austenite stability of ultrafine-grained transformation-induced plasticity steel with mn...
TRANSCRIPT

Available online at www.sciencedirect.com
Scripta Materialia 65 (2011) 225–228
www.elsevier.com/locate/scriptamat
Austenite stability of ultrafine-grained transformation-inducedplasticity steel with Mn partitioning
Seawoong Lee, Seok-Jae Lee⇑ and Bruno C. De Cooman
Materials Design Laboratory, Graduate Institute of Ferrous Technology, Pohang University of Science and Technology,
Pohang 790-784, Republic of Korea
Received 8 March 2011; revised 6 April 2011; accepted 8 April 2011Available online 14 April 2011
The factors leading to the room temperature stabilization of austenite were investigated for an ultrafine-grained 6 mass% Mntransformation-induced plasticity steel. The size effect of ultrafine austenite grain and the partitioning of Mn to austenite duringintercritical annealing were the two main contributions to the austenite stability. Mechanical stabilization of the austenite wasnot a factor contributing to the austenite stability due to the very low dislocation density of the austenite grains.� 2011 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Austenite stability; Mn partitioning; Grain size; Retained austenite; Transformation-induced plasticity (TRIP)
The amount and stability of retained austenite atroom temperature is of critical importance to the designof transformation-induced plasticity (TRIP) steel. Thesimultaneous improvement of strength and ductility ob-served for TRIP steel is due to a high work hardeningrate resulting from the strain-induced martensitic trans-formation of retained austenite [1–3]. The amount of re-tained austenite in TRIP steel is controlled primarily bythe intercritical annealing temperature (IAT) at whichaustenite and ferrite coexist and alloying element parti-tioning occurs. The chemical composition has a stronginfluence on the stability of the metastable retained aus-tenite at room temperature (chemical stabilization). Anincrease in the concentration of C and Mn, which arestrong austenite stabilizers, can result in a high austenitestability at room temperature [4,5]. A reduction in theaustenite grain size is well known to increase the austen-ite stability by suppressing the martensite transforma-tion [6–10]. The strengthening of austenite by alloyingand grain size reduction (the Hall–Petch effect) increasesthe mechanical free energy required to transform mar-tensite from austenite. The kinetics of the martensitetransformation is also efficiently retarded in the presenceof a sufficiently high dislocation density in austenite(mechanical stabilization) [11].
The excellent combination of a high strength and aductility enhanced by the presence of a large volume
1359-6462/$ - see front matter � 2011 Acta Materialia Inc. Published by Eldoi:10.1016/j.scriptamat.2011.04.010
⇑Corresponding author. E-mail: [email protected]
fraction of retained austenite in ultrafine-grained(UFG) TRIP steel with a Mn content of 5–7 mass%has recently attracted interest. The retained austenitein UFG TRIP steel with 6 mass% Mn content is anom-alously stabilized and a maximum volume fraction ofabout 0.34 at room temperature has been reported [3].The UFG retained austenite has an average grain sizeof approximately of 250 nm. It is formed by the inter-critical annealing of cold-rolled martensite in the tem-perature range between 640 and 680 �C. Thepartitioning of Mn and C to the austenite formed duringthe intercritical annealing for a short annealing time of180 s was confirmed experimentally by means of X-raydiffraction (XRD) of the retained austenite and en-ergy-dispersive X-ray spectroscopy (EDS) analysis ofthe retained austenite in TEM foils. The volume con-traction resulting from the austenite to martensite trans-formation during the intercritical annealing was alsocalculated taking into account the effects of both Mnand C partitioning on the lattice parameters of austeniteand martensite and the thermal expansion coefficients ofaustenite and recrystallized ferrite which was a cold-rolled martensite before annealing [4]. A good agree-ment between the measured strain contractions andcalculated values confirmed the near-equilibrium parti-tioning of Mn and C to austenite. In the present study,based on a previous investigation by the authors [3,5],chemical composition, grain size and mechanical stabil-ization due to dislocations were analyzed to determinewhich of these factors has the greatest influence on the
sevier Ltd. All rights reserved.
