automatizaciÓn de un proceso de montaje de freno de...
TRANSCRIPT

AUTOMATIZACIÓN DE UN PROCESO DE MONTAJE DE FRENO DE MANO
TITULACIÓN: Ingenieria Técnica Industrial en Electrónica Industrial
AUTOR: TAI WAN KIM .
DIRECTOR: PEDRO JESUS IÑIGUEZ .
FECHA: Junio del 2009.

2
INDICE
1. MEMORIA DESCRIPTIVA
1.1. INTRODUCCIÓN ........................................................................................... 7
1.2. OBJETIVO ...................................................................................................... 8
1.3. ANTECEDENTES .......................................................................................... 8
1.4. SOLUCIÓN ADOPTADA .............................................................................. 8
1.5. DESCRIPCIÓN DEL PRODUCTO ............................................................ 10
1.5.1. Los componentes ...................................................................................... 10
1.5.2. Función ..................................................................................................... 11
1.6. DESCRIPCIÓN DEL PROCESO ............................................................... 11
1.6.1. Sinóptico inicial ........................................................................................ 11
1.6.2. Descripción de los puestos ........................................................................ 15
1.6.3. Sinóptico definitivo ................................................................................... 28
1.7. DESCRIPCIÓN DEL AUTÓMATA PROGRAMABLE .......................... 32
1.8. DESCRIPCIÓN DEL CONVOY ................................................................. 34
1.8.1. Disposición general del convoy ................................................................ 34
1.8.2. Selección del pallet ................................................................................... 35
1.8.3. El tramo .................................................................................................... 36
1.8.4. La curva .................................................................................................... 37
1.8.5. Unidad de posicionamiento ...................................................................... 38
1.8.6. Unidad de conducción, motor .................................................................. 39
1.9. DESCRIPCIÓN DEL PROGRAMA ........................................................... 39
1.9.1. Puesto número 2 ........................................................................................ 44
1.9.2. Puesto número 3 ........................................................................................ 49

3
1.9.3. Puesto número 4 ........................................................................................ 55
1.9.4. Puesto número 5 ........................................................................................ 60
1.9.5. Puesto número 7 (Final) ........................................................................... 65
1.10. PLANIFICACIÓN Y PROGRAMACIÓN .............................................. 72
1.10.1. Diagrama de Gantt .................................................................................. 72
1.10.2. Descripción de las tareas ......................................................................... 73
1.11. DISEÑO DE SEGURIDAD EN LAS MÁQUINAS ................................. 74
1.11.1. Análisis de peligros .................................................................................. 75
1.11.2. Evaluación de riesgos .............................................................................. 75
1.11.3. Reducción de riesgo ................................................................................. 76
1.11.4. Selección de dispositivos .......................................................................... 77
1.11.5. Cálculo de distancias de seguridad ......................................................... 78
1.11.6. Categorías de seguridad ........................................................................... 81
1.11.7. Seguridad proporcional al riesgo ............................................................ 83
1.11.8. Circuitos de seguridad ............................................................................. 84
1.11.9. Módulos de seguridad .............................................................................. 85
1.11.10. Sistemas de seguridad ............................................................................ 86
1.12. MARCO NORMATIVO ............................................................................. 86
1.12.1. Directivas europeas, objetivos, procedimientos ...................................... 86
1.12.1.1. Directiva “MÁQUINAS” .................................................................. 87
1.12.1.2 Directiva 89/655/EEC DE “UTILIZACIÓN POR LOS .................... 88
TRABAJADORES DE LOS EQUIPOS DE TRABAJO”
(CORREGIDO POR LA DIRECTIVA 95/63/EC)
1.12.2. Organismos .............................................................................................. 89
1.12.1.1. Entidades de asesoramiento en seguridad ...................................... 89
1.12.1.2. Organismos acreditados ................................................................... 89
1.12.1.3. Organismos notificados ................................................................... 89
1.12.3. Normas europeas de seguridad ............................................................... 89
1.12.1.1. Normas europeas dermonizadas ....................................................... 89
1.12.1.2. Diferentes tipos de normas ................................................................ 90
1.13. RESUMEN DE PRESUPUESTO .............................................................. 94

4
2. PLANOS
2.1. PRODUCTO .................................................................................................. 96
2.2. DISTRIBUCIÓN ........................................................................................... 97
2.3. DISTRIBUCIÓN DEFINITIVA .................................................................. 98
2.4 SUBCONJUNTO ........................................................................................... 99
2.5. CONTROL MUELLE Y REMACHE ........................................................100
2.6. REMACHADO .............................................................................................101
2.7. REMACHADOR ..........................................................................................102
2.8. INTRODUCCIÓN GRIP .............................................................................103
2.9. MARTILLAZO ............................................................................................104
2.10. ATORNILLADO ........................................................................................105
2.11. COMPROBACIÓN FINAL ......................................................................106
3. PRESUPUESTO
3.1. CAPÍTULO 1 ………………………………………………………………108
3.2. CAPÍTULO 2 ................................................................................................111
3.3. RESUMEN DEL PRESUPUESTO .............................................................112
4. PLIEGO DE CONDICIONES
4.1. CONDICIONES GENERALES Y LEGALES …………………………..114 4.1.1. Objeto del pliego ……………………………………………………..…..114 4.1.2. Normas, reglamentos y leyes ……………………………………..……..114 4.1.3. Condiciones administrativas …………………………………...………..116 4.1.4. Capacidades de ingeniero director ……………………………………...116 4.1.5. Responsabilidad civil del proyectista …………………………..………..116
4.2. ESPECIFICACIONES DE MAT., EQUIPOS Y MAQUINAS ………...117 4.2.1. Características exigidas a los mat., equipos y elem. integrantes …..…...117 4.2.2. Normas de insp. y comprob. de las distintas partidas integrantes ……..118 4.2.3. Reglamentos de seguridad ………………………………………….…...118 4.2.3. 1. Ley de prevención de Riesgos Laborales ………..................................118 4.2.3.2. Instalación eléctrica …………………………………………………...121 4.2.3.3.- Seguridad de las máquinas …………………………………………...122

5
4.3. ESPECIFICACIONES DE EJECUCIÓN ……………………………….123 4.3.1. Detalles de ejecución de la instalación y control ……….........................123 4.3.2. Pruebas de recepción ……………………………………………….…...123 4.3.3. Plazos de entrega de equipos ……………………………………….…...123 4.3.4. Garantías exigidas y plazos de garantía ………………………………...124
4.4. CONDICIONES ECONÓMICAS …………………………………...…...125 4.4.1. Condiciones de contratación …………………………………………....125 4.4.2. Plazos de ejecución ……………………………………………………...125 4.4.3. Programa de trabajo …………………………………………………….125 4.4.4. Valoración de las obras ………................................................................126 4.4.5. Certificación de los trabajos …………………………………………….126 4.4.6. Forma de pago de la instalación ………..................................................126
4.5. PLIEGO DE CONDICIONES DEL PROCESO DE PRODUCCIÓN DE LA LÍNEA ………………………………………………………………….…...127 4.5.1. Reglamentos que ha de cumplir la línea ………………………...……...127
4.5.1.1. Declaración de conformidad ………………………………………..127 4.5.1.2. Contenido de la declaración CE ………………………………….....129
4.5.2. Últimas directivas dictadas por la Unión Europea ……………………..129 4.5.3. Normas que deben seguir los trabajadores ……………………………..130 4.5.4. Condiciones de las entregas y partidas ………………………………....130 4.5.5. Controles de calidad ………......................................................................131 4.5.6. Requerimientos exigidos a la maquinaria adquirida …………………..131 4.5.7. Requerimientos exigidos a las instalaciones ……………………….…...132
5. ANEJOS
5.1. ANEJO I: Instalación de aire comprimido (instalación neumática) …...134 5.2. ANEJO II: Instalaciones eléctricas ……………………………………….136 5.3. ANEJO III: Seguridad y prevención de riesgos …………………………139

6
1. MEMORIA

7
1 MEMORIA
1.1. INTRODUCCIÓN
La automatización creciente en todos los sectores económicos y especialmente en la industria, a fecha de 2006 siendo España la séptima potencia mundial en cuanto a número de robots industriales, con más de 22000 unidades, hace que cada vez más sea más completa, más precisa y necesaria.
Sobretodo en la industria automovilística, la mayoría de los procesos son automatizados. Existen muchas razones por las cuales se automatizan los procesos, citando las principales razones :
- Reducción personal : para reducir los costes de los operarios y los errores o fallos provocados por los operarios.
- Reducción de costes : los componentes o los productos a fabricar son de gran volumen por año y a largo plazo, lo cual la automatización del proceso ofrece una reducción de costes en muchos aspectos.
- Comprobación del proceso : en la industria automovilística, el fallo permitido se expresa en PPM (fallos por millón). La capacidad de la percepción humana para comprobar las piezas está limitada. No cumplir este requisito de PPM puede implicar el cierre de una empresa.
- Cumplimiento del tiempo : existen un número determinado de piezas a fabricar por día y por año durante a largo plazo. Es requisito fundamental cumplir el plazo de entrega.
- Conseguir un mayor rendimiento
- Estar a la vanguardia de la tecnología.
En este proyecto en cuestión se va a diseñar el proceso de montaje de freno de mano para automóvil. Se realizará un proceso automatizado con el fin de cumplir todos los requisitos del cliente. Se dividirá en diferentes puestos, se explicará las operaciones a realizar para cada puesto. Y estos puestos, como opción, se puede unir mediante una cinta transportadora automatizada. La cinta transportadora es recomendable ya que para cumplir el tiempo de ciclo es la mejor manera y además para evitar la deformación de las piezas por las caídas provocadas por los operarios, etc.
Esta máquina se fabricará atendiendo las Prescripciones Generales para la realización de los bienes de equipo, así como a la Legislación Española vigente, y en particular a la Directiva 98/37/CE del Parlamento europeo y del Consejo del 22 de Junio de 1998 relativa a la aproximación de las Legislaciones de los Estados Miembros sobre Máquinas.

8
1.2. OBJETIVO
El objetivo de este proyecto es realizar la automatización de un proceso de montaje de freno de mano para automóvil mediante PLC.
Con la automatización conseguiremos un proceso cíclico con el fin de cumplir el tiempo de producción, evitar lso errores humanos, reducción de tiempo de producción, reducción de personal y la reducción de costes.
La automatización está destinada a realizar el paro y puesta en marcha de los motores, a realizar la apertura y cierre de las válvulas, y a la adquisición de datos o variables que intervienen en el proceso.
La programación del PLC se realizará mediante el programa STEP7, que permite programar PLC’s de la marca Siemens mediante varios lenguajes.
1.3. ANTECEDENTES
Dada la imposibilidad de que todo el proceso sea automatizada, habrán los minímos operarios necesarios para el proceso de montaje.
Habrá los mínimos puestos de operaciones y que en cada puesto de operación habrá las máximas operaciones posibles y después de cada puesto garantizará el correcto montaje.
El cliente nos ha encargado 120.000 unidades anuales para 5 años. La vida útil de un modelo de un coche.
Al final de cada puesto de operaciones o al inicio de la siguiente operación, habrá una comprobación de la pieza montada anteriormente. Esta comprobación será automatizada o por los operarios en caso de que sea visual.
El rendimiento tanto de los operarios como de la máquina será del 80%.
1.4. SOLUCIÓN ADOPTADA
Con los datos del apartado anterior se calcula los siguientes datos que son fundamentales a la hora de diseñar la automatización :
- Tiempo del ciclo : 8 horas diarias para 1 turno diario, 225 días laborales por año, 120.000 unidades al año, al rendimiento de 80% => Tiempo de ciclo es de 40 segundos. Es decir, la línea de montaje automatizada debe generar una pieza completamente y correctamente montada cada 40 segundos.
- Cinta transportadora : Los diferentes puestos de operaciones se unirán mediante una cinta transportadora ( opcional).
- El proceso de la línea de montaje se ha dividido en 7 puestos de operaciones y se ha incluido 4 operadores

9
- Los tiempos estimados por puesto son los siguientes: Puesto Nº 1 = 31”
Puesto Nº 2 = 32”
Puesto Nº 3 = 31”
Puesto Nº 4 = 34”
Puesto Nº 5 = 33”
Puesto Nº 6 = 31”
Puesto Nº 7 = 30”
- Como se puede observar en los tiempos de cada puesto de arriba, el mayor tiempo es de 34 segundos y el menor de 30 segundos. Es decir, una vez que inicie el proceso y que una vez entre en serie, el tiempo de montaje de cada freno de mano será de 34 segundos que es por debajo de 40 segundos que habíamos calculado anteriormente. El tiempo de ciclo normal definitivo será de 34 segundos.
- Tiempo de desplazamiento de pallet de un puesto a otro se considera en paralelo con preparación de las piezas en el puesto posterior por lo que no se computan para el cálculo del tiempo de ciclo.
- El sistema dispone de un sistema de comunicación Ethernet con protocolo TCP/IP con objeto de tener con acceso a todo programa del autómata y con posibilidad de modificar su contenido. Tiene un protocolo de autorización de accesos con sus passwords
- El diseño de la célula permite un acceso ergonómico en cada uno de los puestos estando la altura de trabajo comprendida entre 900 y 1100 mm.
- Como la línea de montaje es cara, la célula tiene que tener la posibilidad de
ampliación para otros productos más adelante. Esta cinta estará formada por módulos que puedan ser desconectado y conectados con facilidad para poder cambiar la configuración más adelante.
- Las operaciones de verificación en automático se realizan mientras se realizan el
montaje de cada puesto. Si no pudiera verificarse en el puesto se preverán puesto intermedios para la verificación de forma que no afecte al tiempo de ciclo de la célula.
- En cada puesto dispone de un panel con LED que nos da señal de alarma en caso
de fallo en la comprobación automática.
- Para resolver las averías en el menor tiempo posible, las instalaciones tienen fácil acceso para mantenimiento
- El tiempo de transporte de los pallets de un puesto a otro es inferior a 3 segundos
para que el transporte no afecte al tiempo de ciclo de montaje. Durante el

10
transporte del pallet de un puesto a otro se realizan en cada puesto las operaciones de puesta punto de las piezas.
- La célula dispone de los siguientes elementos de seguridad:
1. Protecciones para los usuarios de línea 2. Botón de llamada con señal luminosa y acústica para aviso de
incidencias (averías, falta de material…) en cada puesto de trabajo de operario de línea.
3. Pórticos con iluminaría en puestos de trabajo y control. 4. Todos los puestos automáticos estan protegidos cumpliendo la actual
normativa de seguridad, pero se emplean paneles fácilmente desmontables fabricados en perfil de aluminio con ventanas traslúcidas de metacrilato ó en su defecto rejilla. A través de éstos paneles se podrán visualizar las operaciones que se estén llevando a cabo en los puestos.
- Todos los detectores, que lleva la instalación, tanto neumáticos, hidráulicos,
como los específicos que se utilizan en vigilancias de proximidad, carreras realizadas, etc., están con conexión en el mismo detector, de forma que no sea necesario cambiar más que el propio detector.
- La célula tiene un armario general en el que está instalado toda la parte de
potencia. En éste armario está el PLC S-7 300 (SIEMENS), que gobierna en Profibus todas las máquinas de la línea. Existe un circuito de seguridad general y uno por cada máquina, con un grupo de filtro-regulador para cada máquina y otros solo para el transfert. La CPU del autómata Siemens, tendrá al menos dos salidas de comunicación de forma que no sea necesario desconectar la comunicación de maniobra para poder conectar un PC.
- Todo atornillador tiene control de par y de ángulo.
- Toda remachadora de punzones, tiene un dispositivo de control de rotura de los
mismos. Su cabezal será de cambio rápido y simétrico.
1.5. DESCRIPCIÓN DEL PRODUCTO
Para la descripción del producto nos fijaremos en el plano número 1, freno de mano, para poder entenderlo.
1.5.1. LOS COMPONENETES
1. Cuerpo
2. Muelle

11
3. Remache
4. Tensor
5. Sensor
6. Grip
7. Boton
8. Soporte
9. Eje
1.5.2. FUNCIÓN DE LOS COMPONENTES
Después de los procesos previos a la línea de montaje como el troquelado de los metales para tomar sus formas correspondientes, como la soldadura para que se unan las piezas metálicas. Inicialmente llegan a la línea de montaje la pieza formada por el cuerpo, el eje y el soporte. Vease el plano número 4.
Una vez que llegan a la línea el conjunto anterior, se introduce manualmente el muelle que hace la función de bajar el cuerpo hacia abajo. El cuerpo y el eje están unidos mediante soldadura. Sin el apretón del muelle, el eje solamente puede desplazar hacia el tope de arriba. Imáginense el funcionamiento de un freno de mano. El eje soldado al cuerpo está unido al soporte mediante un remache.
Para que el usuario tenga que agarrar el cuerpo, se introduce una pieza llamada “Grip”, de material caucho para que el agarre con la mano sea agradable. Y al muelle se le agrega la pieza llamada “Botón” que hace que el apretón del muelle sea cómoda.
El sensor detecta si el cuerpo se ha bajado hasta el final. Imáginemos un coche, cuando ponemos el freno de mano aparece una luz roja en el panel de coche y desaparece la luz cuando quitamos el freno, pues el sensor da la señal.
El tensor hace la función de accionar u estirar los cables de los frenos cuando tire el cuerpo hacia arriba o liberar los frenos cuando el cuerpo baje.
1.6. DESCRIPCIÓN DEL PROCESO
1.6.1. SINÓPTICO INICIAL
Puestos de la línea (Operación)
Mesas paralelas e independientes a la línea (Están junto al puesto posterior)

12
Freno de ManoSub conjunto
inicial
Remache
1
Muelle
Puesto 3Remachado
Puesto 2Verificación
No
Si
BotónGrip
Puesto 4.1Verificación
No
Si
No
CuerpoArriba

13
2
Puesto 5.1Verificación
Puesto 4.2Inserción
Clipaje
Tensor
Puesto 5.2Martillazo
1
Puesto 4.3Extracción
Grip
Puesto 4.3Extracción
Botón
No No
Si
No

14
Puesto 6.1Verificación
Sensor
Puesto 6.2Atornillado
2
Si
No
Puesto 7Comprobación
Final
SALIDA

15
1.6.2. DESCRIPCIÓN DE LOS PUESTOS
La descripción de los puestos se hará según el orden del sinóptico anterior. Si en caso de que haya que modificar algún puesto por cualquier razón, se marcará con “IMPORTANTE” y se esplicarán los motivos de esa modificación.
- Puesto 1 :
- En el puesto 1 hay 1 operario.
- A lado de la línea está la mesa donde el operario trabaja manualmente.
- En la mesa del trabajo del operario hay 3 componentes preparados ( muelle, remache y el conjunto eje-cuerpo-soporte ).
- El operario introduce al cuerpo el muelle.
- Una vez introducido el muelle, el operario coloca el remache en el agujero correspondiente. Véase la figura 1.
Figura 1. Colocación del Remache
- Una vez introducido el remache, el operario coloca el conjunto montado en el pallet antiestática de la línea.

16
- Una vez colocada en el pallet el conjunto, el operario da el paso con un pulsador para paso de pallet.
- Hay una lámpara industrial
- Todas las operaciones del puesto 1 es Manual.
- En este puesto como no hay ninguna operación más que los descritos de arriba, no habrán barreras de protección.
- El puesto 1 tiene el tiempo de 31 segundos.
Figura 2. Remache
- Puesto 2 :
- Una vez que llega el pallet con el conjunto, se tira el cuerpo hacia arriba del todo, esto es porque si trabajamos con el cuerpo en la posición de abajo, el cuerpo se puede moverse libremente hacia arriba en el momento de trabajar sobre ello. Tener el cuerpo en la posición máxima significa trabajar con la pieza fija, véase la figura 3. posición del cuerpo. Esta operación es automática y lo hace con un cilindro neumático.
- Una vez colocado el cuerpo en la posición arriba del todo, detecta el remache con un detector de presencia. Esta operación es automática.

