automatic apparatus for heat treating flat machine parts
TRANSCRIPT

H E A T T R E A T M E N T E Q U I P M E N T
AUTOMATIC APPARATUS FOR HEAT TREATING
FLAT MACHINE PARTS
S. S. Iskhakov, Yu. Kh. Inglezi, G. Z. Slovokhochev, and N. A. Kostryukov
UDC 621.784.6-54:621.835.8
A substant ia l pe rcen tage of the machine pa r t s subjected to heat t r e a t m e n t a r e f ia t with a ra t io of th ickness to longest d imension of 1 / 5 0 to 1 /200 .
Heat t r ea t ing such par t s (disks of p lanters and ha r rows , the plates of var ious f r ic t ion clutch m e c h - an i sms for t r a c t o r s , automobi les , etc.) is difficult because of distort ion.
At the p resen t t ime these pa r t s a r e used without heat t r ea tment , which lowers the cost , or a r e heated in chamber fu rnaces and sal t baths and quenched in oil, followed by washing, s t ra ightening, descaling.
These t ime-consuming unmechanized p r o c e s s e s do not provide consis tent p rope r t i e s in t e r m s of ha rd - ness , s t ruc tu re , o r distort ion. The i s o t h e r m a l quenching of f lat par t s in fused sa l t s with the addition of water that was proposed in [1] is unsuited for m a s s production.
Fla t machine pa r t s of high quali ty a r e quenched in wa te r - coo led dies with subsequent t emper ing in heated dies.
Invest igat ions of planter disks led to the development of the following heat t r ea tment : heating by h igh-f requency cu r ren t to 900 �9 30~ quenching in wa t e r - coo l ed dies, t emper ing in dies with induction heating to 450-500 ~ C, cooling in a i r in a s tack. After this t r ea tmen t the ha rdness and warping of planter disks sa t i s fy the r equ i r emen t s (Table 1). After quenching and t emper ing by this method the s t ruc tu re of s tee l 65G consis ts of spheroidi te or s p h e r o i d i t e - m a r t e n s i t e .
, i ~ . - 1 2
Fig. 1
3 z~ 5 5
Fig. 2
Fig. 1. D i ag ram of au tomat ic device for heat t r ea t ing planter disks.
Fig. 2. D i ag ram of appara tus for heat t r ea t ing clutch plates. 1, 7) Mechanical a r m with e l ec t romagne t i c holder; 2) loading magazine ; 3, 6) inductors; 4) quenching plate; 5) m a g - netic plate; 8) magaz ine for f inished par t s .
Sc i en t i f i c -Resea rch Insti tute of T r a c t o r s and F a r m Machinery. T rans la t ed f r o m Metal lovedenie i T e r m i c h e s k a y a Obrabotka Metallov, No. 11, pp. 17-21, November , 1971.
�9 1972 Consultants Bureau, a division of Plenum Publishing Corporation, 227 ~/est 17th Street, New York, N. Y. 10011. All rights reserved. This article cannot be reproduced for any purpose whatsoever without permission of the publisher. A copy of this article is available from the publisher for $15.00.
913
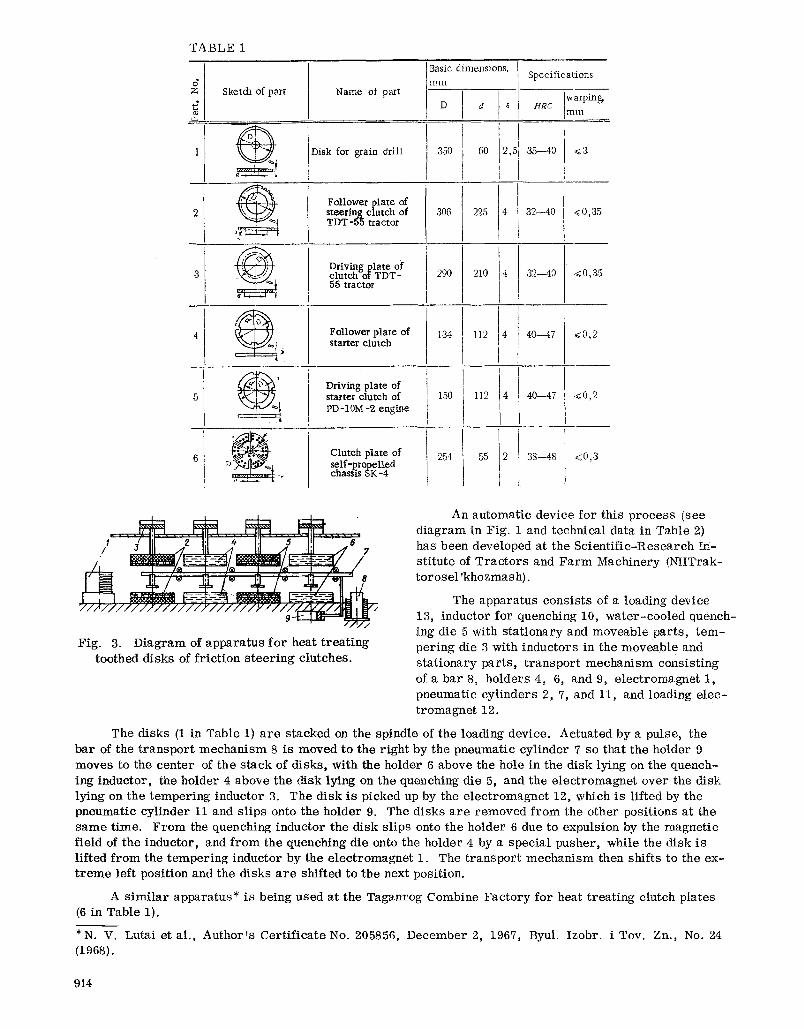
TABLE I
6
,2
Sketch of part Name of part
Disk for grain drill
Follower plate of ' steering clutch of
TDT-55 tractor
D
Driving plate of clutch-of TDT- 55 tractor
Follower plate of starter clutch
Driving plate of s t a r t e r clutch of PD-10M-2 engine