226 S. Lee et al. / Scripta Materialia 65 (2011) 225–228
stability of the metastable retained austenite at roomtemperature.
The chemical composition of TRIP steel studied inthe present work is Fe–0.05C–6.15Mn–1.4Si–0.04Al(mass%). An ingot of the TRIP steel was prepared byvacuum induction melting. Blocks were reheated to1250 �C, hot-rolled and quenched with a water sprayto obtain a martensitic microstructure. The hot-rolledsheet was cold-rolled to 1 mm in thickness. The micro-structure of the cold-rolled sheet prior to intercriticalannealing was heavily deformed martensite.
In order to change the grain size of the steel, the cold-rolled sheets were annealed in a vacuum tube furnace at680 �C for either 180 s and 24 h. The annealing was fol-lowed by water quenching to avoid the diffusional trans-formations of austenite such as ferrite and bainiteduring cooling. The annealing temperature and holdingtime were selected on the basis of previous work [3].
XRD analysis of the annealed sheets was carried outto characterize the retained austenite formed duringintercritical annealing. XRD samples were prepared byelectrically polishing the material in a solution of 10%pherchloric acid and 90% ethanol. The grain size distri-bution of the retained austenite was investigated bymeans of electron backscattering diffraction (EBSD).Samples for EBSD were polished with 1 lm diamondsuspension and finished with 0.25 lm colloidal silica.
Transmission electron microscopy (TEM) and EDSusing a nanoscale electron beam were used to investigatethe partitioning of Mn between the retained austeniteformed during intercritical annealing and the martensitematrix. A JEOL 2100F microscope equipped with a fieldemission source operating at an accelerating voltage of200 kV was used to observe the microstructure of the re-tained austenite. TEM samples were first chemically pol-ished in a solution of 5 ml HF acid with 100 ml H2O2
and then twin-jet electropolished in a solution of 10%pherchloric acid and 90% acetic acid.
Figure 1 shows the XRD results of the samples inter-critically annealed at 680 �C for two different holdingtimes. Diffraction peaks from the austenite phase areclearly visible in the sample annealed for 180 s. How-ever, no austenite peaks were observed for the sampleannealed for 24 h. The volume fraction of room temper-ature austenite in the sample annealed for 180 s isaround 30%. The results imply that the austenite stabil-ity of the sample annealed for 24 h became too low toretain the intercritical austenite at room temperature.