17
Figura 3. Posición del cuerpo
- El siguiente paso es comprobar la correcta colocación del muelle, presionando sobre el muelle con un cilindro neumático. Esta operación es automática. Verificación del muelle por el control de retroceso del botón.
- Si todo el proceso resulta OK, dará el paso de pallet para el siguiente puesto.
- Si resulta negativo, se encenderá la luz roja y se parará el proceso para que el operario del puesto 1 pueda sacar el conjunto montado de la línea para retrabajar en ello en el puesto 1.
- Hay una lámpara industrial
- Protección y seguridad del puesto : puerta de acceso amarrado a la estructura con dos tornillos con giro sobre bisagras. Barrera de protección metálica. Según la normativa europea.
- El puesto 2 tiene el tiempo de 32 segundos.
- Puesto 3 :
- En este puesto, por un lado hay un carro horizontal neumático para avance de remachadora de dos posiciones con blocaje. Esta operación es automática. Avanzará horizontalmente la remachadora hasta el punto del remache.

18
- Por otro lado, una vez que esté la remachadora a punto, operará sobre el remache colocado en el puesto 1. Control standard de AGME con control de recorrido y presión en el remachado, dotado de un control de medida programable con transductor y acondicionador de señal. La presión será controlada y programable con vigilancia sobre la misma. Es importante controlar esta presión ya que si sobrepasa la presión, dificulta al movimiento del cuerpo respecto el soporte y en caso contrario, el remache puede romperse con el paso del tiempo. Esta operación es automática. Esta señal será visionada mediante una pantalla colocada en el puesto.
- Hay una lámpara industrial
- Protección y seguridad del puesto : puerta de acceso amarrado a la estructura con dos tornillos con giro sobre bisagras. Barrera metálica. Según la normativa europea.
- El puesto 3 tiene el tiempo de 31 segundos.
- Remachadora, véase la figura 4.
Figura 4. Remachadora
Características :
Stroke 30 – 50 mm
Rango del Timer 0.1 – 9.9s/ciclo
Presión aire 2 – 5 Kg/cm^3
Consumo aire 0.008 (5 Kg/cm^3 . m^3/stroke)
Altura abierto 125 – 230 mm

19
Power (3 Phase) 220V/330V
Spindle motor 750W x 4P
Peso 138 Kg
Capacidad remachado Inferior a diámetro 12 mm
Ejemplos de tipos de remachado. Véase la figura 5.
Figura 5. Tipos de remachado
- Puesto 4 :
- Aquí se coloca el operario número 2.
- Están 2 componentes en la mesa independiente de la línea ( grip y botón ) como puede verse en el sinóptico.

20
- Una vez que llega el pallet al puesto 4, el proceso está parado para que el operario coloque maualmente el grip al cuerpo y el botón en el muelle.
- Una vez colocado el grip y el botón, el operario da el paso con un pulsador para paso de pallet.
IMPORTANTE : Aquí se tiene que eliminar la operación de colocar el botón conjuntamente con el grip. La razón es que en la introducción del grip al cuerpo, el grip tiene que ser introducido limpiamente, es decir, sin daños ni rayas en la superficie del grip. Se tiene que entregar al cliente con aspecto limpio. La solución de introducir sin dañar el grip es agarrar con el cilindro neumático por la parte interior del grip. Si colocamos el botón conjuntamente, el grip agarrado por el interior, no se puede introducir totalemte hasta su destino. Fíjese en la figura 6 “Introducción del grip” y en la figura 7 “Grip introducido”. Por consecuente, la operación de colocación del botón se va trasladar a uno de los puestos posteriores donde haya un operario ya que tiene que ser manual. El sinóptico también será modificado.
Figura 6. Introducción del Grip

21
Figura 7. Grip introducido
- Un dispositivo neumático introducirá automáticamente el grip. Una vez introducido el grip, el pallet pasará automáticamente al siguiente puesto. Véase la figura 8.
Figura 8.

22
- Protección y seguridad del puesto : Como el operario tiene que trabajar sobre la línea, en vez de la puerta o la rejilla, hay una barrera fotoeléctrica de Nivel 4. Es decir, si el operario por cualquier circunstancias, una vez iniciada la operación del puesto 4 y que el pallet esté aun en el puesto 4, pasa la barrera fotoeléctrica, el proceso se parará automáticamente por la seguridad del operario según la normativa vigente en la seguridad industrial.
- El puesto 4 tiene el tiempo de 35 segundos. El tiempo que define el ciclo del proceso.
- Detección visual de la colocación del grip. Solo existe una posibilidad de la correcta colocación e introducción del grip. Pero existe 4 caras posibles de la colocación del grip. Solo 1 de ellas es correcta. El operario está bien formado para que coloque correctamente el grip en el cilindro y el cuerpo. Pero en caso de que se haya colocado mal el grip por el error humano y que se haya introducido mal, hay una mesa de recuperación del grip independiente de la línea. Esta mesa autónoma tiene la función de extracción del grip del cuerpo. Este proceso es automático y la extracción será mediante un cilindro neumático.
- El traslado del conjunto de la línea a la mesa de recuperación será manual.
- Con la detección visual del operario, si el grip se haya introducido mal, el operario parará el proceso mediante un pulsador.
IMPORTANTE : en el sinóptico, la verificación de la correcta introducción del grip está en el puesto 5. Con descripción del puesto 4, la verificación de la introducción del grip debe trasladarse al puesto 4.
- Hay dos lámparas industriales. Una para el puesto de la línea u otra para la mesa de recuperación.
- Protección y seguridad de la mesa de recuperación : puerta de acceso amarrado a la estructura con dos tornillos con giro sobre bisagras. Según la normativa europea.
- Puesto 5 :
- Aquí va el tercer operario para la colocación manual del tensor al soporte.
- Una vez que haya colocado el tensor, el operario da el paso con un pulsador para paso de pallet.
- Una vez que haya dado el pulsador, un carro cilindro neumático hará avanzar automáticamente el cilindro neumático martillo hasta la posición arriba del tensor.
- Una vez que el cilindro neumático llegue hasta la posición arriba del tensor, el cilindro neumático con función de martillo dará un golpe al tensor para que se ajuste a su posición al soporte. Véase la figura 9. tensor al soprte y la figura 10. tensor montado. Este proceso es automático.

23
Figura 9. Tensor al soporte
Figura 10. Tensor montado
- Protección y seguridad del puesto : Como el operario tiene que trabajar sobre la línea, en vez de la puerta o la rejilla, hay una barrera fotoeléctrica de Nivel 4. Es decir, si el operario por cualquier circunstancias, una vez iniciada la operación

24
del cilindro neumático del puesto 5 y que aún esté en modo operativo, pasa la barrera fotoeléctrica, el proceso se parará automáticamente por la seguridad del operario según la normativa vigente en la seguridad industrial.
- Hay una lámpara industrial
- El puesto 5 tiene el tiempo de 33 segundos.
- El diseño definitivo se puede ver en la figura 11.
Figura 11.
- Puesto 6 :
- Aquí va el cuarto y el último operador en la línea.
- Primero comprobará automáticamente la correcta posición del tensor de modo visual.
IMPORTANTE : el clipado del botón del puesto 4 eliminado anteriormente irá en este puesto. El clipado del botón es una operación sencilla y lo hará manualmente el operario. Véase la figura 12.

25
Figura 12. Botón clipado
- Después del clipado del botón, el operario cogerá el sensor y atornillará el
sensor al soporte mediante un tornillo. Este proceso es manual.
- Avance manual atornillado sobre guías. Véase la figura 13.
- Carro guiado para avance lineal del atornillador.
- Atornillado electrónico con accionamiento manual para un par de 4 N*m.
- Habrá una pantalla donde aparezca el par y el ángulo.
- Detección visual del sensor atornillado.
- Una vez comprobado el sensor, el operario da el paso de pallet con el pulsador.
- Hay una lámpara industrial.
- El puesto 6 tiene el tiempo de 31 segundos.

26
Figura 13. Atornillado
- Puesto 7 :
- En este último puesto de la línea, todo el proceso es automático.
- En este puesto se comprueba el correcto clipado del botón, la correcta introducción del grip y el correcto funcionamiento del cojunto montado, es decir, la pieza final.
- El clipado del botón se comprueba mediante detector de posición.
- La correcta introducción del grip se comprueba mediante detector de posición.
- El correcto funcionamiento de la pieza final se compueba bajando el cuerpo hasta la posición mínima presionando el botón con un cilindro neumático y bajandolo con un cilindro neumático guiado. Volverá dejar el cuerpo en la posición máxima sin presionar el botón. Véase la figura 14.

27
Figura 14. Funcionamiento bajada
- Protección y seguridad del puesto : Una rejilla para poder observar el proceso.
- Hay una lámpara industrial.
- El puesto 7 tiene el tiempo de 30 segundos.
- Si en la verificación sale todo OK, la pieza será válida para ser entregado al cliente, en caso contrario habrá que retrabajar sobre la pieza.
- Como opción, un diseño adicional puede verse en la figura 15. un diseño diferente al plano como opción pero optar por este diseño supondría un coste adicional. En vez de situar un cilindro neumático en la parte superior del carro como puede verse en el plano , se pone un cilindro neumático 2 perpendicular al cilindro neumático 3 del pulse botón, y otro cilindro neumático 4 que está sujetado por el extremo inferior para que pueda moverse para hacer desplazar en forma de arco el brazo para la comprobación del freno de mano. Aquí el funcionamiento sería una vez la pieza esté en su correspondiente posición, un cilindro neumático número 1 haría desplazar el carro hasta la altura de la pieza, una vez que se para el cilindro neumático número 1, entraría en funcionamiento el cilindro neumático número 2 que hará desplazar el cilindro neumático número 3 del pulse al botón justo en la posición arriba del botón. Una vez que se para el cilindro neumático número 2 entra en funcionamiento el cilindro neumático número 3 que presionará el botón y justo un instante después paralelamente entra en funcionamiento el cilindro neumático número 4 que comprobará el funcionamiento de la pieza haciendo un movimiento en forma de arco respecto al eje. Una vez abajo el cilindro neumático número 4, el cilindro número 4 volverá

28
a su posición inicial y una vez en su posición inicial, el cilindro neumático número 3 vuelve a su posición inicial dejando en libertad el botón. Una vez que se libera el botón, el cilindro neumático número 2 volverá a su posición inicial y una vez a su posición inicial, el cilindro neumático 1 volverá a su posición inicial, así acabando todo el proceso del puesto final.
Figura 15.
1.6.3. SINÓPTICO DEFINITIVO
Después de las modificaciones en los puestos correspondientes por motivos ya explicados, el sinóptico definitivo queda de la siguiente manera :

29
Freno de ManoSub conjunto
inicial
Remache
1
Muelle
Puesto 3Remachado
Puesto 2Verificación
No
Si
Grip
Puesto 4.1Colocación Grip
Puesto 1Montaje

30
2
Puesto 4.3Verificación
Puesto 4.2Inserción
Grip
Tensor
Puesto 5Martillazo
1
Puesto 4.4Extracción
Grip
No
Si
No

31
Puesto 6.1Verificación
Puesto 6.2Atornillado
Clipado
2
Si
No
Puesto 7Comprobación
Final
SALIDA
Sensor TornilloBotón

32
1.7 . DESCRIPCIÓN DEL AUTÓMATA PROGRAMABLE
El autómata que vamos a utilizar en este caso es un autómata SIMATIC S7-300 - SIEMENS.
Su estructura es modular y permite la posibilidad de conectar módulos sin limitación, el tiempo de ciclo son muy cortos ya que su ejecución de instrucciones es muy rápida.
STEP 7, es el software estándar ejecutable desde Windows, el mismo para toda la familia de SIMATIC S7.
La interface multipoint (MPI) permite realizar conexiones por comunicaciones simples, pero con grandes prestaciones con otras unidades como un PC.
COMPOSICIÓN:
Se monta a partir de módulos, es decir se irn añadiendo módulos en función de nuestras necesisdades, y dependiendo de la amplitud de señales que debamos recibir o enviar.
Módulos central (CPU).
Módulos de señales (SM) para entradas y salidas digitales y analógicas.
Módulos de función (FM) para contaje y posicionamiento.
FUNCIONAMIENTO.
La memoria del programa contiene el programa de usuario. El procesador ejecuta el programa de forma cíclica. Cuando empieza el ciclo, el procesador consulta los estados de señal en todas las entradas y forma con esto una imagen de entradas del proceso (PAE)
A continuación ejecuta el programa paso a paso considerando los contadores, marcas y temporizadores internos, el procesador pone los estados de señales calculados en la imagen de salidas (PAA), desde allí se transfieren las salidas físicas.
FUENTE DE ALIMENTACIÓN.
El autómata S7-300 necesita una tensión de 24 V, las fuentes de alimentación de carga transforman la tensión de red a AC120/230V en una DC 24V.
La fuente de alimentación de carga se monta a la izquierda junto a la CPU en el perfil soporte (slot1).
La unión con la CPU se realiza por una pinta suministrada. En el frontal se encuentra el indicador de tensión de salida, el selector de la tensión de red 120V o 230V de AC. El interruptor ON / OFF para DC 24V. También se encuentran los bornes de conexión donde se conectan los cables por la red, la salida y el conductor de protección.

33
CPU.
Para aplicaciones donde se requieren tiempos de ejecución cortos. En la parte frontal, hay el LED de indicación de estado y fallida, el selector con llave del modo de operación el puerto MPI, el receptáculo para la Memory Card, receptáculo para una pila, terminales para alimentación y reloj en tiempo real. El procesador llega a tiempo de ejecución de 300ns por instrucción binaria. Memoria central de 24 kbytes, 8 K instrucciones RAM integrada, 40 kbytes
RAM.
Hasta 512 entradas o salidas digitales y 64 entradas o salidas analógicas máximo 32 módulos en configuración con 4 bastidores. Lenguaje de programación STEP 7, la organización del programa lineal, estructurada. Está dotada de 64 contadores y 128 temporizadores internos.
MÓDULOS DE ENTRADAS DIGITALES.
Los módulos de entradas digitales transforman el nivel interno S7-300. Son adecuados para conectar contactos y detectores de proximidad ( BERO ) a 2 hilos. Tienen una estructura compacta, a la parte frontal tienen LED verdes para indicar el estado de las señales de entrada. La tensión nominal es de 24 V.
MÓDULOS DE SALIDAS DIGITALES.
Los módulos de salidas digitales transforman el nivel interno de señales se S7-300 en lo necesario para señales binarias externas del proceso. Son adecuados, por ejemplo para accionar electroválvulas, contactores, motores pequeños y arranques de motor. Tienen las siguientes características mecánicas: Estructura compacta, al frontal hay LED verdes para indicar el estado de las señales de salida.
MÓDULOS DE ENTRADAS ANALÓGICAS.
Los módulos de entradas analógicas transforman las señales analógicas del proceso, en valores digitales para su posterior procesamiento interno en el S7-300. Como sensor pueden conectarse emisores de tensión e intensidad, termopares, resistencias y termorresistencias. Tienen las siguientes características mecánicas: Estructura compacta, LED rojo para indicar la fallida colectiva, slot para el conector frontal, protegido por una puerta frontal. Los módulos disponen de 9 a 14 bytes más signo, parametrizable. Diferentes márgenes de mesura, capacidad para mesurar alarmas.
MÓDULO DE SALIDA ANALÓGICA.
Los módulos de salida analógica transforman las señales binarias de S7-300 en señales analógicas necesarias para el proceso. Tienen las siguientes características mecánicas: Estructura compacta, LED rojo para indicar la fallida colectiva, slot para el conector frontal, protegido por una puerta frontal. Tienen una resolución de 21 Bytes, diferentes márgenes de tensión y intensidad y capacidad para emitir alarmas.

34
REARRANQUE DEL PROPIO AUTÓMATA
En S7: Al arrancar un módulo central (p.ej., cuando se acciona el selector de modos de operación desplazándolo de STOP a RUN, o al conectar la tensión de alimentación (ON)), antes de la ejecución cíclica del programa (OB 1), se ejecuta uno de los dos bloques siguientes: el bloque de organización OB 101 (rearranque; en los S7-300). En el caso del rearranque completo se lee la imagen de proceso de las entradas, y el programa de usuario STEP 7 comenzará a ejecutarse empezando por la primera instrucción del OB1.
CAPACIDAD DEL AUTÓMATA SIMATIC S-7
- Crear programas en KOP, FUP, AWL
- Se pueden utilizar paquetes de software de SIMATIC adicionales (p.ej. aplicaciones
para ingeniería S7-SCL, S7-GRAPH, S7-HIGRAPH)
- Configurar el hardware (asignar módulos a bastidores)
- Parametrizar módulos centrales (CPU) y módulos de señales (SM)
- Parametrizar módulos de función (FM) y módulos de comunicación (CP)
- Programación simbólica y absoluta Test del programa (estado del bloque,
observación de variables)
- Convertir programas S5/TI
- Cargar programas en S7-400
Forzado permanente / multiprocesamiento
Ampliable con paquetes opcionales (p. ej. simulación offline, diagnóstico de
procesos, teleservicio)
Configurar enlaces (conectar a red)
Comunicación de datos globales
Transferencia de datos controlada por eventos mediante bloques de comunicación
1.8 . DESCRIPCIÓN DEL CONVOY
1.8.1. DISPOSICIÓN GENERAL DEL CONVOY
Como se puede obserbar en la figura 16, el convoy está formado por diferentes componentes.

35
Figura 16. Sistema convoy
1.8.2. SELECCIÓN DEL PALLET
Según el peso y las dimensiones del producto a trasladar, seleccionamos uno u otro tipo del pallet.
Figura 17. Pallet

36
El material del pallet está compuesto por el acero y el plástico. Tiene que ser antiestático. Las dimensiones del pallet será de 20 mm X 320 mm X 320 mm (H X L X W). El peso del producto a transportar es de 2,7 Kg.
1.8.3. EL TRAMO
Dependiendo de longitud total de la línea (ls) y el peso del producto a transportar, como puede obsevar en la figura , vamos añadiendo los frames para alcanzar la longitud total de la línea y paralelamente las uniones transversales. En la figura 18 , la unión de frames como mínimo cada 1000 mm u inferior y la unión transversal como mínimo cada 500 mm u inferior.
Figura 18. El tramo
Paralelamente tenemos que ir añadiendo los pies para las líneas. En este proyecto, longitud total de la línea (ls) es 10,5 m. Como se puede ver en la figura 19, la distancia de los pies a poner, como mínimo cada 2 m u inferior. Es decir, imáginandonos que ponemos cada 2 m un pie, en la línea debería ir 13 pies. Mire el plano número 2. Logitud total de la línea es de : 10,5 m + 10.5 m + 3 m + 3 m = 27 m => 27/2 = 12,5 => 13 pies

37
Figura 19. Distancia Pies
Y la anchura total de cada tramo “b” se calcula con la siguiente formula :
b = Anchura del pallet + 15 mm
Figura 20. Dimensiones Pie
1.8.4. La curva

38
Existe varios tipos de curva para unir los tramos. Se toman ejemplos. Siguiente curva sirve para el peso total sobre ella inferior 30 Kg. Como el tramo transversal es de 2,5 m , implica que el peso a soportar es bastante inferior a 30 Kg.
Figura 21.
L = 2,5 m , lr = 320 mm y br = 320 mm.
1.8.5. Unidad de posicionamiento
Para poder trabajar sobre las piezas, es necesario elevar el pallet por encima del nivel de la cinta de transporte para que el pallet quede fijada. La selección de uno u otro tipo dependerá del peso del conjunto del pallet y la altura a elevar.
Figura 22.

