assignment on fabric quality control and testing
DESCRIPTION
this file comprises fabric quality control and testing related all data. Its included many more testing method, machine, working procedure etc. in detailed form.TRANSCRIPT

Fabric Quality Control and Testing
Fabric quality control is accountable for assessing the good quality with the cloth and identifying whether or not the garments might be in a location to satisfy buyer requirements. Usually quality check workings are based and according to the approved sample by the customer. Quality check is done in order to meet the requirements of the customer in the fabric. Quality control workings start as soon as the fabric is in-house and cutting department issues an allocation to the quality control department.
To ensure the fabric quality, circular machines as cut loop of cloth is cylindrical, the need for profile control sites. The same time, weaving fabric inspection, testing grams of quality, to ensure products meet design requirements.
Textile testing is the application of engineering knowledge and science to the measurement of the properties and characteristics of textile fibers, yarns and materials. It involves the use of techniques, tools, instruments and machines in the laboratory for the evaluation of the properties of these different forms of Textiles.
In generally testing is analysis or research or examine about product or materials. It can help us to know the valuable quality and characterize of materials. If the testing material or products are textile material then the testing process is known as Textile Testing. Testing instruments cannot make decisions but the end some person has to take the necessary actions for future.
1

Testing & Inspection of Textile Products
The textile engineer or technologist in the mills tests the quality of products by doing:
In-process or final verification Visual inspection Hand appraisal And laboratory testing & Quality Control.
Some International Testing Bodies
British Standards Institute ( BSI ) Deutsches Institute Fur Normung ( DIN ) Australian Standards ( AS ) National Standards of Canada ( CAN ) International Organization for Standardization ( ISO ) International Wool Scretariat ( IWS )
Types of Textiles Testing Instrument on Laboratories
There are many types of testing instrument used in textile laboratories. Such as:
2

General Texting Instrument
Fiber Texting Instrument
Yarn Texting Instrument
Fabric Texting Instrument
Dyeing & Finishing Texting Instrument
Sewing Quality Texting Instrument etc
Standardized Textile Testing
Testing can be performed following the textile test methods of:
CGSB: Canadian General Standards Board
ASTM: American Society for Testing and Materials
AATCC: American Association of Textile Chemists and Colorists
ISO: International Standards Organization
Other published textile test methods may also be performed upon request.
Standardized textile tests are used to evaluate various textile properties including:
Fiber and fabric properties: eg. identification of fiber content or description of fabric structure
Fabric and garment performance: eg. tensile strength, abrasion resistance, colorfastness, dimensional stability of fabrics
flame resistance of textiles
The object of testing:
3

Research : The load along which the research worker travels is characterized by cross-roads, fork-roads, bridges and culs-de-sec. At each stage there is a choice of direction. The result of testing in research will help the scientist to decide which route to follow next. What appears to be sound theory is often disproved by experiment and other composition of fiber, fiber maturity and strength.
Selection of Raw materials: Raw materials are a relative term; the raw material of spinning is fiber, the raw material of the weaver is yarn and that of the finisher is cloth. One attribute common to most textile raw materials is their variation in quality. Fibers vary in length, color, and fineness; yarns vary in count, strength, and twist; fabrics vary in threads per inch, freedom from faults, and shrinkage. Since prevention is better than cure it is sound policy to test the available raw materials to ensure the smooth running of production processes. Unsuitable material can be rejected or perhaps put to another use. The standard by which raw materials are accepted or rejected must be realistic, otherwise much will be rejected which in fact is good enough, or else large amounts of inferior material will find its way into the flow of production and cause trouble.
The testing of fibers is generally not so important when dealing with man-made fibers and man-made continuous filament yarns, because they are supplied to customers’ requirements and their properties, including length, color and fineness are determined and controlled during their manufacture.
In the Textiles industry raw materials for different section is different. As for example knitting uses yarn as raw materials, fabric processing department uses the knit fabrics, dyes and chemicals. Again yarn processing uses the grey yarn, dyes and chemicals.
Types of Raw Materials: Different types of raw materials are found like
1. Fabric
4

2. Yarn.
3. Chemicals.
These raw materials are collected in the form of making complete garments grey fabric or yarn dyeing and in this case the main raw material is fabric and yarn. Fabric is made in the Weaving Industry or any knitting mills.
Different types of yarn are used to knit fabrics like: Cotton, Filament, Polyester Spun, T/C, Viscose, and CVC.
Before making apparel, some grey fabrics are dyed. These are:-
5

1. Single Jersey: Single and Double Lacoste, Polo Pique, Terry Fleece, Engineering Stripe, Jacquard etc.
2. Single Jersey with Lycra.3. Double Jersey: Rib, Interlock.4. Double Jersey with Lycra.5. Flat Bed: Single Collar and Cuff, Jacquard Collar and Cuff.
Price: Price of grey fabrics depends upon the price of yarn and the making charge of the fabric. For example, in case of 30’s spun cotton yarn, the price of yarn is $3.5/kg and for single jersey fabric the knitting charge is $0.5. So the price of single jersey fabric is $4.0/kg.
Yarn Dyeing: Commonly used dyes in yarn dyeing section: – Amcazol, Bezaktive, Drimarene, Bluton, Disperse, Tiacron, Foron, Imcozin, Teratop, Dianix, Nakalon.
Fabric Dyeing: Commonly used dyes in fabric dyeing section : Reactobond, Remezol, Levafix, Remazol, Tiacron (disperse).
Price of dyes & chemicals: Price of dyes and chemicals depend n the quality, type availability and requirements. For high quality product, better dye and chemical should be used though cost is high.
6

Process control : When processing goes out of the control the amount of waste and the number of seconds increase, cost go up and very often tempers too. Higher end breakage affects the operatives as well as Production. A plan of production requires certain standard level which in process must confirm. It is impossible to maintain a chosen standard absolutely. The standard label is calculated and materials whose characteristics fall within this limits are allow to pass forward to next process.
Types of control systems
In practice, process control systems can be characterized as one or more of the following forms:
Discrete – Found in many manufacturing, motion and packaging applications. Robotic assembly, such as that found in automotive production, can be characterized as discrete process control. Most discrete manufacturing involves the production of discrete pieces of product, such as metal stamping.
Batch – Some applications require that specific quantities of raw materials be combined in specific ways for particular durations to produce an intermediate or end result. One example is the production of adhesives and glues, which normally require the mixing of raw materials in a heated vessel for a period of time to form a quantity of end product. Other important examples are the production of food, beverages and medicine. Batch processes are generally used to produce a relatively low to intermediate quantity of product per year (a few pounds to millions of pounds).
Continuous – Often, a physical system is represented through variables that are smooth and uninterrupted in time. The control of the water temperature in a heating jacket, for example, is an example of continuous process control. Some important continuous processes are the production of fuels, chemicals and plastics. Continuous processes in manufacturing are used to produce very large quantities of product per year (millions to billions of pounds).
7

(Applications having elements of discrete, batch and continuous process control are often called hybrid applications.)
Statistical Process Control
Statistical Process Control (SPC) is the application of statistical methods to the monitoring and control of a process to ensure that it operates at its full potential to produce conforming product. Under SPC, a process behaves predictably to produce as much conforming product as possible with the least possible waste. While SPC has been applied most frequently to controlling manufacturing lines, it applies equally well to any process with a measurable output. Key tools in SPC are control charts, a focus on continuous improvement and designed experiments.
Control charts, also known as Shewhart charts or process-behavior charts, in statistical process control are tools used to determine whether or not a manufacturing or business process is in a state of statistical control.
8

