largest contributor to machining
cost.
• Initiatives that fall under “Consistency” and within the
Machinability Subcommittee mission include identifying and
quantifying the factors that affect machinability:
– Steelmaking
– Chemistry
– Steel processing / heat treating
– Microstructure

w w w . a u t o s t e e l . o r g
Machinability Summit Roundtable
Conclusion
The Machinability Subcommittee will focus on three initiatives
1. Develop a drilling database
• Drilling is hampered by the lack of an industry standard test, which
tends to discourage evaluation. However, its impact on cycle time,
productivity and cost encourages consideration.
2. Expand the turning database
• The industry acceptance of the single point turning test provides an
incentive to expand the turning database to include:
– Effect of steel processing and chemistry on machinability
– Effects of heat treatment on machinability
– Development of upper and lower machinability limits
– Expansion of database to cover European grades, micro-alloy steels and
stainless steels
3. Technology Transfer
• Outreach initiative to increase awareness of the turning database and
machinability calculator

w w w . a u t o s t e e l . o r g
AISI Bar Steel Fatigue Project
Carbon and Low Alloy Bar
Steels

w w w . a u t o s t e e l . o r g
Project Goals
• Provide Carbon and Low Alloy Steel Fatigue Data for Use in Ground Vehicle Component Design
• Develop a Comprehensive Internet Database to Provide Access to the Fatigue Data
• Provide Information on the Effects of Steel Composition and Processing on Fatigue Behavior
w w w . a u t o s t e e l . o r g
Work Recently
Completed
• Effects of Section Size on Fatigue Properties of
the Core of Carburized Steels
• Comparison of the Fatigue Properties of
Microalloyed Steels as Forgings Versus Hot-
Rolled Bar
• Effects of Sulfur on Fatigue Performance
• Effect of Overloads on Fatigue Performance
• Expansion of the Bar Fatigue Database With
Additional Data

w w w . a u t o s t e e l . o r g
Fatigue Properties of Simulated Carburized
Cores-Effects of Section Size and Hardness
SAE 4320 Steel
15.2mm 38.6 HRC
30.5mm 29.2 HRC
w w w . a u t o s t e e l . o r g
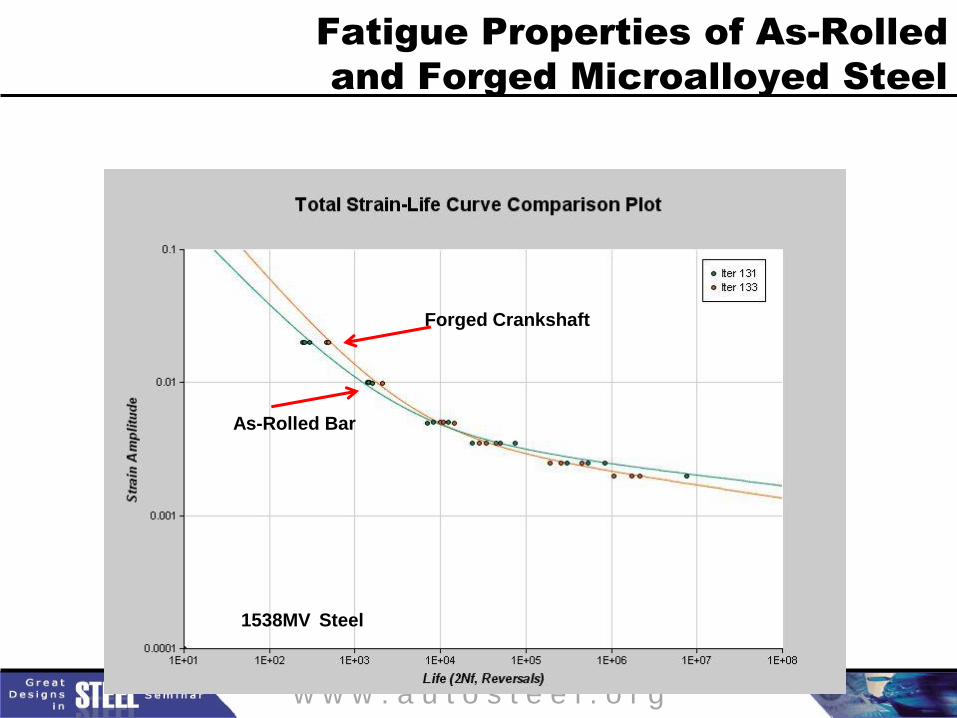
Fatigue Properties of As-Rolled
and Forged Microalloyed Steel
Forged Crankshaft
As-Rolled Bar
1538MV Steel
w w w . a u t o s t e e l . o r g
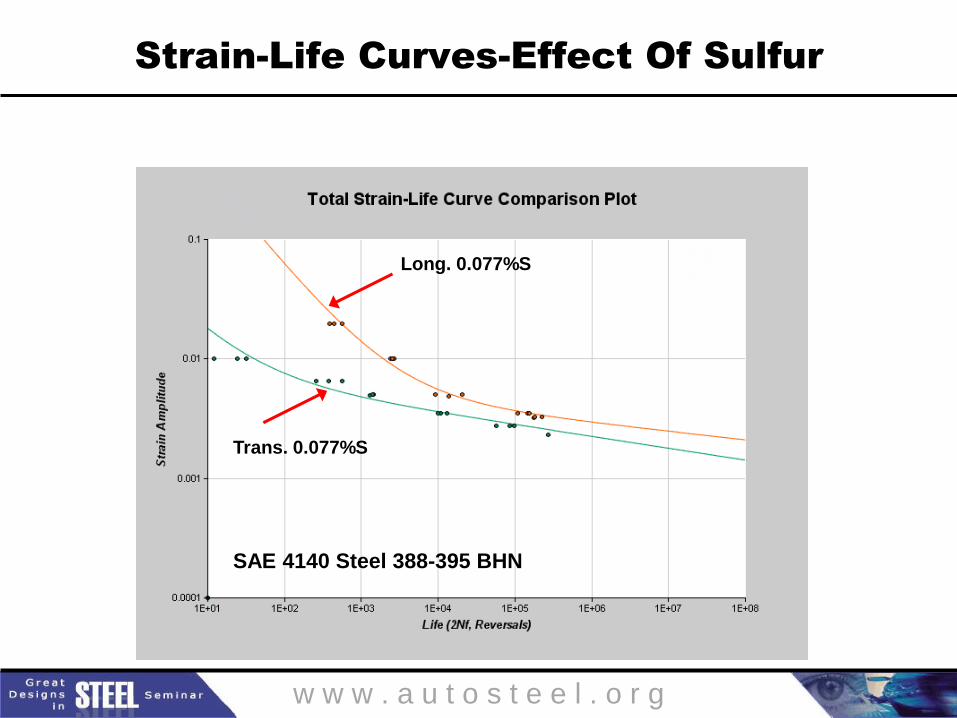
Long. 0.077%S
Trans. 0.077%S
SAE 4140 Steel 388-395 BHN
Strain-Life Curves-Effect Of Sulfur

