azaltılması İçin kaynakçı ve operatör eğitimiburn through uygun cidar kalınlığı, uygun...
TRANSCRIPT

Doğal Gaz Boru Hatlarında Hot-Tap Fitting Kaynak ve Operasyon Risklerinin Azaltılması İçin Kaynakçı ve Operatör Eğitimi
By: M.Serhat ELHAN
Date: 02/11/2017
Venue: 2. Oturum
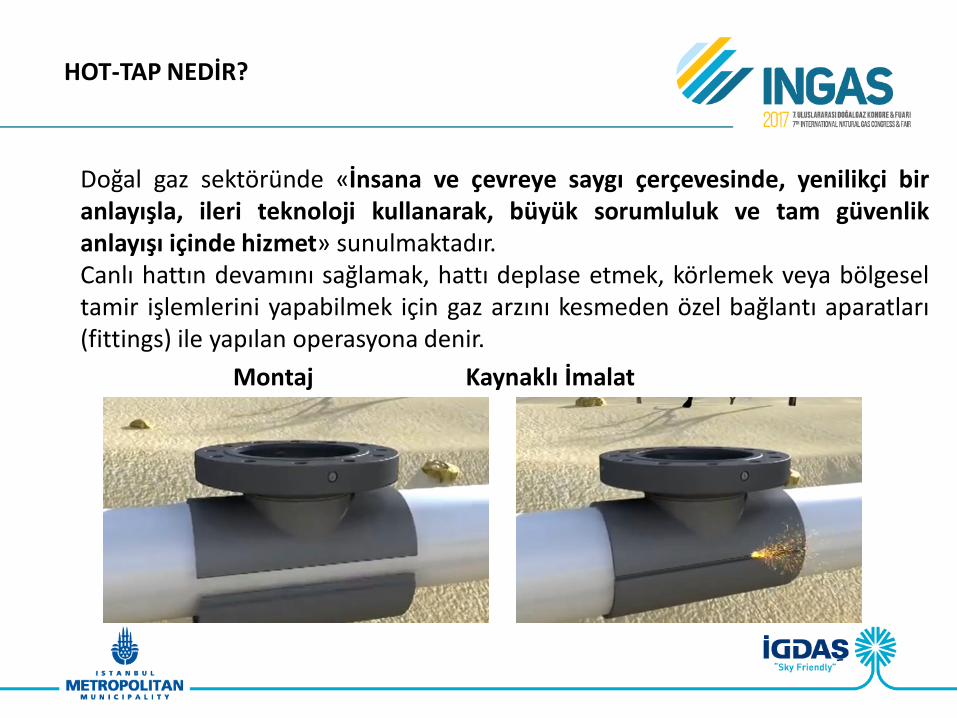
HOT-TAP NEDİR?
Doğal gaz sektöründe «İnsana ve çevreye saygı çerçevesinde, yenilikçi bir anlayışla, ileri teknoloji kullanarak, büyük sorumluluk ve tam güvenlik anlayışı içinde hizmet» sunulmaktadır. Canlı hattın devamını sağlamak, hattı deplase etmek, körlemek veya bölgesel tamir işlemlerini yapabilmek için gaz arzını kesmeden özel bağlantı aparatları (fittings) ile yapılan operasyona denir.
Montaj Kaynaklı İmalat

HOT-TAP NEDİR?
Delme
Stopple Tapalama

HOT-TAP OPERASYONUNUN RİSKLERİ
HOT-TAP
C-Personel Kalifikasyonu
B-Malzeme ve Ekipman
D-Onaylı Prosedür ve Şartnameler
E-İşletme ve Çevre Şartları
A-Teknoloji Transfer ve
Adaptasyonu
F-Risklerin Tespiti ve
Yönetilmesi

