assessing the applicability of numerically controlled machine tools
TRANSCRIPT
ISSN 1068�798X, Russian Engineering Research, 2011, Vol. 31, No. 9, pp. 891–894. © Allerton Press, Inc., 2011.Original Russian Text © I.O. Aver’yanova, 2011, published in STIN, 2011, No. 6, pp. 6–10.
891
We know that efficient manufacturing depends oncorrect selection of the metal�cutting machines,whose characteristics must correspond to the require�ments of the specific production process [1, 2].
Research on some aspects of this topic is longestablished. In the 1950s, work was undertaken on theapplicability of metal�cutting machines.
The first attempt to develop practical recommen�dations for the industrial use of machine tools was theclassification of metal�cutting machines in [3]. Thisclassification is still employed in practical manufac�turing problems. The classification of metal�cuttingmachines into nine groups is followed by subdivisionof each group into nine subgroups, including special�purpose metal�cutting machines.
For a long time, this classification of metal�cuttingmachines was used in determining the machine toolsrequired at particular enterprise and in the country asa whole. However, it fails to take account of certainfactors and therefore lost its value over time. In orderto formulate recommendations regarding the use ofmetal�cutting machines in the manufacture of partic�ular components, with different dimensions andparameters, manufacturers recognized the need formathematical description of components in theseconditions and analysis of the parameter distributionscorresponding to rational application of particularmetal�cutting machines.
Between 1962 and 1967, research on the rationalapplication of common metal�cutting lathes wasundertaken at OAO ENIMS.
A method of identifying rational applications ofuniversal metal�cutting machines on the basis of tech�nological and statistical formulas was proposed in [4].In this approach, the effectiveness of a particularmetal�cutting machine is assessed in terms of the min�imal annual reduced costs, including the manufactur�ing costs Cmin of parts of the required quality and theability to recoup the capital costs for the equipmentwithin a standard period: Cmin = f(tun; N), where tun isthe time to machine a single part; N is the annual pro�duction program for such parts.
The ratio of the reduced costs in machining thepart on two universal metal�cutting machines (i, j) isCi/Cj = f(tuni/tunj; Nituni).
This method was developed further to assess theapplicability of metal�cutting machines with differentlevels of automation and different production condi�tions, in [1]. In each specific case, the selection of themachine is determined by the profitability of the tech�nological operation. If parts of specified quality maybe obtained in the specified quantity by differentequipment, the selection of the machine is based oneconomic criteria—generally, in terms of minimumreduced costs.