39
1.8.6. Unidad de conducción, motor
El motor con reductora conduce la cinta para que los pallets pueda trasladarse sin ningún problema por toda la línea automáticamente. Para seleccionar el tipo del motor, dependerá del peso total en acumulación a soportar en cada tramo y la longitud del tramo.
Figura 23.
1.9 . DESCRIPCIÓN DEL PROGRAMA
El lenguaje de programación es en Simatic S7 de Siemens. Se puede programar en 3 lenguajes : FUP, KOP y AWL.
Figura 24

40
La ejecución del programa es escrita en bloques de STEP 7. El bloque de organización OB1 ya se encuentra disponible. El programa describe el interfase con el sistema operativo de la CPU y es ejecutado automáticamente desde el OB1 de manera cíclica. A través de extensivas tareas de control, se puede ‘cortar’ el programa en pequeños, manejables y ordenados bloques o funciones. Esos bloques son entonces llamados desde el bloque de organización a través de instrucciones de llamada a bloque (Call xx / UC xx / CC xx). Una vez finalizado la ejecución del bloque llamado, el programa continúa su ejecución en el módulo llamante.
STEP 7 ofrece las siguientes herramientas para la estructuración de programas:
• FB (Bloque de Función):
El FB tiene asignada un área de almacenamiento. Si un FB es llamado, puede tener un bloque de datos asignado (DB). Desde los datos de esta instancia, el DB puede ser accedido a través de una llamada al FB. Un FB puede tener asignados diferentes DBs. Tanto los FBs como los FCs pueden ser llamados desde otro FB.
• FC (Función):
Un FC no posee un área de datos asignada. Los datos locales de una función se pierden tras finalizar la ejecución de la función. Tanto los FBs como los FCs pueden ser llamados desde otro FB.
La estructura de un programa puede parecerse a lo siguiente:
Call FB1, DB10 UC FC2
OB = Bloque de Organización FB = Bloque de Función FC = Función DB = Bloque de Datos
DB de Instancia Datos locales sólo al FB1
BE
BE
OB 1
FC 2
DB 10 FB 1

41
Los datos en un bloque de función deben de llevar asignado un tipo de datos.
Los tipos de datos estándar STEP 7 se definen en la tabla mostrada abajo :
Tipo y descripción
Tamaño
en Bits
Formato-Opciones
Rango y notación numérica
(Valores máximo y mínimo)
Ejemplo
BOOL (Bit) 1 Texto Booleano TRUE/FALSE TRUE
BYTE (Byte) 8 Número Hexadecimal
B#16#0 a B#16#FF B#16#10
WORD (Palabra) 16 Número Binario 2#0 a 2#1111_1111_1111_1111 2#0001_0000_0000_0000
Número Hexadecimal
W#16#0 a W#16#FFFF W#16#1000
BCD C#0 a C#999 C#998
Número Decimal sin signo
B#(0,0) a B#(255,255) B#(10,20)
DWORD (Doble Palabra)
32 Número Binario 2#0 a 2#1111_1111_1111_1111_1111_1111_1111_1111
2#1000_0001_0001_1000_1011_1011_0111_1111
Número Hexadecimal
DW#16#0000_0000 a DW#16#FFFF_FFFF
DW#16#00A2_1234
Número Decimal sin signo
B#(0,0,0,0) a B#(255,255,255,255) B#(1,14,100,120)
INT (Entero) 16 Número Decimal con signo
-32768 a 32767 1
DINT (Int,32 bit) 32 Número Decimal con signo
L#-2147483648 a L#2147483647 L#1
REAL (Número en coma flotante)
32 Número en coma flotante IEEE
Máximo: +/-3.402823e+38 Mínimo: +/-1.175495e-38
1.234567e+13
S5TIME (Tiempo Simatic)
16 Tiempo S7 en pasos de 10 ms
S5T#0H_0M_0S_10MS a S5T#2H_46M_30S_0MS and S5T#0H_0M_0S_0MS
S5T#0H_1M_0S_0MS S5TIME#1H_1M_0S_0MS
TIME (Tiempo IEC)
32 Tiempo IEC en pasos desde 1ms, entero con signo
-T#24D_20H_31M_23S_648MS a T#24D_20H_31M_23S_647MS
T#0D_1H_1M_0S_0MS TIME#0D_1H_1M_0S_0MS
DATE (Fecha IEC)
16 Fecha IEC en pasos de 1 día
D#1990-1-1 a D#2168-12-31 DATE#1994-3-15
TIME_OF_DAY (Fecha y Hora)
32 Tiempo en pasos de 1ms
TOD#0:0:0.0 a TOD#23:59:59.999 TIME_OF_DAY#1:10:3.3
CHAR (Carácter) 8 Caracteres ASCII ´A´, ´B´ etc. ´B´

42
Programación en KOP:
Programación en FUP:
Programación en AWL:
U E 0.0
U E 0.1
= A 4.0
BE
La importancia del uso de las marcas. Por ejemplo el caso siguiente :

43
M0.0 sirve como una retroalimentación al circuito.
Esto se hace por que por lo común los contactos de entrada son de pulso y este se encuentra en uno cuando lo tengamos presionado y al soltarlo cae a cero. Por lo tanto para evitar eso se retroalimenta el contacto.
Temporizadores sin memoria: Tenemos los temporizadores “SE” y ”SI”.
Temporizador “SE”: Es un temporizador de retardo a la conexión.
El modo de funcionamiento SE es el siguiente:
Cond. U E 0.0
L S5T#5S
T SE T1
Temp. U T 1
= A 4.0
Salida
El modo de funcionamiento SI es el siguiente:
Cond. U E 0.0
L S5T#5S
Temp. SI T 1
U T 1
Salida = A 4.0

44
1.9.1. PUESTO NÚMERO 2
Puesto número 2 correspondiente a lámina número 5.
En este puesto, primero comprobará si se pone en marcha y si es así en qué modo se encuentra (manual o automático). En caso de que la barrera metálica esté abierta se pondrá la luz roja de emergencia y se parará. En modo manual se pondrá led amarillo y en modo automático led verde. Y si está todo correcto, en modo automático primero se desplazará el cilindro pneumático 1 hacia adelante, una vez éste ha llegado al fin, se mantedrá en ese puesto y se comprobarán los sensores 1 y 2. Y si están correctos, se desplazará el cilindro pneumático 2 hacia adelante y se retornará automáticamente y si no están correctos, se pondrá la luz roja de emergencia. Volverá a comprobar el sensor 1 y si está correcto el cilindro 1 se volverá a su sitio inicial, es decir hacia atrás y si no está correcto, se pondrá la luz roja de emergencia. El cilindro pneumático 1 es de doble efecto y el cilindro pneumático 2 de simple efecto.
El cilindro pneumático 2 hace la función de pulsador ( para comprobar el muelle colocado). El sensor 1 comprueba la presencia del muelle y su función de retorno y el sensor 2 comprueba la presencia del remache.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
S E 0.0 BOOL INICIO
M/A E 0.1 BOOL 0 MANUAL
1 AUTOMÁTICO
BM E 0.2 BOOL BARRERA
METALICA
R E 0.3 BOOL RESET
P E 0.4 BOOL PARO
LS1 E 0.5 BOOL INICIO
CILINDRO 1
LS2 E 0.6 BOOL FIN CILINDRO 1
LS3 E 0.7 BOOL INICIO

45
CILINDRO 2
LS4 E 1.0 BOOL FIN CILINDRO 2
S1 E 1.1 BOOL SENSOR 1 BOTÓN
S2 E 1.2 BOOL SENSOR 2
REMACHE
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
SOL1 + A 0.0 BOOL CILINDRO 1
ADELANTE
SOL1 - A 0.1 BOOL CILINDRO 1
ATRÁS
SOL2 + A 0.2 BOOL CILINDRO 2
ADELANTE
LED ROJO A 0.4 BOOL EMERGENCIA
LED
AMARILLO
A 0.5 BOOL MODO MANUAL
LED VERDE A 0.6 BOOL MODO AUTO.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
MARCA M 0.0 BOOL
MARCA M 0.1 BOOL
MARCA M 0.2 BOOL
MARCA M 0.3 BOOL
MARCA M 0.4 BOOL

46
MARCA M 0.5 BOOL
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
PUESTA EN
MARCHA
FC 1 FC 1
AUTOMÁTICO AUTO
MANUAL MANU
MÓDULO OB1 :
UC FC 1 //Llamada incondicional.
U M 0.0 //Si está activa la marca 0.0
U E 0.1 //¿Manual o automático?
SPB AUTO //Si es automático salta a AUTO
U M 0.0 //Si está activa la marca 0.0
UN E 0.1 //Si está modo manual
SPB MANU //Salta a MANU
U E 0.4 //Si se ha pulsado el Paro
BEB //Termina el programa, condicional
U E 0.2 //Si hay emergencia
= A 0.4 //Pon led rojo
BEB //Termina el programa
FC1:
U E 0.0 //Si se ha pulsado la Marcha
O M 0.0 //O está activa la marca 0.0
UN E 0.2 //No abierta la barrera metálica

47
UN E 0.3 //No se ha pulsado Reset
UN E 0.4 //No se ha pulsado el Paro
= M 0.0 //Activa la marca 0.0
BE
MÓDULO AUTO :
U(
U M 0.0
U E 0.1 //Si es modo automático
O M 0.1
)
UN E 0.4 //No se ha pulsado el Paro
= M 0.1 //Activa la marca 0.1
U(
U M 0.1
U E 0.5 //Con cilindro 1 posición atrás
U E 0.7 //Con cilindro 2 posición atrás
O M 0.2 //O está activa la marca 0.2
)
UN M 0.5 //No está activa la marca 0.5
= M 0.2 //Activa la marca 0.2
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U E 1.1 //Con sensor1 ON
U E 1.2 //Con sensor2 ON
U M 0.2 //y está activa la marca 0.2
O M 0.3 //O está activa la marca 0.3
)
UN M 0.4 //No está activa la marca 0.4

48
= M 0.3 //Activa la marca 0.3
UN E 1.1 //Con sensor1 OFF
= A 0.4 //Activa Led rojo
BEB //Termina el programa, condicional
U N E 1.2 //Con sensor2 OFF
= A 0.4 //Activa Led rojo
BEB //Termina el programa, condicional
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 1.0 //Con cilindro 2 posición adelante
U M 0.3 //y está activa la marca 0.3
U E 1.1 //Con sensor1 ON
O M 0.4 //O está activa la marca 0.4
)
UN M 0.5 //No está activa la marca 0.5
= M 0.4 //Activa la marca 0.4
UN E 1.1 //Con sensor1 OFF
= A 0.4 //Activa Led rojo
BEB //Termina el programa, condicional
U(
U M 0.4 //Activada la marca 0.4
U E 0.6 //Y está activa LS2
U E 0.7 //y está activa LS3
O M 0.5 //O está activa la marca 0.5
)
UN E 0.5 //No está activa LS1
= M 0.5 //Activa la marca 0.5
U M 0.1 //Con la marca 0.1 activada
= A 0.6 //Enciende led Verde
U M 0.2 //Con la marca 0.2 activada

49
UN A 0.1 //Y no cilindro 1 hacia atrás
= A 0.0 //Cilindro 1 hacia adelante
U M 0.5 //Con la marca 0.5 activada
UN A 0.0 //Y no cilindro 1 hacia adelante
= A 0.1 //Cilindro 1 hacia atrás
U M 0.3 //Con la marca 0.3 activada
= A 0.2 //Cilindro 2 hacia adelante
BEA //Termina el programa, incondicional
MÓDULO MANU :
UN E 0.1 //Si es modo manual
= A 0.5 //Pon led amarillo
BE //Fin del programa
1.9.2. PUESTO NÚMERO 3
Puesto número 3 correspondiente a lámina número 6.
En este puesto, primero comprobará si se pone en marcha y si es así en qué modo se encuentra (manual o automático). En caso de que la barrera metálica esté abierta se pondrá la luz roja de emergencia y se parará. Si está modo manual, se pondrá led amarillo y si está modo automático, se pondrá led verde. Y si está todo correcto, en modo automático, primero se desplazará el cilindro pneumático 1 hacia adelante, una vez éste ha llegado al fin, se mantedrá en ese puesto hasta que haya la señal de vuelta a su posición inicial. Y después se desplazarán el cilindro pneumático 2 y el remachador hacia adelante a la vez. Como el remachador tarda 8 segundos en remachar y volver a su posición inicial, el cilindro pneumático 2 que hace la función de apoyo estará hacia adelante durante 8 segundos y una vez cumplido esos 8 segundos, se volverá a su posición inicial automáticamente. Una vez que el remachador haya remachado, contará 5 segundos y una vez cumplido esos 5 segundos, el cilindro 1 se volverá a su sitio inicial, es decir hacia atrás. El cilindro pneumático 1 es de doble efecto, el cilindro pneumático 2 de simple efecto y el remachador se vuelve automáticamente.
El cilindro pneumático 2 hace la función de apoyo para que el remache no se mueva a la hora de remachar.

50
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
S E 0.0 BOOL INICIO
M/A E 0.1 BOOL 0 MANUAL
1 AUTOMÁTICO
BM E 0.2 BOOL BARRERA
METÁLICA
R E 0.3 BOOL RESET
P E 0.4 BOOL PARO
LS1 E 0.5 BOOL INICIO
CILINDRO 1
LS2 E 0.6 BOOL FIN CILINDRO 1
LS3 E 0.7 BOOL INICIO
CILINDRO 2
LS4 E 1.0 BOOL FIN CILINDRO 2
LS5 E 1.1 BOOL REMACHE INI
LS6 E 1.2 BOOL REMACHE FIN
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
SOL1 + A 0.0 BOOL CILINDRO 1
ADELANTE
SOL1 - A 0.1 BOOL CILINDRO 1
ATRÁS
SOL2 + A 0.2 BOOL CILINDRO 2
ADELANTE

51
REMACHE
MOTOR
A 0.3 BOOL ON MOTOR
LED ROJO A 0.4 BOOL EMERGENCIA
LED
AMARILLO
A 0.5 BOOL MODO MANUAL
LED VERDE A 0.6 BOOL MODO AUTO.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
MARCA M 0.0 BOOL
MARCA M 0.1 BOOL
MARCA M 0.2 BOOL
MARCA M 0.3 BOOL
MARCA M 0.4 BOOL
MARCA M 0.5 BOOL
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
PUESTA EN
MARCHA
FC 1 FC 1
AUTOMÁTICO AUTO
MANUAL MANU
T 1 T 1 TIMER
T 0 T 0 TIMER

52
MÓDULO OB1 :
UC FC 1 //Llamada incondicional.
U M 0.0 //Si está activa la marca 0.0
U E 0.1 //¿Manual o automático?
SPB AUTO //Si es automático salta a AUTO
U M 0.0 //Si está activa la marca 0.0
UN E 0.1 //Si está modo manual
SPB MANU //Salta a MANU
U E 0.4 //Si se ha pulsado el Paro
BEB //Termina el programa, condicional
U E 0.2 //Si hay emergencia
= A 0.4 //Pon led rojo
BEB //Termina el programa
FC1:
U E 0.0 //Si se ha pulsado la Marcha
O M 0.0 //O está activa la marca 0.0
UN E 0.2 //No está abierta la barrera metálica
UN E 0.3 //No se ha pulsado Reset
UN E 0.4 //No se ha pulsado el Paro
= M 0.0 //Activa la marca 0.0
BE
MÓDULO AUTO :
U(
U M 0.0
U E 0.1 //Si es modo automático
O M 0.1
)
UN E 0.4 //No se ha pulsado el Paro

53
= M 0.1 //Activa la marca 0.1
U(
U M 0.1
U E 0.5 //Con cilindro 1 posición atrás
U E 0.7 //Con cilindro 2 posición atrás
U E 1.1 //Con remache posición atrás
O M 0.2 //O está activa la marca 0.2
)
UN T 0 //No está activa el temporizador 0
= M 0.2 //Activa la marca 0.2
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U M 0.2 //y está activa la marca 0.2
O M 0.4 //O está activa la marca 0.4
)
UN E 1.0 //No está activa LS4
= M 0.4 //Activa la marca 0.4
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 1.1 //Con remache posición atrás
U M 0.2 //y está activa la marca 0.2
O M 0.5 //O está activa la marca 0.5
)
UN E 1.2 //No está activa LS6
= M 0.5 //Activa la marca 0.5
U(
U M 0.2 //Activada la marca 0.2
U E 0.6 //Y está activa LS2
U E 1.2 //y está activa LS6

54
O M 0.3 //O está activa la marca 0.3
)
UN E 0.5 //No está activa LS1
= M 0.3 //Activa la marca 0.3
U M 0.1 //Con la marca 0.1 activada
= A 0.6 //Enciende led Verde
U M 0.2 //Con la marca 0.2 activada
UN A 0.1 //Y no cilindro 1 hacia atrás
= A 0.0 //Cilindro 1 hacia adelante
U M 0.4 //Con la marca 0.4 activada
L S5T#8S //Cuenta 8 segundos
SI T 1 //Con el T 1
U T 1 //Durante 8 segundos
= A 0.2 //Cilindro 2 hacia delante
U M 0.5 //Con la marca 0.5 activada
= A 0.3 //Pon marcha el remachador
U M 0.3 //Con la marca 0.3 activada
L S5T#5S //Cuenta 5 segundos
SE T 0 //Con el T 0
U T 0 //Después de 5 segundos
UN A 0.0 //Y no cilindro 1 hacia adelante
= A 0.1 //Cilindro 1 hacia atrás
BEA //Termina el programa, incondicional
MÓDULO MANU :
UN E 0.1 //Si es modo manual
= A 0.5 //Pon led amarillo
BE //Fin del programa

55
1.9.3. PUESTO NÚMERO 4
Puesto número 4 correspondiente a lámina número 8.
En este puesto, primero comprobará si se pone en marcha y si es así en qué modo se encuentra (manual o automático). En caso de que la barrera fotosensor esté ON se pondrá la luz roja de emergencia y se parará. Si está modo manual, se pondrá led amarillo y si está modo automático, se pondrá led verde. Y si está todo correcto, en modo automático, primero se desplazará el cilindro pneumático 1 hacia adelante, una vez éste ha llegado al fin, se mantedrá en ese puesto hasta que haya la señal de vuelta a su posición inicial. Y después se desplazará el cilindro pneumático 2 y una vez llegado a su posición final, se volverá a su posición inicial. Una vez haya vuelto el cilindro pneumático 2 a su posición inicial, el cilindro 1 se volverá a su sitio inicial, es decir hacia atrás. Los dos cilindros pneumáticos son de doble efecto.
El cilindro pneumático 2 hace la función de colocador del grip.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
S E 0.0 BOOL INICIO
M/A E 0.1 BOOL 0 MANUAL
1 AUTOMÁTICO
BF E 0.2 BOOL BARRERA
FOTOSENSOR
R E 0.3 BOOL RESET
P E 0.4 BOOL PARO
LS1 E 0.5 BOOL INICIO
CILINDRO 1
LS2 E 0.6 BOOL FIN CILINDRO 1
LS3 E 0.7 BOOL INICIO
CILINDRO 2

56
LS4 E 1.0 BOOL FIN CILINDRO 2
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
SOL1 + A 0.0 BOOL CILINDRO 1
ADELANTE
SOL1 - A 0.1 BOOL CILINDRO 1
ATRÁS
SOL2 + A 0.2 BOOL CILINDRO 2
ADELANTE
SOL2 - A 0.3 BOOL CILINDRO 2
ATRÁS
LED ROJO A 0.4 BOOL EMERGENCIA
LED
AMARILLO
A 0.5 BOOL MODO MANUAL
LED VERDE A 0.6 BOOL MODO AUTO.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
MARCA M 0.0 BOOL
MARCA M 0.1 BOOL
MARCA M 0.2 BOOL
MARCA M 0.3 BOOL
MARCA M 0.4 BOOL
MARCA M 0.5 BOOL

57
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
PUESTA EN
MARCHA
FC 1 FC 1
AUTOMÁTICO AUTO
MANUAL MANU
MÓDULO OB1 :
UC FC 1 //Llamada incondicional.
U M 0.0 //Si está activa la marca 0.0
U E 0.1 //¿Manual o automático?
SPB AUTO //Si es automático salta a AUTO
U M 0.0 //Si está activa la marca 0.0
UN E 0.1 //Si está modo manual
SPB MANU //Salta a MANU
U E 0.4 //Si se ha pulsado el Paro
BEB //Termina el programa, condicional
U E 0.2 //Si hay emergencia
= A 0.4 //Pon led rojo
BEB //Termina el programa
FC1:
U E 0.0 //Si se ha pulsado la Marcha
O M 0.0 //O está activa la marca 0.0
UN E 0.2 //No “ON” la barrera fotosensor
UN E 0.3 //No se ha pulsado Reset
UN E 0.4 //No se ha pulsado el Paro
= M 0.0 //Activa la marca 0.0