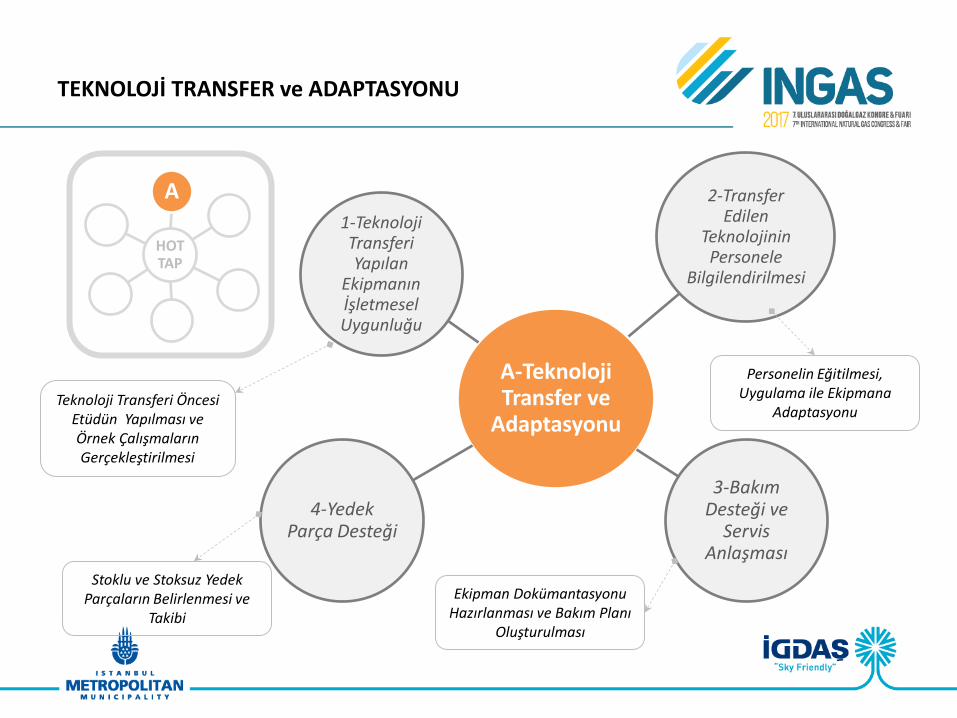
TEKNOLOJİ TRANSFER ve ADAPTASYONU
Endojen teknolojik çaba
Yeni bilgi
Ekonomik büyüme
Teknoloji transferi
… Ürün-alt yapı
Proses Ekonomi
Öndekileri yakalama