A continuous improvement process (CIP or CI) is an ongoing effort to improve products, services, or processes. These efforts can seek "incremental" improvement over time or "breakthrough" improvement all at once. Delivery (customer valued) processes are constantly evaluated and improved in the light of their efficiency, effectiveness and flexibility.
Much of the power of SPC lies in the ability to examine a process and the sources of variation in that process using tools that give weight to objective analysis over subjective opinions and that allow the strength of each source to be determined numerically. Variations in the process that may affect the quality of the end product or service can be
9

detected and corrected, thus reducing waste as well as the likelihood that problems will be passed on to the customer. With its emphasis on early detection and prevention of problems, SPC has a distinct advantage over other quality methods, such as inspection, that apply resources to detecting and correcting problems after they have occurred.
In addition to reducing waste, SPC can lead to a reduction in the time required to produce the product or service from end to end. This is partially due to a diminished likelihood that the final product will have to be reworked, but it may also result from using SPC data to identify bottlenecks, wait times, and other sources of delays within the process. Process cycle time reductions coupled with improvements in yield have made SPC a valuable tool from both a cost reduction and a customer satisfaction standpoint.
Multivariable Process Control is a type of Statistical Process Control where a set of variables (manipulated variables and control variables) are identified and the joint variations within this set are captured Byng a step test. The Dynamics captured in the model curves are used to control the plant.
Examples of Statistical process control
A thermostat is a simple example for a closed control loop: It constantly measures the current temperature and controls the heater's valve setting to increase or decrease the room temperature according to the user-defined setting. A simple method switches the heater either completely on, or completely off, and an overshoot and undershoot of the controlled temperature must be expected. A more expensive method varies the amount of heat provided by the heater depending on the difference between the required temperature (the "set point") and the actual temperature. This minimizes over/undershoots.
Example: Suppose 15pcs of 2mx2m fabrics have bellow number of foreign fiber 7,12,3,7,6,9,20,10,0, 21, 5,4,3,8,&20. Find out the control chart from above.
10

Solution: 1. The average number of foreign fiber = 9
2. Upper control limit, ULC = + 3
3. Lower control limit, LCL = - 3
Advanced process control
In control theory advanced process control (APC) is a broad term composed of different kinds of process control tools, often used for solving multivariable control problems or discrete control problem. Advanced control describes a practice which draws elements from many disciplines ranging from control engineering, signal processing, statistics, decision theory and artificial intelligence.
APC industries
APC can be found in the (petro) chemical industries where it makes it possible to control multivariable control problems. Since these controllers contain the dynamic relationships between variables it can predict in the future how variables will behave. Based on these predictions, actions can be taken now to maintain variables within their limits. APC is used when the models can be estimated and do not vary too much.
11

In the complex semiconductor industry where several hundred steps with multiple re-entrant possibilities occur, APC plays an important role for control the overall production.
APC is more and more used in other industries. In the mining industry for example, successful applications of APC (often combine to Fuzzy Logic) have been successfully implemented. In the mining industry, the models change and APC implementation is more complex.
Terminology
Manipulated Variables (MVs) are variables where advanced controllers send set points to. Controlled variables (CVs) are variables that normally need to be controlled between limits. Disturbance variables (DVs) or Feed Forward variables (FF) are only used as an input to the controller, they cannot be influenced, but when measured contribute to the predictability of the CV.
Process Development: Process development may be considered as a form of applied research. The experimental work involved may be carried out in research institutes, in pilot plants within the boundaries of the mill, or perhaps on the actual processing machinery. In each case investigation into better, cheaper, and quicker methods of manipulating fibers and yarns are made. The success achieved is often measured by the improvement in one or more characteristics of the material delivered after change in machine design or setting. The effect of bending different materials may be the aim of the experiment. Most trials of this nature require the testing of the material produced it is important to be quite clear which properties are to be measured to avoid unnecessary waste of time and money.
12

Product Testing: If we could be absolutely certain that our chose of raw materials was right and that our system of process control had maintained the stipulated standard levels and then we could pack the end products into cases with confidence, knowing that they would fulfill their intended purposes satisfactorily. Mill manager would sleep better at night if this pipe dream were a reality. Unfortunately our knowledge of the effect of the many variables possible in the structure of yarns and fabrics, including the effects of physical and chemical treatments, is limited. The more we find out, the more we learn how much there is still to discover. The testing of the product helps in the probable performance in a subsequent process is required.
Fiber - Fiber length, Fiber fineness, Fiber maturity, Fiber strength.
13

Yarn - Yarn count, Twist in yarn, Strength of yarn, Evenness of yarn.
Fabric – Fabric Length, EPI, PPI, weight, Crimp percentage, Cover factor. Tensile strength, tearing test, Color fastness, Rubbing fastness, Stiffness test & Air permeability etc.
A very old question of this type is ‘how well will this yarn weave? We are still looking for a simple test which will give us an answer near enough to the truth.The performance of a finished article in actual service could be the object of a product test. One thorny problem is the assessment of the resistance of a fabric to the ‘wear and tear’ of everyday use. We could try to imitate the kind of treatment meted out to the fabric, rubbing it against abrasives, wetting it and drying it, bending it, stretching it, creasing it, and so on. Such a test would indeed be complicated, and as someone once said, Imitative tests are a snare and a delusion!’ Alternative, we might subject the material to a series of laboratory tests, each of which tests only one property at a time. They also many variables possible in the structure of yarn and fabric, including the effect of physical and chemical treatments is limit. The testing of the product helps in the continual search for new knowledge. Some times for cast of the probable performance in subsequent process is required.
Specific Test: There has been a growing demand in recent for the production of textiles to meet specification. Advantages claimed for the use of specifications including the prevention of deterioration in quality by manufacturers using inferior raw materials, the production of goods of known performance, and the opportunity for a manufacturer to produce exactly what is required by the customer. The third advantage assumes of Course that the customer really knows what he wants and can frame a specification in the right way. Unfortunately the customer cannot always explain what he wants in precise terms. This leads to vague specifications capable of more than one interpretation and the finished product may be unsuitable for the intended purpose.
To re product a product first should test the specification to the material. Suitable analysis techniques and testing require plus the need to be aware of the inadequate size of sample.
14

Nevertheless, specifications are framed and the materials are subjected to tests to prove whether they fall within the limits allowed in the specification.
One type of specification is a small sample of material accompanied with a request to ‘reproduce this for me please’. Here again, suitable analysis techniques and testing are required plus the need to be aware of the inadequate size of the sample.
Description of some of the tests along with test method/instrument:
Nature of the Test Test Method /
Instrument
Fiber (Cotton) Testing
Fiber length Effective length Shirley comb Sorter
short fibers Uster Stapler method
Fiber fineness Wira fineness meter
Fiber maturityCaustic soda method IS
236
Bundle strengthStelometer / Pressely IS
3675
Moisture content Oven dry method
15

Manmade fiber/filament Testing
Mean length Oil plate method
Over length fiber% Manual
Fiber denierCut & weigh method IS
10014
Single fiber strength & elongation - Dry, wet Instron
Fibre diameter Microscopic method
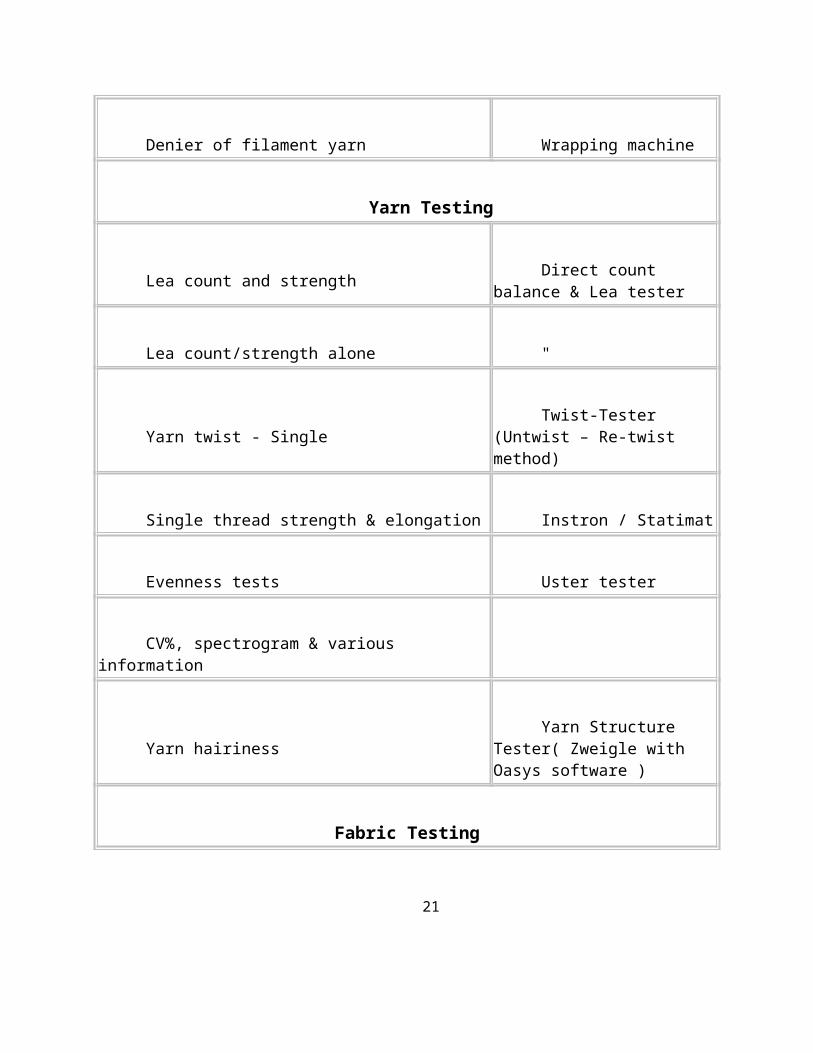
Denier of filament yarn Wrapping machine
Yarn Testing
Lea count and strengthDirect count balance &
Lea tester
Lea count/strength alone "
Yarn twist - Single Twist-Tester (Untwist –
Re-twist method)
16

