aspectos metalÚrgicos e susceptibilidade À...
TRANSCRIPT

ASPECTOS METALÚRGICOS E SUSCEPTIBILIDADE À CORROSÃO
LOCALIZADA DO AÇO INOXIDÁVEL SUPERDUPLEX UNS S32760
Kioshy Santos de Assis
Orientador(es): Isabel Cristina Pereira Margarit
Mattos
Oscar Rosa Mattos
Rio de Janeiro
Setembro de 2011
Dissertação de Mestrado apresentada ao Programa de
Pós-graduação em Engenharia Metalúrgica e de
Materiais, COPPE, da Unversidade Federal do Rio
de Janeiro, como parte dos requisitos necessários à
obtenção do título de Mestre em Engenharia
Metalúrgica e de materiais
ASPECTOS METALÚRGICOS E SUSCEPTIBILIDADE À CORROSÃO
LOCALIZADA DO AÇO INOXIDÁVEL SUPERDUPLEX UNS S32760
Kioshy Santos de Assis
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA
(COPPE) DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE
DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE
EM CIÊNCIAS EM ENGENHARIA METALÚRGICA E DE MATERIAIS
Examinada por:
_______________________________________________
Prof. Oscar Rosa Mattos, D.Sc.
_______________________________________________
Prof. Pedro de Lima Neto, D.Sc.
_______________________________________________
Prof. João Marcos Alcoforado Rebello, D.Sc.
.
RIO DE JANEIRO, RJ – BRASIL
SETEMBRO DE 2011

iii
Assis, Kioshy Santos de
Aspectos metalúrgicos e susceptibilidade à corrosão
localizada do aço inoxidável superduplex UNS S32760 / Kioshy
Santos de Assis. – Rio de Janeiro: UFRJ/COPPE, 2011
XIV, 130.:il.; 29,7 cm.
Orientadores: Isabel Cristina Pereira Margarit Mattos
Oscar Rosa Mattos
Dissertação (mestrado) – UFRJ/COPPE/Programa de
Engenharia Matelúrgica e de Materiais, 2011.
Referências Bibliográficas: p.113-130.
1. Relação entre fases deletérias e corrosão localizada em
aços inoxidáveis superduplex 2. Reativação Potenciodinâmica
Eltroquímica (DL-EPR). 3. Caracterização microestrutural. 4.
Tenacidade ao impacto Charpy V. I. Mattos, Isabel Cristina Pereira
Margarit et al. II. Universidade Federal do Rio de Janeiro, COPPE,
Programa de Engenharia Metalúrgica e de Materiais. III. Título

iv
Dedicatória
Dedico esta tese de mestrado para minha família,
em especial para minha esposa Marceli,
pelo amor, compreeensão e carinho de sempre.
“Abandonar a vida por um sonho
é estimá-la exactamente por quanto ela vale”.
Michel de Montaigne

v
Agradecimentos
Primeiramente a Deus por me fazer acreditar sempre e nunca desistir dos meus
sonhos.
Gostaria de agradecer a todos que me ajudaram, direta ou indiretamente, para
conclusão deste árduo trabalho científico. Em especial aos meus professores,
orientadores e amigos Isabel Cristina Pereira Margarit Mattos e Oscar Rosa Mattos, que
acreditam no meu trabalho e me aturam à quase uma década (é tempo pra caramba)!
A infraestrutura oferecida pelo Laboratório de Ensaios Não Destrutivos,
Corrosão e Soldagem, do Programa de Engenharia Metalúrgica e de Materais, para
realização do trabalho
Aos professores Fernando Luis Bastian, Luis Henrique de Almeida e José da
Rocha Miranda Pontes pela sinceridade sempre em suas palavras e pelos ensinamentos
valiosos em mecânica da fratura, metalurgia física e microscopia óptica e eletrônica de
varredura e fenômenos de transporte
Aos amigos Rafael Oliveira da Mota, Flavio Vasques de Souza, Leandro Silva
Mazzei, Rômulo Moreira e Rafael da Silva Gama pelo apoio nos momentos de
desânimo (e olha que não foram poucos!)
A minha avó Nilza da Silva de Assis, com quem aprendi a ter perseverança e
serenidade nos momentos mais difíceis e a acreditar sempre em dias melhores

vi
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisítos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ASPECTOS METALÚRGICOS E SUSCEPTIBILIDADE À CORROSÃO
LOCALIZADA DO AÇO INOXIDÁVEL SUPERDUPLEX UNS S32760
Kioshy Santos de Assis
Setembro / 2011
Orientadores: Isabel Cristina Pereira Margarit Mattos
Oscar Rosa Mattos
Programa: Engenharia Metalúrgica e de Materiais
No presente trabalho abordamos aspectos relacionados à metalurgia física e de
caracterização microestrutural do aço inoxidável superduplex de especificação UNS
S32760, utilizando microscopia óptica e eletrônica de varredura. Entretanto, foi
apresentado um maior enfoque na influência da precipitação de fases intermetálicas
deletérias, em especial a fase sigma (σ), na suceptibilidade a corrosão localizada do aço
inoxidável austeno-ferrítico em questão. Como técnica eletroquímica, apresentamos a
metodologia descrita na norma ISO 12732, que especifica a técnica de Reativação
Potenciodinâmica Eletroquímica como método quantitativo que permite avaliar a
diminuição da resistência à corrosão localizada dos aços inoxidáveis.

vii
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
METALLURGICAL ASPECTS AND SUSCETIBILITY TO LOCALIZED
CORROSION OF SUPERDUPLEX STAINLESS STEEL UNS S32760
Kioshy Santos de Assis
September / 2011
Advisors: Isabel Cristina Pereira Margarit Mattos
Oscar Rosa Mattos Mattos
Department: Materials and Metallurgycal Engineer
In this work we approach issues related to physical metallurgy and
microstructural characterization of super duplex stainless steel of specification UNS
S32760 specification, using optical microscopy and scanning electron microscopy.
However, we was presented a greater focus on the influence of precipitation of
intermetallic deleterious phases, especially the sigma phase (σ), on to localized
corrosion susceptibility of superduplex stainless steel, UNS S32760. As electrochemical
technique, we present the methodology described in ISO 12732, which specifies the
technique of Electrochemical potentiodynamic reactivation as a quantitative method for
assessing the decreased resistance to localized corrosion of stainless steels.

viii
SUMÁRIO Capítulo I .......................................................................................................................... 1
Introdução ................................................................................................................... 1
Capítulo II ......................................................................................................................... 2
Revisão Bibliográfica .................................................................................................. 2
II.1 – Metalurgia física dos aços inoxidáveis austeno-ferríticos ............................. 2
II.2 – Metalurgia física da soldagem dos aços inoxidáveis austeno-ferríticos ..... 29
II.3 – Corrosão em aços inoxidáveis austeno-ferríticos ......................................... 40
II.3.1 – Aspectos gerais ............................................................................................. 40
II.3.2 – Corrosão generalizada ................................................................................. 45
II.3.3 – Corrosão por pite ......................................................................................... 45
II.3.4 – Corrosão por fresta ...................................................................................... 50
II.3.5 - Corrosão sob tensão ..................................................................................... 52
II.3.6 - Corrosão intergranular ................................................................................ 55
II.3.7 - Corrosão galvânica ....................................................................................... 56
II.3.9 - Corrosão em Juntas Soldadas ..................................................................... 57
II.3.10 - Fragilização por hidrogênio ...................................................................... 60
Capítulo III ..................................................................................................................... 67
Testes para avaliação da susceptibilidade a corrosão de aços inoxidáveis duplex e superduplex ............................................................................................................... 67
III.1 - Ensaios para avaliação da susceptibilidade à corrosão sob tensão ........... 67
III.2 - Ensaios para avaliação da susceptibilidade à corrosão localizada ............ 69
Capítulo IV ..................................................................................................................... 73
IV.1 - O ensaio EPR e DL-EPR proposto pela norma ISO 12732 ........................ 73
IV.2 - Princípios da técnica de Reativação potenciodinâmica eletroquímica com dupla varredura (DL-EPR) ...................................................................................... 74
IV. 3 - Método proposto por Domínguez-Aguilar e Newman ............................... 77
Capítulo V ...................................................................................................................... 80
Material e métodologia ............................................................................................. 80
V.1 – Material ............................................................................................................ 80
V.2 – Metodologia ..................................................................................................... 84
ix
V.2.1 – Tratamentos isotérmicos ............................................................................. 84
V.2.2 – Caracterização microestrutural ................................................................. 85
V.2.3 – Testes de impacto Charpy V .......................................................................... 87
V.2.4 – Testes de corrosão ........................................................................................ 88
V.2.4.1 – ASTM G48-03, método A ......................................................................... 89
Capítulo VI ..................................................................................................................... 93
Resultados e discussões ............................................................................................. 93
VI.1 – Tratamentos isotérmicos e caracterização microestrutural ...................... 93
VI.2 – Testes de impacto Charpy V ......................................................................... 98
VI.3 – Testes de corrosão (ASTM G48-03 e ISO 12732) ..................................... 101
VI.3.1 – ASTM G48-03 ........................................................................................... 101
VI.3.2 – ISO 12732 (DL-EPR) ................................................................................ 102
Capítulo VII .................................................................................................................. 111
Conclusões ............................................................................................................... 111
Referência Bibliográfica ............................................................................................... 113
x
ÍNDICE DE FIGURAS
Figura 1 – Diagrama de fases pseudobinário para os aços duplex ................................... 7
Figura 3: Fases, microconstituintes e as regiões (indicadas pelas setas), onde ocorrem a
precipitação de γ2 .............................................................................................................. 9
Figura 4: Variação do coeficiente de partição na ferrita com o aumento de temperatura,
para alguns dos principais elementos de liga na fase δ, dos AID e AISD ...................... 10
Figura 5: Precipitados que podem ser formados nos aços duplex, em função da
temperatura e da composição química............................................................................ 12
Figura 6: Curvas TTT de precipitação das fases intermetálicas nos aços inoxidáveis
duplex 2205, 2304 e superduplex 2507 .......................................................................... 12
Figura 7 – Diagramas TTT dos aços duplex 1 e 2, mostrando a precipitação de fases
intermetálicas .................................................................................................................. 13
Figura 8: Mecanismo de precipitação entre as fases χ e σ e a morfologia entre as fases 15
Figura 9: Diagrama de fases de equilíbrio, para dois AID, em função do percentual em
peso de nitrogênio ........................................................................................................... 17
Figura 10: Formas de precipitação de Cr2N ................................................................... 18
Figura 11: Seções isotérmicas do sistema Fe-Cr-Ni-Mo-N para um AISD, especificação
UNS S32750 ................................................................................................................... 20
Figura 12: Tamanho de grão versus cinética da reação δ → σ + γ2 ............................... 22
Figura 13: Comparação entre o percentual de fases intermetálicas e os valores de dureza
Vickers e de energia de impacto Charpy V .................................................................... 23
Figura 14: Caracterização da variação do Cr, do Ni e do Mo na interface γ – σ – δ ...... 24
Figura 15: Exemplos dos tipos de precipitação precursoras da formação de γ2 ............. 27
Figura 16: Micrscopia eletrônica de transmissão, com campo claro, e o padrão de
difração para um eixo de zona [001] de um AID exposto a temperatura de 475°C por
300 horas ........................................................................................................................ 28
Figura 17 – Efeito da exposição a 475oC na energia de impacto Charpy V de AID e
AISD ............................................................................................................................... 29
Figura 18: evolução da formação de fase γ durante o resfriamento ............................... 31
Figura 19: Ilustração da distribuição das diferentes regiões dentro de um diagrama de
fases, em função de um ciclo térmico............................................................................. 32
Figura 20: Evolução microestrutural no ponto 1, próximo à raiz da solda, devido aos
múltiplpos ciclos térmicos de soldagem ......................................................................... 32

xi
Figura 21: Identificação da linha de fusão...................................................................... 34
Figura 22: Formação de γwidmänsttaten na linha de fusão ................................................... 34
Figura 23 – Ciclo térmico de soldagem, destacando-se as três faixas principais de
temperatura ..................................................................................................................... 35
Figura 24 – Efeito do aporte de calor sobre o crescimento de grão da ferrita δ, para os
aços duplex 2205 e superduplex 2507 ............................................................................ 36
Figura 25: Variação da dureza em função do tamanho de grão ..................................... 37
Figura 26: Exemplo das possíveis fases secundárias que podem precipitar na ZTA de
grãos grosseiro ................................................................................................................ 38
Figura 27: Formas de precipitação de γ2 ........................................................................ 39
Figura 28: Curva de polarização anódica de um material passivável............................. 46
Figura 29: Curvas de polarização anódicas esquemáticas, ilustrando a dependência das
curvas dos aços inoxidáveis com a temperatura, concentração de Cl- e a composição da
liga .................................................................................................................................. 46
Figura 30: Potencial de pite em função da temperatura de ensaio em água do mar
sintética para um AID e um aço austenítico do tipo AISI 316 ....................................... 48
Figura 31: Soldas descontínuas, possibilidade de corrosão por frestas ......................... 51
Figura 32: Temperaturas críticas de corrosão por crévice para os aços duplex 22% Cr e
25% Cr em comparação a aços austeníticos em 6% FeCl3, segundo o método B da
norma ASTM G48 .......................................................................................................... 52
Figura 33: Tempo para ruptura devido à corrosão sob tensão em função da tensão
aplicada para dois aços duplex (3RE60 e SAF 2205) e um aço austenítico tipo AISI 316
em solução 45% MgCl2 a 150ºC .................................................................................... 54
Figura 34: Resistência à corrosão sob tensão em 1000 horas de ensaio, com tensão
aplicada igual ao limite de escoamento, em função da temperatura e do teor de íons
cloreto em soluções neutras para diferentes aços ........................................................... 54
Figura 35 – Série galvânica para metais em água do mar .............................................. 56
Figura 36: Influência da γwidmansttätten no processo de corrosão sob tensão ..................... 60
Figura 37 – Fragilização pelo H2 em aço duplex ............................................................ 61
Figura 38: Esquema do comportamento característico de falha de corpos de prova de
tração entalhados contendo hidrogênio .......................................................................... 64
Figura 39: gráficos de voltametria cíclica em função dos tratamentos térmicos
realizados nas amostras de aços inoxidável superduplex ............................................... 70
Figura 40: Relação entre (Qr/Qa) e a presença de fases intermetálicas deletérias .......... 71
xii
Figura 41: Identificação das fases e/ou microconstituintes presentes no aço utilizado.. 72
Figura 42: Influência da concentração de HCl no parâmetro Ir/Ia, que reflete de forma
quantitativa a susceptibilidade a corrosão localizada do aço inoxidável estudado ........ 73
Figura 43 – Princípio da técnica EPR e critério de sensitização .................................... 76
Figura 44: Apresentação das fases em diferentes seções do tubo e do sentido de
laminação ........................................................................................................................ 80
Figura 45: Exemplo das utilizadas para quantificação de cada uma das fases ............... 81
Figura 46: Corpo-de-prova confeccionado para o teste de impacto Charpy V à -40ºC . 88
Figura 47: Gráfico característico de um teste de DL-EPR, segundo a norma ISO 12732
........................................................................................................................................ 91
Figura 48: Imagens obtidas após ataque eletrolítico com KOH (40%) .......................... 95
Figura 49: Imagens obtidas após ataque eletrolítico com NaOH (20%) ........................ 96
Figura 50: Relação inversa entre o percentual de fase σ e o valor de energia de impacto
Charpy V ........................................................................................................................ 99
Figura 51: Resultados dos testes de DL-EPR. Segundo definição da norma, esta pode
ser utilizada como parâmetro quantitativo para determinação da susceptibilidade a
corrosão localizada de aços inoxidáveis ....................................................................... 104
Figura 52: Ataque prefencial intragranular na ferrita δ, após teste de DL-EPR........... 106
Figura 53: Análise da amostra solubilizada após teste de perda de massa, em solução de
HCl 3M ......................................................................................................................... 106
Figura 54: Dissolução preferencial, após teste de DL-EPR. (a) Dissolução prefencial ao
redor do aglomerado, possivelmente formado pelas fases χ e σ. ................................. 107
Figura 55: Resultados dos testes de DL-EPR modificados .......................................... 109
Figura 56: Relação entre a energia e o percentual de fase σ ........................................ 110
Figura 57: Relação entre Energia de impacto Charpy V e os valores de energia obtidos
nos testes de DL-EPR ................................................................................................... 111

xiii
ÍNDICE DE TABELAS
Tabela 1 – Comparação da resistência equivalente ao pite (PRE) entre ligas com suas
respectivas especificações e composições químicas ........................................................ 3
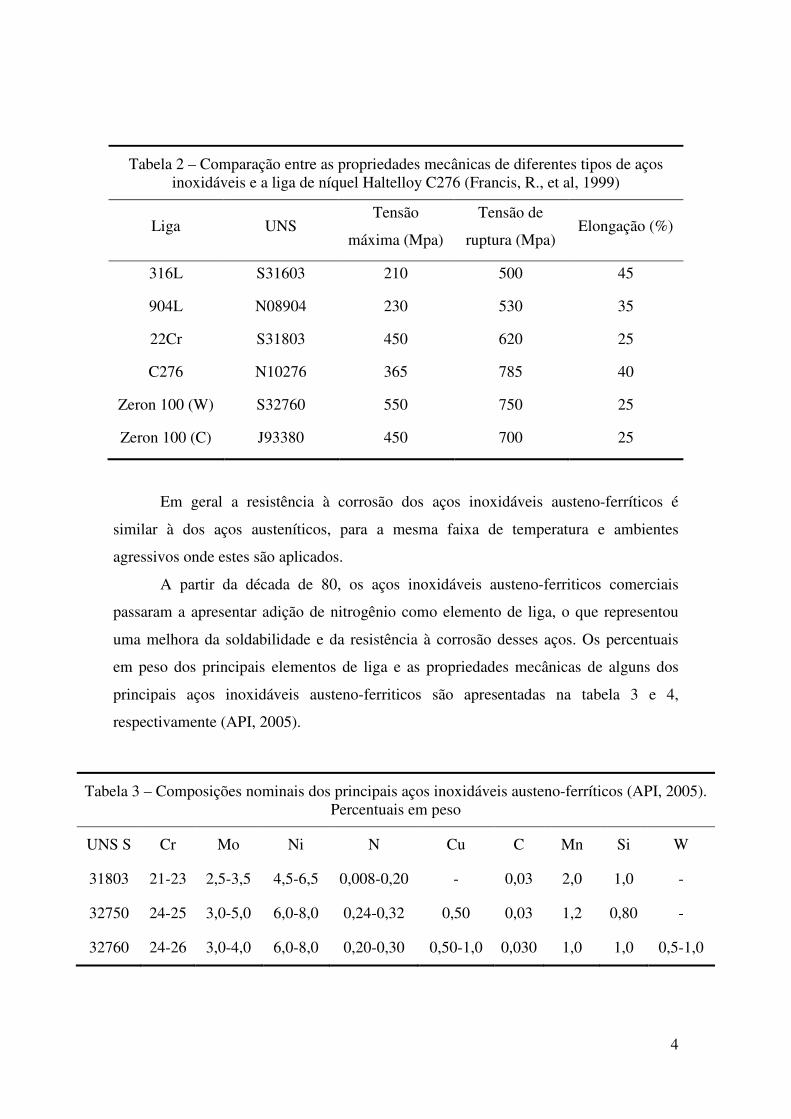
Tabela 2 – Comparação entre as propriedades mecânicas de diferentes tipos de aços
inoxidáveis e a liga de níquel Haltelloy C276 .................................................................. 4
Tabela 3 – Composições nominais dos principais aços inoxidáveis austeno-ferríticos
(API, 2005). Percentuais em peso .................................................................................... 4
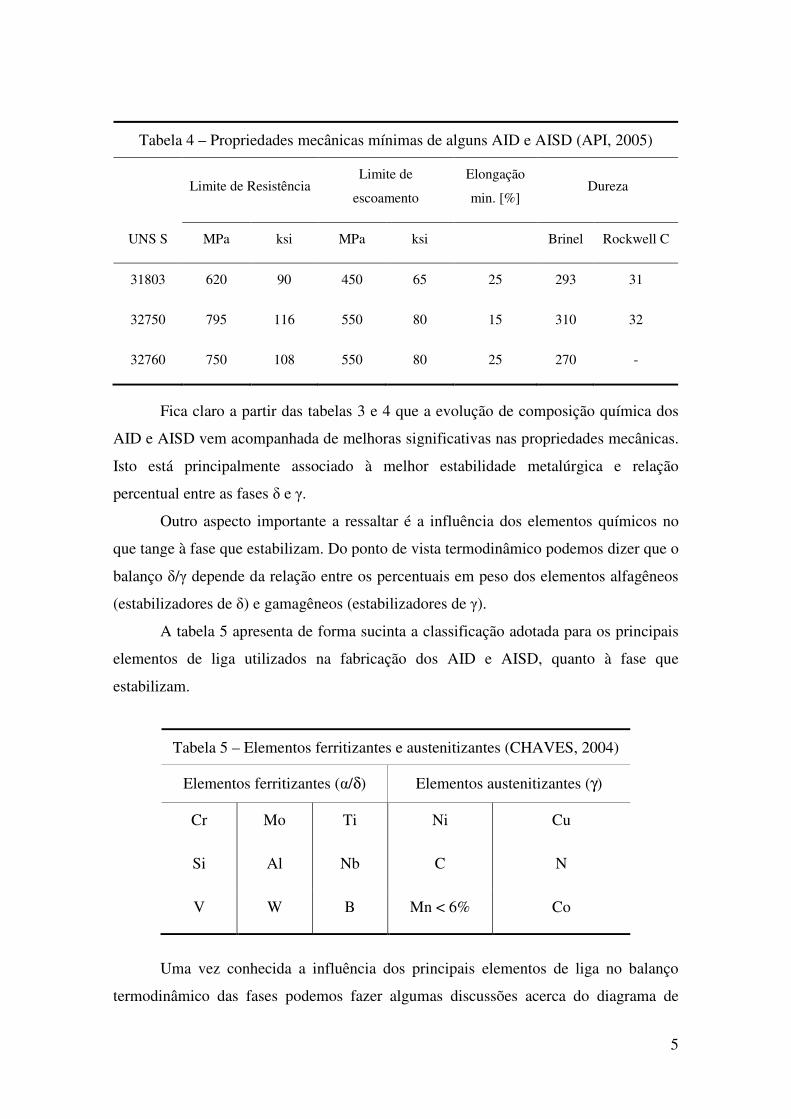
Tabela 4 – Propriedades mecânicas mínimas de alguns AID e AISD (API, 2005) ......... 5
Tabela 5 – Elementos ferritizantes e austenitizantes ........................................................ 5
Tabela 6 – Partição de elementos de liga entre os constituintes principais do AISD UNS
S32750 ............................................................................................................................ 10
Tabela 7 – Composição química dos aços comparados, em %peso ............................... 13
Tabela 8 – Condições limites a pH 4 para aplicação de aços duplex em ambientes de
produção de óleo e gás.................................................................................................... 42
Tabela 9 – Mecanismos de fragilização pelo hidrogênio ............................................... 63
Tabela 10 – Coeficiente de difusão do hidrogênio em diferentes materiais à temperatura
ambiente ......................................................................................................................... 66
Tabela 11 – Condições de operação do ensaio EPR proposta por uma série de autores na
literatura .......................................................................................................................... 79
Tabela 12: Composição química do aço superduplex utilizado para o desenvolvimento
do trabalho ...................................................................................................................... 80
Tabela 13: Valores de limite de escoamento (σσσσesc), tensão máxima (σσσσmáx), elongação (εεεε)
e energia de impacto Charpy V (à -46°C) para o aço inoxidável superduplex UNS
S32760 na condição como recebido ............................................................................... 81
Tabela 14: Percentual em peso das fases γ e δ, utilizando procedimento descrito,
segundo a norma ASTM E1245-03 ................................................................................ 82
Tabela 15: Composições químicas especificadas, segundo as normas ASTM A790-05 e
NORSOK M-630-04 (MDS 51), para o aço UNS S32760 ............................................ 83
Tabela 16: Valores mínimos para o limite de escoamento e elongação, segundo as
normas ASTM A790-05 e NORSOK M-630-04 (MDS 51), para o aço UNS S32760 .. 83
Tabela 17: Nomenclaturas das amostras e parâmetros de tempo e temperatura para os
tratamentos isotérmicos utilizados ................................................................................. 84

xiv
Tabela 18: Soluções utilizadas para polimento eletrolítico e ataques metalográficos,
modo de utilização e tipos de fases que sofrem o ataque preferencial ........................... 85
Tabela 19: Especificações dos ataques eletrolíticos no que tange a tensão, o tempo e a
temperatura de utilização ................................................................................................ 86
Tabela 20: Percentuais em peso obtidos após tratamentos isotérmicos de solubilização e
envelhecimento ............................................................................................................... 93
Tabela 21: Valores médios aproximados, encontrados para os principais elementos,
possivelmente consitituintes da fase σ ............................................................................ 97
Tabela 22: Variação percentual de Cr e Mo na ferrita δ em função dos tratamentos
térmicos realizados ......................................................................................................... 97
Tabela 23: Resultado dos testes de impacto Charpy V, em função dos tratamentos
térmicos realizados ......................................................................................................... 99
Tabela 24: Relação entre a dureza da ferrita δ e o percentual de fase σ ....................... 100
Tabela 25: Resultado do Teste segundo a norma ASTM G48 ..................................... 101
Tabela 26: Avaliação quantitativa dos testes de DL-EPR ............................................ 105

1
Capítulo I
Introdução
Há aproximadamente oitenta anos foi estabelecida uma nova classe de aços
inoxidáveis constituídos de uma matriz austeno-ferrítica, denominados de aços
inoxidáveis duplex. Este desenvolvimento obteve grande repercussão no âmbito
industrial, pois resultou num produto cuja resistência à corrosão é comparável a dos
aços inoxidáveis austeníticos e com propriedades mecânicas semelhantes a dos aços
inoxidáveis ferríticos.
Na década de 70, chegou-se ao desenvolvimento de uma liga bifásica do sistema
Fe-Cr-Ni-Mo-N cujo balanço entre as fases austenita (γ) e ferrita (δ), aproximadamente
1:1, apresentou excelente resistência à corrosão localizada em meios contendo cloreto
(Cl-) e uma boa combinação de resistência à corrosão sob tensão e corrosão
intergranular, os chamados aços inoxidáveis superduplex (AISD).
A integridade microestrutural desta nova classe de aços inoxidáveis somente é
garantida com o correto balanço ferrita (δ)-austenita (γ), a inexistência de fases
intermetálicas e o correto espaçamento interaustenítico. A exposição dos aços
inoxidáveis duplex (AID) e superduplex (AISD) em faixas de temperaturas entre 300 e
1050°C poderá ocasionar alterações metalúrgicas importantes, que comprometem as
propriedades mecânicas e resistência a corrosão (Iacovielo, 2003).
Tais alterações metalúrgicas dizem respeito, principalmente, a decomposição
eutetóide da ferrita (δ) em fase sigma (σ) e austenita secundária (γ2), decomposição
espinodal da ferrita (δ) em α’, a presença de fase chi (χ) e a precipitação de
carbonitretos, dependendo dos percentuais de cromo (Cr), carbono (C), nitrogênio (N),
molibdênio (Mo) e tungstênio (W) da liga austeno-ferrítica (Iacovielo, 2003).
Independente da fase e/ou microconstituinte, essas alterações apresentam efeitos
deletérios porque a precipitação de tais fases e/ou microconstituintes ocorrerá à custa
dos principais elementos de liga (Cr, Mo, Ni, N e Cu).
Diante da possibilidade de comprometimento das propriedades mecânicas e de
resistência à corrosão, a principal carência da indústria é o desenvolvimento de técnicas
que identifiquem o grau de degradação de forma quantitativa, para que providências,
2
acerca de reparo e/ou substituição do componente e/ou equipamento, possam ser
tomadas de forma planejada, evitando assim acidentes em serviço e paradas indesejadas
de produção.
Outro aspecto que precisa ser considerado para os aços inoxidáveis austeno-
ferríticos é a dificuldade de inspeção por técnicas não destrutivas, para identificação e
dimensionamento de defeitos, sejam provenientes do processo de fabricação sejam
provenientes de procedimentos de soldagem. Neste caso, a dificuldade pode ser
associada às diferentes propriedades elétricas e magnéticas intrínsecas de cada uma das
fases presentes: a austeníta (γ) apresenta boa condutividade e baixa permeabilidade
magnética, enquanto que a ferrita (δ) apresenta baixa condutividade e boa
permeabilidade magnética (Mészáros et al, 2005).
É dentro do contexto da necessidade de avaliar o nível de comprometimento da
resistência à corrosão localizada dos aços inoxidáveis superduplex, que um método
eletroquímico que forneça informações quantitativas do grau de deterioração dos aços
austeno-ferríticos ganha respaldo técnico-científico.
Nesta tese realizaremos inicialmente uma análise acerca da metalurgia física dos
aços inoxidáveis superduplex, em especial do aço inoxidável comercial de especificação
UNS S32760, focando aspectos relacionados a precipitação de fases intermetálicas
deletérias, que sejam responsáveis pelo comprometimento das propriedades mecânicas e
de resistência à corrosão. Será também realizada uma análise crítica das técnicas
existentes para análise quantitativa do grau de deterioração dos aços inoxidáveis.
Com isso, espera-se apresentar resultados que contribuam para o
desenvolvimento de uma sonda eletroquímica, com a finalidade de avaliação não
destrutiva quantitativa da susceptibilidade à corrosão localizada em aços inoxidáveis
superduplex.
Capítulo II
Revisão Bibliográfica
II.1 – Metalurgia física dos aços inoxidáveis austeno-ferríticos

3
Os AID e AISD pertencem à classe de aços inoxidáveis que apresentam matriz
composta de ferrita delta (δ – Cúbica de Corpo Centrado, CCC) e austenita (γ – Cúbica
de Faces Centradas, CFC), geralmente na proporção de 1:1. Os principais elementos de
liga presentes são cromo, níquel e molibdênio, também tendo como adições nitrogênio,
cobre, silício e tungstênio, dependendo da liga considerada.
Em termos econômicos, o uso de aços inoxidáveis de matriz δ-γ surge
alternativa ao uso das altas ligas de níquel (Inconel 625, Hastelloy C276, etc.). Nas
tabelas 1 e 2 apresentamos um quadro comparativo no que tange à resistência a corrosão
(representada pela resistência equivalente ao pite, PRE, que discutiremos melhor a
posteriori) e as propriedades mecânicas (representada pelo tensão máxima, tensão de
ruptura e elongação), entre os aços inoxidáveis austeníticos, AID, AISD e uma liga de
níquel, respectivamente (Francis, R., et al, 1999).
Tabela 1 – Comparação da resistência equivalente ao pite (PRE) entre ligas com suas respectivas especificações e composições químicas (Francis, R., et al, 1999)
Liga UNS Composição química (% em peso)
PREN* Fe Cr Ni Mo N Cu W
316L S31603 Bal. 17 11 2.2 - - - 24
904L N08904 Bal. 20 25 4.5 - 1.5 - 35
22Cr S31803 Bal. 22 5 3 0.15 - - 34
C276 N10276 5 15 Bal. 16 - - 3.5 67
Zeron 100 (W)** S32760 Bal. 25 7 3.5 0.25 0.7 0.7 >40
Zeron 100
(C)*** J93380 Bal. 25 8 3.5 0.25 0.7 0.7 >40
Bal. = Balanço
* PREN = %Cr + 3.3%Mo + 1.6%N
** = AISD conformado
*** = AISD fundido
4
Tabela 2 – Comparação entre as propriedades mecânicas de diferentes tipos de aços inoxidáveis e a liga de níquel Haltelloy C276 (Francis, R., et al, 1999)
Liga UNS Tensão
máxima (Mpa)
Tensão de
ruptura (Mpa) Elongação (%)
316L S31603 210 500 45
904L N08904 230 530 35
22Cr S31803 450 620 25
C276 N10276 365 785 40
Zeron 100 (W) S32760 550 750 25
Zeron 100 (C) J93380 450 700 25
Em geral a resistência à corrosão dos aços inoxidáveis austeno-ferríticos é
similar à dos aços austeníticos, para a mesma faixa de temperatura e ambientes
agressivos onde estes são aplicados.
A partir da década de 80, os aços inoxidáveis austeno-ferriticos comerciais
passaram a apresentar adição de nitrogênio como elemento de liga, o que representou
uma melhora da soldabilidade e da resistência à corrosão desses aços. Os percentuais
em peso dos principais elementos de liga e as propriedades mecânicas de alguns dos
principais aços inoxidáveis austeno-ferriticos são apresentadas na tabela 3 e 4,
respectivamente (API, 2005).
Tabela 3 – Composições nominais dos principais aços inoxidáveis austeno-ferríticos (API, 2005). Percentuais em peso
UNS S Cr Mo Ni N Cu C Mn Si W
31803 21-23 2,5-3,5 4,5-6,5 0,008-0,20 - 0,03 2,0 1,0 -
32750 24-25 3,0-5,0 6,0-8,0 0,24-0,32 0,50 0,03 1,2 0,80 -
32760 24-26 3,0-4,0 6,0-8,0 0,20-0,30 0,50-1,0 0,030 1,0 1,0 0,5-1,0
5
Tabela 4 – Propriedades mecânicas mínimas de alguns AID e AISD (API, 2005)
UNS S
Limite de Resistência Limite de
escoamento
Elongação
min. [%] Dureza
MPa ksi MPa ksi Brinel Rockwell C
31803 620 90 450 65 25 293 31
32750 795 116 550 80 15 310 32
32760 750 108 550 80 25 270 -
Fica claro a partir das tabelas 3 e 4 que a evolução de composição química dos
AID e AISD vem acompanhada de melhoras significativas nas propriedades mecânicas.
Isto está principalmente associado à melhor estabilidade metalúrgica e relação
percentual entre as fases δ e γ.
Outro aspecto importante a ressaltar é a influência dos elementos químicos no
que tange à fase que estabilizam. Do ponto de vista termodinâmico podemos dizer que o
balanço δ/γ depende da relação entre os percentuais em peso dos elementos alfagêneos
(estabilizadores de δ) e gamagêneos (estabilizadores de γ).
A tabela 5 apresenta de forma sucinta a classificação adotada para os principais
elementos de liga utilizados na fabricação dos AID e AISD, quanto à fase que
estabilizam.
Tabela 5 – Elementos ferritizantes e austenitizantes (CHAVES, 2004)
Elementos ferritizantes (α/δ) Elementos austenitizantes (γ)
Cr Mo Ti Ni Cu
Si Al Nb C N
V W B Mn < 6% Co
Uma vez conhecida a influência dos principais elementos de liga no balanço
termodinâmico das fases podemos fazer algumas discussões acerca do diagrama de

6
equilíbrio das principais fases em função dos valores de Cr e Ni equivalente (Creq e
Neq). O conceito de Creq e Neq explicita a contribuição dos principais elementos de liga
para estabilidade termodinâmica de cada uma das fases presentes. A seguir, estão
exemplos de equações que são utilizadas para se determinar os valores de Creq e Neq
(ASM, 1990).
Creq = %Cr + 1,5.(%Si) + 1,4%.(%Mo) + %Nb – 4,99
Nieq = %Ni + 30.(%C) + 0,5.(%Mn) + 26(%N-0,02) + 2,77
Baseado no diagrama de fases pseudobinário da figura 1 (HOFFMEISTER, H.,
et al, 1981, apud POHL, M., et al, 2007) os aços duplex se solidificam com 100% de
ferrita δ e a austenita é formada após o resfriamento subseqüente (os aços dessa classe
são indicados pela região em destaque na figura 1).
Nessa mesma figura são apresentadas as regiões limítrofes das principais
trasnformações que podem ocorrer para os AID e AISD. A proporção de ferrita e
austenita é controlada pela temperatura de processamento e pela taxa de resfriamento. A
austenita forma-se nos contornos de grão da ferrita primária por um processo de
nucleação e crescimento heterogêneo. Austenita adicional pode ser formada
intragranularmente dentro dos grãos da ferrita primária (LIPPOLD e KOTECKI, 2005).
Em temperaturas mais baixas (300-650oC) a transformação de ferrita em austenita não
mais se dá por um processo de nucleação e crescimento, ocorrendo de forma atérmica,
do tipo martensítica (SOUTHWICK e HONEYCOMBE, 1980 apud RAMIREZ, 2001).
Como exemplo, podemos citar um AID recozido ou trabalhado a quente numa
temperatura próxima à solvus da ferrita. Este tende a apresentar uma microestrutura
quase completamente ferrítica. Na medida em que a temperatura de processamento
diminui a quantidade de austenita presente aumenta (LIPPOLD e KOTECKI, 2005).
Apresentamos nas figuras 2a e 2b microestruturas típicas dos AID e AISD, na
ausência de fases intermetálicas, onde a morfologia sofre alteração em função da taxa de
resfriamento.