Figure 1. XRD results of the samples annealed at 680 �C for differentisothermal annealing times. The austenitic peaks are absent in theXRD spectrum of the sample intercritically annealed for 24 h.
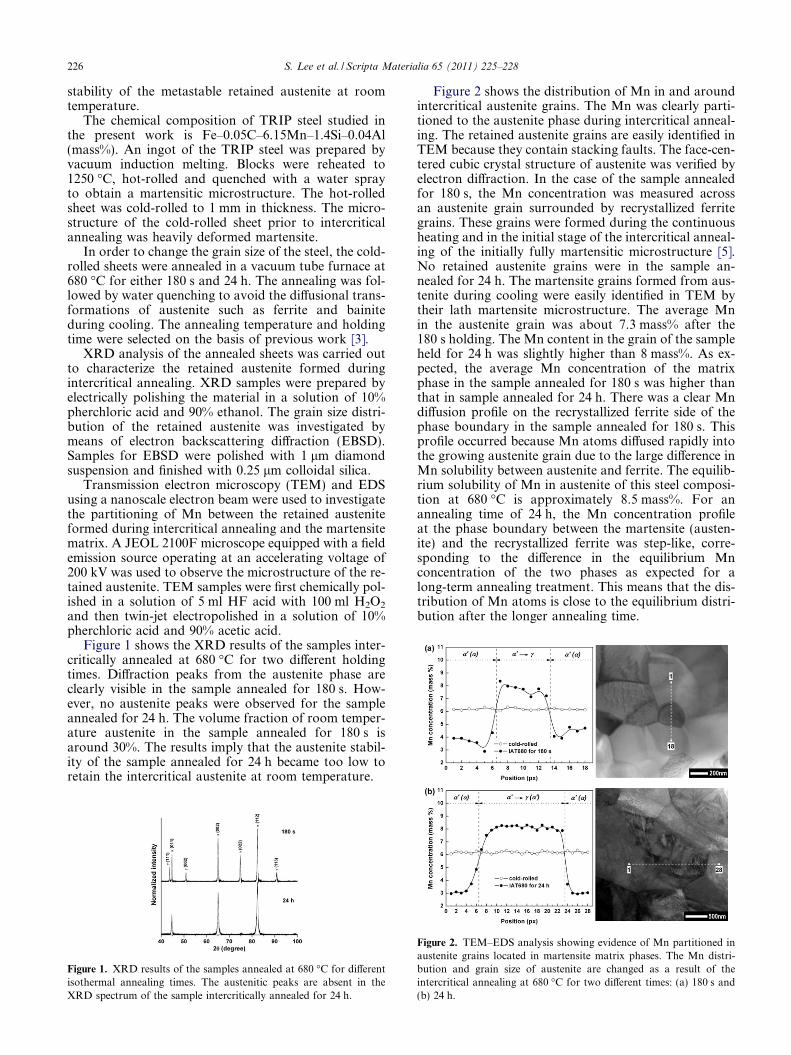
Figure 2 shows the distribution of Mn in and aroundintercritical austenite grains. The Mn was clearly parti-tioned to the austenite phase during intercritical anneal-ing. The retained austenite grains are easily identified inTEM because they contain stacking faults. The face-cen-tered cubic crystal structure of austenite was verified byelectron diffraction. In the case of the sample annealedfor 180 s, the Mn concentration was measured acrossan austenite grain surrounded by recrystallized ferritegrains. These grains were formed during the continuousheating and in the initial stage of the intercritical anneal-ing of the initially fully martensitic microstructure [5].No retained austenite grains were in the sample an-nealed for 24 h. The martensite grains formed from aus-tenite during cooling were easily identified in TEM bytheir lath martensite microstructure. The average Mnin the austenite grain was about 7.3 mass% after the180 s holding. The Mn content in the grain of the sampleheld for 24 h was slightly higher than 8 mass%. As ex-pected, the average Mn concentration of the matrixphase in the sample annealed for 180 s was higher thanthat in sample annealed for 24 h. There was a clear Mndiffusion profile on the recrystallized ferrite side of thephase boundary in the sample annealed for 180 s. Thisprofile occurred because Mn atoms diffused rapidly intothe growing austenite grain due to the large difference inMn solubility between austenite and ferrite. The equilib-rium solubility of Mn in austenite of this steel composi-tion at 680 �C is approximately 8.5 mass%. For anannealing time of 24 h, the Mn concentration profileat the phase boundary between the martensite (austen-ite) and the recrystallized ferrite was step-like, corre-sponding to the difference in the equilibrium Mnconcentration of the two phases as expected for along-term annealing treatment. This means that the dis-tribution of Mn atoms is close to the equilibrium distri-bution after the longer annealing time.
Figure 2. TEM–EDS analysis showing evidence of Mn partitioned inaustenite grains located in martensite matrix phases. The Mn distri-bution and grain size of austenite are changed as a result of theintercritical annealing at 680 �C for two different times: (a) 180 s and(b) 24 h.
