aum rendim ento na indústria de processo no kaizen ... · rientador na kaizen ... – o ciclo sdca...
TRANSCRIPT

Aum
Ori
Fa
mento do Ka
RelatóriO
ientador no
aculdade
Mestrado
Rendimaizen Ins
Ricardo M
io do ProjeOrientador na
Kaizen Instit
de Enge
o Integrado
ento na titute Co
Manuel dos S
ecto Currica FEUP: Prof
ute Consulti
nharia da
o em Engen
2009-07
Indústriaonsulting
Santos Rodrig
ular do MIEª. Henriquet
ng Group: En
a Univers
nharia Indu
-02
a de Prog Group
gues
EIG 2008/20ta Nóvoa
ngenheiro Ti
sidade do
ustrial e Ge
cesso no
009
iago Costa
o Porto
estão
o


iii
Aos meus pais,
Ao meu irmão.

Aumento do Rendimento na Indústria de Processo
iv
Resumo
Baseado na filosofia kaizen, este projecto desenvolveu‐se num contexto inovador em Portugal, a implementação de um sistema global de melhoria contínua na indústria de processo. Com produção em contínuo, em que a intervenção humana é essencialmente de apoio às máquinas, a introdução da filosofia kaizen tem o potencial de contribuir para a melhoria do rendimento da fábrica. “Aumento do Rendimento na Indústria de Processo” é então parte de um projecto do Kaizen Institute Consulting Group na “New Glass”, empresa que pretende a liderança mundial a nível operacional, no sector do vidro.
Tendo como objectivo o aumento da eficiência da fábrica, o projecto trata essencialmente de temas relacionados com o Total Productive Maintenance (TPM). Inicialmente, a abordagem à organização teve uma índole técnica, com bons resultados nas linhas piloto. Através da metodologia SMED, da inovadora Análise Diferencial e da melhoria focalizada de equipamentos (Kobetsu Kaizen), as três componentes básicas do Overall Equipment Effectiveness (OEE) foram abordadas. No entanto, apesar de o foco estar no pilar TPM, o projecto seguiu sempre as directrizes basilares do Kaizen Management System.
Após terem sido obtidas melhorias nas máquinas, foi sentida a necessidade de criar rotinas de melhoria contínua nas pessoas da organização. Envolver os colaboradores na melhoria contínua estruturada em fábricas de indústria de processo com desempenho de classe mundial é uma das maiores dificuldades sentidas na implementação de um projecto kaizen. A dedicação dos operadores às tarefas do seu dia‐a‐dia cria barreiras naturais à mudança. Contudo, após o trabalho feito em temas de gestão da mudança da organização e com a elaboração de um plano de comunicação a toda a organização, o envolvimento de todos começa‐se a fazer sentir e a mudança cultural está eminente.
O projecto kaizen na empresa “New Glass” foi o suporte necessário para agora, com a necessidade de desenvolver vantagens competitivas e conquistar novos mercados, ter a capacidade de produzir séries mais curtas sem prejuízo da eficiência da fábrica. Com o trabalho já realizado e com o que está planeado, a “New Glass” terá todas as condições para ser uma referência mundial em eficiência operacional.

Aumento do Rendimento na Indústria de Processo
v
Yield Increase in the Process Industry
Abstract
Based on kaizen philosophy, this project has been developed in an innovative framework in Portugal, the implementation of a global system of continuous improvement in the process industry. With continuous production, in which human intervention is primarily to support machines, the introduction of the kaizen philosophy has the potential to help improve the yield of the plant. "Yield Increase in the Process Industry” is then part of a project of the Kaizen Institute Consulting Group in "New Glass", a company seeking global leadership at the operational level in the glass sector.
Aimed at increasing the efficiency of the plant, the project comes mainly from issues related to Total Productive Maintenance (TPM). Initially, the approach to the organization had a technical nature, with good results in pilot lines. Through SMED methodology, the innovative Differential Diagnosis and focused equipment improvement (Kobetsu Kaizen), the three basic components of Overall Equipment Effectiveness (OEE) were addressed. In spite of being focused at the TPM pillar, the project has always followed the basic guidelines of Kaizen Management System.
After having been obtained improvements in machinery, it was felt the need to establish routines for continuous improvement in organization’s people. Involve employees in structured continuous improvement in process industry plants with world‐class performance is one of the major difficulties encountered in implementing a kaizen project. The dedication of the operators to the tasks of their day‐to‐day creates barriers to change. However, after the work done on issues of change management of the organization, and the drafting of a communication plan across the organization, the involvement of all begins to be noted and cultural change is imminent.
The project kaizen in the company "New Glass" was the support necessary to have now, with the need to develop competitive advantages and attract new markets, the ability to produce shorter series without prejudice to the efficiency of the plant. With the work already done and what is planned, the "New Glass" will have all conditions to be a world reference in operational efficiency.

Aumento do Rendimento na Indústria de Processo
vi
Agradecimentos
A todas as pessoas do Kaizen Institute Consulting Group, fundamentais no meu processo de integração na empresa, em especial as ligadas a este projecto: o Eng.º Tiago Costa, o Eng.º Luís Devesa e o Eng.º Nuno Martinho.
Aos professores do MIEIG, que contribuíram para a minha formação académica e pessoal.
À professora Henriqueta Nóvoa pela sua ajuda neste projecto.
À empresa “New Glass” e aos seus colaboradores, que me proporcionaram experiências enriquecedoras, pessoal e profissionalmente.

Aumento do Rendimento na Indústria de Processo
vii
Glossário
5S – Ferramenta que consiste em cinco passos (triagem, arrumação, limpeza, normalização e disciplina) e se destina ao aumento da produtividade, através da organização de espaços de trabalho. Os 5S são uma ferramenta utilizada como base para a implementação de projectos kaizen para criar condições básicas de trabalho numa organização.
Amostras – Conjunto de embalagem de vidro com um determinado defeito, utilizada para afinar as máquinas de inspecção automática nas mudanças de fabrico.
Avulso – Paletes de produto acabado incompletas, que são aproveitadas para efectuar afinações nas máquinas de inspecção automática e nos paletizadores nas mudanças de fabrico.
Ciclo Plan‐Do‐Check‐Act (PDCA) – Embora seja muitas vezes chamado de ciclo de Deming, este ciclo foi desenvolvido por Walter A. Shewart e é uma ferramenta fundamental nos sistemas de melhoria contínua. As quatro fases do ciclo são planear, fazer, verificar e actuar. Planear consiste na identificação do problema e definição dos objectivos. Fazer corresponde ao plano de acções traçado para resolver o problema, plano esse que deve ser avaliado na fase de verificação. A quarta fase é a implementação das melhorias validadas e criação de novos métodos de trabalho.
Ciclo Standardize‐Do‐Check‐Act (SDCA) – O ciclo SDCA é uma derivação do ciclo PDCA. Enquanto o PDCA se foca na melhoria, o ciclo SDCA tem como principal objectivo a normalização do trabalho, de forma a eliminar a variabilidade dos processos e permitir a consolidação das melhorias obtidas com o ciclo PDCA.
Fabricação – Nome corrente atribuído à Zona Quente pelas pessoas da empresa “New Glass”.
Handling – Tipo de perdas de eficiência na Zona Quente, devido ao manuseamento das embalagens de vidro.
Idle – Tipo de perda de eficiência na Zona Quente provocado por micro‐paragens nas máquinas de conformação.
Indíce Médio de Mudanças (IMM) – Indicador utilizado pela empresa “New Glass” para monitorizar o rendimento nas dozes horas contadas a partir do início de uma mudança de fabrico.
Kaizen – Palavra japonesa formada por justaposição dos termos Kai (que significa mudar) e Zen (que significa bom). O significado da palavra Kaizen é mudar para melhor, o que introduz o conceito de melhoria contínua.
Kaizen Diário – Actividades desenvolvidas pelos operadores de uma organização, com o objectivo de criar rotinas diárias de melhoria contínua. Esta ferramenta está ligada, essencialmente, à mudança cultural das organizações.
Kanban ‐ Sistema de reposição automática de materiais, com uma quantidade a encomendar calculada com base nos consumos e no tempo de resposta do fornecedor. Esta ferramenta é utilizada na criação de fluxo de materiais e informação nas organizações e também pode ser utilizada no âmbito dos 5S.
Kobetsu Kaizen – Ferramenta do pilar Total Productive Maintenance que consiste é um método normalizado para realizar a melhoria focalizada de equipamentos.

Aumento do Rendimento na Indústria de Processo
viii
Muda – Palavra japonesa que significa desperdício. A eliminação de Muda nas organizações faz parte da forma de actuação do KICG em qualquer projecto, pelo que está na base do modelo do Kaizen Management System.
Reject – Perda de eficiência na Zona Quente devido a rejeição automática de embalagens por mau posicionamento durante o transporte, lubrificação dos moldes, entre outros factores.
Setup – Termo inglês utilizado para mencionar as mudanças de fabrico.
Zona Fria – Zona da fábrica que se destina, essencialmente, a actividades de inspecção de qualidade e embalagem. Esta zona da fábrica depende da Zona Quente, na medida em que o único stock intermédio existente entre ambas é o que está em transporte nas linhas. Se a Zona Quente parar a produção, rapidamente a Zona Fria não terá produto para trabalhar.
Zona Quente – Zona da fábrica onde se dá a moldagem das embalagens de vidro. É nesta parte da fábrica que o vidro fundido é transformado em embalagens. A Zona Quente é a responsável pela marcação do ritmo da fábrica, na medida em que este está condicionado pela cadência das máquinas de conformação.

ix
Índice Índice de Figuras ........................................................................................................................... xi
Índice de Tabelas .......................................................................................................................... xii
1. Introdução ................................................................................................................................. 1
1.1. Kaizen Institute Consulting Group (KICG) ................................................................................... 1
1.2. A Empresa “New Glass” e a Indústria de Processo .................................................................... 1
1.3. O Projecto “Aumento do Rendimento na Indústria de Processo” ............................................. 3
1.4. Organização e Temas Abordados ............................................................................................... 4
2. Enquadramento teórico ............................................................................................................ 5
2.1. Modelo Kaizen Management System......................................................................................... 5
2.1.1. Gestão da Mudança ..................................................................................................... 6
2.1.2. Kaizen Diário ................................................................................................................ 7
2.1.3. Princípios Kaizen .......................................................................................................... 7
2.1.4. Normalização e Ciclos SDCA / PDCA ............................................................................ 8
2.1.5. 5S ................................................................................................................................. 9
2.1.6. Gestão Visual ............................................................................................................. 10
2.1.7. Os Sete Muda ............................................................................................................. 10
2.2. Total Productive Maintenance ................................................................................................. 11
2.2.1. O indicador Overall Equipment Effectiveness (OEE) .................................................. 14
2.2.2. SMED no âmbito do TPM ........................................................................................... 15
2.2.3. Resolução Estruturada de Problemas (Kobetsu Kaizen) ............................................ 18
2.2.4. Análise Diferencial ..................................................................................................... 20
2.3. Síntese ...................................................................................................................................... 23
3. Desenho e Implementação da Solução ................................................................................... 24
3.1. SMED em Zona Fria .................................................................................................................. 24
Aplicação da Metodologia ................................................................................................... 25
Resultados ............................................................................................................................ 31
3.2. Resolução Estruturada de Problemas em Zona Quente (Kobetsu Kaizen) ............................... 32
Aplicação da Metodologia ................................................................................................... 32
Resultados ............................................................................................................................ 36
3.3. Análise Diferencial .................................................................................................................... 37
Aplicação da Metodologia ................................................................................................... 38
Resultados ............................................................................................................................ 40
3.4. 5S e Gestão Visual .................................................................................................................... 40
Aplicação da metodologia .................................................................................................... 41
Resultados ............................................................................................................................ 42

Aumento do Rendimento na Indústria de Processo
x
3.5. Síntese ...................................................................................................................................... 43
4. Análise dos Resultados ............................................................................................................ 44
4.1. Resultados do Projecto “Aumento do Rendimento na Indústria de Processo” ....................... 44
4.2. Resultados Globais ................................................................................................................... 44
4.3. Síntese ...................................................................................................................................... 46
5. Conclusões e Perspectivas de Trabalhos Futuros ................................................................... 47
Referências .................................................................................................................................. 49
Apêndice A – SMED em Zona Fria (1) .......................................................................................... 51
Apêndice B – SMED em Zona Fria (2) .......................................................................................... 53
Apêndice C – SMED em Zona Fria (3) .......................................................................................... 54
Apêndice D – Kobetsu Kaizen em Zona Quente .......................................................................... 55
Apêndice E – Análise Diferencial ................................................................................................. 57
Apêndice F – 5S Área de Manutenção de Máquinas .................................................................. 58

Aumento do Rendimento na Indústria de Processo
xi
Índice de Figuras Figura 1 ‐ Processo produtivo simplificado da “New Glass” ................................................................... 2 Figura 2 ‐ Processo de conformação da embalagem de vidro (fonte desconhecida) ............................. 2 Figura 3‐ Modelo do Kaizen Management System (KICG, 2009) ............................................................ 5 Figura 4 ‐ Significado da bandeira do KICG (KICG, 2009) ........................................................................ 7 Figura 5 ‐ Janela SDCA (KICG, 2009) ........................................................................................................ 8 Figura 6 ‐ O papel das normas nas organizações (KICG, 2009) ............................................................... 9 Figura 7 ‐ Muda de espera de materiais – stock (KICG, 2009) .............................................................. 11 Figura 8 ‐ Modelo TPM (KICG, 2009) ..................................................................................................... 12 Figura 9 ‐ As três componentes do OEE ................................................................................................ 14 Figura 10 ‐ Cálculo do OEE .................................................................................................................... 15 Figura 11 ‐ Etapas da Metodologia SMED – Kaizen (KICG, 2009).......................................................... 16 Figura 13 ‐ Modelo de Plano de Acção (KICG, 2009) ............................................................................. 19 Figura 12 ‐ Diagrama de Ishikawa para aplicar aos 4M's (KICG, 2009) ................................................. 19 Figura 14 ‐ As Quatro Dimensões da Análise Diferencial ...................................................................... 21 Figura 15 ‐ Modelo para preparação dos testes experimentais (KICG, 2009) ...................................... 22 Figura 16 ‐ Tempo de mudança de diversos equipamentos ................................................................. 25 Figura 17 ‐ Gráfico spaghetti da mudança de uma máquina FPX ......................................................... 26 Figura 18 ‐ Pareto do tempo de execução das tarefas .......................................................................... 28 Figura 19 ‐ Melhorias técnicas .............................................................................................................. 28 Figura 20 ‐ Plataforma de ferramentas e carro de componentes críticos ............................................ 29 Figura 21 ‐ Layout e organização do armazém de avulso ..................................................................... 29 Figura 22 ‐ Layout e organização do armazém de amostras ................................................................. 30 Figura 23 ‐ Melhorias técnicas no paletizador (A ‐ carro de extracção de cabeças, B ‐ mesa de suporte de cabeças, C ‐ aumento das portas para saída das cabeças) ................................................. 30 Figura 24 ‐ Indicador de paletização à mão .......................................................................................... 31 Figura 25 ‐ Resultado da aplicação do SMED em Zona Fria .................................................................. 32 Figura 26 ‐ Estrutura de perdas em Zona Quente ................................................................................. 32 Figura 27 ‐ Análise 5W2H para o problema de handling ...................................................................... 33 Figura 28 ‐ Diagramas de Ishikawa sobre o problema de handling ...................................................... 34 Figura 29 ‐ Alteração de uma acção correctiva ..................................................................................... 34 Figura 30 ‐ Normalização das melhorias ............................................................................................... 35 Figura 31 ‐ Comparação de rendimentos de fábrica por referência (linha piloto) ............................... 36 Figura 32 ‐ Comparação de rendimentos de fábrica por referência (linhas de multiplicação) ............ 36 Figura 33 ‐ Pareto das Perdas por Defeito ............................................................................................ 37 Figura 34 ‐ Exemplo de seda vertical e marisa ...................................................................................... 37 Figura 35 ‐ Perdas Devido a Sedas Verticais por Linha ......................................................................... 38 Figura 36 ‐ Evolução Diária da Produção de Sedas Verticais ................................................................ 39 Figura 37 ‐ Redesenho do layout da zona de reescolha ....................................................................... 41 Figura 38 ‐ Sala de Soldadura (antes e depois da triagem) ................................................................... 42 Figura 39 ‐ Nova arrumação das ferramentas de trabalho ................................................................... 42 Figura 40 ‐ Evolução do rendimento da fábrica .................................................................................... 45 Figura 41 ‐ Evolução do rendimento do forno X ................................................................................... 45 Figura 42 ‐ Evolução do IMM ................................................................................................................ 46

Aumento do Rendimento na Indústria de Processo
xii
Índice de Tabelas Tabela 1 ‐ Objectivos do projecto kaizen ................................................................................................ 4 Tabela 2 ‐ Objectivos do projecto "Aumento do Rendimento na Indústria de Processo" ...................... 4 Tabela 3 ‐ Etapas da metodologia 5S .................................................................................................... 10 Tabela 4 ‐ Sucesso através do TPM ....................................................................................................... 13 Tabela 5 – Etapas do Método SMED segundo Shigeo Shingo e KICG ................................................... 17 Tabela 6 ‐ Desenho da solução para a primeira fase do projecto kaizen ............................................. 24 Tabela 7 ‐ Tarefas externas à mudança das máquinas FP /FPX não contempladas no modo operatório ............................................................................................................................................. 27 Tabela 8 ‐ Resumo das conclusões da Análise Diferencial .................................................................... 40 Tabela 9 ‐ Síntese dos resultados do projecto "Aumento do Rendimento na Indústria de Processo" ............................................................................................................................................... 44