7
Figura 1 – Diagrama de fases pseudobinário para os aços duplex (HOFFMEISTER, H., et al, 1981, apud POHL, M., et al, 2007)
(a)

8
(b)
Figura 2 – Microestruturas típicas de AID e AISD: (a) solubilizado (δ/γ ≈ 50%) e (b) metal de solda (δ/γ ≈ 50%)
É possível notar uma diferença considerável na morfologia das fases nas
microestruturas apresentadas nas figuras 2a e 2b, respectivamente. Como já foi dito
anteriormente, esta diferença é, principalmente, devida à influência da taxa de
resfriamento. Na figura 2a, a forma dos grãos é típica de um tratamento isotérmico cujo
resfriamento foi realizado em água, após exposição na faixa de temperaturas entre 1100
e 1120ºC. Na figura 2b, temos uma microestrutura típica do metal de solda de um
AISD. Nesta, é possível notar claramente a diferença na geometria, morfologia e
tamanho dos grãos. Isto ocorre porque inicialmente há uma exposição em faixas de
temperaturas acima de 1600ºC, seguida de um rápido resfriamento. Depois esta mesma
região será submetida a múltiplos ciclos térmicos característicos de um processo de
soldagem.
Dentre as mudanças microestruturais, a principal diferença que se pode observar
entre as microestruturas das figuras 2a e 2b é a presença de agregados de austenita
secundária (γ2), austenita de widmänstatten e precipitação de nitretos de cromo (Cr2N
e/ou CrN) (Padilha, A., F., et al, 2009).
De acordo com o gráfico da figura 1 (HOFFMEISTER, H., et al, 1981, apud
POHL, M., et al, 2007) a formação de γ2 pode ocorrer devido à exposição em faixas de
temperaturas entre 900ºC e 1000ºC, devido à decomposição eutetóide δ → σ + γ2 e
devido à precipitação de carbonitretos de cromo (M23C6, Cr2N e CrN). A precipitação
9
de γ2 pode ocorrer tanto de forma intragranular na ferrita δ ou intergranular entre os
grãos de ferrita δ e/ou entre os grãos δ-γ. A γ de widmänstatten tem como principais
caracerísticas o fato de nuclear na interface δ-δ e, devido ao rápido resfriamento, crescer
de forma coerente para o interior dos grãos de ferrita δ (Padilha, A. F., et al, 2009).
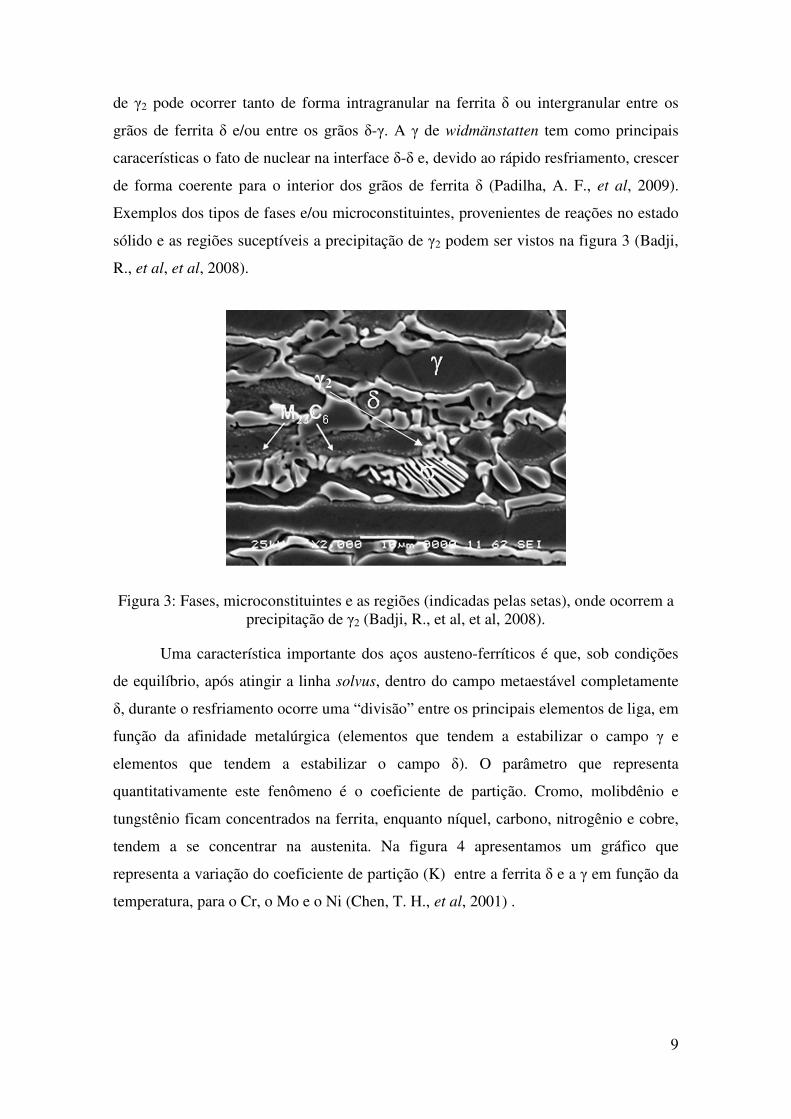
Exemplos dos tipos de fases e/ou microconstituintes, provenientes de reações no estado
sólido e as regiões suceptíveis a precipitação de γ2 podem ser vistos na figura 3 (Badji,
R., et al, et al, 2008).
Figura 3: Fases, microconstituintes e as regiões (indicadas pelas setas), onde ocorrem a precipitação de γ2 (Badji, R., et al, et al, 2008).
Uma característica importante dos aços austeno-ferríticos é que, sob condições
de equilíbrio, após atingir a linha solvus, dentro do campo metaestável completamente
δ, durante o resfriamento ocorre uma “divisão” entre os principais elementos de liga, em
função da afinidade metalúrgica (elementos que tendem a estabilizar o campo γ e
elementos que tendem a estabilizar o campo δ). O parâmetro que representa
quantitativamente este fenômeno é o coeficiente de partição. Cromo, molibdênio e
tungstênio ficam concentrados na ferrita, enquanto níquel, carbono, nitrogênio e cobre,
tendem a se concentrar na austenita. Na figura 4 apresentamos um gráfico que
representa a variação do coeficiente de partição (K) entre a ferrita δ e a γ em função da
temperatura, para o Cr, o Mo e o Ni (Chen, T. H., et al, 2001) .
γ2
10
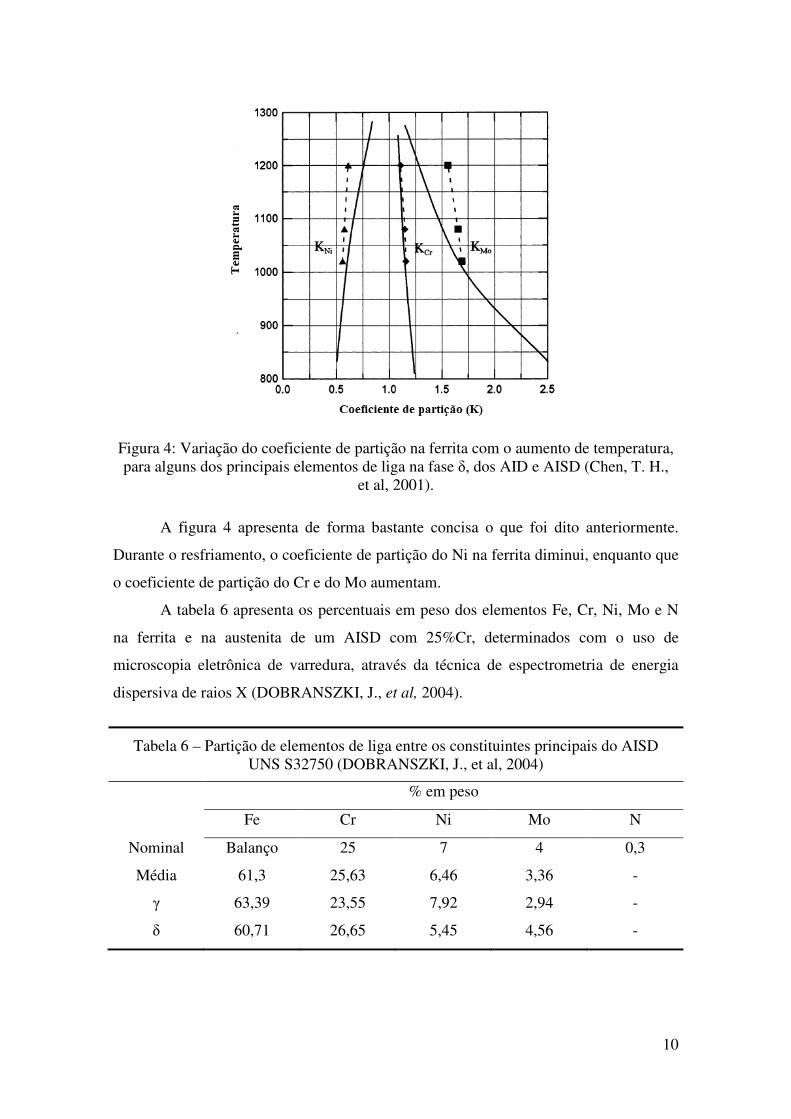
Figura 4: Variação do coeficiente de partição na ferrita com o aumento de temperatura, para alguns dos principais elementos de liga na fase δ, dos AID e AISD (Chen, T. H.,
et al, 2001).
A figura 4 apresenta de forma bastante concisa o que foi dito anteriormente.
Durante o resfriamento, o coeficiente de partição do Ni na ferrita diminui, enquanto que
o coeficiente de partição do Cr e do Mo aumentam.
A tabela 6 apresenta os percentuais em peso dos elementos Fe, Cr, Ni, Mo e N
na ferrita e na austenita de um AISD com 25%Cr, determinados com o uso de
microscopia eletrônica de varredura, através da técnica de espectrometria de energia
dispersiva de raios X (DOBRANSZKI, J., et al, 2004).
Tabela 6 – Partição de elementos de liga entre os constituintes principais do AISD UNS S32750 (DOBRANSZKI, J., et al, 2004)
% em peso
Fe Cr Ni Mo N
Nominal Balanço 25 7 4 0,3
Média 61,3 25,63 6,46 3,36 -
γ 63,39 23,55 7,92 2,94 -
δ 60,71 26,65 5,45 4,56 -
11
O percentual em peso de nitrogênio não foi possível observar devido a
limitações da técnica de espectrometria de energia dispersiva de raios X, para
identificação de elementos químicos com peso atômico inferior a 12.
Outro conceito importante é o de temperatura efetiva de têmpera (VITEK e
DAVID, 1985). Na medida em que a temperatura diminui, a partir do campo solvus, a
taxa de nucleação e crescimento de austenita aumenta, mas existe um limite abaixo do
qual a difusibilidade torna-se muito baixa, e a obtenção de uma microestrutura de
equílibrio, em tempos práticos, torna-se impossível, devido à diminuição da cinética de
formação de austenita (LIPPOLD e KOTECKI, 2005).
Essa temperatura, abaixo da qual a difusão dos elementos de liga gamagêneos
fica comprometida é conhecida como temperatura efetiva de têmpera, pois abaixo desse
limite a microestrutura da liga é mantida como se a mesma tivesse sido temperada.
A este conceito, podemos dizer estar associado o alto custo dos AID e AISD,
frente, principalmente, aos aços inoxidáveis austeníticos. Isto porque o processamento
dos AID e AISD é um fator de peso no custo final, principalmente, devido à
susceptibilidade de precipitação de fases indesejadas, à necessidade de obtenção do
correto balanço entre as fases δ e γ e do correto espaçamento interaustenítico
(espaçamento entre os centros de dois grãos de austenita).
Com efeito, valores altos de temperatura efetiva de têmpera resultam numa
microestrutura com maior quantidade de ferrita. Em termos práticos significaria que
mais difícil será obter uma microestrutura com percentuais iguais de δ e γ, devido a
menor possibilidade de formação de austenita durante o resfriamento LIPPOLD e
KOTECKI, 2005). Em geral aços duplex trabalhados tendem a apresentar maiores
quantidades de austenita, pois a combinação termomecânica de deformação em elevada
temperatura acelera a difusão e a movimentação de discordâncicas, abaixando o valor
da temperatura efetiva de têmpera. Na prática a temperatura de processamento é
escolhida a menor possível, para permitir um balanço mais próximo possível de 1:1
entre δ/γ. Entretanto, esta temperatura não pode ser tão baixa para evitar a presença de
fases intermetálicas indesejáveis, conforme será visto adiante (LIPPOLD e KOTECKI,
2005).
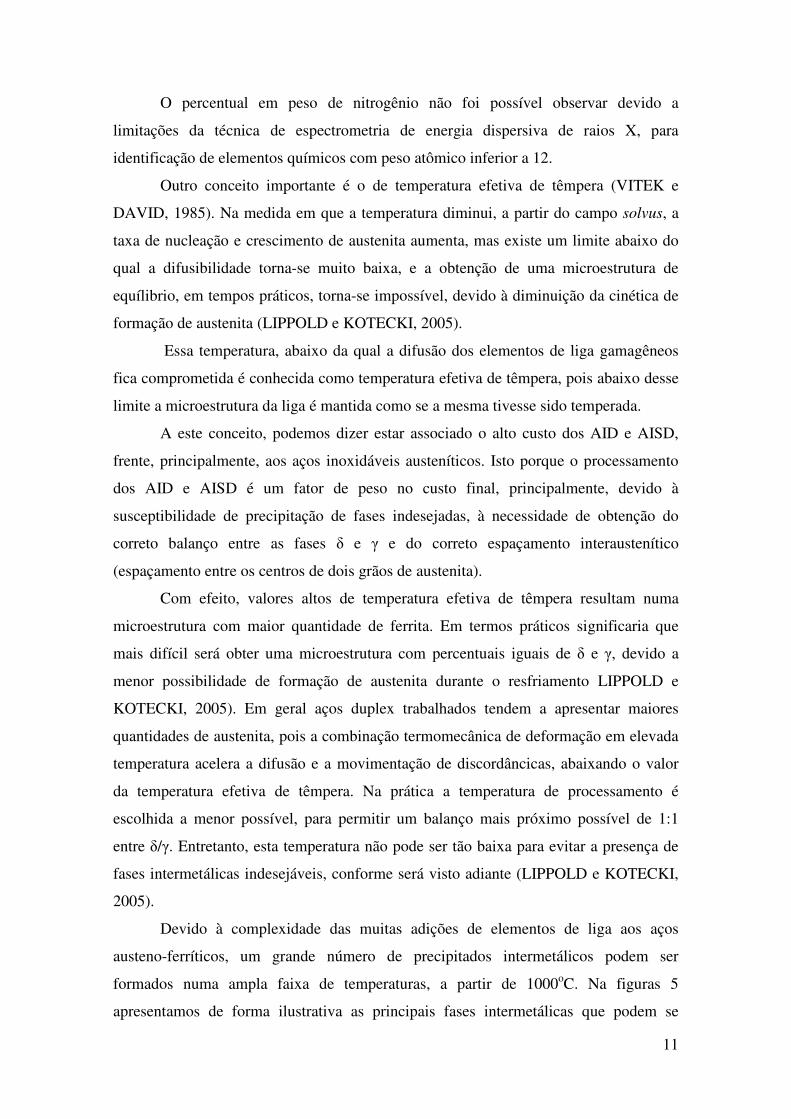
Devido à complexidade das muitas adições de elementos de liga aos aços
austeno-ferríticos, um grande número de precipitados intermetálicos podem ser
formados numa ampla faixa de temperaturas, a partir de 1000oC. Na figuras 5
apresentamos de forma ilustrativa as principais fases intermetálicas que podem se
12
formar devido à exposição na faixa de temperatura supracitada (fase σ, fase χ, fase α’,
além de carbonitretos). Já na figura 6, apresentamos um exemplo da influência da
composição química na cinética de precipitação, comparando três tipos de aços austeno-
ferríticos, contendo aproximadamente, 22, 23 e 25% de Cr.
Figura 5: Precipitados que podem ser formados nos aços duplex, em função da temperatura e da composição química (LIPPOLD e KOTECKI, 2005)
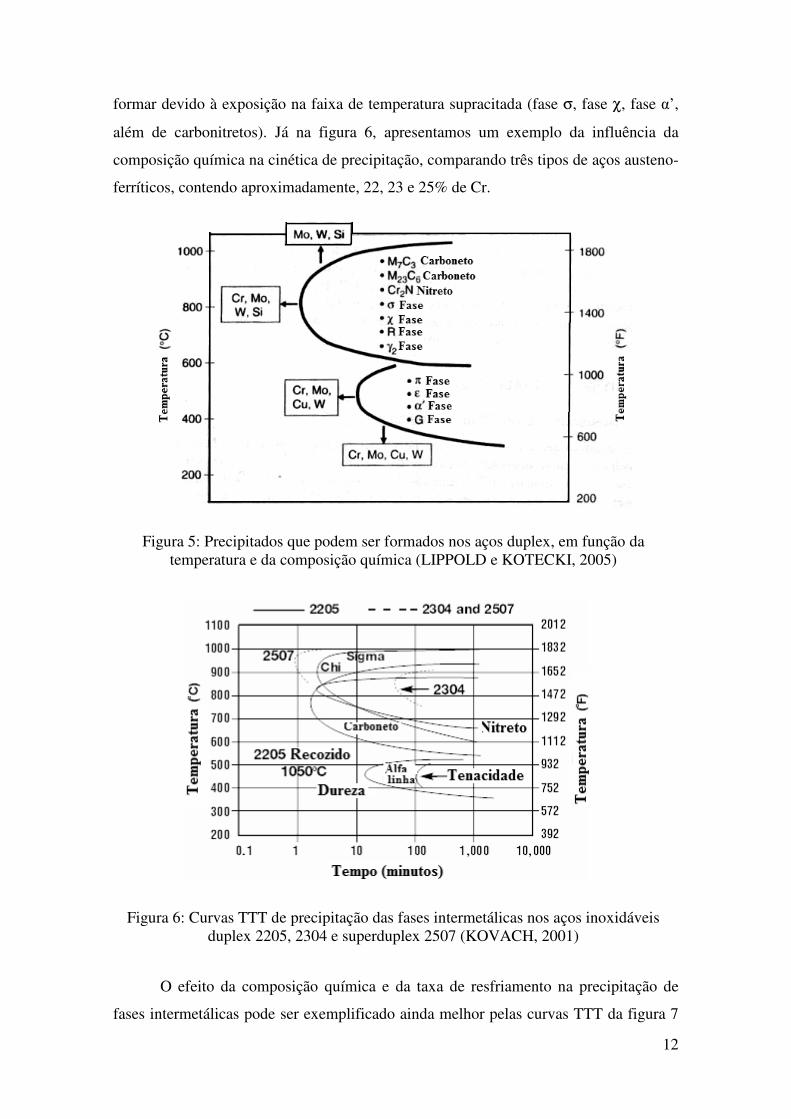
Figura 6: Curvas TTT de precipitação das fases intermetálicas nos aços inoxidáveis duplex 2205, 2304 e superduplex 2507 (KOVACH, 2001)
O efeito da composição química e da taxa de resfriamento na precipitação de
fases intermetálicas pode ser exemplificado ainda melhor pelas curvas TTT da figura 7

13
(a composição química dos aços é apresentada na tabela 7). Como mostra a figura 7, a
formação de precipitados (Cr2N, fase χ, M23C6, fase σ) inicia-se após aproximadamente
2,5 minutos a 850oC, enquanto que para o aço 2 a precipitação de M23C6 tem início após
apenas alguns segundos a 850oC (a precipitação de fase sigma começa a partir de alguns
minutos a 900oC). Essas diferenças podem ser relacionadas à composição química dos
aços, em especial aos teores de Cr e Mo (FOLKHARD, 1988 apud CHAVES, 2004).
Tabela 7 – Composição química dos aços comparados, em %peso
(Folkhard, 1988, apud CHAVES, 2004)
Elemento
Percentual em peso dos elementos
C Si Mn Cr Mo Ni N Cu
Aço 1 0,028 0,45 1,63 21,80 3,12 5,00 0,113 ---
Aço 2 0,028 0,50 1,70 20,90 2,30 7,40 0,073 1,40
Figura 7 – Diagramas TTT dos aços duplex 1 e 2, mostrando a precipitação de fases intermetálicas (Folkhard, 1988 apud CHAVES, 2004)
Podemos dividir as fases deletérias para os AID e AISD em dois grupos
distintos: fases de alta e baixa temperatura de trasnformação, conforme pode ser visto na
14
figura 5. Serão classificadas fases e/ou microconstituintes de alta temperatura de
transformação aqueles resultantes de reações no estado sólido dentro uma faixa de
temperaturas entre 500-1000°C e os de baixa temperatura àqueles cuja temperatura de
transformação estiver abaixo de 500°C (LIPPOLD e KOTECKI, 2005).
Dentre os precipitados intermetálicos considerados de alta temperatura de
transformação podemos ressaltar, a fase χ, os carbonitretos (M23C6, Cr2N, CrN), a mais
importante, fase σ e a fase γ2. Já dentre os de baixa temperatura de transformação
destacamos a fase α’.
A fase χ pertence aos sistemas ternário e quaternário constituídos pelos
elementos Fe-Cr-Mo, Fe-Cr-Mo-Ni e Fe-Cr-Ni-Ti. A faixa de temperatura de
transformação encontra-se entre 750-850°C (Pohl, M., et at 2007). Kasper, J. S., 1954,
apud Escriba, D. M., et al, 2009, foi o primeiro autor a apresentar um estudo acerca da
estequiometria e do tipo de estrutura cristalina da fase χ. Neste estudo, Kasper, J. S.,
1954, determinou que a fase χ apresentava estrutura cúbica e balanço estequiométrico
Fe36Cr12Mo10.
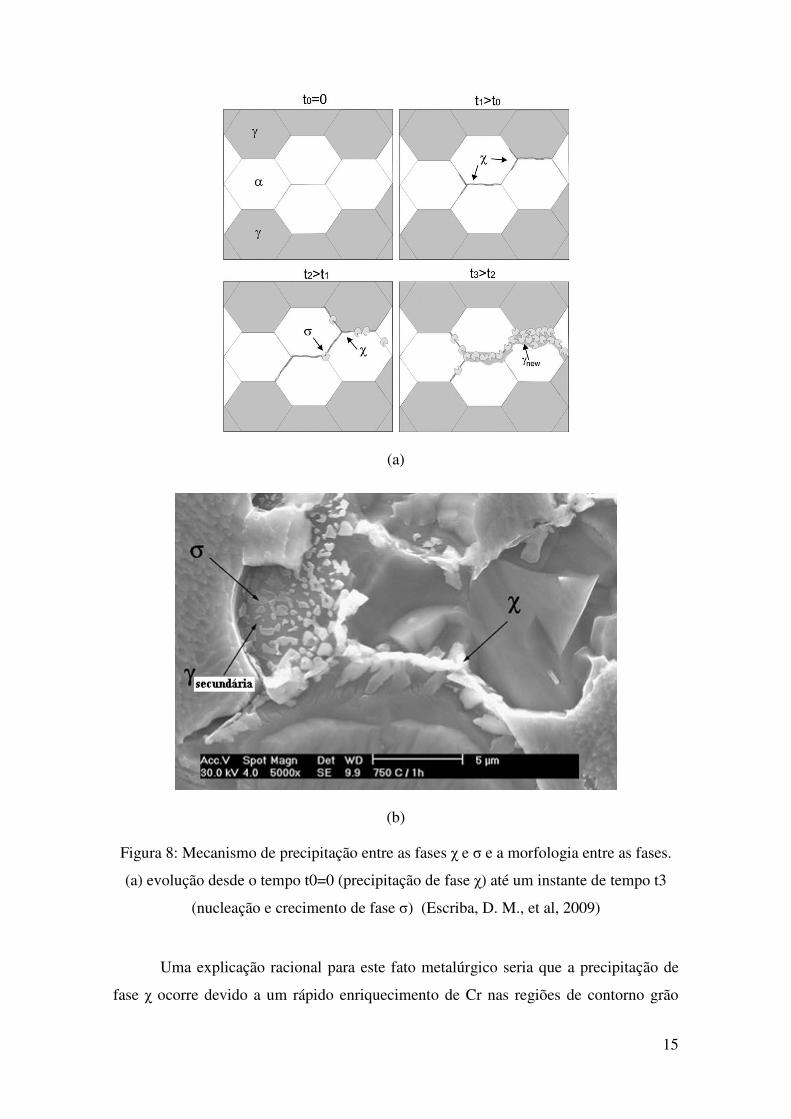
A composição química da fase χ é similar à apresentada pela fase σ. Entretanto,
uma diferença entre as fases χ e σ que merece especial atenção é que a fase χ
apresentada um coeficiente de partição baixo pelo carbono (em outras palavras, a fase χ
dissolve carbono), enquanto que a fase σ apresenta elevado coeficiente de partição por
este elemento (desta maneira, o carbono não se dissolve na fase σ). Devido a esta
importante afinidade pelo carbono a fase χ foi definida no passado como um carboneto
M18C (Escriba, D. M., et al, 2009). Outro aspecto importante a ressaltar é que a
formação da fase σ é favorecida dentro da faixa de temperatura de precipitação
comparado com a fase χ (Pohl, M., et at 2007). Em outras palavras, a exposição dentro
desta faixa de temperaturas por um tempo prolongado resultaria na formação de fase σ a
partir da precipitação inicial de fase χ (Pohl, M., et at 2007). Um exemplo do
mecanismo envolvendo a precipitação das fases χ e σ e a morfologia destas pode ser
visto na figura 8 (Escriba, D. M., et al, 2009).
15
(a)
(b)
Figura 8: Mecanismo de precipitação entre as fases χ e σ e a morfologia entre as fases.
(a) evolução desde o tempo t0=0 (precipitação de fase χ) até um instante de tempo t3
(nucleação e crecimento de fase σ) (Escriba, D. M., et al, 2009)
Uma explicação racional para este fato metalúrgico seria que a precipitação de
fase χ ocorre devido a um rápido enriquecimento de Cr nas regiões de contorno grão
16
(Pohl, M., et at 2007) e que a precipitação de fase σ é cinéticamente mais favorecida
com o aumento local da concentração de Cr e apresenta maior metaestabilidade
termodinmica (Pohl, M., et at 2007).
No que concerne os carbonetos, nitretos ou carbonitretos a presença destes
dependerá, basicamente, da combinação entre composição (especificamente dos
percentuais em peso dos elementos C e N) e tempo de exposição dentro de determinadas
faixas de temperaturas. Com relação ao carbono, este foi um problema para os AID e
AISD fabricados na década de 1930. Neste período não haviam técnicas de
descarburização eficientes o suficiente para baixar o percentual em peso deste elemento
até valores iguais ou inferiores à 0,03%. A nova geração de AID e AISD já apresentam
percentual em peso deste elemento dentro de faixas cuja precipitação de carbonetos
passou a ser bastante minimizada. Para a nova geração, o elevado percentual em peso de
nitrogênio, acima de 0,3% em peso, traz preocupações inerentes à precipitação de
nitretos de cromo (Ramirez, A. J., et al, 2003). Os tipos de nitretos encontrados nos AID
e AISD são: Cr2N e CrN (Ramirez, A. J., et al, 2003).
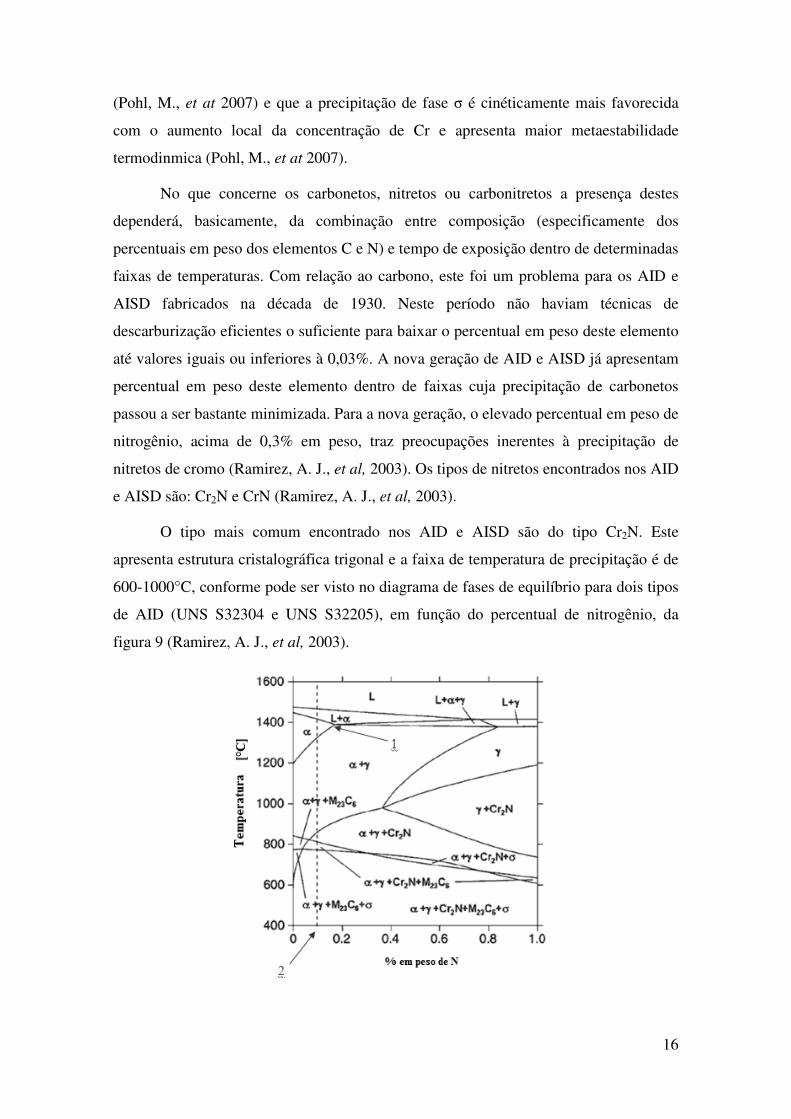
O tipo mais comum encontrado nos AID e AISD são do tipo Cr2N. Este
apresenta estrutura cristalográfica trigonal e a faixa de temperatura de precipitação é de
600-1000°C, conforme pode ser visto no diagrama de fases de equilíbrio para dois tipos
de AID (UNS S32304 e UNS S32205), em função do percentual de nitrogênio, da
figura 9 (Ramirez, A. J., et al, 2003).

17
(a)
(b)
Figura 9: Diagrama de fases de equilíbrio, para dois AID, em função do percentual em
peso de nitrogênio. (a) UNS S32304 e (b) UNS S32205 (Ramirez, A. J., et al, 2003)
Com base nestes diagramas e sabendo que as novas classes de AID e AISD
possuem percentuais em peso de N entre 0,1-0,3%, é possível notar que o campo de
equilíbrio dos nitretos de cromo (Cr2N) é extremamente amplo. Com isso, após se
solidificarem completamente como δ, durante o resfriamento, dependendo da taxa com
que ocorre este resfriamento (por exemplo, seguindo linha achurada do ponto 1 para o
ponto 2 nas figuras 9a e 9b), poderá ocorrer a precipitação de Cr2N.
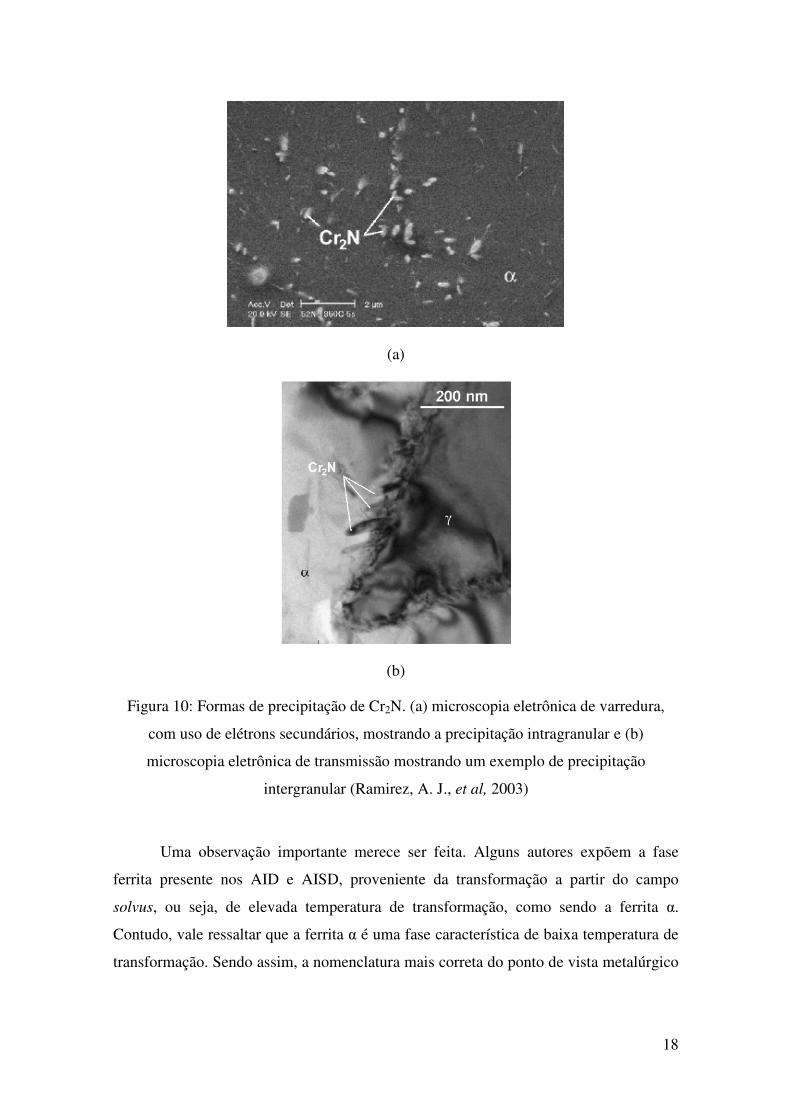
A precipitação deste tipo de nitreto pode ocorrer tanto nos contornos de grão
entre as fases δ e γ (intergranular) quanto no interior dos grãos de ferrita δ
(intragranular). O local de precipitação dependerá da taxa de resfriamento. Na figura 10
apresentamos um exemplo para cada tipo de precipitação, em função dos locais onde
esta pode acontecer (Ramirez, A. J., et al, 2003).
18
(a)
(b)
Figura 10: Formas de precipitação de Cr2N. (a) microscopia eletrônica de varredura,
com uso de elétrons secundários, mostrando a precipitação intragranular e (b)
microscopia eletrônica de transmissão mostrando um exemplo de precipitação
intergranular (Ramirez, A. J., et al, 2003)
Uma observação importante merece ser feita. Alguns autores expõem a fase
ferrita presente nos AID e AISD, proveniente da transformação a partir do campo
solvus, ou seja, de elevada temperatura de transformação, como sendo a ferrita α.
Contudo, vale ressaltar que a ferrita α é uma fase característica de baixa temperatura de
transformação. Sendo assim, a nomenclatura mais correta do ponto de vista metalúrgico

19
e que será utilizada durante a dissertação da tese é ferrita δ, como está explicitado na
figura 11.
A fase σ forma-se entre 500 e 1100oC, nas regiões de interface entre δ-γ e δ-δ, a
partir da reação eutetóide δ → σ + γ2. Esta é basicamente constituída de Fe, Cr e Mo.
Em vista disso, o aumento no teor de Cr e Mo favorecem a formação dessa fase (Mori et
al., 1997 apud Giraldo, 2001). A estrutura cristalográfica da fase σ é tetragonal
compacta, com célula elementar constituída de 32 átomos distribuídos em cinco
diferentes sítios cristalográficos, que serão ocupados em função da composição química
dos AID e AISD.
Na figura 11 apresentamos seções isotérmicas do sistema Fe-Cr-Ni-Mo-N, para
um AISD, de especificação UNS S32750, nas temperaturas entre 1200 e 800°C, obtidas
a partir de simulação computacional utilizando o programa Thermocalc (Nilson, J. –O,
1992).
(a)
(b)

20
(c) (d)
(e)
Figura 11: Seções isotérmicas do sistema Fe-Cr-Ni-Mo-N para um AISD, especificação
UNS S32750 (Nilson, J. –O, 1992). (a), (b), (c), (d) e (e) seções isotérmicas a 1200°C,
1100°C, 1000°C, 900°C e 800°C, respectivamente
De posse das seções isotérmicas (figura 11) é possível observar a ampliação do
campo de estabilidade da fase σ com aumento do percentual em peso de Cr (Nilson, J. –
O, 1992). Além do Cr, Nilson, J. –O, 1992, ressaltou que o aumento do percentual em
peso de Mo também contribui para ampliação do campo de estabilidade desta fase
deletéria. Outros elementos de liga também contribuem para estabilidade da fase
deletéria em questão. Por exemplo, com relação ao tungstênio e ao cobre, Charles, J.,
1991, apud Nilson, J. –O, 1992, observaram o mesmo efeito sobre o campo de

21
estabilidade da fase σ. É importante destacar a influência dos principais elementos de
liga sobre a estabilidade termodinâmica do campo de equilíbrio da fase σ.
Dos elementos supracitados, o Cr e o Mo possuem um efeito conhecido sobre a
cinética de precipitação desta fase: ambos aceleram o processo de nucleação e
crecimento, dentro da faixa de temperaturas na qual a reação eutetóide de precipitação
da fase deletéria pode ocorrer (Nilson, J. –O, 1992; Badji, R., et al, 2008; Wilms, M. E.,
et al, 1994; Maehara, Y., et al, 1981). Além da influência dos principais elementos de
liga sobre a cinética de precipitação da fase σ, aspectos microestruturais relacionados ao
tamanho de grão também merecem atenção especial. Por ser um processo de nucleação
e crescimento heterogênea, as regiões dos contornos de grão são preferenciais para que
a reação eutetóidde (δ → σ + γ2) ocorra. Logo, podemos destacar que quanto menor o
tamanho de grão mais acelerada será a cinética de precipitação de fase σ (Badji, R., et
al, 2008).
Badji, R., et al, 2008, apresentaram resultados acerca do efeito da temperatura de
solubilização, e consequentemente do tamanho de grão, sobre a cinética de precipitação
de fase σ, para um AID, de especificação UNS S32205. Os resultados obtidos podem
ser apresentados de forma sucinta através da figura 12.
(a) - solubilizada a 1150°C por 1 hora (b) – solubilizada a 1250°C por 1 hora
Envelhecimento a 850°C por 15 minutos

22
(c) – amostra solubilizada a 1150°C
seguido de envelhecimento
(d) – amostra solubilizada a 1250°C
seguido de envelhecimento
Figura 12: Tamanho de grão versus cinética da reação δ → σ + γ2 (Badji, R., et al, 2008)
Acompanhando a sequência (a) → (b) → (c) → (d), é possível ter a exata noção
da influência do tamanho de grão na cinética de precipitação de fase σ. Note que, a
quantidade de fase σ precipitada no tratamento de solubilização a 1150°C por 1 hora,
seguido de envelhecimento a 850°C por 15 minutos foi bem pequena, sendo necessário
o auxílio de microscopia eletrônica de varredura para identificação da fase σ. Por outro
lado, esta mesma fase pode ser vista através de microscopia óptica após tratamento de
solubilização à 1250ºC seguido de envelhecimento.
O efeito deletério da fase σ na resistência à corrosão e resistência mecânica dos
AID e AISD está associado, basicamente, a sua elevada fração volumétrica, ao
empobrecimento de cromo da ferrita δ, de Cr e Mo nas regiões de interface δ-σ e γ-σ e
do carácter frágil da fase σ. O efeito da presença de uma fase de elevada fração
volumétrica, dura e frágil na matriz de um aço austeno-ferrítico é um tema já bastante
abordado na literatura. A maioria dos trabalhos analisa aspectos relacionados à redução
da tenacidade à fratura, diminuição da energia de impacto Charpy, aumento de dureza e
de parâmetros relacionados aos testes de tração (elongação, limite de escoamento, etc.)
em função do percentual de fases deletérias, especialmente com relação a fase σ, na
matriz (Nilson, J. –O, 1992; Maehara, Y., et al, 1981; Escriba, D. M., et al, 2009).
Nilson, J. –O e Kangas, P., 2007, apresentaram resultados comparando os valores do
percentual em peso de fases intermetálicas com o aumento de dureza e diminuição de
energia de impacto Charpy V (figura 13)

23
Figura 13: Comparação entre o percentual de fases intermetálicas e os valores de
dureza Vickers e de energia de impacto Charpy V (Nilson, J. –O e Kangas, P., 2007)
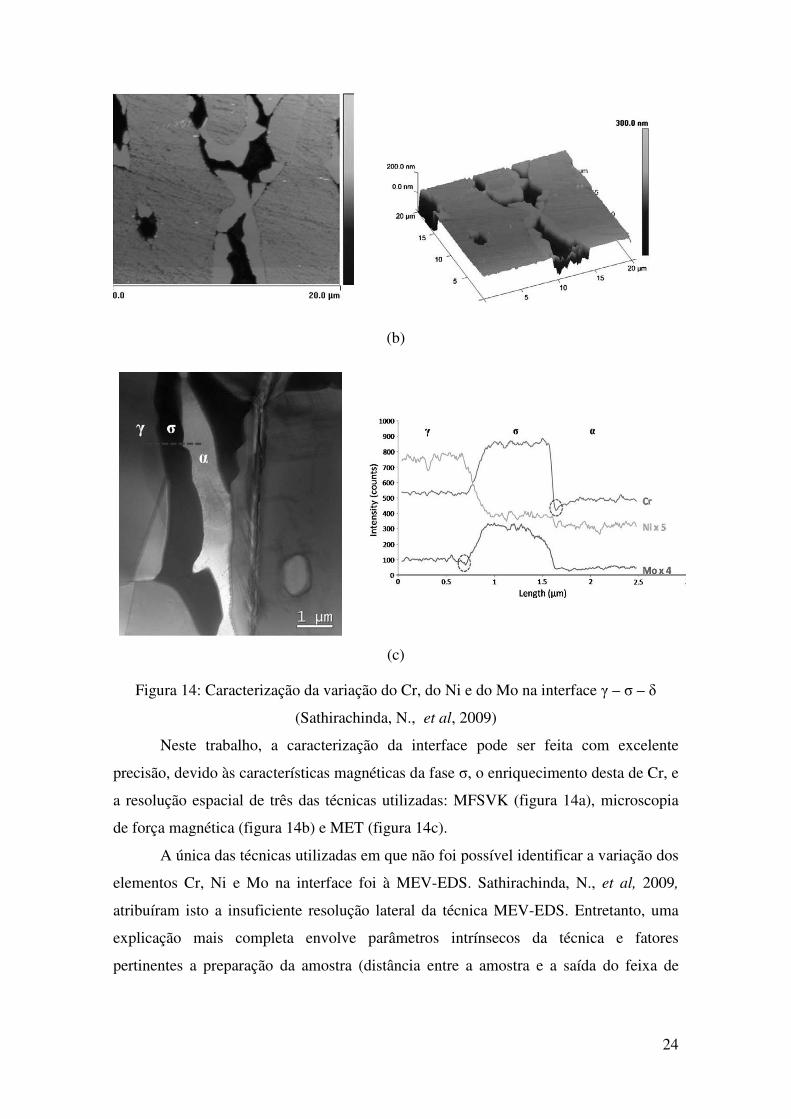
Já do ponto de vista de empobrecimento dos principais elementos de liga, Cr, Ni
e Mo, na interface, Sathirachinda, N., et al, 2009, realizaram um estudo sistemático
onde apresentaram resultados acerca da caracterização das regiões de interface entre a
fase σ e as fases δ e γ, através de diferentes técnicas: microscopia eletrônica de
varredura, com varredura em linha de energia dispersiva de raios X (MEV/EDS),
microscopia eletrônica de trasmissão (MET), microscopia de força magnética e
microscopia de força magnética com sonda para varredura Kelvin (MFSVK). Os
resultados estão apresentados na figura 14.
(a)
24
(b)
(c)
Figura 14: Caracterização da variação do Cr, do Ni e do Mo na interface γ – σ – δ
(Sathirachinda, N., et al, 2009)
Neste trabalho, a caracterização da interface pode ser feita com excelente
precisão, devido às características magnéticas da fase σ, o enriquecimento desta de Cr, e
a resolução espacial de três das técnicas utilizadas: MFSVK (figura 14a), microscopia
de força magnética (figura 14b) e MET (figura 14c).
A única das técnicas utilizadas em que não foi possível identificar a variação dos
elementos Cr, Ni e Mo na interface foi à MEV-EDS. Sathirachinda, N., et al, 2009,
atribuíram isto a insuficiente resolução lateral da técnica MEV-EDS. Entretanto, uma
explicação mais completa envolve parâmetros intrínsecos da técnica e fatores
pertinentes a preparação da amostra (distância entre a amostra e a saída do feixa de

25
elétrons, diâmetro do feixe, tipo de fonte de emissão, corrente e tensão utilizadas e
condição de superfície da amostra).
Independente do local de precipitação, os precipitados intermetálicos ricos em
Cr e Mo criam nas regiões adjacentes zonas empobrecidas nesses elementos
(FOLKHARD, 1988, apud CHAVES, 2004; RAVINDRANATH e MALHOTRA,
1995). Com isso, haverá regiões cuja continuidade de composição química não será
mantida e, por conseguinte, a resistência mecânica e a resistência à corrosão serão
negativamente afetadas.
Até o presente momento foram abordados os principais tipos de precipitações
indesejáveis que podem acontecer nos AID e AISD. Contudo, falta analisar o efeito da
precipitação da fase austenita secundária (γ2).
O surgimento desta fase poderá acarretar uma melhora significativa na
tenacidade à fratura do material. Entretanto, o seu maior percentual em peso de Ni
poderá comprometer também a resistência a corrosão (Ramirez, A. J., et al,2003).
A precipitação desta fase poderá acontecer de duas maneiras:
� Intergranular, nas interfaces γ-δ, como conseqüência do crescimento dos
grãos de austenita que nuclearam durante o resfriamento a partir do
campo δ (Ramirez, A. J., et al,2003);
� Intragranular, como consequência do processo de nucleação e
crescimento no interior dos grãos de ferrita δ, devido a um rápido
resfriamento, que inviabilizará a difusão dos átomos de elementos
gamagêneos, principalmente Ni, para as interfaces δ-γ (Ramirez, A. J., et
al,2003).
Podemos dizer que no primeiro caso a taxa de resfriamento é menos acelerada
do que no segundo caso. A precipitação intragranular na ferrita δ, de forma acicular, é
um processo mais comum de acontecer dentro de uma junta soldada através de
múltiplos passes de soldagem. Neste caso um mesmo ponto ao longo da espessura será
submetido a diferentes ciclos térmicos e exposto na faixa de temperaturas entre 700 e
1000°C (Aspectos relacionados à metalurgia física da soldagem dos AID e AISD serão
abordados a seguir no capítulo II.2).
A precipitação de γ2 ocorre de forma irreversível dentro da microestrutura
duplex dos aços austeno-ferríticos em temperaturas baixas, isto é, após as proporções

26
entre as fases já estarem estabilizadas (Nilson, J. -O. e Chai, G., 1992). As principais
transformações de fase que resultarão na formação de γ2 são:
� Reação eutetóide de precipitação de fase σ (Wei, Z., et al, 2009);
� Precipitação de nitretos de cromo (Nilson, J. -O. e Chai, G., 1992).
Do ponto de vista da transformação de γ2 de forma intergranular, é possível
ressaltar que esta ocorrerá sempre que ocorra na interface δ-γ a precipitação de uma das
fases e/ou microcosntituintes ricos em elementos alfagêneos, principalmente Cr e Mo.
Neste momento existem todas as condições para que haja nucleação e crecimento de
novas fases: energia para difusão dos elementos de liga (a faixa de temperaturas em que
ocorrem as reações e/ou precipitações supracitadas contribuem significativamente para
ativação da difusão) e o fato de tudo acontecer no controno de grão, interface entre as
fases δ-γ, região preferencial para o processo de precipitação heterogênea. Abaixo na
figura 15, têm-se as ilustrações dos diferentes processos de precipitação de γ2, associada
a precipitação de fase σ e de nitretos de cromo.
(a)

27
(b)
Figura 15: Exemplos dos tipos de precipitação precursoras da formação de γ2. (a) δ →
σ + γ2 (Wei, Z., et al, 2009) e (b) precipitação de nitreto de cromo (Nilson, J. -O. e
Chai, G., 1992)
Após a discussão sobre as principais fases intermetálicas consideradas de alta
temperatura de transformação, serão discutidos aspectos importantes sobre a fase mais
importante dentre às de baixa temperatura de precipitação, α’.
A precipitação da fase α’ ocorre na faixa de temperatura 250-550°C e é fruto da
decomposição espinodal da ferrita δ (Park, C-J., et al, 2005). A fase α’ é rica em Fe e
Cr, possui a mesma estrutura cristalina da fase δ (CCC) e tem efeito deletério sobre a
tenacidade à fratura e sobre a resistência à corrosão localizada (Hilders, O. A., et al,
1998). O tamanho das partículas de α’, implica na formação de micro-vazios e regiões
empobrecidas em Cr (Park, C-J., et al, 2005). Esta seria uma explicação plausível para a
degradação da tenacidade e da resistência a corrosão localizada.
A caracterização microestrutral da fase α’ exige o uso de técnicas microscópicas
com melhor resolução espacial, pois com a mesma estrutura cristalina da ferrita δ, o fato
de a pecipitação ocorrer intragranular na fase δ e sua dimensão nanoscópica
inviabilizam o uso de microscopia óptica e microscopia eletrônica de varredura (Park,
C-J., et al, 2005). A caracterização desta fase passa a ter que ser feita a partir do
parâmetro de rede, que é da ordem de 2,90 Å (sendo assim, a técnica mais indicada para
caracterização de α’ é a microscopia eletrônica de transmissão).