Single thread strength & elongation Instron / Statimat
Evenness tests Uster tester
CV%, spectrogram & various information
Yarn hairinessYarn Structure
Tester( Zweigle with Oasys software )
Fabric Testing
Fabric WidthFabric thickness Stitch length
IS 1954 SDL Thickness TesterScale
Fabric WidthFabric thickness Stitch length
IS 1954 SDL Thickness TesterScale
Fabric analysis (warp & weft wise)- weave analysis- weight per unit area- yarn count - with size matter- after desizingEPI / PPICrimpTPIweight per unit running lengthWales x Course/inch in knitted fabric
Pick CounterIS 1964 IS 3442
IS 1963 IS 3442
IS 1964 Pick Counter
17

Crease Recovery angle Pilling test Fabric abrasion
IS 4681 (Crease Recovery Tester)IS 10971 (Martiandale / Tumble Type)IS 12673 ( Nu -Martindale Abrasion Tester(Model : SDL 235 )
Air permeabilityIS 11056 (Shirley Air
Permeability Tester)
Compression & Recovery SDL Thickness Tester
Fabric Simulation Test• yarn characteristics• weaving/knitting pattern• pattern overview
Yarn Structure TesterZweigle with Oasys Software
CHEMICAL & ANALYTICAL TESTING
Fabric Testing
Water repellency test Wet ability of fabrics Water penetration Flammability (before & after washing / dry cleaning)Limiting Oxygen Index (LOI)
IS 390IS 391
IS 11871 IS 13501
Water repellency test Wet ability of fabrics
IS 390IS 391
18

Water penetration Flammability (before & after washing / dry cleaning)Limiting Oxygen Index (LOI)
IS 11871 IS 13501
Fastness tests Color fastness to light Color fastness to perspiration Color fastness to washingColor fastness to scrubbing Color fastness to Hot pressing Color fastness to bleaching Color fastness to rubbing (dry & wet) Color fastness to drycleaning
IS 2454 IS 971 IS 687, 764,765 IS 11098, IS 689 IS 762, 763, 987 IS 766 IS 4802
Computer Colour Matching CCM
Shrinkage on heating Hot Air Oven
Dyes Testing
(a) Identification of dyes (b) Strength evaluation
UV-VIS Spectrophotometer
CONSTRUCTION
Types of Fabrics
Before taking up the various tests usually given fabrics, itwill be necessary to discuss briefly the various types of fabricsfrom the point of view of methods of manufacture, production of pattern,
19

general properties of the finished product, and someof the terms used in referring to the fabric. These will be dis-cussed only in a very elementary way because we are concerned primarily with the testing and not with production of the fabrics. Practical experience and the study of other texts arenecessary to supplement this very elementary survey.
The textile fabrics may be classified as follows:1. Felts. These are fabrics made by uniting loose fibers into a uniform sheet.2. Knit goods. These are fabrics made by looping one yarn about itself.3. Braids and laces. These are fabrics made by twisting many yarns .about each other.4. Woven goods. These are fabrics made by passing one set of yarns above and below another set of yarns at right angles.a. Tapes and ribbons. These are made very narrow and on special looms.b. Mechanical fabrics. These are ordinary wide goods of fairly simple weave where appearance is secondary to strength or other physical properties.c. Dress goods, suitings, coatings, poplins, broadcloth,etc. These are fabrics of fairly simple weave but appearance is more important than in the other fabrics. d. Print goods. These are of fairly simple weave but with a complicated color pattern applied by a printing process.e. Tapestries and other similar fabrics. These are of very complicated weave produced by complex looms or Jacquard looms. Appearance is usually the most important quality in these goods.f. Pile fabrics such as plushes, velvets, corduroys, and carpets. These are fabrics in which some of the yarns are cut during or after weaving so that the cut ends form the face of the fabric.g. Multi-ply fabrics such as some collar materials. These are fabrics consisting of two separate warp and filling fabrics, united by another set of warp yarns which arecommon to both layers.FELTSFelts have no regular structure but consist of masses of fiber (usually hair fibers) united together by chemical treatments. Tests made on felt are usually for content and are chemical and optical tests. Thickness is the most important physical test. Porosity is sometimes determined.
20
KNIT GOODS
Knit goods consist of a series of loops of a single yarn; other yarns may be used to make stripes but usually only one strand at a time. The lengthwise loops of the fabric are known as walesand the crosswise loops as courses. Knit goods are often made in tubular form so that there are no edges. As hosiery and under- wear form the bulk of the knit goods with their use as dress goods increasing, in general, appearance is the most important property. Physical tests, then, are not so important on knit goods as they come on the market; most of the testing of knit goods is done in the process of manufacture and carried out on the yarn which goes into the goods. BRAIDS AND LACES Braids and laces, also, are used principally for ornamentation and again the most important tests are those made upon the constituent yarns. This class of fabrics is, in point of quantity, relatively unimportant.
WOVEN GOODS
Woven goods are by far the most important group of fabrics.They are made in a loom by arranging a number of yarns (the warp) under tension and capable of being lifted and dropped by the harness mechanism, each individual yarn of the warp (end) passing between a set of combs called the reed. With some of the ends lifted and some dropped to form an angle (shed), a shuttle flies across carrying one yarn (pick); these cross yarnsare known as the filling. Differe'nt patterns are made by putting different yarns in the warp and in the filling, also by lifting the warp yarns in various combinations. The filling yarns change direction at each edge of the fabric and to keep them firmly in position at the edges, a special lot of warp yarns very close together (the selvedge) is put in. Obviously, the cloth is-firmer and, in general, different in properties near the selvedge, so it is a general rule that no physical tests shall be made nearer than one-tenth the width of the fabric to the selvedge. The use to which the fabric is to be put governs the tests which are given it. In any case, an analysis of the constituent yarns and their arrangement in the fabric should be made, preferably by an experienced designer. The tests which we shall discuss are given under the assumption that the design of the cloth has already been passed on and found to be correct.
21