Aumento do Rendimento na Indústria de Processo
1
1. Introdução Ao longo deste capítulo introdutório é feita a descrição do Kaizen Institute Consulting Group (KICG), bem como das particularidades da empresa onde o projecto “Aumento do Rendimento na Indústria de Processo” decorreu. Por fim, serão mencionadas algumas características do projecto e apresentados os temas abordados neste trabalho.
Os problemas específicos da indústria do vidro foram analisados tendo como base as metodologias desenvolvidas pelo KICG. Nesta abordagem, foram tratados temas técnicos e também o lado humano das organizações, como o trabalho em equipa e o envolvimento dos operadores.
1.1. Kaizen Institute Consulting Group (KICG) Presente em todos os continentes e em mais de vinte países, o KICG é uma empresa marcadamente global, criada em 1986 pelo Sr. Masaaki Imai. A empresa conta com um escritório em Portugal, responsável pela actividade em toda a Península Ibérica e que ocupa uma posição de destaque a nível mundial. Assim, o projecto “Aumento do Rendimento na Indústria de Processo” foi realizado com o suporte do Kaizen Institute Iberia (KII).
Com o enorme desenvolvimento que se fez sentir no Japão após a II Guerra Mundial e após ter ajudado empresários japoneses a aprender as melhores práticas industriais americanas, Masaaki Imai passou a organizar visitas para mostrar aos empresários ocidentais o que de melhor se fazia no Japão, com base na filosofia de melhoria contínua. Após vários anos a organizar estas viagens e a difundir a filosofia Kaizen por diversos países, tanto através de palestras, como de livros, Masaaki Imai fundou o KICG, no Japão, com o intuito de ajudar as empresas a implementar sistemas capazes de as tornar aptas a competir em mercados cada vez mais exigentes.
A filosofia base da empresa está subjacente no seu nome, pois Kaizen é uma palavra formada pelos termos japoneses “Kai”, que significa mudar, e “Zen”, que significa bom. Ora, as duas palavras, quando justapostas, formam o conceito Kaizen, que significa mudar para melhor. O KICG desenvolve modelos e ferramentas que permitem implementar sistemas de melhoria contínua, possibilitando aos seus clientes ter um crescimento sustentável.
1.2. A Empresa “New Glass” e a Indústria de Processo Por motivos de confidencialidade, o nome da empresa não será divulgado, passando, a partir deste ponto, a ser designada “New Glass”. Como o nome sugere, a empresa “New Glass” actua no ramo do vidro, mais precisamente, no de embalagens em vidro destinadas às indústrias alimentar e de bebidas. Para a implementação do projecto kaizen foi escolhida a fábrica do grupo que apresentava na altura uma gestão mais estabilizada e um sistema de produção fiável, para poder servir de referência a uma futura multiplicação às restantes fábricas.
Na indústria de processo, ao contrário de outros tipos de indústria, os operadores têm muito pouco contacto com o produto, dado que este circula, tanto nas máquinas como nos transportadores a elevadas cadências. A maior parte do trabalho das pessoas é concentrada em temas relacionados com a manutenção do bom funcionamento das máquinas.
A produção em contínuo e a focalização em produzir o máximo possível a partir da matéria‐prima disponibilizada (variável que não depende dos operadores) condiciona toda a forma de actuação das

pessorápiddestarendiuma não tmáqutemp
A preproblsistemcontikaizeimplekaizeemprnum podeaumetambcrítico
O prodas msó fo
De sdetal
Após subm
oas. Nestes co possível qa indústria uimento. Isto perda imeditrabalhe em uina trabalhapo de avaria.
eocupação clemas dos ema de melhnua a desenen. Para alémementação den não tem rresas como apatamar no m ser contraento do rendbém pela deto característ
ocesso produmatérias‐primi planeado p
eguida, o vhado na Figu
Figu
serem trametidas a um
casos a prioqualquer tipoutilizar as mé, se ao lonata e irrecupcontínuo, ear horas ext
constante coequipamentooria contínurolar‐se natu
m deste factodo sistema dresultados taa “New Glassqual já não apostos pelodimento, dimtecção de mtico dos siste
utivo, cuja remas nos fornpara actuar a
Figura
idro fundidoura 2), onde
ra 2 ‐ Process
nsferidas dm tratamento
ridade máximo de anomamáquinas a ngo de uma hperável de 5%este problemra ou com m
om a máquios é um faua, pois numuralmente eo, a indústriade melhoria angíveis, de qs”, com rendé frutífero fo facto de exminuição de uitas ineficiêemas de melh
epresentaçãonos. Esta faspartir das m
a 1 ‐ Processo
o é cortadoganha a form
so de conform
a máquina o térmico, en
ma tanto dealia que poss100%, qualhora de trab% no rendimma não se famais turnos
na e a urgêctor potenc
m projecto g não existema de processocontínua. Poque os ganhdimentos deazer esforçoxistirem muitempos de sências ao lonhoria contín
o simplificade do process
máquinas de
o produtivo sim
o em gotas ma da emba
mação da emb
de conformnquanto aind
Aumento d
e operadoressa surgir noquer micro‐balho a máqumento da máqaria sentir, ppara compe
ência das pecialmente limlobal, como m pessoas deo tem ainda or um lado, eos são indire fábrica altoos de melhoritos ganhos setup ou redngo do proceua.
da se apresenso encontra‐conformação
mplificado da
e cai na mlagem prete
balagem de vi
mação parada estão que
do Rendiment
s, como de cs equipamen‐paragem é uina estiver quina. No caois, no limitensar a prod
essoas em rmitador da é o caso, a
edicadas excdois paradigexiste a ideiaectos e difícs, tendem a ria (Melton, 2mensuráveisdução dos cuesso produtiv
nta na Figura‐se fora do âo.
a “New Glass”
máquina de ndida.
dro (fonte de
a um tapetentes, para d
to na Indústria
chefias é repntos. Sendo uma perdaparada três so de uma inte, seria posução perdid
esolver rapiimplementa
a actividade lusivamentegmas que coa generalizaeis de medirconsiderar q2005). Estes s (como, porustos de mavo, possível
a 1, começa âmbito do p
”
conformaçã
esconhecida)
te, as embadepois serem
a de Processo
2
parar o maiso objectivo
a directa deminutos, hándústria quesível fazer ada durante o
damente osação de umda empresa ao projectondicionam ada de que or. Por outro,que já estãoparadigmasr exemplo, onutenção) ecom o olhar
com a fusãorojecto, que
o (processo
alagens sãom arrefecidas
o
2
s o e á e a o
s m a o a o , o s o e r
o e
o
o s

Aumento do Rendimento na Indústria de Processo
3
controladamente e submetidas a novo tratamento térmico. Depois deste tratamento ocorre a inspecção, que para esta indústria é realizada a 100% dos produtos, em três tipos de máquinas diferentes. Feita a inspecção e rejeitadas as garrafas defeituosas, os produtos são acondicionados em paletes, posteriormente plastificadas, para depois serem enviadas para o armazém de produto acabado.
Além do processo produtivo, a Figura 1 também evidencia uma divisão existente na fábrica entre Zona Quente (ou fabricação) e Zona Fria. Enquanto na Zona Quente se dá a transformação da matéria‐prima em embalagens de vidro, na Zona Fria não existe nenhuma transformação do produto para além do arrefecimento e do segundo tratamento térmico. Esta situação leva a que a Zona Fria tenha a sua actividade muito condicionada pela Zona Quente, pois é nesta última que se gera toda a carga de trabalho a que a Zona Fria terá que dar vazão.
1.3. O Projecto “Aumento do Rendimento na Indústria de Processo” O projecto “Aumento do Rendimento na Indústria de Processo” representa uma parte do projecto planeado pelo KII para a empresa “New Glass”. Enquanto o projecto aqui discutido terminou em Junho de 2009, o segundo continuará até ao final do mesmo ano. No entanto, o período em que decorreu o primeiro foi suficientemente amplo para que tivessem sido tratados temas técnicos específicos da indústria do vidro e temas de envolvimento das pessoas da organização.
Em termos globais, o sucesso do projecto Kaizen será medido através de um indicador característico da indústria do vidro em particular: rendimento de fábrica, cujo cálculo é efectuado através da expressão:
á ú
Nesta expressão, a quantidade de vidro útil é o peso das embalagens que podem ser expedidas para o cliente e a quantidade de vidro utilizada é o total de matéria‐prima debitada pelos fornos. O indicador rendimento de fábrica, embora não distinga as perdas, é equivalente ao Overall Equipment Effectiveness (OEE) da fábrica ou de uma determinada linha de produção. Desta forma, neste trabalho as técnicas utilizadas para o aumento do OEE foram as escolhidas para aumentar o rendimento de fábrica.
Apesar de toda a importância atribuída ao rendimento de fábrica, a implementação de um sistema de melhoria que consolide as melhorias implica o envolvimento de todos os colaboradores, todos os dias e em todos os lugares. A adopção dos novos hábitos criados no âmbito dos projectos kaizen só é possível se todos, desde os operadores à gestão de topo, estiverem envolvidos (Coimbra, 2009). Para isso, os princípios kaizen e o desenvolvimento das pessoas com recurso a trabalho de equipa são fundamentais.
No tipo de indústria em que decorreu o trabalho, a principal preocupação prende‐se com aspectos da disponibilidade das máquinas. Desta forma, a fase de preparação do projecto kaizen, anterior ao projecto aqui debatido, focou‐se na identificação dos principais factores que prejudicam o rendimento de fábrica. A análise feita identificou três grandes fontes de perdas de rendimento a atacar na fase inicial: mudanças de fabrico, perdas de eficiência na Zona Quente e ocorrência de defeitos.

Aumento do Rendimento na Indústria de Processo
4
Tendo em conta tratar‐se de um trabalho global, isto é, com intervenção em toda a área fabril, o projecto tem objectivos que dizem respeito a todo o processo produtivo. Assim, os objectivos delineados para o projecto Kaizen a atingir ao fim de doze meses contemplam o rendimento de toda a fábrica, o rendimento de um forno específico e também um indicador de mudanças utilizado pela empresa “New Glass”, o Índice Médio de Mudanças (IMM), que reflecte o rendimento de uma linha nas doze horas seguintes à realização de um setup. A Tabela 1 sumariza os objectivos do projecto.
Tabela 1 ‐ Objectivos do projecto kaizen
Rendimento da fábrica Rendimento do Forno X IMM
Aumento de 1 ponto percentual face ao orçamento
Aumento de 1 ponto percentual face ao orçamento
Aumento de 10% face a 2008
Os objectivos do projecto “Aumento do Rendimento na Indústria de Processo” são mais focalizados nas metodologias escolhidas para o mesmo. Tendo sido escolhidas quatro áreas de intervenção, também foram traçados quatro objectivos, que se apresentam na Tabela 2.
Tabela 2 ‐ Objectivos do projecto "Aumento do Rendimento na Indústria de Processo"
Mudança de Fabrico na Zona Fria
Ineficiências na Zona Quente
Problemas de Qualidade
Envolvimento das pessoas
Redução do tempo de setup em cerca de 45
minutos para as máquinas de inspecção
automática e 15 minutos para os paletizadores
Redução das perdas por handling de 0,9% para 0,36% (na linha
piloto)
Determinação das causas raiz do defeito
sedas verticais e preparação da
implementação de acções de melhoria
Aumento do envolvimento dos colaboradores da
empresa no projecto kaizen
É importante salientar que os objectivos do projecto kaizen deverão ser atingidos no final de 2009. Desta forma, o trabalho “Aumento do Rendimento na Indústria de Processo”, que decorreu no primeiro semestre desse ano tem como objectivo contribuir para esses resultados, mas não atingi‐los na sua totalidade. Os objectivos deste trabalho foram sendo definidos ao longo do projecto, conforme a avaliação da situação inicial de cada um dos temas.
1.4. Organização e Temas Abordados O presente relatório está dividido em seis secções. A primeira tem como principal objectivo contextualizar o projecto, descrevendo sucintamente as empresas e os projectos em causa.
A segunda secção permite introduzir e debater os conceitos que guiaram todo o trabalho levado a cabo, servindo de enquadramento teórico do trabalho e dando ênfase aos tópicos mais relevantes para o projecto.
Na terceira secção descreve‐se o desenho da solução a implementar e analisam‐se os problemas, as metodologias e soluções propostas e os resultados obtidos.
Finalmente, a análise dos resultados obtidos e as conclusões ficam remetidos para as secções quatro e cinco, respectivamente.

Aumento do Rendimento na Indústria de Processo
5
2. Enquadramento teórico Para o presente capítulo, delinearam‐se três grandes objectivos. O primeiro é introduzir os conceitos que foram implementados no projecto “Aumento do Rendimento na Indústria de Processo”. O segundo é introduzir conceitos, que embora não tenham sido as ferramentas principais do projecto, representam a forma de estar e de actuar do KICG. Por fim, o terceiro objectivo é cruzar todo o conhecimento desenvolvido e disponibilizado pelo KICG com conhecimento científico existente, relativamente aos temas abordados.
2.1. Modelo Kaizen Management System Todas as metodologias e conceitos aplicados pelo KICG nos seus projectos podem ser apresentados de forma condensada, num diagrama de blocos como o da Figura 3.
A Figura 3 pode ser dividida em quatro níveis distintos. O nível superior corresponde à missão e visão da empresa. O objectivo máximo para os accionistas de uma determinada empresa, mesmo que esta tenha um desempenho operacional extraordinário, é obter boas rentabilidades. Por isto, a metodologia Kaizen, não é um fim em si mesma, é uma ferramenta necessária para sustentar uma estratégia bem delineada. O conceito Quality, Cost and Delivery (QCD) representa as três principais exigências do mercado. Segundo a figura, para ser possível entregar produtos / serviços com qualidade, a um preço competitivo e na quantidade e tempo certos, é necessário fazer um esforço para aproximar a organização de cinco pontos‐chave: existência de fluxo no processo, zero defeitos, eficácia do processo e dos colaboradores e um suporte eficaz.
No segundo nível, estão representados os cinco pilares do modelo, isto é, as cinco áreas chave de actuação do KICG, que representam a sua forma de actuar.
O pilar Total Flow Management (TFM) tem como objectivo criar fluxo de informação e materiais dentro das organizações. Para tal, o TFM tem ferramentas que actuam na criação da estabilidade básica do sistema, no fluxo da produção, no fluxo das logísticas interna e externa e também em toda
Figura 3‐ Modelo do KaizenManagement System (KICG, 2009)

Aumento do Rendimento na Indústria de Processo
6
a cadeia de valor, desde o fornecedor de matéria‐prima ao cliente final. Esta análise da cadeia de valor é obtida com base no mapeamento de todo o processo, que se designa por Value Stream Mapping.
O pilar Total Productive Maintenance (TPM) actua essencialmente sobre o aumento da eficiência dos equipamentos das organizações. Este pilar, por ter especial relevo no projecto kaizen em análise, será discutido com mais detalhe na secção 0.
O pilar Total Quality Control (TQC) é o conjunto de ferramentas utilizado para abordar problemas de gestão da qualidade, entre elas, a resolução estruturada de problemas.
O pilar Total Service Management (TSM) é a aplicação dos conceitos Kaizen a organizações de serviços, bem como às áreas administrativas das organizações industriais.
O terceiro nível é o pilar Total Change Management (TCM), pilar que formaliza a metodologia utilizada para introduzir o sistema de melhoria contínua nas organizações. Este pilar é transversal aos quatro do segundo nível, pois na implementação de qualquer um dos outros quatro é necessário incutir o espírito de mudança nas organizações.
No último nível, estão os princípios e valores kaizen, que representam a forma de pensar e de agir de uma organização focada na melhoria contínua.
2.1.1. Gestão da Mudança Dada a grande resistência que as pessoas opõem aos esforços de mudança, este tema é particularmente sensível. Embora essa resistência seja natural, o aumento da competição entre empresas em tempos cada vez mais difíceis, torna a agilidade das organizações e a sua capacidade de adaptação factores cruciais para ter sucesso. Como diria Charles Darwin (KICG, 2008), “Não são as espécies mais fortes que sobrevivem. Nem sequer as mais inteligentes. Mas as mais sensíveis à mudança”.
A gestão da mudança é a parte organizacional do KMS, isto é, a sua principal preocupação é como promover a mudança e como implementar um sistema de melhoria contínua na organização. Para isso, a gestão da mudança aborda três componentes chave:
• Trabalho em equipa eficaz – que promove as actividades de melhoria em grupos com dimensão variável, conforme as melhorias que se pretendem. Nesta área podem ser abordados temas estratégicos com a gestão de topo, realizados workshops no terreno para obter melhorias rápidas e também hábitos diários de melhoria;
• Direcção e controlo – que consiste na definição do ponto de partida da organização e da situação que pretende alcançar com o esforço de melhoria. Para este tema é fundamental fazer auditorias, implementar indicadores, avaliar processos e resultados, coordenar o esforço de mudança (com equipas de suporte) e promover o kaizen. Uma ferramenta bastante útil para o controlo da performance é o relatório A3, que consiste numa página dividida em quatro quadrantes e que permite controlar a evolução de projectos e também da resolução de problemas. Esta ferramenta é um dos suportes do sistema de melhoria PDCA utilizado pela Toyota (Sobek II, et al., 2008);
• Capacidade pessoal – que se foca no envolvimento e desenvolvimento de todas as pessoas da organização. Para isso é fundamental sensibilizar os diversos níveis hierárquicos para as vantagens da melhoria contínua e também o treino de facilitadores internos. Estes facilitadores, que hierarquicamente são chefias intermédias são uma peça vital na mudança cultural de uma organização, pois são os responsáveis directos pelos operadores.

A trimpreaceite
2.1.2O kamelhmelh
A Figu
Se seesfortarefamanucomo
Estasalgumo seureflicadeqmáquindicaCom maus
Para algunpessopessoNestaser dacçõe
Estasesfor(segu
2.1.3Em q
ansmissão escindível pae, todos dev
2. Kaizen Diaizen diário oria é contíorias é funda
ura 4 repres
e dividisse a brço de melhoas, mas comutenção das o se pode ve
s actividades ma relutânciau quotidianota a sua peruada para a uina, pode sador abaixo isto, começas resultados,
criar esta dins hábitos roas se reunioas, sem se a área de reuividido em qes correctiva
s reuniões dirços de meluindo o ciclo
3. Princípioualquer proj
dos conhecara que a mvem ser trein
iário consiste na nua e para amental par
enta a bande
Figu
bandeira emoria e manum mais foco normas. Der na bandeir
diárias não a em aceitaro. O que se rformance, osua actividaser relevantdo normal da‐se a garant criando nov
inâmica de melacionados rem, a uma apercebere
união (pontoquatro quadras, seguir os i
árias para ahoria, fomePDCA).
s Kaizen jecto Kaizen,
cimentos dudança sejaados nos fun
criação de que o possaa envolver a
eira do KICG
ura 4 ‐ Signific
m três níveis, utenção das na melhoriasta forma, oa do KICG.
devem ocupr estas activipretende é
ou seja, paraade. Por exemte seguir o devem ser atir que as pevas soluções
melhoria, é ncom estas hora fixa, c
em, adquiramo de encontrorantes, para indicadores
ctividades dentando o e
, existem trê
de melhoria bem sucedndamentos k
hábitos diáa ser realmes pessoas de
e revela o se
ado da bande
a gestão ternormas. As a. Por fim, oos operadore
par muito tedades por hé que os op cada grupo mplo, para uOEE desse nalisadas as essoas comepara os prob
necessário cactividades
com uma dum o hábito o) deve estater formato e criar norm
e melhoria tespírito de r
ês princípios
Aumento d
a contínua ida. Assim, dkaizen.
ários de meente, a dedice uma organi
eu significad
eira do KICG (
ria sob sua rechefias inteos operadores devem ter
mpo aos opaver a possiberadores sigde kaizen d
uma equipa qequipamentpossíveis caçam a criar hblemas.
criar condiçõkaizen. A dração controde se reunir presente uPDCA, permas para as m
têm a vantagresolução de
basilares imp
do Rendiment
às pessoasde forma a q
elhoria. Pela cação de algização.
do.
(KICG, 2009)
esponsabilidermédias teres têm a ser actividades
eradores. Pobilidade de fgam diariamiário deve seque trabalhao diariamenausas e definhábitos de m
ões para quedefinição deolada, são mirem para am quadro da
mitindo identmelhorias dev
gem de envoe problemas
prescindíveis
to na Indústria
s das orgaque a filosof
definição dgum tempo
dade a inovaçriam um poueu cargo a ms diárias de m
or vezes, as pficarem sem mente um iner definida ua com uma dnte. Para osnidas acções melhoria e qu
e os operadoe um local fmecanismos ctividades da equipa. O qtificar problevidamente va
olver os opes de forma
s.
a de Processo
7
anizações éfia seja bem
de kaizen, aa pequenas
ção e algunsuco das trêsmelhoria e amelhoria, tal
pessoas têmtempo paradicador queuma métricadeterminadas valores docorrectivas.ue reagem a
ores ganhemfixo para aspara que asde melhoria.quadro deveemas, definiralidadas.
eradores nosestruturada
o
7
é m
a s
s s a l
m a e a a o . a
m s s . e r
s a