58
BE
MÓDULO AUTO :
U(
U M 0.0
U E 0.1 //Si es modo automático
O M 0.1
)
UN E 0.4 //No se ha pulsado el Paro
= M 0.1 //Activa la marca 0.1
U(
U M 0.1
U E 0.5 //Con cilindro 1 posición atrás
U E 0.7 //Con cilindro 2 posición atrás
O M 0.2 //O está activa la marca 0.2
)
UN M 0.5 //No está activa la marca 0.5
= M 0.2 //Activa la marca 0.2
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U M 0.2 //y está activa la marca 0.2
O M 0.3 //O está activa la marca 0.3
)
UN M 0.4 //No está activa la marca 0.4
= M 0.3 //Activa la marca 0.3
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 1.0 //Con cilindro 2 posición adelante
U M 0.3 //y está activa la marca 0.3

59
O M 0.4 //O está activa la marca 0.4
)
UN M 0.5 //No está activa la marca 0.5
= M 0.4 //Activa la marca 0.4
U(
U M 0.4 //Activada la marca 0.4
U E 0.6 //Y está activa LS2
U E 0.7 //y está activa LS3
O M 0.5 //O está activa la marca 0.5
)
UN E 0.5 //No está activa LS1
= M 0.5 //Activa la marca 0.5
U M 0.1 //Con la marca 0.1 activada
= A 0.6 //Enciende led Verde
U M 0.2 //Con la marca 0.2 activada
UN A 0.1 //Y no cilindro 1 hacia atrás
= A 0.0 //Cilindro 1 hacia adelante
U M 0.5 //Con la marca 0.5 activada
UN A 0.0 //Y no cilindro 1 hacia adelante
= A 0.1 //Cilindro 1 hacia atrás
U M 0.3 //Con la marca 0.3 activada
UN A 0.3 //Y no cilindro 2 hacia atrás
= A 0.2 //Cilindro 2 hacia adelante
U M 0.4 //Con la marca 0.4 activada
UN A 0.2 //Y no cilindro 2 hacia adelante
= A 0.3 //Cilindro 2 hacia atrás
BEA //Termina el programa, incondicional
MÓDULO MANU :
UN E 0.1 //Si es modo manual

60
= A 0.5 //Pon led amarillo
BE //Fin del programa
1.9.4. PUESTO NÚMERO 5
Puesto número 5 correspondiente a lámina número 9.
En este puesto, primero comprobará si se pone en marcha y si es así en qué modo se encuentra (manual o automático). En caso de que la barrera fotosensor esté ON se pondrá la luz roja de emergencia y se parará. Si está modo manual, se pondrá led amarillo y si está modo automático, se pondrá led verde. Y si está todo correcto, en modo automático, primero se desplazará el cilindro pneumático 1 hacia adelante, una vez éste ha llegado al fin, se mantedrá en ese puesto hasta que haya la señal de vuelta a su posición inicial. Y después se desplazará el cilindro pneumático 2 y una vez llegado a su posición final, se volverá a su posición inicial automáticamente. Una vez haya vuelto el cilindro pneumático 2 a su posición inicial, el cilindro 1 se volverá a su sitio inicial, es decir hacia atrás. El cilindro pneumático1 es de doble efecto y el cilindro pneumático 2 de simple efecto.
El cilindro pneumático 2 hace la función del martillo.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
S E 0.0 BOOL INICIO
M/A E 0.1 BOOL 0 MANUAL
1 AUTOMÁTICO
BF E 0.2 BOOL BARRERA
FOTOSENSOR
R E 0.3 BOOL RESET
P E 0.4 BOOL PARO
LS1 E 0.5 BOOL INICIO
CILINDRO 1

61
LS2 E 0.6 BOOL FIN CILINDRO 1
LS3 E 0.7 BOOL INICIO
CILINDRO 2
LS4 E 1.0 BOOL FIN CILINDRO 2
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
SOL1 + A 0.0 BOOL CILINDRO 1
ADELANTE
SOL1 - A 0.1 BOOL CILINDRO 1
ATRÁS
SOL2 + A 0.2 BOOL CILINDRO 2
ADELANTE
LED ROJO A 0.4 BOOL EMERGENCIA
LED
AMARILLO
A 0.5 BOOL MODO MANUAL
LED VERDE A 0.6 BOOL MODO AUTO.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
MARCA M 0.0 BOOL
MARCA M 0.1 BOOL
MARCA M 0.2 BOOL
MARCA M 0.3 BOOL
MARCA M 0.4 BOOL
MARCA M 0.5 BOOL

62
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
PUESTA EN
MARCHA
FC 1 FC 1
AUTOMÁTICO AUTO
MANUAL MANU
MÓDULO OB1 :
UC FC 1 //Llamada incondicional.
U M 0.0 //Si está activa la marca 0.0
U E 0.1 //¿Manual o automático?
SPB AUTO //Si es automático salta a AUTO
U M 0.0 //Si está activa la marca 0.0
UN E 0.1 //Si está modo manual
SPB MANU //Salta a MANU
U E 0.4 //Si se ha pulsado el Paro
BEB //Termina el programa, condicional
U E 0.2 //Si hay emergencia
= A 0.4 //Pon led rojo
BEB //Termina el programa
FC1:
U E 0.0 //Si se ha pulsado la Marcha
O M 0.0 //O está activa la marca 0.0
UN E 0.2 //No “ON” la barrera fotosensor
UN E 0.3 //No se ha pulsado Reset
UN E 0.4 //No se ha pulsado el Paro
= M 0.0 //Activa la marca 0.0

63
BE
MÓDULO AUTO :
U(
U M 0.0
U E 0.1 //Si es modo automático
O M 0.1
)
UN E 0.4 //No se ha pulsado el Paro
= M 0.1 //Activa la marca 0.1
U(
U M 0.1
U E 0.5 //Con cilindro 1 posición atrás
U E 0.7 //Con cilindro 2 posición atrás
O M 0.2 //O está activa la marca 0.2
)
UN M 0.5 //No está activa la marca 0.5
= M 0.2 //Activa la marca 0.2
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U M 0.2 //y está activa la marca 0.2
O M 0.3 //O está activa la marca 0.3
)
UN M 0.4 //No está activa la marca 0.4
= M 0.3 //Activa la marca 0.3
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 1.0 //Con cilindro 2 posición adelante
U M 0.3 //y está activa la marca 0.3

64
O M 0.4 //O está activa la marca 0.4
)
UN M 0.5 //No está activa la marca 0.5
= M 0.4 //Activa la marca 0.4
U(
U M 0.4 //Activada la marca 0.4
U E 0.6 //Y está activa LS2
U E 0.7 //y está activa LS3
O M 0.5 //O está activa la marca 0.5
)
UN E 0.5 //No está activa LS1
= M 0.5 //Activa la marca 0.5
U M 0.1 //Con la marca 0.1 activada
= A 0.6 //Enciende led Verde
U M 0.2 //Con la marca 0.2 activada
UN A 0.1 //Y no cilindro 1 hacia atrás
= A 0.0 //Cilindro 1 hacia adelante
U M 0.5 //Con la marca 0.5 activada
UN A 0.0 //Y no cilindro 1 hacia adelante
= A 0.1 //Cilindro 1 hacia atrás
U M 0.3 //Con la marca 0.3 activada
= A 0.2 //Cilindro 2 hacia adelante
BEA //Termina el programa, incondicional
MÓDULO MANU :
UN E 0.1 //Si es modo manual
= A 0.5 //Pon led amarillo
BE //Fin del programa

65
1.9.5. PUESTO NÚMERO 7 ( FINAL)
Puesto número 7 correspondiente a lámina número 11.
En este puesto, primero comprobará si se pone en marcha y si es así en qué modo se encuentra (manual o automático). En caso de que la barrera metálica esté abierta se pondrá la luz roja de emergencia y se parará. En modo manual se pondrá led amarillo y en modo automático led verde. Y si está todo correcto, en modo automático primero se desplazará el cilindro pneumático 1 hacia adelante, una vez éste ha llegado al fin, se mantedrá en ese puesto y se comprobará el sensor 1. Y si está correcto, se desplazará el cilindro pneumático 3 hacia adelante y se mantedrá en su posición final y si no está correcto, se pondrá la luz roja de emergencia. Empezará a desplazar hacia adelante el cilindro pneumático 2 y se volverá a su sitio inicial, es decir hacia atrás. Una vez haya vuelto el cilindro pnemático 2 a su posición inicial, el cilindro pneumático 3 volverá a su posición inicial. Y una vez haya vuelto el cilindro pneumático 3 a su posición inicial, el cilindro pneumático 1 volverá a su posición inicial. El cilindro pneumático 1 y 2 son de doble efecto y el cilindro pneumático 3 de simple efecto.
El cilindro pneumático 3 hace la función de pulsador ( para bajar la palanca de freno) y el cilindro pneumático 2 comprueba el desplazamiento de la palanca. El sensor 1 comprueba la presencia del botón.
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
S E 0.0 BOOL INICIO
M/A E 0.1 BOOL 0 MANUAL
1 AUTOMÁTICO
BM E 0.2 BOOL BARRERA
METÁLICA
R E 0.3 BOOL RESET
P E 0.4 BOOL PARO
LS1 E 0.5 BOOL INICIO
CILINDRO 1

66
LS2 E 0.6 BOOL FIN CILINDRO 1
LS3 E 0.7 BOOL INICIO
CILINDRO 2
LS4 E 1.0 BOOL FIN CILINDRO 2
LS5 E 1.1 BOOL INICIO
CILINDRO 3
LS6 E 1.2 BOOL FIN CILINDRO 3
S1 E 1.3 BOOL SENSOR 1 BOTÓN
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
SOL1 + A 0.0 BOOL CILINDRO 1
ADELANTE
SOL1 - A 0.1 BOOL CILINDRO 1
ATRÁS
SOL2 + A 0.2 BOOL CILINDRO 2
ADELANTE
SOL2 - A 0.3 BOOL CILINDRO 2
ATRÁS
LED ROJO A 0.4 BOOL EMERGENCIA
LED
AMARILLO
A 0.5 BOOL MODO MANUAL
LED VERDE A 0.6 BOOL MODO AUTO.
SOL3 + A 0.7 BOOL CILINDRO 3
ADELANTE
SÍMBOLO DIRECCIÓN TIPO COMENTARIO

67
DATOS
MARCA M 0.0 BOOL
MARCA M 0.1 BOOL
MARCA M 0.2 BOOL
MARCA M 0.3 BOOL
MARCA M 0.4 BOOL
MARCA M 0.5 BOOL
MARCA M 0.6 BOOL
MARCA M 0.7 BOOL
SÍMBOLO DIRECCIÓN TIPO
DATOS
COMENTARIO
PUESTA EN
MARCHA
FC 1 FC 1
AUTOMÁTICO AUTO
MANUAL MANU
MÓDULO OB1 :
UC FC 1 //Llamada incondicional.
U M 0.0 //Si está activa la marca 0.0
U E 0.1 //¿Manual o automático?
SPB AUTO //Si es automático salta a AUTO
U M 0.0 //Si está activa la marca 0.0
UN E 0.1 //Si está modo manual
SPB MANU //Salta a MANU
U E 0.4 //Si se ha pulsado el Paro

68
BEB //Termina el programa, condicional
U E 0.2 //Si hay emergencia
= A 0.4 //Pon led rojo
BEB //Termina el programa
FC1:
U E 0.0 //Si se ha pulsado la Marcha
O M 0.0 //O está activa la marca 0.0
UN E 0.2 //No abierta la barrera metálica
UN E 0.3 //No se ha pulsado Reset
UN E 0.4 //No se ha pulsado el Paro
= M 0.0 //Activa la marca 0.0
BE
MÓDULO AUTO :
U(
U M 0.0
U E 0.1 //Si es modo automático
O M 0.1
)
UN E 0.4 //No se ha pulsado el Paro
= M 0.1 //Activa la marca 0.1
U(
U M 0.1
U E 0.5 //Con cilindro 1 posición atrás
U E 0.7 //Con cilindro 2 posición atrás
U E 1.1 //Con cilindro 3 posición atrás
O M 0.2 //O está activa la marca 0.2
)
UN M 0.7 //No está activa la marca 0.7

69
= M 0.2 //Activa la marca 0.2
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U E 1.1 //Con cilindro 3 posición atrás
U E 1.3 //Con sensor 1 activado
U M 0.2 //y está activa la marca 0.2
O M 0.3 //O está activa la marca 0.3
)
UN M 0.6 //No está activa la marca 0.6
= M 0.3 //Activa la marca 0.3
UN E 1.3 //Con sensor 1 no activado
= A 0.4 //Activa led de emergencia
BEB //Fin del programa, condicional
U(
U E 0.6 //Con cilindro 1 posición adelante
U E 0.7 //Con cilindro 2 posición atrás
U E 1.2 //Con cilindro 3 posición adelante
U M 0.3 //y está activa la marca 0.3
O M 0.4 //O está activa la marca 0.4
)
UN M 0.5 //No está activa la marca 0.5
= M 0.4 //Activa la marca 0.4
U(
U M 0.4 //Activada la marca 0.4
U E 0.6 //Y está activa LS2
U E 1.0 //Y está activa LS4
U E 1.2 //y está activa LS6
O M 0.5 //O está activa la marca 0.5
)

70
UN E 0.7 //No está activa LS3
= M 0.5 //Activa la marca 0.5
U(
U M 0.5 //Activada la marca 0.5
U E 0.6 //Y está activa LS2
U E 0.7 //Y está activa LS3
U E 1.2 //y está activa LS6
O M 0.6 //O está activa la marca 0.6
)
UN E 1.1 //No está activa LS5
= M 0.6 //Activa la marca 0.6
U(
U M 0.6 //Activada la marca 0.6
U E 0.6 //Y está activa LS2
U E 0.7 //Y está activa LS3
U E 1.1 //y está activa LS5
O M 0.7 //O está activa la marca 0.7
)
UN E 0.5 //No está activa LS1
= M 0.7 //Activa la marca 0.7
U M 0.1 //Con la marca 0.1 activada
= A 0.6 //Enciende led Verde
U M 0.2 //Con la marca 0.2 activada
UN A 0.1 //Y no cilindro 1 hacia atrás
= A 0.0 //Cilindro 1 hacia adelante
U M 0.7 //Con la marca 0.7 activada
UN A 0.0 //Y no cilindro 1 hacia adelante
= A 0.1 //Cilindro 1 hacia atrás
U M 0.3 //Con la marca 0.3 activada
= A 0.7 //Cilindro 3 hacia adelante

71
U M 0.4 //Con la marca 0.4 activada
UN A 0.3 //Y no cilindro 2 hacia atrás
= A 0.2 //Cilindro 2 hacia adelante
U M 0.5 //Con la marca 0.5 activada
UN A 0.2 //Y no cilindro 2 hacia adelante
= A 0.3 //Cilindro 2 hacia atrás
BEA //Termina el programa, incondicional
MÓDULO MANU :
UN E 0.1 //Si es modo manual
= A 0.5 //Pon led amarillo
BE //Fin del programa

1.10
TA
RE
AS
Y T
IEM
PO
1.10
.1 D
IAG
RA
MA
DE
GA
NT
T

73
1.10.2 DESCRIPCIÓN DE LAS TAREAS
Como podemos observar en el diagrama, el tiempo total desde el estudio del producto hasta el montaje final y de la entrega será de 66 días. Las tareas a realizar se divide en 8 tareas siguientes :
1) Negociación : negociación con el cliente sobre la línea que se va a proceder a montar . Se negociará sobre las condiciones de entrega, el precio, el servicio post venta, y el sistema de pago. Para saber el precio se tiene que hacer una valoración del producto y un diseño apróximado de la línea que por estas razones se hace paralelamente con la tarea 2 y 3. Una vez realizado los estudios, se le entrega al cliente el presupuesto y las condiciones. Essta tarea dura 4 días, del día 1 al día 4.
2) Estudio Planos : Paralelamente con la negociación, se procederá a estudiar al detalle sobre el producto con los planos. Esta tarea se comienza el día 1 y dura 4 días.
3) Diseño línea : Paralelamente con las tareas 1 y 2 se comienza la tarea 3. Del día 1 hasta el día 4 se hará un diseño general, apróximado. Una vez que se haya cerrado el trato con el cliente, el 5º día se comenzará el diseño de la línea puesto por puesto. El día 11 se acabará los primeros planos y se le entregará al cliente para mostrar el procedimiento hasta el momento. Después, el día 16 se comenzará los segundos planos paralelamente se iniciará la tarea 4 y 5. El día 25 se le entrega al cliente los segundos planos y el día 26 se comenzará el diseño del resto. El día 36 se acabarán el diseño de todos los puestos, es decir de la línea. Del día 37 hasta el día 47 se comprobarán los puestos producidos, haciendo los retoques definitivos en los planos. El día 48 se acabará el diseño y se le entregará al cliente los planos definitivos de la línea.
4) Proceso y producción : Apartir del día 16, con los primeros planos acabados, comenzará la producción de las piezas necesarias acorde con los planos. Así sucesivamente según vaya terminando los planos, comenzará la producción de las piezas necesarias para cada etapa. Con los planos definitivos se harán los retoques definitivos. Día 56 se acabará la producción.
5) Compras de material : Paralelamente apartir del día 16, con los primeros planos acabados y el comienzo de la producción, empezará hacer los pedidos de materiales necesarios para la producción de las piezas necesarias y los componentes necesarios para el montaje acorde con los planos. Hay algunos comonentes que llegarán del país extranjero, por eso es conveniente que todas las piezas y compoenetes fundamentales estén hasta el día 46 para la tercera etapa de montajes.

74
6) Montaje : El día 20 se comienzan los primeros montajes con las piezas producidas y los componentes y material recibidos de los proveedores. Así sucesivamente hasta la tercera etapa de montajes según los planos definitivos. El día 56, una vez acabado los montajes, según los resultados de las pruebas y las modificaciones y los retoques que se debe realizar, el día 62 estará terminado el montaje total de la línea.
7) Pruebas : El día 53 se comienzan las primeras pruebas en los montajes. Se harán las pruebas con varias piezas en la línea. Se harán todas las pruebas independientemente en cada puesto y producción en serie . Es importante hacer las pruebas con todas las combinaciones posibles llamado “pruebas de error”, es decir, provocando los errores expresamente en cada puesto y en la línea. Si hay que hacer los retoques definitivos se harán. También se harán las pruebas de los componentes para asegurar que sus funcionamientos sean correctas.
8) Entregas y montaje : Una vez que se haya hecho todas las pruebas necesarias y que se haya terminado todo el montaje de la línea, entregará al cliente la línea. La entrega será al destino, una vez la línea esté en el destino se harán las instalaciones necesarias, eléctrica y neumática, y dejará la línea montada y en funcionamiento.
1.11 DISEÑO DE SEGURIDAD EN LAS MÁQUINAS
El fabricante de máquinas debe construirlas de forma que garanticen los requisitos esenciales de seguridad del Anexo I de Directiva Máquinas 98/37/CE.
El usuario de máquinas debe establecer un plan de adecuación de sus máquinas a los requisitos de la Directiva de Equipo de trabajo 89/655/CEE (R.D.1215/1997) y llevarlo a cabo en un plazo determinado.
Para que una máquina cumpla con garantías los requisitos de seguridad exigidos por las Directivas aplicables, se debe:
1. Identificar y analizar todos los peligros generados por la máquina en todas las fases de su vida útil (EN292).
2. Evaluar el riesgo que presenta cada peligro (EN1050).
3. Establecer las medidas de seguridad necesarias en función de los riesgos presentes, según normas EN.