28
Um exemplo de caracterização da fase α’ pode ser visto na figura 16, onde Park,
C-J., et al, 2005, apresentaram resultados obtidos por microscopia eletrônica de
trasmissão para caracerização deste tipo de fase.
Figura 16: Micrscopia eletrônica de transmissão, com campo claro, e o padrão de
difração para um eixo de zona [001] de um AID exposto a temperatura de 475°C por
300 horas (Park, C-J., et al, 2005)
Nossa tese esta voltada para as fases consideradas de elevada temperatura de
transformação, em especial a fase σ. Contudo, somente para ilustrar o efeito da fase
α’sobre as propriedades mecânicas, estudos realizados por LIPPOLD et al., 1994,
apresentaram resultados coerentes sobre a diminuição da energia de impacto Charpy V
em função do tempo de exposição na temperatura de 475°C, para AID e AISD (figura
17)

29
(a) (b)
(c)
Figura 17 – Efeito da exposição a 475oC na energia de impacto Charpy V de AID e
AISD. a) metal base do aço 2205, b) ZTA do aço 2205, c) ZTA do aço 2507 (LIPPOLD
et al., 1994)
II.2 – Metalurgia física da soldagem dos aços inoxidáveis
austeno-ferríticos
Durante todo o estudo que foi realizado acerca da metalurgia física dos AID e
AISD se ressaltou que as execelentes propriedades mecânicas e de resistência a
corrosão somente são garantidas com o correto balanço entre as fases δ e γ e a
inexistência de fases intermetálicas deletérias (principalmente, χ, σ, γ2 e α’).
Na industria a precipitação destas fases está associada, na maioria dos casos,
com procedimentos de soldagem. Por este motivo é importante conhecer, mesmo que de
forma bem sucinta, a metalurgia física da soldagem dos AID e AISD e como as
variáveis de processo influenciam nas alterações metalúrgicas de uma junta soldada.
O estudo da metalurgia física da soldagem dos AID e AISD engloba três
diferentes regiões de interesse:
� Região termicamente não afetada pelo calor (metal de base, já estudado no
capítulo II.1);
� Região termicamente afetada pelo calor (ZTA);
o Linha de fusão
30
o Subregião de grãos grosseiro
o Subregião de refino de grãos
� Região da poça de fusão (metal de solda).
Cada uma destas regiões possui características intrínsecas do ponto de vista
metalúrgico e a correta interpretação destas características será uma tarefa fundamental
para o desenvolvimento do conceito de soldabilidade dos AID e AISD.
Durante a soldagem dois problemas básicos podem acontecer como resultado do
aquecimento e evolução microestrutural durante o resfriamento: (i) desbalanço entre as
fases δ e γ e (ii) precipitação de fases secundárias nas regiões do metal de solda e
termicamente afetada pelo calor, acarretando diminuição na resistência à corrosão e na
tenacidade da junta soldada (Bonollo, F., et al, apud Alvarez-Armas, I. e Degallaix-
Moreuil, S., 2009, Duplex Stainless Steel, New Jersey, John wiley & Sons, Inc).
A microestrutura da ZTA e do metal de solda apresentará uma morfologia
diferente do metal de base, devido a composição química e histórico térmico (Bonollo,
F., et al, apud Alvarez-Armas, I. e Degallaix-Moreuil, S., 2009, Duplex Stainless Steel,
New Jersey, John wiley & Sons, Inc).
Resumidamente se pode dizer que estas são as regiões de interesse do ponto de
vista das propriedades mecânicas e de resistência à corrosão.
Com relação à transformação δ → γ se sabe que a cinética desta transformação é
inversamente proporcional a taxa de resfriamento dentro de um intervalo de
temperaturas entre 1200°C e 800°C. Abaixo desta temperatura não há alteração
significativa na relação δ/γ (Bonollo, F., et al, apud Alvarez-Armas, I. e Degallaix-
Moreuil, S., 2009, Duplex Stainless Steel, New Jersey, John wiley & Sons, Inc).
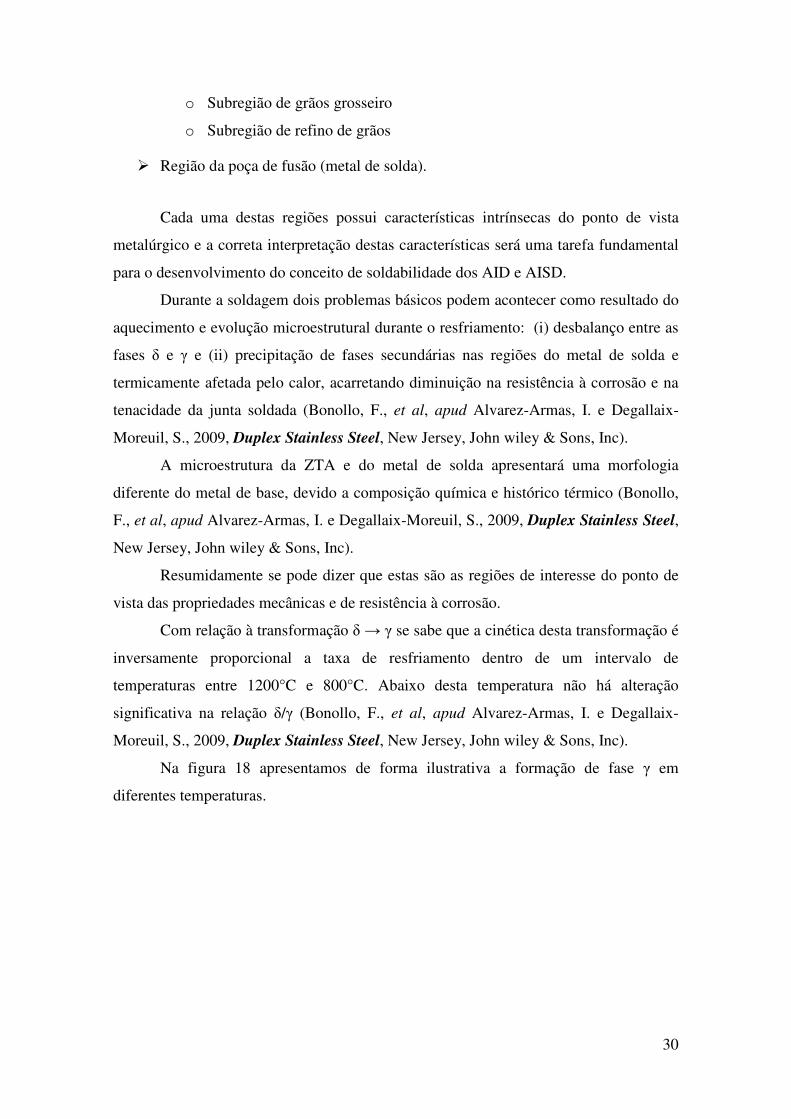
Na figura 18 apresentamos de forma ilustrativa a formação de fase γ em
diferentes temperaturas.
31
Figura 18: evolução da formação de fase γ durante o resfriamento (Lippold e Koteki,
2005)
Para compreender melhor este fato, basta acompanhar a reta desde o ponto 1 até
o ponto 4. No ponto 1 está a região do metal de solda (poça de fusão, aproximadamente
à 1500°C). Durante o resfriamento, trecho 1→2, e especificamente no ponto 2
(aproximadamente à 1000°C), ocorre o início da transformação de δ em γ. Do ponto 3
para o ponto 4 (de 800°C para 600°C) não há variação significatica do percentual da
fase γ (área em negrito).
Já na figura 19 transferimos para uma junta soldada a influência do ciclo térmico
nas transformações microestruturais que ocorrem durante o resfriamento.

32
Figura 19: Ilustração da distribuição das diferentes regiões dentro de um diagrama de
fases, em função de um ciclo térmico (Lipold e Koteki, 2005)
Em termos gerais toda analogia descrita anteriormente pode ser extrapolada para
a junta soldada como um todo, levando em consideração que as alterações
microestrturais serão função dos múltiplos ciclos térmicos de soldagem aos quais as
diferentes regiões da junta soldada serão submetidas, conforme pode ser visto na figura
20.
Figura 20: Evolução microestrutural no ponto 1, próximo à raiz da solda, devido aos
múltiplpos ciclos térmicos de soldagem (GRANJON, 1991).

33
A figura 20 apresenta de forma esquemática como a região da raiz da solda será
constantemente reaquecida devido aos passes de solda subsequentes. Tm1, Tm2 e Tm3
representam as temperatura máximas que o ponto 1 atingiu devido aos passes 1, 2 e 3 de
solda. Já os valores de v1, v2 e v3 são às velocidades de refriamento em função dos
ciclos térmicos de soldagem. Os valores de T1, T2 e Tv são os valores de temperatura
consideradas críticas (entre 600°C e 1000°C). Finalmente, os valores t1, t2 e t3
representam os intervalos de tempo para atingir a temperatura máxima. Esta constante
exposição dentro de faixas de temperaturas críticas (600ºC – 1000ºC), mesmo para
curtos intervalos de tempo, podem ser suficiente para precipitação de fases
intermetálicas deletérias.
Neste momento já se possuí condições de avaliar as possíveis transformações
microestrututrais, ou as mais comuns, as morfologias características de cada uma delas,
quais regiões são mais susceptíveis à precipitação de fases secundárias e traçar um
paralelo com aspectos relacionados com a resistência mecânica e resistência à corrosão
localizada.
O metal de solda não afetado termicamente não sofrerá nenhuma alteração
microestrutural. Já o metal de solda termicamente afetado pelo calor (ZTA) apresentará
alterações microestrturais importantes, tanto na morfologia das fases γ e δ quanto na
possibilidade de precipitação de fases secundárias.
Primeiramente, é necessário identificar a linha de fusão numa junta soldada. Para
isto, vale ressaltar a principal característica da linha de fusão:
� É a região limítrofe entre os grãos de características alongadas (se o metal de
base for proveniente de um produto laminado) ou equiaxiais (se o metal de base
for proveniente de um produto forjado) do metal de base e os grãos colunares do
metal de solda (figura 21).

34
Figura 21: Identificação da linha de fusão (CAPELLO et al, 2003)
A linha de fusão (vista claramente na figura 21) não é uma região susceptível à
precipitação de fases secundárias, com excessão da austenita de widmänsttaten, pois o
processo de resfriamento ocorre desta para o interior do cordão de solda. Ou seja, a
linha de fusão é constantemente aquecida na faixa de temperatura de solubilização
(linha solvus) e resfriada rapidamente, evitando a precipitação de fases indesejáveis.
Um exemplo da precipitação da γ de widmänsttaten pode ser visto na figura 22
(MAGIAKIS E PAPADIMITRIOU, 2009).
Figura 22: Formação de γwidmänsttaten na linha de fusão (MAGIAKIS E
PAPADIMITRIOU, 2009)
35
Outra região da junta soldada que é muito susceptível a precipitação de fases
intermetálicas é a do metal de base termicamente afetado (ZTA). Dependendo do aporte
de calor (energia transferida para a região da solda durante o processo de soldagem),
poderão ocorrer inúmeras transformações indesejáveis, que podem implicar no
comprometimento das propriedades mecânicas e de resistência à corrosão.
Na região da ZTA onde poderá ocorrer o crescimento excessivo dos grãos e o
desbalanço entre as fases δ e γ, torna-se factível a precipitação de fases secundárias.
Todas estas alterações microestruturais são responsáveis pela redução da resistência
mecânica, da tenacidade e da resistência à corrosão.
As alterações metalúrgicas supracitadas ocorrem devido à exposição desta região
dentro de uma faixa de temperaturas dentro do campo de ferrita δ, onde o processo de
difusão de elemento de ligas está extremamente ativado. Por conseguinte, a capacidade
da ferrita δ em solubizar elementos de liga aumenta à custa do crescimento excessivo
dos grãos, alterando assim o balanço entre as fases γ/δ.
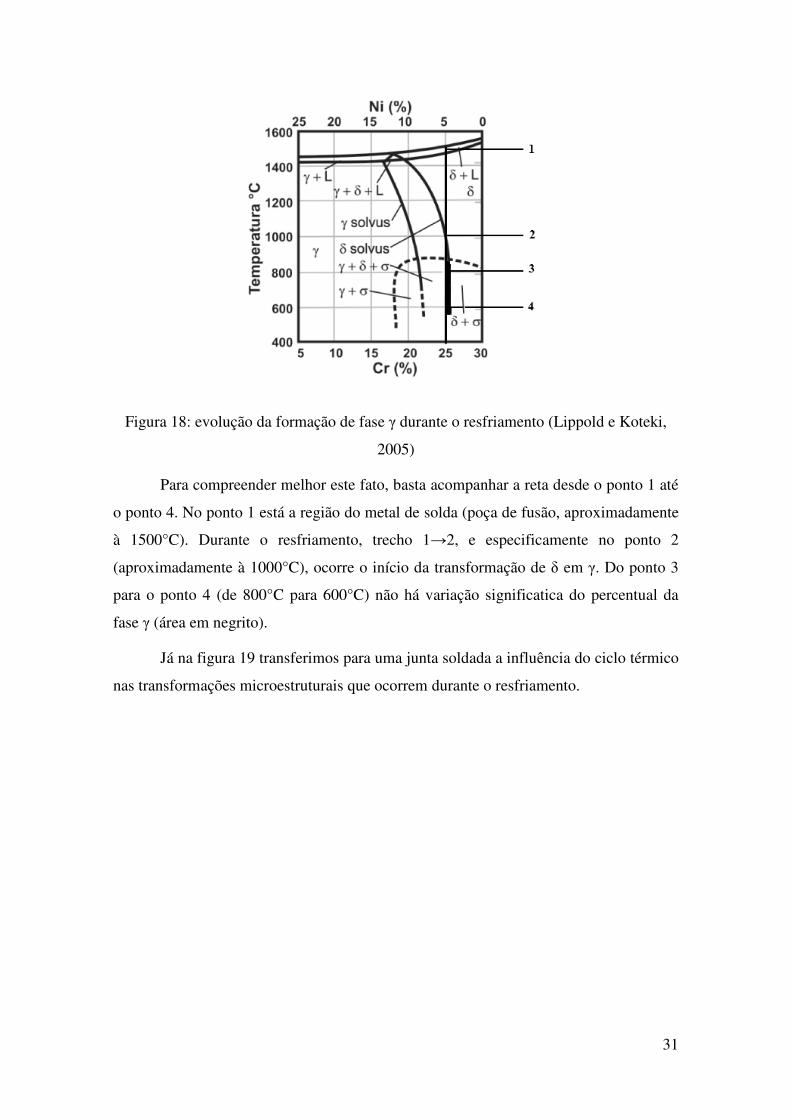
Na figura 23 apresentamos a região (Região II) do diagrama (entre as
temperaturas Tsolvus δ e a temperatura Tsolidus) que representa a temperatura crítica na qual
a região de grãos grosseiros é submetida devido a um ciclo térmico de soldagem
Figura 23 – Ciclo térmico de soldagem, destacando-se as três faixas principais de
temperatura (VAROL e et al., 1990 apud LIPPOLD e KOTECKI, 2005)
36
As regiões I e III são as regiões de aquecimento rápido até a temperatura solvus
e de resfriamento, respectivamente. Dependendo do tempo de permanência dentro da
temperatura solvus e da taxa de resfriamento alterações metalúrgicas como debalanço
entre as fases γ e δ, bem como a precipitação de fases secundárias torna-se possível.
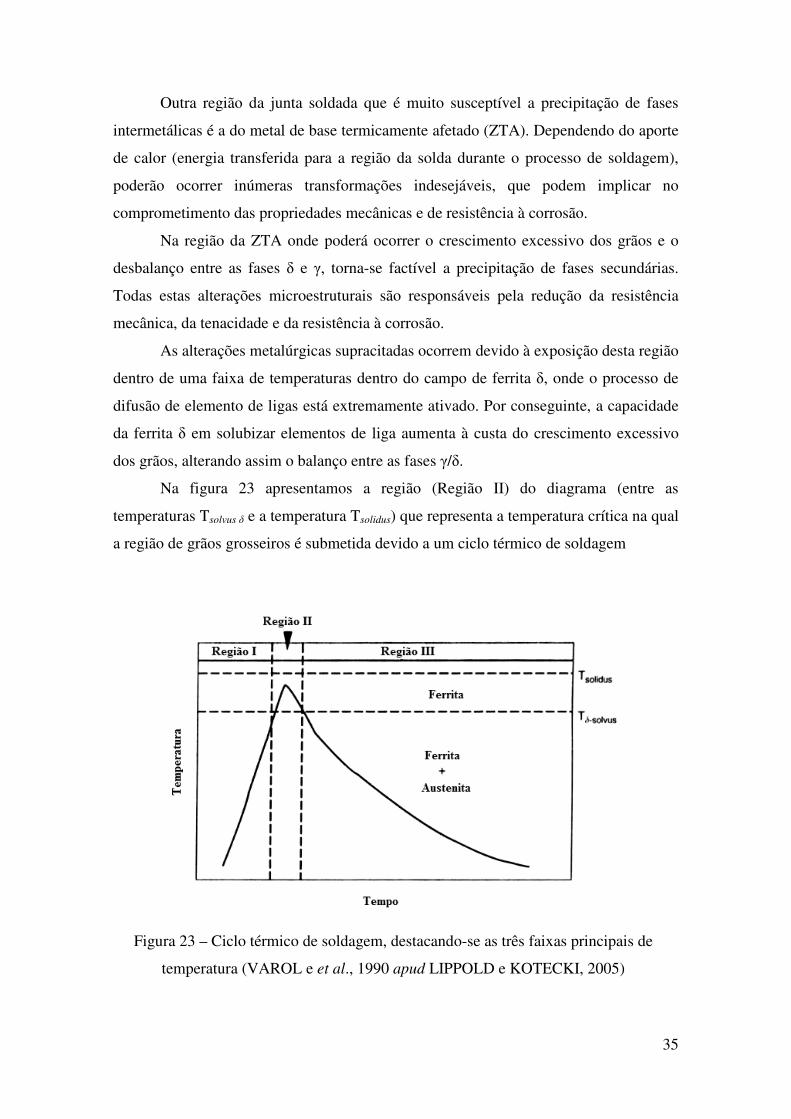
Já na figura 24 apresentamos como ocorre a variação do tamanho de grão da
ferrita δ em função do tempo de exposição na faixa de temperaturas críticas. Este tempo
de exposição está representado no gráfico de forma indireta pelo aporte de calor (que,
conforme já comentado, é a energia introduzida na junta soldada). Quanto maior o
aporte de calor maior será o tempo de resfriamento e consequentemente maior será o
tempo de exposição na faixa de temperaturas críticas.
Figura 24 – Efeito do aporte de calor sobre o crescimento de grão da ferrita δ, para os
aços duplex 2205 e superduplex 2507 (LIPPOLD et al, 1994)
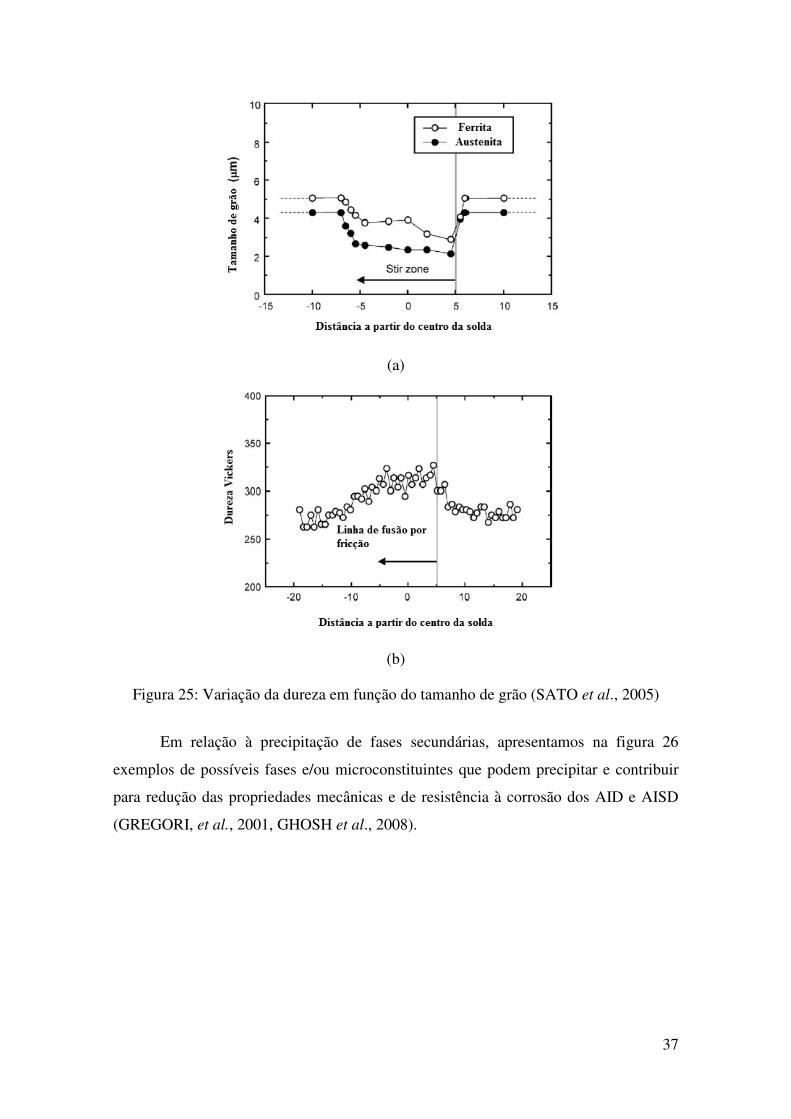
Este crescimento excessivo dos grãos reflete negativamente na resistência
mecânica (diminuição da dureza, tenacidade, etc.), conforme pode ser visto na figura
25, onde SATO et al. (2005) apresentaram resultados acerca da variação da dureza em
função do tamanho de grão, utilizando um processo de soldagem por fricção.
37
(a)
(b)
Figura 25: Variação da dureza em função do tamanho de grão (SATO et al., 2005)
Em relação à precipitação de fases secundárias, apresentamos na figura 26
exemplos de possíveis fases e/ou microconstituintes que podem precipitar e contribuir
para redução das propriedades mecânicas e de resistência à corrosão dos AID e AISD
(GREGORI, et al., 2001, GHOSH et al., 2008).

38
(a)
(b)
(c)
(d)
Figura 26: Exemplo das possíveis fases secundárias que podem precipitar na ZTA de
grãos grosseiro. (a) Cr2N (GREGORI, et al., 2001), (b) γ2 intragranular (GREGORI, et
al., 2001), (c) fases χ e σ (GREGORI, et al., 2001) e (d) γ2 intergranular (GHOSH et al.,
2008)
Na ZTA de refino de grão e no metal de solda, a cinética de pricipitação de fases
secundárias é mais intensa. Na primeira devido ao tamanho de grão (a existência de
maior quantidade de contronos de grão acelera a cinética do processo). Já no metal de
solda o problema está nos constantes reaquecimentos que ocorrrem nesta região. Isto é
suficiente para submeter determinados pontos do metal de solda, sucessivamente, em
faixas de temperaturas onde podem ocorrer precipitações indesejáveis, dependendo do
tempo de permanência nestes patamaresm conforme discutido na figura 20.
Dentro de um correto procedimento de soldagem, determinando todas as
variáveis de processo (tipo e vazão dos gases de proteção e de purga, temperatura
máxima de interpasse, os valores de corrente e tensão e a velocidade de soldagem) a

39
precipitação das principais fases deletérias (χ e σ, esta última sendo a pior, devido sua
elevada fração volumétrica) deverá ser evitada e o balanço entre as fases δ e γ deve ser
mantido. Entretanto, em geral, com a combinação entre a composição química dos AID
e AISD (com percentuais em peso de N, entre 0,25% e 0,35%) e altas taxas de
resfriamento torna-se inevitável a precipitação de γ2.
A formação de γ2, como já discutido anteriomente, poderá ocorrer intragranular
na ferrita δ, intergranular entre as fases δ e γ , ou mesmo nos contronos de sub-grão
entre as fases δ e γ, conforme a figura 27 (CERVO et al, 2010).
Figura 27: Formas de precipitação de γ2 (CERVO et al, 2010)
Aspectos relacionados à localização desta fase, morfologia, desenvolvimento de
uma metodologia para caracterização e quantificação desta fase, bem como sua relação
com aspectos mecânicos e resistência à corrosão não fazem parte do escopo do presente
trabalho. Mas vale ressaltar sua importância em termos de metalurgia física da
soldagem dos AID e AISD. Este assunto está em estudo no Laboratório de Ensaios Não
Destrutivos, Corrosão e Soldagem (LNDC/COPPE/UFRJ)
Com isso, neste momento se pode iniciar um estudo mais dirigido para a
abordagem principal desse trabalho, que é estudar aspectos relacionados à corrosão dos

40
AID e AISD e correlacionar com alterações microestruturais pertinentes a precipitação
de fases secundárias. Na metodologia experimental serão utilizadas técnicas
normalizadas para detecção da susceptibilidade a corrosão localizada dos AID e AISD.
Se houver alguma relação entre os resultados destes testes normalizados, tipo de
corrosão e presença de fases deletérias, essas informações poderão ser utilizadas para o
início da construção de uma ferramenta eletroquímica não destrutiva, para avaliar a
susceptibilidade à corrosão localizada dos AID e AISD.
II.3 – Corrosão em aços inoxidáveis austeno-ferríticos
II.3.1 – Aspectos gerais
Segundo Tystad (1997), o primeiro passo da seleção de materiais é avaliar a
possibilidade do uso de aço carbono. Essa análise deve ser baseada em cálculos de taxas
de corrosão interna causada pela presença da água produzida, CO2 e/ou H2S,
temperaturas e pressões de operação, pH, condições de fluxo, entre outros fatores. Se
essa primeira análise das taxas de corrosão exclui a utilização do aço carbono, as ligas
mais resistentes são requeridas. As alternativas são normalmente: aço austenítico de
classificação UNS S31600, aços inoxidáveis martensíticos do tipo 13Cr e 13Cr 4Ni,
aços duplex e aços austeníticos do tipo 6Mo. A seleção final entre essas alternativas é
baseada nos requisítos para o componente em questão, de resistência à corrosão externa,
resistência mecânica, soldabilidade e custo.
Segundo Craig (1995), em ambientes isentos de H2S, a temperaturas inferiores a
200 °C, pressões até 100 bar de CO2 e na presença de até 20%(p/p) NaCl, os AID e
AISD apresentam praticamente resistência total à corrosão por perda de massa ou
qualquer forma de ataque localizado. Em soluções de cloreto menos concentradas, não
há corrosão em temperaturas inferiores a 250 °C. Na realidade, a aplicação desses aços
em altas temperaturas é limitada pelo risco de “fragilização a 475 °C” (decomposição
espinodal da ferrita δ em α’), assim como pela formação de fases intermetálicas
indesejáveis (σ, χ, etc.), conforme exposto anteriormente.
Na presença de H2S, os aços duplex não sofrem corrosão por perda de massa
severa em temperaturas normais de operação de dutos. Porém, podem sofrer corrosão
por pite, iniciando trincas de corrosão sob tensão devido à presença de sulfeto (SSC,
Sulfeto Stress Cracking). Os limites de uma aplicação segura desses tipos de aços

41
dependem de fatores ambientais, como a pressão parcial de H2S, pH, concentração de
cloretos, temperatura, e também das características do material, como composição da
liga e presença de soldas.
Esses aços apresentam uma combinação de susceptibilidade à corrosão sob
tensão dos aços inoxidáveis austeníticos e da fragilização por hidrogênio dos aços
ferríticos. Normalmente a susceptibilidade à corrosão sob tensão é máxima em
temperaturas elevadas, enquanto que a fragilização pelo hidrogênio é máxima à
temperatura ambiente e decresce com o aumento da temperatura em função da maior
mobilidade do hidrogênio. A combinação desses dois efeitos nos AID e AISD resultam
em uma resistência mínima à corrosão sob tensão devido ao sulfeto em temperaturas em
torno de 80 ºC (SMITH et al., 2000). Quando a temperatura de serviço do duto for
superior a 80 ºC, o teor máximo de H2S tolerado pela liga deve ser considerado o fator
limite do projeto, já que o material será exposto a essa temperatura crítica durante os
ciclos de aquecimento e resfriamento.
Devido à complexidade das interações entre os diversos fatores que exercem
influência sobre a resistência à corrosão dos AID e AISD, deve-se tomar extremo
cuidado ao tentar estabelecer limites para a aplicação desses materiais. Smith et al.
(2000) sugerem valores limite de H2S (tabela 6), baseados no que parece ser um
consenso na literatura, para as ligas com 22% Cr e 25% Cr, a pH = 4. Para pH acima de
4, maiores níveis de H2S podem ser tolerados. Francis (1994) indicou que em pH>4 o
aço superduplex UNS S32760 com teor de 25%Cr pode ser usado sob pressão parcial de
H2S de 0,7 bar com concentração de cloreto de 105 ppm. Essa pressão é superior àquela
indicada na tabela 8 para o pH = 4 e concentração de cloreto 105ppm.
Maldonado e Skogsberg (2004) fizeram um estudo sobre a susceptibilidade à
trinca de aços duplex 2205 à temperatura de 80°C na presença de H2S (pressões parciais
de 0,1; 0,34 e 0,69 bar), em salmouras contendo 103 e 105 ppm de Cl- com pH de 3 e 4,5
respectivamente. Os resultados indicaram que o material na condição recozido era
resistente à trinca pelo H2S até a pressão parcial de 0,34 bar de H2S, o que sugere que a
aplicabilidade do material em termos da máxima pressão parcial permitida de H2S pode
ser estendida no documento NACE MR0175, cujo limite estabelecido é de 0,1 bar de
H2S para temperaturas até 232oC.
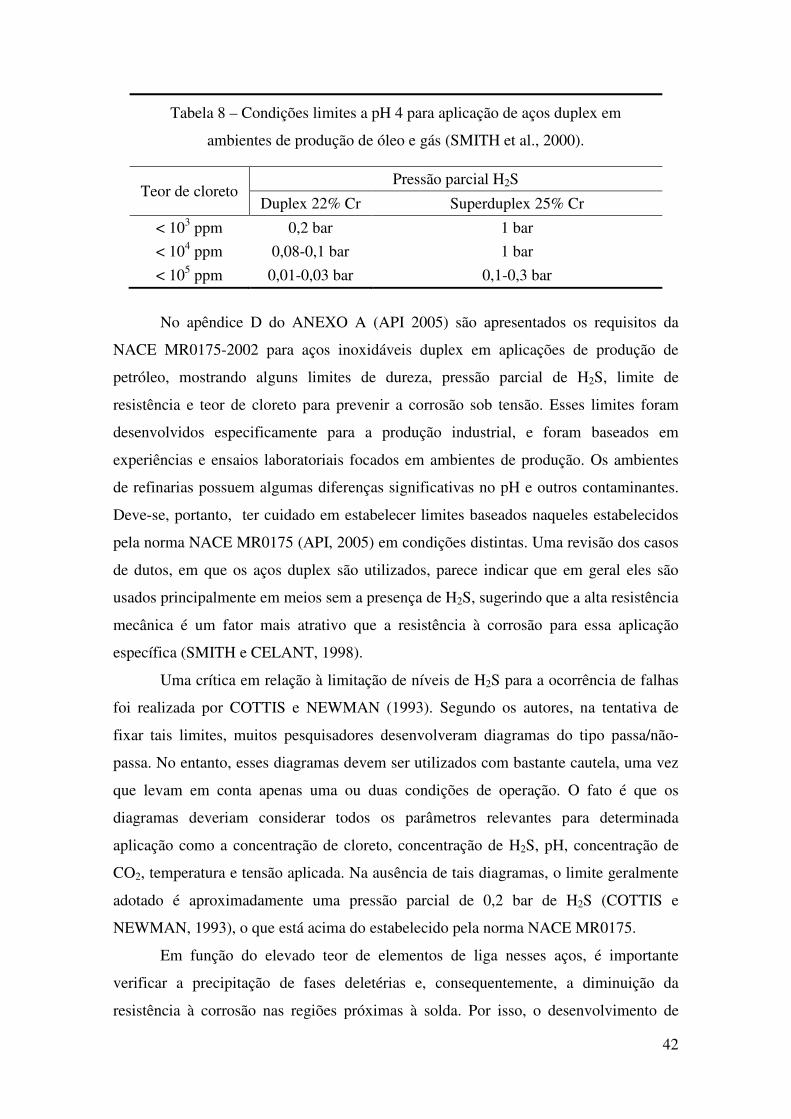
42
Tabela 8 – Condições limites a pH 4 para aplicação de aços duplex em
ambientes de produção de óleo e gás (SMITH et al., 2000).
Teor de cloreto Pressão parcial H2S
Duplex 22% Cr Superduplex 25% Cr
< 103 ppm 0,2 bar 1 bar
< 104 ppm 0,08-0,1 bar 1 bar
< 105 ppm 0,01-0,03 bar 0,1-0,3 bar
No apêndice D do ANEXO A (API 2005) são apresentados os requisitos da
NACE MR0175-2002 para aços inoxidáveis duplex em aplicações de produção de
petróleo, mostrando alguns limites de dureza, pressão parcial de H2S, limite de
resistência e teor de cloreto para prevenir a corrosão sob tensão. Esses limites foram
desenvolvidos especificamente para a produção industrial, e foram baseados em
experiências e ensaios laboratoriais focados em ambientes de produção. Os ambientes
de refinarias possuem algumas diferenças significativas no pH e outros contaminantes.
Deve-se, portanto, ter cuidado em estabelecer limites baseados naqueles estabelecidos
pela norma NACE MR0175 (API, 2005) em condições distintas. Uma revisão dos casos
de dutos, em que os aços duplex são utilizados, parece indicar que em geral eles são
usados principalmente em meios sem a presença de H2S, sugerindo que a alta resistência
mecânica é um fator mais atrativo que a resistência à corrosão para essa aplicação
específica (SMITH e CELANT, 1998).
Uma crítica em relação à limitação de níveis de H2S para a ocorrência de falhas
foi realizada por COTTIS e NEWMAN (1993). Segundo os autores, na tentativa de
fixar tais limites, muitos pesquisadores desenvolveram diagramas do tipo passa/não-
passa. No entanto, esses diagramas devem ser utilizados com bastante cautela, uma vez
que levam em conta apenas uma ou duas condições de operação. O fato é que os
diagramas deveriam considerar todos os parâmetros relevantes para determinada
aplicação como a concentração de cloreto, concentração de H2S, pH, concentração de
CO2, temperatura e tensão aplicada. Na ausência de tais diagramas, o limite geralmente
adotado é aproximadamente uma pressão parcial de 0,2 bar de H2S (COTTIS e
NEWMAN, 1993), o que está acima do estabelecido pela norma NACE MR0175.
Em função do elevado teor de elementos de liga nesses aços, é importante
verificar a precipitação de fases deletérias e, consequentemente, a diminuição da
resistência à corrosão nas regiões próximas à solda. Por isso, o desenvolvimento de
43
técnicas não destrutivas que avaliem a integridade da junta soldada do ponto de vista
mecânico e, principalmente, do ponto de vista de resistência às formas de corrosão
recorrentes dos ambientes agressivos aos quais os AID e AISD estão submetidos é de
fundamental importância dentro do cenário da indústria do petróleo e gás.
Um parâmetro quantitativo que permite avaliar a resistência a corrosão
localizada dos AID e AISD, levando em consideração o percentual em peso dos
principais elementos de liga, é o índice equivalente de resistência ao pite (PRE).
Para ser considerado um aço inoxidável superduplex seu valor de PRE deve ser
superior a 40. Para isso lançou-se mão da utilização de maiores teores de molibdênio,
nitrogênio e tungstênio, dependendo da liga (CHAVES, 2004, GIRALDO, 2001). O
PRE é definido da seguinte forma (BONNEL et al., 1999, apud GIRALDO, 2001):
PREN = (%Cr) + 3,3.(%Mo) + 16.(%N)
ou
PREW = (%Cr) + 3,3.(%Mo + 0,5.(%W)) + 16.(%N), nas ligas com adição de W
Embora a resistência à corrosão seja uma das principais razões para a utilização
dos aços inoxidáveis, em realidade, eles sofrem alguns tipos de corrosão em
determinados ambientes e, dessa forma, sabe-se que deve ser tomado cuidado especial
para a escolha do tipo de liga que será utilizada em cada aplicação. A intensidade com
que as reações de corrosão ocorrem depende, sobretudo, de fatores que incluem o
potencial da interface solução/metal, o pH, a habilidade de algumas espécies em se
adsorver na superfície e formar um filme aderente e suficientemente impermeável, entre
outros fatores (CHARLES, J. apud Alvarez-Armas, I. e Degallaix-Moreuil, S., 2009,
Duplex Stainless Steel, New Jersey, John wiley & Sons, Inc).
A seguir estão algumas definições importantes que serão utilizadas no decorrer
do texto:
� Ecorr: potencial de corrosão. Potencial no qual as correntes provenientes das
reações anódica e catódicas são iguais, estabelecendo um estado estacionário;
� Ia: corrente anódica. No caso este valor de corrente corresponde ao processo de
oxidação do material;
� Ecrit: potencial crítico. Potencial correspondente ao valor máximo de corrente
anódica;
� Icrit: Valor de corrente associada com o potencial Ecrit;