•Teknolojik yetenekler:
1. Uygun teknolojiyi seçmek, özümsemek ve kullanabilmek (temel düzey
yetenekler)
2. Üretim ve pazar koşullarına teknolojiyi uyarlamak, yenilikler ile geliştirmek
(ara düzey yetenekler)
3. Temel araştırma sonucu teknoloji üretmek (üst düzey yetenekler)
Teknoloji ilkelerinin bilinmesi
Alınan teknolojinin kullanımı
1 3
1 2
İnovasyon yetenekleri İşletme yetenekleri
TEKNOLOJİ TRANSFER ve ADAPTASYONU
A-Teknoloji Transfer ve
Adaptasyonu
1-Teknoloji Transferi Yapılan
Ekipmanın İşletmesel Uygunluğu
2-Transfer Edilen
Teknolojinin Personele
Bilgilendirilmesi
3-Bakım Desteği ve
Servis Anlaşması
4-Yedek Parça Desteği
Personelin Eğitilmesi, Uygulama ile Ekipmana
Adaptasyonu
Ekipman Dokümantasyonu Hazırlanması ve Bakım Planı
Oluşturulması
Stoklu ve Stoksuz Yedek Parçaların Belirlenmesi ve
Takibi
Teknoloji Transferi Öncesi Etüdün Yapılması ve Örnek Çalışmaların Gerçekleştirilmesi
HOT TAP
C
B
D E
A
F
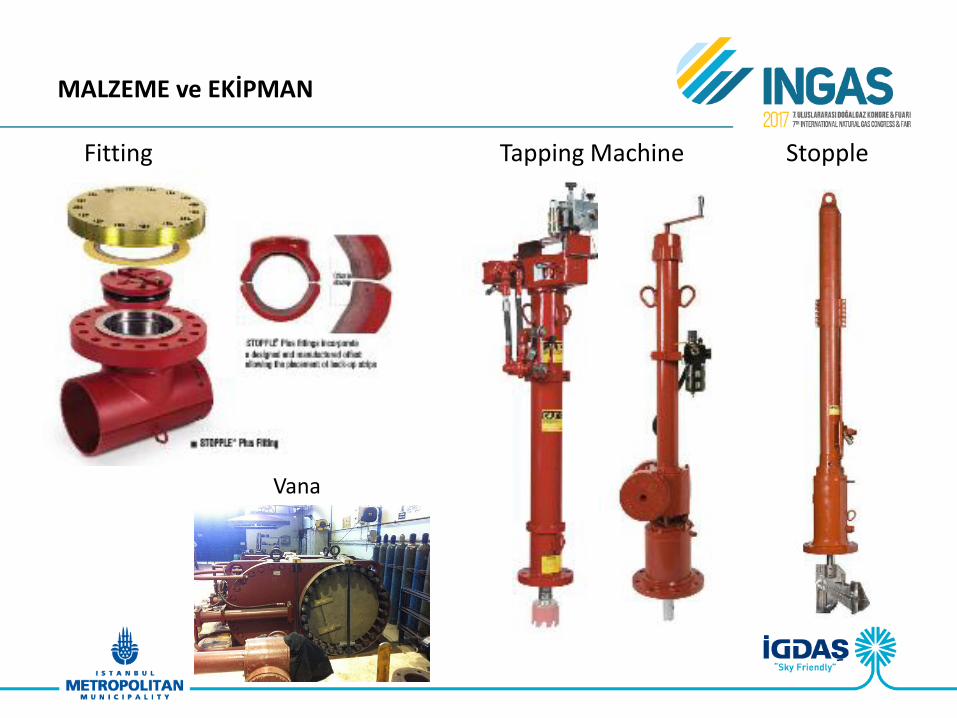
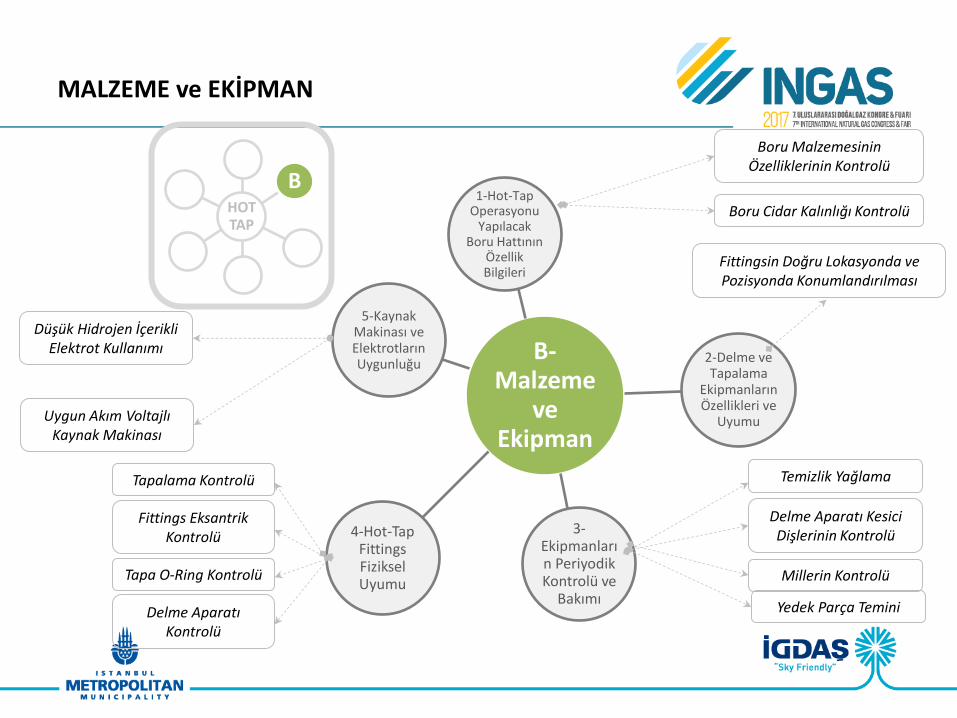
MALZEME ve EKİPMAN
Fitting Tapping Machine Stopple
Vana
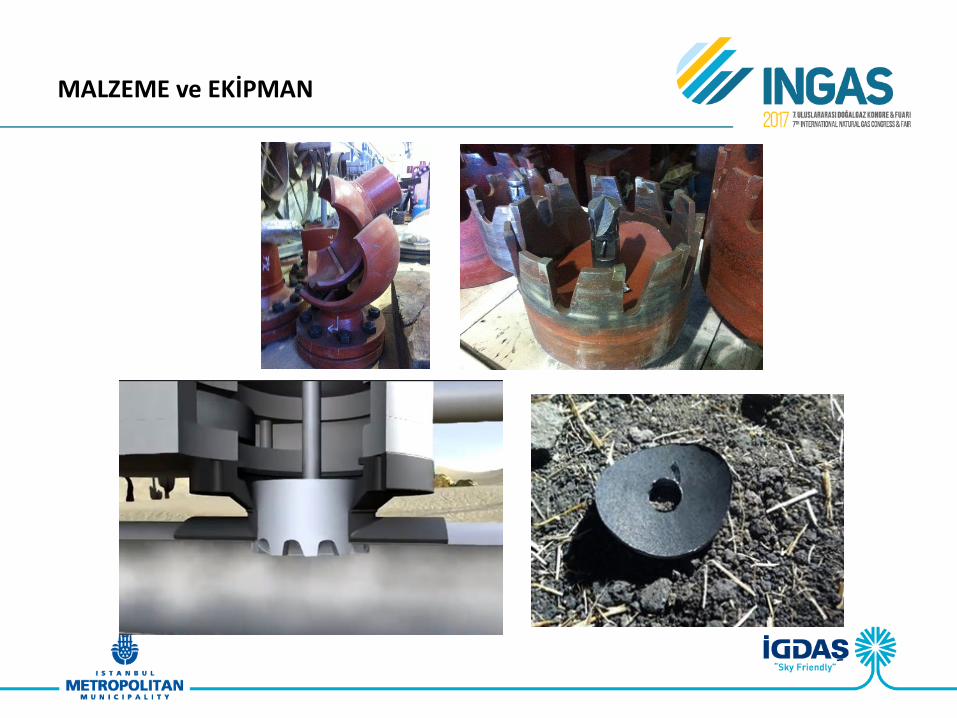
MALZEME ve EKİPMAN