75
1.11.1 ANÁLISIS DE PELIGROS
Este análisis requiere la identificación previa de todos los peligros (mecánicos, eléctricos, térmicos, etc.) que presenta la máquina durante toda su vida útil (construcción, transporte, instalación, ajustes, trabajo, mantenimiento, desmontaje, etc.).
Para cada peligro debe definirse la zona peligrosa, las situaciones peligrosas y las causas desencadenantes de los posibles accidentes.
A la hora de realizar el análisis de peligros, es recomendable seguir los siguientes pasos:
- Hacer una lista completa de las máquinas a analizar. - Considerar cada máquina por separado aunque funcione ensamblada a otras. - Tener un claro conocimiento de las funciones de cada máquina y de sus limitaciones. - Seguir un "checklist" para asegurarse de considerar todos los tipos de peligros durante la vida de la máquina.
Durante el análisis que hay tres aspectos que deben tenerse presentes para la seguridad de las máquinas:
a) Su integridad inicial. b) El lugar de utilización. c) El propósito para el que se usa.
1.11.2 EVALUACIÓN DE RIESGOS
La evaluación de riesgos servirá para determinar si las medidas de seguridad adoptadas son satisfactorias o si se requieren medidas adicionales.
Debe hacerse una estimación de riesgo para cada peligro en toda la vida útil de la máquina.
Utilizamos un método de evaluación de riesgos sencillo y eficaz, basado en los "Principios para Evaluacion de Riesgos" de la norma EN 1050, teniendo en cuenta los siguientes factores:
a) Gravedad del daño posible G1 Leve, normalmente reversible (abrasiones, cortes) G2 Grave, irreversible (amputaciones, muerte)

76
b) Frecuencia y tiempo de exposición F1 Rara vez (menos de una vez al día) F2 Frecuentemente o larga exposición
c) Probabilidad que ocurra la causa P1 Poco probable que ocurra P2 Muy probable que ocurra
d) Posibilidad de evitar el accidente Pe1 Dificilmente evitable Pe2 Fácilmente evitable
En base a estas definiciones, podemos establecer un valor relativo del riesgo que representa cada peligro, aplicando el árbol de la figura 25:
Figura 25.
1.11.3 REDUCCIÓN DE RIESGO
De acuerdo con la norma EN292, en el proceso de búsqueda de soluciones de seguridad debe tenerse en cuenta primero la seguridad, luego la funcionalidad y por último los costes. Sólo se alcanzará el compromiso adecuado tras un exhaustivo análisis de tipo iteractivo de las diferentes soluciones.
Además, la misma norma EN292 establece un orden de prioridades para diseñar las medidas de seguridad de una máquina:
1º Hacer la máquina intrínsecamente segura por diseño 2º Proteger los peligros que no pueden ser eliminados 3º Advertir de los riesgos residuales que no han podido ser totalmente protegidos 4º Establecer procedimientos de trabajo y emergencias

77
Respetando estas prioridades, se puede representar el riesgo como probabilidad de accidente, mostrando su reducción ante la aplicación de las distintas medidas de seguridad hasta conseguir un nivel inferior al riesgo aceptable:
Figura 26.
1.11.4 SELECCIÓN DE DISPOSITIVOS
La norma EN 292 hace referencia al criterio para la selección de los diferentes dispositivos de seguridad, en función de la necesidad de acceso a la zona peligrosa, como se muestra en la figura 27.

78
Figura 27.
Esta vez la prioridad en la selección de medidas de protección a considerar es:
1º Resguardos fijos. 2º Resguardos móviles, dispositivos de seguridad. 3º Elementos que mantengan al trabajador fuera de la zona de peligro (mandos bimanuales, etc.). 4º Información, formación, entrenamiento y supervisión de los trabajadores y los métodos de trabajo.
1.11.5 CÁLCULO DE DISTANCIAS DE SEGURIDAD
La distancia de seguridad que debe existir entre un dispositivo de protección y el punto mas próximo de la zona peligrosa debe asegurar que los movimientos peligrosos se detengan antes de que se pueda entrar en contacto con ellos. La norma europea EN999 establece los métodos para el cálculo de la distancia mínima para cada tipo de dispositivo, en función del tiempo de parada del movimiento peligroso, que debe ser

79
determinado previamente y revisarse periodicamente mediante un analizador de parada como el JSSM.
Cortinas fotoeléctricas Para la determinación de la distancia mínima de seguridad se debe considerar la resolución d o detección del mínimo objeto de la cortina: Resolución d=<40 mm Se aplicará la fórmula:
S = (2000 x T) + 8 x (d – 14 ) Fórmula (1)
S=Distancia de seguridad entre el plano de detección y la zona peligrosa en mm. T=Tiempo total de parada en segundos: incluye tiempo de parada de la máquina + tiempo de acutación del dispositivo fotoeléctrico. d=Resolución de la cortina en mm.
La distancia mínima entre el plano de detección y la zona peligrosa debe ser en todo caso de 100 mm. (mín.)
Si la distancia obtenida es S>500 mm la norma permite usar la siguiente fórmula siempre y cuando se respete el mínimo de los 500 mm.:
S = (1600 x T) + 8 x (d – 14 ) Fórmula (2)
Las cortinas fotoeléctricas utilizadas para el inicio de movimientos peligrosos deben presentar una resolución d inferior o igual a 14 mm y una distancia de seguridad S mínima de 150 mm, aplicándose la fórmula:
S = 2000 x T Fórmula (3)
Figura 28
Resolución 40<d<70 mm La norma los considera como dispositivos fotoeléctricos de haces discretos y no aplicables para la detección de intrusión de manos. La fórmula a utilizar en este caso es:
S = (1600 x T) + (1200 – 0,4 x H ) Fórmula (4)

80
H = altura del haz superior en mm
Además debe cumplirse que la altura del haz inferior sea menor o igual de 300 mm.
Debe calcularse primero la distancia de seguridad mediante la fórmula (5), siendo H la altura del plano de montaje de la cortina respecto al suelo. Esta altura H debe ser siempre inferior a 1 m, calculada con la fórmula:
H = 15 x ( d – 40 ) Fórmula (5)
Figura 29
Fotoeléctricos de varios haces
Sólamente deben utilizarse para la detección de cuerpos o partes del cuerpo en dirección a la zona peligrosa. Se aplicará la fórmula:
S = (1600 x T) + (1200 – 0,4 x H ) Fórmula (6)
H = altura del haz superior en mm
Dependiendo del número de haces, las alturas a las que deben colocarlse vienen reflejadas en la siguiente tabla:
Número de Haces Altura al Suelo (mm)
4 300, 600, 900, 1200
3 300, 700, 1100
2 400, 900

81
Figura 30
Fotoeléctrico de un sólo haz
Esta opción solamente se puede utilizar para la detección de cuerpos. El dispositivo se debe colocar a una altura de 750 mm con respecto al plano de referencia. La distancia mínima de seguridad viene dada por la expresión:
S = (1600 x T) + 1200 Fórmula (7)
Mando bimanual
Si el acceso a la zona peligrosa está protegido por otro dispositivo de seguridad, se puede colocar el mando bimanual a la distancia mínima de 100 mm. En caso contrario, la distancia entre los pulsadores y la zona peligrosa se calculará según la fórmula:
S = (1600 x T) + 250 Fórmula (8)
Mando sensitivo fijo
Si el acceso a la zona peligrosa está protegido por otro medio de seguridad, se puede colocar el mando sensitivo fijo a la distancia mínima de 100 mm.En caso contrario, la distancia entre el pulsador y la zona peligrosa se calculará según la fórmula:
S = (1600 x T) + 1800 Fórmula (9)
1.11.6 CATEGORÍAS DE SEGURIDAD
Cuando el dispositivo de protección seleccionado incluye algún circuito, éste debe tener unas características que garanticen su función de seguridad.
“Los circuitos que realizan funciones directas de seguridad deben presentar una fiabilidad y una respuesta ante fallos acorde con el riesgo presente (EN292)”.

82
La norma europea EN954-1 clasifica los diferentes circuitos funcionales de seguridad en cinco categorías (B, 1, 2, 3 y 4), en función de su fiabilidad y su comportamiento ante fallos:
En las categorías de seguridad inferiores (B y 1), los requisitos que deben cumplir los circuitos funcionales de seguridad son de fiabillidad, como por ejemplo:
Contactores y relés: Contactos de apertura forzada. Interruptores de posición: Contactos de apertura forzada y positiva, montados en positivo, evitando su burlado.
En las categorías de seguridad superiores (2,3 y 4), a los circuitos funcionales de seguridad se les exige una capacidad de detección de sus propios fallos (autocontrol). Esto puede conseguirse por medio de una lógica realizada con componentes electromecánicos de alta fiabilidad y utilizando técnicas como la bicanalidad y la diversidad.
Un circuito autocontrolado garantiza que el movimiento peligroso solo pueda darse cuando el sistema de protección funciona (protege). Además, debe impedir el movimiento peligroso si el circuito de protección presenta un primer fallo, hasta que dicho fallo sea subsanado.

83
1.11.7 SEGURIDAD PROPORCIONAL AL RIESGO
Para cada circuito de seguridad seleccionado, debe establecerse la categoría de seguridad que deberá satisfacer en función del riesgo que el peligro representa.
RIESGO CATEGORÍA DE SEGURIDAD I BAJO B EXISTE
II MEDIO-BAJO 1 EXISTE Y ES FIABLE
III MEDIO 2 AUTOCONTROL CÍCLICO
IV MEDIO-ALTO 3 AUTOCONTROL (algunos fallos no son detectados)

84
V ALTO 4 AUTOCONTROL COMPLETO
El dispositivo que proteja un peligro de alto riesgo deberá presentar una categoría de seguridad elevada, mientras que si el riesgo es bajo, la categoría de seguridad del circuito de protección podrá ser menor.
La solución más racional y fiable para realizar circuitos autocontrolados consiste en integrar los componentes fiables de que conste el sistema de seguridad a través de módulos de autocontrol como los que se presentan en este catálogo. Los módulos de autocontrol permiten establecer la categoría de seguridad del circuito al que están conectados de forma sencilla, versatil y certificada por Organismos Notificados europeos.
1.11.8 CIRCUITOS DE SEGURIDAD
Las funciones de seguridad deben ser realizadas por circuitos específicos electro-mecánicos, no basándose únicamente en sistemas electrónicos programables.
La aplicación de los elementos modulares o módulos de autocontrol, permite integrar los circuitos de seguridad en cualquier máquina de forma sencilla y con una categoría de seguridad prefijada.
Se consideran como partes de circuitos relacionados con la seguridad no sólo los circuitos que realizan la función de detección (interruptores de posición, fotoeléctricos, etc.) o mando (bimanual o sensitivo), sino también los que realizan la función de paro de los movimientos peligrosos (contactores, etc.).
El siguiente esquema conceptual muestra la forma en que se integran diferentes circuitos de seguridad en una máquina o en una instalación, independientemente de su complejidad.

85
Figura 31.
1.11.9 MÓDULOS DE SEGURIDAD
Los circuitos de seguridad, realizados a través de los distintos módulos autocontrolados, son independientes de la maniobra funcional de la máquina, de forma que los fallos de ésta no influyen en la seguridad de la máquina: es exclusivamente un circuito autocontrolado el que permite el funcionamiento de los movimientos peligrosos.
Los módulos autocontrolados presentan además una serie de ventajas importantes, tanto para el diseñador de los sistemas de seguridad como para el usuario de maquinaria:
Su versatilidad funcional permite la integración de prácticamente cualquier tipo de dispositivo de seguridad en cualquier tipo de máquina.
Su sencillez de conexionado simplifica su diseño e instalación, así como su sustitución.
Su modularidad permite integrar los diferentes circuitos funcionales de seguridad de la maquinaria en un sistema de seguridad de forma racional.
Su señalización de estado por medio de LEDs permite la rápida localización de los fallos.
Para realizar un circuito de seguridad, además de diseñar su configuración deben seleccionarse cada uno de sus componentes según sus características de fiabilidad.

86
La fiabilidad de los componentes tiene una importacia fundamental en el diseño de circuitos de seguridad, ya que, al igual que la resistencia de una cadena viene fijada por su eslabón más débil, la categoría de seguridad del circuito corresponderá a la menor de las categorías de seguridad de sus componentes.
1.11.10 SISTEMAS DE SEGURIDAD
Los sistemas de seguridad deben proteger de los peligros pero también deben adaptarse a los modos de trabajo necesarios.
Acceso de personas a zonas peligrosas con maquinaria en marcha
La zona peligrosa, está protegida por una barrera fotoeléctrica e instalada a la distancia de seguridad adecuada. Para realizar los ajustes, es necesario observar de cerca el trabajo del robot, para lo cual un pulsador permite entrar en la zona peligrosa y hacer funcionar el programa en condiciones seguras.
Acceso exclusivo de materiales a zonas peligrosas sin detener la producción
La zona peligrosa está protegida por una barrera fotoeléctrica. Previamente a su obstrucción por el carro portador de materiales, unos detectores reconocen su presencia y suministran una señal directa de bypass al módulo de la barrera. Esta señal de bypass debe mantenerse durante todo el tiempo en que el carro obstruye la barrera fotoeléctrica
1.12 MARCO NORMATIVO
1.12.1 DIRECTIVAS EUROPEAS, OBJETIVOS, PROCEDIMIENTOS
Para que el ideal europeo se plasme en la realidad en forma de una libre circulación de mercancías, los estados miembros de la Unión Europea deben aplicar las directivas aprobadas por la Comisión/Consejo de la UE en sus respectivas directivas nacionales. Por otra parte, los institutos de estandarización de la UE tienen el cometido de preparar las normas europeas y definir las disposiciones legales con todo detalle.
En beneficio de la protección de operarios de máquinas y equipos, la armonización ha evolucionado con gran rapidez en el ámbito de la seguridad en las máquinas. La Directiva “Máquinas” 98/37 CE aplicable también a los componentes de seguridad introducidos en el mercado por separado, al igual que a máquinas y equipos

87
usados (segunda mano) procedentes de otros países y que han sido introducidos en el mercado de la zona europea por primera vez (p. ej. de Estados Unidos o Japón). La Directiva 89/655 CE aplicable al uso de máquinas y dispositivos, que guarda relación con los requisitos mínimos de seguridad y salud de los operarios de equipos de trabajo. Las normas relevantes en su forma actual. 1.12.1.1 Directiva “Máquinas” La Directiva “Máquinas” 98/37 CE se ha concebido para los fabricantes y para aquellos que introducen máquinas y equipos en el mercado. La Directiva define los objetivos mediante requisitos esenciales de seguridad y salud que deben cumplir las nuevas máquinas para que puedan venderse y circular libremente dentro de los estados miembros de la Unión Europea, garantizando a los usuarios un elevado grado de protección. Las normas europeas definen métodos y medios para llevar a la práctica estos objetivos. La Directiva “Máquinas” está integrada en la legislación nacional y, por tanto, es legalmente vinculante. Las normas armonizadas en el ámbito europeo han sido elaboradas por instituciones legales privadas y no son vinculantes. Por otro lado, se presume que una máquina fabricada en conformidad con las normas armonizadas publicadas en el Diario Oficial de las Comunidades Europeas satisface los requisitos esenciales de la Directiva. Tal como lo exige el derecho europeo, la Directiva y sus modificaciones deben implementarse en cada estado miembro. La Directiva entró en pleno vigor el 1 de enero de 1995 para las máquinas y el 1 enero de 1997 para los componentes de seguridad. ¿Qué deben hacer los fabricantes de máquinas? Los fabricantes deben tener en cuenta la seguridad desde la primera fase del diseño. Esto en la práctica significa que el diseñador debe llevar a cabo un análisis y una evaluación de los riesgos durante la fase de desarrollo de la máquina, para que las medidas a adoptar que de ello se deriven, puedan incorporarse en el propio diseño. Para certificar la conformidad del equipo, el fabricante está obligado a colocar el marcado “CE” de forma clara y visible en cada máquina y asegurar que va acompañada de una declaración de conformidad “CE”. La Directiva de Maquinaria explica el procedimiento completo para la evaluación de conformidad. Se hace una distinción entre dos categorías de máquinas: Máquinas consideradas peligrosas y que están sujetas a procedimientos especiales. El Anexo IV de la Directiva de Maquinaria proporciona una lista de las máquinas afectadas. Existe una lista similar para equipos de protección electrosensible, diseñados especialmente para detectar personas, como barreras fotoeléctricas y escaners.

88
El resto de máquinas, que no aparecen listadas en el Anexo IV, están sujetas a procedimientos estándar. Procedimientos para conseguir la declaración de conformidad CE para máquinas y equipo, que no están listadas en el Anexo IV: Si el equipo/componente de protección no está incluido en la lista del Anexo IV, el fabricante puede colocar el marcado “CE” de conformidad sin haber empleado a un organismo notificador. Sin embargo, debe elaborar un expediente técnico que deberá presentarse a las autoridades nacionales, a petición de éstas. Procedimientos para conseguir la declaración de conformidad EU para máquinas y equipos, que no están listadas en el Anexo IV: Si existen normas armonizadas para las máquinas o componentes de protección, que abarcan toda la gama de requisitos aplicables, la declaración de conformidad puede conseguirse de tres maneras distintas :
1. El fabricante envía el expediente técnico (véase Anexo VI de la Directiva) a un organismo notificado, el cual acusa recibo y archiva el expediente.
2. El fabricante pide al organismo notificado que examine su expediente técnico para comprobar que se cumplen las normas armonizadas. Si es este el caso, el organismo entrega al fabricante un certificado de adecuación del expediente.
3. El fabricante solicita un examen de tipo CE a un organismo notificado.
Si no existen normas armonizadas o si la máquina o sus partes no han sido fabricadas de acuerdo con la norma aplicable, la declaración de conformidad EU sólo se podrá conseguir mediante el examen tipo EC. En este caso, el fabricante debe presentar la máquina y el expediente técnico al organismo notificado (véase Anexo 1) para la realización de dicho examen. Este organismo verifica la conformidad con las directivas y emite un certificado CE de tipo que expone los resultados de las pruebas y de los cuales es responsable. En cualquier caso el fabricante es el responsable directo de entregar la declaración de conformidad del producto en cuestión. El fabricante se obliga y por ello, es responsable y lo deberá reflejar declarando que la máquina y los dispositivos de protección han sido diseñados y construidos de conformidad con las normas y directivas. 1.12.1.2 Directiva 89/655/EEC de “Utilización por los trabajadores de los equipos de trabajo” (corregido por la Directiva 95/63/EC) La directiva debe asegurarse de que, al utilizar los equipos de trabajo, se mantengan unos niveles mínimos esenciales para mejorar y mantener la protección de la seguridad y la salud de los trabajadores. Las obligaciones de los empresarios se hallan descritas en la directiva, del Artículo 3 al 8: Art. 3 Obligaciones generales del empresario Art. 4 Normas relativas a los equipos de trabajo

89
Art. 4a Requisitos de los equipos de trabajo Art. 5 Equipo de trabajo con riesgos específicos Art.5a Uso restringido Art. 6 Información a los trabajadores Art. 7 Formación de los trabajadores Art. 8 Consulta y participación de los trabajadores 1.12.2 Organismos 1.12.2.1 Entidades de asesoramiento en seguridad Las empresas que deseen verificar que sus equipos son conformes a la normativa europea pueden solicitar ayuda a los organismos de asesoramiento en seguridad. 1.12.2.2 Organismos acreditados La acreditación es llevada a cabo y controlada por la institución pertinente de cada país. La correcta categoría de la maquinaria adecuada se determina en el certificado de acreditación, el cual, los organismos notificados quedan autorizados a inspeccionar. 1.12.2.3 Organismos notificados Cada estado miembro de la UE está obligado a nombrar organismos notificados, en base a los criterios mínimos establecidos en la Directiva de Maquinaria (véase el Anexo 1), y debe comunicar esta lista a Bruselas. Sólo estos organismos tienen poder para emitir certificados CE de tipo para las máquinas peligrosas y los componentes de seguridad mencionados en el Anexo IV de la Directiva. Se ha de señalar que, en la práctica, estas entidades tienen sus propios campos de especialización. La lista de organismos notificados puede solicitarse directamente a la Comisión Europea en Bruselas. 1.12.3 Normas europeas de seguridad 1.12.3.1 Normas europeas armonizadas La Comisión de las Comunidades Europeas asigna la tarea de establecer una norma al CEN (Comité Europeo de Normalización) o al CENELEC (Comité Europeo de Normalización Electrotécnica). Posteriormente, las especificaciones técnicas para satisfacer los requisitos esenciales de seguridad de la Directiva son determinadas por los comités pertinentes. Una vez ha sido adoptada la norma por votación, se publica en el Diario Oficial de las Comunidades Europeas. Sólo entonces se la considera una norma armonizada. Este tipo de norma sirve de referencia y sustituye a todas las normas nacionales relacionadas con idéntico asunto. La conformidad de un componente de seguridad o de una máquina con una norma armonizada permite suponer la conformidad con los requisitos esenciales de seguridad y salud establecidos en la Directiva de Máquinas 98/37/EC.