Clutch plate of self-propelled chassis $K-4
I
I 350
I
306
290
134
150
254
dimensions,
d
6O
225
210
112
112
55
Specifications
Warpin~ m?c imm
2,5 35--40[ <3
I 4 t 32--40
4 32--49
i
4 40--47
4 40--47
2 38--48
I
~<0,35
<0,35
<0,2
<0,2
<0,3
Fig. 3. Diagram of apparatus for heat t reat ing toothed disks of fr ict ion s teer ing clutches.
An automatic device for this process (see d iagram in Fig. 1 and technical data in Table 2) has been developed at the Scient i f ic-Research In- stitute of T rac to r s and F a r m Machinery (NIITrak- torosel 'khozmash) .
The apparatus consists of a loading device 13, inductor for quenching 10, water -cooled quench- ing die 5 with stat ionary and moveable parts, t em- pering die 3 with inductors in the moveable and stat ionary parts , t ranspor t mechanism consisting of a bar 8, holders 4, 6, and 9, e lect romagnet 1, pneumatic cylinders 2, 7, and 11, and loading elec- t romagnet 12.
The disks (1 in Table 1) a re stacked on the spindle of the loading device. Actuated by a pulse, the bar of the t ranspor t mechanism 8 is moved to the r ight by the pneumatic cylinder 7 so that the holder 9 moves to the center of the s tack of disks, with the holder 6 above the hole in the disk lying on the quench- ing inductor, the holder 4 above the disk lying on the quenching die 5, and the e lectromagnet over the disk lying on the tempering inductor 3. The disk is picked up by the e lect romagnet 12, which is lifted by the pneumatic cylinder 11 and slips onto the holder 9. The disks a re removed f rom the other positions at the same time. F rom the quenching inductor the disk slips onto the holder 6 due to expulsion by the magnetic field of the inductor, and f rom the quenching die onto the holder 4 by a special pusher, while the disk is lifted f rom the tempering inductor by the electromagnet 1. The t ranspor t mechanism then shifts to the ex- t r eme left position and the disks a r e shifted to the next position.
A s imi lar apparatus* is being used at the Taganrog Combine Factory for heat t reat ing clutch plates (6 in Table 1).
*N. V. Lutai et al., Author ' s Cert i f icate No. 205856, December 2, 1967, Byul. Izobr. i Toy. Zn., No. 24 (1968).
914
In this a p p a r a t u s the d i sks a r e s t r a i g h t e n e d d u r i n g t e m p e r i n g on a m a g n e t i c p la te without an upper die. The d i sks a r e heated for quench ing and t e m p e r i n g by h i g h - f r e q u e n c y c u r r e n t a nd cooled in w a t e r - cooled dies . The d isks a r e t r a n s f e r r e d f r o m one pos i t ion to a no t he r au toma t i ca l ly . A d i a g r a m of the a p - p a r a t u s a t the T a g a n r o g P lan t is shown i n Fig . 2; the t echn ica l data a r e g iven in Ta b l e 2.
The a p p a r a t u s with hea t ing by h i g h - f r e q u e n c y c u r r e n t has the fol lowing d rawbacks : the hea t ing p r o - ce s s is not p r e c i s e l y con t ro l l ed , and o v e r h e a t i n g and f o r m a t i o n of sca le a r e poss ib l e .