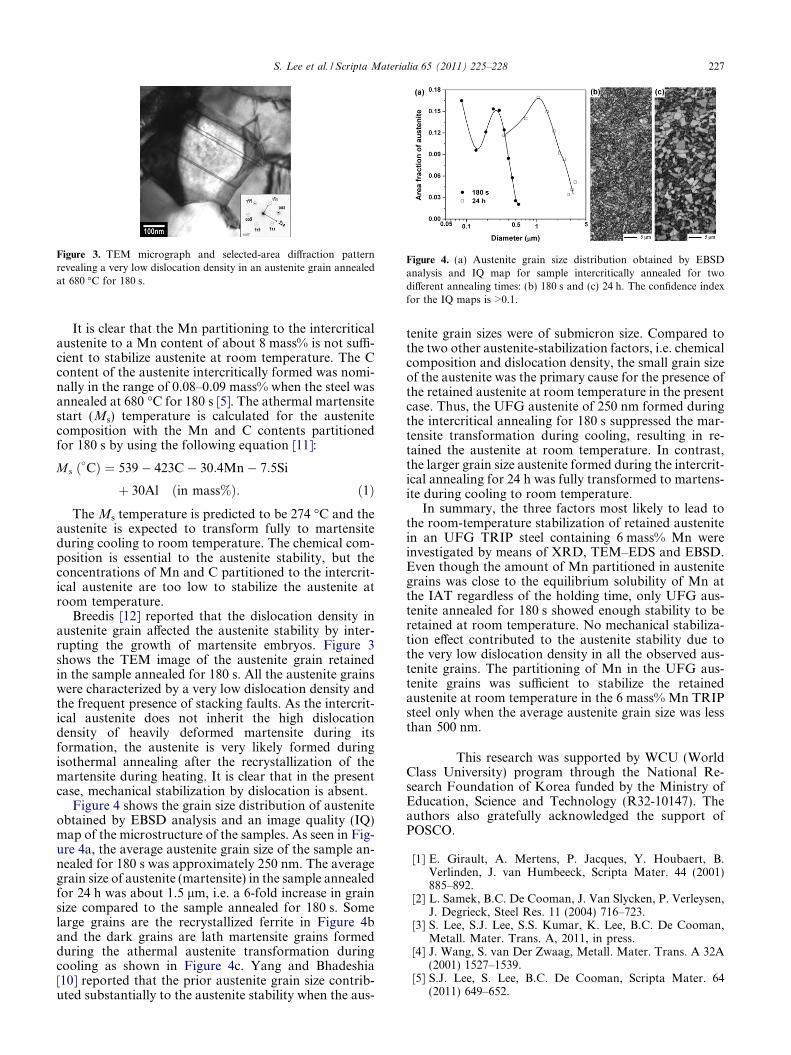
Figure 3. TEM micrograph and selected-area diffraction patternrevealing a very low dislocation density in an austenite grain annealedat 680 �C for 180 s.
Figure 4. (a) Austenite grain size distribution obtained by EBSDanalysis and IQ map for sample intercritically annealed for twodifferent annealing times: (b) 180 s and (c) 24 h. The confidence indexfor the IQ maps is >0.1.
S. Lee et al. / Scripta Materialia 65 (2011) 225–228 227
It is clear that the Mn partitioning to the intercriticalaustenite to a Mn content of about 8 mass% is not suffi-cient to stabilize austenite at room temperature. The Ccontent of the austenite intercritically formed was nomi-nally in the range of 0.08–0.09 mass% when the steel wasannealed at 680 �C for 180 s [5]. The athermal martensitestart (Ms) temperature is calculated for the austenitecomposition with the Mn and C contents partitionedfor 180 s by using the following equation [11]:
M s ð�CÞ ¼ 539� 423C� 30:4Mn� 7:5Si
þ 30Al ðin mass%Þ: ð1ÞThe Ms temperature is predicted to be 274 �C and the
austenite is expected to transform fully to martensiteduring cooling to room temperature. The chemical com-position is essential to the austenite stability, but theconcentrations of Mn and C partitioned to the intercrit-ical austenite are too low to stabilize the austenite atroom temperature.
Breedis [12] reported that the dislocation density inaustenite grain affected the austenite stability by inter-rupting the growth of martensite embryos. Figure 3shows the TEM image of the austenite grain retainedin the sample annealed for 180 s. All the austenite grainswere characterized by a very low dislocation density andthe frequent presence of stacking faults. As the intercrit-ical austenite does not inherit the high dislocationdensity of heavily deformed martensite during itsformation, the austenite is very likely formed duringisothermal annealing after the recrystallization of themartensite during heating. It is clear that in the presentcase, mechanical stabilization by dislocation is absent.