Fabric Count
This determination measures the number of warp yarns per linear inch (ends per inch or sley) and the number of filling yarns per linear inch (picks per inch or shot). In the case of knit goods, the corresponding values are wales per inch and courses per inch. There are four general methods of determining fabric count:
1. Unraveling the cloth2. Use of the pick glass3. Mechanical pick counter4. Fabric projectorThe method of unraveling the cloth is used principally on dense fabrics with a felted surface where the separate yarns are hard to distinguish. This method is also sometimes used where, in addition to yarn count, the relative weights of warp and filling are being determined.
The pick glass is a small magnifying glass in a stand over a square exactly i inch each way (or sometimes -$ inch each way), so that if all the yarns in the field are counted the number ofyarns per inch is directly determined. This is the method generally used. The mechanical pick counter, such as the Suter, consists of a small microscope arranged to travel horizontally on a calibrated track. In the field of view is a needle-point. The microscope is placed on the cloth with the pointer at zero and is made to traverse the cloth, counting the yarns as they pass under the needle-point for a known distance. Then the number of yarns per inch is calculated. The projector is simply a slide projector in which the cloth is placed between two plates with an opening of known dimensions. The number of yarns may be counted easily on the screen. This device is useful principally to avoid eyestrain. The Readex apparatus (originally designed for viewing microfilm) may also be used to project a magnified image of a textile fabric. This is useful not only for counting yarns but also for viewing defects.
WeightTwo different weights are in use and may be determined in evaluating cloth: weight per unit area (ounces per square yard) and weight per unit length (ounces per running yard). Obviously, if either one and the width of the cloth is known, the other may be calculated (assuming the selvedge to have a negligible effect) by the formula: S=36R/B and R=SB/36 where
22

S = weight per unit area (ounces per square yard)R = weight per unit length (ounces per running yard)B = width of cloth in inchesAnother value often desired is the yards per pound. This is obviously equal to 16/R or 576/SB Both weight determinations are based on cutting out pieces of cloth of known area and weighing. The value of S may then be calculated from the formulae:
S=(36*36/A)*(G/437.5)=2.962 G/A
Or S=(36*36/A)*(G`/28.35)=45.71 G`/A
whereA = area of sample in square inchesG = weight of sample at standard regain in grainsG' = weight of sample at standard regain in gramsThere are three general methods in use for determining theweight:1. Weighing a large number of small areas, e.g., five pieces, each 2 inches square2. Weighing one fairly large area, e.g., a piece 5*4 inches3. Weighing a piece the full width of the cloth and i yard long. This gives the value of R directly. In any of the above methods enough sample must be taken to give at least 20 square inches. The weighing should always be done when the sample is oven-dry and the results calculated to standard regain. The cutting-out of the samples may be done by marking off the area with a ruler and cutting this area out with shears. However, if many determinations are to be made, it is better to use steel or glass templates, cutting around the templates with a sharp razor blade. Where a large number of small samples are to be cut out, steel dies may be used. Many cloths are bought and sold by a description which includes the weight per running yard. This is possible only when a standard width is agreed upon. Woolen and worsted cloths are based upon a width of 54 inches, so that a sixteen-ounce worsted fabric is one of which a piece 54 inches wide and i yard long, would weigh 16 ounces at standard regain. Similarly,cotton duck is based on a width of 22 inches, and a sixteen-ounce duck would be one of which a piece, 22 inches wide and i yard long, would weigh 16 ounces at standard regain. Ducks are also given a number which is equal to 19 R so that the duck mentioned above is 19 — 16. This is a No.3 duck. A nineteen-ounce duck is No. 0 or i/0; a twenty-ounce duck is No. 00 or 2/0; a twenty-one ounce duck is 3/0, and so on.
23

Crimp
Crimp may be denned as the deviation from straightness of yarns as they lie in the cloth, expressed as percentage of length in the cloth. Take-up is the deviation from straightness of theyarns as they lie in the cloth, expressed as percentage of the original length of the yarn before weaving. The interrelationships of crimp and take-up may be shown by the following formulae:L = length of yarn before weavingL' = length of yarn in the clothC = crimp in per centT = take-up in per centthenC = (L-L`/L`)*100T = (L-L`/L`)*100T = 100C/C+100C=100T/100-TSince the process is sometimes reversed and it is desirable to know the original length of the yarn, from the above formulaewe obtain:L =L`(C+100)/100L=100L`/100-TIn a fabric just off the loom, the warp threads generally have the most crimp because the filling yarns are drawn straight through the shed and the warp yarns are folded over and under the filling yarns by the up-and-down motion of the harnesses. Finishing operations such as stretching, calendering, and tentering may change the crimp.
The principle of the crimp determination is very simple. Witha fine pen and a rule, lines are drawn on a piece of cloth L' distance apart. Some of the yarns are raveled out, the yarns arestraightened without stretching, and the distance between the ink marks (L) is noted. The crimp is then calculated from the formula. The difficulty lies in the straightening of the yarn without stretching it. To do this, three methods are available:1. Straighten by hand. This is inaccurate since we do not know the force applied.2. Straighten by a standard weight. This is satisfactory if we know what weight to use. The determination of this weight willbe given later.3. Determine the straight length from the load-elongation
24

curve. This is the most accurate method and the one which we shall take up in detail.The usual method of crimp determination by load-elongation data is as follows: Make parallel ink lines on a piece of cloth L' distance apart; unravel five yarns and test one at a time. Clamp the yarn at one of the ink spots, allowing the yarn to hang vertically in front of a scale. Hang a small clamp of known weight on the yarn at the other ink spot. Read the elongation at this load. Apply successively small loads, reading the elongation at each new load until it is obvious that each additional load gives the same additional elongation. Plot the elongation horizontally and the load vertically to obtain a curve'similar to Fig..
In this curve, there is a curved portion (OB) and a straight line portion (BC). The region OB represents the removal of the crimp. The region BC represents the stretch of the yarn. If there were no crimp, the curve would be all the straight lineDC. Therefore, the distance OD represents the elongation of the yarn due to the removal of the crimp. Then the original length L' plus the value OD is the length of the yarn before weaving (L) or L = L' + OD This method was originally devised by the Bureau of Standards. The yarn was loaded by attaching a light-weight scale pan Fig Load-Elongation Curve for Crimp Determination and adding weights. This method has been improved by using the chainomatic principle, loading the yarn by lowering a chain so that an increasing number of links of the chain are held by the yarn. Saxl has devised a crimp determination apparatus in which the loading is done by a triple-beam balance and the elongationis read on a calibrated vertical rod. Recently, also, an automatic load-elongation device has been invented. This apparatus draws its own curve from which crimp may be readily obtained.
ThicknessThe determination of the thickness of a textile material is a delicate operation because of the ease of compression of most fabrics. For this reason, thickness is seldom determined except upon felts, ducks, or other fairly rigid fabrics. If the thickness of a soft material must be determined, it is better to do it microscopically on a cross-section of the fabric. This is especially true of pile fabrics.The usual type of thickness gage (Fig. 15) has a broad anvil upon which a presser foot is pressed by a spring. The sample is placed on the anvil and the presser foot is lowered onto thesample by releasing the raising lever very slowly, the dial thenindicates the number of mils or thousandths of an inch between the anvil and the presser foot.Haven has listed the variables which affect the result and has attempted to standardize these variables in the following
25

manner:i. Size of presser foot. The greater the size of the presser foot he less it will sink into the fabric. One inch is suggested.2. Form of presser foot. Haven suggests circular for cloth and square for cords.3. Weight on presser foot. The greater the weight, the deeper the presser foot will sink into the cloth. Two ounces are suggested.4. Velocity of presser foot. The faster the foot is allowed to drop, the more it will penetrate the fabric. Haven suggests a clock-work mechanism which would lower the presser foot at the rate of 12 inches per minute.5. Time elapsing during measurement. The presser foot does not come to equilibrium immediately. Five seconds are suggested. 6. Stability of the machine. Jarring will cause the foot to penetrate more deeply. A solid support is necessary.7. Condition of the specimen during measurement. The fabric should be free of wrinkles but not under tension.The A.S.T.M. has standardized the following method of using the thickness gage: The presser foot shall be circular and 0.375 i 0.00r inches; the presser foot and anvil shall be plane and parallel to within 0.000i inches; the total weight on the presser foot shall be 6.0 + 0.i ounces (3.4 pounds per square inch). The fabric shall be placed on the anvil smooth and with-out tension; the presser foot shall be lowered gradually (without impact) and allowed to rest ten seconds before the dial is read. Not less than five measurements shall be made on a sample andthe results averaged. The A.S.T.M. also modifies the above specifications in thecase of pile fabrics and wool felts as follows:Total thickness of pile floor coveringsPressure = 0.100 +- 0.001 pounds per square inchDiameter of foot = 3.00 +- 0.01 inchesThickness of backing of pile floor coveringsPressure = 0.750 +- 0.001 pounds per square inchDiameter of foot = 1.00 +- 0.01 inchesThickness of wool feltPressure = 10 +- 0.5 ouncesDiameter of foot = 1.129 inches
. PorosityPorosity is determined by measuring the total volume of a fabric and calculating the total volume of fiber in the sample. The difference between these two values is air space and, when calculated
26