44
� Ep: potencial de pite. É o valor de potencial acima do qual o há a possibilidade
de ocorrência de ataques localizados ao longo da superfície.
Para um determinado meio agressivo, a composição química e a metalurgia física de
um AID e AISD irá fixar as propriedades protetoras oferecidas por estes aços. O
aumento do percentual em peso de Cr (mínimo de 20%) combinado a adições de Ni,
Mo, N, Cu e W tem um sinergismo benéfico para a resistência à corrosão dos AID e
AISD. Além dos efeitos já conhecidos para o Cr, o Ni e o Mo, no que diz respeito a
aderência e estabilidade do filme passivo, vale ressaltar o efeito de outros elementos na
resistência à corrosão destes aços. O Cu tem um efeito positivo para resistência a
corrosão em meios de H2SO4. O W aumenta a resistência ao processo de corrosão-
abrasão. O N apresenta efeito positivo para a resistência à corrosão por pites e corrosão
por crévice.
Por ser um material bifásico o processo de dissolução seletiva de uma das fases
pode ocorrer em determinadas situações. Entretanto a pequena diferença de potencial
devido ao balanço de composição química entre as fases faz com que o processo de
dissolução seletiva entre as fases seja um fato raro, na maioria das aplçicações
tecnológicas destes materiais. Contudo, vale ressaltar que ao avaliar o desempenho dos
AID e AISD diante de condições extremas de serviço é essencial analisar todos os
aspectos possíveis envolvendo a corrosão, pois o mesmo dependerá da composição do
meio e do histórico do material. (CHARLES, J. apud Alvarez-Armas, I. e Degallaix-
Moreuil, S., 2009, Duplex Stainless Steel, New Jersey, John wiley & Sons, Inc). Com
efeito, incorretos tratamentos termomecânicos podem afetar a resistência à corrosão dos
AID e AISD, seja pela precipitação de fases secundárias, seja pela alteração da relação
percentual entre as fases ou pela alteração de composição química, responsável pela
estabilidade eletroquímica entre as fases. Por isso, a metalurgia física da soldagem dos
AID e AISD, merecem atenção. É durante as operações de soldagem que as alterações
ditas prejudiciais do ponto de vista eletroquímico podem acontecer (CHARLES, J. apud
Alvarez-Armas, I. e Degallaix-Moreuil, S., 2009, Duplex Stainless Steel, New Jersey,
John wiley & Sons, Inc).
Em termos de temperatura, sabe-se que seu aumento em geral acelera a cinética das
reações anódicas e catódicas. Em outras palavras, a taxa de corrosão é um processo
termicamente ativado. Entretanto, efeitos cinéticos quer sobre as reações anódicas quer
sobre as catódicas podem fazer com que um processo de corrosão diminua com a

45
temperatura caso o processo de passivação seja melhor estabelecido em temperaturas
elevadas. (CHARLES, J. apud Alvarez-Armas, I. e Degallaix-Moreuil, S., 2009, Duplex
Stainless Steel, New Jersey, John wiley & Sons, Inc). Existem diferentes tipos de
corrosão que podem ser encontrados nas práticas industriais, envolvendo os AID e
AISD. Dentre as principais formas de corrosão podemos destacar: generalizada, por
pite, corrosão por fresta e corrosão devido a esforços mecânicos. Será apresentado a
seguir um resumo de cada um deles.
II.3.2 – Corrosão generalizada
Em relação à corrosão generalizada, a resistência de um aço inoxidável é
determinada pela estabilidade da sua camada de óxido em determinado meio.
A taxa de corrosão do aço é determinada em função de sua habilidade de passivar e
se manter com velocidades de oxidação desprezíveis frente aos agentes agressivos. Em
geral a resistência dos aços inoxidáveis ao processo de corrosão generalizada é
excelente na maioria dos meios industriais.
II.3.3 – Corrosão por pite
A figura 28 apresenta uma curva de polarização anódica esquemática típica de
metais passiváveis, ou seja, aqueles formadores de películas protetoras, como é o caso
dos aços inoxidáveis (ABRACO, 2006). Iniciando-se a polarização anódica a partir do
potencial de corrosão (Ec) do metal, no meio de interesse, evidencia-se na curva um
processo de ativação, seguido pela passivação do sistema e a ruptura localizada do filme
passivo a partir de certo potencial, chamado potencial de pite (GENTIL, 2003). O
potencial de pite é um dos parâmetros que vem sendo utilizado historicamente para
caracterizar a resistência à corrosão localizada. Esse parâmetro pode ser complementado
com a temperatura crítica de pite (critical pitting temperature, CPT) e o índice
equivalente de resistência ao pite, conforme mencionado anteriormente.
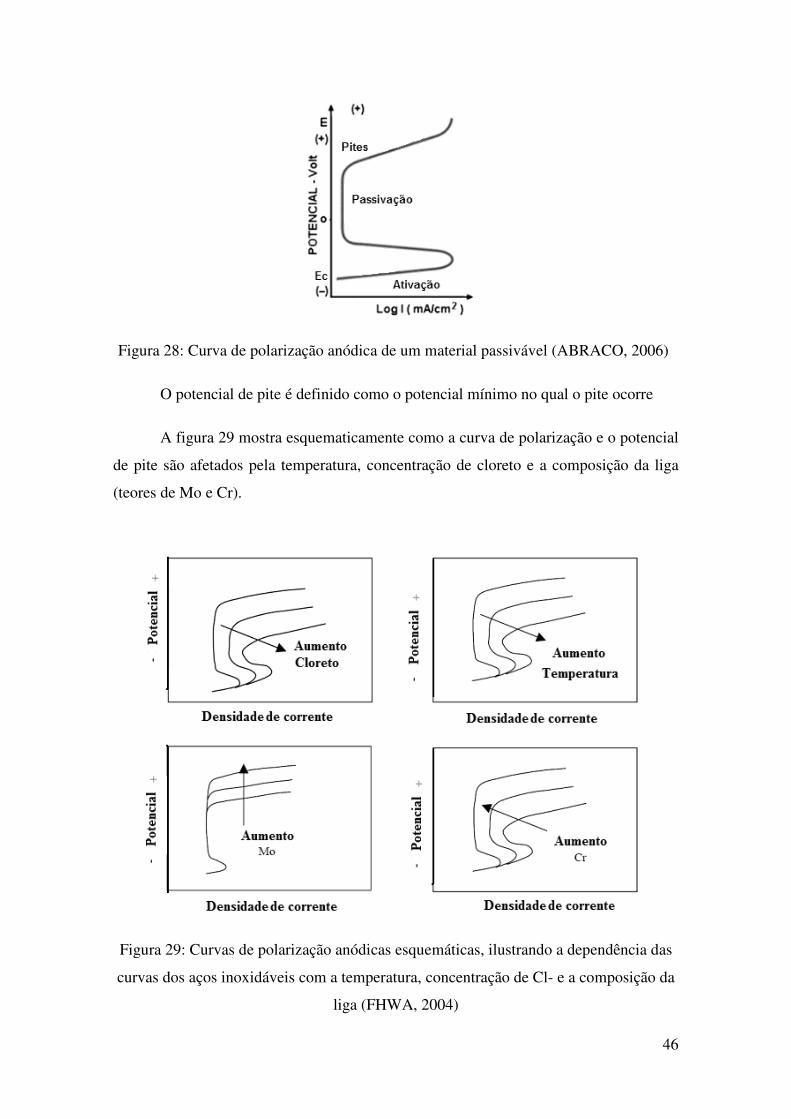
46
Figura 28: Curva de polarização anódica de um material passivável (ABRACO, 2006)
O potencial de pite é definido como o potencial mínimo no qual o pite ocorre
A figura 29 mostra esquematicamente como a curva de polarização e o potencial
de pite são afetados pela temperatura, concentração de cloreto e a composição da liga
(teores de Mo e Cr).
Figura 29: Curvas de polarização anódicas esquemáticas, ilustrando a dependência das
curvas dos aços inoxidáveis com a temperatura, concentração de Cl- e a composição da
liga (FHWA, 2004)
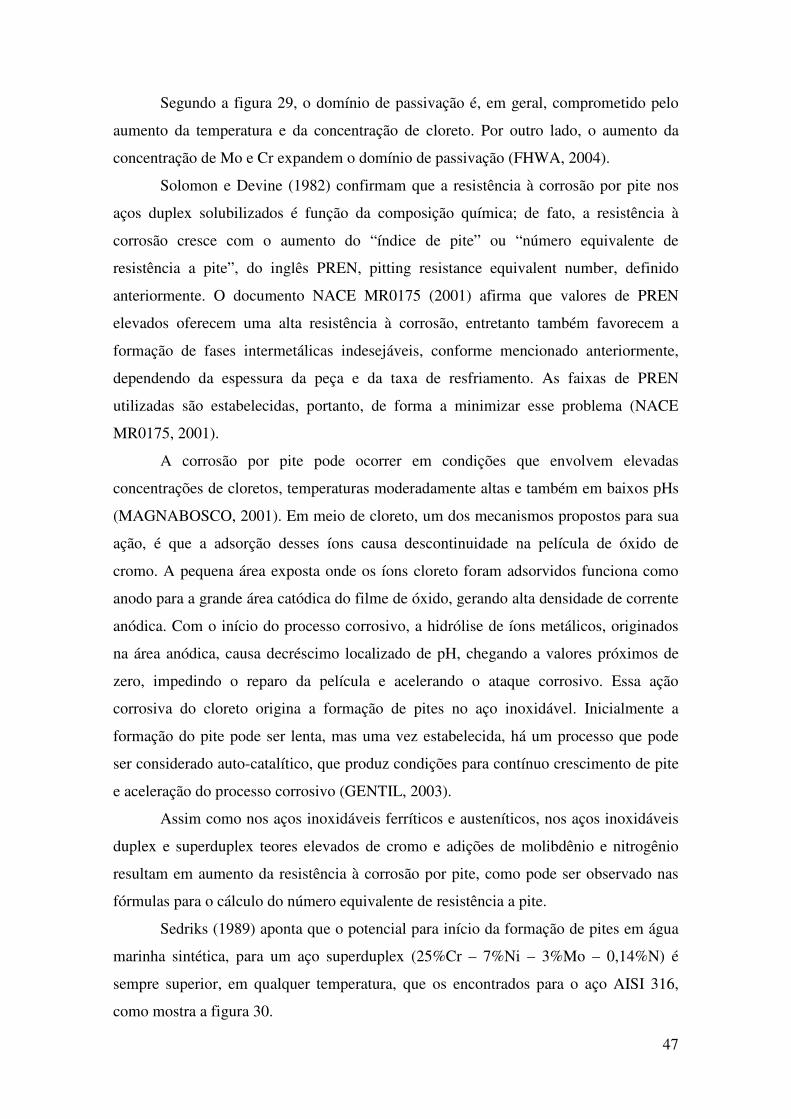
47
Segundo a figura 29, o domínio de passivação é, em geral, comprometido pelo
aumento da temperatura e da concentração de cloreto. Por outro lado, o aumento da
concentração de Mo e Cr expandem o domínio de passivação (FHWA, 2004).
Solomon e Devine (1982) confirmam que a resistência à corrosão por pite nos
aços duplex solubilizados é função da composição química; de fato, a resistência à
corrosão cresce com o aumento do “índice de pite” ou “número equivalente de
resistência a pite”, do inglês PREN, pitting resistance equivalent number, definido
anteriormente. O documento NACE MR0175 (2001) afirma que valores de PREN
elevados oferecem uma alta resistência à corrosão, entretanto também favorecem a
formação de fases intermetálicas indesejáveis, conforme mencionado anteriormente,
dependendo da espessura da peça e da taxa de resfriamento. As faixas de PREN
utilizadas são estabelecidas, portanto, de forma a minimizar esse problema (NACE
MR0175, 2001).
A corrosão por pite pode ocorrer em condições que envolvem elevadas
concentrações de cloretos, temperaturas moderadamente altas e também em baixos pHs
(MAGNABOSCO, 2001). Em meio de cloreto, um dos mecanismos propostos para sua
ação, é que a adsorção desses íons causa descontinuidade na película de óxido de
cromo. A pequena área exposta onde os íons cloreto foram adsorvidos funciona como
anodo para a grande área catódica do filme de óxido, gerando alta densidade de corrente
anódica. Com o início do processo corrosivo, a hidrólise de íons metálicos, originados
na área anódica, causa decréscimo localizado de pH, chegando a valores próximos de
zero, impedindo o reparo da película e acelerando o ataque corrosivo. Essa ação
corrosiva do cloreto origina a formação de pites no aço inoxidável. Inicialmente a
formação do pite pode ser lenta, mas uma vez estabelecida, há um processo que pode
ser considerado auto-catalítico, que produz condições para contínuo crescimento de pite
e aceleração do processo corrosivo (GENTIL, 2003).
Assim como nos aços inoxidáveis ferríticos e austeníticos, nos aços inoxidáveis
duplex e superduplex teores elevados de cromo e adições de molibdênio e nitrogênio
resultam em aumento da resistência à corrosão por pite, como pode ser observado nas
fórmulas para o cálculo do número equivalente de resistência a pite.
Sedriks (1989) aponta que o potencial para início da formação de pites em água
marinha sintética, para um aço superduplex (25%Cr – 7%Ni – 3%Mo – 0,14%N) é
sempre superior, em qualquer temperatura, que os encontrados para o aço AISI 316,
como mostra a figura 30.
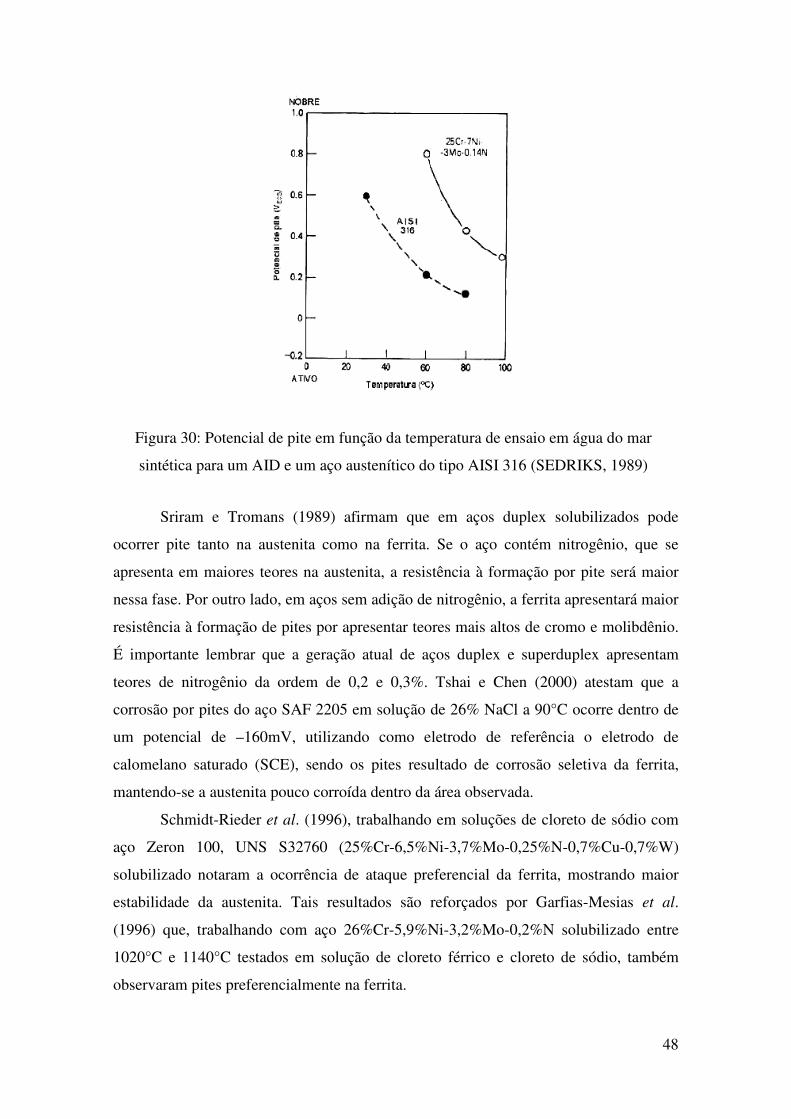
48
Figura 30: Potencial de pite em função da temperatura de ensaio em água do mar
sintética para um AID e um aço austenítico do tipo AISI 316 (SEDRIKS, 1989)
Sriram e Tromans (1989) afirmam que em aços duplex solubilizados pode
ocorrer pite tanto na austenita como na ferrita. Se o aço contém nitrogênio, que se
apresenta em maiores teores na austenita, a resistência à formação por pite será maior
nessa fase. Por outro lado, em aços sem adição de nitrogênio, a ferrita apresentará maior
resistência à formação de pites por apresentar teores mais altos de cromo e molibdênio.
É importante lembrar que a geração atual de aços duplex e superduplex apresentam
teores de nitrogênio da ordem de 0,2 e 0,3%. Tshai e Chen (2000) atestam que a
corrosão por pites do aço SAF 2205 em solução de 26% NaCl a 90°C ocorre dentro de
um potencial de –160mV, utilizando como eletrodo de referência o eletrodo de
calomelano saturado (SCE), sendo os pites resultado de corrosão seletiva da ferrita,
mantendo-se a austenita pouco corroída dentro da área observada.
Schmidt-Rieder et al. (1996), trabalhando em soluções de cloreto de sódio com
aço Zeron 100, UNS S32760 (25%Cr-6,5%Ni-3,7%Mo-0,25%N-0,7%Cu-0,7%W)
solubilizado notaram a ocorrência de ataque preferencial da ferrita, mostrando maior
estabilidade da austenita. Tais resultados são reforçados por Garfias-Mesias et al.
(1996) que, trabalhando com aço 26%Cr-5,9%Ni-3,2%Mo-0,2%N solubilizado entre
1020°C e 1140°C testados em solução de cloreto férrico e cloreto de sódio, também
observaram pites preferencialmente na ferrita.
49
Além disso, a temperatura crítica de formação de pites e o potencial de pite
aumentam com o decréscimo da temperatura de solubilização, ou seja, com o
decréscimo da fração volumétrica de ferrita. Tal comportamento se justifica pela
diluição de elementos-chave, para a resistência à corrosão por pite, na ferrita (cromo e
molibdênio). Além disso, com o tempo de solubilização, a austenita teria seu teor de
nitrogênio aumentado com a diminuição da fração volumétrica de ferrita, considerando
a baixa solubilidade do nitrogênio nessa fase, o que contribuiria para a maior resistência
à corrosão por pite da austenita assim constituída.
Segundo Garfias-Mesias et al. (1996), estudos adicionais sobre a concentração
de Cr, Mo e N devem ser considerados para um total entendimento das resistências ao
pite relativas da ferrita e austenita. Esse aspecto não é contemplado pelo cálculo do
PREN. Outros fatores incluem níveis de elementos como o cobre, níveis de elementos
nocivos como o enxofre ou fósforo e a sinergia entre elementos como o nitrogênio e
molibdênio.
Potgieter (1992) mostra em seu trabalho que o aço SAF 2205 com frações
volumétricas crescentes de fase σ apresenta redução proporcional na resistência à
corrosão por pite. A partir de 6% de fase sigma, em solução 3,5% NaCl, pites se
formam facilmente, tanto na ferrita como na austenita. De fato, o autor afirma que a
presença de fase sigma é mais deletéria para a resistência à corrosão por pite do que
para a resistência à corrosão generalizada. Coerentemente, Nilsson e Wilson (1993),
estudando o aço SAF 2507 afirmam que a presença de fase sigma é o principal fator
para a redução da resistência à corrosão por pite pela sua maior fração volumétrica se
comparada a outros precipitados, como nitretos, por exemplo. A formação dessa fase
resulta na presença de zonas adjacentes empobrecidas em cromo, e provavelmente
também em molibdênio ao seu redor.
Elshawesh et al. (1998), trabalhando com o aço SAF 2205 envelhecido a 850°C
por até 2 horas confirma a observação de que a presença de fase sigma, em frações
volumétricas crescentes, aumenta a susceptibilidade à corrosão por pite em solução de
0,6 M NaCl. Na maioria dos casos, os pites foram encontrados na ferrita. Não há
informação, nesse trabalho, sobre a fração volumétrica de ferrita do material estudado,
nem da microestrutura anterior ao envelhecimento. O trabalho também não reporta a
presença de nitretos ou de outras fases precipitadas durante o envelhecimento.
Nilsson et al. (1994), trabalhando com aços duplex soldados, concluíram que a
austenita secundária formada na zona termicamente afetada (ZTA) é mais susceptível ao

50
ataque por pite que as fases ferrita e austenita originais devido ao seu baixo teor de
nitrogênio que, como fora comentado anteriormente, geralmente é a metade do teor de
nitrogênio encontrado na austenita primária. Em outro trabalho NILSSON et al. (1995)
confirmaram esta teoria através de determinação não só do teor de nitrogênio, como dos
teores de cromo e molibdênio na austenita secundária. Verificou-se que a austenita
secundária apresenta baixa concentração destes três elementos, explicando-se assim sua
maior susceptibilidade à corrosão por pite.
No trabalho de Adhe et al. (1996), se nota que a presença de austenita
secundária leva à redução da resistência à corrosão por pite. Tratamentos térmicos de
longa duração (acima de 10 h) entre 650°C e 850°C levam à melhora na resistência à
corrosão intergranular, no entanto, não restituem a resistência à corrosão por pite. Este
fato pode estar relacionado com a melhor distribuição das fases intermetálicas e
carbonitretos de cromo pela matriz. O trabalho de Hertzman et al. (1997) mostra que em
aços soldados (com a composição química de 25,5%Cr-(3-4)%Mo-9,5%Ni-0,25%N),
contendo ou não adições de tungstênio, os pites observados em soluções de FeCl3 e
AlCl3 entre 50°C e 60°C apresentam morfologia lamelar, e sua iniciação está
provavelmente relacionada à presença de austenita secundária.
Ura et al. (1994) estudaram a influência da precipitação de fase α’ (fragilização a
475oC) na resistência à corrosão por pite de diversos aços duplex envelhecidos a essa
temperatura por 100 horas. Constatou-se que a presença desta fase diminui
sensivelmente a resistência à corrosão por pite de todos os aços estudados (UR35N,
UR45N, UR50, AV2205 e 3RE60). Uma explicação para isso é que a fase α’ é rica em
cromo, conforme mencionado anteriormente, e por isso a sua precipitação leva ao
empobrecimento em cromo da ferrita presente no material.
Há um grande número de normas para avaliar laboratorialmente a corrosão por
pite, sendo a mais utilizada a norma ASTM G48, embora existam divergências na
literatura com relação à reprodutibilidade dos ensaios realizados segundo essa norma.
II.3.4 – Corrosão por fresta
A corrosão por fresta, também chamada de corrosão por crévice, pode ser vista
como uma forma mais severa da corrosão por pite, uma vez que ocorre devido,
sobretudo, a problemas geométricos de confinamento de eletrólitos sem precisar de
potenciais anódicos tão elevados como àqueles obtidos para corrosão por pite.

51
Segundo a terminologia utilizada pelo IBP (Instituto Brasileiro de Petróleo e
Gás), esse tipo de corrosão é aquele que ocorre no ponto de contato em uma fresta entre
um metal e um não-metal ou entre duas peças metálicas, na presença de um meio
corrosivo (GENTIL, 2003). Na realidade, trata-se de um tipo de corrosão localizada que
ocorres onde o acesso de eletrólito fica restrito. Em geral, espera-se que as variáveis
metalúrgicas que levam ao aumento da resistência à corrosão por pite também gerem
um aumento na resistência à corrosão por fresta. Portanto, os fatores que levam ao
aumento da resistência à corrosão por fresta são teores elevados de cromo, molibdênio e
nitrogênio. Via de regra, a resistência à corrosão por fresta dos aços duplex é também
bastante elevada (MAGNABOSCO, 2001).
Esse problema pode ser evitado na etapa de projeto, em particular impedindo a
formação de fendas, ou ao menos mantendo-as o mais abertas possível. Segundo
GENTIL (2003), por exemplo, devem ser evitadas soldas descontínuas, uma vez que
favorecem a presença de corrosão em frestas. Em vez disso, devem ser utilizadas soldas
bem acabadas e contínuas, conforme esquematizado na figura 31
Figura 31: Soldas descontínuas, possibilidade de corrosão por frestas (GENTIL, 2003).
Regiões de estagnação de eletrólitos favorecem este tipo de corrosão e uma
regra prática de projeto é que uma velocidade de fluxo superior a 1 m/s seja suficiente
para diminuir substancialmente crévice em água do mar (AZOM, 2006). Além disso,
baixas velocidades de fluido levam à precipitação de cloreto como produto de corrosão
52
em frestas, promovendo o desenvolvimento de células de corrosão localizada (SSAS,
2001). É importante observar que, em geral, trabalha-se com uma velocidade crítica de
circulação, que está ligada à natureza do material metálico e à composição do meio
(GENTIL, 2003).
Um parâmetro utilizado para avaliar e quantificar a resistência à corrosão por
crévice, assim como foi estabelecido para a corrosão por pite, é a temperatura crítica de
crévice (critical crevice temperature, CCT). A figura 32 mostra alguns valores de CCT
medidos segundo a ASTM G48 para aços inoxidáveis duplex em comparação com aços
austeníticos (API, 2005).
Figura 32: Temperaturas críticas de corrosão por crévice para os aços duplex 22% Cr e
25% Cr em comparação a aços austeníticos em 6% FeCl3, segundo o método B da
norma ASTM G48 (API, 2005).
II.3.5 - Corrosão sob tensão
Na corrosão sob tensão, tem-se a deterioração de materiais devido à ação
combinada de tensões residuais ou aplicadas e meios corrosivos. Quando se observa a
fratura dos materiais, ela é chamada de corrosão sob tensão fraturante (SCC, stress
corrosion cracking). A ação sinergética da tensão e do meio corrosivo ocasiona fratura
em um tempo mais curto do que a soma das ações isoladas de tensão e da corrosão
(GENTIL, 2003).
A corrosão sob tensão fraturante envolve duas etapas – nucleação e propagação
da trinca. A nucleação se caracteriza por um tempo de indução. Essa nucleação

53
algumas vezes tem sido associada à formação de pites ou à emergência, na superfície
do metal, de discordâncias sucessivas que rompem camadas protetoras, expondo ao
ataque, pelo meio corrosivo, regiões ativadas do metal. Já a propagação da trinca pode
ser intergranular ou transgranular (GENTIL, 2003).
Em particular, os meios mais agressivos para esse mecanismo de corrosão são
soluções de cloreto, como água do mar, a temperaturas elevadas. Em conseqüência, a
aplicação de aços inoxidáveis convencionais em tais meios se limita a temperaturas
abaixo de 50°C. Esta forma de corrosão é mais comum para o grupo dos aços
austeníticos. Os aços ferríticos geralmente não são susceptíveis a este problema
(AZOM, 2006).
Os aços duplex são mais resistentes à corrosão sob tensão que os austeníticos,
sendo o grau 2205 virtualmente imune a essa forma de corrosão a temperaturas
inferiores a 150°C. Os aços superduplex possuem resistência ainda maior (AZOM,
2006). De modo geral, a resistência à corrosão sob tensão dos aços duplex é superior à
dos aços austeníticos, e é crescente com o aumento da fração volumétrica de ferrita.
(SOLOMON e DEVINE, 1982).
Lagneborg (1991) reforça a idéia da excelente resistência à corrosão sob tensão
dos aços duplex, e sua supremacia sobre os austeníticos mais comuns, através dos
resultados mostrados na figura 33. Nilsson (1992) também demonstrou a resistência à
corrosão sob tensão superior desses aços, em 1000h de ensaio, com a aplicação de uma
tensão igual ao limite de escoamento (figura 34). Pode-se observar que a resistência à
corrosão sob tensão (CST), em função da temperatura e do teor de íons cloreto para os
aços duplex, é superior à dos aços austeníticos, destacando os resultados para o aço
UNS S32750 (SAF 2507), que não sofre corrosão sob tensão em toda a faixa de valores
estudada.
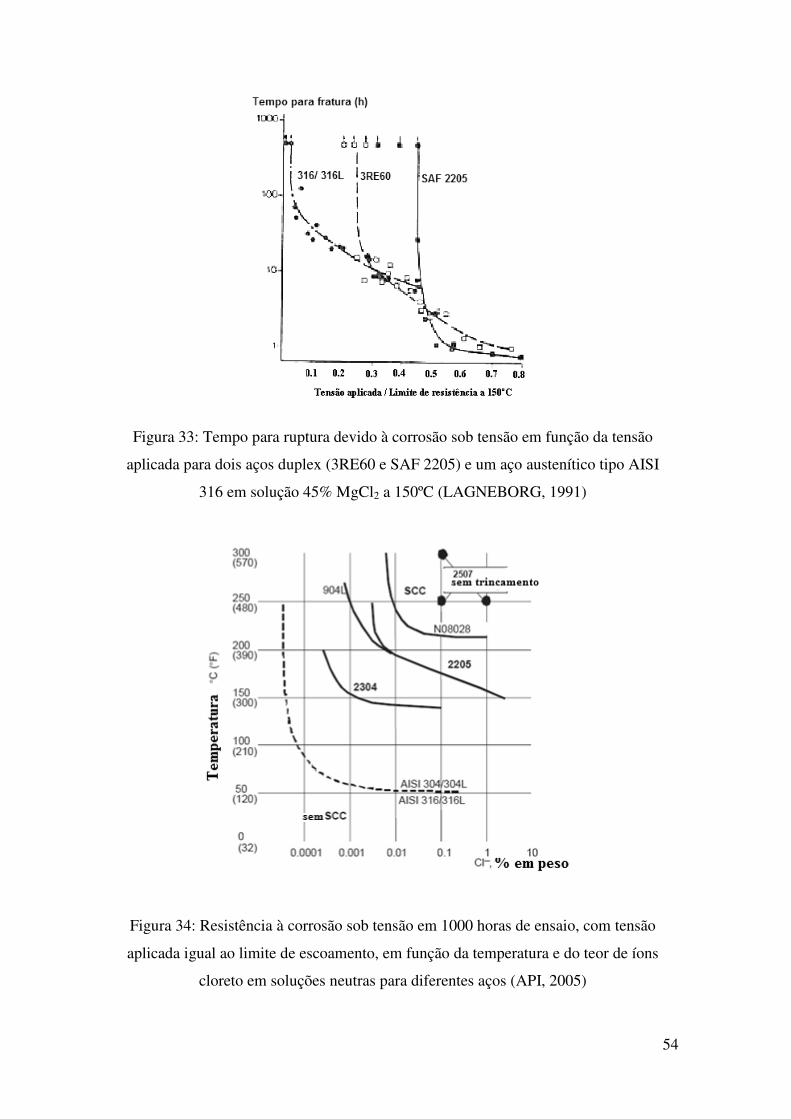
54
Figura 33: Tempo para ruptura devido à corrosão sob tensão em função da tensão
aplicada para dois aços duplex (3RE60 e SAF 2205) e um aço austenítico tipo AISI
316 em solução 45% MgCl2 a 150ºC (LAGNEBORG, 1991)
Figura 34: Resistência à corrosão sob tensão em 1000 horas de ensaio, com tensão
aplicada igual ao limite de escoamento, em função da temperatura e do teor de íons
cloreto em soluções neutras para diferentes aços (API, 2005)
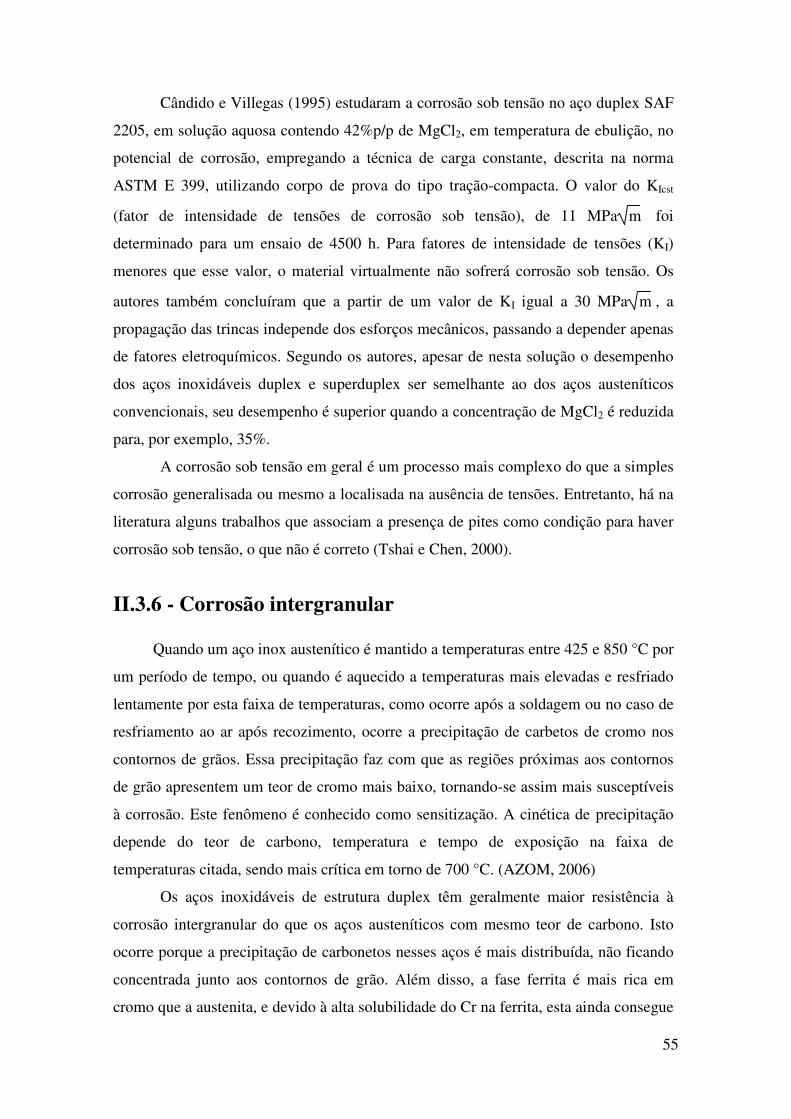
55
Cândido e Villegas (1995) estudaram a corrosão sob tensão no aço duplex SAF
2205, em solução aquosa contendo 42%p/p de MgCl2, em temperatura de ebulição, no
potencial de corrosão, empregando a técnica de carga constante, descrita na norma
ASTM E 399, utilizando corpo de prova do tipo tração-compacta. O valor do KIcst
(fator de intensidade de tensões de corrosão sob tensão), de 11 MPa m foi
determinado para um ensaio de 4500 h. Para fatores de intensidade de tensões (KI)
menores que esse valor, o material virtualmente não sofrerá corrosão sob tensão. Os
autores também concluíram que a partir de um valor de KI igual a 30 MPa m , a
propagação das trincas independe dos esforços mecânicos, passando a depender apenas
de fatores eletroquímicos. Segundo os autores, apesar de nesta solução o desempenho
dos aços inoxidáveis duplex e superduplex ser semelhante ao dos aços austeníticos
convencionais, seu desempenho é superior quando a concentração de MgCl2 é reduzida
para, por exemplo, 35%.
A corrosão sob tensão em geral é um processo mais complexo do que a simples
corrosão generalisada ou mesmo a localisada na ausência de tensões. Entretanto, há na
literatura alguns trabalhos que associam a presença de pites como condição para haver
corrosão sob tensão, o que não é correto (Tshai e Chen, 2000).
II.3.6 - Corrosão intergranular
Quando um aço inox austenítico é mantido a temperaturas entre 425 e 850 °C por
um período de tempo, ou quando é aquecido a temperaturas mais elevadas e resfriado
lentamente por esta faixa de temperaturas, como ocorre após a soldagem ou no caso de
resfriamento ao ar após recozimento, ocorre a precipitação de carbetos de cromo nos
contornos de grãos. Essa precipitação faz com que as regiões próximas aos contornos
de grão apresentem um teor de cromo mais baixo, tornando-se assim mais susceptíveis
à corrosão. Este fenômeno é conhecido como sensitização. A cinética de precipitação
depende do teor de carbono, temperatura e tempo de exposição na faixa de
temperaturas citada, sendo mais crítica em torno de 700 °C. (AZOM, 2006)
Os aços inoxidáveis de estrutura duplex têm geralmente maior resistência à
corrosão intergranular do que os aços austeníticos com mesmo teor de carbono. Isto
ocorre porque a precipitação de carbonetos nesses aços é mais distribuída, não ficando
concentrada junto aos contornos de grão. Além disso, a fase ferrita é mais rica em
cromo que a austenita, e devido à alta solubilidade do Cr na ferrita, esta ainda consegue

56
manter cromo em solução sólida suficiente para resistir à corrosão.
II.3.7 - Corrosão galvânica
Três fatores são essenciais para que ocorra esse tipo de corrosão: dois metais
devem estar bastante distantes na série galvânica (figura 35), devem estar em contato
elétrico e suas superfícies devem estar conectadas por um eletrólito. Se for possível
evitar qualquer um dos três fatores citados, não ocorrerá corrosão galvânica (AZOM,
2006). Este aspecto precisa ser bem explorado para os aços Duplex e Superduplex onde
a ferrita e a austenita estão em contato íntimo numa mesma matrix.
Figura 35 – Série galvânica para metais em água do mar (AZOM, 2006)
A microestrutura bifásica destes aços introduz alguns fatores especiais
relacionados ao comportamento dos aços duplex quanto à corrosão galvânica, uma vez
que a interação das duas fases deve ser levada em conta. A diferença de composição das