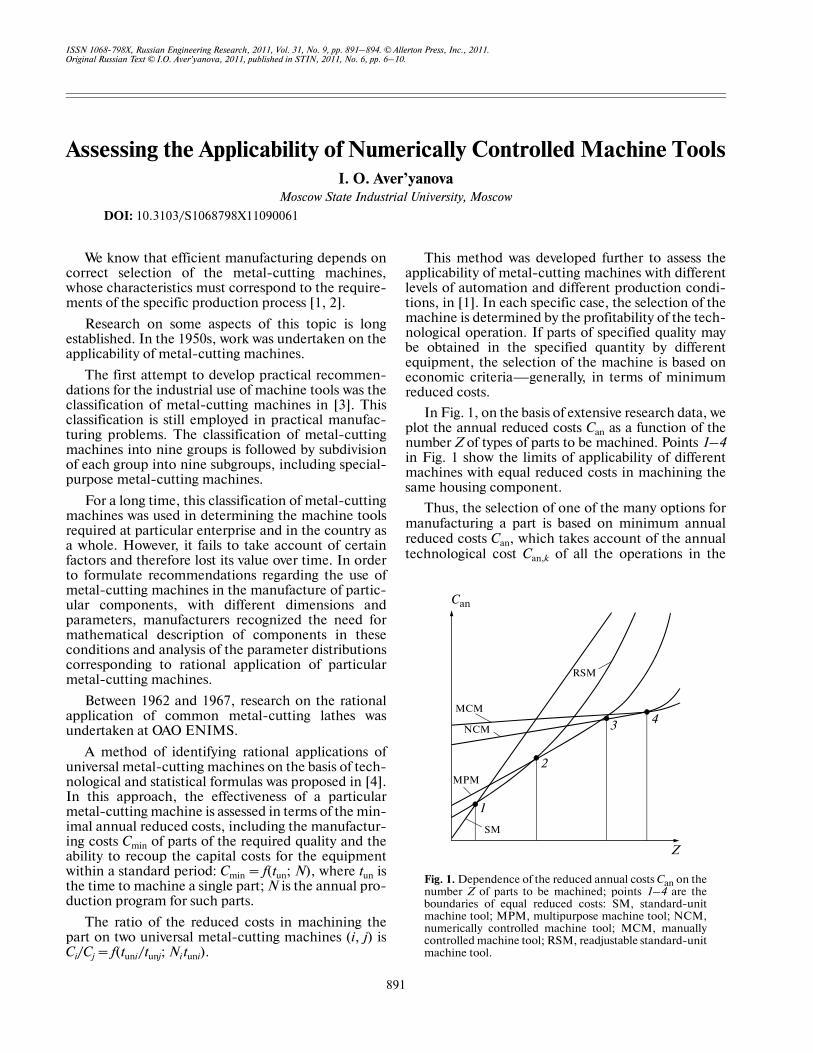
In Fig. 1, on the basis of extensive research data, weplot the annual reduced costs Can as a function of thenumber Z of types of parts to be machined. Points 1–4in Fig. 1 show the limits of applicability of differentmachines with equal reduced costs in machining thesame housing component.
Thus, the selection of one of the many options formanufacturing a part is based on minimum annualreduced costs Can, which takes account of the annualtechnological cost Can,k of all the operations in the
Assessing the Applicability of Numerically Controlled Machine ToolsI. O. Aver’yanova
Moscow State Industrial University, Moscow
DOI: 10.3103/S1068798X11090061
1
2
3 4
Can
Z
RSM
MCM
MPM
SM
NCM
Fig. 1. Dependence of the reduced annual costs Can on thenumber Z of parts to be machined; points 1–4 are theboundaries of equal reduced costs: SM, standard�unitmachine tool; MPM, multipurpose machine tool; NCM,numerically controlled machine tool; MCM, manuallycontrolled machine tool; RSM, readjustable standard�unitmachine tool.

892
RUSSIAN ENGINEERING RESEARCH Vol. 31 No. 9 2011
AVER’YANOVA
cycle and the efficiency Kk of the corresponding capi�tal expenditures: minCan = Can, k + EstKk, where sub�script k = 1–n denotes a specific manufacturingoption; Est is the standard efficiency.
On the basis of the predicted needs of manufactur�ing enterprises within a specific period (generally fiveyears), the set of numerically controlled machine toolsthat would permit the manufacture of the requiredcomponents at twelve Soviet manufacturing enter�prises was determined in [2].
This calculation was based on the description of therange of manufactured components in terms of spe�cific characteristics. The general set of initial informa�tion employed covered the set of components manu�factured in the major shops at the nation’s manufac�turing plants. Description of this general set of partsrequires the use of a sampling method in which gener�alized characteristics are obtained by studying onlysome representative subset of parts [1, 2]. In Fig. 2, as
an example, we plot the distribution density of pris�matic parts obtained by that method.
The structure W of the set of numerically controlledmachine tools is determined on the basis of a targetfunction such that minimal effort T(bk) is required inmanufacturing the set of parts by optimal compositionyk of machine tools in the dimensional series r
In recent years, many specialists around the worldhave used the recommendations regarding the effi�cient use of numerically controlled machine toolssummarized in Fig. 3.