as per cent of the total volume, gives the porosity.If we letS = total volume of sample in cubic centimetersF = total volume of fiber in cubic centimetersA = area of the sample in square centimetersW = weight of the sample at standard regain in gramsT = thickness of sample in centimetersD = density of fiber in grams per cubic centimeter (Table X)P = porosity in per cent
PermeabilityTwo types of permeability are of interest:1. Permeability to air. This is desirable in clothing but undesirable in overcoating, sailcloth, balloon cloth, airplane fabric.2. Permeability to water vapor. This is desirable in clothing, especially in underclothing, but undesirable in materials to be used for coverings, such as tarpaulins.PERMEABILITY TO AIRPermeability to air may be measured by one of several methods:1. By forcing air through a fabric at a constant rate and measuring the back pressure developed. Haven has described an apparatus for this purpose. The apparatus however, is rathercomplex and expensive.2. By forcing air through a fabric at constant pressure and measuring the rate of flow of the air. The most frequently used apparatus for this process is the Frazier machine (Fig. 16). A suction fan, which can be regulated to various speeds, draws air through a known area of fabric which is clamped over a circular orifice. A manometer measures the pressure drop across the fabric and another manometer measures the pressure drop across the calibrated orifice; by means of this second manometer reading, the volume of air which is flowing may be measured.A sample, 10 inches square, is mounted between the clamp and orifice with sufficient tension to smooth the fabric. The fan is started and its speed regulated until the pressure drop across the fabric is a specified value (usually 0.5 inches of water). The orifice manometer is read and, from the calibration chart, the flow of air is recorded in cubic feet per minute per square footof fabric at the stated pressure drop. Several orifices are supplied to take care of fabrics of different degrees of permeability.
27

3. By forcing a known volume of air at a standard pressure through a fabric and measuring the time required. This method may be illustrated by the Gurley Densometer or by an apparatus which the author has devised. The Densometer consists of a cylinder about 12 inches high with an orifice of definite diameter at the bottom, against which is pressed a companion orifice. The fabric is inserted between the two orifices. The cylinder is open at the top and contains
FIG. 16. Frazier Permeability Tester an inverted cylinder slightly smaller in diameter than the outside cylinder. A tube runs from the top orifice nearly to the top of the cylinder. The annular space between the tube and the cylinder contains water or, better, an oil of known viscosity up to a definite level. In operation, the inside cylinder is raised, drawing in air, the fabric is placed between the two orifices and the inner cylinder is released, forcing the air out through the fabric. The time for the cylinder to fall between two rings marked upon it is noted. A stop watch or an automatic timing attachment may be used. The greater the permeability of the fabric to air, the less time is required. In the case of fabrics of low permeability, the Densometer is satisfactory, but fabrics of high permeability give a very short measured time on the
28

Densometer and the results are, therefore, somewhat inaccurate. This may be offset by the use of a smaller orifice, but then the sampling error is apt to be excessive. It is safer not to use the Densometer on very loosely woven fabrics.
FIG: Apermeter
The author's device, the Apermeter, is illustrated in Fig.The essential parts are a condenser jacket the ends of which are sealed with rubber stoppers, a funnel and an aspirator bottle. There is also a sample holder which is the one used in the hydrostatic pressure tester for water resistance (see later). The apparatus is so arranged that, when the aspirator bottle rests on the table, the water level is about -^ inch below the bottom outlet of the condenser jacket. The funnel connected to the jacket has a rubber stopper containing a glass stopcock and an elbow, the elbow being connected by rubber tubing to the sample holder. The sample is placed between two thin sheets of metal which have concentric three-eighth-inch holes. The stopcock is opened and the aspirator bottle is raised until the jacket and about half of the funnel are filled with water. A pinchcock isthen placed on the tubing at the aspirator bottle, the bottle is placed on the table, and the stopcock is then closed. The pinch cock is released and the stop watch is started as the water level passes the entrance to the jacket and stopped when it passes the exit of the jacket. A run is made each day with no sample in place and the time (t0) observed. ThenPer cent permeability = 100 This apparatus is simple to build and to operate. The parts are standard laboratory apparatus and all variables, such as variations in pressure, sample area, and changes in position, are cancelled by the blank run with no fabric.Permeability to air has been suggested as a method of measuring the progress of the fulling operation; commercially fulled fabrics are 22 to 59% less permeable to air
29

than the same fabric when unfulled. The use of this determination, then, might make a given degree of fulling more readily reproducible.
PERMEABILITY TO WATER VAPORThe permeability of a fabric to water vapor has been measured by three different methods:1. By covering a vessel containing concentrated sulfuric acid with the fabric to be tested and exposing to a standard atmosphere for a definite length of time then measuring the increase in weight of the sulfuric acid. This method requires considerable standardization to give comparable results.2. By covering a vessel containing water at 37.5° C. (bodytemperature) with the fabric to be tested and exposing to a standard atmosphere for a definite length of time then measur-ing the decrease in weight of the water. This requires even more standardization.
3. By covering a vessel containing water at any temperature with the fabric to be tested and exposing to any atmosphere for any convenient time, also exposing a similar vessel of waterwith no covering to the same atmosphere and for the same time. The permeability is then given as the ratio of the loss through fabric to the loss from open vessel. This method is much simplerthan either of the others and is the one used by Black and Matthew in determining the permeability to water vapor of various underclothing materials.
WATER AND FABRIC RELATIONSHIPS Absorbability and Wetting-outAbsorbability and wetting-out both refer to the entrance ofliquid into a yarn or fabric. Absorbability is the ability of thefabric to take up a liquid. Wetting-out is a technical term meaning the ability of a liquid to enter a fabric and displace the airfrom the capillary spaces. Both terms refer to the same phenomenon but absorbability refers to the fabric and wetting-outto the liquid. Two factors are important in absorbency: thetotal amount of liquid absorbed and the rate of absorption ofthe liquid. Sometimes one factor is measured and sometimesthe other.Absorbability is also related to the warmth of a fabric. If afabric is permeable to air but does not absorb water, evaporation of perspiration takes place from
30

the skin and the skin temperature falls. This is the phenomenon which occurs whennylon fabrics are worn. If the fabric absorbs the perspiration,however, the evaporation takes place from the fabric and notfrom the skin; therefore, chilling does not occur.'/The methods used in testing fabrics for absorbency andtesting wetting-out agents (or penetrants ) are:1. Surface tension. This does not take capillary action intoaccount and so is not always comparable with practical results.For the determination of surface tension see any text on physi-cal chemistry or colloid chemistry.2. Sinking time of a tuft of fiber or yarn or a patch of cloth.3. Braves' method. This is a standard method of theA.A.T.C.C. 4. Capillary travel method. The rate of absorption is measured in this method.a. Wick-up or modified Weireck methodb. Haven's method5. Absorption from a wet solid surface such as a wet brick ortile. The total absorption is measured in this method.6. Absorption on immersion in a liquid. The total absorptionis measured in this method.7. Absorption on spraying with water. This is a standardmethod of the A.S.T.M. The rate and amount of absorptionare measured in this method.
Water ResistanceBefore considering methods of measuring water resistance,we must note the ways in which water can pass through afabric. These ways are:i. By wetting the fabric, followed by capillary action whichbrings the water to the other side. 2. By the pressure of the water, forcing it through the openings of the fabric.3. By a combination of the two actions already mentioned.If a fabric were made in which there were no openings between the yarns, the cloth might still allow water to pass, if thewater wet the fibers. This is what happens in closely woven
31