However , because of the high output and ease of ope ra t ion the a ppa r a t u s de s igned by the Sc ien t i f i c - R e s e a r c h Ins t i tu te of T r a c t o r s and F a r m M a c h i n e r y i s used for heat t r e a t i n g p l an t e r d i sks , w he r e the con- d i t ion of the s u r f a c e and w a r p i n g a r e not c r i t i c a l (see Tab le 1). The se dev ices a r e be i ng u sed a t the fo l - lowing p lan t s (and others) : B e l i n s k s e l ' m a s h , K r a s n a y a Zvezda , N o v o s i b i r s k S i b s e l ' m a s h , S y z r a n ' C o m - bine. The sav ings r e s u l t i n g f r o m the u se of one a p p a r a t u s a m o u n t to about 30,000 r u b l e s a ye a r . The wea r r e s i s t a n c e of the d i sks i n c r e a s e s by a f ac to r of 2-3.
F r i c t i o n p la tes , ope ra t i ng unde r m o l e c u l a r - m e c h a n i c a l wea r condi t ions , m u s t have a c o n s i s t e n t and even h a r d n e s s with m i n i m a l d i s to r t ion . Because of d i s to r t i on , f r i c t i o n p la tes a r e p r e s e n t l y sub j e c t ed to g r i n d i n g of 0.5 m m on each side, which s u b s t a n t i a l l y i n c r e a s e s the m a n u f a c t u r i n g cos t and r e d u c e s the quality.
The Scientific-Research Institute of Tractors and Farm Machinery has developed a process for toothed disks of steering clutches that substantially reduces distortion and scaling and ensures consistent hardness.
The process consists of: I) heating to quenching temperature (860-870~ in plates that are heated with internal coils; 2) cooling in water-cooled dies; 3) tempering at 400-410~ in dies heated by internal coils; 4) cooling in water-cooled dies.
Warping of the disks of the steering clutch of the TDT-55 tractor (see Table I) does not exceed 0.15 ram, with even hardness over the entire surface.
A process has been developed that is suitable for automatic apparatus designed for operation in pro- duction lines manufacturing friction clutch plates. The apparatus consists of two parallel channels, each of them with positions for loading, heating to quenching temperature, cooling, tempering, cooling, and unloading. The disks are treated piece by piece. A diagram of the apparatus is shown in Fig. 3, and the technical data are given in Table 2.
The apparatus consists of a loading cassette I, dies for heating to quenching temperature 2, pneu- matic cylinders 3, quenching dies 4, tempering dies 5, dies for cooling after tempering 6, drive mechanism 7, receiving cassette 8, and cylinder for actuating the drive mechanism 9.
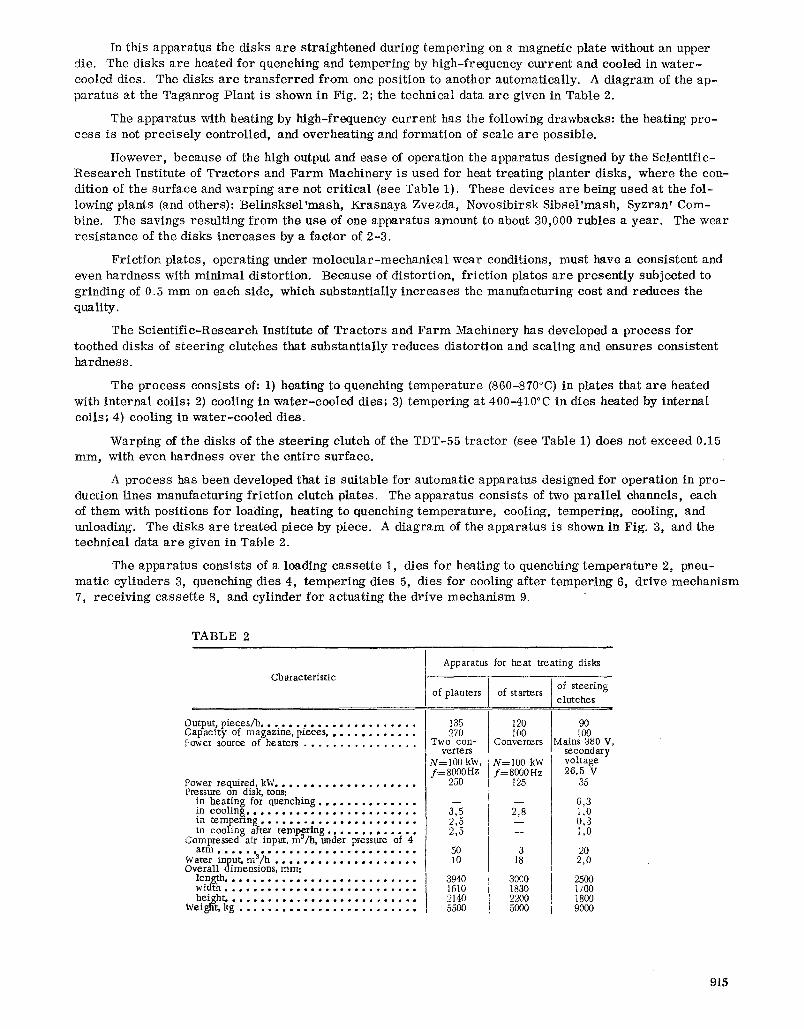
TABLE 2
Characteristic
Output, pieees/h . . . . . . . . . . . . . . . . . . . . . . Capacity of magazine, pieces . . . . . . . . . . . . . Fower source of heaters . . . . . . . . . . . . . . . .