90
La situación o versión de la norma se indica mediante diferentes prefijos
• Una norma que lleva como prefijo EN... está aprobada y en vigor. • Una norma que lleva como prefijo prEN... se encuentra en la fase provisional de
aprobación. 1.12.3.2 Diferentes tipos de normas Se establece una distinción al diferenciar entre tres tipos de normas: Normas tipo A (Normas de seguridad fundamentales) : Especifican conceptos básicos, principios para el diseño y aspectos generales que pueden aplicarse a todas las máquinas. Normas de tipo B (Normas de seguridad de grupo) : Tratan de un aspecto de seguridad o de un tipo de dispositivo relacionado con la seguridad que puede emplearse en una amplia gama de máquinas. Las normas de tipo B1 sobre aspectos concretos de seguridad (p. ej., distancias de seguridad, temperatura superficial, ruido), p. ej., la seguridad eléctrica de las máquinas (norma EN 60204), cálculo de distancias de seguridad (norma prEN 999). Normas tipo B2 sobre dispositivos relacionados con la seguridad (p. ej., dispositivos de mando a dos manos, dispositivos de enclavamiento, dispositivos sensibles a la presión, resguardos, equipos de protección electrosensibles), IEC 61496-1/-2/-3/, EN 61496 Parte 1 y EN 61946 Parte 3. Normas tipo C (Normas de seguridad sobre máquinas) : Especifican todos los requisitos de seguridad detallados para una máquina o grupo de máquinas concretas. Cuando exista este tipo de norma, tiene prioridad sobre los tipos A o B. Sin embargo, una norma de tipo C puede hacer referencia a normas tipo B o A. Cuando la máquina no está cubierta por una norma de tipo C, la conformidad se obtiene sobre la base de normas tipo A o B. En cualquier caso, deben cumplirse los requisitos de la Directiva de Maquinaria.

91

92

93

94
1.13. RESUMEN DE PRESUPUESTO
El presupuesto para la automatización de la línea de montaje para freno de mano asciende a la cantidad de :
El presupuesto asciende a : 200.875,46 euros
DOS CIENTOS MIL OCHO CIENTOS SETENTA Y CINCO EUROS Y CUARENTA Y SEIS CENTIMOS�
Tarragona, 15 de Junio de 2009
El Ingeniero Técnico Industrial
Tai Wan Kim

95
2. PLANOS

96
PRODUCTO
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.1PRODUCTO
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.1

97

98
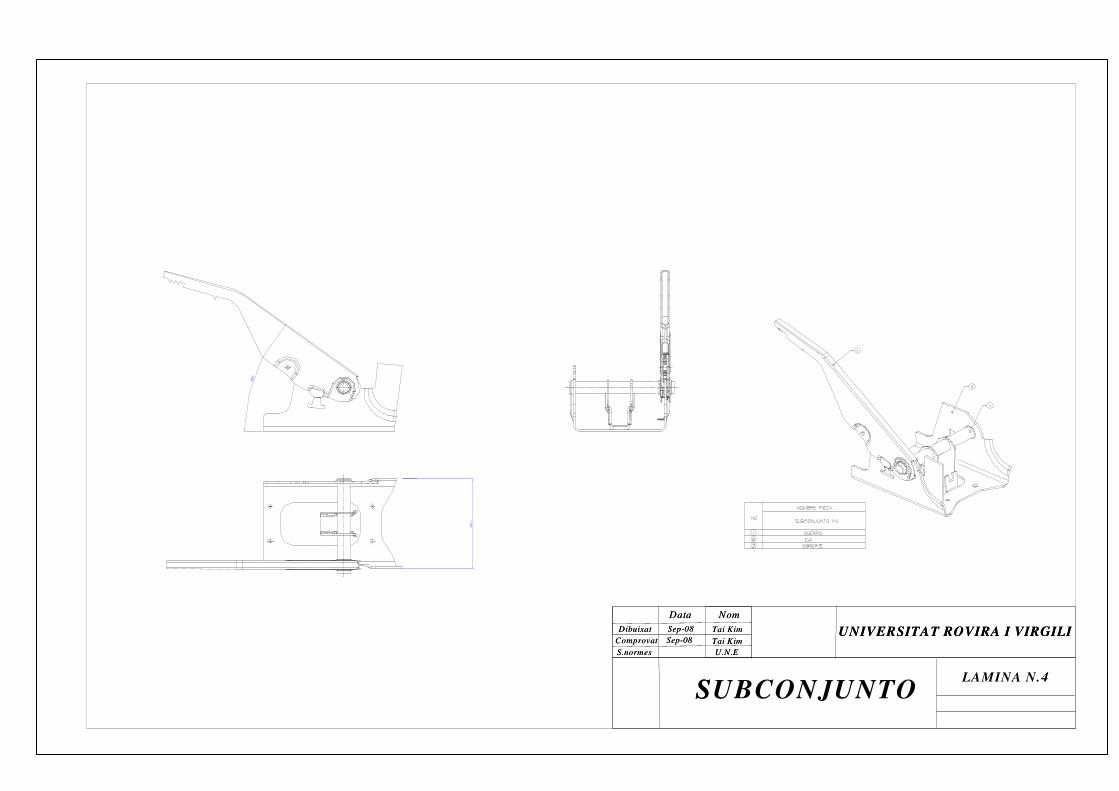
99
S
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.SUBCONJUNTO
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
4

100
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
CONTROL MUELLE Y REMACHE
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.5
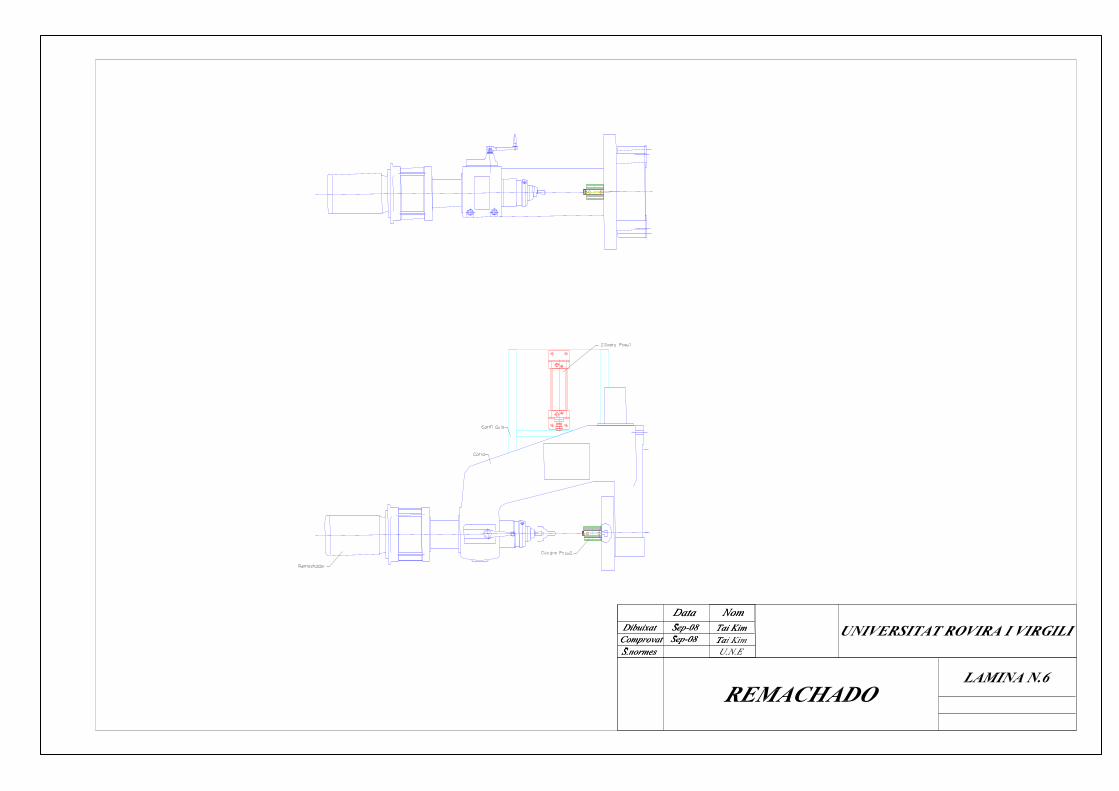
101

102
REMACHADOR
Data NomDibuixat
ComprovatS.normes
Tai KimTaU.N.E
Sep-08Sep-08
Data NomDibuixat
ComprovatS.normes
Tai KimTai Kim
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.7

103
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
INTRODUCCIÓN GRIP
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.8

104
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
MARTILLAZO
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.9

105
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
ATORNILLADO
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.10

106
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
COMPROBACIÓN FINAL
Data NomDibuixat
ComprovatS.normes
Tai KimTai KimU.N.E
Sep-08Sep-08
UNIVERSITAT ROVIRA I VIRGILI
LAMINA N.11

107
3. PRESUPUESTO

108
3. PRESUPUESTO
3.1 CAPÍTULO 1
La suma de los diferentes costes por cada puesto, en total de 7 puestos, que la empresa debe realizar es en el siguiente cuadro:
P1: Montaje del subconjunto IMPORTE (�)
� Estructura del puesto � Utillajes � Parte proporcional de diseño � Parte proporcional eléctrico � Parte proporcional neumática � Parte proporcional de Montaje
3.000
P2: Control muelle y remache IMPORTE (�)
� Estructura del puesto � Utillajes � Bridaje automático � Protecciones + Barrera metálica � Detección de presencia de muelle � Detección de presencia de remache � Parte proporcional de diseño � Parte proporcional eléctrico � Parte proporcional neumática � Parte proporcional de Montaje
21.000
P3: Remachado IMPORTE (�)
� Estructura del puesto � Utillajes � Bridaje automático � Protecciones + Barrera metálica � Remachador � Parte proporcional de diseño � Parte proporcional eléctrico � Parte proporcional neumática � Parte proporcional de Montaje
18.500,- EU

109
P4: Introducción del grip IMPORTE (�)
� Estructura del puesto � Utillajes � Protecciones + Barrera fotoeléctrica � Parte proporcional de diseño � Parte proporcional eléctrico � Parte proporcional neumática � Parte proporcional de Montaje
20.000,- EU
P4: Extracción del grip IMPORTE (�)
� Estructura del puesto � Utillajes � Bridaje automático � Protecciones + Barrera metálica � Parte proporcional de diseño � Parte proporcional eléctrico � Parte proporcional neumática � Parte proporcional de Montaje
9.500,- EU

110
P5: Martillazo IMPORTE (�)
� Estructura del puesto � Utillajes � Protecciones + Barrera fotoeléctrica � Parte proporcional de diseño � Parte proporcional neumática � Parte proporcional de Montaje
20.100,- EU
P6: Atornillado del sensor IMPORTE (�)
� Estructura del puesto � Utillajes � Bridaje Manual � Equipo Atornillado Electrónico con accionamiento
automático � Protecciones � Parte proporcional de diseño � Parte proporcional neumática � Parte proporcional de Montaje
2.600,- EU
P7: Comprobación final IMPORTE (�)
� Estructura del puesto � Utillajes � Bridaje automático � Detección de presencia de botón � Funcionamiento cuerpo � Protecciones + Barrera metálica � Parte proporcional de diseño � Parte proporcional neumática � Parte proporcional de Montaje
26.000,- EU
TOTAL CAPÍTULO 1 120.700,00 (�)

111
3.2 CAPÍTULO 2 : COSTES ADICIONALES
Descripción Coste Presupuesto parcial (�)
La cinta transportadora 45.000,00
Pintura 1.900,00
Instalación de elementos de seguridad 1.695,00
Transporte 2.323,00
Documentación 1.050,50
Formación 500,00
TOTAL CAPÍTULO 2 52.468,50 (�)

112
3.3 RESUMEN DEL PRESUPUESTO
TOTAL CAPÍTULO 1............................................................... 120.700,00 euros
TOTAL CAPÍTULO 2................................................................. 52.468,50 euros
PRESUPUESTO DE EJECUCIÓN POR CONTRATA (P.E.C)
173.168,50 euros
I.V.A (16% DEL P.E.C)....................................................... 27.706,96 euros
PRESUPUESTO DE LICITACIÓN 200.875,46 euros
� ������Dos cientos mil ocho cientos setenta y cinco euros cuarenta y seis centimos�
Tarragona, 15 de Junio de 2009
El Ingeniero Técnico Industrial
Tai Wan Kim

113
4. PLIEGO DE CONDICIONES

114
4. PLIEGO DE CONDICIONES
4.1. CONDICIONES GENERALES Y LEGALES
4.1.1. OBJETO DEL PLIEGO
El presente pliego tiene como función regular, tanto de forma económica como de forma técnica, la instalación de los elementos necesarios que posibiliten la fabricación de la línea automatizada para freno de mano; así como garantizar que todos los requerimientos legales necesarios en la fabricación del citado producto se cumplan.
En dicha instalación se acometerán los siguientes trabajos para garantizar el correcto comienzo de la producción:
o Instalación de las líneas de potencia y alumbrado para permitir la posterior instalación de los diferentes aparatos de iluminación, así como las tomas necesarias para el funcionamiento de la línea automatizada.
o Instalación de la maquinaria necesaria para el proceso de fabricación y montaje de los diferentes componentes que constituyen la línea automatizada. También deberá asegurarse el perfecto funcionamiento de cada uno de ellos antes de entregarse la obra.
o Instalación de una red de aire comprimido para permitir el funcionamiento de determinados sistemas de las maquinas y de las pistolas de aire comprimido que hay en cada puesto de trabajo para las tareas.
o Instalación de los elementos obligatorios y aconsejables que reduzcan y avisen de los posibles riesgos contra la integridad de los trabajadores: pintado de las diferentes zonas según nivel de riesgo, colocación de carteles explicativos de los peligros de cada zona, máquina o proceso.
4.1.2. NORMAS, REGLAMENTOS Y LEYES
Todas las instalaciones objeto de este proyecto cumplirán con las condiciones que se especifican a continuación, así como cualquier otra norma que entre en vigor y no estuviese reflejada y modifique en algo a la inmediatamente posterior. A todos los efectos la empresa deberá actualizar cualquier incorrección causada por modificaciones de la ley, para permanecer en todo momento bajo la legalidad.
Las instalaciones sometidas a especificaciones son las siguientes:

115
o Instalaciones de aparatos a presión. o Instalación de electricidad. o Seguridad en las máquinas e higiene o Instalaciones no especificadas
a) Instalación de aparatos a presión
Como el funcionamiento de la fábrica necesita el empleo de un circuito de aire comprimido será necesario el cumplimiento de la siguiente normativa. Real Decreto 769/1999, de 7 de Mayo por el que se dictan las disposiciones de la Directiva del Parlamento Europeo y del consejo 97/23CE, relativo a los equipos de presión. Éste Real Decreto modifica el Real Decreto 124411979 de 4 Abril en su disposición derogatoria única.
b) Instalaciones de electricidad
Se deberá seguir a este respecto el reglamento electrotécnico para baja tensión del Real Decreto 2295/1985, de 9 de Octubre por el que se adiciona un nuevo párrafo al artículo 2 del Real Decreto 2413/1973 de 20 Septiembre.
También se deberá prestar atención al Real Decreto 909/2001, de 27 de Julio, disposiciones mínimas para la protección de la salud y seguridad de los trabajadores frente el riesgo eléctrico.
c) Seguridad en las máquinas e higiene
Con la finalidad de que el personal se sienta cómodo y seguro, nos apoyaremos en la siguiente normativa:
- Ley de Prevención de riesgos Laborales, Real Decreto 31/1995 de 8 de Noviembre B.O.E. nº 269.
- Reglamento de los servicios de prevención de Riesgos Laborales, Real Decreto 39/1997, de 17 de Enero B.O.E. nº 27, de 31 de Enero.
- Disposiciones mínimas de seguridad y salud en materia de señalización, Real Decreto 485/1997, de 14 de Abril B.O.E. nº 97 de 23 de Abril.

116
- Real Decreto 665/1997 de 12 de Mayo B.O.E. nº 124 de 24 de Mayo, Protección de los trabajadores contra riesgos relacionados con la exposición a agentes cancerígenos durante el trabajo.
d) Instalaciones no especificadas.
Cumplirán con lo estipulado en las normas NTE y Básicas, así como cualquier reglamento o ley que les afecten.
4.1.3. CONDICIONES ADMINISTRATIVAS
El titular deberá aportar la siguiente información:
a) Instalaciones de electricidad
"Autorización de Puesta en Servicio" y "Boletines de Instalaciones eléctricas", concedido y sellado respectivamente por el Servicio Provincial de Industria, Comercio y Turismo de la Diputación General.
"Boletín de Verificación de aislamiento y Corrientes de Fuga".
b) Otras instalaciones y aparatos
"Autorización de puesta en marcha" de aquellos aparatos e instalaciones cuyo montaje lo requiera, tales como aparatos de presión, etc.
4.1.4. CAPACIDADES DE INGENIERO DIRECTOR
Si el director técnico o su equipo advierten faltas, defectos o fallos en condiciones de los materiales y maquinaria usada tiene la capacidad de obligar al contratista su renovación según lo contratado.
Por falta de respeto y obediencia al equipo de inspección, por incapacidad o por actos que perturben los trabajos, por parte del equipo del contratista, el ingeniero director tiene la capacidad de obligar al contratista a que despida a sus operarios.
4.1.5. RESPONSABILIDAD CIVIL DEL PROYECTISTA

117
Según el Real Decreto 2135/80 referente a industrias en general, en su artículo 2º establece que:
- La puesta en funcionamiento de la industria no necesitara otro requisito que la certificación expedida por el técnico competente en la que se ponga de manifiesto la conformidad y adaptación de la obra al proyecto y el cumplimiento de las condiciones técnicas y prescripciones reglamentarias que en su caso correspondan.
- Dicho certificado será documento suficiente para practicar las inscripciones en el registro industrial.
Según este mismo decreto en su articulo 3º establece que el autor del proyecto es responsable de que éste se adapte a las normas vigentes.
4.2. ESPECIFICACIONES DE MATERIALES, EQUIPOS Y MAQUINAS
4.2.1. CARACTERÍSTICAS EXIGIDAS A LOS MATERIALES, EQUIPOS Y ELEMENTOS INTEGRANTES
Como norma universal adoptada por la empresa, es decir, de obligado cumplimiento, ninguna máquina, equipo o material que no cumpla con las especificaciones europeas (y su consecuente marcado CE) será siquiera considerado como alternativa viable. Su uso estará penado por la empresa hasta las consecuencias más graves (despido de un trabajador, ruptura instantánea y efectiva de un contrato desde que se tenga conocimiento de su incumplimiento, etc.).
Los materiales, equipos y elementos integrantes especificados o no en este documento deberán cumplir las características necesarias para el trabajo para el que han sido concebidos.
Los proveedores de todo lo necesario deberán dar las máximas garantías sobre los pedidos y a éstos se les exigirá la mayor calidad posible, así como una buena relación entre la calidad y el precio de lo suministrado, sean materiales o maquinaria.
El proveedor deberá facilitar los estudios, planos, manuales y otros documentos que se consideren necesarios para la instalación, operación y mantenimiento de lo suministrado, en el caso de que sea maquinaria. Así como distintas soluciones para el caso de que aparezcan posibles averías. Deberá garantizarse la existencia de repuestos ante posibles averías durante el periodo de vida normal de cada máquina.
Las unidades deberán cumplir en su construcción, test, etc. con código UNE.