57
fases pode implicar necessariamente em uma diferença de resistência à corrosão entre
elas. Desta forma, a resistência à corrosão do aço pode ser determinada pela fase mais
fraca.
Em nível microscópico, Symniotis-Barrdahl (1988) constatou que a ferrita é
anódica em relação à austenita, levando ao efeito de corrosão galvânica, uma vez que a
taxa de dissolução da ferrita no aço duplex é maior que a do material puramente
ferrítico. Tais constatações foram possíveis através de polarização potenciostática e
subseqüente medição de perda de massa. Essas afirmações são corroboradas pelo
trabalho de Symniotis (1990), que realizou polarização potenciodinâmica e
potenciostática no aço SAF 2205 em soluções 2M H2SO4 com adições de 1M HCl e 2M
HCl. Nesse mesmo trabalho é relatada a modificação da forma das curvas de
polarização pelo aumento da relação entre as áreas anódicas (ferrita) e catódicas
(austenita), através de tratamentos térmicos.
Femenia et al. (2001), trabalhando com a liga 2205 em meio de 0,05M H2SO4 +
1M NaCl, não observou dissolução ativa apreciável do aço, que permaneceu passivo.
Por sua vez, em solução de 4M H2SO4 + 1M HCl, foi observada dissolução seletiva do
material, em que a dissolução dos grãos ferríticos começava em sobrepotenciais em
torno de +50 mV, enquanto que a dos grãos austeníticos se dava a partir de um
sobrepotencial de +150 mV. É relatado ainda que a taxa de dissolução da ferrita
diminuía com a distância em relação à fase austenítica. Isso poderia ser devido a um
efeito galvânico entre as duas fases, como proposto por Symniotis-Barrdahl (1988), ou
devido a um empobrecimento de elementos de liga como Cr, Mo e N na região dos
contornos de grão, ou pela combinação das duas causas. Deve ser ressaltado que este
estudo foi realizado em soluções ácidas bastante concentradas e o efeito de corrosão
galvânica foi observado, nesses meios. Portanto, aparentemente a corrosão seletiva da
ferrita existe em soluções extremamente ácidas e que quando o meio fica mais neutro e
o material se passiva o fenômeno de dissolução seletiva fica desprezível.
II.3.9 - Corrosão em Juntas Soldadas
Como as diversas formas de corrosão anteriormente discutidas têm forte ligação
com a microestrutura (seja por diferentes comportamentos eletroquímicos das fases, ou
por diferenças locais de composição química devido à formação de outras fases) é de se
esperar que estruturas soldadas apresentem problemas relacionados à corrosão.
58
Walker e Gooch (1991), estudando aço UNS S31803 (SAF 2205) soldado
mostraram que a resistência à corrosão por pite na região da solda não é afetada
diretamente pelo balanço de ferrita e austenita presentes (para frações de ferrita entre
25% e 70%); mas é reduzida pelo reaquecimento da junta soldada durante operações
multipasse, que levam à formação de austenita secundária, pobre em cromo, nitrogênio
e molibdênio, conforme explicado anteriormente. Os autores mostram ainda que
aumentos no teor de níquel do metal de adição não são tão significativos para o aumento
da resistência à corrosão por pite se comparados ao aumento dos teores de cromo e
molibdênio. De acordo com Nicolio e Holmquist (2002), por sua vez, a resistência à
corrosão de uma solda está intimamente ligada à quantidade de austenita no metal de
solda próximo à superfície.
Walker (1988) afirma que altas frações volumétricas de ferrita na ZTA,
produzidas por resfriamento rápido, diminuem a resistência à corrosão devido à
formação de regiões empobrecidas em cromo associadas à precipitação de nitretos, visto
que a solubilidade do nitrogênio é muito baixa na ferrita. Menores velocidades de
resfriamento permitem a formação de austenita e redistribuição de cromo pela ferrita
empobrecida, diminuindo as taxas de corrosão. O mesmo autor, no entanto, mostra que
menores velocidades de resfriamento podem ser obtidas com o uso de processos de
soldagem com maior aporte de calor; no entanto, o descontrole neste aumento de calor
pode levar à formação de fase σ e fases correlatas, levando novamente à diminuição na
resistência à corrosão da liga. A escolha correta do procedimento de soldagem, como
também afirma Argawal (1988), permite a manutenção da resistência à corrosão.
Kajumura et al. (1991) chegaram à conclusão que aços inoxidáveis duplex (25%
Cr– 4% Si e teores de níquel entre 5% e 27%) sofrem corrosão intergranular na ZTA se
a fração volumétrica de austenita for menor que 10% (por sensitização da ferrita) ou
maior que 40% (pela formação de fase sigma); no entanto, adições de nitrogênio a estes
aços aumentam a fração volumétrica de austenita, e devido à presença do nitrogênio
nesta austenita formada, a resistência à corrosão intergranular é aumentada, apesar da
precipitação de nitretos, o que comprova o efeito benéfico da adição de nitrogênio a
esses aços.
A quantidade de Cr2N diminui com o aumento do teor de austenita na ZTA, e
aparentemente a susceptibilidade à corrosão sob tensão da ZTA aumenta com a
precipitação de Cr2N. Segundo Liou et al. (2002), os precipitados Cr2N atuam como
locais de nucleação preferencial de pites. A corrosão sob tensão assistida por pites na
59
ZTA pode então ser atribuída à presença desses precipitados. A ocorrência de pites
favorece a iniciação de trincas durante o processo de corrosão sob tensão.
Os autores também verificaram que a corrosão seletiva da ferrita, tanto no
material recozido, quanto na ZTA, poderia resultar na nucleação de trincas superficiais
e, subseqüentemente, induzir a corrosão sob tensão no aço estudado. A dissolução
seletiva depende da distribuição de elementos de liga entre as fases ferrítica e
austenítica, da quantidade de precipitados formados e da solução utilizada.
Foi observado também que a trinca propagava na ZTA de forma transgranular
em um primeiro estágio, seguido por corrosão sob tensão intergranular no último
estágio. Em outras palavras, a iniciação da trinca não era confinada ao contorno de grão
ainda que a trinca provavelmente propagasse intergranularmente. O modo intergranular
de propagação de trincas de corrosão sob tensão foi relacionado à presença de austenita
nos contornos de grãos ferríticos. Porém, segundo os autores, o efeito deletério da
austenita formada nos contornos de grãos não é completamente conhecido e necessita de
investigação futura (LIOU et al., 2002).
A presença de austenita na forma Widmanstätten, intragranular e parcialmente
transformada pareceu não promover a corrosão sob tensão intergranular na ZTA dos
superduplex em solução de 40 % CaCl2 a 100 oC. Ao contrário, esse tipo de austenita
exibe um efeito benéfico no sentido de atrasar a propagação da trinca pelo desvio do
caminho de crescimento da mesma, conforme mostrado na figura 36 (LIOU, 2002).
Nesta figura a trinca propaga transgranularmente na fase ferrítica e muda o caminho
quando encontra grãos de austenita Widmanstätten (WA) ou intragranular (IGA).
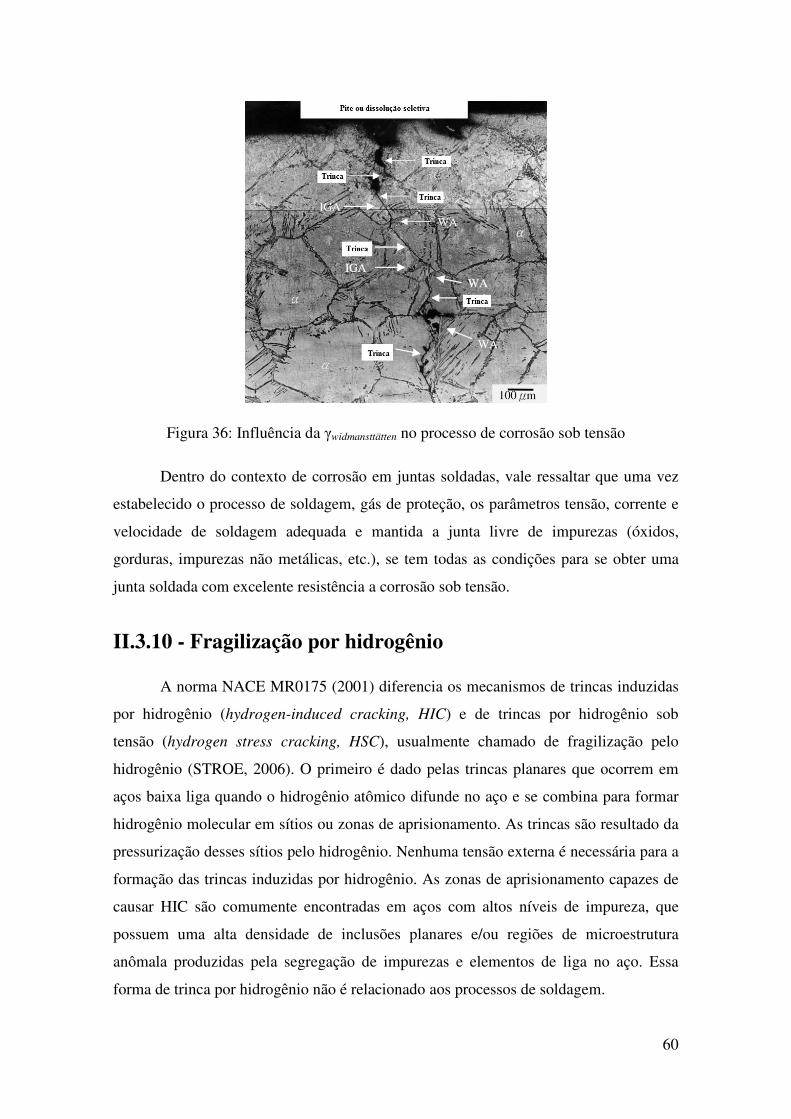
60
Figura 36: Influência da γwidmansttätten no processo de corrosão sob tensão
Dentro do contexto de corrosão em juntas soldadas, vale ressaltar que uma vez
estabelecido o processo de soldagem, gás de proteção, os parâmetros tensão, corrente e
velocidade de soldagem adequada e mantida a junta livre de impurezas (óxidos,
gorduras, impurezas não metálicas, etc.), se tem todas as condições para se obter uma
junta soldada com excelente resistência a corrosão sob tensão.
II.3.10 - Fragilização por hidrogênio
A norma NACE MR0175 (2001) diferencia os mecanismos de trincas induzidas
por hidrogênio (hydrogen-induced cracking, HIC) e de trincas por hidrogênio sob
tensão (hydrogen stress cracking, HSC), usualmente chamado de fragilização pelo
hidrogênio (STROE, 2006). O primeiro é dado pelas trincas planares que ocorrem em
aços baixa liga quando o hidrogênio atômico difunde no aço e se combina para formar
hidrogênio molecular em sítios ou zonas de aprisionamento. As trincas são resultado da
pressurização desses sítios pelo hidrogênio. Nenhuma tensão externa é necessária para a
formação das trincas induzidas por hidrogênio. As zonas de aprisionamento capazes de
causar HIC são comumente encontradas em aços com altos níveis de impureza, que
possuem uma alta densidade de inclusões planares e/ou regiões de microestrutura
anômala produzidas pela segregação de impurezas e elementos de liga no aço. Essa
forma de trinca por hidrogênio não é relacionado aos processos de soldagem.

61
Durante um procedimento de soldagem há a possibilidade da formação de uma
microestrutura susceptível à fragilização pelo hidrogênio. Um exemplo deste tipo de
fragilização e do caminho de propagação da trinca pode ser visto na figura 37.
Figura 37 – Fragilização pelo H2 em aço duplex (SIEURIN E SANDSTRÖM, 2006)
Já as trincas induzidas pelo hidrogênio sob tensão (hydrogen stress cracking,
HSC) ou resultam da presença de hidrogênio em um metal submetido a tensões trativas
(residuais ou aplicadas). Marsh et al. (2004) afirmam que os fatores requeridos para que
haja falha por HSC são (a) a presença de uma fonte de hidrogênio, (b) presença de uma
tensão aplicada acima de um valor crítico – ainda que o material seja susceptível e
esteja saturado de hidrogênio, a falha não vai ocorrer a menos que a tensão crítica
mínima seja atingida – e (c) a dureza do material estiver acima de um valor crítico. Esse
mecanismo representa essencialmente a manifestação do decréscimo da tensão de falha
(ou deformação na falha) na presença de hidrogênio. Em falhas retardadas (delayed
failure), entretanto, a fratura tem início em regiões de tensões altamente localizadas, nas
quais há concentração de hidrogênio como resultado da maior difusão do hidrogênio em
sítios tensionados triaxialmente (TIMMINS, 1997).
Os termos “fragilização pelo hidrogênio” e “corrosão sob tensão” algumas vezes
têm sido aplicados na literatura de forma indistinta. De maneira geral, a dissolução
anódica é responsável pela corrosão sob tensão, enquanto a fragilização pelo hidrogênio
é causada pela absorção de hidrogênio. Na corrosão sob tensão, a propagação de trincas
é controlada pela dissolução anódica na ponta da trinca. A proteção catódica reduz ou
elimina a corrosão sob tensão, mas não a fragilização pelo hidrogênio, ou seja, uma
corrente catódica impressa provê proteção contra corrosão sob tensão, mas o material
pode ser fragilizado pela absorção de hidrogênio. Mais informações podem ser

62
encontradas no trabalho de Thompson e Bernstein (1980), que mostraram os papéis da
corrosão sob tensão e fragilização pelo hidrogênio em relação a um número de variáveis
metalúrgicas.
Vários autores têm reportado que o pH na ponta da trinca pode ser bem mais
ácido do que o valor encontrado no seio da solução aquosa na qual o aço está imerso.
Dessa forma, se nota que embora determinadas condições possam ser anódicas para
ocorrer corrosão sob tensão na ponta da trinca, o carregamento de hidrogênio (e
possivelmente a trinca por hidrogênio) podem ocorrer nestas superfícies devido a
presença do eletrólito ácido. Como resultado, a imposição de uma corrente pode afetar
ambos os comportamentos, catódico e anódico, de maneiras bastante complexas
(TIMMINS, 1997).
Não existe efeito benéfico do hidrogênio em aço. O hidrogênio gera problemas a
temperaturas próximas à ambiente, assim como a temperaturas elevadas (TIMMINS,
1997). No presente trabalho apenas os efeitos deletérios do hidrogênio a temperaturas
próximas à ambiente (HIC e HSC) serão descritos.
Segundo Woollin (2001), existem duas formas distintas de fragilização pelo
hidrogênio. A primeira forma seria quando o seio do material é carregado com
hidrogênio, perdas substanciais da tenacidade e da ductilidade podem ser observadas
(SENTENCE, 1991; COHEN et al., 1990). Na segunda forma, devido ao baixo
coeficiente de difusão do hidrogênio à temperatura ambiente, o carregamento do
material com hidrogênio se dá muito lentamente sob condições de polarização catódica
em aços ferríticos-austeníticos (SENTENCE, 1991). À temperatura ambiente, portanto,
a propagação de trincas ou o surgimento de trincas se dá em função de uma elevada
concentração de hidrogênio na superfície do metal, (MUKAI el al., 1992 apud
WOOLLIN e MURPHY, 2001; FRANCIS et al., 1995 apud WOOLLIN e MURPHY,
2001). Desta forma, ensaios mecânicos tradicionais não indicariam uma perda
significativa de tenacidade ou ductilidade, pois o problema é mais superficial.
Átomos de hidrogênio em solução sólida na estrutura cristalina do material
tendem a migrar para regiões de maior concentração de tensões, como pontas de trincas,
modificando algumas propriedades do material como: modo de fratura, tensão limite de
escoamento, módulo de elasticidade, taxa e coeficiente de encruamento.
Os diferentes mecanismos propostos para explicar a fragilização pelo hidrogênio
refletem as diversas formas com as quais o hidrogênio interage com os metais. Timmins
(1997) cita alguns desses mecanismos, conforme mostra a tabela 9.
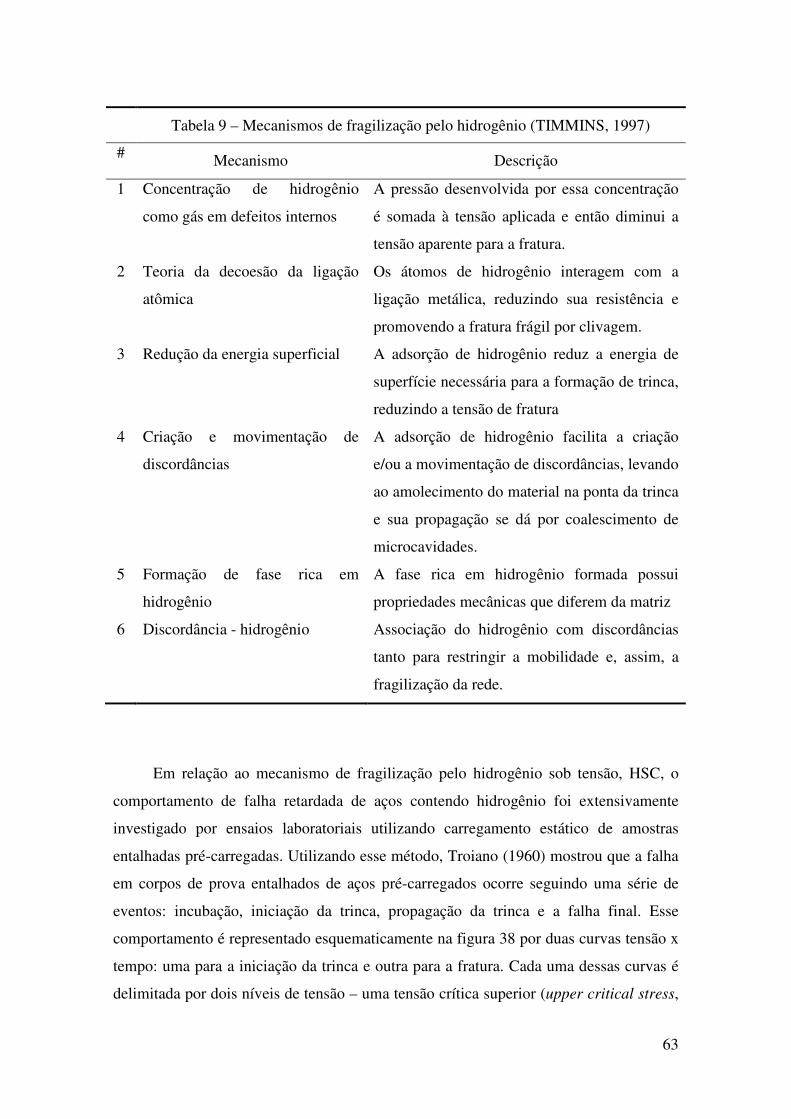
63
Em relação ao mecanismo de fragilização pelo hidrogênio sob tensão, HSC, o
comportamento de falha retardada de aços contendo hidrogênio foi extensivamente
investigado por ensaios laboratoriais utilizando carregamento estático de amostras
entalhadas pré-carregadas. Utilizando esse método, Troiano (1960) mostrou que a falha
em corpos de prova entalhados de aços pré-carregados ocorre seguindo uma série de
eventos: incubação, iniciação da trinca, propagação da trinca e a falha final. Esse
comportamento é representado esquematicamente na figura 38 por duas curvas tensão x
tempo: uma para a iniciação da trinca e outra para a fratura. Cada uma dessas curvas é
delimitada por dois níveis de tensão – uma tensão crítica superior (upper critical stress,
Tabela 9 – Mecanismos de fragilização pelo hidrogênio (TIMMINS, 1997)
# Mecanismo Descrição
1 Concentração de hidrogênio
como gás em defeitos internos
A pressão desenvolvida por essa concentração
é somada à tensão aplicada e então diminui a
tensão aparente para a fratura.
2 Teoria da decoesão da ligação
atômica
Os átomos de hidrogênio interagem com a
ligação metálica, reduzindo sua resistência e
promovendo a fratura frágil por clivagem.
3 Redução da energia superficial A adsorção de hidrogênio reduz a energia de
superfície necessária para a formação de trinca,
reduzindo a tensão de fratura
4 Criação e movimentação de
discordâncias
A adsorção de hidrogênio facilita a criação
e/ou a movimentação de discordâncias, levando
ao amolecimento do material na ponta da trinca
e sua propagação se dá por coalescimento de
microcavidades.
5 Formação de fase rica em
hidrogênio
A fase rica em hidrogênio formada possui
propriedades mecânicas que diferem da matriz
6 Discordância - hidrogênio Associação do hidrogênio com discordâncias
tanto para restringir a mobilidade e, assim, a
fragilização da rede.

64
UCS) e uma inferior (lower critical stress, LCS), que representam, respectivamente, os
níveis maiores e menores de tensão aplicada que levaram à fratura. A níveis de tensão
acima da curva UCS, a falha vai ocorrer de forma imediata, pois estaremos acima do
limite de resistência do material. Em tensões abaixo da LCS, o hidrogênio não causará
danos. Em níveis de tensão intermediários, a fratura será inevitável e ocorre como a
série de eventos descrita anteriormente, sendo um processo que demandará mais ou
menos tempo dependendo do nível de tensão.
Nesses níveis intermediários de tensão, uma trinca será iniciada após um período
de incubação. Presume-se que esse período de tempo é necessário toda vez que a
concentração média de hidrogênio no aço for inferior à concentração de hidrogênio
requerida para a iniciação da trinca em sítios críticos no material. Durante o período de
incubação, a distribuição de hidrogênio no aço varia, uma vez que ele difunde para a
região do entalhe. As primeiras trincas serão iniciadas nessa região após uma
concentração de hidrogênio crítica ser atingida. A cinética do processo de iniciação da
trinca é dependente da temperatura e do gradiente de tensão, uma vez que é relacionada
à concentração e à difusão do hidrogênio no aço.
Figura 38: Esquema do comportamento característico de falha de corpos de prova de
tração entalhados contendo hidrogênio (TIMMINS, 1997)

65
Como principais fontes de hidrogênio, Timmins (1997) cita: (a) os processos de
decapagem ácida; (b) a decomposição da umidade e da água de hidratação (ou de
cristalização) contida em alguns tipos de revestimento de eletrodo que geram hidrogênio
atômico no processo de soldagem por eletrodo revestido; (c) reações de corrosão que
liberam hidrogênio, como 22 HFeSSHFe +→+ observada no processamento de
petróleo; (d) reações catódicas em estruturas protegidas catodicamente; e (e) a ação de
gases ricos em hidrogênio.
Em muitas aplicações tecnológicas, os aços duplex necessitam estar sujeitos à
proteção catódica. (MARSH et al., 2004). Por causa da natureza passiva desses aços,
isso pode ser atingido com densidades de correntes muito baixas e a potencias entre -
700 e -500 mV/ (Ag/AgCl). Em realidade, segundo Marsh et al. (2004), vários autores
têm reportado que a forma eficiente de proteção desses materiais contra a corrosão por
pite é o acoplamento de anodos de sacrifício de aço carbono. Um potencial aplicado da
ordem de -1050 mV (Ag/ AgCl), pela utilização de anodos de sacrifício irá
“superproteger” qualquer componente fabricado em ligas ferrosas. Isso leva à geração
de hidrogênio na superfície do material e, conforme descrito, pode gerar problemas de
fragilização.
MARSH et al. (2004) destacam ainda dois mecanismos de fragilização pelo
hidrogênio do material quando submetido a proteção catódica. O primeiro está
relacionado à entrada de hidrogênio atômico no material, que pode difundir para a ponta
de qualquer trinca iniciada e dar início à fratura frágil, possivelmente pela formação de
hidrogênio molecular na região de triaxialidade de tensões e em defeitos como
discordâncias. O mecanismo exato ainda não é muito bem conhecido, mas o fenômeno
em si já foi muito bem documentado (MARSH et al., 2004). O segundo mecanismo é
associado à formação de hidretos metálicos frágeis que podem ser altamente danosos ao
material, uma vez que formam um caminho para a propagação de trincas, especialmente
se o hidreto é formado intergranularmente. Segundo os autores, esse tipo de falha é mais
lento que o anterior, podendo levar anos para ocorrer, sendo difícil detectar a
susceptibilidade a este problema por ensaios laboratoriais (MARSH et al., 2004).
Os aços duplex são suscetíveis à fragilização por hidrogênio, que aumenta com o
teor de ferrita. Isto se deve basicamente ao fato de que o coeficiente difusional do
hidrogênio na ferrita chega a ser cinco ordens de grandeza superior ao seu coeficiente de
difusão na austenita, conforme pode ser observado na tabela 10.

66
Tabela 10 – Coeficiente de difusão do hidrogênio em diferentes materiais à
temperatura ambiente (STROE, 2006).
Material D (cm2/s)
Carbon steel 2,5 × 10-6
Ferritic stainless steel 10-7
Austenitic stainless steel 2,15 × 10-12
Martensitic stainless steel 2 × 10-9
Duplex stainless steel 10-6 – 1010 (depending on the
ferrite / austenite ratio)
Chou e Tsai (1999) estudaram o comportamento da liga 2205 em meio de 26%
NaCl, realizando ensaios de tração em amostras polarizadas catodicamente para
investigar a formação de trincas induzidas pelo hidrogênio. O trabalho mostrou que a
liga 2205 é sensível à fragilização pelo hidrogênio, que por sua vez, era dependente da
taxa de deformação nos ensaios de tração. As trincas induzidas por hidrogênio,
diferentemente da corrosão sob tensão, não requerem a ruptura do filme passivo e a
severidade dessas trincas aumenta com o aumento do teor de hidrogênio no aço. Foi
observado também que uma menor taxa de deformação implicava em um maior tempo
disponível para penetração de hidrogênio no material. O decréscimo dos dois
parâmetros que indicam a susceptibilidade à trinca por hidrogênio – limite de resistência
e porcentagem de elongação – era mais significativo com a diminuição da taxa de
deformação.
Considerando as diferenças de propriedades mecânicas, susceptibilidade ao
hidrogênio e comportamento eletroquímico das fases ferrítica e austenítica, sabe-se que
a natureza da iniciação de uma trinca por hidrogênio é bastante complexa. A ferrita
possui um valor de limite de resistência à tração mais elevado que a austenita, porém é
mais frágil. Além disso, a fase ferrítica é anódica em relação à austenita. Desta forma,
se espera que a nucleação e a propagação de trincas em meio aquoso, sob condição de
carregamento, serão diferentes para as duas fases (CHOU e TSAI, 1999).
Apesar desses fatores, Chou e Tsai (1999) mostraram que sob a condição de
polarização catódica e solicitação mecanica, a iniciação das trincas no aço duplex se deu
tanto na ferrita quanto na austenita, concluindo que na condição estudada as duas fases
apresentaram a mesma tendência à iniciação de trincas. No entanto, para trincas

67
encontradas no interior do material, quase todas se formaram na ferrita e propagaram
principalmente por essa fase e parcialmente pela interface ferrita/austenita.
Os efeitos do hidrogênio em soldas são geralmente similares aos descritos
anteriormente para aços pré-carregados. O hidrogênio é absorvido pelo metal de solda
durante o processo de soldagem. A supersaturação é resultado do resfriamento da
soldagem, o que pode levar ao trincamento do material, perda de ductilidade e à trinca
induzida pelo hidrogênio a frio. As tensões que levam ao trincamento são normalmente
as tensões residuais da solda. Para minimizar este efeito é importante ter um bom
procedimento de soldagem de soldagem para cada caso específico de aplicação
tecnológica e material a ser soldado.
Capítulo III
Testes para avaliação da susceptibilidade a corrosão de aços inoxidáveis duplex e superduplex
III.1 - Ensaios para avaliação da susceptibilidade à corrosão sob tensão
Os ensaios para avaliar a resistência à corrosão sob tensão requerem a exposição
da amostra tensionada do material ou do componente em questão ao meio de interesse.
Existem diversas classes de ensaios com diferentes objetivos (WOOLLIN e MURPHY,
2001).
Algumas normas (BS, ASTM, ISO dentre outras) têm sido desenvolvidas para
testar a susceptibilidade à corrosão sob tensão de um material em um meio
reconhecidamente crítico, ou testar componentes para determinar se estes possuem a
combinação necessária de propriedades mecânicas e tensões residuais para sofrer
trincas. Por exemplo, a solução de 42% MgCl2 à temperatura de ebulição é bastante
utilizada em ensaios para verificar a susceptibilidade do aço inox austenítico à corrosão
sob tensão assistida pelo cloreto. Este ensaio pode ser utilizado para classificar ligas ou
checar a presença de tensões residuais em componentes.
Ensaios a tensões constantes ou a deslocamentos constantes descrevem
essencialmente um corpo de prova e um modo de carregamento que o tensiona enquanto
exposto ao meio. A susceptibilidade à corrosão sob tensão é obtida pelo tempo para a
falha do corpo de prova, com o desenvolvimento de trincas na superfície da amostra.
68
Um ensaio de deslocamento constante comumente utilizado requer um corpo de prova
em forma de “U” (conhecido como ensaio de dobramento U, U-bend test), produzido
pela calandragem (curvamento) de uma placa plana. A tensão de flexão é aplicada nos
braços do corpo de prova em formato U por um parafuso. O efeito da tensão e do
ambiente é avaliado na base do corpo de prova.
Ensaios de mecânica da fratura utilizam corpos de prova com uma trinca pré-
existente (geralmente produzida por fadiga). Os ensaios podem avaliar simplesmente o
tempo para a falha, porém é mais comum medir a mudança no comprimento da trinca
com o tempo, e através disso obter um gráfico de taxa de crescimento de trinca em
função do fator de intensidade de tensão. Com um arranjo de carregamento e geometria
de corpos de prova adequados é possível configurar o fator de intensidade de tensão
para diminuir com o aumento do comprimento da trinca, e isto fornece um método útil
para estimar KICST
No ensaio de taxa de deformação lenta, ou, mais exatamente, o ensaio de taxa de
deslocamento constante, aplica-se uma taxa lenta de deslocamento ao corpo de prova.
Isso garante que exista uma deformação plástica contínua na superfície da amostra, e
favorece a iniciação e o crescimento de trincas de corrosão sob tensão. O resultado do
ensaio é avaliado segundo o tempo para a falha do material, extensão da trinca na falha
ou aparência da superfície de fratura. Esse ensaio tem diversas vantagens, incluindo o
tempo de ensaio (a falha mecânica ocorrerá inevitavelmente mesmo que não haja
corrosão sob tensão), e a relativa natureza severa do ensaio, o que significa que os
resultados são conservativos (é improvável que ocorra falhas em serviço se não
ocorreram no ensaio). O ensaio de baixa taxa de deformação é geralmente aplicado a
corpos de prova sem trincas, embora amostras trincadas também possam ser utilizadas.
Tamaki et al. (1990), apud COTTIS, R. A., NEWMAN, R. C., 1993, e
Tsujikawa et al. (1991), apud COTTIS, R. A., NEWMAN, R. C. (1993), confirmaram a
relação entre a corrosão localizada e a CST em aços inoxidáveis austeníticos. Esta
relação está presente até mesmo no ensaio em MgCl2 em ebulição (154oC). No entanto,
o efeito da corrosão localizada se torna mais significativo a temperaturas menores. Os
autores mostram ainda que na faixa de temperaturas típicas de serviço (60-120oC), e
concentrações moderadas de Cl-, como 3% NaCl, a CST sempre era iniciada por
corrosão por fresta e ocorria em uma faixa de potenciais específica. Desta forma, não há
sentido no estudo da CST a temperaturas em torno de 80oC em barras, e superfícies lisas
(sem entalhe); havendo a necessidade da presença de uma fresta ou depósito no ensaio,

69
para permitir a criação de um ambiente ácido na fenda que na verdade irá originar a
trinca. Além disso, segundo os mesmos autores, a corrosão por crévice deve ser lenta
em relação à taxa de propagação da trinca, por isso, há um limite superior de potencial
para a CST. Acima deste valor limite a corrosão por fresta se propaga mais rapidamente
que a trinca.
III.2 - Ensaios para avaliação da susceptibilidade à corrosão localizada
Algumas normas (ASTM, NACE, etc.) são utilizadas para avaliar a
susceptibilidade a corrosão localizada de aços inoxidáveis. Entretanto, nehuma delas
permite uma avaliação quantitativa da susceptibilidade à corrosão localizada.
Číhal (1980) desenvolveu um método de investigação da ruptura do filme
passivo em ambiente agressivo com base na dissolução anódica do material. Esta
metodologia culminou no surgimento da norma ISO 12732, onde a técnica de
Reativação Potenciodinâmica Eletroquímica com Duplo Loop (DL-EPR) traz uma
proposta eletroquímica de avaliação quantitativa da susceptibilidade à corrosão
localizada em aços inoxidáveis.
Angelini et al (2004) apresentaram uma investigação acerca dos efeitos dos
tratamentos térmicos de envelhecimento, entre 700-900°C, durantes vários intervalos de
tempo, sobre a degradação da resistência a corrosão localizada de um aço inoxidável
superduplex (SAF 2507). Foram realizadas curvas de polarização cíclica em solução de
NaCl (3,5% em peso), desaerada com nitrogênio por 30 min, com varredura de 0,25
mV/s. Testes complementares segundo a norma ASTM G48 tambem foram realizados
como medidas comparativas, para avaliação da eficiência da polarização cíclica como
método alternativo para avaliação da influência da precipitação de fases intemetálicas
na susceptibilidade a corrosão localizada do aço inoxidável superduplex estudado.
Os resultados de voltametria cíclica apresentados por Angelini et al mostraram
boa reprodutibilidade, no que tange a avaliação do grau de degradação do aço
inoxidável superduplex, devido a precipitação de fases intermetálicas deletérias, dentro
das condições de tratamento térmico estudados (figura 39).

70
Figura 39: gráficos de voltametria cíclica em função dos tratamentos térmicos
realizados nas amostras de aços inoxidável superduplex (Angeline et al, 2004)
Číhal et al (2007), apresentaram um trabalho acerca do uso da técnica de DL-
EPR como potencial método eletroquímico não destrtutivo para avaliação quantitativa
da resistência a corrosão não uniforme, corrosão intergranular e corrosão sob tensão de
aços inoxidáveis, decorrente de modificações microestruturais, devido a precipitações
de fases intermetálicas. Neste trabalho Číhal et al verifiaram que existe uma correlação

71
entre a relação da carga (área sob a curva) obtida na reativação e da carga obtida na
ativação (Qr/Qa) e a presença de fases intermetálicas deletérias (figura 40)
Figura 40: Relação entre (Qr/Qa) e a presença de fases intermetálicas deletérias
Bo Deng et al (2010) propuseram a aplicação do DL-EPR de forma modificada
para detectar a susceptibilidade a corrosão intergranular de uma nova classe de aços
inoxidáveis duplex. Bo Deng et al realizaram tratamentos térmicos de envelhecimento
na temperatura de 700°C por intervalos de tempo de 3 minutos até 300 h. As fases e/ou
microconstituintes obtidos por Bo Deng et al, após os tratamentos térmicos podem ser
vistos na figura 41. Os testes de reativação eletroquímica foram realizados em célula de
três eletrodos com contra-eletrodo de grafite e referência de calomelano saturado, em
solução 33% H2SO4 + 0,1% HCl, a 20°C. A modificação recai sobre a solução utilizada,
que segundo a norma ISO 12732 àquela que apresentaria melhores resultados seria a
solução 3M de HCl. O ensaio foi ealizado com velocidade de varredura de potencial de
2,5 mV/s.