Aumento do Rendimento na Indústria de Processo
8
Não culpar / não julgar – este princípio defende a mudança de paradigma na abordagem aos problemas. Quando ocorre um problema, a tendência é procurar de imediato o culpado. Dessa forma, as pessoas sentem‐se intimidadas e escondem os problemas, para não serem prejudicadas. Se em vez de se procurar os culpados se procurar as causas do problema, as organizações enfrentarão os problemas com naturalidade, agindo sobre as causas, de forma a prevenir a recorrência dos mesmos.
Sistemas globais – através da análise das organizações como um todo, é possível optimizar o desempenho total e não apenas da soma de todos os departamentos / divisões das mesmas. Assim, assume‐se que o desempenho de uma determinada divisão pode não ser o melhor, se esse facto contribuir para uma melhor performance de toda a empresa. Com este princípio evita‐se a departamentalização das organizações, aumentando a visibilidade em cada ponto das mesmas.
Processos e resultados – para que seja possível obter os resultados esperados, é necessário garantir que os processos são consistentes. Contudo, o papel das pessoas não pode ser ignorado, pois são estas que tornam os processos consistentes. Um dos princípios da norma ISO 9001:2000, refere‐se à abordagem por processos, no âmbito da qualidade como meio para entender e responder melhor aos requisitos dos clientes, para gerir melhor os resultados e a eficácia dos processos, bem como para fomentar a melhoria contínua (NP EN ISO 9001:2000). A análise dos resultados permite verificar a eficácia dos processos, o que cria condições para os melhorar continuamente.
2.1.4. Normalização e Ciclos SDCA / PDCA O princípio base do conceito de normalização num projecto de melhoria contínua consiste em considerar que só existe uma melhor forma conhecida para executar uma determinada tarefa. Se um determinado operador executa uma tarefa melhor do que todos os outros, torna‐se evidente que existe alguma diferença entre eles. Neste caso, é preciso criar normas e formar os operadores, para que todos passem a executar a dita tarefa da mesma forma. Com isto, a normalização permite eliminar a variabilidade com base no melhor método conhecido no momento. A Figura 5 esquema a janela Standardize‐Do‐Check‐Act (SDCA), que permite perceber rapidamente se existe algum problema relativo à normalização.
Quando encontrar um problema verificar:
Perguntar aos responsáveis:
“Existe alguma norma?”
Sim Não
Perguntar aos operadores: “Existe alguma norma?”
Sim Questionar a norma A norma está formalizada?
Não Formação dos operadores Os responsáveis definem as normas, aplicando SDCA
Figura 5 ‐ Janela SDCA (KICG, 2009)
Na existência de um problema na execução de um dado procedimento, é necessário perceber o que se passa relativamente à norma. No caso de o problema ser da norma, esta deve ser estabelecida ou redefinida. Por outro lado, o problema pode dever‐se a falta de comunicação. A confirmar‐se esta hipótese, todos os operadores devem tomar conhecimento da norma e ser treinados, para que se reúnam as condições para a cumprir.
No entanto, a normalização levanta um dilema, se por um lado a utilização de normas cria condições para a execução das tarefas da melhor forma possível, por outro pode ser um factor limitador da

Aumento do Rendimento na Indústria de Processo
9
melhoria contínua, na medida em que pode conferir demasiada rigidez ao dia‐a‐dia dos operadores (Liker, 2004). Para evitar esta burocratização, a responsabilidade pela melhoria das normas deve ser partilhada com os operadores.
O papel das normas nas organizações pode ser explicado de forma sintética através da Figura 6.
Numa organização que ambicione atingir um patamar competitivo no que respeita à qualidade é indispensável existir um esforço contínuo de melhoria, representado pela roda da melhoria. No entanto, são as normas que permitem a implementação das melhorias validadas e a criação de novos hábitos. Assim, o ciclo Plan‐Do‐Check‐Act (PDCA) tem que ser complementado com um outro ciclo, que o impede de voltar atrás, o ciclo SDCA.
2.1.5. 5S O nome da ferramenta 5S deriva dos vocábulos japoneses (Seiri, Seiton, Seiso, Seiketsu e Shitsuke) que designam as cinco etapas da organização de um determinado local de trabalho. Apesar da elementaridade dos conceitos que utiliza, esta ferramenta é muito importante, pois prepara e permite a implementação de outras técnicas mais avançadas e complexas. Por exemplo, a gestão dos níveis de stock de um determinado material pode ser feita através de um sistema de kanban1, sistema que pode ser implementado na segunda etapa da metodologia 5S. A Tabela 3 enumera e explica sucintamente cada um dos passos.
1 Kanban é um sistema de reposição automática de materiais, com uma quantidade a encomendar calculada com base nos consumos e no tempo de resposta do fornecedor.
Figura 6 ‐ O papel das normas nas organizações (KICG, 2009)

Aumento do Rendimento na Indústria de Processo
10
Tabela 3 ‐ Etapas da metodologia 5S
Etapa Descrição
1 ‐ Triagem (Seiri) Eliminação de materiais e equipamentos que não sejam necessários, que estejam em quantidades erradas ou que devam ser enviados para um armazém central.
2 ‐ Arrumação (Seiton) A máxima “Um local para cada coisa, uma coisa para cada local!” define bem a etapa da arrumação, na qual se definem e assinalam os espaços destinados aos diversos materiais e equipamentos.
3 ‐ Limpeza (Seiso) A limpeza serve dois grandes objectivos: (1) obrigar as pessoas a observar as máquinas, levando a que se apercebam cedo de possíveis anomalias; e (2) elevar a moral das pessoas, ao criar locais de trabalho mais agradáveis.
4 ‐ Normalização (Seiketsu) A normalização garante que as três etapas anteriores não são esquecidas, sendo definidas regras relativamente às tarefas (como o quê e quando fazer) e aos responsáveis pelas mesmas.
5 ‐ Disciplina (Shitsuke) A disciplina é a responsabilização das pessoas, para que seja possível manter e melhorar a organização através de três meios: formação, acções de melhoria e auditorias.
Com a aplicação sistemática desta metodologia consegue‐se diminuir o tempo de procura de materiais e ferramentas, evitar quebras de stocks com uma gestão rápida e eficaz dos mesmos, aumentar a segurança e a moral, com locais de trabalho mais agradáveis. Perante estas vantagens, é imediato concluir que uma implementação eficaz desta metodologia, com o envolvimento de todas as pessoas da organização, conduz ao aumento da produtividade. Assim, ao contrário da ideia generalizada de que os 5S são um mero esforço pontual de arrumação do local de trabalho, esta metodologia é uma forma bastante atractiva a nível económico, para atingir patamares bastante elevados de qualidade e de produtividade (Gapp, et al., 2008).
2.1.6. Gestão Visual A gestão visual é uma ferramenta utilizada para comunicar de forma simples e eficaz com as pessoas. Através desta técnica toda a informação necessária para o funcionamento correcto das organizações fica evidente. Informação relacionada com o funcionamento de equipamentos, a performance dos trabalhadores, a disponibilidade de materiais, o trabalho conforme as normas ou com os resultados obtidos, pode estar disponível de forma bastante simples e imediata a todas as pessoas que dela necessitam. A gestão visual, embora não tenha um procedimento formalizado, deve ser aplicada aos 5M, sendo eles os elementos essenciais de qualquer organização: mão‐de‐obra, máquinas, materiais, métodos e medidas (Imai, 1986).
2.1.7. Os Sete Muda Na base do modelo KMS, estão os fundamentos kaizen, assentes na eliminação de Muda (termo japonês, que significa desperdício). A necessidade de eliminar Muda nas organizações está relacionada com o conceito de valor acrescentado, que reflecte o que o mercado está disposto a pagar, sendo tudo o resto desperdício. Para que seja facilitada a identificação dos Muda, estes estão agrupados em sete tipos. De seguida descreve‐se sucintamente cada um deles.

Aumento do Rendimento na Indústria de Processo
11
Sobre Produção: A produção excessiva leva ao aumento de stocks e à utilização desnecessária dos diversos recursos das organizações.
Espera de Pessoas: Os operadores esperam enquanto as máquinas executam o trabalho, pelo que nesse tempo de espera não acrescentam valor algum.
Espera de Materiais (stock): O stock, além de ser desperdício, no sentido em que representa capital parado, também esconde vários tipos de problemas, como se representa na Figura 7.
Movimentação de Pessoas e de Materiais: Como os movimentos não acrescentam valor aos produtos / serviços, representam desperdício.
Sobre Processamento: O sobre processamento representa todas as operações que o mercado não está disposto a pagar e que são executadas, devido a ineficiências.
Produção de Defeitos: A produção de defeitos é um desperdício, dado que obriga a produzir mais peças do que o necessário ou a reparar os defeitos.
2.2. Total Productive Maintenance Dada a natureza do projecto “Aumento do Rendimento na Indústria de Processo”, o pilar do KMS descrito na secção 2.1., com mais relevo para os objectivos traçados é o pilar Total Productive Maintenance. Este pilar foca‐se na eficiência de equipamentos e fábricas em geral e foi desenvolvido segundo o modelo do Japan Institute of Plant Maintenance.
Para muitas empresas que começaram a implementar modelos como Just in Time (JIT) ou Total Quality Management, os resultados obtidos nem sempre eram os melhores e no seguimento da observação desta lacuna surgiu a preocupação com a manutenção da produtividade. Por exemplo, em projectos relacionados com a criação de fluxo nas organizações é usual aplicar técnicas de TPM a equipamentos críticos, como os bottlenecks de uma determinada linha produtiva. Por outro lado, as dificuldades económicas sentidas nos anos 70 também ajudaram a acelerar o desenvolvimento do TPM, embora só a partir dos anos 90 a indústria ocidental se tenha apercebido do real potencial deste modelo (Ireland, et al., 2001). A Figura 8 esquematiza o modelo do TPM.
Figura 7 ‐ Muda de espera de materiais – stock (KICG, 2009)

Aumento do Rendimento na Indústria de Processo
12
Figura 8 ‐ Modelo TPM (KICG, 2009)
O modelo TPM seguido pelo KICG é formado por oito pilares, sendo os primeiros cinco os mais utilizados, a saber: Kobetsu Kaizen, manutenção autónoma, manutenção planeada, formação e treino e gestão antecipada. Assim, as ferramentas base do TPM são:
• Kobetsu Kaizen – ferramenta de resolução estruturada de problemas. Um método normalizado que permite obter melhorias num determinado problema;
• Manutenção autónoma – sequência de sete passos, com vista a aumentar a fiabilidade dos equipamentos, passando a responsabilidade da manutenção quotidiana do equipamento para os operadores;
• Manutenção planeada – pilar que analisa conceitos como Mean Time Between Failures (MTBF) e Mean Time To Repair (MTTR), com o objectivo de minimizar esforços de manutenção imprevistos, através do aumento da fiabilidade dos equipamentos;
• Formação e treino – através do diagnóstico da necessidade de conhecimento de cada colaborador é possível delinear planos de formação e criar matrizes de competências, de forma a mitigar as falhas de competências das organizações, o que permite desdobrar mais a responsabilidade ao longo da hierarquia;
• Gestão antecipada – ferramenta que permite para novas instalações, equipamentos ou produtos, detectar os problemas dos projectos em fases mais precoces onde o custo de correcção dos erros é substancialmente mais baixo do que em fases mais avançadas, de forma a minimizar custos de desenvolvimento ao mesmo tempo que se aumenta a qualidade percebida pelo cliente final;
• Qualidade – ferramenta que remete para o pilar Total Quality Control e que aumenta a performance dos produtos ao resolver ou minimizar problemas de qualidade;
• Segurança e Ambiente – abordagem que se foca na manutenção de locais de trabalho com condições necessárias à operação em segurança por parte dos colaboradores, bem como cumpridora das normas relativas ao meio ambiente;
• Kaizen Office – metodologia que facilita a organização dos espaços administrativos de forma a eliminar eficiências nestes processos de suporte das organizações, recorrendo a técnicas que pertencem ao pilar Total Service Management.
De forma genérica, o TPM é utilizado para garantir a produção com elevada eficiência, preocupando‐se com a gestão da vida dos equipamentos, com o recurso ao envolvimento das pessoas, desde os operadores de produção e manutenção até à gestão de topo (McKone, et al., 1999). Nakajima, uma

Aumento do Rendimento na Indústria de Processo
13
das personalidades mais ligadas à evolução do TPM, dava três significados à palavra Total, no âmbito da manutenção da produtividade: eficiência total, sistema de manutenção total e, relativamente às pessoas, participação total dos operadores.
No que diz respeito aos equipamentos, o TPM visa aumentar a eficiência das máquinas, das fábricas e dos processos utilizados. Para alcançar este objectivo, actua na redução e prevenção das perdas por avarias, micro‐paragens (perdas de velocidade em geral) e produção de defeitos. Relativamente aos operadores, o TPM tem como táctica passar a responsabilidade sobre a máquina para os níveis mais baixos da hierarquia. A manutenção autónoma é exemplo disso, ao tornar o operador da produção o primeiro responsável pela correcta manutenção quotidiana e funcionamento do equipamento. Mesmo sendo a manutenção uma actividade de equipa, os primeiros responsáveis pela mesma devem ser as pessoas que lidam diariamente com os equipamentos, os operadores.
Embora o modelo do TPM tenha objectivos claros e ferramentas bem estruturadas, os passos a seguir na sua implementação nem sempre são fáceis de delinear. Contudo, há pontos‐chave imprescindíveis para a obtenção do sucesso do TPM. Um destes pontos é a garantia da criação de sinergias entre as equipas de produção e de manutenção da organização. Embora o TPM necessite de abranger todas as divisões das organizações, a estrita relação entre produção e manutenção é vital para o seu sucesso. Por exemplo, enquanto os operadores da produção devem garantir o cumprimento das normas e a detecção rápida de pequenas anomalias, as pessoas da manutenção devem ter atenção ao desenvolvimento de métodos de detecção de anomalias, à criação de novos procedimentos para interacção com os equipamentos e à reposição das condições normais de trabalho quando houver problemas (Chan, et al., 2005). Outros pontos‐chave para a implementação do modelo TPM são o desenvolvimento de planos de treino e formação para os diversos níveis hierárquicos, a comunicação da importância do TPM para a organização, o comprometimento da gestão de topo, a criação de equipas multidisciplinares e a nomeação de líderes responsáveis pela implementação das diversas ferramentas.
A implementação de um modelo de manutenção da produtividade tem inúmeras vantagens, sem serem necessariamente relacionadas de forma directa com os equipamentos. A gestão da eficiência feita com o TPM é o suporte necessário para obter resultados mais estratégicos. Com isto, o TPM é um meio para que as organizações atinjam uma melhor performance. A Tabela 4 resume as vantagens do modelo TPM.
Tabela 4 ‐ Sucesso através do TPM
Melhoria Vantagens
Elevada disponibilidade das
máquinas e equipamentos
Diminuição de Stocks Fluxo mais rápido Just in time com os
clientes
Maior fiabilidade Menos paragens Processos estáveis Melhor qualidade
Mais valor acrescentado
Elevada eficiência dos equipamentos
Corte de custos Melhoria dos resultados das empresas

A taba maoptimdispoestrequanvantaproacatribuem evantafunda
2.2.1A prátrabase pocritérde Oindicamoniequip
Este perda
A disque refercapaccompneces
De foque sde paactiviperda
bela anterior ior fiabilidadmização do donibilidade ditar relaçõestificados, exagens estãoctividade douída à manuequipas mulagens sejamamentais par
1. O indicadática de monalhos de melode analisar rios bem defEE, uma méador intitultorização dpamentos, o
rácio é comas, exemplifi
ponibilidadenão há cargências, entrcidade, peqponente, a ssidade de re
ora do cálcusejam devidaaragens, paridades em ga. Há mesmo
remete novde promove desempenhodas máquinas com o mexistem algumo: aceitaçãoos operadoreutenção básitidisciplinare
m difíceis dera consolida
dor Overall nitorização dhoria contína produtividfinidos (de Rétrica clara elado de Oos resultadou até mesmo
posto por tricadas na Fig
e retira ao tega para a me outras peuenas avarqualidade, cetrabalhos.
lo do OEE, isas a falta de ra as quais ngrupo, que oo quem defe
Disponi
PerdVeloc
Qual
vamente parauma maior
o dos equipas acarreta mrcado. Alémmas vantageo individuaes face a prca dos equipes e de rese medir e er os resultad
Equipmentda performanua. Contudodade dos equRon, et al., 20e eficaz paraOverall Equios das melo de fábricas
rês componegura 9.
Figura 9 ‐
empo de abmáquina), osrdas. As perias e funcioconsidera as
sto é, sem prcarga das mnão existe uobriguem à nda que a in
bilidade
as de cidade
idade
a os princípiestabilidade
amentos permaior flexibilm dos resultaens não meal da resproblemas copamentos e solução de pestejam mados de longo
t Effectivennce dos equo, havendo uuipamentos, 005). Foi coma monitorizaipement Effhorias para s.
entes diferen
‐ As três comp
bertura da ms tempos gardas de veloonamento ts perdas de
rejudicar ou máquinas, ou ma regra rígparagem do
nclusão ou nã
•ParagensReabaste
•Baixas caespecíficMicro‐pa
•RejeiçõePeças de
Aumento d
os báiscos de com consemite reduziridade para aados mencioensuráveis, monsabilidadeom os equipdesenvolvimproblemas (ais voltadas prazo.
ness (OEE) uipamentos uma vasta disurgiu a necm base nestar o desempefectivenessum determ
ntes que, po
ponentes do O
máquina (temastos em maocidade refetemporário evido à prod
afectar o seseja, falta dgida. Por exo equipameão destes tip
s previstas; Avaecimento
adências (abaixcado para o equaragens; Ciclos
s; Reparações (e ensaio
do Rendiment
o triângulo Qequente melr custos. Poras organizaçonados na Tamas muito e pelas mpamentos, aumento de co(Chan, et alpara o int
é fundameniversidade dcessidade dea necessidadenho de equ(OEE), per
minado equ
or sua vez, re
OEE
mpo total deanutenção prem‐se a fusem estar dução de p
u resultado e encomendemplo, activento nem sepos de perda
arias; Setups;
o do uipamentos); em vazio
(retoques);
to na Indústria
Quality‐Cost‐horia da quar sua vez, o ões, o que labela 4, querelevantes. áquinas, auumento da ompetências ., 2005). Emterior da em
ntal para a ce métricas ce criar uma mde que surgiuuipamentos rmite muitaipamento, c
eflectem vár
escontando aplaneada, mncionamenta produzir.eças defeitu
ficam todas das. Existem vidades de fempre são cas deve ser a
a de Processo
14
‐Delivery. Sealidade, já aaumento dahes permitee podem serEntre essasumento daimportânciade trabalhombora estasmpresa, são
condução decom as quaismétrica comu o conceitoem geral. Oas vezes aconjunto de
rios tipos de
as horas emmudanças deo abaixo da A terceirauosas e por
as paragensoutros tiposformação ouconsideradasvaliado caso
o
4
e a a e r s a a o s o
e s m o O a e
e
m e a a r
s s u s o