118
Todas las máquinas que cuenten con equipamiento eléctrico, motores y bobinas deberán seguir la norma IEC:
o IEC 33: para máquinas eléctricas rotativas. o IEC 72: dimensiones de salidas de máquinas rotativas. o IEC 502: cables. o IEC 529: clasificación de grados de protección. o Todo equipamiento instrumental deberá seguir las normas europeas EN
50014 a EN 50020.
4.2.2. NORMAS DE INSPECCIÓN Y COMPROBACIÓN DE LAS DISTINTAS PARTIDAS INTEGRANTES
La primera comprobación de las partidas se realizará a la llegada de las mismas a la fábrica. En cada lote se escogerán varias unidades para comprobar que es el lote pedido al proveedor y que cumplen las características exigidas para que puedan satisfacer las necesidades de los operadores en cuanto a calidad y garantía.
El responsable de realizar estas inspecciones será un operario encargado de la recepción de las partidas. En el caso de no ser satisfactorio el resultado de esta inspección, el proveedor se hará cargo de la partida y proporcionará lo más rápido posible un nuevo lote, siendo los costes asumidos por él.
Antes de empezar a utilizar un lote, uno de los operarios que vayan a manejar dicha partida en el proceso de fabricación de los operadores, comprobará que los materiales o elementos cumplen las características técnicas necesarias.
4.2.3. REGLAMENTOS DE SEGURIDAD
4.2.3. 1. Ley de prevención de Riesgos Laborales
Las condiciones generales de los centros de trabajo, así como las condiciones de mantenimiento y manipulación de los distintos mecanismos y las medidas de protección en la nave han de cumplir la Ley de Prevención de Riesgos Laborales (Ley 31/1995) en la que se legisla acerca de:
a) Condiciones constructivas
El diseño y las características de los lugares de trabajo deberán ofrecer seguridad frente a los riesgos de caídas, choques o golpes contra objetos y caídas de materiales sobre los trabajadores.

119
También deberán facilitar el control de las situaciones de emergencia y posibilitar la rápida y segura evacuación de los trabajadores.
b) Vías de circulación y zonas peligrosas
Las dimensiones de las vías destinadas a la circulación de personas o de mercancías, se calcularán de acuerdo con el número de personas que puedan utilizarlas y con el tipo de actividad.
c) Iluminación
Todos los lugares de trabajo deberán estar equipados en su totalidad con un alumbrado capaz de ofrecer iluminación suficiente para asegurar la salud y seguridad de los trabajadores. Y deberán estar equipados con dispositivos que permitan una iluminación artificial adecuada para asegurar la seguridad y la salud de los trabajadores.
Las instalaciones de iluminación de los locales de trabajo y de las vías de comunicación deberán estar colocadas de manera que el tipo de iluminación previsto no presente riesgo de accidente para los trabajadores.
Los lugares de trabajo en los que los trabajadores estén particularmente expuestos a riesgos en caso de avería de la iluminación artificial deberán poseer una iluminación de seguridad de intensidad suficiente.
d) Temperatura
La temperatura de cada uno de los puestos deberá corresponder al uso específico para el que estén diseñados, para el mayor confort de los empleados.
e) Ruido
El ruido producido por los equipos instalados en el puesto de trabajo deberá tenerse en cuenta al diseñar el mismo, en especial para que no se perturbe la atención ni la palabra.
Las máquinas estarán perfectamente equilibradas, por lo que la producción de vibraciones será nula.

120
En general, las medidas correctoras vienen garantizadas por el uso de materiales de primera calidad, así como por las propias características de las instalaciones a efectuar.
f) Humedad
Deberá crearse y mantenerse una humedad aceptable que cree un entorno apto para el trabajo, con una humedad relativa entre el 30% y 65%.
g) Instalaciones, máquinas y equipos
Estos deberán estar bien proyectados y construidos, manteniéndose en buen estado de funcionamiento. Además, deberán utilizarse exclusivamente para los trabajos que hayan sido diseñados.
La distribución interior de las máquinas y elementos de trabajo permite un movimiento fluido de personas y materiales.
Las instalaciones y los aparatos a presión deberán ajustarse a lo dispuesto en su normativa específica.
h) Saneamiento
Toda modificación en la instalación, o en sus condiciones de uso que puedan alterar su normal funcionamiento, será realizada previo estudio y bajo la dirección de un técnico competente.
o Modificación o ampliación parcial de la instalación que presente un aumento de los servicios o de las necesidades.
La propiedad recibirá, a la entrega de la obra, los planos definitivos de la instalación, así como las instrucciones de uso y certificados de garantía de todos los aparatos que la tuviesen.
Se seguirá la Norma NTE-ISS: Instalaciones de Salubridad y Saneamiento.
i) Instalación eléctrica
121
La instalación eléctrica de los lugares de trabajo, además de ajustarse a la normativa específica, no deberá entrañar riesgos de incendios o explosión. Los trabajadores deberán estar debidamente protegidos contra los riesgos de accidente causados por contactos directos o indirectos.
La instalación eléctrica, tanto de alumbrado como de fuerza motriz, irá entubada en toda su longitud a base de tubo de PVC, provista de un aparato de desconexión general, protecciones magnetotérmicas y diferenciales de alta y media sensibilidad.
j) Condiciones generales
Como instrumento fundamental de la acción preventiva, a esta ley de prevención de riesgos laborales, contempla uno o varios trabajadores, designados para la prevención de riesgos (Delegados de Prevención) elegidos por los representantes de los trabajadores, otorgándoles competencias, facultades y garantías necesarias.
Estos representantes junto al Comité de Seguridad e Higiene se configuran como el órgano de encuentro entre los Trabajadores y la Empresa para el desarrollo de la prevención de riesgos. También contempla la posibilidad de que sea una Empresa de prevención la que asoma dichas funciones (servicio de prevención ajeno).
4.2.3.2. Instalación eléctrica
Para la instalación eléctrica hemos tenido en cuenta la normativa vigente en el "Reglamento electrotécnico de baja tensión" (Decreto 2413/1973 de 20 de Septiembre y Real Decreto 2295/1985 de 9 de Octubre).
Este Reglamento tiene por objeto establecer las condiciones y garantías que
deben reunir las instalaciones eléctricas, conectadas a una tensión definida como baja, con relación a la seguridad de las personas y de las cosas.
Se buscará el incremento de la fiabilidad en su funcionamiento para mejorar la calidad de los suministros de energía eléctrica, además de la mejora del rendimiento de las inversiones, estableciendo una previsión de dimensiones proporcionada al incremento previsible del consumo.
La aplicación de este Reglamento será obligatoria para las nuevas instalaciones y en las amplificaciones que se realicen a partir de la fecha inicial de su vigencia administrativa, así como en cualquier instalación eléctrica realizada con anterioridad, cuando su estado, situación o características impliquen un riesgo para las personas o si producen perturbaciones en el normal funcionamiento de otra instalación.

122
4.2.3.3.- Seguridad de las máquinas
Para una instalación industrial como de la que estamos hablando es fundamental estar sujeto a un reglamento de seguridad de las máquinas ubicadas en dicha instalación. Ello está establecido en el Real Decreto 56/1995 de 20 de enero de 1995, que aprueba el Reglamento de Seguridad en las Máquinas.
En este reglamento se establecen los requisitos necesarios para obtener un nivel de seguridad suficiente, de acuerdo con la práctica tecnológica del momento, a fin de preservar a las personas y a los bienes de los riesgos derivados de la instalación, funcionamiento, mantenimiento y reparación de las máquinas.
Su campo de aplicación se extiende a todas aquellas máquinas, fabricadas o importadas a partir de la entrada en vigor del presente Real Decreto, con capacidad potencial de producir daños a las personas y/o a los bienes, en las condiciones que se establecen en las correspondientes Instituciones Técnicas Complementarias.
En el taller, junto a cada máquina, estará una carpeta con todos los datos de la misma. Deberán aparecer, de forma muy clara, las instrucciones para realizar la tarea encomendada a dicha máquina, así como las medidas de seguridad que debe llevar a cabo el trabajador que vaya a utilizarla.
Después de que la máquina ha sido construida, debe ser comercializada. Debido a la existencia de la Unión Europea, cualquier producto puede circular libremente por toda la geografía europea.
Para que lo anterior sea factible, las máquinas deben de cumplir unos requisitos mínimos de seguridad. Para ello, el fabricante debe de realizar una Declaración de Conformidad, de la que se responsabiliza, declarando que su máquina comercializada cumple con los requisitos de seguridad y salud, y su firma autoriza la colocación de la etiqueta CE en la máquina.
Otra manera de realizar una Declaración de Conformidad es mediante la solicitud de un examen tipo CE. Con éste tipo de examen se pretende verificar, por parte de cualquier Organismo de Control, que las máquinas cumplen con lo establecido en el Real Decreto 1435/1992. Para poder acceder a este tipo de examen, el fabricante deberá presentar una solicitud con los siguientes datos:
o Nombre y dirección del fabricante o Expediente técnico o Conjunto de disposiciones aplicables a la máquina o Referencia de las normas armonizadas o Referencia a las normas y especificaciones técnicas nacionales utilizadas

123
o Identificación del firmante apoderado para vincular al fabricante o a su representante
Recogido esto, ya se puede acceder a la realización del examen analizando el expediente técnico de construcción y el examen de la máquina presentada. En este examen, el Organismo de Control verifica que la fabricación de la máquina se ha realizado conforme a lo estipulado en el expediente técnico de construcción, la correcta aplicación de las normas usadas, y efectuará los ensayos necesarios.
Este modelo autorizado se expondrá en cualquier parte de su estructura, y siempre de forma visible, el marcado CE.
4.3. ESPECIFICACIONES DE EJECUCIÓN
4.3.1. DETALLES DE EJECUCIÓN DE LA INSTALACIÓN Y CONTROL
Durante la ejecución de la instalación de maquinaria, el encargado de ello deberá informar al solicitante del proyecto de la evolución de los trabajos. Así como de las dificultades que se vayan encontrando y, de ser así, las posibles soluciones que se plantean.
Esta condición se hace necesaria para que se pueda llevar a cabo un control continuado de los trabajos, y así comprobar que cumple los requisitos planteados. Servirá también para controlar que se cumplen los plazos especificados en su momento
4.3.2. PRUEBAS DE RECEPCIÓN
Antes de la instalación de cualquier dispositivo eléctrico, para evitar el daño de alguno de los equipos, se comprobará el buen estado de la red eléctrica.
Una vez realizado este control de seguridad, se instalarán los equipos y se conectarán para comprobar el buen funcionamiento de los mismos, cumpliendo todos los requisitos esperados.
Cualquier máquina instalada cumplirá las normas vigentes de seguridad en el momento de la instalación, así como las normas medioambientales, siendo responsabilidad del suministrador el no-cumplimiento de las mismas.
4.3.3. PLAZOS DE ENTREGA DE EQUIPOS

124
El proveedor deberá especificar un límite de tiempo máximo en el que podrá hacer entrega de los dispositivos pedidos. Este plazo se especificará en el contrato y empezará a contar a partir de la fecha de confirmación del pedido.
El suministrador deberá cumplir estos plazos. Si no lo hace se verá obligado a hacer frente a una penalización que se verá reflejada en la disminución del precio total a pagar, por el contratista, por ese pedido.
4.3.4. GARANTÍAS EXIGIDAS Y PLAZOS DE GARANTÍA
Toda la maquinaria contratada tendrá que adjuntar un apartado donde se expongan, sin que lleve a ninguna confusión o equívoco, los límites de responsabilidades sobre los daños, en los cuales se hará cargo el proveedor de las reparaciones o, de ser necesario, del reemplazo de los equipos por otros en perfecto estado.
Es importarte que en el documento se especifique claramente el período en el que tendrá vigencia la garantía. De esta forma, si ocurre algún tipo de problema con los equipos, el fabricante se hará cargo de su solución, de manera que no suponga ningún perjuicio para el receptor de la maquinaria, ni en sus cualidades ni en cuanto a tiempo.
Dicha garantía abarcará tanto a la máquina en sí como a todos sus elementos auxiliares.
Durante el periodo de garantía el instalador se compromete a:
o En caso de avería, reparación inmediata. o En caso de que la reparación pueda suponer alguna modificación en las
cualidades de la máquina, ésta será reemplazada por otra de similares características y mismas condiciones de garantía.
o En caso de parada de máquina, el instalador aportará otra sustitutiva durante el tiempo de reparación sin coste alguno.
o El fabricante aportará quien es su servicio técnico oficial, así como la garantía de un contacto rápido.
o El fabricante asegurará la existencia de recambios para la máquina en ese periodo de garantía.
o El proveedor determinará los períodos en los cuales deben realizarse las revisiones y durante el tiempo en que esté vigente la garantía las realizará personal autorizado por ambas partes.
La garantía será extensible tanto a la máquina como a posibles perjuicios que ésta pudiera ocasionar en el entorno de la fábrica.

125
4.4. CONDICIONES ECONÓMICAS
4.4.1. CONDICIONES DE CONTRATACIÓN
La contratación de la obra se realizara de acuerdo con el contrato de trabajo por lanzamiento de Nueva Actividad con vigencia en el Real Decreto 2546/94 de 29 de Diciembre.
El contratista se hará cargo de la obra y de todas las licencias que en ella se requieran. Si resultase nula solo una parte del contrato, esta permanecerá valido en lo restante y se entenderá completado con los preceptos jurídicos correspondientes.
Será facultativo del Ingeniero Director pedir historial de los trabajos realizados por el contratista y su equipo, así como aconsejar al propietario sobre la capacidad para ejecutar la obra.
El contratista podrá solicitar la presencia de su representante legal en el momento de proceder a la firma del recibo del finiquito, haciéndose constar en el mismo el hecho de su firma en presencia de un representante legal. Si el empresario impidiese la presencia del representante en el momento de la firma, el contratista podrá hacerlo constar en el propio recibo, a los efectos oportunos.
De acuerdo con el artículo 15 del Estatuto de los trabajadores, este contrato tendrá una duración máxima de tres años, pudiendo prorrogarse por acuerdo entre las partes por periodos no inferiores a los mínimos que en su caso se establezcan.
4.4.2. PLAZOS DE EJECUCIÓN
La obra se ejecutará en el plazo establecido en el contrato, no pudiendo tener una dirección máxima de un año. En caso de superar este plazo el contratista se hará cargo de todos los gastos correspondientes a partir del transcurso de vigencia del contrato.
En caso de que el contratista no entregue la obra en el plazo establecido en el contrato, se le penalizara con una reducción legal del 10% del total presupuestado, siempre que las causas sean ocasionadas por el contratista.
Podrán establecerse otro tipo de penalizaciones, independientes al plazo final de entrega, al establecer el contrato.
4.4.3. PROGRAMA DE TRABAJO

126
Cuando se aborda la instalación de un proyecto, es necesario establecer un programa de trabajo, en el cual se deberán tener en cuenta las siguientes características:
o Ordenación de partes o clases de las unidades que integran el proyecto con la expresión del volumen de estas.
o Determinación de los medios necesarios, personal, instalaciones, equipos y materiales con sus rendimientos medios.
o Estimación en días de calendario de los plazos de ejecución de las diversas obras.
o Valoración mensual y acumulada de la obra programada.
Una vez realizado el programa, este debe contar con la aprobación del ingeniero director pudiendo este introducir modificaciones que estime pertinentes. Una vez aprobado el programa de trabajo, este será obligatorio para el contratista.
4.4.4. VALORACIÓN DE LAS OBRAS
El facultativo encargado de la dirección de la obra formulará una relación valorada de los trabajos realizados, siendo objeto de valoración de las obras completamente terminadas.
Cuando por consecuencia de rescisión u otra causa, fuera preciso valorar obras incompletas, se practicará una deducción del 10% sobre los precios presupuestados.
4.4.5. CERTIFICACIÓN DE LOS TRABAJOS
El presente proyecto esta sujeto a la ley vigente publicada el 16 de Julio de 1992 como Ley 21/1992, de industria. La cual obliga a:
o Establecer las normas básicas de ordenación de las actividades industriales por las administraciones públicas.
o Fijar los medios y procedimientos para coordinar las competencias en materia de industria de dichas administraciones.
o Regular la actuación de la administración del Estado en relación con el sector industrial.
4.4.6. FORMA DE PAGO DE LA INSTALACIÓN
El pago de la instalación se realizara conforme en lo establecido en la cláusula correspondiente del contrato, en la cual expone la forma de pago con giros a 30, 60 y 90 días vista, siempre que el contratista acepte tal formalización.

127
En caso de no aceptar los giros, se podrán realizar pagos a la terminación de cada sección. A la finalización de la obra se procederá al levantamiento del acta de liquidación la cual deberá ir firmada por el contratista y la empresa receptora.
En un plazo no superior a 30 días, a partir de la fecha de entrega del proyecto, al total presupuestado se le incrementará un 5%. Una vez pasado 60 días de la fecha anteriormente propuesta, el presupuesto no será valido. Si por el contrario el pago se realizara en efectivo se realizará una reducción del presupuesto en un 4% del total; de lo contrario se admitirían letras a 30 y 60 días vista respectivamente.
4.5. PLIEGO DE CONDICIONES DEL PROCESO DE PRODUCCIÓN DE LA LÍNEA
Como en todo proceso industrial es necesario cumplir unas normas y seguir unas pautas si el resultado que se desea obtener no es otro que el del éxito.
4.5.1. REGLAMENTACIÓN QUE HA DE CUMPLIR LA LÍNEA
Ante todo ha de cumplir con el marcado CE y para ello ha de cumplir los siguientes requisitos:
�
4.5.1.1. Declaración de conformidad
La declaración CE de conformidad, es el procedimiento por el cual el fabricante o su representante establecido en la Unión Europea declara que, la máquina comercializada satisface todos los requisitos esenciales de seguridad y de salud correspondientes.
La firma de la declaración CE de conformidad, autoriza al fabricante o a su representante establecido en la Unión Europea a colocar en la máquina el marcado CE.
Antes de poder establecer la declaración CE de conformidad, el fabricante o su representante legalmente establecido en la Unión Europea, deberá asegurarse y poder garantizar, que la documentación definida a continuación, estará y permanecerá dispo-nible en sus locales a los fines de un control eventual.
Un expediente técnico de construcción constituido por:
· El plano de conjunto de la máquina y los planos de los circuitos de mando. · Los planos detallados y completos, acompañados eventualmente de notas de
cálculo, resultados de pruebas, etc., que permitan comprobar que la máquina cumple los requisitos esenciales de seguridad y de salud.
· Una lista que contenga:
- Requisitos esenciales del anexo 1 de la Directiva del Consejo 89/392/ CEE

128
sobre máquinas.
- Normas.
- Otras especificaciones técnicas utilizadas para el diseño de la máquina.
· La descripción de las soluciones adoptadas para prevenir los peligros pre-sentados por la máquina.
· Si 1o desea, cualquier informe técnico o cualquier certificado obtenidos de un organismo o laboratorio competente.
· Si declara la conformidad a una norma armonizada que 1o prevea, cualquier informe técnico que dé los resultados de los ensayos efectuados a su elección, bien por él mismo, bien por un organismo o laboratorio competente.
· Un ejemplar del manual de instrucciones de la máquina.
El fabricante deberá efectuar las investigaciones y las pruebas necesarias sobre los componentes, los accesorios o la máquina en su totalidad a fin de determinar si ésta última, por su diseño y fabricación, puede montarse y ser puesta en servicio con seguridad.
El hecho de no presentar la documentación en respuesta a un requerimiento
debidamente motivado de las autoridades competentes, podrá constituir razón suficiente para dudar de la presunción de conformidad con las disposiciones del Real Decreto mencionado.
La documentación anteriormente mencionada podrá no existir permanentemente
en una forma material, aunque habrá de ser posible reunirla y tenerla disponible en un tiempo compatible con su importancia; no deberá incluir los planos detallados ni otros datos precisos sobre los subconjuntos utilizados para la fabricación de las máquinas, salvo si su conocimiento resultase indispensable o necesario para comprobar la con-formidad con los requisitos esenciales de seguridad.
De igual forma la documentación se conservará y se tendrá a disposición de las autoridades nacionales competentes como mínimo diez años a partir de la fecha de fabricación de la máquina, o del último ejemplar de la misma, si se tratase de una fabricación en serie. Deberá redactarse en una de las lenguas oficiales de la Unión Europea, con. Excepción del manual de instrucciones de la máquina, el cual obligatoriamente habrá de estar escrito en la lengua oficial del país donde se comercialice.
También debe ser una máquina que no entrañe peligro alguno contra la vida de las personas. Por ello debe cumplir:
· El conjunto de piezas deberá estar separado de cualquier conexión eléctrica, de forma que al tocar una de éstas no pueda electrocutarse el manipulador.
· La línea deberá pararse en caso de encontrar cualquier obstáculo en su recorrido, debiendo ser sistemas mecánicos los encargados de que esto no ocurra.