MALZEME ve EKİPMAN
MALZEME ve EKİPMAN
B-Malzeme
ve Ekipman
1-Hot-Tap Operasyonu
Yapılacak Boru Hattının
Özellik Bilgileri
2-Delme ve Tapalama
Ekipmanların Özellikleri ve
Uyumu
3-Ekipmanların Periyodik Kontrolü ve
Bakımı
4-Hot-Tap Fittings Fiziksel Uyumu
5-Kaynak Makinası ve Elektrotların Uygunluğu
Boru Cidar Kalınlığı Kontrolü
Boru Malzemesinin Özelliklerinin Kontrolü
Temizlik Yağlama
Delme Aparatı Kesici Dişlerinin Kontrolü
Millerin Kontrolü
Yedek Parça Temini
Tapalama Kontrolü
Fittings Eksantrik Kontrolü
Tapa O-Ring Kontrolü
Delme Aparatı Kontrolü
Düşük Hidrojen İçerikli Elektrot Kullanımı
Uygun Akım Voltajlı Kaynak Makinası
Fittingsin Doğru Lokasyonda ve Pozisyonda Konumlandırılması
HOT TAP
C
B
D E
A
F

PERSONEL KALİFİKASYONU
6. Danışmanlar 7. Müşteriler
1.Yönetim
3. Çalışanlar
4. Belgelendirme
Kuruluşları 8. Toplum
5. Akreditasyon
Kuruluşları
Kuru
luş
2. Yönetim Temsilcisi

• Uygun olmayan kaynak işlemleri doğrudan verimliliği düşürüyor, maliyetleri
artırıyor,
• Uygun olmayan kaynak işlemleri tehlike potansiyeli olan, yüksek risk içeren
ürünlerin ortaya çıkmasına neden oluyor.
PERSONEL KALİFİKASYONU

Kaynakçı personeli öncelikle çoklu kalifikasyon testine tabi tutulduktan sonra başarılı olan kaynakçılar simüle edilmiş canlı boru kaynağı üzerinde teste alınmaktadır.
PERSONEL KALİFİKASYONU

PERSONEL KALİFİKASYONU
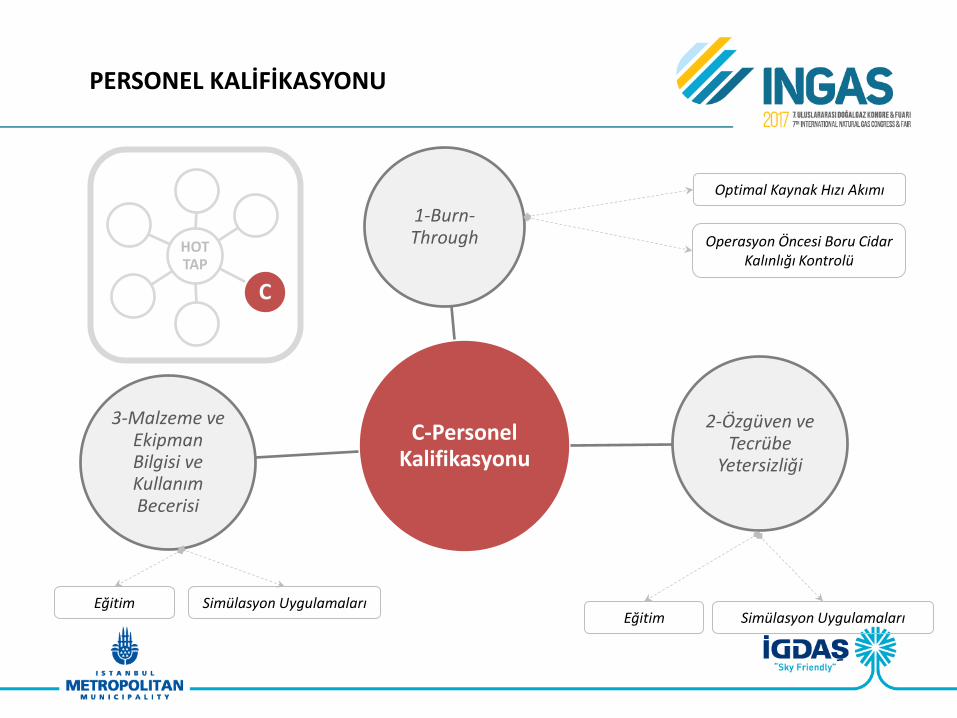
C-Personel Kalifikasyonu
1-Burn-Through
2-Özgüven ve Tecrübe
Yetersizliği
3-Malzeme ve Ekipman Bilgisi ve Kullanım Becerisi
Operasyon Öncesi Boru Cidar Kalınlığı Kontrolü
Optimal Kaynak Hızı Akımı
Simülasyon Uygulamaları Eğitim Simülasyon Uygulamaları Eğitim
HOT TAP
C
B
D E
A
F
PERSONEL KALİFİKASYONU