72
Figura 41: Identificação das fases e/ou microconstituintes presentes no aço utilizado
por Bo Deng et al após (a) 3 min, (b) 6 min, (c) 2 h, (d) 48 h, (e) 96, (f) 168 e (g) 300 h
Durante os testes Bo Deng et al apresentaram a influência do concentração de
HCl sobre a relação de Ir/Ia (corrente máxima obtida na reativação sobre a corrente
máxima obtida na ativação), para as condições de tratamentos térmicos realizados
(figura 42).
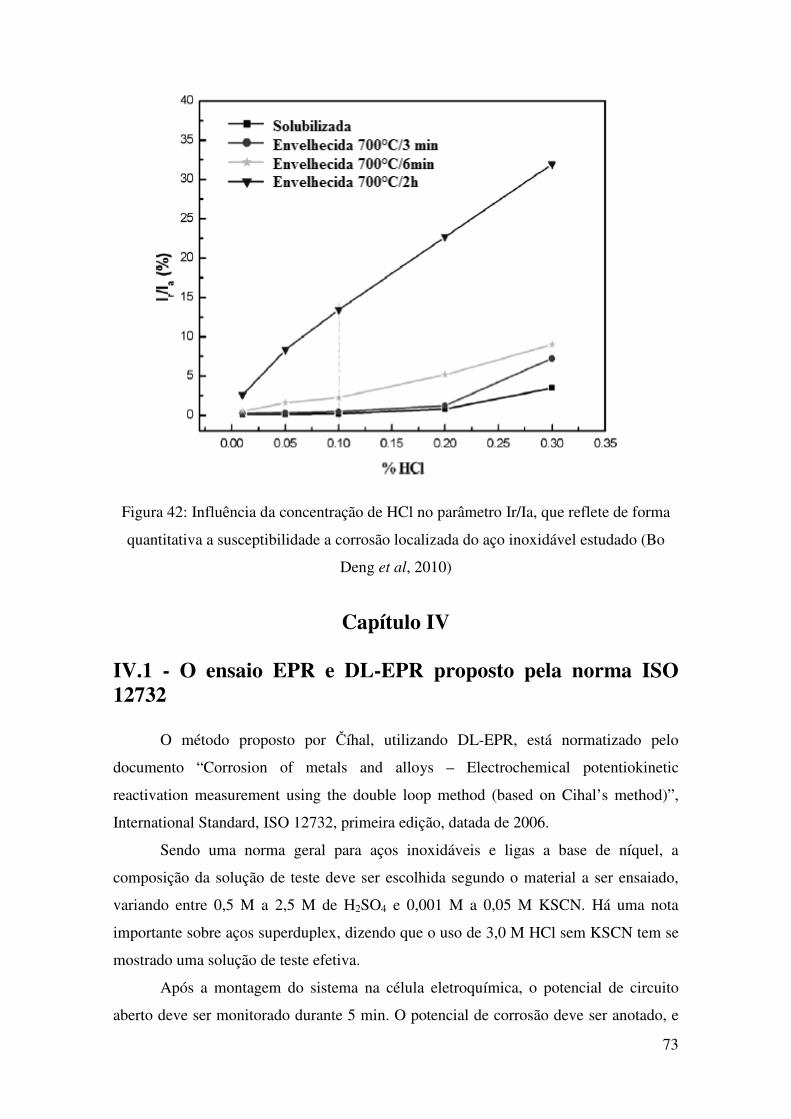
73
Figura 42: Influência da concentração de HCl no parâmetro Ir/Ia, que reflete de forma
quantitativa a susceptibilidade a corrosão localizada do aço inoxidável estudado (Bo
Deng et al, 2010)
Capítulo IV
IV.1 - O ensaio EPR e DL-EPR proposto pela norma ISO 12732
O método proposto por Číhal, utilizando DL-EPR, está normatizado pelo
documento “Corrosion of metals and alloys – Electrochemical potentiokinetic
reactivation measurement using the double loop method (based on Cihal’s method)”,
International Standard, ISO 12732, primeira edição, datada de 2006.
Sendo uma norma geral para aços inoxidáveis e ligas a base de níquel, a
composição da solução de teste deve ser escolhida segundo o material a ser ensaiado,
variando entre 0,5 M a 2,5 M de H2SO4 e 0,001 M a 0,05 M KSCN. Há uma nota
importante sobre aços superduplex, dizendo que o uso de 3,0 M HCl sem KSCN tem se
mostrado uma solução de teste efetiva.
Após a montagem do sistema na célula eletroquímica, o potencial de circuito
aberto deve ser monitorado durante 5 min. O potencial de corrosão deve ser anotado, e

74
deve estar na faixa de -350 mV a -450 mV vs SCE. Em seguida, se polariza
anodicamente a amostra até chegar à região de passivação do material, a uma taxa de
varredura controlada. Tipicamente, o potencial estará em torno de 200 mV a 600 mV
(SCE). Imediatamente após a amostra ter alcancado esse potencial, a direçao de
varredura deve ser revertida e o potencial é diminuído à mesma taxa de varredura até o
potencial inicial (Ecorr). A taxa de varredura é escolhida de forma a fornecer uma
distinção clara entre os processos de ativação e reativação e dependerá do tipo de
material. Segundo a norma, testes iniciais devem ser realizados para estabelecer a taxa
ótima. Valores típicos estão na faixa de 2 V/h a 15 V/h. A seqüência de passos de
polarização deve ser executada por pelo menos três vezes.
No final do ensaio, a superfície da amostra deve ser observada para assegurar
que não haja outros fatores, como pites, que podem ter influenciado os resultados. A
resposta do ensaio é dada em termos da razão Ir/Ia ou Qr/Qa.
IV.2 - Princípios da técnica de Reativação potenciodinâmica eletroquímica com dupla varredura (DL-EPR)
A técnica EPR ou DL-EPR consiste, resumidamente, em polarizar o material a
partir do potencial de circuito aberto até potenciais na região de passivação. Após
atingir este estágio deve-se reverter a polarização até o potencial de corrosão. Neste
ciclo se mede a corrente de ativação (Ia) e a corrente de reatuvação (Ir). Mede-se ainda
as respectivas cargas (áreas sob cada uma das curvas que compõem o ciclo).
Para encontrar os parâmetros adequados para a aplicação da técnica de DL-EPR
em aços inoxidáveis duplex e superduplex, o melhor caminho é realizar tratamentos
térmicos controlados no material de forma a favorecer a precipitação de fases deletérias
no mesmo. Com as devidas alterações de tempo e temperatura em cada tratamento
térmico, será possível obter amostras com diferentes teores dessas fases deletérias (fase
σ, fase χ, fase α’, etc.), “simulando” juntas soldadas fora da especificação, que não
devem ser aceitas em um ensaio de qualificação. Assim, se espera que a leitura da
densidade de corrente em resposta ao potencial aplicado seja diferente para cada
condição do material. A seguir, se apresentam alguns exemplos de trabalhos baseados
na utilização da técnica EPR e DL-EPR.
Angelini et al. (1999) realizaram uma série de tratamentos térmicos em um aço
duplex 22%Cr-5%Ni, entre 700 e 900oC. Os autores conseguiram, ao final, estabelecer

75
uma relação entre a microestrutura e as propriedades eletroquímicas, dando ênfase à
capacidade que o método EPR possui de indicar a influência da formação da fase σ na
corrosão intergranular. Como eletrólito foi utilizada uma solução de 0,5 M H2SO4 + 0,5
M KSCN, desaerada com nitrogênio por 0,5h. Segundo os autores, o reagente KSCN
nesta concentração era necessário para discriminar melhor os resultados entre as
diferentes condições de tratamento térmico. Os testes foram realizados a 25oC ± 1oC, a
uma taxa de 1 mV/s.
Chaves e Wolynec (2003) também realizaram vários tratamentos térmicos a fim
de obter a precipitação de fase σ e outras fases deletérias. Foram feitos tratamentos
térmicos de solubilização a 1050oC por 30 min e tratamentos de envelhecimento a
650oC, 750oC e 850oC por vários tempos. Os autores realizaram os ensaios em três
eletrólitos diferentes: solução A: 0,5 M H2SO4 + 0,01 M KSCN a 70oC; solução B: 2 M
H2SO4 + 0,5 M NaCl + 0,01 M KSCN a 30oC; solução C: 2 M H2SO4 + 0,5 M NaCl +
0,01 M C2H5NS a 30oC. Os autores concluíram que a solução B se mostrou mais efetiva
para a detecção de susceptibilidade de corrosão seletiva em aços duplex.
Pires e Alonso-Falleiros (2002) trabalharam com o aço ferrítico UNS S43000 e
realizaram ensaios de DL-EPR utilizando solução naturalmente aerada de 0,5 M H2SO4
a 23 oC ± 1 oC. A amostra era lixada com lixa #600 imediatamente antes de ser imersa
no eletrólito, onde permanecia por 5 min no potencial de circuito aberto. A polarização
anódica era iniciada a partir do potencial de corrosão até um valor de tensão máximo de
500 mV (SCE), potencial no qual o material se encontrava passivo. Em seguida, o
potencial era diminuído até o potencial inicial de corrosão. A velocidade de varredura
empregada era de 1,67 mV/s. O grau de sensitização (DOS) era obtido a partir da razão
entre os valores de máxima densidade de corrente na varredura anódica (corrente de
ativação, Ia) e na varredura catódica (corrente de reativação Ir), ou seja , o quociente
Ia
Ir.
Amadou et al. (2004) estudaram quatro tipos de aço inoxidável duplex. Os
materiais foram submetidos a um tratamento térmico de solubilização, com resfriamento
ao ar após 2h à temperatura de 1170oC, seguido ou não de um tratamento de
sensitização por 10h à temperatura de 750oC. Outro tratamento térmico, que os autores
chamaram de “baixa sensitização”, de 1h a 600oC, foi aplicado ao aço UNS S31250
para verificar a sensibilidade do ensaio em detectar o efeito de um empobrecimento de
cromo. A partir da razão entre as densidades de corrente de reativação e ativação (Ir/Ia)

76
e a razão entre cargas de reativação e ativação (Qr/Qa), os autores puderam avaliar o
grau de sensitização, conforme mostra a figura 43.
Figura 43 – Princípio da técnica EPR e critério de sensitização, segundo Amadou et al.
(2004), para (a) o material solubilizado e para (b) o material sensitizado
A eficiência do ensaio EPR foi medida por meio deste critério, caracterizado por
valores baixos da razão entre as densidades de corrente (Ir/Ia < 1%) e da razão entre
cargas (Qr/Qa < 1%) para o material solubilizado; e valores relativamente elevados para
as mesmas razões (Ir/Ia ≥ 1% e Qr/Qa ≥ 1%) para o material sensitizado. Neste último
caso, segundo Amadou et al. (2004) as densidades de corrente de reativação e anódica
devem ser elevadas o suficiente para produzir picos claramente perceptíveis pelo
operador (um exemplo pode ser visto na figura 43). Além disso, a escolha do teste deve
ser confirmada pela existência de um único pico de reativação, relacionado à depleção
intercristalina em cromo. A exatidão do ensaio, portanto, é avaliada por sua capacidade
de detectar o efeito de pequenas quantidades de depleção em cromo correspondente a
precipitações finas de carbonetos ou fases intermetálicas ricas em cromo nas interfaces
entre ferrita e austenita.

77
Para otimizar o ensaio, de forma a obter os melhores resultados, os autores
avaliaram a influência das condições de operação, como: concentração do agente
despassivante, temperatura do eletrólito e taxa de varredura de potencial.
Em relação à influência do tipo de eletrólito, foram testadas soluções de 33%
H2SO4 com adição controlada de ácido clorídrico como agente despassivante, sendo o
valor ótimo de concentração de HCl igual a 0,3%. Uma maior concentração de HCl
(>0,3%) não modificava significativamente a razão Ir/Ia, porém era observado um
segundo pico de corrente que, segundo os autores, era relativo a uma corrosão uniforme
seguida de pite na fase austenítica.
Em relação à influência da taxa de varredura, os autores testaram valores entre
0,5 e 5 mV/s. Velocidades iguais ou superiores a 2,5 mV/s favoreciam um melhor
resultado em termos da razão Ir/Ia. Para velocidades mais baixas que 2,5 mV/s a razão
Ir/Ia se tornava superior a 1% para o material na condição de solubilizado, além de
surgir um segundo pico de corrente atribuído pelos autores a uma corrosão uniforme
com uma alta densidade de pites localizados na austenita.
Quanto à temperatura, foram testadas três condições entre 20 e 35oC, sendo a
menor temperatura aquela que ofereceu melhores resultados. A temperaturas maiores, a
razão Ir/Ia obtida para os materiais sensitizados é superior à obtida a 20oC, porém
ocorre o aparecimento do segundo pico de corrente, novamente atribuído pelos autores a
uma corrosão uniforme com uma alta densidade de pites localizados na austenita.
Finalmente, Amadou et al. (2004) comentam que a escolha do ácido clorídrico
como agente despassivante parece levar à melhor eficiência do ensaio (Ir/Ia >> 1%),
tanto para o caso de aços inoxidáveis austeníticos quanto para os duplex, comparado à
utilização de KSCN e NaCl. Segundo os autores, o uso de HCl também garante uma alta
sensibilidade com respeito a zonas de empobrecimento em cromo.
IV. 3 - Método proposto por Domínguez-Aguilar e Newman
Domínguez-Aguilar e Newman (2006a) propuseram uma técnica eletroquímica
para detectar e quantificar de forma parcial a presença de fases deletérias em aços
inoxidáveis superduplex 25Cr (UNS S32760). O principal objetivo do trabalho era
executar um teste rápido que pudesse ser utilizado em campo ou em um número grande
de componentes fabricados.
78
O material sofreu tratamento térmico em diferentes condições de tempo e
temperatura, cujos procedimentos foram relatados em publicação anterior (Domínguez-
Aguilar e Newman, 2006b). Em seguida, alguns ensaios eletroquímicos foram
realizados utilizando soluções de brometo (NaBr) e cloreto (NaCl). Os ensaios na
solução de cloreto (0,85 M NaCl) foram realizados a diferentes temperaturas (entre 20 e
50oC), uma vez que pouca informação podia ser obtida à temperatura ambiente. O
ensaio em solução de brometo (0,85 M) foi realizado à temperatura ambiente.
Os potenciais de pite foram medidos em um grupo de três amostras para cada
tratamento de envelhecimento e para a condição de solubilizado. Todas as amostras
eram imersas em água deionizada à temperatura ambiente por 24h para atingir
passivação reprodutível. Em seguida, elas eram lavadas e desengraxadas com acetona.
Após a preparação das amostras, o eletrodo era imerso no eletrólito, o potencial
era aumentado a uma taxa de 0,25 mV/s, começando de 0 mV vs SCE. O teste era
interrompido após o primeiro aumento significativo na corrente, indicando corrosão
localizada. A amostra era levada ao microscópio ótico para verificação da presença de
pite. Caso houvesse corrosão por fresta, o ensaio era repetido. Esse procedimento era
utilizado para determinar o potencial de pite dos materiais em ambas as soluções de
ensaio: 0,85M de NaCl a 50oC e 0,85 NaBr à temperatura ambiente e a partir desse
valor de potencial, diferenciar cada condição do material.
Segundo os autores, a solução de cloreto não foi capaz de detectar pequenos
empobrecimentos de elementos de liga à temperatura ambiente, em função das zonas
empobrecidas estarem abaixo da temperatura crítica de pite do material. O aquecimento
da solução a 50oC facilitava essa detecção. No entanto, o método que se mostrou mais
conveniente foi a utilização da solução de NaBr. Esse fato permite que o procedimento
seja realizado à temperatura ambiente com excelente distinção das condições do
material.
Ambas as soluções se mostraram mais sensíveis à detecção de fase σ do que
outras fases em quantidade menores. No entanto, a solução de brometo, em particular,
também foi capaz de detectar os primeiros estágios da precipitação de nitretos e fase χ.
A necessidade de investigar os parâmetros experimentais, quando do uso da
norma ISO 12732, (solução, velocidade de varredura, nível de sobretensão aplicado,
etc.) é evidente, pois outros autores propõem modificações no sentido de melhorar a
sensibilidade de detecção do procedimento experimental para um determinado tipo de
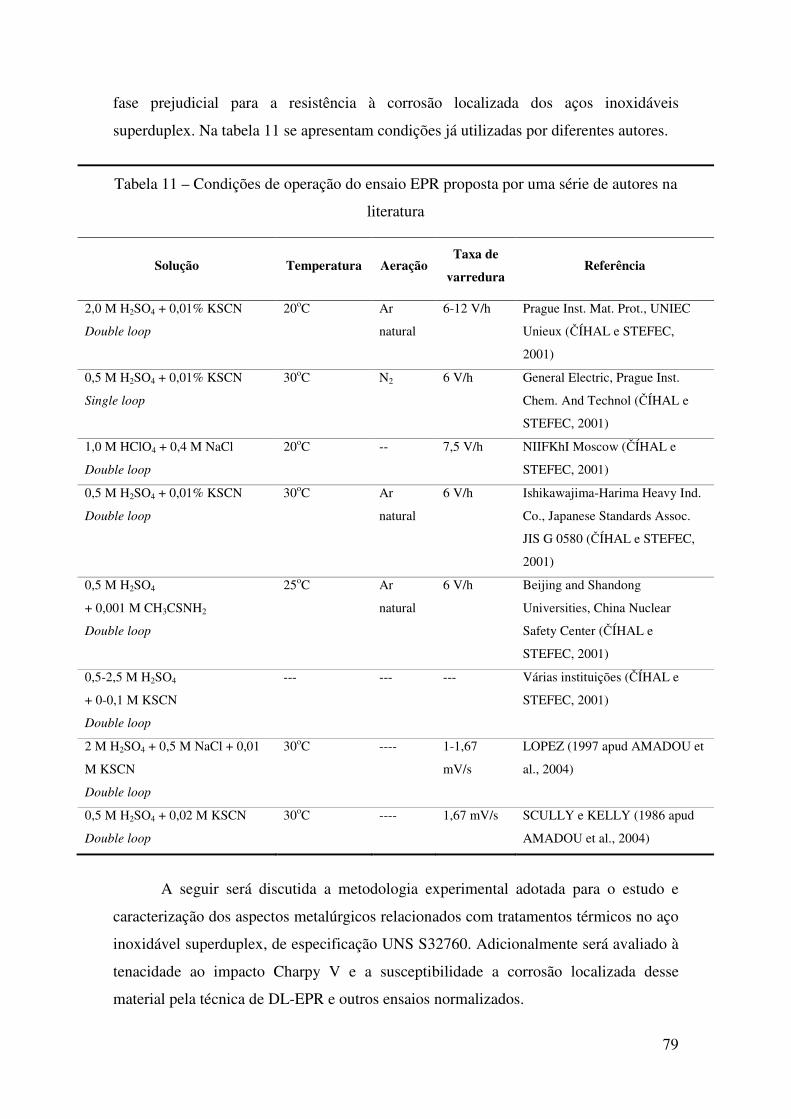
79
fase prejudicial para a resistência à corrosão localizada dos aços inoxidáveis
superduplex. Na tabela 11 se apresentam condições já utilizadas por diferentes autores.
Tabela 11 – Condições de operação do ensaio EPR proposta por uma série de autores na
literatura
Solução Temperatura Aeração Taxa de
varredura Referência
2,0 M H2SO4 + 0,01% KSCN
Double loop
20oC Ar
natural
6-12 V/h Prague Inst. Mat. Prot., UNIEC
Unieux (ČÍHAL e STEFEC,
2001)
0,5 M H2SO4 + 0,01% KSCN
Single loop
30oC N2 6 V/h General Electric, Prague Inst.
Chem. And Technol (ČÍHAL e
STEFEC, 2001)
1,0 M HClO4 + 0,4 M NaCl
Double loop
20oC -- 7,5 V/h NIIFKhI Moscow (ČÍHAL e
STEFEC, 2001)
0,5 M H2SO4 + 0,01% KSCN
Double loop
30oC Ar
natural
6 V/h Ishikawajima-Harima Heavy Ind.
Co., Japanese Standards Assoc.
JIS G 0580 (ČÍHAL e STEFEC,
2001)
0,5 M H2SO4
+ 0,001 M CH3CSNH2
Double loop
25oC Ar
natural
6 V/h Beijing and Shandong
Universities, China Nuclear
Safety Center (ČÍHAL e
STEFEC, 2001)
0,5-2,5 M H2SO4
+ 0-0,1 M KSCN
Double loop
--- --- --- Várias instituições (ČÍHAL e
STEFEC, 2001)
2 M H2SO4 + 0,5 M NaCl + 0,01
M KSCN
Double loop
30oC ---- 1-1,67
mV/s
LOPEZ (1997 apud AMADOU et
al., 2004)
0,5 M H2SO4 + 0,02 M KSCN
Double loop
30oC ---- 1,67 mV/s SCULLY e KELLY (1986 apud
AMADOU et al., 2004)
A seguir será discutida a metodologia experimental adotada para o estudo e
caracterização dos aspectos metalúrgicos relacionados com tratamentos térmicos no aço
inoxidável superduplex, de especificação UNS S32760. Adicionalmente será avaliado à
tenacidade ao impacto Charpy V e a susceptibilidade a corrosão localizada desse
material pela técnica de DL-EPR e outros ensaios normalizados.

80
Capítulo V
Material e métodologia
V.1 – Material
Para o desenvolvimento do trabalho foi utilizado um aço inoxidável superduplex
de especificação UNS S32760, no formato de tubo sem solda longitudinal, cuja
composição química, obtida após análise química, está descrita na tabela 12.
Tabela 12: Composição química do aço superduplex utilizado para o desenvolvimento do
trabalho
Aço (UNS) Composição química (% peso)
C Mn Si P S Cr Ni Mo Cu N W
S32760 0,031 1,00 0,27 0,027 0,005 25,6 7,0 3,85 0,53 0,18 0,65
Foi realizada caracterização microestrutural para identificar os sentidos de
laminação, bem como obter os percentuais entre as fases γ e δ, como procedimento de
teste de recebimento do material. Para isto foi feito lixamento com lixas desde
granulometria #320 até granulometria de #2400, seguido de polimento com pastas de
diamante granulometrias 3, 1 e ¼ µm. Após polimento mecânico, realizamos ataque
eletrolítico em solução de NaOH 20%, aplicando 3V de sobretensão por 12 segundos. O
resultado da identificação do sentido de laminação pode ser melhor visualizado na
figura 44 abaixo.
Figura 44: Apresentação das fases em diferentes seções do tubo e do sentido de

81
laminação
As propriedades mecânicas do material como recebido foram determinadas após
testes de tração e de impacto Charpy V, com entalhe posicionado perpendicular ao
sentido de laminação. Os valores de limite de escoamento, tensão máxima, elongação e
energia de impacto Charpy V encontram-se na tabela 13.
Tabela 13: Valores de limite de escoamento (σesc), tensão máxima (σmáx),
elongação (ε) e energia de impacto Charpy V (à -46°C) para o aço inoxidável
superduplex UNS S32760 na condição como recebido
Tração σesc [MPa] σmáx [MPa] ε [%]
718 828 26,4
Impacto Charpy Energia de impacto [J]
164
O procedimento para quantificação do percentual em peso das fases γ e δ, seguiu
o escopo da norma ASTM E1245-03, que permite análise quantitativa de segundas fases
em aços inoxidáveis, com o uso de tratamento automatizado de imagens e uma análise
estatística com intervalo de confiança de 95% (IC 95%). Um exemplo das imagens
utilizadas para a quantificação do percentual das fases γ e δ, bem como os valores
obtidos podem ser vistos na figura 45 e na tabela 14.
Figura 45: Exemplo das utilizadas para quantificação de cada uma das fases
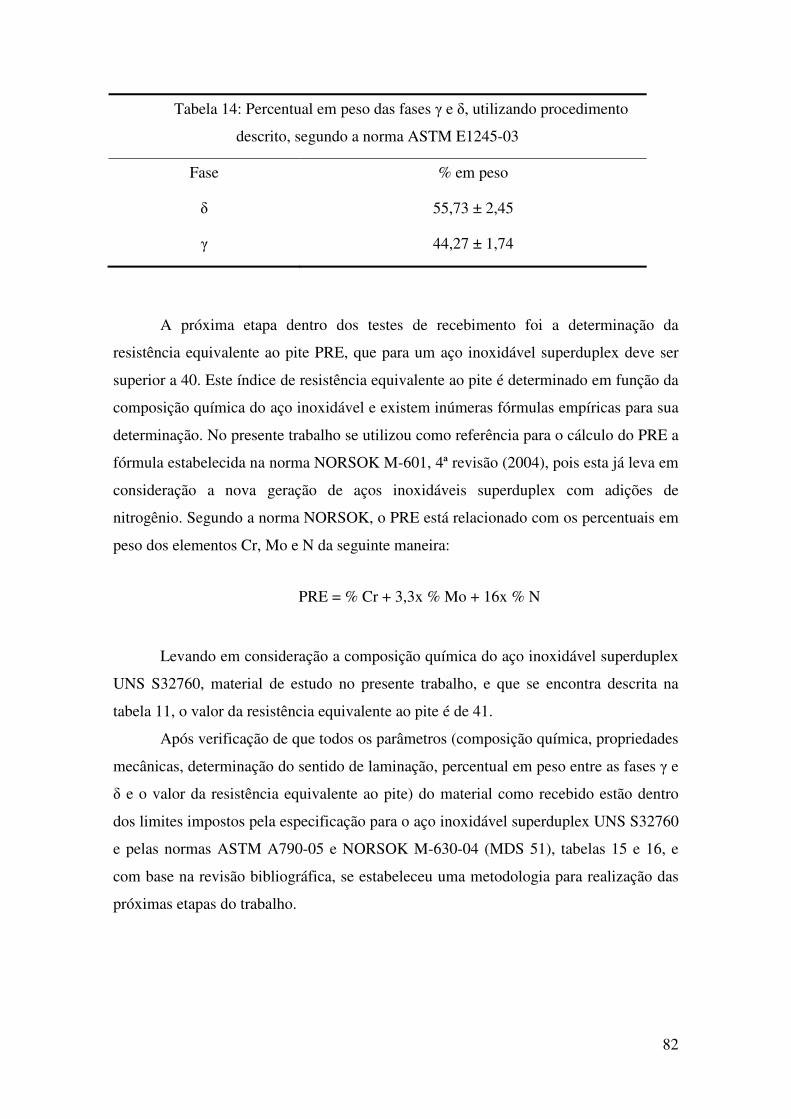
82
Tabela 14: Percentual em peso das fases γ e δ, utilizando procedimento
descrito, segundo a norma ASTM E1245-03
Fase % em peso
δ 55,73 ± 2,45
γ 44,27 ± 1,74
A próxima etapa dentro dos testes de recebimento foi a determinação da
resistência equivalente ao pite PRE, que para um aço inoxidável superduplex deve ser
superior a 40. Este índice de resistência equivalente ao pite é determinado em função da
composição química do aço inoxidável e existem inúmeras fórmulas empíricas para sua
determinação. No presente trabalho se utilizou como referência para o cálculo do PRE a
fórmula estabelecida na norma NORSOK M-601, 4ª revisão (2004), pois esta já leva em
consideração a nova geração de aços inoxidáveis superduplex com adições de
nitrogênio. Segundo a norma NORSOK, o PRE está relacionado com os percentuais em
peso dos elementos Cr, Mo e N da seguinte maneira:
PRE = % Cr + 3,3x % Mo + 16x % N
Levando em consideração a composição química do aço inoxidável superduplex
UNS S32760, material de estudo no presente trabalho, e que se encontra descrita na
tabela 11, o valor da resistência equivalente ao pite é de 41.
Após verificação de que todos os parâmetros (composição química, propriedades
mecânicas, determinação do sentido de laminação, percentual em peso entre as fases γ e
δ e o valor da resistência equivalente ao pite) do material como recebido estão dentro
dos limites impostos pela especificação para o aço inoxidável superduplex UNS S32760
e pelas normas ASTM A790-05 e NORSOK M-630-04 (MDS 51), tabelas 15 e 16, e
com base na revisão bibliográfica, se estabeleceu uma metodologia para realização das
próximas etapas do trabalho.

83
Tabela 15: Composições químicas especificadas, segundo as normas ASTM A790-05 e
NORSOK M-630-04 (MDS 51), para o aço UNS S32760
Norma Composição química (% em peso)
C Mn P S Si Ni Cr Mo N Cu W
ASTM 0,05 1,0 0,03 0,01 1,0 6-8 24-26 3-4 0,2-0,3 0,5-1,0 0,5-1
NORSOK (*)
Tabela 16: Valores mínimos para o limite de escoamento e elongação, segundo as
normas ASTM A790-05 e NORSOK M-630-04 (MDS 51), para o aço UNS S32760
Norma σesc [MPa] σmáx [MPa] ε [%]
ASTM 550 750 25
NORSOK 550 800 25
(*) A NORSOK M-630-04 não apresenta requisito de faixa de composição
química, diretamente, e sim, indiretamente, através de valor mínimo de resistência
equivalente ao pite (PRE);
Segundo critério estabelecido pelas duas normas utilizadas para caracterização e
rastreabilidade do material como recebido a relação do percentual em peso da fase δ
deve variar entre 35% e 55%.
Os valores de energia de impacto Charpy V, realizado a – 40ºC, devem ser
obtidos a partir de um grupo de três amostras. O valor médio deve ser maior ou igual a
45J e o valor mínimo individual deve ser de 35J.
Todo este cuidado se deve, a princípio, em buscar obter resultados que sejam
representativos dos diferentes estágios de degradação das propriedades mecânicas e de
resistência à corrosão localizada do aço inoxidável superduplex UNS S32760, em
função da precipitação de fase σ. E ainda, relacionar à redução da energia de impacto
Charpy V e o aumento da susceptibilidade a corrosão localizada deste aço inoxidável
superduplex.

84
V.2 – Metodologia
Diante do objetivo de discutir de forma concisa a influência de precipitação de
fase σ nas propriedades mecânicas, especificamente energia de impacto Charpy V, e na
resistência à corrosão localizada adotou-se a seguinte metodologia a ser desenvolvida:
� Realização de tratamentos isotérmicos
� Caracterização microestrutural (microscopia óptica e eletrônica de
varredura), incluindo identificação e quantificação das fases γ, δ e σ
� Realização de testes de impacto Charpy V
� Realização de testes de corrosão segundo as normas ASTM G48 e ISO
12732
V.2.1 – Tratamentos isotérmicos
Foram realizados tratamentos isotérmicos em mufla, com variação de
temperatura de ± 2°C. A tabela 17 apresenta a nomenclatura utilizada para as amostras
em função do tratamento isotérmico realizado e as referências que foram utilizadas.
Tabela 17: Nomenclaturas das amostras e parâmetros de tempo e temperatura para os
tratamentos isotérmicos utilizados
Tratamento térmico Temperatura [oC] Tempo [s] Referência
1. Solubilização (S) 1.120 3.600 NILSON (1992)
2. Envelhecimento (E900-5M)
900 300 PARDAL et al.
(2009)
3. Envelhecimento (E950-10M)
950 600 SIEURIN et al.
(2007)
4. Envelhecimento (E800-30M)
800 1.800 PARDAL et al.
(2009)
5. Envelhecimento (E900-1H)
900 3.600 PARDAL et al.
(2009)
6. Envelhecimento (E750-2H)
750 7.200 ESCRIBA et al.
(2009)

85
Os tratamentos térmicos foram estabelecidos com base na revisão bibliográfica
realizada. Na tabela 17 apresentamos uma série de referências que já realizaram
tratamentos isotérmicos com a finalidade de avaliar a influência de fases intermetálicas
nas propriedades mecânicas e de resistência a corrosão dos aços inoxidáveis
superduplex. Com base nisto e na grande quantidade de referências citadas ao longo da
tese, acerca dos percentuais de fase σ obtidos em função dos tratamentos térmicos,
tempo e temperatura de exposição, se estabeleceu um procedimento para realização de
tratamentos térmicos, metalografia quantitativa e determinação do percentual de fase σ.
V.2.2 – Caracterização microestrutural
A tabela 18 se apresenta um resumo das composições químicas do polimento
eletrolítico (utilizado para caracterização dos percentuais em peso das fases δ e γ, bem
como da fase σ, por apresentar melhor resolução com as técnicas de microscopia óptica
e eletrônica de varredura) e dos ataques eletrolíticos utilizados, bem como o objetivo de
cada um deles dentro o contexto da caracterização microestrutural das amostras antes e
após tratamentos isotérmicos, com a finalidade de identificação e quantificação das
fases de interesse. Cada um dos ataques ou foram retirados de dados da literatura ou da
norma ASTM E407
Tabela 18: Soluções utilizadas para polimento eletrolítico e ataques metalográficos,
modo de utilização e tipos de fases que sofrem o ataque preferencial
Solução Composição Objetivo
Ácido perclórico + etanol 60 ml HClO4 + 940 ml
etanol
Polimento eletrolítico
KOH (40%) 40g KOH + 100 ml H2O Ataque eletrolítico.
Identificação de fase sigma
(σ)
NaOH (20%) 20g NaOH + 100 ml H2O Ataque eletrolítico. Ataque
preferencial de δ e fases
intermetálicas
Beraha’s 1g K2SO4 + 20 ml HCl + Ataque por imersão.
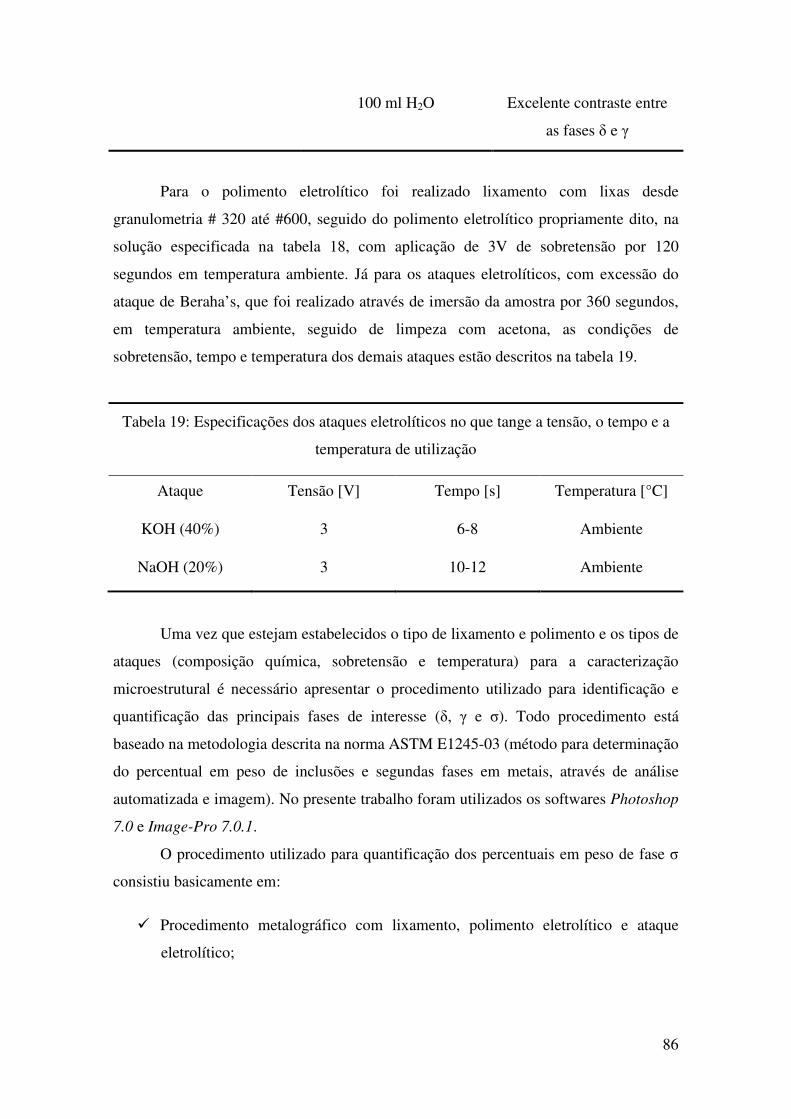
86
100 ml H2O Excelente contraste entre
as fases δ e γ
Para o polimento eletrolítico foi realizado lixamento com lixas desde
granulometria # 320 até #600, seguido do polimento eletrolítico propriamente dito, na
solução especificada na tabela 18, com aplicação de 3V de sobretensão por 120
segundos em temperatura ambiente. Já para os ataques eletrolíticos, com excessão do
ataque de Beraha’s, que foi realizado através de imersão da amostra por 360 segundos,
em temperatura ambiente, seguido de limpeza com acetona, as condições de
sobretensão, tempo e temperatura dos demais ataques estão descritos na tabela 19.
Tabela 19: Especificações dos ataques eletrolíticos no que tange a tensão, o tempo e a
temperatura de utilização
Ataque Tensão [V] Tempo [s] Temperatura [°C]
KOH (40%) 3 6-8 Ambiente
NaOH (20%) 3 10-12 Ambiente
Uma vez que estejam estabelecidos o tipo de lixamento e polimento e os tipos de
ataques (composição química, sobretensão e temperatura) para a caracterização
microestrutural é necessário apresentar o procedimento utilizado para identificação e
quantificação das principais fases de interesse (δ, γ e σ). Todo procedimento está
baseado na metodologia descrita na norma ASTM E1245-03 (método para determinação
do percentual em peso de inclusões e segundas fases em metais, através de análise
automatizada e imagem). No presente trabalho foram utilizados os softwares Photoshop
7.0 e Image-Pro 7.0.1.
O procedimento utilizado para quantificação dos percentuais em peso de fase σ
consistiu basicamente em:
� Procedimento metalográfico com lixamento, polimento eletrolítico e ataque
eletrolítico;
87
� Obtenção de imagens com ampliação de 20x de aumento, com auxílio de
microscopia óptica e eletrônica de varredura, nos casos em que a resolução em
microscopia óptica não apresentou resultado satisfatório na identificação da fase
σ
� Redução de ruído das imagens (iluminação diferenciada, efeitos de borda,
pegmentação devido ao ataque químico, etc.);
� Segmentação das imagens, para obtenção de contraste entre as fases de interesse
� Tratamento estatístico com base na norma ASTM E1245-03
� Obtenção dos percentuais em peso de fase σ, dentro de um intervalo de
confiança de 95%
Todo o procedimento descrito tem a finalidade de: obter uma imagem em tons
de cinza, eliminando o ruído e a diferença de luminosidade do fundo da imagem;
segmentação dos tons de cinza, com a obtenção de dois padrões de cores (preto e
branco); eliminamos o ruído dentro da parcela segmentada como branca (este pode ser
realizado através de ferramenta do Photoshop ou de forma manual); e por último, a
contagem das fases, representadas pelos padrões de cores obtidos (preto e branco).
É um procedimento metódico e cansativo, porém, necessário para se obter
valores percentuais em peso para as fases de interesse que sejam representativos, dentro
de um intervalo de 95% de confiança, da fração volumétrica destas no volume do
material, para as condições de tratamentos térmicos estudados.
V.2.3 – Testes de impacto Charpy V
Testes de impacto Charpy V foram realizados à -40°C, seguindo a norma ASTM
A923-03. Devido às dimensões do tubo (6 polegadas de diâmetro externo e 4
milímetros de parede) foram confeccionados corpos-de-prova do tipo sub-size com
dimesões de 55 x 10 x 3,3 mm, conforme figura 46
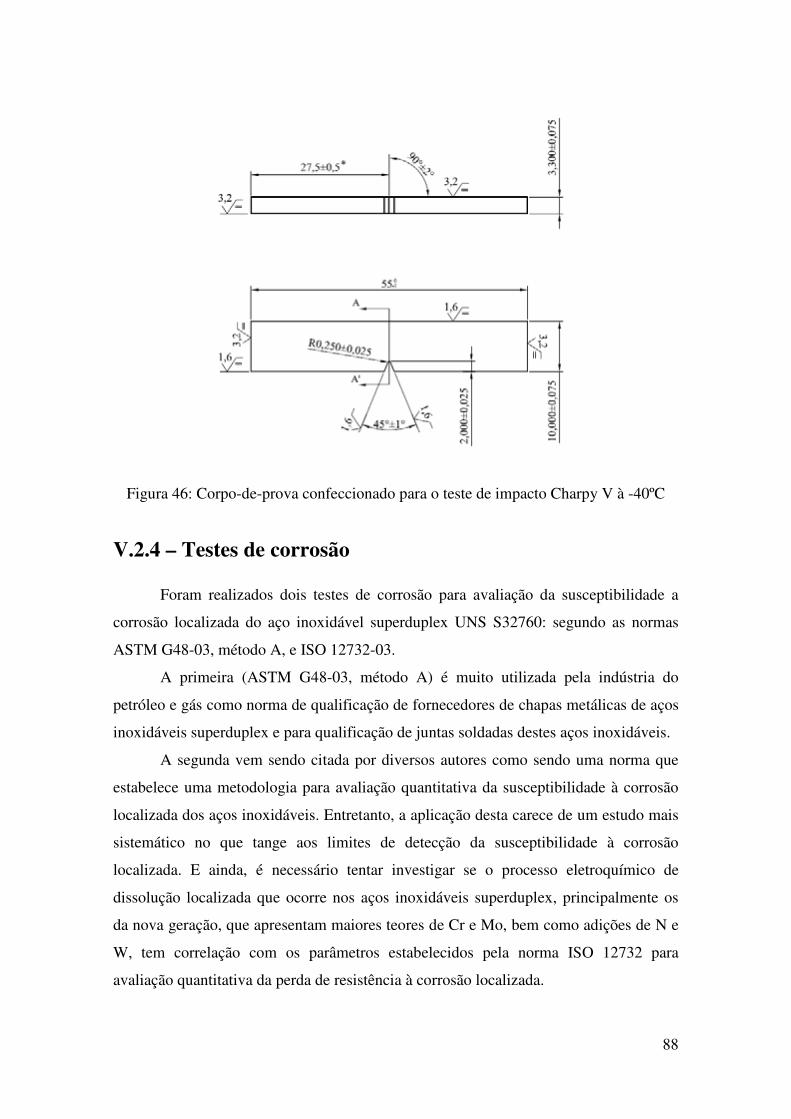
88
Figura 46: Corpo-de-prova confeccionado para o teste de impacto Charpy V à -40ºC
V.2.4 – Testes de corrosão
Foram realizados dois testes de corrosão para avaliação da susceptibilidade a
corrosão localizada do aço inoxidável superduplex UNS S32760: segundo as normas
ASTM G48-03, método A, e ISO 12732-03.
A primeira (ASTM G48-03, método A) é muito utilizada pela indústria do
petróleo e gás como norma de qualificação de fornecedores de chapas metálicas de aços
inoxidáveis superduplex e para qualificação de juntas soldadas destes aços inoxidáveis.
A segunda vem sendo citada por diversos autores como sendo uma norma que
estabelece uma metodologia para avaliação quantitativa da susceptibilidade à corrosão
localizada dos aços inoxidáveis. Entretanto, a aplicação desta carece de um estudo mais
sistemático no que tange aos limites de detecção da susceptibilidade à corrosão
localizada. E ainda, é necessário tentar investigar se o processo eletroquímico de
dissolução localizada que ocorre nos aços inoxidáveis superduplex, principalmente os
da nova geração, que apresentam maiores teores de Cr e Mo, bem como adições de N e
W, tem correlação com os parâmetros estabelecidos pela norma ISO 12732 para
avaliação quantitativa da perda de resistência à corrosão localizada.
89
V.2.4.1 – ASTM G48-03, método A
Tradicionalmente um ensaio de corrosão, que permite avaliar a resistência à
corrosão localizada e por crévice, em meio de cloreto férrico, para aços inoxidáveis é a
norma ASTM G48-03. No caso específico da resistência à corrosão localizada, o
método A da norma ASTM G48 (2003) é comumente utilizado para aferir a
adequabilidade do uso de aços inoxidáveis em meios corrosivos, onde o processo de
corrosão lcoalizada é uma variável essencial.
Esta norma permite que após testes laboratoriais, os aços inoxidáveis sejam
classificados em função da maior ou menor susceptibilidade à corrosão localizada, sob
as condições especificas de teste.
As condições de teste envolvem o uso de uma solução que a norma estabelece
ser representativa de muitas condições reais de operação, tais como: água do mar e
temperatura ambiente, baixo pH, meio fortemente oxidante e presença de íon cloreto.
Nesse ensaio amostras são imersas em um meio de cloreto férrico, em
temperaturas que podem variar entre 22°C e 50°C ± 2°C, por um período, que segundo
a norma, pode se extender até 72 horas, em função da severidade e de critérios
previamente estabelecidos pelas condições operacionais do equipamento e/ou
componente. O critério de aceitação é a não-presença de pites (inspeção visual com
auxílio de estereoscopia com aumento de 20x) após o período (entre 24 e 72 h) de
ensaio.
Um aspecto interessante deste teste é que a condição de superfície pode
influenciar diretamente no resultado do teste, visto que um lixamento pode ocasionar
ruptura do filme passivo. Por isto, a norma aconselha que após a preparação dos corpos-
de-prova, deve-se aguardar um período de 24 horas antes do início do testes, visando
minizar o efeito da condição de superfície, visto que este período serviria para
reconstrução do filme de óxido de cromo de forma aderente e passiva na superfície do
metal.
A montagem experimental requer:
� Erlenmeyr com capacidade de 1000 ml
� Suportes de teflon
� Reagente de cloreto férrico (FeCl3.6H2O)