Aumento do Rendimento na Indústria de Processo
15
a caso, conforme nessas horas estivesse planeada, ou não, alguma produção (Ljungberg, 1998). Assim, o principal critério deve ser a existência ou não de carga para o equipamento em causa. O grande problema de não considerar estas perdas no cálculo do OEE é o facto de o resultado final não corresponder exactamente à realidade.
O cálculo do OEE é explicado pela Figura 10.
Figura 10 ‐ Cálculo do OEE
De forma geral, uma máquina que não tivesse paragens, que trabalhasse sempre à velocidade para que está dimensionada e não produzisse defeitos, teria um OEE de 100%, sendo que valores superiores a 85% já são considerados de classe mundial, segundo Nakajima.
2.2.2. SMED no âmbito do TPM
O SMED (Single Minute Exchange of Dies) é uma metodologia passo‐a‐passo, cujo objectivo fulcral é aumentar a produtividade. No entanto, a aplicação desta metodologia também proporciona ganhos assinaláveis na flexibilidade das organizações, na medida em que permite a redução dos tamanhos dos lotes, permitindo reduzir stocks e lead times, o que por sua vez aumenta a qualidade percebida pelo mercado. Assim, a agressividade da concorrência e o aumento da exigência de personalização por parte dos clientes, leva a que as indústrias modernas sintam a necessidade de apostar na troca rápida de ferramentas, sob pena de não terem capacidade de resposta ao mercado (McIntosh, et al., 2007).
Como o nome da ferramenta evidencia, a ferramenta SMED foi inicialmente concebida para permitir o setup de qualquer máquina em minuto singular, isto é, em menos de dez minutos. A metodologia de troca rápida de ferramenta foi desenvolvida no seio da Toyota, embora a primeira experiência realizada por Shigeo Shingo (1909 – 1990) tenha sido efectuada numa fábrica da Mazda, nos anos 50. Por outro lado, também no final dos anos 50, uma equipa da Toyota já havia sido treinada para reduzir tempos de setup, ou seja, o SMED não foi o primeiro sistema de troca rápida de ferramenta que existiu (Sugai, et al., 2007). Contudo, a estruturação completa do método por Shingo (Shingo, 2000) só foi possível no final dos anos 60 numa fábrica da Toyota, que quando confrontada com a performance da Volkswagen no setup de uma prensa, estipulou como objectivo a redução em 50% do tempo dessa mudança. Seis anos depois, apesar deste tempo ter passado de quatro horas para noventa minutos, com o aperfeiçoamento sistemático do método, a troca passou a demorar três minutos. Com isto, surgiu o nome SMED, assinalando a passagem de quatro horas para menos de dez minutos (Shingo, 2000).
Com efeito, o SMED é um dos factores indispensáveis para a implementação da filosofia just in time, por se tratar de um sistema de produção que se define por produzir o necessário, nas quantidades necessárias, no tempo necessário, o que exige uma grande disponibilidade das máquinas e trocas de ferramenta que não consumam excessivamente o tempo de abertura das máquinas. Sendo a Toyota uma empresa marcada pelo sistema just in time, Shigeo Shingo escreveu num dos seus livros “Acredito que o método just in time, que está na essência do Sistema Toyota de Produção, não teria sido desenvolvido, se o sistema TRF [Troca Rápida de Ferramenta – SMED] não existisse.” (Shingo, 1996).

Aumento do Rendimento na Indústria de Processo
16
A Figura 11 esquematiza os passos seguidos pelo KICG para a aplicação da metodologia SMED:
Assim, o método seguido pelo KICG, é mais decomposto do que o originalmente proposto por Shingo (vide Tabela 5), sendo constituído por cinco passos. Partindo de uma situação em que o trabalho da mudança não é dominado, isto é, existe muita variabilidade na execução das tarefas e não existe distinção entre trabalho externo (que pode ser executado com a máquina a trabalhar) e trabalho interno (que exige que a máquina esteja parada), o primeiro passo é efectuar o estudo da mudança. Para tal, pode recorrer‐se a observações com cronómetros, filmagens e diagramas de spaghetti, que servem para evidenciar as movimentações dos operadores. Desta forma é possível identificar os muda existentes durante a operação de setup.
Com a identificação clara das tarefas a executar e também com a percepção dos desperdícios existentes, é possível fazer a distinção entre trabalho externo e interno. Seguindo esta abordagem, o estado inicial, de desconhecimento quase total das tarefas deixa de existir sendo possível avançar para a fase seguinte, a separação dos dois tipos de trabalho.
A etapa 3, indicada na Figura 11, é considerada por muitos autores a etapa central da metodologia SMED: “O princípio fundamental de melhoria de setup é transformar uma operação de setup interno em uma de setup externo” (Costa, et al., 2004). A separação das tarefas internas e externas permite alterar a sequência das tarefas, de forma a que o trabalho externo não seja realizado enquanto a máquina está parada, pelo que o tempo de paragem, mesmo sem que seja alterada a essência das tarefas, pode ser drasticamente diminuído, existindo estimativas de reduções de 30 a 50%. De facto, com a ênfase que é dada a estes ganhos potenciais e à importância dos três primeiros passos, por vezes as equipas terminam a implementação da metodologia nesta fase (Sugai, et al., 2007).
A etapa 4, para o método de Shingo, e as etapas 4 e 5, para o método do KICG, marcam a diferença entre ambos. Enquanto Shingo remete as melhorias das tarefas para a etapa 4, tanto no que diz respeito às tarefas internas como externas, no método aplicado pelo KICG, como se pode verificar na Tabela 5, é dada prioridade às melhorias do trabalho interno. Estas melhorias são eminentemente técnicas, podendo tratar‐se de alteração e uniformização do tipo de apertos, normalização de alturas de moldes ou duplicação de ferramentas, de forma a facilitar e diminuir o tempo de realização de cada tarefa ou, no limite, eliminá‐las. Por fim, a etapa 5 foca‐se na melhoria do trabalho externo. Como os passos anteriores concentram a atenção em optimizar o trabalho interno, em detrimento do externo, muitas tarefas anteriormente executadas com a máquina parada passam para trabalho externo, o que pode levar a que a preparação dos setups seja demasiado morosa. Por isto, para o
Figura 11 ‐ Etapas da Metodologia SMED – Kaizen (KICG, 2009)

Aumento do Rendimento na Indústria de Processo
17
final da metodologia SMED são propostas diversas ferramentas, incluindo os 5S, para agilizar essa mesma preparação.
Tabela 5 – Etapas do Método SMED segundo Shigeo Shingo e KICG
Shingo KICG
1. Estudo do trabalho 1. Estudo do trabalho
2. Separação de trabalho externo e interno 2. Separação de trabalho externo e interno
3.Transformação de trabalho interno em externo
3. Transformação de trabalho interno em externo
4. Racionalização de todos os aspectos da operação de setup
4. Redução do trabalho interno
5. Redução do trabalho externo
Apesar de a metodologia SMED ter inúmeros exemplos de sucesso ao longo dos seus anos de existência, independentemente da escolha entre os métodos apresentados na Tabela 5, antes de se passar à implementação e de forma a garantir a obtenção dos resultados esperados, é necessário preencher um certo número de pré‐requisitos. Estes pré‐requisitos podem ser divididos em quatro grandes áreas: comunicação da e para a equipa responsável pela implementação do SMED, gestão visual da fábrica, medição da performance e kaizen (Moxham, et al., 2001).
Quanto à comunicação da e para a equipa de SMED, são necessárias a clarificação dos objectivos e a passagem da mensagem sobre o que o SMED pode representar em ganhos de produtividade e flexibilidade para a organização, bem como a criação de rotinas de comunicação entre a equipa (com locais e conteúdos a discutir bem definidos). A gestão visual da fábrica assume um papel importante neste processo, na medida em que os novos procedimentos (normalização de tarefas) e o acompanhamento dos resultados passam a estar evidentes e visíveis para todas as pessoas. A criação de meios para que a informação seja formalizada, como quadros de comunicação, evita os inconvenientes desta ter que ser partilhada apenas verbal e informalmente. A medição da performance é fundamental, o que se compreende se se relembrar a máxima “Só obtemos aquilo que conseguimos medir”. A definição do ponto de partida e dos objectivos é fundamental para garantir o alinhamento das pessoas envolvidas. Por fim, a visão kaizen também é um requisito para o sucesso da aplicação do SMED, devendo criar um espírito de resolução de problemas e de melhoria contínua, para evitar que as melhorias obtidas com o SMED sejam pontuais.
Finalmente, sendo o SMED uma metodologia para reduzir o tempo de setup, convém definir a medição desse tempo. Tipicamente, o tempo de mudança de fabrico é o intervalo entre a última unidade boa do fabrico actual e a primeira do novo fabrico. Contudo, esta visão pode ser algo simplista, pois não faz nenhum juízo sobre a performance dos equipamentos após a instabilidade induzida pela mudança. Por isto, pode ser importante recorrer a valores que contemplem não só a produção da primeira unidade boa, como também o tempo até a obtenção de um determinado patamar de rendimento das máquinas (McIntosh, et al., 2000). Neste sentido, a empresa “New Glass”, além de fazer o acompanhamento do tempo de setup típico, dá ênfase ao rendimento dos equipamentos nas primeiras horas após a mudança. Desta forma, a qualidade dos setups é medida recorrendo ao conceito de Índice Médio de Mudança (IMM), que consiste no rendimento de fabrico nas doze horas contadas a partir do início da mudança.
Aumento do Rendimento na Indústria de Processo
18
2.2.3. Resolução Estruturada de Problemas (Kobetsu Kaizen)
A resolução estruturada de problemas, ou Kobetsu Kaizen, é uma ferramenta de melhoria focalizada de equipamentos. Esta metodologia é um dos oito pilares do modelo do TPM e destina‐se fundamentalmente a resolver problemas específicos que prejudiquem o OEE de equipamentos (Productivity Press, 1997).
Ao contrário de outros pilares do modelo TPM, como a manutenção autónoma, que se focam fundamentalmente na operabilidade dos equipamentos, o Kobetsu Kaizen foi estruturado para permitir a mudança e melhoria dos mesmos. Assim, enquanto outras ferramentas do TPM resolvem problemas provocados por causas esporádicas, esta resolução estruturada de problemas destina‐se a eliminar causas crónicas, pelo que envolve muitas vezes alteração do funcionamento e da concepção de máquinas.
Além da diferença de objectivos face aos outros pilares do TPM, a abordagem aos problemas e o método de trabalho também são distintos. Enquanto, por exemplo, a manutenção autónoma passa a responsabilidade para o indivíduo, a melhoria focalizada de equipamentos é um trabalho eminentemente de equipa, em que os seus membros devem ter diferentes funções na organização, de forma a conseguir formar equipas multi‐disciplinares. Na formação da equipa é incontornável juntar pessoas da produção com pessoas da manutenção, porque se os primeiros são quem sente diariamente as dificuldades criadas pela máquina, os segundos são detentores de um conhecimento técnico mais aprofundado, que pode ser muito útil no desenvolvimento de novas soluções.
O método de resolução estruturada de problemas, é composto por oito passos:
1. selecção do problema; 2. descrição do problema; 3. definição de objectivos; 4. análise das causas; 5. definição de acções correctivas e melhorias; 6. verificação da eficácia das acções e melhorias; 7. normalização das melhorias; 8. comunicação e multiplicação das melhorias.
Para um determinado equipamento, a selecção do problema é feita recorrendo à análise das perdas, por exemplo através do Pareto das perdas e escolhendo os factores que mais penalizem o OEE. Após a selecção do problema, é preciso descrevê‐lo. Esta etapa pode levar a conclusões precipitadas se não se tiver em conta que nesta fase da análise só interessa a descrição, baseada na recolha de dados concretos e não de opiniões, para que seja possível compreender a variabilidade do processo. Sendo o Kobetsu Kaizen uma actividade de grupo, em que a análise inicial é feita através de brainstorming, existe a tendência natural dos intervenientes para dar opiniões pessoais, baseadas no conhecimento que foram desenvolvendo ao longo da sua experiência. Esta interferência tem um efeito nocivo para a análise, na medida em que limita desde o início a abrangência do estudo, focando o resto dos passos em pormenores e ideias preconcebidas, impedindo a observação do problema sem paradigmas e a criação de soluções inovadoras. Para a descrição do problema é usual seguir o guião 5W2H, que consiste em sete pontos críticos do problema: o que é o problema (what), em que altura ocorre (when), em que processo ou em que máquina ocorre (where), com quem ocorre (who), em que materiais ou componentes se detecta o problema (which), como é que se detecta (how) e qual a sua dimensão (how much).

O terimpoincluísuas conh(Specmensmelhtarda
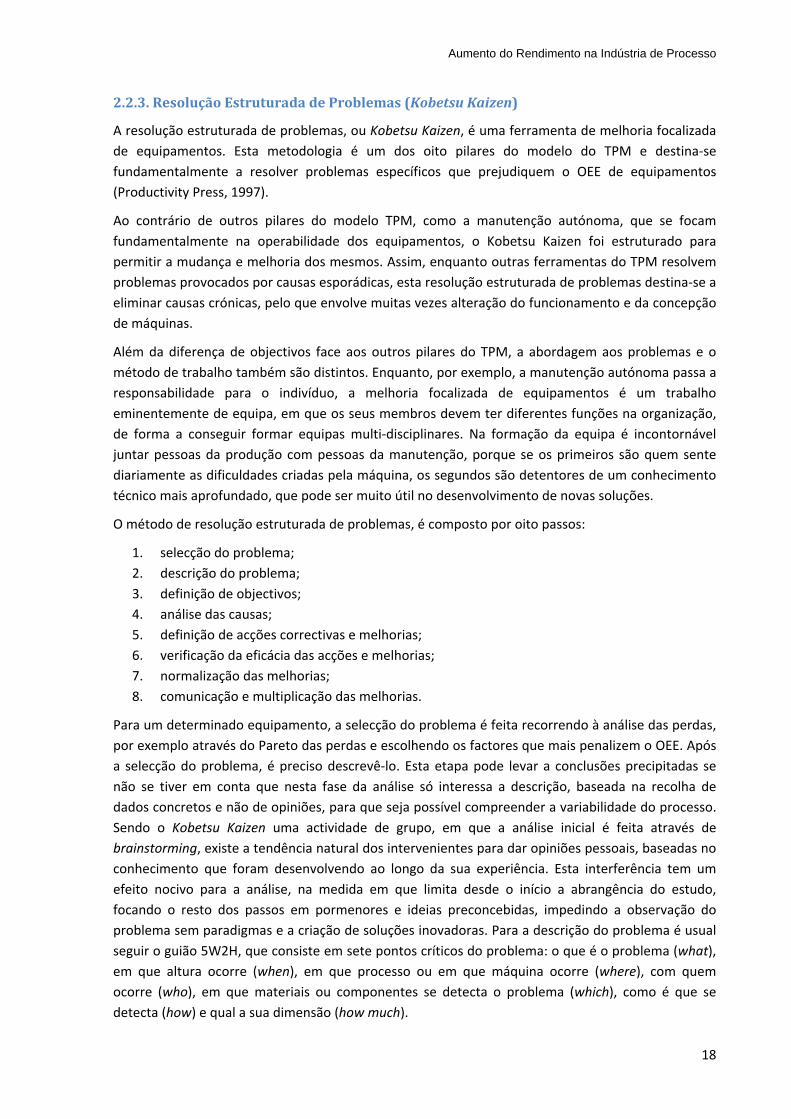
O pasuma até e(Figumáqucausapasso
O quRecocalenformarealizque e
A veevoluindicajá exi
rceiro passo rtantes, senído. Por exemmicro paragecimento socific, Measursurável, atraoria os seus ariam a apare
sso 4, a anátécnica que encontrar a ra 12), quanuina e o méas, que neceo 5.
into passo drrendo a plndarização daa de definir azação das taeste se inclua
rificação doução de um ador deve seista, para nã
do Kobetsudo o primeimplo, a criaçgens sejam reobre o potenrable Attractactivo, realistintervenientecer.
lise das causparte do procausa raiz d
ndo aplicada étodo). Nestessitam de va
do Kobetsu lanos de acas melhoriasa implementrefas e, ao da.
Fig
os resultadosindicador crer simples deo se criar de
Figura 12 ‐ D
u Kaizen é aro a desmultção de fluxo eduzidas emncial de melhtive, Realisticta e atingívetes desmotiv
sas, pode reoblema e vaido problemaaos quatro ta ferramenalidação no
é a definiçãcções, comos, definindo utação das acdefinir datas
gura 13 ‐ Mod
s obtidos coriado para oe acompanhamasiada info
Diagrama de Is
definição dtiplicação deutilizando u
m 30%. O seghoria da mác, [with] Timel em tempovar‐se‐iam co
ecorrer a vári andando paa. Outra ferprincipais Mnta, para caterreno e qu
ão de acçõeo o modelo um responsáções, tem a limite, marc
delo de Plano
om as acçõe efeito, alinhar e, prefereormação. No
shikawa para
Aumento d
de objectivose objectivos m determinagundo contriquina. Finalm
me limit), o qo útil, caso om a indefin
rias ferramenara trás, estarramenta muM’s da organida uma dasue, a confirm
es correctivada Figura
ável e uma dvantagem decar o ritmo d
o de Acção (KI
es correctivhado com oncialmente, o caso de os
aplicar aos 4
Problema
do Rendiment
s. Para tal edo projectoado equipamibuto é o da mente, o obue significa qcontrário, aoição do temp
ntas, como aabelecendo ruito útil é ozação (a mãs ramificaçõmarem‐se, se
as para as ca13, a equipata limite pae aumentar do Kobetsu K
CG, 2009)
as deve ser objectivo tra escolha deobjectivos n
M's (KICG, 20
to na Indústria
existem dois em que o K
mento pode e equipa, quebjectivo deveque deve seo longo do po limite e o
a análise dosrelações de co diagrama ão‐de‐obra, oes indicam‐erão minimiz
ausas raiz idpa traça iniara a sua reaa responsabKaizen e do
r feita moniraçado no peve incidir soão terem sid
009)
a de Processo
19
contributosKobetsu estáexigir que ase tem algume ser SMARTr específico,processo deos resultados
s 5 porquês,causa efeito,de Ishikawao material, ase possíveiszadas com o
dentificadas.cialmente alização. Estailização pelaprojecto em
itorizando apasso 3. Esteobre um quedo atingidos,
o
9
s á s m T , e s
, , a a s o
. a a a m
a e e ,

Aumento do Rendimento na Indústria de Processo
20
o sexto passo pode remeter para a definição de novas acções, o que obriga a voltar ao passo anterior.
Com as acções correctivas e as melhorias aprovadas passa a ser necessário enraizar as novas técnicas nos hábitos das pessoas. A normalização e o treino dos operadores são fundamentais para criar os novos hábitos de trabalho. A etapa 7 garante que as melhorias obtidas passam a ser o novo método de trabalho e que haverá a consistência necessária para consolidar os resultados.
Finalmente, o oitavo passo do método é a multiplicação das novas normas para todos os equipamentos da organização onde estas possam ser aplicadas. Para que a multiplicação seja eficaz, o treino dos operadores no cumprimento das normas, o seguimento da implementação e a realização de auditorias para avaliar a mudança de procedimentos é incontornável, caso contrário as melhorias multiplicadas não serão respeitadas.
A utilização do método Kobetsu Kaizen, tal como do TPM em geral, é um forte catalisador na criação de competências de trabalho em equipa e do espírito de resolução de problemas (Chan, et al., 2005). Assim, além das melhorias técnicas resultantes da aplicação da melhoria focalizada de equipamentos, a organização também ganha no que diz respeito aos seus recursos humanos, uma vez que há mais criação e multiplicação de conhecimento.
2.2.4. Análise Diferencial No cálculo do OEE, uma das variáveis é a qualidade, isto é, a taxa de produção de defeitos. A Análise Diferencial é precisamente uma ferramenta cujo objectivo principal é resolver problemas de qualidade. Esta técnica foi aplicada durante muitos anos por um antigo membro do KICG, o Doutor Gondhalekar, sem ter sido formalizada. Embora a Análise Diferencial, que nem sempre foi conhecida por este nome, desse bons resultados e em curtos espaços de tempo, Gondhalekar nunca sentiu a necessidade de escrever sobre o tema. Esta necessidade apenas se fez sentir, quando uma aluna sua se dedicou a acompanhá‐lo e a esboçar um framework de aplicação da técnica. A origem da técnica reside na estruturação do raciocínio da personagem Sherlock Holmes, que aplicava o modus tollens2 nas suas investigações. Esta forma de observar as pistas foi transposta para problemas industriais e, devido a inúmeras semelhanças com técnicas de diagnóstico medicinal, designada de Análise Diferencial (Gondhalekar, et al., 2005).
Originalmente, a Análise Diferencial era utilizada exclusivamente para o diagnóstico dos problemas, ou seja, para identificar as causas de um determinado problema de qualidade. Ao longo do seu trabalho, Gondhalekar não se preocupava com a criação de planos de acções correctivas para resolver os problemas. No entanto, após a formalização desta metodologia, também foram desenvolvidas técnicas para implementar acções correctivas, de forma a ir ao encontro da filosofia Kaizen, levando a implementação das soluções até ao fim.
A Análise Diferencial foca uma grande parte dos esforços na análise de aspectos que estão correctos. Com isto, a análise não estuda exaustivamente peças defeituosas, ou máquinas com problemas. Pelo contrário, amostras de produtos ou equipamentos que não apresentem problemas são muito importantes para a análise, dado que a observação destes elementos se torna muito útil para fazer a contraposição com os elementos problemáticos. A abordagem inovadora da Análise Diferencial
2 Modus tollens refere‐se a uma forma de raciocínio, caracterizada por eliminar suspeitas a partir do conhecimento que já se tem sobre um determinado problema.