KAYNAK PROSEDÜRLERINDE YER ALAN ORTAK KONULAR VE UYGULAMADA GÖRÜLEN ÖNEMLİ HUSUSLAR
• Teknik tasarım - Örneğin, Çeşitli uygulamalar için hot-tap fitting tipi • Kısıtlamalar ve sınırlamalar - örneğin, gerekli minimum et kalınlıkları, çalışma çevresinin yangın güvenliği • Kritik parametrelerin belirlenmesi - örneğin, akış hızı, basınç, boru malzemesi karbon eşdeğeri • Nitelikli kaynak prosedürünün seçimi - örneğin, uygulama için uygun, nitelikli kod ve standartlar, şartnameler • Kaynak için hazırlık; Örneğin, kaynakçı, çalışma için yeterli ortam, uygun elektrotlar • Saha kaynak gereksinimleri - örneğin, uygun kaynak sırası takip edilmesi, kaynak parametre aralıklarının gözlemlenmesi
ONAYLI PROSEDÜR VE ŞARTNAMELER

D-Onaylı Prosedür ve Şartnameler
1-Isı Akış Modelleme Teknikleri
2-Hot-Top Operasyon
öncesi İşletme, Boru, Çevre Şartlarının
Belirlenmesi
3-Delme ve Tapalama
Prosedürleri
4-Onaylı Kaynak
Prosedürleri
WPS-PQR
Isı Akış Kontrolü ile Kaynak Haz Bölgesinin Sertlik
Kontrolü
İşletme Basıncı, Debisi, Boru Çapı ve Fittings Özelliğine Göre Delme
Tapalama Prosedürleri
Tahribatlı -Tahribatsız Testler ile Kaynak Onayı
HOT TAP
C
B
D E
A
F
ONAYLI PROSEDÜR VE ŞARTNAMELER

• Basınçlı bir boru üzerinde kaynak yapılırken eğer kaynak havuzunun altındaki
erimemiş alan borunun iç basıncını taşıyabilecek kadar yeterince güçlü değilse yakıp delme problemi ortaya çıkar.
• Hot-tap operasyonlarında hidrojen çatlağı riski sebebi akan ürünün etkisi ile
kaynak bölgesinden ısı akış oranının artmasıdır. Bu durum soğuma zamanının kısalmasına yol açar. Bununla birlikte sert mikro yapıların artmasına sebep olur. Buda hidrojen çatlağına daha fazla duyarlılığa neden olur.
İŞLETME VE ÇEVRE ŞARTLARI