129
· Los cantos de los elementos móviles deberán ser limados, para evitar posibles cortes con su manipulación.
· Los materiales que componen la línea deberán aguantar las temperaturas límites que marcan las directivas anti-incendio.
· Los elementos comerciales utilizados deberán estar igualmente garantizados ante cualquiera de los requisitos antes expuestos.
4.5.1.2. Contenido de la declaración CE
La declaración "CE" de conformidad deberá comprender los elementos si-guientes:
• Nombre y dirección del fabricante o de su representante legalmente esta-blecido en la Unión Europea.
• Descripción de la máquina. • Todas las disposiciones pertinentes a las que se ajuste la máquina. • Nombre y dirección del Organismo de control y número de certificación
CE de tipo. • Nombre y dirección del Organismo de control al que se haya comunicado
el expediente. • Nombre y dirección del Organismo de control que haya efectuado la
comprobación. • La referencia a las normas armonizadas. • Normas y especificaciones técnicas nacionales que se hayan utilizado. • Identificación del signatario apoderado para vincular al fabricante o a su
representante.
4.5.2. Últimas directivas dictadas por la Unión Europea
En la Directiva 95/16/CE, que trata sobre ascensores se realizan las siguientes modificaciones:
- Real Decreto 474/1988, de 30 de marzo, por el que se dictan las disposiciones de aplicación de la Directiva del Consejo de las Comunidades Europeas 84/528/CEE sobre aparatos elevadores y de manejo mecánico B.O.E. Nº 121 publicado el 20/5/1988.
- Real Decreto 1314/1997, de 1 de agosto, por el que se dictan las disposiciones de aplicación de la Directiva del Parlamento Europeo y del Consejo 95/16/CE, sobre ascensores B.O.E. Nº 234 publicado el 30/9/1997. Corrección de errores: BOE Nº 169 de 28/7/1998.

130
- Resolución de 5 de julio de 1999 de la Dirección General de Industria y Tecnología por la que se acuerda la publicación de la lista de Organismos Notificados por los Estados Miembros de la Unión Europea en el ámbito del Real Decreto 1314/1997, de 1 de agosto, por el que se dictan las disposiciones de aplicación de la Directiva 95/16/CEE, sobre ascensores B.O.E. Nº 193 publicado el 13/8/1999.
�
4.5.3. NORMAS QUE DEBEN SEGUIR LOS TRABAJADORES
Los trabajadores en todo momento deberán atenerse a las normas que marque la empresa, pudiendo ocasionar graves perjuicios para ellos su desobediencia.
Los trabajadores deberán vestir en todo momento la indumentaria oficial de la
empresa, que salvo en casos concretos se trata de un mono de trabajo azul con el anagrama de la empresa.
Aquellos trabajadores que por la tarea que desempeñen requieran de otros trajes o accesorios, deberán llevarlos. Sobre todo en los casos en que se trate de elementos protectores tales como gafas, guantes, mascarillas, etc. Los trabajadores deberán respetar en todo momento las indicaciones de sus más directos jefes, dejando de ser responsables estos últimos en el momento del incumplimiento. Los trabajadores no podrán sustraer del recinto de la empresa ningún material, sea del tipo que sea, sin el consentimiento de sus superiores. En el caso de observar cualquier anomalía deberán someterla a conocimiento de sus jefes inmediatamente. En caso de emergencia, deberán someterse a las ordenes de los equipos de emergencia y ocupar sus puestos, si los tienen, acordes al plan de emergencias. Los trabajadores disponen de unos derechos así como de un buzón de sugerencias para mejorar éstos y cualquier aspecto de la empresa. 4.5.4. CONDICIONES DE LAS ENTREGAS Y PARTIDAS Los proveedores se habrán de amoldar a los contratos de suministro de material, tanto en plazos como en cantidad.
Si se produce incumplimiento del contrato este podrá ser rescindido por cualquiera de las partes al instante, pero antes de que esto ocurra la empresa podrá sancionar a los proveedores que sin causa justificada no atiendan correctamente los pedidos. Quedando muy acotado el término justificado a imprevistos de transporte (accidentes, graves atascos, etc.) o a causas ajenas al proveedor. En este último caso el proveedor decidirá si aplica al causante del retraso la posible sanción que haya recaído sobre él. En ningún caso la empresa se hará responsable de los retrasos.

131
Los proveedores se comprometen por el periodo que dura el contrato a servir lo estipulado. Los contratos son de una duración máxima de 3 años, debiendo revisarse antes de que falte un mes para su expiración. De esta forma si ambas partes están contentas, se renueva y sino queda tiempo para buscar otro proveedor. 4.5.5. CONTROLES DE CALIDAD Con el fin de reducir las partidas defectuosas existe un departamento, el de calidad. Primeramente controla de forma aleatoria y continuada los materiales entrantes, por dos motivos:
- Evitar posibles errores de suministro. - Atajar problemas futuros.
Si un material no cumple con los requerimientos es devuelto de inmediato a su
fabricante o suministrador, costeando los gastos de reenvío este segundo.
Si se demuestra falsificación o intento de engaño, el suministrador será demandado por la empresa. Además si estas diferencias provocasen cualquier accidente o daño a un cliente, la empresa suministradora debería de correr con los gastos de indemnización así como con las posibles responsabilidades civiles y penales del hecho. Además de estos controles iniciales, el departamento de calidad realiza controles a lo largo del proceso productivo, comprobando que las piezas tienen las propiedades deseadas. Esto se realiza con piezas sobrantes de los diferentes procesos, es decir se cogen varias y se analizan sin que esto afecte al ritmo productivo. 4.5.6. REQUERIMIENTOS EXIGIDOS A LA MAQUINARIA ADQUIRIDA El equipo adquirido además de cumplir con las especificaciones, directivas, y reglamentación vigente deberá superar un control exhaustivo para recibir el visto bueno. Deberá realizar satisfactoriamente todos los trabajos. En caso de no ser así el vendedor deberá hacerse cargo del producto y subsanar los consiguientes defectos. A continuación se describen requisitos particulares que se exigen a cada maquina: Puertas de Barrera matálica.- Deberán abrirse y cerrarse un mínimo de 100 veces comprobando su correcto funcionamiento. Remachadora.- Deberán remacharse 1.00 piezas observándose los resultados en las piezas salientes.

132
Atornillador.- Deberán atornillarse 1.00 piezas observándose los resultados, tanto en velocidad como apriete. Posteriormente se comprobará la seguridad de las fijaciones realizadas. Pistolas neumáticas.- Deberán trabajar durante el periodo necesario a la fabricación de 1.00 piezas observándose los resultados. Cinta transportadora.- Deberá transportar la máxima carga durante todo su recorrido un mínimo de 10 veces.
Deberá aguantar a carga mínima, media y máxima en posición de parado y en movimiento en los diferentes puntos del recorrido.
Sensores.- Cada uno de ellos deberá trabajar durante el periodo necesario a la fabricación de 1.00 piezas observándose los resultados. 4.5.7. REQUERIMIENTOS EXIGIDOS A LAS INSTALACIONES Los diferentes circuitos habrán de ser probados antes de dar el visto bueno a su instalación. Circuito neumático.- Deberán comprobarse cada una de las salidas, en presión y estado de las boquillas. Deberá comprobarse todo el circuito, sobretodo juntas y bifurcaciones, en busca de posibles fugas. Deberá comprobarse el funcionamiento del compresor, así como del depósito. Circuito alumbrado.- Deberá de encenderse en todas las combinaciones posibles el conjunto del circuito, es decir, en su totalidad y por sectores, comprobando que el alumbrado es satisfactorio y que no se producen cortes de corriente ni anomalías. Circuito de fuerza y potencia.- Deberá de probarse máquina a máquina y todas las maquinas, comprobando que todas reciben la potencia necesaria. Así como que la totalidad de la planta esta dentro de los consumos esperados.

133
5. ANEJOS

134
5. ANEJOS 5.1. ANEJO I: Instalación de aire comprimido (instalación neumática)
La instalación neumática se puede calificar corno molesta por el ruido y las
vibraciones de los motores y del compresor, no se precisará adoptar medidas de seguridad especiales.
Por todo lo anterior, en el apartado siguiente se adoptarán las medidas correctoras precisas y otras contempladas en los Reglamentos específicos de las instalaciones y Normas y Ordenanzas vigentes.
5.1.1.- Medidas correctoras generales La Reglamentación vigente contempla como máximos admisibles el nivel de
Presión sonora (NPS) 80 dB en centros de trabajo (Ordenanza General de Seguridad e Higiene en el Trabajo Art-3l). Por su zonificación industrial no se define el NPS en el exterior.
Las perturbaciones en cualquier zona del edificio por vibraciones originadas en la maquinaria no serán superiores a 10 PAL. Para conseguirlo se tendrán en cuenta los apoyos vibrantes y la frecuencia del sistema tomando las medidas que se detallan en los párrafos siguientes.
Se han estudiado los posibles ruidos y vibraciones de los motores eléctricos y de la maquinaria, aplicándose en todos los casos las medidas correctoras necesarias, comenzando como medida previa la selección de los aparatos de mayor calidad de acuerdo con la experiencia del Peticionario y del Autor del Proyecto, comprobándose individualmente el nivel Sonoro (NPS) y de vibraciones (PAL) en la propia maquinaria, antes de que se produzcan.
Para aminorar la propagación de ruidos y vibraciones originados en máquinas con motores o sometidas a grandes choques como es el caso de las prensas, se montarán sobre bancadas y otros sistemas antivibratorios con silembloc de caucho o de muelles, en cualquier caso seleccionados por la casa fabricante o instaladora de cada aparato para conseguir la máxima eficacia.
Para evitar la transmisión de ruidos y vibraciones de ha maquinaria, el resto de la instalación se colocarán acoplamientos con juntas flexibles en los conductos.
Todos los motores eléctricos instalados cumplirán el Reglamento electrotécnico y ordenanza de Seguridad e Higiene.

135
Las medidas correctoras adoptadas consiguen que el nivel de presión sonora sea inferior a los 80 dB, máximo admisible en un centro de trabajo.
Por tratarse de zona industrial y de edificio exento no se precisa limitación significativa del nivel de ruido en el exterior, no obstante, con las medidas correctoras propuestas se puede asegurar que se cumplimentará sobradamente la normativa municipal.
5.1.2.- Medidas correctoras específicas para neumática
Los compresores neumáticos y el recipiente de almacenamiento de aire a presión, se pondrán en recinto independiente, en cabina insonorizada o solución equivalente, evitando así la propagación de ruidos por un lado y adoptando la construcción y distancias de seguridad para recipientes según su categoría.
Se deberá cumplimentar también el Reglamento de Aparatos a Presión, estando estos homologados y provistos de válvulas de seguridad, comprobados y timbrados por el Servicio Provincial de Industria y Energía.
El resto de la instalación tomada por tubería y accesorios queda excluida del Reglamento.

136
5.2. ANEJO II: Instalaciones eléctricas
5.2.1.- Conductores eléctricos
Los conductores eléctricos estarán debidamente protegidos contra la corrosión y tendrán suficiente resistencia para soportar los esfuerzos a que puedan estar sometidos durante el tendido.
Para los conductores aislados, la sección se determinará teniendo en cuenta la temperatura límite admisible por el aislamiento, tanto en servicio continuo como en servicio momentáneo.
5.2.2.- Protecciones
Se utilizarán interruptores automáticos, con las características de funcionamiento que correspondan a las exigidas de la instalación que protegen, para las protecciones contra sobreintensidades.
Las sobreintensidades deberán eliminarse por un dispositivo de protección utilizado sin que produzca proyecciones peligrosas de materiales ni explosiones que puedan ocasionar daños a personas o cosas.
5.2.3.- Aparatos de maniobra de circuitos
Las maniobras de interrupción, seccionamiento y aislamiento de circuitos, deben ser efectuadas mediante aparatos adecuados a la función a realizar.
5.2.4.- Instalación a tierra
Las instalaciones de puesta a tierra estarán constituidas por uno o varios electrodos enterrados y por las líneas de tierra que conecten dichos electrodos a los elementos que deban quedar puestos a tierra.
En las líneas de tierra deberán existir los suficientes puntos de puesta a tierra, que faciliten las medidas de comprobación del estado de los electrodos y la conexión a tierra de la instalación.

137
� Líneas de tierra:
Los conductores empleados en las líneas de tierra tendrán una resistencia mecánica adecuada y ofrecerán =a elevada resistencia a la corrosión.
Su sección será tal, que la máxima corriente que circule por ellos en caso de defecto o de descarga atmosférica no lleve a estos conductores a alcanzar temperaturas cercanas a la del punto de fusión, ni ponga en peligro sus empalmes y conexiones. En ningún caso se permitirá la utilización de secciones inferiores a 50 mm2 en el caso del acero y de 25 mm2
en el caso del cobre.
Los conductores de las líneas de tierra deben instalarse procurando que su recorrido sea lo más corto posible evitando trazados tortuosos y curvas de poco radio.
En las líneas de tierra no podrán insertarse fusibles ni interruptores.
Los empalmes y uniones deberán realizarse con medios de unión apropiados, que aseguren la permanencia de la unión, no experimenten al paso de la corriente calentamientos superiores a los del conductor, y estén protegidos contra la corrosión galvánica.
� Electrodos de puesta a tierra:
Los electrodos de puesta a tierra estarán formados por materiales metálicos en forma de varillas, cables, chapas, perfiles, que presenten una resistencia elevada a la corrosión por si mismos o mediante una protección adicional, tales como el cobre o el acero debidamente protegido, en cuyo caso se tendrá especial cuidado de no dañar el recubrimiento de protección durante el hincado.
En la elección del tipo de electrodos, así como de su forma de colocación y de su emplazamiento, se tendrá en cuenta las características generales de la instalación eléctrica, del terreno y el riesgo potencial para las personas y los bienes.
5.2.5.- Instrucciones generales de puesta a tierra
* Puesta a tierra de protección:
Se pondrán a tierra las partes metálicas de una instalación que no estén en tensión normalmente pero que puedan estarlo a consecuencia de averías, accidentes, descargas atmosféricas o sobretensiones.

138
* Puesta a tierra de servicio:
Se conectarán los elementos de la instalación necesarios.
* Interconexión de las instalaciones de tierra:
Las puestas a tierra de protección y de servicio de una instalación deberán interconectarse, constituyendo una instalación de tierra general.
5.2.6.- Medidas y vigilancia de las instalaciones de puesta a tierra
* Mediciones de las tensiones de paso y de contacto aplicadas:
El Director de la Obra deberá verificar que tu tensiones de paso y contacto aplicadas estén dentro de los límites admitidos con un voltímetro de resistencia interna de mil ohmios.
* Vigilancia periódica:
Las instalaciones de tierra serán revisadas periódicamente, realizando al menos una revisión cada tres años a fin de comprobar el estado de las mismas.

5.3. ANEJO III: Seguridad y prevención de riesgos
La Ley de Prevención de Riesgos Laborales constituye un avance tanto en sus aspectos técnico-preventivos como en lo que se refiere a la definición de las políticas y el papel que deben llevar a cabo en esta materia las Administraciones Publicas.
Respecto al tema que estamos tratando, todo el mundo tiene su parte de responsabilidad, empezando por los directivos y acabando por los operarios. El directivo o empresario deberá garantizar la salud y seguridad de los trabajadores a su servicio en todos los aspectos relacionados con su trabajo, para lo cual habrá de evitar y evaluar los posibles riesgos y por consiguiente planificar y aplicar la actividad preventiva, comentada con anterioridad.
El primer paso que debe dar el directivo o empresario es la evaluación de riesgos que existen en su empresa, es decir, la eliminación de todos aquellos riesgos que sean evitables, a continuación, llevarán a cabo la evaluación de dichos riesgos, el cual, nos indicará la magnitud de riesgos que no hayan podido evitarse, obteniendo la información necesaria para que el directivo o empresario este en condiciones de tomar una decisión apropiada sobre la necesidad de adoptar medidas preventivas y, en tal caso, sobre el tipo de medidas que deben adoptarse.
La evaluación debe ser exhaustiva y concisa ya que a partir de ella se tomarán las decisiones más concluyentes e importantes, para ello deberemos evaluar el conjunto de condiciones de trabajo existentes o previstas en cada puesto de trabajo con riesgos, esto es:
♦ Las características de los locales. ♦ Las instalaciones. ♦ Los equipos de trabajo existentes. ♦ Los agentes químicos y físicos presentes o empleados en el trabajo. ♦ La propia organización y ordenación del trabajo en la medida que influyan en la
magnitud de los riesgos. ♦ Que se considere la posibilidad de que el trabajador que ocupe ese puesto de trabajo
sea especialmente sensible, por sus características personales o estado biológico conocido, a alguna de dichas condiciones.
La evaluación debe servir para identificar los elementos peligrosos, los trabajadores expuestos y la magnitud de los riesgos, debiendo documentar todo el proceso de evaluación.
Los fabricantes, importadores y suministradores de maquinaria, equipos, productos y útiles de trabajo están obligados a cumplir ciertas condiciones especificadas en la Ley de Prevención de Riesgos Laborales.

140
1. - Asegurar que estos no constituyen una fuente de peligro para el trabajador, siempre que sean instalados y utilizados en las condiciones, forma y para los fines recomendados por ellos.
2. - Envasar y etiquetar los mismos de forma que se permita su conservación y manipulación en condiciones de seguridad y se identifique claramente su contenido y los riesgos para la seguridad o la salud de los trabajadores que su almacenamiento o utilización comporten.
3. - Suministrar la información que indique la forma correcta de utilización por los trabajadores, las medidas preventivas adicionales que deban tomarse y los riesgos laborales que conlleven tanto su uso normal, como su manipulación o empleo inadecuado.
4. - Asegurar la efectividad de los mismos, siempre que sean instalados y usados en las condiciones y de la forma recomendada por ellos. A tal efecto, deberán suministrar la información que indique el tipo de riesgo al que van dirigidos, el nivel de protección frente al mismo y la forma correcta de su uso y mantenimiento.
5. - Proporcionar a los empresarios, y estos recabar de aquellos, la información necesaria para que la utilización y manipulación de la maquinaria, equipos, productos, materias primas y útiles de trabajo se produzca sin riesgo para la seguridad y la salud de los trabajadores, así como para que los empresarios puedan cumplir con sus obligaciones de información respecto de los trabajadores.
En el mundo industrial, un instrumento muy adecuado es el plan de prevención. La prevención en el mundo laboral se entiende como el conjunto de actividades o medidas adoptadas o previstas para su aplicación en cualquier momento del proceso de trabajo, con el fin de evitar o disminuir los riesgos derivados de la realización de las diferentes tareas y de las condiciones en que estas se realizan, a través del plan de prevención se procede a una identificación de los problemas relativos a la salud y seguridad de los trabajadores, se ordenan y eligen las prioridades en la intervención, se planifican los objetivos, se definen las actividades a realizar y se asignan los recursos necesarios para llevar el plan a cabo.
Para la realización de todo plan de prevención se puede contar con diversas técnicas preventivas que abordan, desde distintas perspectivas y metodologías, las causas y soluciones a los riesgos detectados en el centro de trabajo.