90
� Corpos-de-prova com relação entre largura e comprimento de 1:2
O procedimento consiste em:
� Dissolver 100g de FeCl3.6H2O em 900 ml de H2O, perfazendo uma
solução de 6% em massa de FeCl3
� Manter uma relação de 5ml/cm2 de área por corpo-de-prova
� Lixar o corpo-de-prova, 24 horas antes do teste, com lixa de
granulometria mínima de #120
� Manter controle da temperatura de teste em ± 2°C, dentro da temperatura
selecionada (22°C ou 50°C)
� Usar suportes de teflon para imersão dos corpos-de-prova
� Garantir que toda a amostra está submersa na solução de teste
� Após o teste, realizar inspeção visual, com auxílio de esteroscópio, com
aumento de 20x. Serão consideradas reprovadas as amostras que
apresentarem pites visíveis neste aumento.
Contudo, vale ressaltar que, em se tratando de uma junta soldada, por vezes esta
norma tem-se mostrado pouco eficiente na detecção de não-conformidades em aços
inoxidáveis superduplex (presença de fases intermetálicas, deletérias do ponto de vista
de resistência a corrosão localizada), além de apresentar problemas de reprodutibilidade.
Este incoveniente é um argumento técnico importante, que serve de motivação
tecnológica para o desenvolvimento de novas metodologias analíticas quantitativas para
avaliação da susceptibilidade à corrosão localizada em aços inoxidáveis superduplex.
V.2.4.2 – ISO 12732
O método de reativação potenciocinética eletroquímica – o ensaio EPR
(Electrochemical potentiokinetic reactivation), hoje bastante estudado como uma
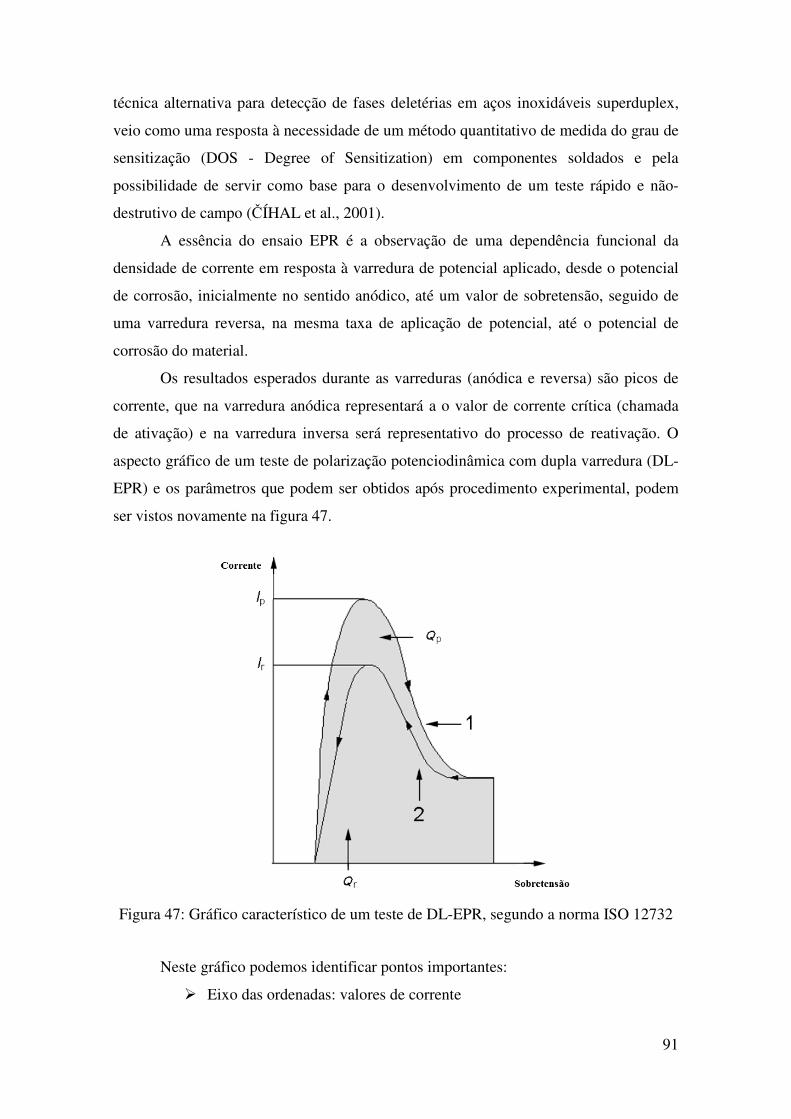
91
técnica alternativa para detecção de fases deletérias em aços inoxidáveis superduplex,
veio como uma resposta à necessidade de um método quantitativo de medida do grau de
sensitização (DOS - Degree of Sensitization) em componentes soldados e pela
possibilidade de servir como base para o desenvolvimento de um teste rápido e não-
destrutivo de campo (ČÍHAL et al., 2001).
A essência do ensaio EPR é a observação de uma dependência funcional da
densidade de corrente em resposta à varredura de potencial aplicado, desde o potencial
de corrosão, inicialmente no sentido anódico, até um valor de sobretensão, seguido de
uma varredura reversa, na mesma taxa de aplicação de potencial, até o potencial de
corrosão do material.
Os resultados esperados durante as varreduras (anódica e reversa) são picos de
corrente, que na varredura anódica representará a o valor de corrente crítica (chamada
de ativação) e na varredura inversa será representativo do processo de reativação. O
aspecto gráfico de um teste de polarização potenciodinâmica com dupla varredura (DL-
EPR) e os parâmetros que podem ser obtidos após procedimento experimental, podem
ser vistos novamente na figura 47.
Figura 47: Gráfico característico de um teste de DL-EPR, segundo a norma ISO 12732
Neste gráfico podemos identificar pontos importantes:
� Eixo das ordenadas: valores de corrente

92
� Eixo das abcissas: valores de sobretensão
� IP: corrente crítica. Valor máximo de corrente obtido durante a varredura
anódica (sentido descrito pelo número 1)
� Ir: corrente de dissolução anódica na varredura reversa (sentido descrito
pelo número 2)
� Qp e Qr: são os valores de carga obtidos a partir do cômputo da área sob
as curvas dentro das varreduras anódica e reversa, respectivamente
Para realização dos testes segundo a norma ISO 12732 utilizamos:
� Célula de três eletrodos
o Referência de calomelano saturado
o Contra-eletrodo de platina
o Eletrodo de trabalho constituído de aço inoxidável superduplex
� Solução 3M de HCl
� Ponteciostato para realização da varredura em potencial
O teste consiste em:
� Estabilização do potencial de circuito aberto (nos experimentos
realizados este tempo foi de 300 segundos)
� Varedura em potencial de 0,56 mV/s desde o potencial de circuito aberto
até o valor de sobretensão anódico de 700 mV (varredura direta)
� Varedura reversa até o potencial de corrosão, na mesma taxa de
varredura de potencial (varredura catódica ou varredura reversa)
De posse dos resultados dos testes de DL-EPR, o próximo passo é verificar se é
possivel associar aos parâmetros obtidos a maior ou menor susceptibilidade à corrosão
localizada de um aço inoxidável superduplex, devido à precipitação de diferentes fases
deletérias no material e, consequentemente, a criação de regiões adjacentes
empobrecidas em Cr. Entretanto, vale ressaltar que mais adiante discutiremos que os
valores das correntes de ativação e reativação são fortemente influenciados por diversos
fatores. Dentre eles podemos desde já destacar os principais: taxa de varredura, solução
e, o principal deles, a presença de mais de uma fase intermetálica rica em Cr e Mo, para

93
o caso do aço inoxidável superduplex estudado. Uma abordagem mais crítica será feita
durante a discussão dos resultados.
Capítulo VI
Resultados e discussões
Os resultados serão apresentados na seguinte sequência:
� Tratamentos isotérmicos e caracterização microestrutural
� Testes de impacto Charpy
� Testes de corrosão (normas ASTM G48-03 e ISO 12732)
VI.1 – Tratamentos isotérmicos e caracterização
microestrutural
Após realização dos tratamentos isotérmicos, foram feitas análises de imagens
para identificação e quantificação percentual entre as fases δ e γ, para a amostra
solubilizada, e o percentual em peso de fase σ, para as amostras envelhecidas. Os
resultados obtidos para as frações volumétricas podem ser vistos na tabela 20.
Tabela 20: Percentuais em peso obtidos após tratamentos isotérmicos de solubilização e
envelhecimento
Tratamento térmico
Aço UNS S32760 (%δ = 55,73)
% de fase σ
S 0
E900-5M 0,56 ± 0,08 E950-10M 4,90 ± 0,51 E800-30M 18,74 ± 3,48 E900-1H 34,97 ± 3,52 E750-2H 45,26 ± 3,48
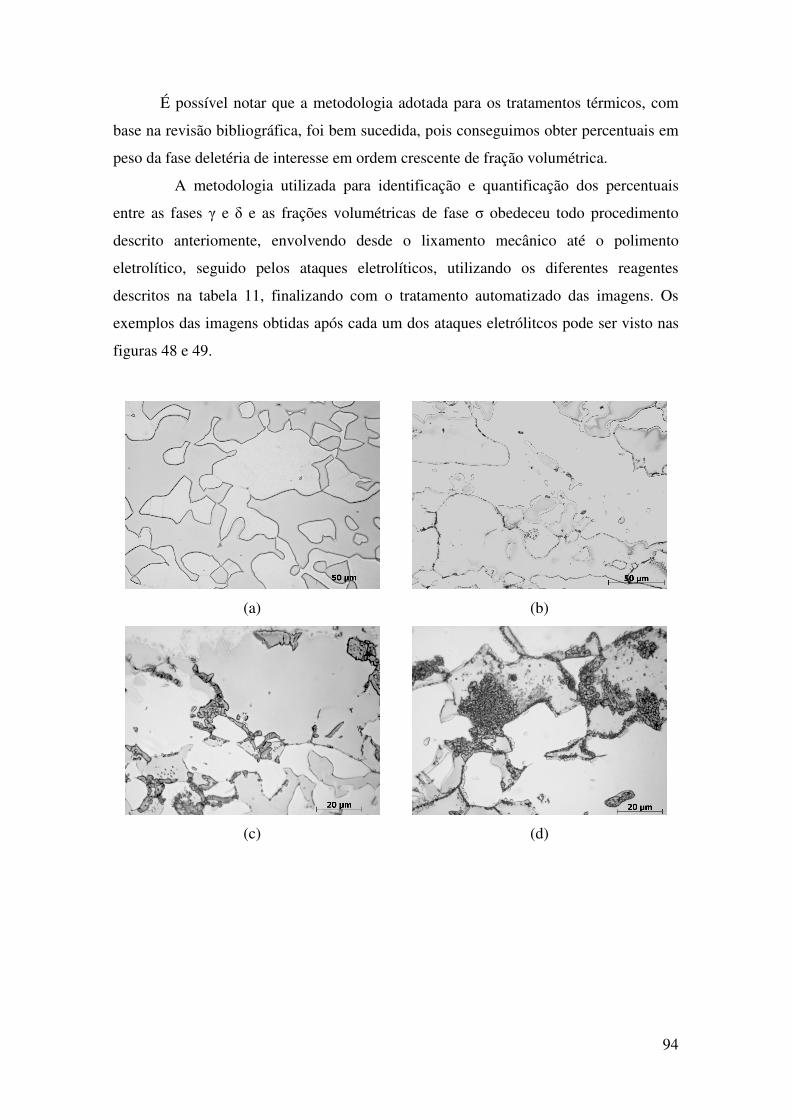
94
É possível notar que a metodologia adotada para os tratamentos térmicos, com
base na revisão bibliográfica, foi bem sucedida, pois conseguimos obter percentuais em
peso da fase deletéria de interesse em ordem crescente de fração volumétrica.
A metodologia utilizada para identificação e quantificação dos percentuais
entre as fases γ e δ e as frações volumétricas de fase σ obedeceu todo procedimento
descrito anteriomente, envolvendo desde o lixamento mecânico até o polimento
eletrolítico, seguido pelos ataques eletrolíticos, utilizando os diferentes reagentes
descritos na tabela 11, finalizando com o tratamento automatizado das imagens. Os
exemplos das imagens obtidas após cada um dos ataques eletrólitcos pode ser visto nas
figuras 48 e 49.
(a)
(b)
(c)
(d)
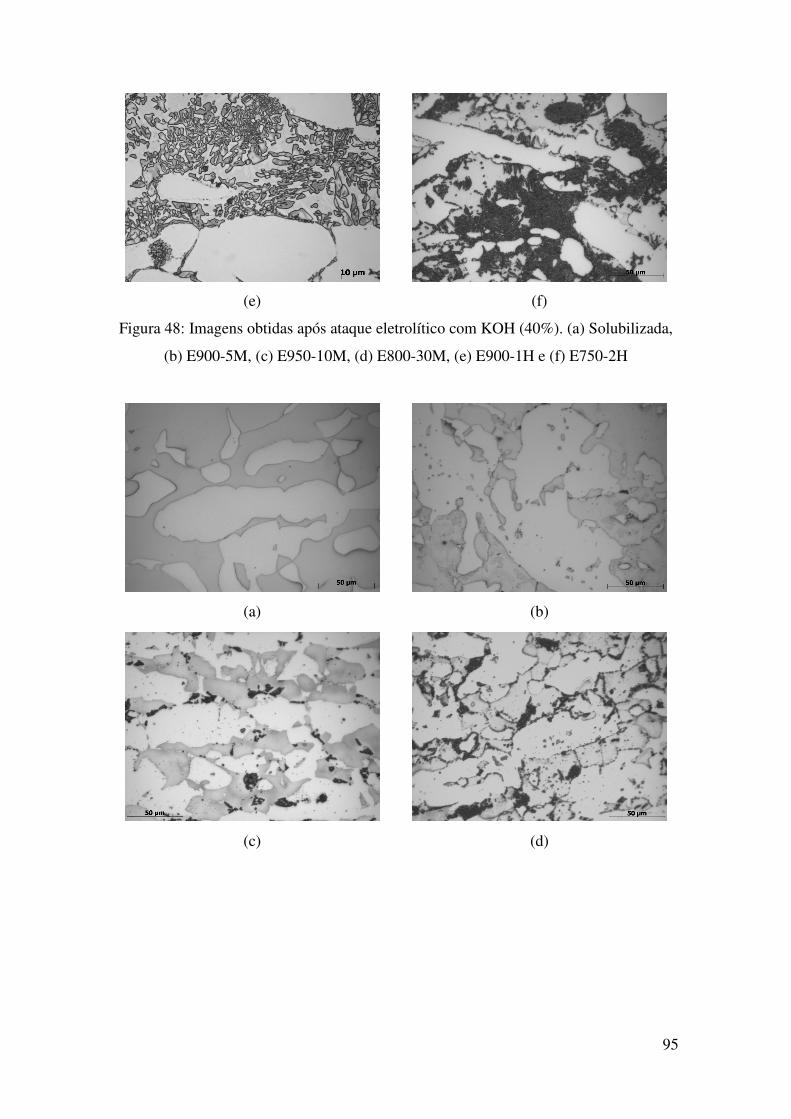
95
(e)
(f)
Figura 48: Imagens obtidas após ataque eletrolítico com KOH (40%). (a) Solubilizada,
(b) E900-5M, (c) E950-10M, (d) E800-30M, (e) E900-1H e (f) E750-2H
(a)
(b)
(c)
(d)

96
(e)
(f)
Figura 49: Imagens obtidas após ataque eletrolítico com NaOH (20%). (a)
Solubilizada, (b) E900-5M, (c) E950-10M, (d) E800-30M, (e) E900-1H e (f) E750-2H
Nas figuras 48 e 49 observamos que em termos de ataque, seja com KOH (40%)
ou NaOH (20%), a diferenciação entre a fase σ e as demais fases δ e γ pode ser feita,
pois nos dois casos foi obtido um bom contraste entre as fases em função dos tons de
cinza.
Sendo possível a diferenciação entre a fase σ e as demais fases (δ e γ), por
microscopia óptica, foi dado início a um processo de identificação utilizando
microscopia eletrônica de varredura. Para isto, utilizamos as amostras já submetidas aos
ataques metalográficos e sabendo que a fase σ apresenta elevada fração volumétrica e é
rica em Cr e Mo, principalmente, utilizamos a técnica de espectrometria de energia
dispersiva de raios X (EDS), sempre com o Kα como linha de energia para identificação
dos elementos, energia de corte referente à do átomo de carbono (Kα=0,277) e tensão do
filamento de 20 kV.
Com isto, esperamos, a priori, confirmar os resultados obtidos em microscopia
óptica e, a posteriori, encontrar indícios de um enriquecimento em Cr e Mo da fase σ,
que possa ser correlacionado indiretamente com o surgimento de regiões adjacentes
empobrecidas nestes elementos de liga, responsáveis pela maior susceptibilidade a
corrosão localizada do aço inoxidável superduplex UNS S32760. Os valores
aproximados para os percentuais em peso dos elementos encontrados nos testes por
EDS são apresentados de forma resumida na tabela 21.

97
Tabela 21: Valores médios aproximados, encontrados para os principais elementos,
possivelmente consitituintes da fase σ
Tratamento térmico Cr Mo Fe Si W
E900°C-5M 30,07 9,93 46,76 0,36 -
E950°C-10M 31,55 7,35 54,69 0,43 1,51
E800°C-30M 31,05 11,29 49,65 0,38 3,06
E900°C-1H 33,64 7,24 55,07 - -
E750-2H 30,48 5,75 58,90 0,55 -
Nesta tabela podemos observar que mesmo de forma semiquantitativa, pois a
técnica de EDS possui baixa resolução para servir de referência de composição química,
existe uma tendência mostrando um aumento percentual em Cr e Mo na fase σ,
independente da temperatura de formação. Uma análise mais refinada, envolvendo a
variação da voltagem da coluna e/ou diâmetro do feixe (spot size) poderá fornecer
informações com maior representatividade estatística
Sabendo que a fase σ precipita na interface δ-δ ou γ-δ, coalescendo a partir do
enriquecimento em Cr e Mo, foi realizada uma análise da variação do percentual em
peso dos elementos Cr e Mo na ferrita δ, com objetivo de estimar se existem indícios de
regiões, adjacentes a fase σ, empobrecidas em Cr e Mo e, consequentemente,
susceptíveis à corrosão localizada. Os resultados podem ser vistos na tabela 22.
Tabela 22: Variação percentual de Cr e Mo na ferrita δ em função dos tratamentos
térmicos realizados
Tratamento térmico % Cr (média) % Mo (média)
Solubilizada 27,68 4,63
E900-5M 24,61 3,15
E950-10M 24,51 2,91
E800-30M 24,48 2,92
E900-1H 24,50 2,97
E750-2H 24,30 2,89
98
É possível notar, mesmo que de forma qualitativa, que há uma redução nos
percentuais em peso de Cr e Mo na ferrita δ em função do aumento do tempo de
exposição (aumento percentual de fase σ). Entretanto, analisaremos mais adiante se esta
redução percentual de Cr e Mo na ferrita δ implica no empobrecimento destes elementos
nas regiões adjacentes a esta fase intermetálica.
Vale ressaltar ainda que é de conhecimento que a técnica de EDS não tem
resolução espacial para determinação da composição química de amostras metálicas.
Entretanto, a mesma já foi utilizada para caracterização de um aço inoxidável
superduplex (especificação SAF 2507), no que tange a variação do percentual em peso
dos principais elementos de liga em função da precipitação de fases intermetálicas ricas
em Cr, Mo e Ni (DOBRÁNSZKY et al., 2003). Neste trabalho, DOBRÁNSZKY et al.
(2003) apresentaram um estudo acerca da influência da voltagem de aceleração do
feixe, do tamanho dos precipitados e da fração volumétrica na resolução da técnica de
espectrometria de energia dispersiva de raios X, para determinação da composição
química das fases intermetálicas, provenientes da decomposição eutetóide da ferrita δ.
No presente trabalho, entretanto, não pretendemos utilizar a técnica para tal
finalidade, e sim, tentar encontrar indícios de que há uma região empobrecida em Cr e
Mo, adjacente a fase intermetálica de interesse, que corrobore com os ensaios de
corrosão, utilizados para avaliação da susceptibilidade a corrosão localizada do aço
inoxidável superduplex UNS S32760.
VI.2 – Testes de impacto Charpy V
Amostras utilizadas nos testes de impacto Charpy V, segundo a norma ASTM
A923-03, foram confeccionadas conforme figura 49. Estes testes têm a finalidade de
avaliar se há influência da fase σ na resistência ao impacto das amostras nas condições
microestruturais estudadas. Os resultados encontram-se na tabela 23.

99
Tabela 23: Resultado dos testes de impacto Charpy V, em função dos tratamentos
térmicos realizados
Tratamento térmico
Aço UNS S32760 (%δ = 55,73)
Energia Charpy [J] % de fase σ
S 171 0
E900-5M 55 0,56 ± 0,08
E950-10M 27 4,90 ± 0,51
E800-30M 18 18,74 ± 3,48
E900-1H 3 34,97 ± 3,52
E750-2H 2 45,26 ± 3,48
Já é possível notar uma relação inversa entre o aumento percentual de fase sigma
e os valores de energia de impacto Charpy V. Para facilitar esta observação,
apresentamos a figura 50.
0 10 20 30 40 50-20
0
20
40
60
80
100
120
140
160
180Solubilizada
950 0C/10min
900 0C/5min
En
erg
ia d
e Im
pa
cto
Ch
arp
y a
-4
00C
(J)
% Fase σ
900 0C/1h
800 0C/30min
750 0C/2h
Figura 50: Relação inversa entre o percentual de fase σ e o valor de energia de impacto
Charpy V
Existe uma relação inversa entre os valores de energia de impacto Charpy V e o
percentual de fase σ. O aumento no percentual de fase σ diminui abruptamente a
tenacidade ao impacto Charpy V. Uma justificativa plausível para esta relação é
comumente atribuída por diversos autores ao caráter frágil da fase σ.

100
Foram realizadas medidas de microdureza Vickers, com carga de 100g, a fim de
avaliar a possibilidade de identificar regiões de microdureza elevada associadas à
presença de fase σ. Todas as medidas de microdureza foram realizadas na ferrita δ e os
resultados estão apresentados na tabela 24.
Tabela 24: Relação entre a dureza da ferrita δ e o percentual de fase σ
Amostra % de fase σ Valor de HV0,1 da ferrita δ
S 0 212 ± 4,4
E900-5M 0,56 ± 0,08 222 ± 12,8
E950-10M 4,90 ± 0,51 241 ± 17,4
E800-30M 18,74 ± 3,48 331 ± 7,4
E900-1H 34,97 ± 3,52 369 ± 4,4
E750-2H 45,26 ± 3,48 404 ± 4,4
É interessante notar que inicialmente, para a amostra E900-5M (0,56 ± 0,08 %
σ) houve um aumento de microdureza pequeno da ferrita δ em relação à microdureza da
mesma fase para a amostra na condição solubilizada (212 ± 4 HV0,1 para a amostra
solubilizada, e 222 ± 10,2 HV0,1, para a amostra E900-5M). À medida que aumenta o
percentual de fase σ, fica cada vez mais difícil distinguir a ferrita δ da fase σ e,
consequentemente, os valores obtidos são atribuídos a farrita δ + fase σ.
Os valores de microdureza Vickers apresentam um aspecto relevante quando
comparados com os resultados dos testes de impacto Charpy V, visto que a diminuição
da energia de impacto é comumente associada, por diversos autores, com o caracter
frágil da fase σ.
Logo, somente as amostras E950-10M, E800-30M, E900-1H e E750-2H seriam
reprovadas segundo o critério estabelecido pela norma ASTM A923, em termos de
valor mínimo de energia de impacto Charpy V (mínimo de 42J por amostra testada). A
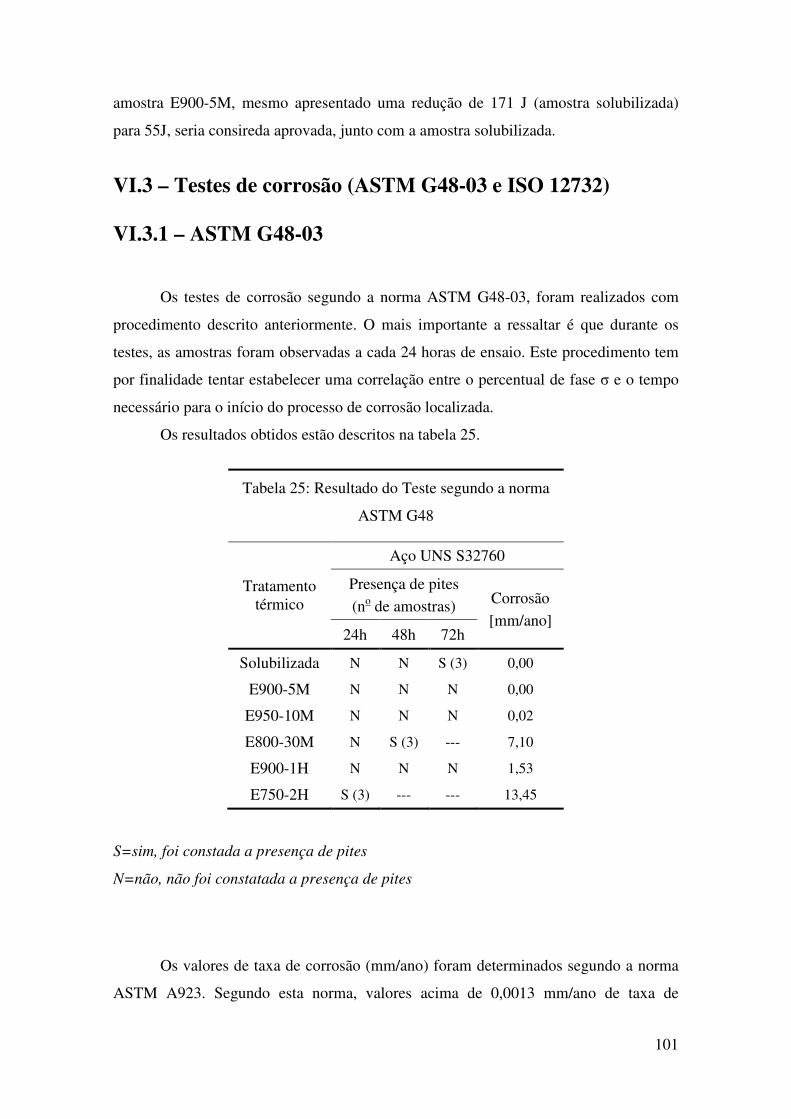
101
amostra E900-5M, mesmo apresentado uma redução de 171 J (amostra solubilizada)
para 55J, seria consireda aprovada, junto com a amostra solubilizada.
VI.3 – Testes de corrosão (ASTM G48-03 e ISO 12732)
VI.3.1 – ASTM G48-03
Os testes de corrosão segundo a norma ASTM G48-03, foram realizados com
procedimento descrito anteriormente. O mais importante a ressaltar é que durante os
testes, as amostras foram observadas a cada 24 horas de ensaio. Este procedimento tem
por finalidade tentar estabelecer uma correlação entre o percentual de fase σ e o tempo
necessário para o início do processo de corrosão localizada.
Os resultados obtidos estão descritos na tabela 25.
Tabela 25: Resultado do Teste segundo a norma
ASTM G48
Tratamento térmico
Aço UNS S32760
Presença de pites (no de amostras) Corrosão
[mm/ano] 24h 48h 72h
Solubilizada N N S (3) 0,00
E900-5M N N N 0,00
E950-10M N N N 0,02
E800-30M N S (3) --- 7,10
E900-1H N N N 1,53
E750-2H S (3) --- --- 13,45
S=sim, foi constada a presença de pites
N=não, não foi constatada a presença de pites
Os valores de taxa de corrosão (mm/ano) foram determinados segundo a norma
ASTM A923. Segundo esta norma, valores acima de 0,0013 mm/ano de taxa de

102
corrosão são considerados inaceitáveis para este material. Com isto, somente as
amostras E900-5M e solubilizada seriam consideradas aprovadas.
Entretanto, a amostra E900-5M, que apresentou uma redução de
aproximadamente 1/3 de energia, se comparada com a amostra solubilizada, já
apresenta indícios de comprometimento de suas propriedades mecânicas, sendo
necessário uma avaliação complementar, do ponto de vista de resistência à corrosão,
que será feito, a posteriori, através da metodologia descrita pela norma ISO 12732.
Segundo a norma ASTM G48, o problema é ainda maior: as amostras
solubilizada, E800-30M e E750-2H seriam consideradas reprovadas; e as amostras
E900-5M, E950-10M e E950-1H seriam consideradas aprovadas.
Do ponto de vista operacional, o uso desta norma como critério de aceitação é
questionável. Com efeito, amostras visivelmente comprometidas do ponto de vista
mecânico seriam aceitas no teste.
VI.3.2 – ISO 12732 (DL-EPR)
Os testes realizados segundo a norma ISO 12732 foram conduzidos em solução
3M de HCl, velocidade de varredura e 0,56 mV/s e sobretensão,aplicada a partir do
potencial de circuito aberto, de 300 mV, em célula de três eletrodos, com eletrodo de
referência de platina e contra-eletrodo de calomelano saturado, conforme especificado
pela norma supracitada.
Os resultados podem ser vistos na figura 51.
-400 -300 -200 -100 0 100 200 300 400
0,0
1,0x10-3
2,0x10-3
3,0x10-3
4,0x10-3
5,0x10-3
6,0x10-3
7,0x10-3
8,0x10-3
9,0x10-3
1° ciclo: Ir/I
a = 0,22
2° ciclo: Ir/I
a = 0,22
3° ciclo: Ir/I
a = 0,20
Solubilizado
j (A
/cm
2)
Potencial (mV)
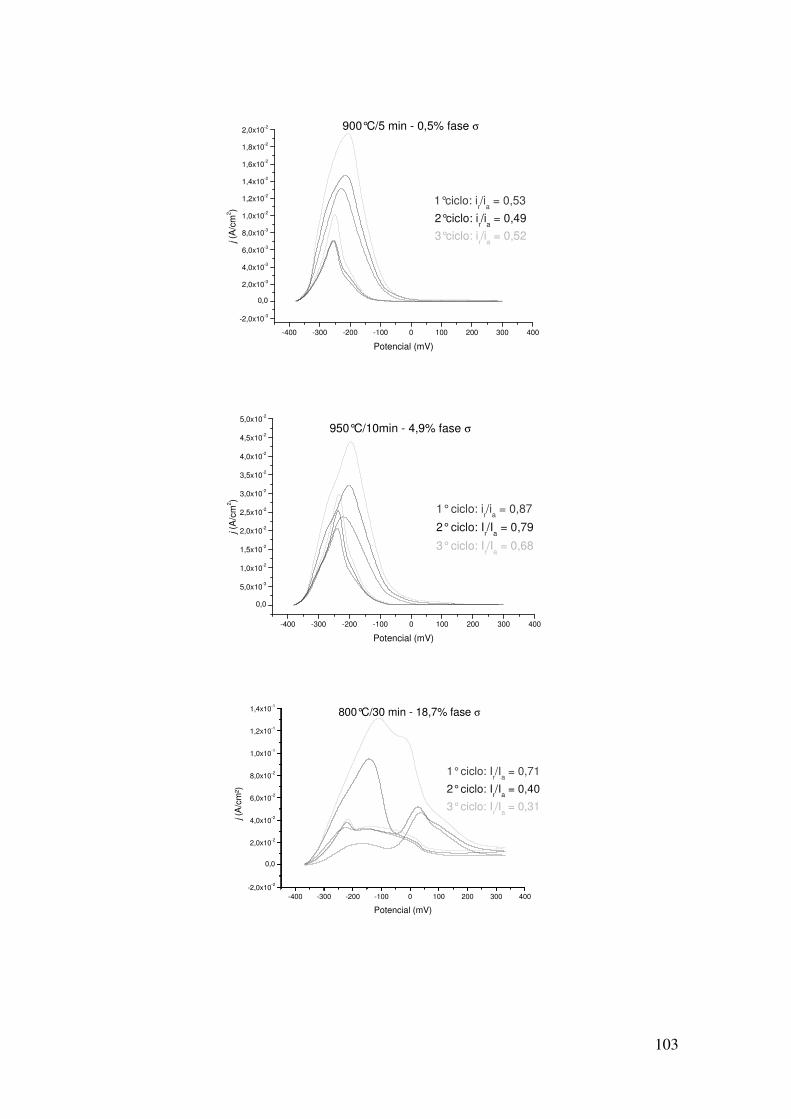
103
-400 -300 -200 -100 0 100 200 300 400
-2,0x10-3
0,0
2,0x10-3
4,0x10-3
6,0x10-3
8,0x10-3
1,0x10-2
1,2x10-2
1,4x10-2
1,6x10-2
1,8x10-2
2,0x10-2
3°ciclo: ir/i
a = 0,52
2°ciclo: ir/i
a = 0,49
j (A
/cm
2)
Potencial (mV)
900°C/5 min - 0,5% fase σ
1°ciclo: ir/i
a = 0,53
-400 -300 -200 -100 0 100 200 300 400
0,0
5,0x10-3
1,0x10-2
1,5x10-2
2,0x10-2
2,5x10-2
3,0x10-2
3,5x10-2
4,0x10-2
4,5x10-2
5,0x10-2
j (A
/cm
2)
Potencial (mV)
950°C/10min - 4,9% fase σ
1° ciclo: ir/i
a = 0,87
2° ciclo: Ir/I
a = 0,79
3° ciclo: Ir/I
a = 0,68
-400 -300 -200 -100 0 100 200 300 400
-2,0x10-2
0,0
2,0x10-2
4,0x10-2
6,0x10-2
8,0x10-2
1,0x10-1
1,2x10-1
1,4x10-1
1° ciclo: Ir/I
a = 0,71
2° ciclo: Ir/I
a = 0,40
3° ciclo: Ir/I
a = 0,31
j (A
/cm
²)
Potencial (mV)
800°C/30 min - 18,7% fase σ
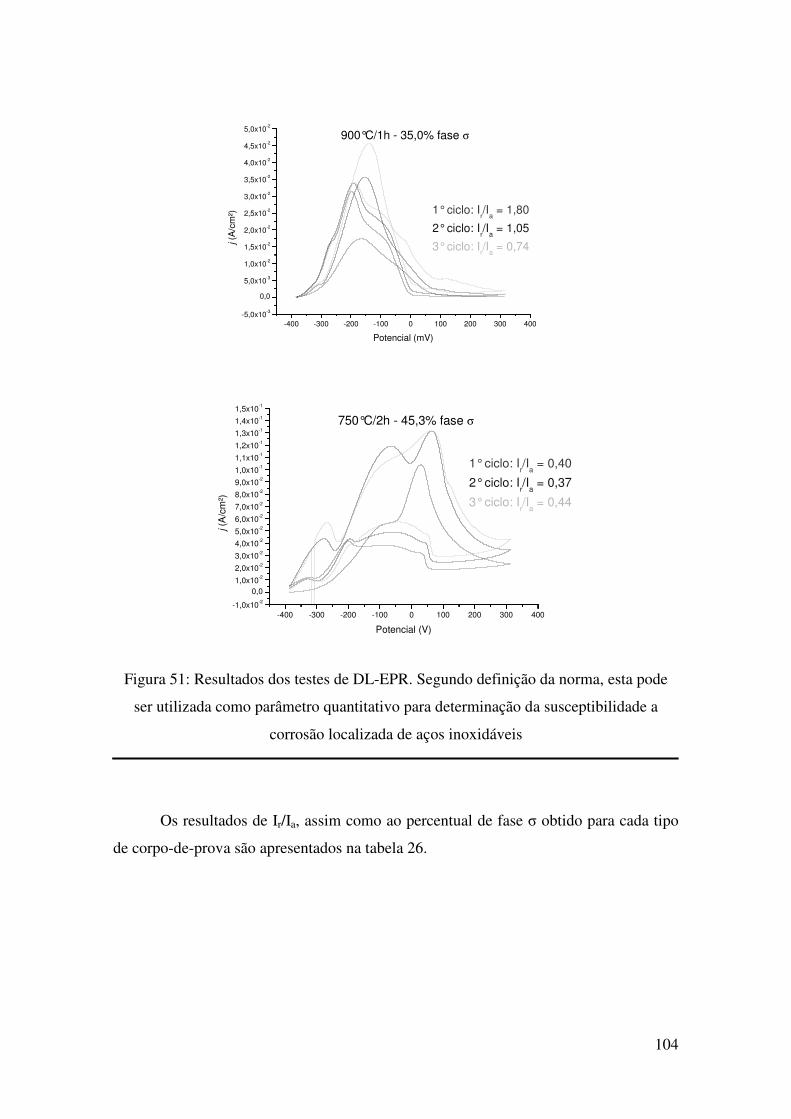
104
-400 -300 -200 -100 0 100 200 300 400
-5,0x10-3
0,0
5,0x10-3
1,0x10-2
1,5x10-2
2,0x10-2
2,5x10-2
3,0x10-2
3,5x10-2
4,0x10-2
4,5x10-2
5,0x10-2
900°C/1h - 35,0% fase σ
1° ciclo: Ir/I
a = 1,80
2° ciclo: Ir/I
a = 1,05
3° ciclo: Ir/I
a = 0,74j
(A/c
m²)
Potencial (mV)
-400 -300 -200 -100 0 100 200 300 400
-1,0x10-2
0,0
1,0x10-2
2,0x10-2
3,0x10-2
4,0x10-2
5,0x10-2
6,0x10-2
7,0x10-2
8,0x10-2
9,0x10-2
1,0x10-1
1,1x10-1
1,2x10-1
1,3x10-1
1,4x10-1
1,5x10-1
1° ciclo: Ir/I
a = 0,40
2° ciclo: Ir/I
a = 0,37
3° ciclo: Ir/I
a = 0,44
750°C/2h - 45,3% fase σ
j (A
/cm
²)
Potencial (V)
Figura 51: Resultados dos testes de DL-EPR. Segundo definição da norma, esta pode
ser utilizada como parâmetro quantitativo para determinação da susceptibilidade a
corrosão localizada de aços inoxidáveis
Os resultados de Ir/Ia, assim como ao percentual de fase σ obtido para cada tipo
de corpo-de-prova são apresentados na tabela 26.

105
Tabela 26: Avaliação quantitativa dos testes de DL-EPR
Tratamento térmico
Aço inoxidável superdúplex
UNS S32760
Ir/Ia % fase σ
Solubilizado 0,22 0
E900/5M 0,53 0,56 ± 0,08
E950/10M 0,87 4,90 ± 0,51
E800-30M 0,71 18,74 ± 3,48
E900/1H 1,80 34,97 ± 3,52
E750-30M 0,40 45,26 ± 3,48
Além do aspecto envolvendo as amostras E800-30M e E750-2H, é
interessante ressaltar que para a asmotra solubilizada o teste de DL-EPR fornece uma
relação de Ir/Ia = 0,22. Este valor é elevado, segundo a literatura (Bo Deng et al, 2010;
Amadou et al, 2004), pois poderia mascarar situações onde um percentual pequeno de
fase σ estivesse presente e fornecesse um valor pequeno de Ir/Ia. Neste sentido os
autores propõem pesquisar eletrólitos onde Ir/Ia fosse inferior a 10%. Este trabalho tem
um cunho prático interessante, mas pode ser extremamente lento até serem estabelecidas
as boas condições experimentais, que levem a esta condição de Ir/Ia < 0,1.
Outro aspecto crítico a esta abordagem é tentar entender a origem do valor
elevado desta razão na condição de solubilizada. Em trabalho recente KIOSHY et al
(2011) abordou esta questão e foi mostrado que esta razão elevada está associada ao
ataque preferencial da ferrita δ frente a γ (figura 52).