duck or canvas. If a fabric of ordinary weave were' made offibers which had been chemically treated so that they wouldnot be wet by water, the cloth would allow much of the waterto roll off without penetrating, but if the water gathered in athick layer on the cloth or if the water struck the cloth withmuch force, it would pass through the openings. This is thecase in the so-called shower-proof fabrics.The only way to completely waterproof fabrics is to fill theopenings and coat the fabrics with substances which are notthemselves penetrated by water. Examples of such substancesare: rubber in ordinary raincoats, boiled oils in oilskins, tarsor bitumens in tarpaulins, waxes in some tent cloths or plastic-coated fabrics. Fabrics treated with such substances are alsoimpermeable to air and, therefore, are unsuitable for wearexcept in extreme cases. For ordinary wear, only a moderatedegree of water resistance, combined with permeability to airand water vapor, is necessary. Strictly speaking, then, we arenot measuring water-proofness but water resistance or waterrepellence.The following methods are now used for measuring waterresistance. Each method has been used in many variations, butonly one variation of each will be given.1. Drop penetration test (A.S.T.M.)2. Spray testa. Ordinary spray (A.A.T.C.C.)b. Impact spray (A.A.T.C.C.)3. Hydrostatic pressure test (A.S.T.M. and A.A.T.C.C.)4. Contact angle or wetting angle (no standard test)
ShrinkageShrinkage is the linear amount a fabric will contract warpwiseor fillingwise when laundered. It is expressed as per cent of itsoriginal measurement. All fibers have some tendency to shrink,but this tendency is greatly increased if the fabric has beenstretched in finishing. The introduction of the Sanforizingprocess, with its guaranteed maximum shrinkage, has brought
32

shrinkage tests into prominence. Also, the development of newmethods of decreasing the shrinkage of woolen and rayon goodshas made shrinkage tests on these fabrics common.Johnson has shown that shrinkage in cotton goods is nearlytotally accounted for by the water, i.e., that the detergentsused have little effect on the amount of shrinkage, althoughthey may alter the rate of shrinkage or the time required for thefull amount of shrinkage to occur. However, in spite of thisfact the standard tests imitate real laundering as far as thechemicals which are used are concerned. It should be consideredalso that shrinkage is not complete in one laundering; althoughmost of the shrinkage occurs in one treatment, a total of atleast five launderings are necessary to get the total shrinkage.All the standard tests involve the preparation of a sample bycutting a square of cloth and marking it either with indelibleink or with fine threads sewn into the fabric. The marks aremade a measured distance apart both warpwise and fillingwise,three pairs in each direction. The samples are then launderedby varying methods which will be considered later.After laundering and rinsing, the fabrics are dried on ahorizontal surface and pressed while still damp by a flat-bedpress, or by a flat-iron used without sliding to imitate a flat-bedpress. The distances between marks are then measured andaveraged and the resulting shrinkage expressed as per cent of original measurement or as inches per yard. Flat-bed pressessuitable for use in these tests may be obtained in this countryfrom the General Electric Company, Schenectady, New York,or from Franklyn Press Company, Syracuse, New York.WASH WHEEL TESTING METHODSThe A.A.T.C.C. method for shrinkage of cotton fabrics,which is also the accepted method of the A.S.T.M., uses asample at least 20 inches square, or better 20 inches long andthe full width of the fabric, and a measured distance of 18inches. The washing machine has a reversing wash wheel with adiameter of 20 inches. It has a capacity of 3 pounds of dry clothand is fitted with a pipe for injecting live steam into the wheel
33

for heating. Machines which answer these specifications maybe obtained from Robert Ewing & Sons Company, Green Island,New York, or from Hurley Machine Company, 22nd Streetand 54th Avenue, Chicago, Illinois. The machine is used with afull load and with solution equal to fifty times the weight of theload. The solution used is one of chip laundry soap such as willgive good running suds and is made up from a stock solution ofi pound of soap in i gallon of hot water. The load is put in, themachine started, and water and soap, at a temperature notexceeding 100° F., are added. The temperature is raised to212° F. by injecting live steam. The steam is then shut off, andthe machine is run for 40 minutes. The soap solution is drainedoff, water is run in, the temperature is raised to 140° F. and themachine is run for 5 minutes. The water is drained off, morewater is run in, raised to 140° F. and the machine is run for 10minutes. The water is drained off again and the load is runwithout further additions of any sort to complete the full cycleof 60 minutes; during this time the machine should not bestopped.The test for shrinkage of fabrics other than cotton (wool,silk, and rayon) is the same as above except that the washingis for 15 minutes at 100° F.; the first rinse is for 5 minutes at100° F., the second rinse is for 10 minutes, and the wheel is stopped and drained and filled each time. This test duplicatesvery closely actual laundry conditions but requires special andrather expensive apparatus. It is suitable for laboratories doirjga lot of shrinkage testing, but another method requiring nospecial apparatus would be desirable for laboratories makingonly occasional tests. The use of ordinary household washershas been found to be practicable in many cases with resultsas satisfactory as those with the wash wheel. The results, how-ever, should first be checked against a standard wash-wheeltest before adoption.Launderometer MethodThe A.S.T.M. method for use on silk and rayon woven goodsuses a sample 12 or 13 inches square and measured distances
34

of 10 inches. The soap solution used is 0.5% neutral soap, andthe washing and rinsings are all done at 100° F. The machineused is a Launderometer, originally devised for obtaining thefastness of dyes to laundering. It consists essentially of a num-ber of one-pint preserve jars held with their bases to a hori-zontal shaft 2 inches from the center of revolution, the shaftrevolving at 40 to 45 revolutions per minute. The jars are main-tained at the standard temperature of 100° F. + 2° by a waterbath. Each sample is placed in a jar with 300 cubic centimetersof soap solution and run for 15 minutes. The sample is removedfrom the jar, rinsed by being dipped in three changes of water,returned to the jar with 300 cubic centimeters of water and runfor 5 minutes; it is then dried, pressed, and measured. Thistest requires only a Launderometer which can be used for othertests; the Launderometer may be obtained from Atlas ElectricDevices Company, 363 West Superior Street, Chicago, Illinois.Method Requiring No Special ApparatusWilliams has suggested a method of testing for shrinkagewhich requires no special apparatus. A sample 10 inches squarewith measured distances of 8 inches is used. The sample is firstwashed in warm water if any significant amounts of sizing are present. The sample is then immersed in a beaker containing0.3% solution of soap in water at 40° C., and the beaker andcontents are left in a warm place for at least 2 hours. Thesample is removed, rinsed, squeezed as dry as possible intowels, allowed to dry while spread smooth on a pad of cottonsheeting, and ironed. Measurements are taken and the resultsreported as ironed dry. The sample is rewet, wrung out, ironeduntil dry, conditioned several hours, measured again, and theresults reported as ironed wet. The ironed dry shrinkage isusually more than the ironed wet.
PERMISSIBLE SHRINKAGE
35

The permissable amount of shrinkage varies widely accordingto the use to which the fabric is to be put and the labelling whichgoes with it. A guaranteed shrinkproof or 100% shrinkprooffabric should have no appreciable shrinkage; a pre-shrunk fabricshould have only a small amount of shrinkage (1-2%). ASanforized label implies not over i% shrinkage in any directionand should be so understood. In general, we may say that, evenwithout any label or claim, a shrinkage of more than 5% ineither direction is excessive, except in the case of wool.
TACTILE AND DRAPING QUALITIES (HANDLE)This quality of a fabric is now expressed only by the qualita-tive judgment of an expert who, on feeling, bending, and crush-ing a fabric in his hands describes it in such terms as soft, harsh,boardy, lofty or in some other terms which mean little to anon-expert and which do not allow accurate comparisons withother fabrics or with comparisons of the feel to other experts.Handle is a very complex mixture of properties which areunconsciously integrated or summed-up in the mind of theexpert. The main, but probably not the only, factors in handleare:1. Weight and density. Weight per unit area or per unitvolume is considered. Weight has already been describedin Chapter 5. Fabrics vary in weight and density fromcompact to open.2. Surface friction, i.e., resistance to slipping either on thefingers or on another piece of fabric. Fabrics vary insurface friction from harsh to slippery.3. Flexibility, i.e., ease of bending of a fabric. Fabrics varyin flexibility from pliable to stiff.4. Compressibility, i.e., ease of squeezing. Fabrics vary incompressibility from soft to hard.5. Resilience, i.e., ability to recover from deformation in anylength of time. The deformation may be flexural, com-pressional, extensional, or torsional. Fabrics vary inresilience from springy to limp.
36