Aumento do Rendimento na Indústria de Processo
21
encerra uma nova forma de resolver os problemas. Analisando tanto peças boas como peças más, as diferenças e as possíveis anomalias tornam‐se evidentes mais rapidamente, permitindo, ao longo do estudo, descartar rapidamente hipóteses, o que acelera o processo de chegada à solução.
O processo de análise tem o seu início com uma etapa básica, que serve para ganhar uma visão geral da fábrica. A primeira coisa a fazer antes de estudar o problema em concreto é conhecer o processo produtivo, embora sem serem necessários detalhes. A vantagem deste passo é ter, à partida, uma ideia da big picture, do fluxo produtivo.
Com a primeira etapa concluída, dá‐se o início da análise detalhada do problema. Nesta fase, Gondhalekar salienta três pontos basilares para impedir o enviesamento do raciocínio:
• não recolher opiniões – as pessoas envolvidas no quotidiano das fábricas, que já tentaram inúmeras vezes resolver o problema e que foram desenvolvendo algum conhecimento ao longo dos anos do seu trabalho, também foram criando paradigmas, os quais influenciam negativamente a qualidade da análise;
• recolher dados fidedignos e recentes – existe frequentemente a tendência de criar registos complexos de dados sobre os problemas, quando o mais simples e eficaz é registar algumas observações no momento da análise;
• observar o problema no terreno – a análise dos problemas através de registos estatísticos, entre outros, é útil para guiar a análise, mas não dispensa a observação directa dos equipamentos e peças críticas para o problema.
Seguindo estes princípios, na ausência de paradigmas e com um contacto próximo com o problema, a Análise Diferencial divide‐se num leque de perguntas agrupadas em quatro dimensões diferentes. A Figura 14 esquematiza a estruturação da Análise Diferencial.
Figura 14 ‐ As Quatro Dimensões da Análise Diferencial
Na dimensão Sintoma interessa perceber de que forma o problema ou defeito se manifesta nas unidades. Para que a análise seja mais produtiva deve ser feita uma comparação entre unidades boas e unidades defeituosas, a fim de detectar as principais diferenças. Com esta observação é possível encontrar padrões de repetição ou particularidades nos casos em que há ocorrência de defeitos. Por exemplo, na presença de um determinado defeito, a peça pode também ter uma marca no corpo inexistente em unidades boas. Esta marca pode levantar a hipótese de haver contacto com algum componente da máquina, que mesmo não tendo relação directa com o defeito, pode ser o responsável pela sua ocorrência.
As Quatro Dimensões da Análise Diferencial
Sintoma•Como o problema se manifesta
Localização•Em que fase do processo, linha, referência, parte do produto
Tempo•Em que turno, hora do turno, dia, mês, ano
Quantidade•Por lote e por peça

Aumento do Rendimento na Indústria de Processo
22
A dimensão Localização é bastante abrangente, na medida em que aborda quatro tipos distintos de localizações. A primeira, a fase do processo, serve para ir descartando máquinas ao longo do fluxo produtivo. Desta forma, isolando a produção do defeito máquina a máquina, rapidamente se identificam quais os equipamentos responsáveis pelo problema. A localização na linha permite identificar diferenças como maior comprimento dos corredores de transporte, variações de temperatura ou passagem por fontes de humidade ou outras perturbações do meio ambiente. Relativamente à localização na referência, o objectivo é perceber quais os modelos mais problemáticos, para identificar diferenças físicas entre eles ou métodos de produção diferentes. Por fim, a localização no produto foca‐se no estudo pormenorizado de uma peça defeituosa, de forma a estudar quais os mecanismos que têm interferência com as partes defeituosas.
O estudo do Tempo tenta isolar três factores: a variação dentro dos turnos, a variação entre turnos e a variação ao longo dos dias ou outra unidade de medida. Com a variação dentro dos turnos, pode ser indicada alguma hora crítica, como a hora de almoço, em que pode haver menos cuidado no trabalho com as máquinas, ou o final do turno, devido ao acumular do cansaço dos operadores. A variação entre turnos permite perceber se há diferenças entre os métodos de trabalho de pessoas ou se há alguma hora crítica para a fábrica, como o arranque da fábrica de manhã, ou a paragem dos equipamentos no final do dia. Quanto à evolução da taxa de defeitos ao longo de diversos dias, semanas ou meses, o objectivo é identificar algum comportamento sazonal do aparecimento dos defeitos, como a má aderência de revestimentos devido ao aumento da humidade do ar no Inverno.
A quarta e última dimensão da Análise Diferencial estuda a Quantidade de defeitos por lote, estudo que depende da definição de lote de cada indústria, pois tanto pode ser um tamanho predefinido, como uma ordem de fabrico, independentemente do seu tamanho. Por outro lado, na dimensão Qualidade, também é estudado o número de defeitos que aparecem nas peças más, pois estes podem ter uma determinada distribuição nas peças ou pode também haver correlação com outros defeitos.
Estas quatro dimensões encerram a essência da Análise Diferencial e após terem sido exaustivamente percorridas, deverão conduzir às principais causas do problema. No entanto, tanto ao longo da análise como no fim, é necessário conduzir testes experimentais para ir descartando as hipóteses levantadas. Segundo Gondhalekar: “Só se domina a qualidade quando se consegue produzir um determinado defeito propositadamente”. Assim, os testes experimentais (ver modelo na Figura 15) devem ser conduzidos de forma a produzir defeitos de acordo com as possíveis causas raiz encontradas.
Figura 15 ‐ Modelo para preparação dos testes experimentais (KICG, 2009)
A metodologia original tal como desenvolvida por Gondhalekar terminaria nesta fase. No entanto, os princípios utilizados nos passos anteriores podem ser utilizados para a implementação de acções correctivas. Tendo em conta que durante a Análise Diferencial existe uma grande preocupação para isolar os factores em estudo, na implementação das acções correctivas esse cuidado também é tido
Te ste d as C au s a s R a iz h ip o té tic a s
H ip o té tic a s C a u sas R a iz (R C ) pr in c ip a is
P la n o d e ac ç ã o p a ra va l id a r a h ip o té t ic a c a u sa ra iz (R C )
R e s u ltad o s d a E x p e riên c ia /Te s te
4) D e cis ã o : e x iste re la ç ã o d e ca u s a /e fe ito ?

Aumento do Rendimento na Indústria de Processo
23
em conta, pelo que antes de se passar à implementação, cada melhoria é testada na ausência de todas as outras, para ser mais perceptível o contributo, positivo ou não, de cada uma.
2.3. Síntese As metodologias utilizadas num projecto de melhoria contínua actuam em várias dimensões de uma organização. O Kaizen Management System inclui ferramentas que permitem actuar em cinco áreas chave: os fluxos de materiais e informação, a manutenção da produtividade, a qualidade, os serviços (internos ou prestados aos clientes) e a mudança cultural. Em cada uma destas áreas, apesar dos seus diferentes enfoques, os princípios kaizen são seguidos. Desta forma, consegue‐se uma abordagem consistente aos problemas e às organizações, dando especial atenção à eliminação dos sete muda: sobre produção, espera de pessoas e de materiais, movimentação de pessoas e de materiais, sobre processamento e produção de defeitos.
Na implementação de um sistema de melhoria contínua estruturado, a criação de novos hábitos e de espírito crítico nos operadores é fundamental. A gestão da mudança e o Kaizen Diário em particular permitem criar as rotinas necessárias para que as pessoas ganhem capacidade de resolução de pequenos problemas, através de planos de acção e do seguimento de indicadores chave das suas actividades.
Finalmente, o pilar TPM concentra‐se na manutenção da produtividade e dispõe de um conjunto de metodologias que pode ser utilizado para aumentar o rendimento de máquinas e de fábricas em geral. Através da monitorização do OEE da análise das suas três componentes (disponibilidade, velocidade e qualidade) torna‐se mais fácil a actuação sobre as perdas de eficiência. Para cada uma das componentes podem ser utilizadas ferramentas mais focalizadas, como o SMED, o Kobetsu Kaizen ou a Análise Diferencial. Além da actuação directa nas máquinas, é inalienável a importância das pessoas no aumento do rendimento de uma fábrica. Perante este facto, o TPM também se preocupa com os Recursos Humanos das organizações, envolvendo‐os na melhoria contínua através da melhoria das suas condições de trabalho. A metodologia 5S e o Kaizen Diário são exemplos do que pode ser feito para que a melhoria contínua seja melhor aceite nas organizações.

Aumento do Rendimento na Indústria de Processo
24
3. Desenho e Implementação da Solução Do capítulo Desenho e Implementação da Solução pretende‐se que relate, pormenorizadamente, os passos da implementação das diversas ferramentas propostas para o projecto “Aumento do Rendimento na Indústria de Processo”, sendo apresentada a situação inicial, as etapas da implementação e a situação alcançada após o trabalho kaizen. De seguida apresenta‐se ainda o desenho da solução a implementar.
Embora a empresa “New Glass” tenha como principal indicador operacional o rendimento de fábrica, este rácio não é mais do que o OEE. A única diferença entre ambos é que no caso do rendimento de fábrica não existe preocupação em separar os valores da disponibilidade, das perdas de velocidade e da taxa de qualidade. Com isto, ao aumento do rendimento de fábrica está subjacente o objectivo de aumento do OEE dos equipamentos e da fábrica em geral.
Assim, com base no objectivo máximo de aumento do OEE, a primeira fase do projecto kaizen na empresa “New Glass” foi desenhada para actuar em quatro temas distintos: disponibilidade dos equipamentos, perdas de velocidade, qualidade e envolvimento das pessoas de toda a organização. A Tabela 6 apresenta o desenho da solução a implementar.
Tabela 6 ‐ Desenho da solução para a primeira fase do projecto kaizen
Objectivo Aumento do Rendimento de Fábrica (OEE)
Componente do OEE Disponibilidade Disponibilidade e
Perdas de Velocidade
Qualidade
Ferramenta SMED Kobetsu Kaizen Análise Diferencial
Área da fábrica Zona Fria Zona Quente Ambas
Envolvimento das pessoas com formação, 5S e Gestão Visual
Em suma, para a primeira fase do projecto kaizen foi escolhida uma ferramenta de melhoria para cada componente do OEE, à excepção do Kobetsu, que também interfere na disponibilidade. Além do foco no aumento do OEE, também foram seleccionadas ferramentas para criar maior proximidade com as pessoas e incutir‐lhes um espírito crítico, de melhoria contínua. Contudo, as ferramentas do envolvimento das pessoas também podem gerar ganhos na produtividade, se se obtiverem melhorias nos postos de trabalho e nos procedimentos dos operadores.
3.1. SMED em Zona Fria Dada a divisão da fábrica em duas zonas distintas (quente e fria), as mudanças de fabrico numa e noutra zona são conduzidas por equipas diferentes. Tendo em conta que o tipo de equipamentos também é muito diferente de uma zona para a outra, é expectável que os tempos de setup não sejam iguais. De facto, no início do projecto, a zona quente fazia a troca de ferramenta em menos

tempzona escoavoltaos teamar
Pela quaisEstestambDestamáqu
A deimedfunciprocetemp
Para equipoportcomo
Aplic
MáquAs mseremcomoestastodasos cin
po que a zonquente comar sendo ner a introduziempos de murelo.
análise da Fs é necessáris dois equipabém os paleta forma, paruinas FP / FP
finição do oiata. Sendo onar, não sesso. Assim, pos de muda
a implemenpamentos etunidades, do a aspectos
cação da Me
uinas FP / Fáquinas FP /m as que têmo irregularidas máquinas ss as técnicasnco passos se
na fria. Esta meça a chegacessário palir mais tardeudança dos
Figura
igura 16 é fao efectuar oamentos sãotizadores, qura ser possívePX e os paleti
objectivo paa Zona Quene justifica to objectivo nça iguais ao
ntação do SMem questão,desenvolver técnicos dos
etodologia
FPX / FPX são asm maior númades nas parsão uma pas utilizadas peguidos pelo
diferença dáar à zona friaetizar à mãoe, quando já equipament
a 16 ‐ Tempo
acilmente peo estudo da to as máquinue tal comoel agilizar asizadores fora
ara a implemnte responsáer a Zona Fdo SMED, t
os da fabrica
MED foi nece, pois só cideias e valis equipamen
s que mais dmero de senredes do vidrrte central dpara diminuiro KICG, já exp
á origem a da, as máquino, isto é, rehouver essatos de zona
de mudança
erceptível qutroca de ferraas FP / FPX, o nome exs mudanças eam os equipa
mentação deável pela fabFria preparadtanto para ação, ou seja,
essária a pacom estas idar as melhntos.
defeitos detensores diferero ou irreguldo equipamr os tempos plicitados ne
Aumento d
desequilíbrioas de inspectirar as emb possibilidadfria, a azul,
de diversos e
ue existem damenta, a fim, que são mxplica, passame ganhar disamentos esc
este métodobricação do pda, pois nãos FP / FPX c, ligeirament
rticipação dopessoas é horias, tanto
ectam em toentes. Nestasaridades dasento de Zonde setup de
este trabalho
do Rendiment
s, pois quancção ainda nbalagens de de. Em síntese da fabrica
quipamentos
dois equipamm de os equáquinas de m o produtosponibilidadeolhidos para
o de troca rproduto, se o irá acresccomo para ote superiores
os operadorque se tor
o no que res
oda a inspecs máquinas s dimensões na Fria. De estes equipao.
to na Indústria
ndo a obra pnão estão providro da linse, a Figura 1ação, ou zon
s
mentos na Zoilibrar com ainspecção ao da linha pe da fábrica a a aplicação
rápida de feesta não estentar valor os paletizados a uma hora
res e responrna possívespeita a pro
cção, devido são detectaddas embalagseguida, aprmentos, de
a de Processo
25
produzida naontas para anha, para as16 evidenciana quente, a
ona Fria, nosa fabricação.utomática epara paletes.em geral, asdo SMED.
erramenta étiver ainda anenhum ao
ores é terema.
sáveis pelosl identificarcedimentos,
ao facto dedos defeitosgens. Assim,resentam‐seacordo com
o
5
a a s a a
s . e . s
é a o m
s r ,
e s , e m

Aumento do Rendimento na Indústria de Processo
26
Para o primeiro passo, o estudo do trabalho, existem, essencialmente, três tarefas a executar: observar o trabalho de mudança, para cada operador, registando‐o em vídeo; dividir o trabalho por tarefas e perceber quem faz o quê e, por fim, o esboço de um gráfico de spaghetti, que permite evidenciar desperdícios de movimentação dos operadores. A Figura 17 mostra o spaghetti desenhado para a mudança de uma máquina FP / FPX.
Figura 17 ‐ Gráfico spaghetti da mudança de uma máquina FPX
Para que se possam perceber os movimentos desenhados, convém dizer que a mudança requer a utilização de diversas ferramentas e também de amostras, que não estavam próximas dos operadores na situação inicial. Com isto, o operador é forçado a deslocar‐se inúmeras vezes ao carro de ferramentas e de amostras, perdendo tempo nestas deslocações.
Com a observação tanto do vídeo, como da mudança in loco pode passar‐se para a segunda etapa do SMED, por já ser possível determinar quais as tarefas externas e quais as internas.
De um ponto de partida em que não era conhecido o número de tarefas a executar durante a mudança, o modo operatório definido passou a contar com quarenta e nove, as quais incluem quatro tarefas de trabalho externo (Apêndice A). O facto de a percentagem de tarefas externas ser reduzida, face ao total do trabalho de mudança, pode limitar os ganhos expectáveis para a segunda etapa do SMED (cerca de 50%). No entanto, existem outras tarefas não referidas no modo operatório, por tratarem de organização e preparação da mudança. Estas tarefas são levadas a cabo tanto no dia anterior às mudanças, como após as mesmas, o que leva a não as referir juntamente com as que decorrem mais próximo do setup. Assim, as tarefas enumeradas no modo operatório são aquelas que ocorrem imediatamente antes ou durante a mudança. As restantes são apresentadas na Tabela 7.