• Düşük gaz akış hızları aynı zamanda daha düşük ısıl dağılımı oluşturur, hem erimiş havuz derinliği hem de boru iç duvar yüzeyinde sıcaklık biraz artar. Kaynak yapılan bölümde gaz akış hızı arttığından minimum kaynaklanabilir kalınlık artar.
• Ülkemizde yazın akış hızı düşük olduğundan hot-tap fittings kaynak işlemi yapılması tercih edilmemektedir. Özellikle doğal gaz kullanımının daha yüksek olduğu zaman dilimlerinde canlı hat üzerinde kaynak yapılmalıdır.
İŞLETME VE ÇEVRE ŞARTLARI
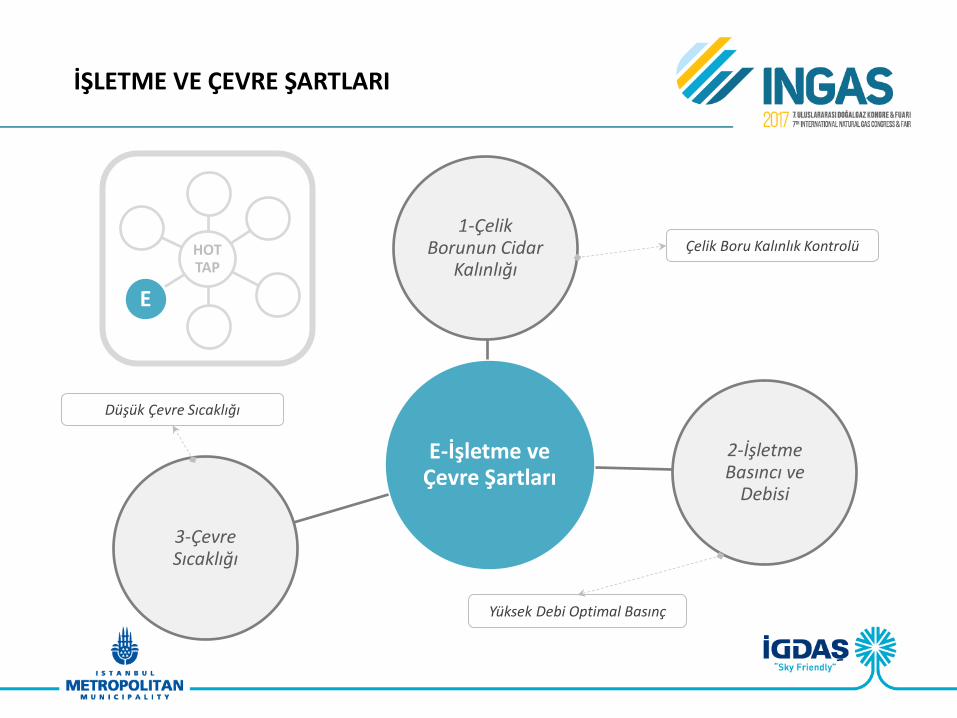
E-İşletme ve Çevre Şartları
1-Çelik Borunun Cidar
Kalınlığı
2-İşletme Basıncı ve
Debisi
3-Çevre Sıcaklığı
Çelik Boru Kalınlık Kontrolü
Yüksek Debi Optimal Basınç
Düşük Çevre Sıcaklığı
HOT TAP
C
B
D E
A
F
İŞLETME VE ÇEVRE ŞARTLARI

RİSKLERİN TESPİTİ VE YÖNETİLMESİ
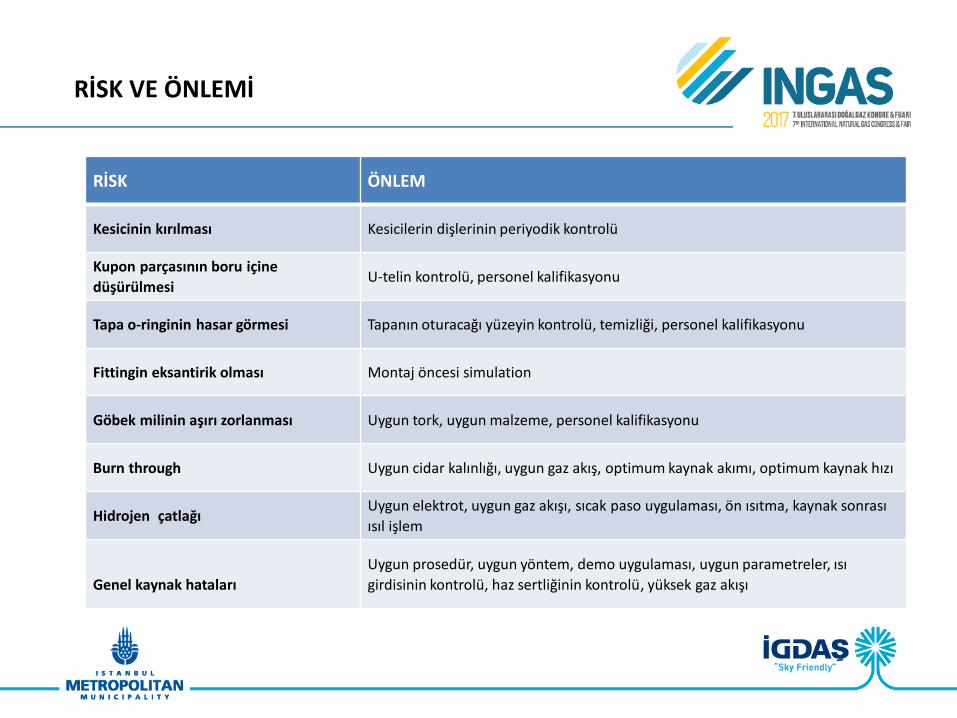
RİSK ÖNLEM
Kesicinin kırılması Kesicilerin dişlerinin periyodik kontrolü
Kupon parçasının boru içine
düşürülmesi U-telin kontrolü, personel kalifikasyonu
Tapa o-ringinin hasar görmesi Tapanın oturacağı yüzeyin kontrolü, temizliği, personel kalifikasyonu
Fittingin eksantirik olması Montaj öncesi simulation
Göbek milinin aşırı zorlanması Uygun tork, uygun malzeme, personel kalifikasyonu
Burn through Uygun cidar kalınlığı, uygun gaz akış, optimum kaynak akımı, optimum kaynak hızı
Hidrojen çatlağı Uygun elektrot, uygun gaz akışı, sıcak paso uygulaması, ön ısıtma, kaynak sonrası
ısıl işlem
Genel kaynak hataları
Uygun prosedür, uygun yöntem, demo uygulaması, uygun parametreler, ısı
girdisinin kontrolü, haz sertliğinin kontrolü, yüksek gaz akışı
RİSK VE ÖNLEMİ