No one instrument will determine all of these but each one maybe determined separately.
Surface FrictionTwo methods of measuring surface friction are available:1. Mercier method (inclined plane)2. A.S.T.M. method (Friction Meter)MERCIER METHODIn the Mercier method, a block covered with a sample of thefabric to be tested is placed on an inclined plane covered withthe same material. The angle between the inclined plane and thehorizontal when the block just begins to slide is measured.Owing to a rearrangement of the fibers in the surface of thefabric, this angle decreases with successive slides; therefore, anumber of slides is made until a constant angle is found. It maybe shown that the coefficient of friction of the fabric on itself isequal to the tangent of the angle of slide. A low coefficient isdesirable in the lining of coat sleeves, shoe linings, and sleepinggarments, whereas it is undesirable in the backing of rugs.
A.S.T.M. METHOD
In the Friction Meter of the A.S.T.M. two piecesof the sample, 4X12 inches, are laid face to face on a polishedhorizontal surface under a one-pound weight having a polishedbottom surface approximately 3X3^ inches. The bottomsample is attached to a drum so that it may be withdrawn at aspeed of approximately 30 inches per minute. The upper sampleis attached to a torsion spring with a dial which reads force inunits of 0.02 pounds. On turning the drum, the lower sample iswithdrawn and imparts a frictional drag to the upper sample,which is recorded on the dial. The initial force is high, as aresult of static friction, but then becomes constant at a lowervalue during the latter half of the motion; this latter value isrecorded.
37

FlexibilityThe flexibility or the stiffness of a fabric may be measured inseveral ways:1. By the thickness of a folded sample (MacNicholas andHedrich method)2. By the sag of a projecting strip of sample (Peterson andDantzig method, Skinkle method, Peirce method)3. By the length of a heart-loop (Peirce method)4. By means of a Flexometer (Schiefer method)5. By the moment of rotation (Saxl method)6. By means of a Planoflex (Dreby or A.S.T.M. method)7. By means of a Drape-Meter (Schwarz or A.A.T.C.C.meth
ResilienceThe resilience of a fabric is obtained by measuring thedeformation of the fabric on increasing load, then measuring thedeformation on decreasing the load. The two curves are plotted and the area under each curve measured by a planimeter or bytaking a number of measurements:
Resilience = (area under curve of decreasing load / area under curve of increasing load) *100
SERVICEABILITY, WEAR, ABRASIONServiceability, wear, and abrasion are terms which are oftenused interchangeably, but in reality there is a distinction. ServiceabilityServiceability of a fabric is its length of life up to its end ofusefulness which occurs when it becomes deficient in onenecessary property. In clothing, for example, the end of servicegenerally is reached when, due to color fading, shrinkage in
38

laundering, or bagging at knees .or elbows, the garment no longerhas a presentable appearance; clothing seldom wears out,although some examples of actual wear may be found. Theserviceability of tent cloth is determined by its waterproof ness;the serviceability of canvas belting or shoe lining, on the otherhand, is determined by actual wear. Serviceability, then, isindeterminate and depends on the length of time or amount ofuse a fabric may endure before its most desirable propertydecreases to the point where the fabric is no longer useful. WearWear is the amount of deterioration of a fabric due to break-ing, cutting, or removal of the fibers. In certain cases such as thebelting or shoe linings quoted above, wear and serviceabilityare probably the same, but in most cases they are distinct. Wearis also an indeterminate quality because conditions of wearvary so much and also because we do not know quantitativelythe effect of the different factors involved in wear. Qualitativelythe following are most likely the factors causing wear:
1. Direct force on the fabric. This never occurs in normalwear but only under abnormal stress.2. Impact effects. These are important only in floor coverings.3. Flexing, or friction between fiber and fiber and betweenyarn and yarn due to bending of the fabric. This is ordi-narily unimportant because it results in very slow wear;in the case of sized or coated fabrics, however, it is veryimportant.4. Abrasiona. Friction between cloth and cloth. This occurs onlylocally, such as the rubbing of the sleeve on the coat.b. Friction between the cloth and external objects. This isprobably the most important factor.c. Friction between the fibers and the dust or grit in thefabric, resulting in the cutting of the fibers. The impor-tance of this factor depends upon the character of thefabric or the use to which it is put and the frequency
39

and thoroughness of cleaning. AbrasionFrom the above, it can be seen that abrasion is the mostimportant factor in wear in most cases and that abrasion con-sists of friction between the cloth and some other material.For purposes of testing, this material must be quite rough so asto give a quick result, but the selection of this rough abrasivemay be contrary to the ordinary conditions of use of the fabric.This should be considered in evaluating the results of abrasiontests.The results obtained on an abrasion tester are comparativeonly. In many cases, the order of resistance of fabrics to abrasionis also the order of wear, as far as we can tell; but in many othercases the order is different. The abrasion test must not be con-sidered as imitating wear because wear is such a variable processand we have no means of measuring it. The abrasion test maynot be considered a measurement of serviceability. The abra-sion test is simply a test of the quality of the fabric as to its resistance to a combination of flexing and cutting of the fibers,and its results should be considered in connection with othertests and not as a single criterion of the suitability of a fabricfor a given use. The tester should continually keep in mind thefact that abrasion is not the only factor in wear, and wear is notthe only factor in serviceability.MAIN FACTORSThe main factors in testing abrasion, in addition to the tem-perature and relative humidity of the atmosphere which shouldalways be at standard conditions, and their general effects are:1. Character of the motiona. Rotaryb. ReciprocatingIn general, reciprocating motion is better because the effect ofabrasion may be studied on the warp and filling separately.2. Nature of the abradanta. The sample itselfb.. A standard cloth, usually canvas
40

c. A steel surfaced. Silicon carbide, emery cloth, or emery paperIf the sample itself is the abradant, a long period of abrasionis required and different cloths are not comparable with eachother. If a standard cloth is used, variations are very apt toexist so that results obtained at one time cannot be comparedwith results obtained at another time. A steel surface is alsovery variable not only from one machine to another but in thesame machine after different periods of wear. The use of siliconcarbide or emery cloth is now almost universal; althoughadmittedly unlike real wear, it gives rapid results and can beobtained quite uniform.3. Pressure of the abradant on the sampleThis effect is very great, usually a linear relationship existsbetween the pressure of the abradant and the amount ofabrasion. The pressure, therefore, must be standardized.4. Tension on the sampleThis effect is also great and the tension must be standardized5. Removal of linta. By a vacuum attachmentb. By running the machine at high speed so that the lintis thrown outc. By rocking the abradant to brush out the lintAccumulation of lint in the abradant or in the sample tendsto clog the machine and reduce the amount of abrasion.6. Determination of end point or amount of abrasiona. Number of strokes required to wear a holeThis appears the most logical method but actually is affected by so many variables that it is rather in determinate; it is, however, frequently used.b. Loss in strength after a definite number of rubs. This is used in most cases and seems to give most satisfactory results. A large enough area must be abraded, then, to give sufficient strength tests to obtain a satisfactory average.c. Loss in thickness after a definite number of rubs. This is used only on felts, carpets, and napped fabrics whereconsiderable abrasion may occur before any loss instrength takes place. In general, thickness determina-
41

tions are unsatisfactory.d. Loss of weight after a definite number of rubs. Thismethod is used on heavy plushes and deep-pile goodswhere thickness determinations are least satisfactory;it is not used on ordinary woven goods because of thepossibility of the cloth picking up pieces of lint orabradant. e. Change in permeability, compressibility, heat insula-tion, water absorption, or other properties. These areused only in very special cases.
Instruments for Fabric Testing
Fabric Thickness Gauge:
42