Aumento do Rendimento na Indústria de Processo
27
Tabela 7 ‐ Tarefas externas à mudança das máquinas FP /FPX não contempladas no modo operatório
Fase Tarefa
Antes (sem intervenção na máquina)
Preparação de material (tornetes, guias, sem‐fins, calibres anéis de centragem, bases, objectivas SWA, acrescentos cabeça, estrela WOF, conjunto SV 3 e 4 + SG e óculo)
Verificação de existência de avulso
Numeração das bases por estação
Preparação de amostras
Preparação de amostras padrão
Antes (com intervenção na máquina)
Levantamento da cabeça de estanquidade
Desaperto do parafuso de elevação da máquina
Sopro / Limpeza da máquina
Desaperto de porcas de fixação dos veios roscados das tornetes
Preparação das ferramentas na plataforma de trabalho
Desaperto do parafuso de fixação da cabeça à saída
Depois (sem intervenção na máquina)
Verificação visual do material retirado da mudança
Arrumação do material em local apropriado
Dada a quantidade de tarefas externas presente na tabela anterior existia a necessidade de dedicar alguns esforços ao passo 5, a organização do trabalho externo, pois a preparação de materiais pode ser mais expedita recorrendo a técnicas como os 5S. Além disso, as tarefas de preparação, quando bem executadas, têm a vantagem de diminuir a ocorrência de erros muitas vezes detectados só quando a máquina está parada.
A transformação de tarefas internas em externas, consistiu na percepção de actividades que poderiam ser alteradas, para que pudessem ser executadas com a máquina em funcionamento. Até então as tarefas de trabalho externo da Tabela 7, levadas a cabo antes da mudança, mas com intervenção na máquina, sempre foram consideradas tarefas que obrigavam à paragem da máquina. Das seis tarefas em causa nenhuma delas exigiu qualquer alteração técnica para passar a ser executada com a máquina em funcionamento. Neste caso, a passagem para trabalho externo não se deveu a mudanças técnicas, mas sim a mudança de paradigma, por se ter conseguido chegar à conclusão que não punham em causa o bom funcionamento da máquina. Desta forma, a terceira etapa da metodologia SMED (que corresponde à transformação de trabalho interno em externo) foi inexistente, sendo esta alteração do modo operatório pertencente à segunda etapa.
Findas as primeiras três etapas, o foco do SMED passa para alterações técnicas das máquinas, recorrendo‐se a uma análise dos componentes que requerem mais tempo de manuseamento e identificando potenciais pontos de melhoria.
Para tal, através da observação de uma mudança, criou‐se um gráfico de Pareto (Figura 18) do tempo das tarefas.

Com tarefa
• • • • • •
Alémalgum
•
•
base no Figas mais dem
normaliza
calibração
normaliza
fixação da
calibração
ajuste do
destas melhmas com imp
normalizanúmero dúnica cha
criação dcomponeminimiza
Fig
gura 18 forammoradas:
ação de para
o da altura d
ação de para
a cabeça ape
o da altura d
FTA com ap
horias mais epacto na gen
ação de parade ferramenave);
de uma plataentes críticosndo o despe
ura 18 ‐ Paret
m detectada
afusos das gu
da estrela (Fig
afusos das es
enas com do
da cabeça (Fi
pertos rápido
específicas peralidade da
afusos e utilitas de apert
aforma de fs e amostraserdício identi
Figura 1
to do tempo d
as oportunid
uias (Figura 1
gura 19 – B);
strelas (Figur
ois apertos (F
gura 19 – E);
os (Figura 19
para determias tarefas:
ização de apto (sempre q
ferramentass (Figura 20ficado no gr
19 ‐Melhorias
Aumento d
de execução d
dades de me
19 – A);
;
ra 19 – C);
Figura 19 – D
;
– F).
nados comp
pertos rápidoque possível
(Figura 20– B), o queáfico de spag
s técnicas
do Rendiment
das tarefas
elhoria espec
D);
ponentes, tam
os, levando àcom a mão
– A1 e A2) e evita desloghetti.
to na Indústria
cíficas para a
mbém foram
à necessidadou com a aj
e de um caocações dos
a de Processo
28
algumas das
m detectadas
de de menoruda de uma
arro com osoperadores,
o
8
s
s
r a
s ,

Aumento do Rendimento na Indústria de Processo
29
Figura 20 ‐ Plataforma de ferramentas e carro de componentes críticos
No quinto e último passo do SMED, a principal preocupação foi evitar alguns erros recorrentes na preparação das mudanças. O caso do avulso teve um relevo importante, pois o número de falhas era significativo. Este avulso consiste em paletes incompletas de produto acabado que servem para afinar as máquinas. Estas unidades de produto acabado boas são utilizadas para adaptar o funcionamento da máquina às características do novo produto e também para detectar erros de afinação dos sensores. Assim, o armazém de avulso teve que ser reorganizado, com o recurso à ferramenta 5S, para que fosse mais eficaz a preparação do mesmo. Como mostra a Figura 21, o armazém, que antes não tinha qualquer tipo de organização, passou a estar dividido por famílias de produtos, com a ajuda de códigos de cores e o avulso necessário para cada um dos dias da semana passou a ser preparado à sexta‐feira da semana anterior com indicação do dia correspondente. Desta forma, facilmente se percebe se há algum dia sem avulso.
Figura 21 ‐ Layout e organização do armazém de avulso
Outro elemento muito importante na mudança é o conjunto de embalagens com defeitos, as amostras, utilizado para a afinação dos diversos sensores das máquinas de inspecção. O armazém das amostras também teve que ser alvo da implementação dos 5S. Neste caso, além da utilização do código de cores, como as amostras são armazenadas em caixas pequenas e numeradas, podem ser guardadas ordenadas pela sua referência, reduzindo ainda mais o tempo de procura.

Aumento do Rendimento na Indústria de Processo
30
Figura 22 ‐ Layout e organização do armazém de amostras
Paletizador O outro equipamento crítico identificado, com um tempo de setup superior ao da fabricação é o paletizador. A implementação do sistema de troca rápida de ferramenta do paletizador passou por todas as etapas referidas para as máquinas de inspecção automática, embora o processo tenha sido relativamente mais simples.
Para o estudo do trabalho foram observadas algumas mudanças e analisadas as tarefas a executar, que após a separação entre trabalho externo e interno deu origem à definição do modo operatório (Apêndice B). A definição do modo operatório permitiu, como esperado, evitar que tarefas supostamente externas fossem realizadas com a máquina parada, como a preparação do avulso necessário ou a procura de ferramentas e componentes fora da zona da máquina.
À semelhança do que aconteceu com as máquinas FP / FPX, o terceiro passo foi inexistente. Como a grande parte das tarefas a executar durante o setup eram de verificação e afinação dos componentes, não houve hipótese de passar, por exemplo, a preparar montagens externamente. A redução do trabalho interno, por sua vez, teve impacto nas mudanças mais difíceis, para as quais é necessário trocar a cabeça do paletizador, peça responsável pelo manuseamento do produto. Nestes casos eram necessárias mais pessoas para desmontar a cabeça, retirá‐la da zona da máquina e colocar a nova. Com as melhorias técnicas representadas na Figura 23, foi possível reduzir o tempo de mudança deste componente, que contribuía muito para o tempo total da mudança.
Figura 23 ‐ Melhorias técnicas no paletizador (A ‐ carro de extracção de cabeças, B ‐ mesa de suporte de cabeças, C ‐ aumento das portas para saída das cabeças)
No último passo, foi organizado o carro que serve de suporte à mudança. Neste carro estão todos os componentes necessários para o setup e através dos 5S conseguiu‐se uma melhor gestão dos stocks

Aumento do Rendimento na Indústria de Processo
31
dos componentes e um menor tempo de procura dos mesmos enquanto a máquina está parada. Tal como com as máquinas de inspecção automática, a utilização do avulso é vital para a afinação do paletizador, pelo que a organização do armazém também contribuiu para a diminuição do tempo de setup deste equipamento.
Controlo de Qualidade Também no âmbito das mudanças, embora não se trate de nenhuma mudança de equipamento, foi definido o modo operatório dos operadores responsáveis pelo controlo de qualidade (Apêndice C). Assim, embora não haja nenhum tempo de setup, existem ganhos indirectos, pois consegue‐se uma maior agilidade da Zona Fria, no seu todo, para receber a obra vinda fabricação, com o menor desperdício possível.
Resultados Dado que o SMED visa diminuir o tempo de mudança de equipamentos, a monitorização dos resultados da sua implementação é feita recorrendo a medição de tempos, mas no contexto da fábrica em causa existe um dado que se afigura igualmente importante. Tal como já foi referido, a importância da mudança rápida dos equipamentos de Zona Fria deve‐se à necessidade de conseguir mudar num período, no máximo, igual ao da mudança da fabricação. Mesmo que a Zona Fria seja mais rápida do que a fabricação a mudar, o rendimento da fábrica não será maior, pois não haverá mais produto acabado. Com isto, um indicador importante para as mudanças de Zona Fria é o número de paletes feitas à mão. Este indicador permite saber se a Zona Fria se atrasou ou não face à fabricação, sendo positivo se tal acontecer. A Figura 24 mostra a folha de registo do indicador de paletização à mão instalado no terreno, para actualização por parte dos operadores.
Figura 24 ‐ Indicador de paletização à mão
Como se pode verificar, o número de paletes constituídas à mão é diferente de zero em apenas quatros dos dias observados, sendo uma dessas ocorrências devida a uma experiência realizada na linha.
O resumo do resultado final é apresentado na Figura 25.

De acestasdas mde pa
3.2. No secondé moreject
O hande pprovotrans
O idlemáqude pemold
Aplic
PassPara perda
cordo com os passaram amáquinas de aletizar à mã
Resoluçãeguimento dicionantes donitorizado et.
ndling, tal corocesso, comocar perdas sporte ou a fa
e representauina e vão deças devido agem.
cação da Me
so 1 Selecçãtomar a decas de Zona Q
Figura
os objectivo demorar minspecção ao, evitando
ão Estrutuda necessidaeste rendimem conjunto,
omo o nome m o funcionpor handlinalha na sua t
a as perdas irectas para a lubrificaçã
etodologia
ão do problcisão relativQuente, pate
0%10%20%30%40%50%
Figu
a 25 ‐ Resulta
os inicialmenenos tempo automática edesperdício
urada de Pade de aumento é o con, divide‐se e
indica, está namento a eng. Exemplostransferência
por gotas dea reciclagemão ou a má
lema a ao primeirnte na Figur
Reject
Estrutura d
ra 26 ‐ Estrut
ado da aplicaç
nte estipuladdo que as d
e do paletizapor retrabal
Problemaentar o rendnjunto de pem três grand
relacionadoelevadas cads destas pera da máquin
e vidro que m e o rejectdisposição d
ro passo do a 26.
Idle
e Perdas de Z
ura de perdas
Aumento d
ção do SMED
dos para as da fabricaçãodor eliminouho e tornand
as em Zondimento de rdas na Zonades tipos de
o com o mandências, quardas são a qa para o tape
são cortadascorresponde
das mesmas
Kobetsu foi
Handli
Zona Quente
s em Zona Qu
do Rendiment
em Zona Fria
trocas de reo. A diminuiçu quase por do a Zona Fr
na Quentefábrica, uma Quente. Ese perdas: per
useamento dalquer falha ueda de umete.
s, mas que ne a perdas pno tapete d
feita uma a
ing
uente
to na Indústria
eferência emção dos tempcompleto a ia mais ágil.
(Kobetsum dos principste grupo de rdas por han
do produto. dos mecan
ma garrafa n
não chegampela rejeiçãode transporte
análise da es
a de Processo
32
m Zona Fria,pos de setupnecessidade
u Kaizen) pais factoresperdas, quendling, idle e
Na indústrianismos podeo tapete de
a entrar nao automáticae à saída da
strutura das
o
2
, p e
s e e
a e e
a a a
s

Aumento do Rendimento na Indústria de Processo
33
A recolha dos dados para definir a situação inicial teve em conta o período de um mês, pois não era feito o seguimento destas perdas detalhadamente. Com a implementação do Kobetsu Kaizen, as perdas passaram a ser monitorizadas diariamente. A análise da figura leva a crer que o principal problema é o reject, seguido do idle. No entanto, estas duas perdas não são totalmente desnecessárias. No caso do reject, a lubrificação, imprescindível para o correcto funcionamento dos diversos moldes, tem um peso importante, variável com as necessidades de cada máquina. Quanto ao idle, a realização de manutenções na máquina ou numa das suas secções também obriga a desperdiçar gotas de vidro. Já no caso do handling todas as perdas são desnecessárias, pois só se devem a problemas na extracção das embalagens, à sua transferência para o tapete e a instabilidade no transporte. Neste caso a escolha caiu sobre a última coluna do gráfico de Pareto, por lhe ser atribuído o maior potencial de ganhos.
Passo 2 – Descrição do problema A descrição do problema foi efectuada com base na análise 5W2H representada pela Figura 27. Esta análise permitiu focar a atenção da equipa nas perguntas chave para o problema. A título de exemplo, a pergunta “Quem?” revelou‐se irrelevante, ao contrário de o quê, que permitiu agrupar partes do processo, para a análise a fazer no ponto 4.
Figura 27 ‐ Análise 5W2H para o problema de handling
Passo 3 – Definição de objectivos O ponto de partida do valor de perdas por handling foi obtido através de uma estimativa, por observação do fabrico de uma determinada referência. Como só foi observada uma referência, este valor é fortemente influenciado pelas suas características físicas, dado que quanto mais alta e delgada for uma embalagem, mais problemas de handling terá. Mesmo com esta limitação, o objectivo definido foi a redução em 60% do valor inicial (0,9%) num prazo de cerca de dois meses. Desta forma, o objectivo traçado cumpre todos os critérios necessários para ser SMART.
Passo 4 – Análise das causas Para a análise das causas do problema de handling recorreu‐se ao diagrama de Ishikawa e como no passo 2 haviam sido identificados grupos distintos de componentes críticos para o problema foi necessário esboçar dois diagramas. A Figura 28 mostra os dois diagramas, sendo o do lado esquerdo dedicado ao grupo “1)” da análise 5W2H e o do lado direito dedicado aos grupos “2)” e “3)” da mesma análise.
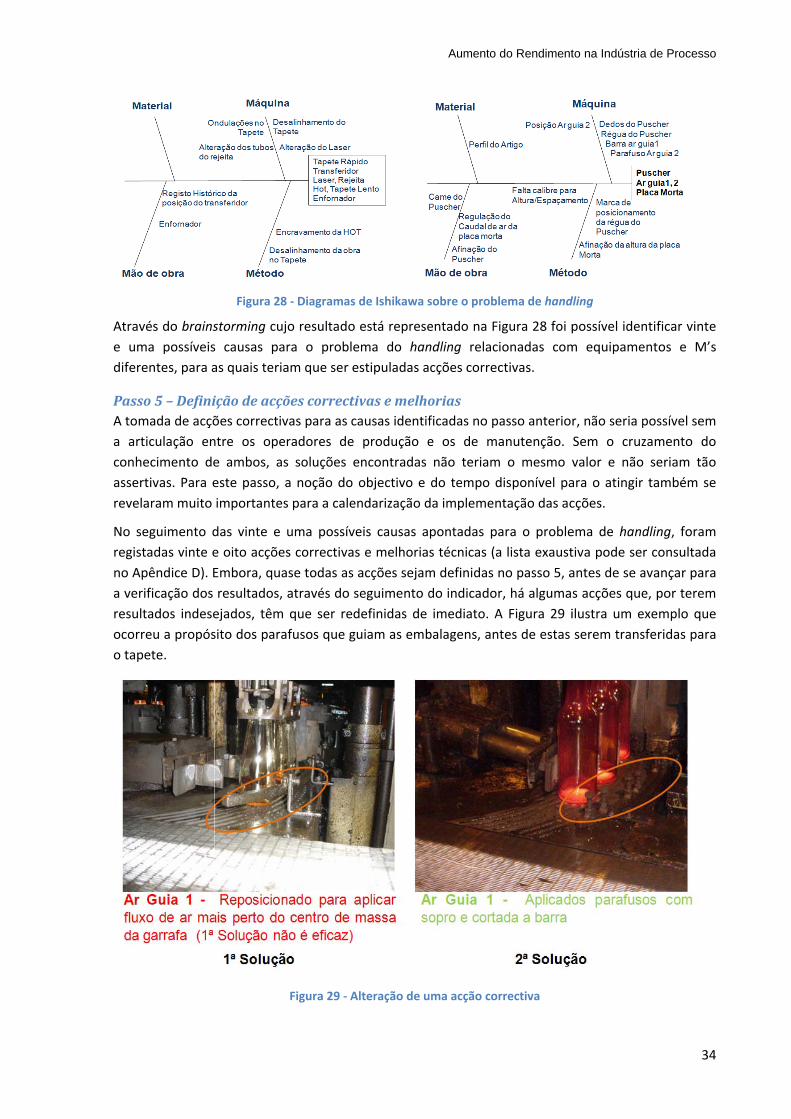
Atrave umdifere
PassA toma artconhasserrevel
No seregistno Apa verresultocorro tap
vés do brainsma possíveisentes, para a
so 5 – Definimada de acçõticulação enecimento dertivas. Para earam muito
eguimento dtadas vinte epêndice D). Eificação dos tados indesereu a propóspete.
Figura 28
storming cujs causas paas quais teria
ição de acçõões correctivntre os opee ambos, aseste passo, aimportantes
das vinte e e oito acçõesEmbora, quaresultados, ejados, têm sito dos para
8 ‐ Diagramas
jo resultado ra o probleam que ser e
ões correctivas para as cradores de s soluções ea noção do s para a calen
uma possíves correctivasase todas as através do sque ser red
afusos que gu
Figura 29 ‐ A
de Ishikawa s
está represeema do hanestipuladas a
ivas e melhoausas identifprodução e
encontradas objectivo e ndarização d
eis causas as e melhoriaacções sejamseguimento ddefinidas de uiam as emb
Alteração de u
Aumento d
sobre o probl
entado na Findling relacicções correc
orias ficadas no pae os de manão teriamdo tempo dda implemen
pontadas pas técnicas (am definidas ndo indicadorimediato. A
balagens, ant
uma acção cor
do Rendiment
ema de hand
igura 28 foi pionadas comctivas.
asso anterioanutenção. o mesmo vdisponível pantação das ac
ara o problea lista exaustno passo 5, ar, há algumaA Figura 29 ites de estas
rrectiva
to na Indústria
dling
possível idenm equipame
r, não seria pSem o cruzvalor e nãoara o atingir cções.
ema de handtiva pode serantes de se as acções queilustra um eserem trans
a de Processo
34
ntificar vinteentos e M’s
possível semzamento do seriam tãotambém se
dling, foramr consultadaavançar parae, por teremexemplo quesferidas para
o
4
e s
m o o e
m a a m e a