Figure 4 shows the grain size distribution of austeniteobtained by EBSD analysis and an image quality (IQ)map of the microstructure of the samples. As seen in Fig-ure 4a, the average austenite grain size of the sample an-nealed for 180 s was approximately 250 nm. The averagegrain size of austenite (martensite) in the sample annealedfor 24 h was about 1.5 lm, i.e. a 6-fold increase in grainsize compared to the sample annealed for 180 s. Somelarge grains are the recrystallized ferrite in Figure 4band the dark grains are lath martensite grains formedduring the athermal austenite transformation duringcooling as shown in Figure 4c. Yang and Bhadeshia[10] reported that the prior austenite grain size contrib-uted substantially to the austenite stability when the aus-
tenite grain sizes were of submicron size. Compared tothe two other austenite-stabilization factors, i.e. chemicalcomposition and dislocation density, the small grain sizeof the austenite was the primary cause for the presence ofthe retained austenite at room temperature in the presentcase. Thus, the UFG austenite of 250 nm formed duringthe intercritical annealing for 180 s suppressed the mar-tensite transformation during cooling, resulting in re-tained the austenite at room temperature. In contrast,the larger grain size austenite formed during the intercrit-ical annealing for 24 h was fully transformed to martens-ite during cooling to room temperature.
In summary, the three factors most likely to lead tothe room-temperature stabilization of retained austenitein an UFG TRIP steel containing 6 mass% Mn wereinvestigated by means of XRD, TEM–EDS and EBSD.Even though the amount of Mn partitioned in austenitegrains was close to the equilibrium solubility of Mn atthe IAT regardless of the holding time, only UFG aus-tenite annealed for 180 s showed enough stability to beretained at room temperature. No mechanical stabiliza-tion effect contributed to the austenite stability due tothe very low dislocation density in all the observed aus-tenite grains. The partitioning of Mn in the UFG aus-tenite grains was sufficient to stabilize the retainedaustenite at room temperature in the 6 mass% Mn TRIPsteel only when the average austenite grain size was lessthan 500 nm.
This research was supported by WCU (WorldClass University) program through the National Re-search Foundation of Korea funded by the Ministry ofEducation, Science and Technology (R32-10147). Theauthors also gratefully acknowledged the support ofPOSCO.
[1] E. Girault, A. Mertens, P. Jacques, Y. Houbaert, B.Verlinden, J. van Humbeeck, Scripta Mater. 44 (2001)885–892.
[2] L. Samek, B.C. De Cooman, J. Van Slycken, P. Verleysen,J. Degrieck, Steel Res. 11 (2004) 716–723.
[3] S. Lee, S.J. Lee, S.S. Kumar, K. Lee, B.C. De Cooman,Metall. Mater. Trans. A, 2011, in press.
[4] J. Wang, S. van Der Zwaag, Metall. Mater. Trans. A 32A(2001) 1527–1539.
[5] S.J. Lee, S. Lee, B.C. De Cooman, Scripta Mater. 64(2011) 649–652.

228 S. Lee et al. / Scripta Materialia 65 (2011) 225–228
[6] K. Sugimoto, M. Misu, M. Kobayashi, H. Shirasawa,ISIJ Int. 33 (1993) 775–782.
[7] S.J. Lee, Y.K. Lee, Mater. Sci. Forum 475–479 (2005)3169–3172.
[8] E. Jimenez-Melero, N.H. van Dijk, L. Zhao, J. Sietsma,S.E. Offerman, J.P. Wright, S. van der Zwaag, ScriptaMater. 56 (2007) 421–424.
[9] A. Garcıa-Junceda, C. Capdevila, F.G. Caballero, C.Garcıa de Andres, Scripta Mater. 58 (2008) 134–137.
[10] H.S. Yang, H.K.D.H. Bhadeshia, Scripta Mater. 60(2009) 493–495.
[11] J. Mahieu, J. Maki, B.C. De Cooman, S. Claessens,Metall. Mater. Trans. A 33A (2002) 2573–2580.
[12] J.F. Breedis, Acta Mater. 13 (1965) 239–250.