Fabric Testing Instrument determines the thickness of jari, yarn, fabric, paper, and film samples etc accurately. At B-Tex Engineering Fabric Thickness Gauge is calibrated, of extreme fine quality and accurately and conveniently performs testing pertaining to thickness measurement.In Fabric Thickness Gauge, the fabric whose thickness is to be determined is kept on a flat anvil and a circular pressure foot is pressed on to it from the top under a standard fixed load. Then the Dial Indicator directly gives the thickness in mm.
GSM Cutter:
43

GSM cutters are used to determine accurately the GSM (Grams per square meter) of any type of fabrics. With outmost precision and care, our team designs and manufactures a wide assortment of GSM cutters, using quality raw material. Being easy to operate and proved to provide accurate results, our gamut is in great demand across domestic textile industry.This GSM Cutter is circular fabric sample cutter with which uniform circular fabric is cut without measuring. The specimen which is cut with the help of fabric GSM cutter is 100 cm2 areas. The instrument is equipped with a set of four replaceable blades and normal cutting pads.
Crease Recovery Tester:
44

Crease Recovery Tester determines the property of textiles to recover from creases by measurement of the recovery angle. Crease Recovery Tester at B-Tex Engineering is calibrated and of fine quality.The specimen is first creased under specified load for fixed time and is then transferred to the measurement device, where one end of the specimen is held in a spring loaded clamp and other is allowed to fall free under its own weight. Now one need to read the scale fixed to moving clamp to know the deflection of the clamped end from the horizontal. This angle gives the measure of the Crease Recovery Angle.
Martindale Abrasion cum pilling Tester:
45
Martindale Abrasion cum Pilling Tester is used to check the abrasion as well as pilling resistance of the fabric. It consists of four testing plates on which the abrading fabrics is attached, these four testing table are mounted on the base plate of the instrument. There is revolving plate, which revolves with the help of three cranks, pegs & motor.There are four sleeves attached on the revolving plate. The sample holders for abrasion & pilling testing are provided with the instrument. There is a set of weights for proper pressure on the test specimens. Templates for cutting the samples & abrading cloth and their mallet are also supplied as standard accessory.
Fabric Extensionar:
Fabric Extensioner is used to determine the stretch and recovery of the fabric in case of both woven and knitted fabric.It’s very useful equipment for evaluation as it directly gives the percentage of stretch.The fabric can be loaded with weight from 1 to 5 Kg. The apparatus consist of one fixed jaw and a moving jaw for fabric clamping, loading device and fine lead screw. The unit has an arrangement to provide tension by applying the load with a constant rate of extension. The specially designed scale graduated in two scales, 0-50% & 0-300% for showing the stretch % for woven and knitted fabrics respectively provided.
46

Water Impact Penetration Tester:
Water Impact Penetration Tester tests water penetration resistance of the garment fabrics. Its aim is to test the water absorbency –resistance degree for Waterproof fabric or other material. It is a standard procedure for determining the resistance to water penetration under uniform static air pressure differences. The instrument can be switched between high pressure and low pressure.This test method is applicable to any textile fabric, which may or may not have been given a water–repellent finish.
Digital Pilling Tester:
47

Digital Pilling Tester is used to check the pilling resistance of the fabric. Pilling is a fabric surface fault characterized by little pills of entangled fibres clinging to the surface. Pills are formed during wearing or washing by the entanglement of the loose fibres, which protrude from fabric surface. To determine the tendency to form pills, test specimens taken from the fabric sample are rubbed against each other under controlled conditions.
Shrinkage Template & Scale:
48

Shrinkage Template & Scale is used for finding accurate Shrinkage in fabric and Garments.Template and shrinkage scale made up of transparent polymer plate to apply standard pressure on test specimen. The Shrinkage Scale & Template has a fine calibrated marking template with 350mm bench-marks. It ensures reading of laundered or dry-cleaned or washed or processed fabric or garment directly and accurately.
Stiffness Tester:
Stiffness Tester is used to determine the stiffness of fabrics. B-Tex Engineering provides Stiffness Tester of high quality, of high standard and with specified warranty. Stiffness Tester provides a quick and accurate method of determining stiffness properties such as flexural rigidity of most textile fabrics and other flexible materials. The principle of Cantilever Test method is used in it.
Air Permeability Tester:
49

This tester is used to measure the permeability of various kinds of textiles, cloths, etc. The rate of air flow passing perpendicularly through a known area of fabric is adjusted to obtain a prescribed air pressure differential between the two fabric surfaces. From this rate of air flow, air permeability of fabric is determined.
Fig: Frazier Type Air Permeability Tester
This type make out the air flow with the conversion table, according to the value of vertical barometer and the diameter of used nozzle. Three kinds of calibration plate are provided to verify the known air permeability at the prescribed test pressure.
FASTNESS TESTING EQUIPMENT
50

Crockmeter:
Crockmeter is used for testing the transference of color from the surface of one material to another by either wet or dry rubbing. Crockmeter is highly efficient and produces accurate results.In addition to color transference tests, the Crockmeter performs scuffing, wet / dry abrasion, flexing, powdering, dry-cleaning, ink abrasiveness, and other tests. Test conditions are controlled and reproducible through the use of standard pressure and motion.
Light Fastness Tester:
51

Light Fastness Tester is used to determine the color fastness of textiles against sunlight.All dyed material experience change in color when exposed to daylight for a sufficiently long period because of the action of sunlight. The color fastness is denoted by the number of the light fastness standard fabric that has change color to the same extent as the test specimen. It is expressed as the numerical rating for light fastness.
Perspirometer:
Perspirometer is used for determining the resistance of the color of textiles of all kinds and in all forms to the action of human perspiration. B-Tex Engineering brings most reliable Perspirometer at best price. Color fastness of dyed or printed fabrics, against perspiration, is determined by exposing the fabric to the action of both alkaline and acidic reagents, while in contact with undyed adjacent fabrics on both sides.
Sublimation Fastness Tester:
52

Sublimation Fastness Tester is a suitable instrument for dyestuff manufacturers as well as textile processors for checking effects of dry heat on dyestuff. Sublimation fastness and staining effect properties of individual dyes can
be tested at various temperatures. In a single test, entire range of effective temperature can be tested. The heating pads are made up of hard chromed
electrolyte copper for even and quick distribution of heat.
Washing Fastness Tester:
Washing Fastness Tester is used widely for determining color fastness of textile materials to washings. At B-Tex Engineering we offer best quality instrument at best price and as per the required standards. The color fastness of
53

textile material is determined by way of mechanical hesitation of a specimen of textile with the piece of specified adjacent fabrics in Standard Soap Solution followed by rinsing and drying. Thereafter, the change in color of specimen and stains of the adjacent fabrics are assessed with standard grey scale.
Color Matching Cabinet:
Color Matching Cabinet booth is used for visual assessment of color under 6 standard lights, 45 degree angle and comes with doors. Color Matching Cabinet, Light Box, is suitable for yarn, fabric dyeing plant, and garment manufacturer and exporters. Suitable for staining, change in color test by using grey scales during color fastness test.
Process Monitoring Instruments:
Tachometer:
54

Tachometer is a Process Monitoring Equipment, used to assess or measure the speed of textile production. B-Tex Engineering provides us with Tachometer of the finest quality which is covered under warranty. Tachometer measures the rotation speed of a machine and thus helps in monitoring the entire process.
Sequence Check Machine:
Sequence Check Machine is used to check the evenness of warp sequence in the fabric & also on loom. (With Battery Backup).A handy instrument used to check the ‘S’ and ‘Z’ sequence in the fabric which has battery back up so that we can check the sequence on running loom.
55

References:
1. http://onlinebooks.library.upenn.edu
2. www.google.com 3. Textile Testing
Physical ,Chemical and Microscopical BY JOHN H. SKINKLE4. Textile Testing By Jewel Raul5. Principle of Textile Testing By J.E BOOTH
56