No cao ar cmaio
PassA modo Kode fovalorcom por h
Peranque p
PassTendproceimpleem cmant2” (vesua pum dtamb
PassA comde code m
A mue só
aso represencomprimido r e o ar flui m
so 6 – Verificonitorização obetsu. Os siorma fiável, es de perdauma duraçãhandling foi d
nte os bons permitiu o av
so 7 Normao em conta qedimentos dementadas, pconta. Relativter as melhoer Figura 30)posição origindos componbém passou a
so 8 Comunmunicação domunicação elhoria cont
ultiplicação ddepois às r
ntado, a primperdia muit
mais na direc
cação da efdos valores istemas de indevido a falas por handlo total de 2de 0,34%, ou
resultados ovanço para o
alização dasque o probledos operadopara que semvamente a porias e fazer ), com o funcnal, caso conentes da ma fazer parte
nicação e mdas melhoriamais abrangínua e incluí
das acções forestantes, p
meira alteraçta pressão. Ccção da peça
ficácia das adas perdas nformação nlhas dos sening foram o1 horas e 43u seja, duas c
observados, o passo segui
s melhoriasema de handores, a etampre que a mprocedimenta manutençãcionamento ntrário, deixa
máquina tame do seu quot
Figura 30
multiplicaçãs alcançadasgente. Esse pa não só acç
oi definida coor ser nece
ão feita à mCom a aplicaa.
acções e mepor handlingnão estavam nsores instalobtidos por a3 minutos. Pcentésimas d
o passo 6 vinte.
s dling é bastapa da normmáquina sejatos, apenas ão de algumda máquinaam de ser efbém depentidiano, depo
‐ Normalizaç
ão das melhos com a aplicplano foi criaões sobre o
omeçando possário adapt
Aumento d
áquina não cação de flux
elhorias g apresentopreparados ados na linhamostragemPara estas obde ponto per
validou as ac
nte técnico, malização coa alterada, afoi pedida a
mas delas. Poa, vão rodandficazes. A utde dos opeois de devida
ão das melho
orias cação do Koado para envhandling, co
or duas máqtar as melh
do Rendiment
criou a estabos de ar ma
u um problepara fazer oha. Devido a, tendo sidobservações ocentual abai
cções correc
não sendo monsistiu no s acções impa colaboraçãor exemplo, odo e precisamilização de cradores e camente com
orias
obetsu Kaizenvolver todasomo de SMED
uinas semelorias a cada
to na Indústria
bilidade pretis estreitos,
ema duranteo seguimentoa esta contrao feitas 19 oo valor médiixo do object
ctivas implem
muito influenregisto da
plementadasão dos operos parafusosm de ser reccalibres para como tal, esunicada.
n foi incluídas as pessoas D, entre outr
hantes à máa uma dela
a de Processo
35
endida, poisa pressão é
e a execuçãoo das perdasariedade, osobservações,o de perdastivo (0,36%).
mentadas, o
nciado peloss melhoriass sejam tidasadores paras de “Ar guiacolocados naafinação de
sta melhoria
a num planono projectoros temas.
áquina pilotos. Os novos
o
5
s é
o s s , s .
o
s s s a a a e a
o o
o s

proceatrav
ResuOs remoniperdaque acomp
De encompaplicafabricapós máxim
Os retambmulti
A figupercesemeresultdois f
edimentos fvés de reuniõ
ultados esultados obtorizados, emas por handla análise maparação para
Figu
ntre todos oparação foraação do Kobco. Nestas ca implemema 3,09 pon
esultados obbém podem siplicação.
Figura 32
ura acima reentuais) parelhante à piltados são anfabricos anal
foram incluídões entre che
btidos com am termos deling, podemis justa dos ra os fabricos
ura 31 ‐ Comp
os fabricos qm dois: ter betsu e tamondições, é ntação do Kntos percentu
btidos com ser observad
2 ‐ Comparaçã
evela que osra a máquinoto pode nenimadores, dlisados.
dos tanto nefias e opera
a aplicação e rendimento variar com resultados é da linha pilo
paração de re
ue já passarsido fabricad
mbém não tperceptível Kobetsu Kaizuais.
a multiplicados fazendo
ão de rendime
s rendimentna 1, o queecessitar de dado que ex
no plano deadores da Zo
do Kobetsu o de fábrica as caractería comparaç
oto.
endimentos d
am pela linhdo desde 20er havido nque os rendzen, sendo
ção das acça mesma an
entos de fábr
os de fábrice pode indicter acções cxiste uma su
Aumento d
e comunicaçna Quente.
Kaizen às ppor fabrico. ísticas físicasão fabrico a
e fábrica por
ha piloto, os 008 até ao innenhuma ocdimentos de a subida mí
ções para asnálise. A mos
ica por referê
a baixaram car que a mcorrectivas aubida de cer
do Rendiment
ção acima r
perdas de ZComo já mes dos modelfabrico. A Fi
referência (li
critérios de nício do projorrência espfábrica subiínima 1,13
s linhas semstra a evoluçã
ência (linhas d
ligeiramentemáquina emadaptadas. Jca de 3 pon
to na Indústria
eferido, com
ona Quenteencionado, oos de embaigura 31 faz
nha piloto)
escolha parjecto kaizen porádica duiram considepontos perc
melhantes à ão de uma d
de multiplicaç
e (menos dem causa, meJá para a mántos percent
a de Processo
36
mo também
e podem seros valores delagens, peloessa mesma
ra efectuar ae depois darante o seueravelmentecentuais e a
linha pilotodas linhas de
ção)
e 0,1 pontosesmo sendoáquina 2, osuais para os
o
6
m
r e o a
a a u e a
o e
s o s s

Aumento do Rendimento na Indústria de Processo
37
3.3. Análise Diferencial Com a perspectiva de actuar em mais um dos componentes que compõem o indicador OEE, desta feita a qualidade, a escolha da Análise Diferencial justifica‐se pelo facto de esta ser indicada para problemas mais complexos e que exigem uma abordagem mais incisiva do que a da mais frequentemente utilizada Resolução Estruturada de Problemas. Sabendo que uma das grandes perdas da fábrica, no que respeita ao rendimento, se prende com a produção de defeitos, mas que existe um leque de mais de cem tipos de defeitos distintos, a primeira escolha a fazer foi sobre o tipo de defeito a abordar. Através da análise dos registos de JobOff, no SAP, registos estes que contêm informação sobre cada uma das ordens de fabrico, foi possível fazer o gráfico de Pareto dos defeitos (Figura 33), para cada uma das linhas.
Figura 33 ‐ Pareto das Perdas por Defeito
A Figura 33 foi construída calculando as perdas totais da fábrica para cada defeito mencionado nos registos de JobOff, pelo que desta análise foi excluído o factor linha, no entanto, o defeito que aparece em primeiro lugar, é o principal defeito em 75% das linhas da fábrica. Com base nesta figura, o defeito escolhido para a Análise Diferencial foi a Seda vertical. Este defeito caracteriza‐se por uma fenda no interior do vidro, disposta na vertical e, embora possa aparecer raramente noutros locais, aparece essencialmente na marisa, isto é, na parte acima do gargalo. A Figura 34 exemplifica tanto o que é uma seda vertical, como o que é uma marisa.
Figura 34 ‐ Exemplo de seda vertical e marisa
A decisão seguinte é a escolha da máquina piloto, na qual é conduzido o estudo inicial e também os testes experimentais necessários para validar as hipóteses levantadas. Para cada uma das linhas foi analisado o desperdício de vidro face ao total por si utilizado (Figura 35). Desta vez, a análise foi conduzida em termos relativos, pois interessa escolher a linha em que o defeito tem mais impacto, independentemente do desperdício absoluto da máquina. Na análise entre os defeitos, dado que a

base cuida
Da figo facestudsão m
AplicA Anápontotomasimto
Relatmariseste destacontaas em
A loco defem qencosedasformaexperas coaindatesteembapara vidrouma segun
do cálculo ado.
gura acima eto de esta sdo e a realizmuito semelh
cação da Meálise Difereno, quando jáadas acima é oma, a localiz
tivamente aosa das embatipo de defea parte do pacto com doimbalagens de
alização foi efeito, em queque parte dntrado, foras verticais neação de serimentais (Aondições criaa mais violens experimealagens, foraconfirmar a
o quente. Recsuperfície mnda observa
era a mesm
Fig
evidenciam‐sser mais peqação de testhantes, a aná
etodologia ncial, tal comá estão deteque se tornzação, o tem
o sintoma, ealagens. No eito. Este poroduto e dois componene vidro da m
estudada tene linha, em qdas embalagam feitas obessa fase do das à postepêndice E), fadas não sejantos, para pntais realizaam feitas dua hipótese dcorrendo a umetal fria, aação consist
ma, a produç
ura 35 ‐ Perda
se duas linhaquena e ter mtes experimeálise não fica
mo Gondhaleectados os pa possível es
mpo e a quan
este manifesresto do coonto remeteo restante contes das máqáquina e as c
ndo em contque secção / gens. Para eservações dprocesso. Noeriori. Para forçando as am condiçõepoder descarados com uas observaçe que em couma pega, asparecendo itiu na subst
ção de toda
as Devido a S
as, as nº 1 e menos do voentais. Comoa limitada pe
kar (Gondhaproblemas e studar as quantidade.
sta‐se atravérpo é insigne a análise porpo. Durantquinas, a boqcolocam no t
ta a posição posição na lestudar o me garrafas loo entanto, edespiste dgarrafas a soes normais, rtar com todfoco na fações do procontacto coms embalagenmediatamentituição do
Aumento d
a a fábrica,
edas Verticais
nº 2. A escoolume de pro as percentela simplificaç
alekar, et al.,os locais a atro grandes
és da já descificante o núpara as diferte o fabrico quilha, que lhtapete.
no processoinha estudad
momento a ogo após a sta constataesta hipóteofrer variaçõfoi identificada a confianase do proccesso logo am materiais ns ainda quente pequenacomponente
do Rendiment
não se reve
s por Linha
lha da segunrodução do qtagens refereção feita.
, 2005) a desestudar. A ps dimensões
crita fenda úmero de verenças que da garrafa, ahe dá a form
o a partir da da, em que rpartir do qusua moldagção não elimse foram reões bruscas dada a necessnça a hipótecesso postepós a moldametálicos frntes foram pas fendas noe que transf
to na Indústria
elou necessá
nda linha preque a 1, o qentes a amb
screve, só copartir das duda Análise D
no interior dezes em queexistem enta marisa da
ma, e as pinça
qual é possíreferências dual o defeitem e forammina a hipóteealizados alde temperatsidade de reese levantadaerior à molagem. A primios, aparecepostas em coos locais de fere as emb
a de Processo
38
ário ter este
ende‐se comque facilita obas as linhas
omeça nesteuas decisõesDiferencial: o
do vidro, nae se detectare o fabricogarrafa temas, que tiram
ível detectarde produto eto pode serm detectadasese de haverguns testesura. Emboraealizar testesa. Além dosldagem dasmeira serviuem sedas noontacto comcontacto. Abalagens da
o
8
e
m o s
e s o
a a o m m
r e r s r s a s s s u o m A a

Aumento do Rendimento na Indústria de Processo
39
máquina para o tapete. O componente em causa apresentava deterioração e as embalagens com que tinha contacto apresentavam uma elevada taxa de defeitos. Após esse componente, denominado de pinça, ter sido substituído a percentagem de sedas verticais diminuiu de imediato, para valores próximos de zero. Desta forma, ficou provado que uma das causas do defeito é o contacto com superfícies frias ou irregulares.
Como a linha já tinha sido escolhida, a resposta a esta questão foi imediata. No entanto, poderia haver diferenças entre linhas e tornou‐se relevante analisar factores como desníveis, correntes de ar e contactos entre peças. Estas observações dissiparam as dúvidas relativas à influência do meio ambiente na ocorrência de sedas verticais, não existindo qualquer relação entre ambos. Dentro da linha, também foi estudado o factor secção, isto é, as secções da máquina correspondentes à maior e também à menor produção de defeitos. Por observação na linha, foi levantada a hipótese de a forma como as embalagens de vidro eram colocadas no tapete influenciavam a percentagem de sedas verticais, pois a secção mais crítica era aquela em que a garrafa era segurada (pela marisa) com mais tensão. No entanto, após a condução de um teste experimental, não foi possível confirmar essa hipótese, ficando por experimentar outros tipos de movimentos.
Ainda sobre a localização dos defeitos, também foi analisado o factor referência, isto é, para cada modelo de embalagem, tendo em conta as suas características físicas, foi estudada a evolução do aparecimento de defeitos. Através da análise dos dados relativos às alturas e diâmetros das marisas e às alturas das embalagens, pôde constatar‐se que a relação entre as características físicas e o aparecimento de sedas verticais não é relevante.
No que respeita ao tempo, isto é, frequência de ocorrência, horas específicas, entre outros factores, a análise teve em conta a variabilidade entre turnos, a variabilidade dentro dos turnos e a variabilidade ao longo do ano. Analisando os dados relativos à dimensão Tempo desta forma é possível isolar os factores e, neste caso, nenhum deles aparentou ser significativo. Contudo, esta análise temporal, quando cruzada com as datas de troca de referência, revela que os setups provocam o aumento significativo do número de defeitos produzidos.
Figura 36 ‐ Evolução Diária da Produção de Sedas Verticais
A Figura 36 mostra esta relação entre mudança de fabrico e sedas verticais. As mudanças são, visivelmente, um factor que cria instabilidade na evolução da produção de sedas verticais, bem como alguns cortes de corrente (não incluídos na figura) que obrigam a parar toda a fábrica e provocam picos na produção deste tipo de defeitos.
Na dimensão quantidade, foram abordadas, essencialmente, duas questões: quantos defeitos aparecem por lote e quantos defeitos aparecem por garrafa. Para a primeira questão, a resposta foi obtida analisando a evolução da taxa de sedas verticais referência a referência, à semelhança do que já tinha sido feito para a dimensão localização. Além disso, também foi analisada a evolução por

Aumento do Rendimento na Indústria de Processo
40
ordem de fabrico e nenhum dos dois factores se mostrou relevante. Quanto à segunda questão, a resposta foi obtida por observação de diversas garrafas e constatou‐se que a situação mais frequente é só existir um defeito por garrafa, embora, quando a dimensão da fenda é muito grande, isto é, do tamanho de toda a marisa, as máquinas de inspecção automática consideram tratar‐se de dois defeitos em simultâneo: sedas verticais na marisa e no topo.
Resultados Com base na análise das quatro dimensões e na realização dos testes experimentais descritos no Apêndice E, foram obtidas algumas conclusões sobre o aparecimento de sedas verticais. A Tabela 8 faz o resumo das conclusões a tirar da Análise Diferencial.
Tabela 8 ‐ Resumo das conclusões da Análise Diferencial
Dimensão Sintoma Localização Tempo Quantidade
Conclusão
Os componentes boquilha e pinças são críticos para a análise do defeito pois são os únicos que têm contacto com a marisa.
Tendo sido despistada a hipótese da formação de sedas após a moldagem na garrafa, as medidas correctivas devem focar‐se nesta fase do processo produtivo, especialmente
nos componentes identificados na dimensão
Sintoma.
As mudanças de fabrico e os arranques das
máquinas provocam picos na taxa de sedas verticais. Este facto pode dever‐se
ao facto de os componentes que têm contacto com as marisas
arrancarem frios.
Dimensão sem
nenhuma conclusão relevante para a análise
Por fim, é importante salientar que a Análise Diferencial levada a cabo foi temporariamente interrompida devido à limitação de Recursos Humanos, necessários para passar à implementação das acções correctivas a definir. No entanto, as conclusões obtidas constituem uma ajuda na definição de prioridades, no que diz respeito aos esforços para reduzir a taxa de sedas verticais. A execução dos passos seguintes da Análise Diferencial apresentada será levada a cabo no segundo semestre de 2009.
3.4. 5S e Gestão Visual Ao longo de projecto foram sentidas algumas dificuldades no envolvimento das pessoas. Esta dificuldade fez‐se sentir quando só as pessoas que faziam parte dos grupos de trabalho do projecto kaizen é que tinham contacto com a grande parte das melhorias implementadas e com os novos métodos de trabalho. A necessidade de envolver mais pessoas levou a que se avançasse para a realização de 5S a uma área de manutenção de máquinas e à Zona Fria em geral. Paralelamente a estes dois subprojectos, também arrancou um de gestão visual na fábrica e foi elaborado um plano de comunicação do trabalho realizado a todas as pessoas da organização.
Nesta secção apenas serão detalhados os subprojectos de 5S, na sua fase inicial, pois no momento ainda estão em curso. Embora ainda não haja resultados mensuráveis para debater, optou‐se por aprofundar a implementação da metodologia de organização dos locais de trabalho não só por serem uma das bases do TPM mas também por terem sido feitas algumas descobertas interessantes.

Aumento do Rendimento na Indústria de Processo
41
Aplicação da metodologia
Zona Fria O trabalho na Zona Fria começou pelo primeiro passo dos 5S, a triagem, que para a linha produtiva piloto foi bastante rápida, com a ajuda de operadores conhecedores das necessidades dos postos de trabalho em causa. No entanto, para o processo da reescolha, foi necessário aplicar uma técnica mais robusta para perceber as necessidades de materiais ao longo da linha. A linha da reescolha é utilizada para verificar produtos que já estão armazenados, mas que por diversos motivos, têm que voltar a ser inspeccionados. Com uma gestão completamente autónoma e sem a pressão de ter que escoar o produto vindo da Zona Quente, o número de paletes para reescolher é difícil de controlar. A fim de perceber qual a real utilização da linha de reescolha e o número limite de paletes a utilizar em simultâneo, foi necessário fazer um pequeno Value Stream Mapping, uma ferramenta do pilar de Total Flow Management que permite mapear os fluxos de materiais e informação num processo ou numa organização em geral.
Como a aplicação do VSM neste caso não tinha como objectivo criação de fluxo, mas apenas a percepção do espaço necessário na zona de reescolha e dos locais a definir, o estudo foi utilizado para redefinir o layout da área em causa. A Figura 37 mostra o layout planeado no âmbito dos 5S.
Figura 37 ‐ Redesenho do layout da zona de reescolha
Até ao momento, progrediu‐se até ao segundo passo, a arrumação, tendo sido marcadas e identificadas as diversas localizações e equipamentos indicados na figura acima. Com o avançar do subprojecto espera‐se que haja ainda libertação de espaço, o que tornará um local que actualmente está repleto de obstáculos, num local com regras de utilização bem definidas. Paralelamente à zona da reescolha também foi começado o segundo passo nos postos de trabalho das linhas produtivas, embora ainda esteja a faltar a definição das regras de utilização dos equipamentos.
Área de Manutenção de Máquinas A área de manutenção de máquinas é uma zona vital da organização. Quando ocorre uma avaria que os operadores de produção não podem resolver, é esta oficina a responsável pela resolução do problema e até agora havia muito desperdício à procura de material de reparação, bem como de material de substituição. O objectivo dos 5S para esta área é o de reduzir desperdícios provocados

Aumento do Rendimento na Indústria de Processo
42
por falta de organização, optimizar a gestão de ferramentas, consumíveis e material de substituição e facilitar o trabalho dos operadores através da organização dos seus postos de trabalho.
Para mostrar a potencialidade da ferramenta 5S foi definida uma área piloto, a sala de soldadura. A Figura 38 faz o contraste entre o estado inicial e o estado após a realização da triagem.
Figura 38 ‐ Sala de Soldadura (antes e depois da triagem)
Após a triagem foram definidos locais para todos os itens que ficaram e por haver várias melhorias dependentes de fornecedores externos, avançou‐se para o terceiro passo, criando‐se um plano de limpeza da área (Apêndice F).
Além da sala de soldadura, também os postos de trabalho individuais e algumas áreas comuns foram alvo de triagem, tendo sido preenchidas duas paletes de material desnecessário. É de salientar que todo este material estava até então a ocupar espaço nas bancadas individuais e em armários de ferramentas. Com a eliminação de ferramentas desnecessárias será possível passar da arrumação em armários, para a arrumação num painel acessível a todas as pessoas, que terá a ajuda de gestão visual para perceber se há falta de algum equipamento.
Figura 39 ‐ Nova arrumação das ferramentas de trabalho
Para além das actividades já mencionadas também foi planeada uma nova gestão da área de consumíveis. Ao longo do subprojecto detectou‐se a dependência de toda a oficina relativamente a uma pessoa, que é a única que sabe em que local está cada um dos elementos consumíveis. Com a aplicação dos princípios da gestão visual à zona de consumíveis e com a implementação de um sistema de reposição por kanban para os materiais com consumo mais repetitivo, é crível que a utilização desta área passe a ser bastante mais eficiente e que deixe de existir a dependência em relação à experiência de uma única pessoa.
Resultados Os esforços realizados para envolver as pessoas de toda a organização através de acções com bastante impacto visual e no quotidiano das pessoas não trouxeram, a curto prazo, nenhum resultado mensurável. Tendo em conta que os subprojectos mencionados ainda estão a decorrer, que as acções ainda não foram todas implementadas e que as novas regras ainda não foram

Aumento do Rendimento na Indústria de Processo
43
multiplicadas pela organização, ainda assim é notável o aumento da cooperação de pessoas que não estão directamente ligadas aos grupos de trabalho.
Enquanto nos grupos de trabalho mais técnicos, a intervenção de elementos exteriores a esses grupos não se fazia sentir, na implementação dos 5S em Zona Fria e na área de manutenção de máquinas, as pessoas estão muito mais participativas e o número de sugestões feitas é considerável. Na Zona Fria, na primeira semana foram feitas dezoito sugestões por pessoas externas ao grupo de trabalho e, posteriormente, mais duas relacionadas com a eliminação de perdas nas linhas. Por outro lado, a quantidade de melhorias planeadas para esta área obrigou a aumentar a equipa. Estes factos são bons indicadores de que o envolvimento e a participação chegarão a todas as pessoas da organização.
No que respeita a resultados mensuráveis, espera‐se na Zona Fria que a área ocupada pela reescolha venha a diminuir e na área de manutenção de máquinas é expectável que o tempo de procura de peças e ferramentas diminua, bem como o stock de consumíveis.
3.5. Síntese A implementação de acções com carácter técnico, directamente nas máquinas, produziu os resultados esperados. A metodologia SMED tornou a Zona Fria mais ágil e preparou‐a para receber a obra vinda da fabricação, de forma a não haver perdas provocadas por possíveis atrasos. A ferramenta Kobetsu Kaizen, através dos seus oito passos, permitiu reduzir significativamente as perdas por handling na Zona Quente. Embora o indicador destas perdas tivesse sido montado no arranque do grupo de trabalho, as observações feitas permitiram validar as acções de melhoria implementadas e passar à multiplicação das mesmas para toda a fábrica. A Análise Diferencial também se revelou bastante útil na identificação das causas do defeito sedas verticais, o defeito com mais impacto no rendimento da fábrica.
O envolvimento das pessoas foi considerado um factor importante para consolidar as melhorias obtidas nas máquinas. As ferramentas 5S e Gestão Visual foram as escolhidas para alargar o projecto ao maior número de pessoas possível. Com o trabalho já realizado na Zona Fria e na área de manutenção de máquinas, sente‐se um acréscimo do empenho dos operadores na implementação do sistema de melhoria contínua desenhado para a “New Glass”.