Hot-tap operasyonları öncesi durum analizi yapılıp mevcut durum belirlenmeli ve bilgilerin toplanması ve paydaşların bu konudaki süreçleri etkinlikleri ve operasyonel faaliyetleri belirlenmelidir
RİSKLERİN TESPİTİ VE YÖNETİLMESİ
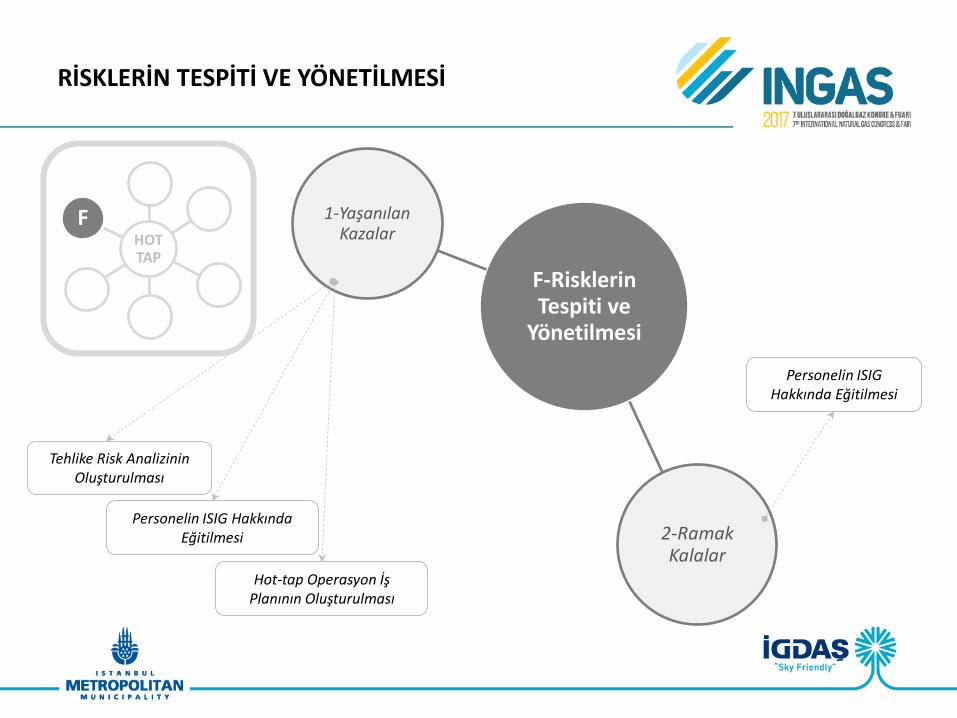
F-Risklerin Tespiti ve
Yönetilmesi
1-Yaşanılan Kazalar
2-Ramak Kalalar
Tehlike Risk Analizinin Oluşturulması
Personelin ISIG Hakkında Eğitilmesi
Hot-tap Operasyon İş Planının Oluşturulması
Personelin ISIG Hakkında Eğitilmesi
HOT TAP
C
B
D E
A
F
RİSKLERİN TESPİTİ VE YÖNETİLMESİ
SONUÇ VE TARTIŞMA
Hot-tap operasyonları riskleri fazla olan uygulama olup, mümkün olduğu kadar hot-tap operasyonuna ihtiyaç duymacak boru hattı dizaynları gerçekleştirilmelidir.
Gazlı ortamlarda çalışacak ve gazlı hatlara müdahale edecek personelin temel doğal gaz ve ISIG eğitimleri alması gerekmektedir. Yeni teknoloji genelde ithal edildiği için, teknoloji tedarikçisi ile iletişim sürekliliği risklerin azaltılması ve eğim sürecinin tamamlanması, tecrübe aktarımı açısından önemlidir.
Hot-tap çalışmalarında kullanılan yeni ekipmanlar aynı firma tarafından geliştirilmesine rağmen, yeni makinaların eski makinalara adaptasyonunda problemlerle karşılaşılmıştır. Bu da yeni risklerin oluşmasına sebep olmuştur. Yapılacak eğitimde bu hususlar dikkate alınmalıdır.
SONUÇ VE TARTIŞMA
Yeni ekipmanların periyodik bakımını yapamamak, ve tedarikçinin yetersiz servis hizmeti sebebiyle, gaz hatlarında yeni teknolojik ekipmanların kullanımı yeni riskleri beraberinde getirir. Bu süreç eğitim çalışması ile aşılabilir.
Hazırlanan eğitim programında, ekipman ve malzeme konularından kaynaklanan yedek parça temin edememe riski, ekipman uyumsuzlukları, bilgi eksikliğinden kaynaklanan riskler tanımlanmalı ve anlatılmalıdır.
Uluslararası kaynak standartlarına uygun personel belgelendirme, standartlarına uygun kaynak yöntemi ve kaynak donanımı ile yapılan işlem hot-tap kaynağı ve imalatın kalitesini etkiler. Personelin eğitim ve kalifikasyonu sağlanmış ve yeterli bilgiye sahip olsa da karşılaşılan problemlerde sorunların aşılması ve tecrübe eksikliğini gidermek için fittings kaynak ve hot-tap şartlarının bulunduğu düzeneklerde suni riskler içeren 4-5 uygulamalı eğitim yapılmalıdır. Kaynakçının ve hot-tap operatörünün oluşabilecek risklerle deneme safhasında karşılaşmaması verimliliği düşürecektir. Bu ön uygulamalar personelin öz güvenini arttıracaktır.