Apparatus for heat treating disks
of planters
135 270
Two con- verters
N=100 kW,
i f=8000Hz Power required, kW . . . . . . . . . . . . . . . . . . . . 250 ?ressure on disk, tons:
in heating for quenching . . . . . . . . . . . . . . in coolinfg . . . . . . . . . i . . . . . . . . . . . . . . in tempering . . . . . . . . . . . . . . . . . . . . . . in coolin~ after tempering. . ~ . , i o e m l l o o m e ~
~ompressed air input, m3/h, under pressure of 4 a t m a e o $ g e e e * J o . e o p o e e e * e o , ~ e . o *
�9 Water mput, m /h . . . ~ . . . . . . . . ~ . . . . . . . Overall dimensions, ram:
len~h. . . . . . . . . . . . . . . . . . . . . . . . . . . width . . . . . . . . . . . . . . . . . . . . . ~ ..... height . . . . . . . . . . . . . . . . . . . . . . . . . . .
Weigli-t, kg . . . . . . . . . . . . . . . . . . . . . . . . .
3,5 2,5 2,5
50 10
3940 1610 2140 55OO
of starters of steering clutches
120 100
Converters
N=100 kW f = 8000 Hz
t25
2,8
3 18
3~0 1839 2200 50OO
[Mains 380 V, secondary voltage 26,5 V
35
0,3 t,0 0,3 1,0
20 2,0
2500 1700 i800 90OO
915

Two appara tus of this type a r e in opera t ion at the Onega T r a c t o r Plant for heat t rea t ing s tee r ing clutch plates of the TDT-40M and TDT-55 t r a c t o r s . The substant ial reduct ion of dis tor t ion resu l t ing f r o m the use of tMs p roces s makes it poss ib le to manufac ture the disks f r o m thinner plates , which saves m o r e than 500 tons of meta l a yea r , r educes tool cos ts , and saves labor spent on grinding. The automation of the p roce s s has made it poss ib le to e l iminate hand labor and has reduced the f loor space needed for Production. The working conditions have a lso improved substantial ly.
The savings f r o m the use of this appara tus at the Onega T r a c t o r Plant have amounted to 100,000 rubles .
C O N C L U S I O N S
1. The heat t r e a t m e n t of l a rge flat machine pa r t s such as disks, wheels , and plates of s teel 65G and 85KhF can be c a r r i e d out by two methods:
a) heating between e lec t r i c plates , cooling between wa te r - coo l ed dies, and t emper ing between e l ec - t r i c p la tes ;
b) heating by means of h igh-f requency cur ren t , cooling in wa te r - coo led dies, t emper ing in dies heated by high-f requency current .
These methods make it poss ib le to automate the heat t r ea tmen t p roces s , ensure high quality, and exclude the opera t ions of s t ra ightening and grinding, which r e su l t s in substant ia l savings.
2. The appara tus developed at the Sc ien t i f i c -Resea rch Insti tute of T r a c t o r s and F a r m Machinery makes i t poss ib le to use different t e m p e r a t u r e s for quenching and temper ing , with different holding t imes , depending on the s teel , th ickness of the par t , and technical r equ i rement s .
The appara tus is r e c o m m e n d e d for heat t rea t ing var ious flat machine pa r t s and tools (harrow disks , for example) up to 5 m m thick. The thickness of the pa r t s may be higher, depending on the alloying of the s tee l and the technical r equ i r emen t s .
1.
L I T E R A T U R E C I T E D
Yu. G. Fedorenko and N. V. Mishustin, Metal. i T e r m . Obrabotka Metal. , No. 11 (1970).
916