Aumento do Rendimento na Indústria de Processo
44
4. Análise dos Resultados Este capítulo destina‐se a avaliar os resultados obtidos no projecto “Aumento do Rendimento na Indústria de Processo” e no projecto kaizen global. Desta forma, será possível perceber o contributo deste trabalho para o cumprimento dos objectivos traçados para o final dos doze meses do projecto kaizen.
4.1. Resultados do Projecto “Aumento do Rendimento na Indústria de Processo” Ao longo da implementação de cada uma das ferramentas escolhidas para este trabalho foram traçados objectivos, de forma a alinhar os subprojectos com o projecto kaizen na sua totalidade. De forma geral, houve dois resultados mensuráveis e dois não mensuráveis. A Tabela 9 resume os resultados alcançados.
Tabela 9 ‐ Síntese dos resultados do projecto "Aumento do Rendimento na Indústria de Processo"
Mudança de
Fabrico na Zona Fria
Ineficiências na Zona Quente
Problemas de Qualidade
Envolvimento das pessoas
Resultado
Redução do tempo de setup das máquinas de inspecção
automática em mais de 45
minutos e dos paletizadores em
15 minutos
Redução das perdas por
handling para 0,34%
Identificados dois componentes críticos para a ocorrência de
defeitos (boquilha e pinças)
O contacto com superfícies frias pode aumentar a ocorrência do
defeito
Aumento do número de sugestões de melhoria
Maior receptividade por parte das pessoas para actividades de melhoria contínua
A análise da Tabela 9 permite concluir que os objectivos traçados para o projecto “Aumento do Rendimento na Indústria de Processo” foram alcançados. No caso dos tempos de setup das máquinas de inspecção automática e das perdas de eficiência por handling, os resultados superaram ligeiramente os objectivos. Sobre o handling ainda há a realçar os bons resultados obtidos numa das máquinas onde foi feita a multiplicação das melhorias. No caso da Análise Diferencial e do envolvimento das pessoas, os resultados serão mais visíveis com a continuação do projecto kaizen. No entanto, os resultados obtidos até agora são um bom indício para o projecto global.
4.2. Resultados Globais Para que o projecto tenha sucesso, os resultados parciais da implementação das diversas metodologias apresentadas, têm que se reflectir no processo global da fábrica. No entanto, é preciso realçar o facto de o projecto ainda estar a meio e numa fase em que não há actuação directa sobre as máquinas, pois, como foi descrito, o foco actual está no envolvimento das pessoas.

Aumento do Rendimento na Indústria de Processo
45
Os resultados globais do projecto têm três vertentes: o rendimento da fábrica, o rendimento do forno X e o índice médio de mudanças. A evolução do rendimento da fábrica é apresentada na Figura 40.
Figura 40 ‐ Evolução do rendimento da fábrica
A última coluna da figura acima revela que o valor orçamentado ainda não foi atingido, de certa forma penalizado pela performance no mês de Junho. No entanto, nota‐se um evolução bastante positiva entre Fevereiro e Abril, meses em que houve bastante trabalho desenvolvido em temas técnicos.
Para o forno X, os resultados são demonstrados na Figura 41.
Figura 41 ‐ Evolução do rendimento do forno X
Os resultados obtidos no forno X são bastante animadores. O valor acumulado do ano 2009 está a 0,5 pontos percentuais do objectivo do projecto kaizen. Este valor leva a crer que o objectivo será superado antes do prazo estipulado.
No diz respeito ao índice médio de mudanças, isto é, o rendimento nas primeiras 12 horas após a paragem da linha para se efectuar a mudança, houve um aumento de 0,9 pontos percentuais, face a 2008, como demonstra a Figura 42.

Aumento do Rendimento na Indústria de Processo
46
Figura 42 ‐ Evolução do IMM
Embora não seja um resultado do projecto, é importante saber que o número de mudanças face a igual período de 2008 teve um aumento de 18.4%. Este aumento foi feito sem recorrer a mão‐de‐obra extra e reflecte uma passagem de 4.08 para 4.84 mudanças por semana, em média. Apesar de esta alteração ser significativa, a tendência continua a ser de subida, pois no mês de Junho fizeram‐se, em média, 5.83 mudanças por semana. O aumento do número de mudanças, além de corresponder a um aumento da carga de trabalho das equipas de mudança, também penaliza o rendimento da fábrica, pois obriga as máquinas a estarem paradas e arrancarem mais vezes.
4.3. Síntese Os resultados obtidos no projecto “Aumento do Rendimento na Indústria de Processo” revelam que as acções nas máquinas foram bem implementadas e que as ferramentas de 5S e Gestão Visual podem contribuir para envolver mais as pessoas da organização. Quando se analisam os resultados obtidos no projecto kaizen global, constata‐se que apesar dos bons resultados parciais, é necessário começar novos temas técnicos, para que o potencial de metodologias como SMED e Kobetsu Kaizen possam ser aplicados noutras áreas.

Aumento do Rendimento na Indústria de Processo
47
5. Conclusões e Perspectivas de Trabalhos Futuros A implementação de um sistema de melhoria contínua na indústria de processo revelou‐se um projecto com bastantes desafios. Se por um lado, a “New Glass” já tem uma performance operacional considerada de classe mundial, por outro a sensação de já estar num patamar elevado inibe a transição para um sistema de melhoria formal. Outra das particularidades da indústria de processo, que se revelou uma das maiores dificuldades do projecto foi a falta de tempo da organização para se focar em actividades kaizen. O sentido de urgência de colmatar qualquer tipo de falha nas máquinas para que estas não parem faz com que os esforços de melhoria e actividades fora do quotidiano não sejam a prioridade.
O projecto, que começou por uma vertente eminentemente técnica, focalizada nas máquinas e nos rendimentos das linhas, a certa altura teve que ser complementado. Ao sentir‐se a falta de envolvimento da organização, foi necessário abordar temas como motivação e mudança de mentalidade, o que começa a revelar‐se proveitoso, havendo a perspectiva de os resultados obtidos nas máquinas poderem ser consolidados no longo prazo.
A actuação na componente humana da organização obrigou, naturalmente, a fazer uma pausa nas melhorias dos equipamentos e é esta uma das causas do lento crescimento dos indicadores. Embora se note que há melhorias na performance operacional da “New Glass”, a evolução dos resultados poderia ser mais rápida se o trabalho técnico não tivesse sido interrompido. No entanto, o caminho também não poderia ser só a vertente técnica, sob pena de se continuar a envolver apenas os membros dos grupos de trabalho. A principal conclusão a tirar da necessidade de fomentar o envolvimento e a motivação para participar no projecto kaizen é a importância das pessoas num processo de mudança. O envolvimento e a disponibilidade para a mudança são factores imprescindíveis num projecto de melhoria contínua.
Outro factor que influenciou a demora na obtenção de alguns resultados foi a necessidade de estender as acções a todas as linhas de produção da fábrica. Só desta forma os resultados obtidos na linha piloto podem ser estendidos a todas as máquinas e os novos hábitos ensinados a todas as pessoas. Tendo em conta o facto de a fábrica trabalhar em contínuo, com rotatividade de turnos e das suas chefias e a falta de tempo das pessoas, a multiplicação das acções foi morosa, embora imprescindível.
No que diz respeito ao ambiente externo à mudança, este também influenciou o projecto e acabou por dar mais relevo ao tema do SMED, uma vez que face a igual período do ano de 2008, houve um aumento de 18.4% das mudanças de fabrico. Este aumento vem no seguimento de um esforço para ganhar novos mercados, tendo que lançar mais produtos e produzir séries mais curtas. Nessa medida, o trabalho desenvolvido durante o projecto teve um papel muito importante, pois se as mudanças não fossem mais rápidas e a Zona Fria não estivesse a trabalhar tão ou mais rápido do que a fabricação, os indicadores operacionais seriam severamente prejudicados. Esta constatação reforça a ideia de que um sistema de melhoria contínua, independentemente do tipo de indústria onde seja implementado, é um suporte muito importante para a estratégia delineada pelos gestores de topo. Desta forma, a agilização da “New Glass” deve‐se também às melhorias conseguidas com este projecto. Esta perspectiva é, certamente, partilhada pela administração da empresa, dado o seu envolvimento em todo o processo, através de reuniões mensais para seguimento da evolução do projecto.
Como perspectivas de trabalho futuro, é fundamental, para poder cumprir os objectivos, assim que houver mais envolvimento das pessoas, retomar os temas técnicos. De forma a dar seguimento ao

Aumento do Rendimento na Indústria de Processo
48
trabalho já feito, o tema da qualidade deve ser continuado, com a conclusão da Análise Diferencial às sedas verticais. Paralelamente à Análise Diferencial, a abertura de mais Kobetsus Kaizen permitirá obter ganhos rapidamente, à semelhança do que se verificou com o tema do handling em Zona Quente. Por fim, tendo em conta as exigências do mercado no período económico que se atravessa, o ganho de flexibilidade produtiva é de extrema importância. Nesse sentido, ganhar tempo nas mudanças tanto em Zona Quente como em Zona Fria pode fazer a diferença entre a “New Glass” e a sua concorrência, uma vez que fabricos mais curtos aumentarão significativamente a sua capacidade de resposta e representarão uma vantagem competitiva no mercado. Outro trabalho que necessita de ser consolidado no segundo semestre é a criação de hábitos diários de melhoria, o Kaizen Diário, ferramenta muito importante para que as pessoas ganhem um espírito crítico relativamente ao seu trabalho e contribuam para a mudança.
Globalmente, o projecto foi bem sucedido, tendo sido obtidos os resultados esperados nos diversos subprojectos conduzidos, o que é um factor motivador para continuar o desenvolvimento do sistema de melhoria contínua da “New Glass”. É de esperar que com o aumento do envolvimento das pessoas, o projecto kaizen ganhe velocidade e os resultados globais sejam alcançados.
Aumento do Rendimento na Indústria de Processo
49
Referências Chan, F. T. S., et al. 2005. Implementation of total productive maintenance: A case study. International Journal of Production Economics. 95, 2005, pp. 71‐94.
Coimbra, Euclides A. 2009. Total Flow Management ‐ Achieving Excellence With Kaizen and Lean supply Chains. 2009. ISBN 978‐0‐473‐14659‐7.
Costa, A., Zeilmann, R. P. e Schio, S. M. 2004. Análise de Tempos de Preparação em Máquinas CNC. O Mundo da Usinagem. 4, 2004.
de Ron, A. J. e Rooda, J. E. 2005. Equipment Effectiveness: OEE Revisited. IEEE Transactions Oo Semiconductor Manufacturing. 1, 2005, Vol. 18, pp. 190‐196.
Gapp, Rod, Fisher, Ron e Kobayashi, Kaoru. 2008. Implementing 5S within a Japanese context: an integrated. Management Decision. 4, 2008, Vol. 46, pp. 565‐579.
Gondhalekar, S. e Sheth, Payal. 2005. Chronicles of a Quality Detective – Developing Differential Diagnosis: A Powerful Approach Towards Solving Quality Problems. s.l. : Indus Source, 2005.
Imai, Masaaki. 1986. Gemba Kaizen, A Commonsense, Low‐Cost Approach to Management. s.l. : McGraw‐Hill, 1986.
Ireland, F. e Dale, G. B. 2001. A study of total productive maintenance implementation. Journal of Quality in Maintenance Engineering. 3, 2001, Vol. 7, pp. 183‐191.
Kaizen Institute Consulting Group. 2009. Kaizen Management System ‐ KMS Quick Reference Guide. s.l. : Kaizen Institute Consulting Group, 2009.
KICG. 2008. Kaizen Forum. Vida Económica. 2008, Vol. 12.
—. 2009. Manual KMS. 2009.
—. 2009. Manual TPM. 2009.
Liker, Jeffrey K. 2004. Toyota Way ‐ 14 Management Principles from the World's Greatest Manufacturer. s.l. : McGraw Hill, 2004. ISBN: 0071392319.
Ljungberg, Õrjan. 1998. Measurement of overall equipment effectiveness as a basis for TPM activities. International Journal of Operations & Production Management. 5, 1998, Vol. 18, pp. 495‐507.
McIntosh, R. I., et al. 2000. A critical evaluation of Shingo’s `SMED’ (Single Minute Exchange of Die). International Journal of Production Research. 11, 2000, Vol. 38, pp. 2377 ‐ 2395.
McIntosh, Richard, et al. 2007. Changeover Improvement: Reinterpreting Shingo’s “SMED” Methodology. 1, 2007, Vol. 54, pp. 98‐111.
McKone, Kathleen E., Schroeder, Roger G. e Cua, Kristy O. 1999. Total productive maintenance: a contextual view. Journal of Operations Management. 17, 1999, pp. 123‐144.
Melton, T. 2005. The Benefits of Lean Manufacturing. Chemical Engineering Research and Design. 2005, pp. 662‐673. 7th World Congress of Chemical Engineering.
Moxham, Claire e Greatbanks, Richard. 2001. Prerequisites for the implementation of the SMED methodology. International Journal of Quality & Reliability Management. 4, 2001, Vol. 18, pp. 404‐414.

Aumento do Rendimento na Indústria de Processo
50
NP EN ISO 9001:2000.
Productivity Press. 1997. Focused Equipment Improvement for TPM Teams (Edited By the Japan Institute of Plant Maintenance). s.l. : Productivity Press, 1997. ISBN: 1‐56327‐081‐1.
Shingo, Shigeo. 2000. Sistema de Troca Rápida de Ferramenta ‐ Uma Revolução nos Sistemas Produtivos. Porto Alegre : Bookman, 2000.
—. 1996. Sistemas de Produção Com Estoque Zero ‐ O Sistema Shingo Para Melhorias Contínuas. Porto Alegre : Bookman, 1996.
Sobek II, Durward K. e Smalley, Art. 2008. Understanding A3 Thinking ‐ A Critical Component of Toyota's PDCA Management System. s.l. : CRC Press, 2008. ISBN 1‐56327‐360‐8.
Sugai, Miguel, McIntosh, Richard e Novaski, Olívio. 2007. Metodologia de Shigeo Shingo (SMED): análise crítica e estudo de caso. Gestão & Produção. 2, 2007, Vol. 14.

Aumento do Rendimento na Indústria de Processo
51
Apêndice A – SMED em Zona Fria (1) Tabela A1 ‐ Modo operatório para a mudança de uma máquina FP / FPX

Aumento do Rendimento na Indústria de Processo
52
Tabela A2 ‐ Modo operatório para a mudança de uma máquina FP / FPX (continuação)

Aumento do Rendimento na Indústria de Processo
53
Apêndice B – SMED em Zona Fria (2) Tabela B1 ‐ Modo operatório da mudança do paletizador

Aumento do Rendimento na Indústria de Processo
54
Apêndice C – SMED em Zona Fria (3) Tabela C1 ‐ Modo operatório para as trocas no controlo de qualidade

Aumento do Rendimento na Indústria de Processo
55
Apêndice D – Kobetsu Kaizen em Zona Quente
Figura D1 ‐ Plano de Acção traçado para o problema de handling

Aumento do Rendimento na Indústria de Processo
56
Figura D2 ‐ Plano de Acção traçado para o problema de handling (continuação)

Aumento do Rendimento na Indústria de Processo
57
Apêndice E – Análise Diferencial Tabela E1 ‐ Resumo dos testes experimentais da Análise Diferencial ao defeito sedas verticais
Hipótese Teste Amostra Nº de garrafas com sedas verticais
Conclusões
A exposição, à saída da máquina IS, a ar frio pode provocar sedas verticais
Arrefecimento das garrafas com um jacto de ar comprimido, imediatamente após transferência para o tapete rápido
10 0
Embora o jacto de ar comprimido crie condições a que as garrafas dificilmente são expostas no fabrico, este teste pode ser melhorado se se conseguir arranjar meios para forçar um arrefecimento mais brusco e rápido
Após arrefecerem na arca, se submetidas a temperaturas elevadas, as garrafas podem aparecer com sedas na marisa
Aquecimento das garrafas na estufa das ferramentas (a 379ºC) durante 8 minutos
10 0 O aquecimento das garrafas não provoca sedas verticais após estas arrefecerem. A elevada temperatura utilizada no teste permite descartar a hipótese formulada com segurança
As variações de temperatura (frio‐quente‐frio) podem causar sedas verticais
Arrefecimento com jacto de ar comprimido das garrafas utilizadas no teste anterior
10 0
Mais uma vez, o arrefecimento das garrafas com jacto de ar comprimido não provocou quaisquer sedas verticais. Embora as garrafas não estejam sujeitas a estas condições durante o fabrico, poderá ser interessante provocar um arrefecimento mais rápido, tal como para o primeiro teste
Torcer as garrafas quando estão presas na pinça pode criar sedas verticais
Torção das garrafas quando estas ainda estão presas nas pinças
6 0
A simples torção da garrafa não provoca sedas verticais, mas pela observação da linha e com os registos, existe a evidência de que as secções em que as pinças forçam as garrafas, têm maior registo de sedas verticais, pelo que é necessário estudar mais movimentos.

Aumento do Rendimento na Indústria de Processo
58
Apêndice F – 5S Área de Manutenção de Máquinas
Figura F1 ‐ Plano de Limpeza da Sala de Soldadura