In Fig. 3, we show the fields of applicability of dif�ferent levels of automation of numerically controlledmachine tools and metal�cutting systems as a functionof the range and annual output of components. InFig. 3, we see the variation in the basic characteristics(productivity, flexibility) of effective industrial use ofautomated machine tools. In particular, with a limitedrange of components and an ambitious manufacturingprogram, the flexibility of the system declines, whilethe productivity rises.
Thus, we may assume that economically sound rec�ommendations now exist for the use of numericallycontrolled machine tools and corresponding produc�tion systems so as to ensure sufficient automation forthe specific problems [3].
In one�off and small�scale production (low annualoutput of a large number of different products with dif�ferent blanks), numerically controlled machine toolsare recommended.
With increase in the production program andsomewhat fewer product types, the best option is theproduction cell, also known as a numerically con�trolled machine�tool module. The production cellincludes a numerically controlled machine toolequipped with systems for automatic tool replacementand sometimes also automatic replacement of theblank. These systems are suited to small� and moder�ate�scale production.
With constant growth in the product range anddecrease in product run, at moderate annual output,the time available to put a new product into produc�tion is reduced. In these conditions, the batch size alsochanges frequently, and the range of machined parts isvery large. This means that more preparation andsetup time is required, which means that the equip�ment will not operate at full load. To address this prob�lem, flexible production systems are developed, withtwo basic requirements: (1) high flexibility; (2) eco�nomical operation.
The flexible production system consists of numeri�cally controlled machine tools and production cells
W minT min T bk( )yk.
k 1=
r
∑= =200
0.5
1.0
600 1000 14000x, mm
n(x)Π1 x( )
Π2 x( )Π0
Fig. 2. Distribution density of a set of manufactured pris�matic components: x, basic parameter (dimension) of part;Π(x), characteristic of the distribution density of a sampleof the components; Π0, density of the full set of compo�nents.
1
25
500
2000
15000
2 4 8 40 100 800
12
AO
n
AL
FAP
FPS
PS
NCM
Fig. 3. Regions of applicability of automated numericallycontrolled machine tools: AO, annual output of compo�nents; n, number of different blanks; (1) productivity;(2) flexibility of production; AL, automatic line; FAP, flex�ible automated production; FPS, flexible production sys�tem; PC, production cell; NCM, numerically controlledmachine tool.

RUSSIAN ENGINEERING RESEARCH Vol. 31 No. 9 2011
ASSESSING THE APPLICABILITY OF NUMERICALLY CONTROLLED MACHINE TOOLS 893
under the control of a computer. Flexible productionsystems are suited to medium�scale production.
With a limited number of types of blank (no morethan two) and high annual output, we use automaticlines, which consist of a set of special�purpose equip�ment. In the line, the sequence of specialized modules isequipped with automatic transportation systems, loadingand unloading devices, and an overall control system.Automatic lines permit high productivity and are used inlarge�scale and mass production. With change in theblanks being machined, the sequence of technologicalmodules must be partially or completely changed.
According to the current classification of metal�cutting machines, automatic lines operating with alarge annual throughput of blanks and with someincrease in product range are categorized as flexibleautomated production. Flexible automated produc�tion relies on a new generation of readjustablemachine tools.
Flexible automated production is most efficient in themanufacture of a wide range of complex components,with regular change in the production program. Tradi�tional automatic lines consist of specialized machinetools, whereas flexible automated production employsreadjustable numerically controlled machine tools.
Thus, modern production systems in manufactur�ing are based on numerically controlled machinetools. The constant development and improvement ofnumerical control systems is sharply changing theusual configuration of machine tools. Differentmachining operations are implemented, with fewersetups of the blanks in the machine tool’s workingspace. The requirements on the precision, rigidity,reliability, and productivity of numerically controlledmachine tools are rising. The possibility of includingmachine tools in automated systems also considerablyaffects their design and configuration. Such improve�ments are not simple: the design, manufacture, andoperation of machine tools has become considerablycomplex, with the need to organize correspondingmaintenance crews. Therefore, the correct selectionof the machine tool is always important and sometimescritical for the success of enterprises operating in thehighly competitive market for manufacturing prod�ucts. However, management has no reliable methodsof assessing the expediency of expensive and complexnumerically controlled machine tools in such condi�tions. The main deficiency of the methods alreadydescribed is that they were developed for a centrallyplanned economy. Moreover, the practical utility ofthe system in Fig. 3 is limited, since the recommendedboundaries are arbitrary and may change in practice inthe light of factors such as the complex configuration,dimensions, or material of the machined products.