SONUÇ VE TARTIŞMA
Uygun olmayan hot-tap kaynak işlemleri yüksek risk içerir ve maliyetleri artırır. Ayrıca hem şirket, hem de çalışanlar için problemler üretecektir. Performansı yüksek, hata oranı düşük kaynakçılar ile hot-tap kaynağı yapılmalıdır. Kaynakçı performansı kontrol altında tutulmuş ve % 0,2 hata oranı olan kaynakçılarla çalışılmalıdır.
Bakım, işletme, yapım, yüklenici firma, itfaiye, ambulans ekipleri hot-tap operasyon paydaşlarını oluşturmaktadır. Paydaşlar işin önem ve risklerine ait bilgiye haiz olmalıdır. Her bir sorumlunun görev tanımı yapılarak iş başı eğitimi ve bilgilendirici kısa dokümanlar verilmelidir.
Hot-tap kaynakları uygulanabilirliği kanıtlanmış, onaylı kaynak prosedürü kullanılarak imalat yapılmalıdır. Operasyonun her uygulamasına ait prosedür ve talimatlar hazırlanarak hot-tap operasyon müfredatı (planı) oluşturulmalıdır. İşletme basıncı, debisi, hava sıcaklığı, çalışma yapılan tranşe şartları, borunun fiziksel özellikleri belirlenerek çalışma planı oluşturulmalıdır.
SONUÇ VE TARTIŞMA
Eğitimde operasyon öncesi hazırlık safhasında plan yapılması, süreç tanımlanması, işletme şartları, borunun fiziki ve kimyasal durumu, çevre ve hava şartları da dikkate alınarak uygulama detayları verilmelidir.
Çalışma ve Sosyal Güvenlik Bakanlığının 26/09/2017 tarihinde yayımlamış olduğu üçüncü tebliğ ile toplam 81 meslekte MYK belge zorunluluğu başlatılmıştır. Aktif boru hattında çalışan kaynakçı ve aktif boru hattında hot-tap yapan operatörlerin de Ulusal Meslek Standardı ve Ulusal Yeterlilik oluşturulmalı MYK belgesi zorunlu meslek grubuna dahil edilmelidir.