w w w . a u t o s t e e l . o r g
0.004%S
0.012%S
0.077%S
SAE 4140 Steel 477 BHN
Tested Transverse to Sulfides
Strain-Life Curves-Effect Of Sulfur

w w w . a u t o s t e e l . o r g
Periodic OverloadTesting Profile

w w w . a u t o s t e e l . o r g
Effect of Overloads on Fatigue Performance
0.01%
0.10%
1.00%
10.00%
1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Tru
e S
train
Am
plitu
de,
De
/2, %
Reversals to Failure, 2Nf
True Strain Amplitude vs. Reversals to Failure
Constant Amplitude Total Strain Amplitude Curve
Overload Data
4140 Steel Q&T 40HRC
Tested Transverse To
MnS Inclusions (0.012%S)
w w w . a u t o s t e e l . o r g
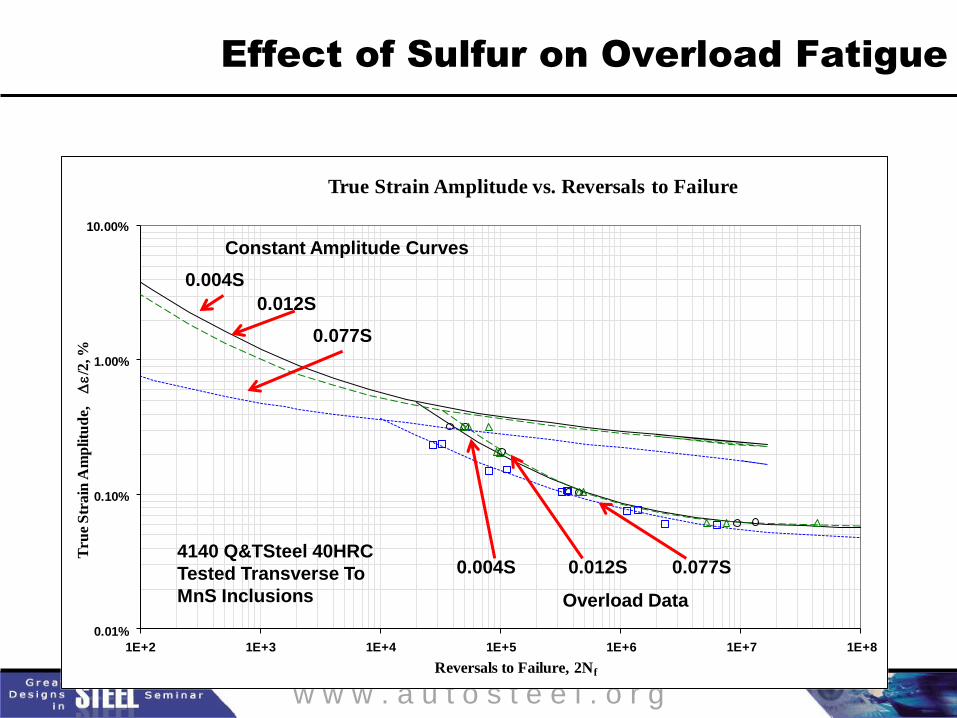
Effect of Sulfur on Overload Fatigue
0.01%
0.10%
1.00%
10.00%
1E+2 1E+3 1E+4 1E+5 1E+6 1E+7 1E+8
Tru
e S
train
Am
plitu
de,
De
/2, %
Reversals to Failure, 2Nf
True Strain Amplitude vs. Reversals to Failure
Constant Amplitude Curves
0.077S
0.012S
0.004S
Overload Data
0.004S 0.012S 0.077S 4140 Q&TSteel 40HRC
Tested Transverse To
MnS Inclusions

w w w . a u t o s t e e l . o r g
Ongoing and Future
Work
• Develop the Fatigue Properties of Case-Carburized
Steels Under Axial Loading
• Development of 4-Point Bending Fatigue Properties
for Case Carburized Steels
• Undertake Rotating Bending Fatigue Studies

w w w . a u t o s t e e l . o r g
North American
Light Vehicle Metallic Material Trends
Great Designs in Steel is Sponsored by:
Use your web-enabled device to download the presentations from today’s event
PRESENTATIONS WILL BE AVAILABLE MAY 3