Those methods of determining the applicability ofnumerically controlled machine tools disregard the
diversification of production, which is equally impor�tant for small�scale, large�scale, and mass production.
The diversification of production signifies the simul�taneous development of many unrelated products inorder to expand the product range at a single enterprise.Diversification also improves production efficiency,offers economic benefits, and potentially preventsbankruptcy. Horizontal diversification of productionentails the introduction of new products that arebroadly similar to those already produced but are of par�ticular interest to a number of clients. The horizontaldiversification of production requires radical or partialchange in the plant’s operating conditions.
The diversification process is the result of humanand technical developments in relation to three generalfactors: heritage, environment, and professionalism.
Product development is shaped by the customaryand inherited predisposition of the enterprise, whichmay be called its heritage.
Heritage is a complex concept, including variousaspects of production, and may be expressed in termsof intellectual, traditional, organizational, geo�graphic, technological, and other factors.
The heritage of a plant may be linked to its gradualspecialization in response to client needs. Determi�nate and variable aspects of development may be dis�tinguished here. The determinate aspect is primarilyassociated with continuation of the enterprise’s activ�ity and the intellectual activity of the staff, within thecontext of existing standards, behavioral rules, andpsychological processes, which shape the morale ofthe workforce.
The variable aspect ensures the development of sys�tems to support production in changing conditions. Itis subject to constant improvement. Each enterprisemodifies and updates such programs according to itsown needs.
Spiritual, social, and psychological developmentdoes not occur spontaneously, but in the context ofhuman society. Human development occurs within aspecific environment. External factors—geographic,social, political, etc.—affect human progress. Theconcept of a social environment includes characteris�tics familiar in manufacturing such as comprehensiveorder, a system of productive relations, the materialconditions of work and life, and the character of pro�duction and social processes. An abstract environmentdoes not exist. There is a specific shared environmentcomprising the specific working conditions. Humanbeings attain their highest potential when the near andfar environments provide favorable conditions.
The influence of the plant’s heritage and environ�ment on its creative programs is corrected or modifiedby management. Management’s response may take arange of forms: from complete rejection (when theeffects of the heritage and environment are regarded as

894
RUSSIAN ENGINEERING RESEARCH Vol. 31 No. 9 2011
AVER’YANOVA
pernicious) to complete embrace. Finding the correctbalance depends on the professionalism of manage�ment and whole enterprise’s entire collective team.
Thus, the basic principles of systems theory hereoutlined provide the technological and organizationalbasis for an effective method of identifying the appli�cability of numerically controlled machine tools.
REFERENCES
1. Aver’yanov, O.I., Modul’nyu printsip postroeniya stankovs ChPU (Modular Design of Numerically ControlledMachine Tools), Moscow: Mashinostroenie, 1987.
2. Aver’yanov, O.I., Sklyarevskaya, E.I., and Shu�myatskii, B.L., Readjustable Equipment for the MassProduction of Housing Components, Stanki Instrum.,1981, no. 6, pp. 3–4.
3. Mashinostroenie: Entsiklopediya (Manufacturing Ency�clopedia), Cherpakov, B.I., Ed., Moscow: Mashinos�troenie, 1999.
4. Vasil’ev, V.S., Etin, A.O., and Shumyatskii, B.L.,Determining the Applicability of Metal�CuttingMachines by Statistical Analysis of Data RegardingMachined Components, Vestn. Mashinostr., 1966,no. 7, pp. 7–9.