106
Figura 52: Ataque prefencial intragranular na ferrita δ, após teste de DL-EPR
(KIOSHY et al, 2011)
Discutimos ainda que uma simples perda de massa pode auxiliar na escolha das
condições experimentais que levem a relação de Ir/Ia < 0,1, bastando para isso chegar a
condições de perda de massa onde a ferrita não seja preferencialmente muito atacada em
relação a austenita (figura 53).
Figura 53: Análise da amostra solubilizada após teste de perda de massa, em solução de
HCl 3M (KIOSHY et al, 2011)
Entretanto, do ponto de vista da região preferencial para o processo de corrosão
localizada, os testes realizados segundo a norma ISO 12732 nas amostras E900-5M,
δ +Cr2N ou CrN
γ
γ
δ +Cr2N ou CrN

107
E95-10M e E900-1H apresentaram resultados satifatórios, pois foi possível identficar
que os valores máximos de densidade de corrente e de carga representam a
susceptibilidade à corrosão localizada do aço inoxidável superduplex, devido ao
sugimento de regiões adjacentes à fase σ empobrecidas em Cr e Mo (figura 54)
(a) (b)
Figura 54: Dissolução preferencial, após teste de DL-EPR. (a) Dissolução prefencial ao
redor do aglomerado, possivelmente formado pelas fases χ e σ.
Ainda na figura 54a é possível notar a possível presença de nitretos de cromo
intragranular na ferrita δ (a presença destes é evidenciada pela morfologia e estudos
realizados por MIGIAKIS E PAPADIMITRIOU, 2009) e que não sofreram nenhum
tipo de ataque corrosivo, mostrando que os diferentes valores de máximo de densidade
de corrente estão associados a diferentes processos de dissolução.
O aspecto da aparente falha no critério de Ir/Ia para as condições de E800-30M e
E750-2H está ligado à presença de mais de um máximo de corrente durante a
polarização (figura 51). Estes máximos de corrente, como foi dicutido acima e
evidenciado no artigo submetido, estão relacionados a precipitações de outras fases que
não fase σ. Para confimar isto, KIOSHY et al (2011) apresentaram resultados de testes
de DL-EPR modificados. A principal modificação foi feita no sentido de realizar
varreduras de potencial (direta e reversa na taxa de 0,56 mV/s) em torno dos valores de
potencial onde ocorreram os picos de corrente durante os testes de DL-EPR. Os
resultados encontram-se na figura 55.
γ
Possivelmente δ + Cr2N
χ + σ χ + σ

108
Dissolução preferencial ao redor da fase σ
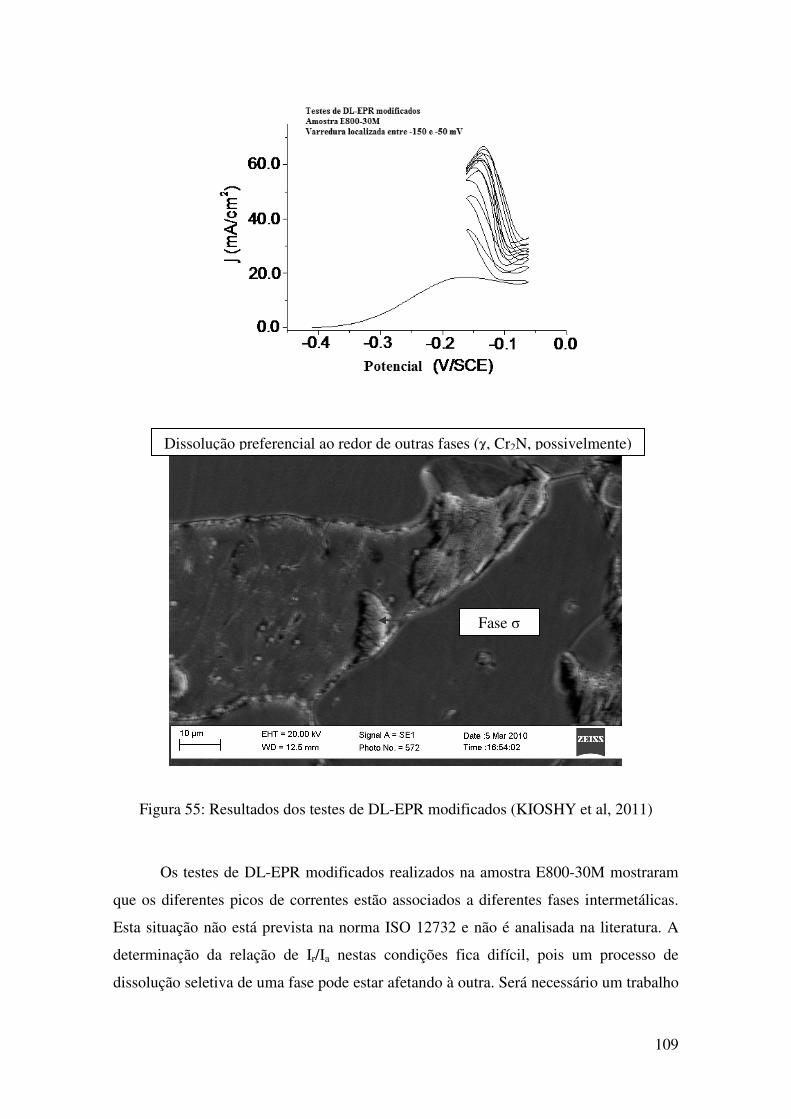
109
Figura 55: Resultados dos testes de DL-EPR modificados (KIOSHY et al, 2011)
Os testes de DL-EPR modificados realizados na amostra E800-30M mostraram
que os diferentes picos de correntes estão associados a diferentes fases intermetálicas.
Esta situação não está prevista na norma ISO 12732 e não é analisada na literatura. A
determinação da relação de Ir/Ia nestas condições fica difícil, pois um processo de
dissolução seletiva de uma fase pode estar afetando à outra. Será necessário um trabalho
Fase σ
Dissolução preferencial ao redor de outras fases (χ, Cr2N, possivelmente)
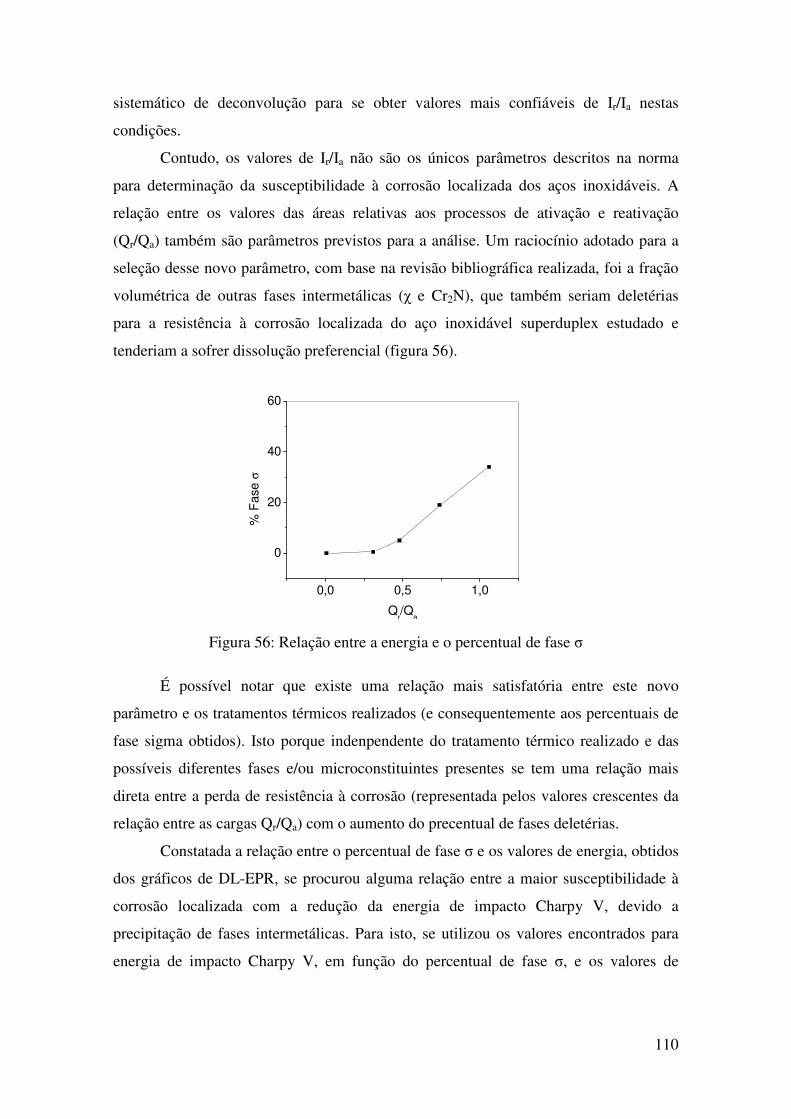
110
sistemático de deconvolução para se obter valores mais confiáveis de Ir/Ia nestas
condições.
Contudo, os valores de Ir/Ia não são os únicos parâmetros descritos na norma
para determinação da susceptibilidade à corrosão localizada dos aços inoxidáveis. A
relação entre os valores das áreas relativas aos processos de ativação e reativação
(Qr/Qa) também são parâmetros previstos para a análise. Um raciocínio adotado para a
seleção desse novo parâmetro, com base na revisão bibliográfica realizada, foi a fração
volumétrica de outras fases intermetálicas (χ e Cr2N), que também seriam deletérias
para a resistência à corrosão localizada do aço inoxidável superduplex estudado e
tenderiam a sofrer dissolução preferencial (figura 56).
0,0 0,5 1,0
0
20
40
60
% F
ase
σ
Qr/Q
a
Figura 56: Relação entre a energia e o percentual de fase σ
É possível notar que existe uma relação mais satisfatória entre este novo
parâmetro e os tratamentos térmicos realizados (e consequentemente aos percentuais de
fase sigma obtidos). Isto porque indenpendente do tratamento térmico realizado e das
possíveis diferentes fases e/ou microconstituintes presentes se tem uma relação mais
direta entre a perda de resistência à corrosão (representada pelos valores crescentes da
relação entre as cargas Qr/Qa) com o aumento do precentual de fases deletérias.
Constatada a relação entre o percentual de fase σ e os valores de energia, obtidos
dos gráficos de DL-EPR, se procurou alguma relação entre a maior susceptibilidade à
corrosão localizada com a redução da energia de impacto Charpy V, devido a
precipitação de fases intermetálicas. Para isto, se utilizou os valores encontrados para
energia de impacto Charpy V, em função do percentual de fase σ, e os valores de
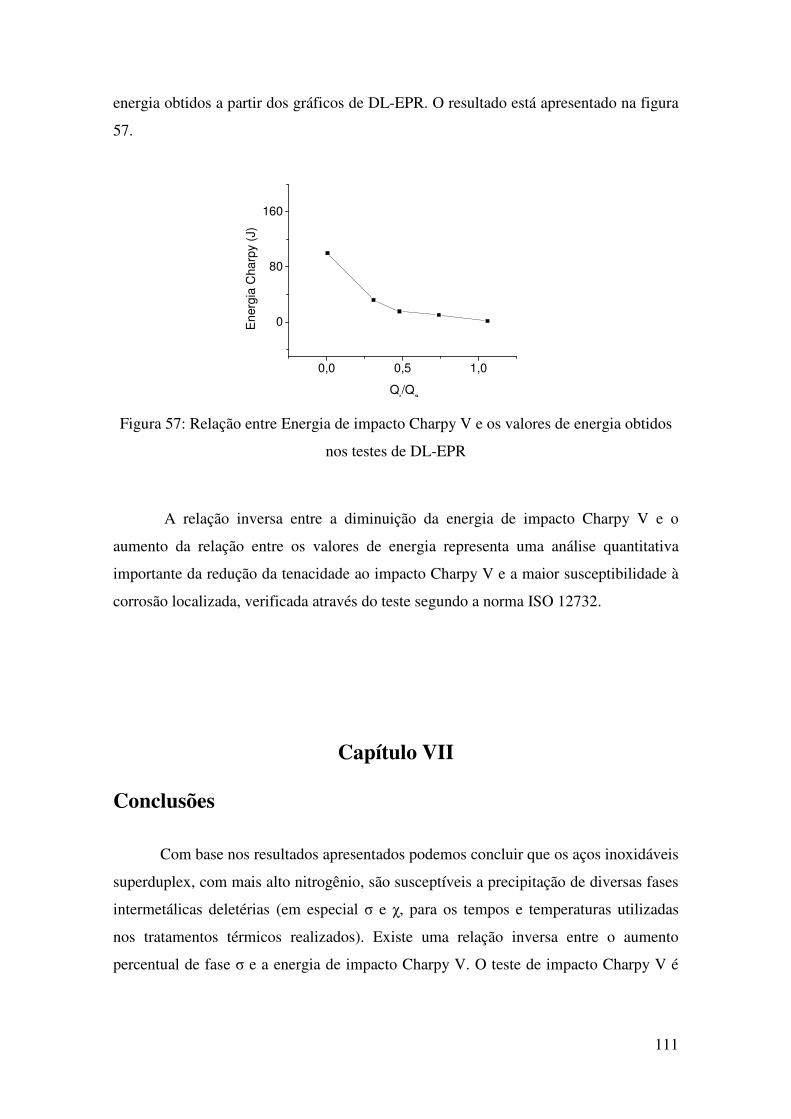
111
energia obtidos a partir dos gráficos de DL-EPR. O resultado está apresentado na figura
57.
0,0 0,5 1,0
0
80
160
En
erg
ia C
ha
rpy (
J)
Qr/Q
a
Figura 57: Relação entre Energia de impacto Charpy V e os valores de energia obtidos
nos testes de DL-EPR
A relação inversa entre a diminuição da energia de impacto Charpy V e o
aumento da relação entre os valores de energia representa uma análise quantitativa
importante da redução da tenacidade ao impacto Charpy V e a maior susceptibilidade à
corrosão localizada, verificada através do teste segundo a norma ISO 12732.
Capítulo VII
Conclusões Com base nos resultados apresentados podemos concluir que os aços inoxidáveis
superduplex, com mais alto nitrogênio, são susceptíveis a precipitação de diversas fases
intermetálicas deletérias (em especial σ e χ, para os tempos e temperaturas utilizadas
nos tratamentos térmicos realizados). Existe uma relação inversa entre o aumento
percentual de fase σ e a energia de impacto Charpy V. O teste de impacto Charpy V é
112
um método prático e eficiente para a avaliação do comprometimento das propriedades
mecânicas em função da precipitação da fase σ.
O uso indiscriminado da técnida de DL-EPR não pode ser feito para avaliação
quantitativa da susceptibilidade à corrosão localizada dos aços inoxidáveis superduplex.
É necessário um estudo sistemático para estabelecer os limites da técnica de DL-EPR
para avaliação do aumento da susceptibilidade a corrosão localizada dos aços
inoxidáveis superduplex. Neste estudo deve-se ressaltar qual parâmetro melhor
representa à redução da resistêcia à corrosão localizada do aço estudado. Em função dos
tratamentos térmicos realizados, podemos acreditar que os valores de carga ou corrente
obtidos são provenientes do surgimento de regiões adjacentes as fases intermetálicas,
empobrecidas em Cr e Mo, preferenciais para o processo de dissolução seletiva. O
processo de corrosão que ocorre devido a precipitação de fases intermetálicas, fases σ e
χ principalmente (figuras 54 e 55), ocorre preferencialmente nas regiões adjacentes a
estas fases, ou seja nas interfaces δ-σ e γ-σ. Para o caso da amostra solubilizada, o pico
de reativação encontrado possivelmente é devido à precipitação intragranular de nitretos
de cromo (figura 52).
A técnica de DL-EPR, segundo a norma ISO 12732, é uma ferramenta para
avaliação da susceptibilidade à corrosão localizada dos aços inoxidáveis. Contudo, para
as novas classes de aços inoxidáveis superduplex, com mais elevados teores de
elementos de liga (Cr, Mo, Cu e N, principalmente), é necessário um estudo mais
sistemático acerca dos parâmetros de ensaio (solução, velocidade de varredura, Ir/Ia,
Qr/Qa, etc.) que melhor se adéquam para avaliação quantitativa do processo de
dissolução preferencial.
Os testes segundo a norma ASTM G48, de uso corriqueiro dentro de práticas
industriais, como teste de qualificação de aços inoxidáveis, se mostraram inadequados
para avaliação da susceptibilidade à corrosão localizada do aço inoxidável superduplex
UNS S32760.

113
Referência Bibliográfica
ABRACO (2006) Associação Brasileira de Corrosão, Polarização, Passivação e
Velocidade de Corrosão. Disponível em: <www.abraco.org.br>, último acesso em
28/07/06
ADHE, K.N.; KAIN, V.; MADANGOPAL, K.; GADIYAR, H. S. (1996) Influence of
sigma-phase formation on the localized corrosion behavior of a duplex stainless steel.
Journal of Materials Engineering and Performance, 5 (4), pp. 500-506 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
AGARWAL, D.C. (1988) Duplex stainless steels – The cost effective answer to
corrosion problems of major industries. Key Engineering Materials, 20-28 (2), pp.
1677-1692 apud MAGNABOSCO, R. (2001) Influência da microestrutura no
comportamento eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de
Doutorado, USP, São Paulo
ALONSO-FALLEIROS, N.; HAKIM, A.; WOLYNEC, S. (1999) Comparison between
potentiodynamic and potentiostatic tests for pitting potential measurement of duplex
stainless steels. Corrosion, 55 (5), pp. 443-448 apud MAGNABOSCO, R. (2001)
Influência da microestrutura no comportamento eletroquímico do aço inoxidável UNS
S31803 (SAF 2205), Tese de Doutorado, USP, São Paulo
AMTEC (2006) Amtec Consultants Expert Guide to Stainless Steel Corrosion
Resistance Problems, Disponível em:
<http://www.amteccorrosion.co.uk/papers/stainlesssteel.html>, último acesso em
05/07/06
ANGELINI, E., DE BENEDETTI, B., ROSALB, F. Microstructural evolution and
localized corrosion resistance of an aged superduplex stainless steel, Corrosion Science,
46, pp. 1351-1367

114
API – American Petroleum Institute (2005) Use of Duplex Stainless Steels in the Oil
Refining Industry - API Technical Report 938-C, 1st ed., API Publishing Services,
Washington, Estados Unidos
ASM - American Society for Metals (1990) Metals Handbook – Volume 1 – Properties
and Selection: Irons, Steels and High Performance Alloys, ASM International, Estados
Unidos
AST, AvestaPolarit Stainless Tube, Disponível em: <www.asttube.com>, último acesso
em 14/08/2006
AZOM – The A to Z of Materials. Disponível em: <www.azom.com>, último acesso
em 26/06/06
BERGMAN, B.G., SHOEMAKER, D.P. (1951) The Space Group of the Sigma-FeCr
Crystal Structure, Journal of Chemical Physics 19 (4), p. 515 apud RAMIREZ, A.J.
(2001) Precipitação de Fases Intermetálicas e Austenita Secundária na ZAC de
Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
BONNEL, J.M.; PEASE, N.C.; ATAMERT, S. (1999) Welding Superduplex Stainless
Steels with Flux-Cored and Metal Cored Wires. Stainless Steel World Conference,
Proceedings, pp. 219-236 apud GIRALDO, C.P.S. (2001) Precipitação de Fases
Intermetálicas na Zona Afetada pelo Calor de Temperatura Baixa (ZACTB) na
Soldagem Multipasse de Aços Inoxidáveis Duplex, Dissertação de M.Sc. USP, São
Paulo
BRANDI, S.D.; LIPPOLD, J.C.; LIN W. (1997) Effect of interpass temperature on the
heat-affected zone performance of simulated multipass welds in duplex and superduplex
stainless steels. EWI Sumary Report No. SR 9707, Edison Welding Institute,
Columbus-Ohio apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e
Austenita Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex,
Tese de D.Sc., USP, São Paulo

115
BYWATER, K.A.; DYSON, D.J. (1975) The precipitation of Cr2N in 17% Cr steel,
Metal Science 9, pp. 155-162 apud RAMIREZ, A.J. (2001) Precipitação de Fases
Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços
Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
CÂNDIDO, L. C.; VILLEGAS, E. A. (1995) Corrosão sob tensão em aço inoxidável
dúplex, em solução aquosa. Metalurgia e Materiais, ABM, pp. 734-738 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
CHARLES, J. (1991) Super duplex stainless steels: structure and properties. In:
Conference Duplex Stainless Steels’91, Beaune Bourcogne, França, Proceedings. pp. 3-
48 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita
Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de
D.Sc., USP, São Paulo
CHAVES, P.N. (2004) Influência do Nitrogênio e do Hidrogênio no Gás de Proteção
Argônio na Soldagem TIG Autógena de Aço Inoxidável Duplex, Dissertação de M.Sc.
COPPE/UFRJ, Rio de Janeiro
CHOU, S.-L.; TSAI, W.-T. (1999) Hydrogen embrittlement of duplex stainless steel in
concentrated sodium chloride solution, Materials Chemistry and Physics, 60 (2), pp.
137-142
ČÍHAL, V. (1980) A potentiokinetic reactivation method for predicting the I.C.C. and
I.G.S.C.C. sensitivity of stainless steels and alloys, Corrosion Science, 20 (6), pp. 737-
744
ČÍHAL, V., LASEK, S., BLAHETOVÁ, M., KALABISOVÁ, E., KRHUTOVÁ, Z.
(2007) Trends in the Eletrochemical Polarization Potentiodynamic Reactivation Method
– EPR, Chemical and Biochemical Engineering 21, pp. 47-54
COHEN, L. J. R., CHARLES, J. A., SMITH G. C. (1989) Hydrogen embrittlement in
thermally charged duplex stainless steels, Hydrogen effects on material behaviour,
Wyoming, Estados Unidos, pp. 363-374 apud WOOLLIN, P., MURPHY, W. (2001)
116
Hydrogen embrittlement stress corrosion cracking of superduplex stainless steel,
Corrosion, paper 1018, Houston, Estados Unidos
CORBETT, R. A. (1992) Problems in utilizing ASTM G 48 to evaluate high alloy
stainless steels, Corrosion, paper 298, Nashville, Estados Unidos
COTTIS, R. A., NEWMAN, R. C. (1993) Stress-Corrosion Cracking Resistance of
Duplex Stainless Steels, Health and Safety Executive. Disponível em:
<www.hse.org.uk>, último acesso em 22/08/06.
CRAIG, B.D. (1995) Selection Guidelines for Corrosion Resistant Alloys in the Oil and
Gas Industry, NiDI Technical Series No. 10 073, The Nickel Development Institute
DENG, B., JIANG, Y., XU, J., SUN, T., GAO, J., ZHANG, L., ZHANG, W., LI, J.
(2010) Application of the modified electrochemical potentiodynamic reactivation
method to detect susceptibility to intergranular corrosion of a newly developed lean
duplex stainless steel LDX2101, Corrosion Science, 52, pp. 969-977
ELSHAWESH, F.; ELAHRESH, N.; ELHOUD, A. (1998) Effect of σ phase on pitting
corrosion of 22-5 duplex stainless steel. British Corrosion Journal, 33 (4), pp. 285-287
apud MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
FEMENIA, M.; PAN, J.; LEYGRAF, C.; LUUKKONEN, P. (2001) In situ study of
selective dissolution of duplex stainless steel 2205 by electrochemical scanning
tunnelling microscopy, Corrosion Science, 43 (10), pp. 1939-1951
FHWA - Federal Highway Administration (2004) A Critical Literature Review of
High-Performance Corrosion Reinforcements in Concrete Bridge Applications. Final
Report nº FHWA-HRT-04-093
FERON, D., WALLÉN, B. (1993) Effect of high concentrations of chlorine and
sulphide on stainless alloys in seawater, Corrosion’ 93, paper 498, NACE apud

117
WALLÉN, B. (1998) Corrosion of Duplex Stainless Steel in Seawater, Avesta
Sheffield, ACOM 1-1998.
FOLKHARD, E. (1988) Welding Metallurgy of Stainless Steels, Springer-Verlag, Nova
Iorque, Estados Unidos apud CHAVES, P.N. (2004) Influência do Nitrogênio e do
Hidrogênio no Gás de Proteção Argônio na Soldagem TIG Autógena de Aço Inoxidável
Duplex, Dissertação de M.Sc. COPPE/UFRJ, Rio de Janeiro
FRANCIS, R. (1994) Environmental Cracking and Embrittlement of Duplex Stainless
Steel, TWI, Paper KIV, Duplex’ 94 Glasgow, Escócia
FRANCIS, R., BYRNE, G., WARBURTON, G. R. (1995) The effect of cathodic
protection on duplex stainless steels in seawater, Corrosion’ 95, paper 290, Houston,
Estados Unidos apud WOOLLIN, P., MURPHY, W. (2001) Hydrogen embrittlement
stress corrosion cracking of superduplex stainless steel, Corrosion, paper 1018,
Houston, Estados Unidos
GARFIAS-MESIAS, L.F.; SYKES, J.M.; TUCK, C.D.S. (1996) The effect of phase
compositions on the pitting corrosion of 25 Cr duplex stainless steel in chloride
solutions. Corrosion Science, 38 (8), pp. 1319-1330
GENTIL, V. (2003) Corrosão, Ed. LTC: Rio de Janeiro, 4a edição
GINN, B.J.; GOOCH, T.G. (1999) Effect of intermetallic content on pitting resistance
of ferritic-austenitic stainless steels. TWI Document # IX-H-444-99 - IX-1946-99, p. 9
apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita
Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de
D.Sc., USP, São Paulo
GIRALDO, C.P.S. (2001) Precipitação de Fases Intermetálicas na Zona Afetada pelo
Calor de Temperatura Baixa (ZACTB) na Soldagem Multipasse de Aços Inoxidáveis
Duplex, Dissertação de M.Sc. USP, São Paulo
GRANJON, H. (1991) Fundamentals of Welding Metallurgy, Abington Publishing,
Inglaterra apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita

118
Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de
D.Sc., USP, São Paulo
GREGORI, A.; NILSSON, J.O.; BONOLLO, F. (1999) Quantitative assessment of
intermetallic phase precipitation in a super duplex stainless steel weld metal using
automatic image analysis, High Nitrogen Steels '98 Materials Science Forum, 318-3, pp.
829-834
GROBNER, P.J. (1985) Phase Relations in High Molybdenum Duplex Stainless Steels
and Austenitic Corrosion Resistant Alloys, Report RP-33-84-01/82-12, AMAX Metals
Group, Ann Arbor, Estados Unidos apud LIPPOLD, J.C.; KOTECKI, D.J. (2005)
Welding Metallurgy and Weldability of Stainless Steels, Wiley-Interscience, Hoboken,
Estados Unidos
HALL, E.O., ALGIE, S.H. (1966) Sigma Phase, Journal of the Institute of Metals 94
(4), pp. 61-88 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e
Austenita Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex,
Tese de D.Sc., USP, São Paulo
HERTZMAN, S.; HUHTALA, T.; KARLSSON, L.; NILSSON, J.O.; NILSSON, M.;
JARGELIUSPETTERSSON, R.; WILSON, A. (1997) Microstructure-property relations
of Mo- and W-alloyed super duplex stainless weld metals, Materials Science and
Technology 13 (7), pp. 604-613
ISO 12732 (2006), Corrosion of Metals and alloys – electrochemical Potentiokinetic
Reactivation measurement using the double loop
KAJIMURA, H.; OGAWA, K.; NAGANO, H. (1991) Effects of δ/γ phase ratio and N
addition on the corrosion resistance of Si-bearing duplex stainless steel in nitric acid
ISIJ International, 31 (2), pp. 216-222
KARLSSON, L.; RYEN, L.; PAK, S. (1995) Precipitation of Intermetallic Phases in 22-
percent Cr Duplex Stainless Weld Metals, Welding Journal, 74 (1), pp. S28-S40

119
KARLSSON, L. (1999) Intermetallic Phase Precipitation in Duplex Stainless Steels and
Weld Metals: Metallurgy, Influence on Properties and Welding Aspects, WRC Bulletin
438, Welding Research Council, Shaker Heights, Estados Unidos
KIM, S.J., MARQUART, T., FRANZEN, H.F. (1990) Structure Refinement for Cr2N,
Journal of the Less-Common Metals 158 (1), pp. L9-L10 apud RAMIREZ, A.J. (2001)
Precipitação de Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens
Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
KOMIZO, Y.; OGAWA, K.; AZUMA, S. (1991) HAZ embrittlement in high Cr-Mo
duplex stainless steel and the effects of Ni and N, Welding International 5 (4), pp. 277-
282 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita
Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de
D.Sc., USP, São Paulo
KOMURA, Y.; SLY, W.G.; SHOEMAKER, D.P. (1960) The Crystal Structure of the
R-Phase, Mo-Co-Cr, Acta Crystallographica 13 (8), pp. 575-585 apud RAMIREZ, A.J.
(2001) Precipitação de Fases Intermetálicas e Austenita Secundária na ZAC de
Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
KONDO, K.; UEDA, M.; OGAWA, K.; OKAMOTO, H.; IGARASHI, M. (1993)
Precipitation behavior of sigma-related phases in 25%Cr based super duplex stainless
steels. In: Conference Innovation stainless steel, Florença, Itália, Proceedings, pp.
2.191-2.197 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e
Austenita Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex,
Tese de D.Sc., USP, São Paulo
KOTECKI, D.J. (1989) Heat Treatment of Duplex Stainless Steel Weld Metals,
Welding Journal, 68 (11), pp. 431s-441s
KOTECKI, D.J. (1997) Ferrite determination in stainless steel welds - Advances since
1974, Welding Journal, 76 (1), pp. S24-S37
KOVACH, C.W. (2001) High-Performance Stainless Steels, Technical Marketing
Resources, Pittsburgh, Estados Unidos

120
LANGEBORG, R. (1991) The physical metalurgy of stainless steels. Proceedings of
international conference on stainless steels, Chiba, Japão, pp. 11- 24 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
LEE, K.M.; CHO, H.S.; CHOI, D.C. (1999) Effect of isothermal treatment of SAF 2205
duplex stainless steel on migration of delta/gamma interface boundary and growth of
austenite, Journal of Alloys and Compounds 285 (1-2), pp. 156-161
LEWIS, M.H.; HATTERSLEY, B. (1965) Precipitation of M23C6 in austenitic steels,
Acta Metallurgica 13 (11), pp. 1159-1168 apud RAMIREZ, A.J. (2001) Precipitação de
Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços
Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
LINDBLOM, B.E.S., LUNDQUIST, B., HANNERZ, N.E. (1991) Scandinavian Journal
of Metallurgy 20 p. 305 apud LIOU, H-Y., HSIEH, R-I., TSAI, W-T. (2002)
Microstructure and stress corrosion cracking in simulated heat-affected zones of duplex
stainless steels, Corrosion Science, 44 (12), pp. 2841-2856
LIOU, H-Y., HSIEH, R-I., TSAI, W-T. (2002) Microstructure and stress corrosion
cracking in simulated heat-affected zones of duplex stainless steels, Corrosion Science,
44 (12), pp. 2841-2856
LARSON, B.; LUNDQVIST, B. (1987) Fabricating Ferritic-Austenitic Stainless Steels,
Sandvik Steel Trade Literature, S-51-33
LIPPOLD, J.C.; VAROL, I.; BAESLACK, W.A. (1994) The Influence of Composition
and Microstructure on the HAZ Toughness of Duplex Stainless-Steels At -20oC,
Welding Journal, 73 (4), pp. S75-S79
LIPPOLD, J.C.; KOTECKI, D.J. (2005) Welding Metallurgy and Weldability of
Stainless Steels, Wiley-Interscience, Hoboken, Estados Unidos

121
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
MALDONADO, J.G., SKOGSBERG, J. W. (2004) Cracking susceptibility of duplex
stainless steel at an intermediate temperature in the presence of H2S containing
environments,
Corrosion, paper 4134, Nova Orleans, Estados Unidos
MARSH, J., WALSH, M., GIBSON, G. T. (2004) Hydrogen Embrittlement of
Corrosion Resistant Alloys under Cathodic Protection Conditions, Corrosion, paper
4104, New Orleans, Estados Unidos
MERINO, C. (1994) Kinetic study of eutectoid transformation to 24%Cr/7%Ni duplex
stainless steel. In: Conference Duplex Stainless Steels’94, Glasgow, Escócia.
Proceedings, TWI, paper 41 apud RAMIREZ, A.J. (2001) Precipitação de Fases
Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços
Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
MÉSZÁROS, I.; SZABÓ, P.J. (2005) Complex magnetic and microstructural
investigation of duplex stainless steel, NDT&E International, 38 (7), pp. 517-521
MIGIAKIS, K.; PAPADIMITRIOU, G. D. (2009) Effect of nitrogen and nickel on the
microstructure and mechanical properties of plasma welded UNS S32760 superduplex
stainless steel, Journal Materials Science, 44, pp. 6372-6383
MOLLICA, A., TREVIS, A; TRAVERSO, E. (1988) Crevice corrosion resistance of
stainless steels in natural seawater in the temperature range of 25 to 40 oC, Corrosion,
44 (4), pp. 194-198 apud WALLÉN, B. (1998) Corrosion of Duplex Stainless Steel in
Seawater, Avesta Sheffield, ACOM 1-1998
MORI, T.; KONDO, K.; IGARASHI, M.; MURATA, I.; HORIUCHI, K. (1997) Effects
of Alloying Elements on Sigma-related Phase Precipitation in Superduplex Stainless
Steels, Duplex Stainless Steels 97, Proceedings, Holanda, pp. 915-922 apud GIRALDO,
C.P.S. (2001) Precipitação de Fases Intermetálicas na Zona Afetada pelo Calor de
Temperatura Baixa (ZACTB) na Soldagem Multipasse de Aços Inoxidáveis Duplex,
Dissertação de M.Sc. USP, São Paulo

122
MOLLICA A., VENTURA, G. (1997) Crevice Corrosion in SRB culture, Technical
Report CNR-ICMM-BC-1/97
MUKAI, Y., MURATA, M., WANG, J. (1992) Analytical evaluation and mechanism of
hydrogen embrittlement SCC in duplex stainless steel weld, Welding International, 6
(2), pp. 110-116 apud WOOLLIN, P., MURPHY, W. (2001) Hydrogen embrittlement
stress corrosion cracking of superduplex stainless steel, Corrosion, paper 1018,
Houston, Estados Unidos
NACE MR0175/ISO 15156-1 (2001) Petroleum and natural gas industries – Materials
for use in H2S-containing environments in oil and gas production, NACE International
NEVILLE, A., HODGKIESS, T. (1994) A comparative study of the corrosion
behaviour of duplex and austenitic stainless steels in marine environments containing
sulphate-reducing bacteria, Duplex 94, vol. 3, paper no. 67, pp. 13-16 apud WALLÉN,
B. (1998) Corrosion of Duplex Stainless Steel in Seawater, Avesta Sheffield, ACOM 1-
1998.
NICOLIO, C. J., HOLMQUIST, M. (2002) Duplex alloys; challenging corrosion in the
new millennium, Corrosion, paper 02120, Houston, Estados Unidos.
NILSSON, J-O.; LIU, P. (1991) Aging at 400-600oC of Submerged-Arc Welds of
22Cr-3Mo-8Ni Duplex Stainless-Steel and its Effect on Toughness and Microstructure,
Materials Science and Technology 7 (9), pp. 853-862 apud RAMIREZ, A.J. (2001)
Precipitação de Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens
Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
NILSSON, J.O.; WILSON, A. (1993) Influence of Isothermal Phase-Transformations
on Toughness and Pitting Corrosion of Super Duplex Stainless-Steel SAF-2507,
Materials Science and Technology 9 (7), pp. 545-554
NILSSON, J.-O.; JONSSON, P.; WILSON, A. (1994) Formation of Secondary
Austenite in Super Duplex Stainless Steel Weld Metal and its Dependence on Chemical
Composition, Duplex Stainless Steels ’94, Vol. 1, Abington Publishing, Cambridge,

123
Inglaterra apud LIPPOLD, J.C.; KOTECKI, D.J. (2005) Welding Metallurgy and
Weldability of Stainless Steels, Wiley-Interscience, Hoboken, Estados Unidos
NILSSON, J.O.; HUHTALA, T.; JONSSON, P.; KARLSSON, L.; WILSON, A. (1996)
Structural stability of super duplex stainless weld metals and its dependence on tungsten
and copper, Metallurgical and Materials Transactions A-Physical Metallurgy and
Materials Science 27 (8), pp. 2196-2208
OH, B.W.; KIM, J.I.; JEONG, S.W.; KWON, H.S.; HONG, S.H.; KIM, Y.G. (1993)
The influence of W on Corrosion resistance and sigma phase formation in duplex
stainless steels. In: Conference Innovation stainless steel, Florença, Itália, Proceedings,
pp. 3.59-3.64 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e
Austenita Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex,
Tese de D.Sc., USP, São Paulo
OHMORI, Y.; MAEHARA, Y. (1984) Precipitation of M23C6 and Sigma-Phase in
Delta Gamma Duplex Stainless-Steels, Transactions of the Iron And Steel Institute of
Japan 24 (1), pp. 60-68
OKAMOTO, H. (1992) The effect of tungsten and molybdenum on the performance of
superduplex stainless steels. In: Conference applications of stainless steels’92,
Estocolmo, Suécia, Proceedings, pp. 360-369 apud RAMIREZ, A.J. (2001) Precipitação
de Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de
Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
PERTENEDER, E.; TÖSCH, J.; ZIEERHOFER, J.; RABENSTEINER, G. (1997)
Characteristic Profiles of Modern Filler Metals for Duplex Stainless Steel Welding,
Duplex Stainless Steels ’97, Vol. 1, KCI Publishing, Zutphen, Holanda, pp. 321-327
apud LIPPOLD, J.C.; KOTECKI, D.J. (2005) Welding Metallurgy and Weldability of
Stainless Steels, Wiley-Interscience, Hoboken, Estados Unidos
POTGIETER, J.H. (1992) Influence of σ phase on general and pitting corrosion
resistance of SAF 2205 duplex stainless steels. British Corrosion Journal, 27 (3), pp.
219-223 apud MAGNABOSCO, R. (2001) Influência da microestrutura no

124
comportamento eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de
Doutorado, USP, São Paulo
RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita Secundária na
ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São
Paulo
RAMIREZ, A.J.; LIPPOLD, J.C.; BRANDI, S.D. (2003) The relationship between
chromium nitride and secondary austenite precipitation in duplex stainless steels,
Metallurgical and Materials Transactions A-Physical Metallurgy And Materials
Science, 34A (8), pp. 1575-1597
RAVINDRANATH, K.; MALHOTRA, S.N. (1995) The Influence of Aging on the
Intergranular Corrosion of 22 Chromium-5 Nickel Duplex Stainless Steel, Corrosion
Science, 37 (1), pp. 121-132
REDJAIMIA, A.; METAEUR, G.; GANTOIS, M. (1991) Decomposition of delta
ferrite in a Fe-22Cr-5Ni-3Mo-0.03C duplex stainless steel. A morphological and
structural study. In: Conference Duplex Stainless Steels’91, Beaune Bourcogne, França,
Proceedings. pp. 119-126 apud RAMIREZ, A.J. (2001) Precipitação de Fases
Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços
Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
SCHMIDT-RIEDER, E.; TONG, X.Q.; FARR, J.P.G.; AINDOW, M. (1996) “In situ”
eletrochemical scanning probe microscopy corrosion studies on duplex stainless steel in
aqueous NaCl solutions. British Corrosion Journal, 31 (2), pp. 139-145 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
SEDRIKS, A. J. (1996) Effects of alloy composition and microstructure on the passivity
of stainless steels. Corrosion, 42 (7), pp. 376-389 apud MAGNABOSCO, R. (2001)
Influência da microestrutura no comportamento eletroquímico do aço inoxidável
UNS S31803 (SAF 2205), Tese de Doutorado, USP, São Paulo

125
SEDRIKS, A. J. (1989) New stainless steels for seawater service. Corrosion, 45 (6),
pp. 510-518 apud MAGNABOSCO, R. (2001) Influência da microestrutura no
comportamento eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de
Doutorado, USP, São Paulo
SEDRIKS, A. J. (1986) Effects of alloy composition and microstructure on the pasivity
of stainless steels, Corrosion 42 (7) pp. 376-389 apud MAGNABOSCO, R. (2001)
Influência da microestrutura no comportamento eletroquímico do aço inoxidável
UNS S31803 (SAF 2205), Tese de Doutorado, USP, São Paulo
SENTENCE, P. (1991) Hydrogen embrittlement of cold worked duplex stainless steel
oilfield tubulars, Duplex Stainless Steels’ 91, p. 895 apud WOOLLIN, P., MURPHY,
W. (2001) Hydrogen embrittlement stress corrosion cracking of superduplex stainless
steel, Corrosion, paper 1018.
SERNA, C.P.; RAMIREZ, A.J., ALONSO-FALLEROS, N.; BRANDI, S.D. (2003)
Pitting Corrosion Resistance of Duplex Stainless Steel Multipass Welds, Proceedings of
the 6th International Conference on Trends in Welding Research, ASM International,
Materials Park, Estados Unidos, pp. 17-22 apud LIPPOLD, J.C.; KOTECKI, D.J.
(2005) Welding Metallurgy and Weldability of Stainless Steels, Wiley-Interscience,
Hoboken, Estados Unidos
SIOW, K.S.; SONG, T. Y.; WIU, J.H. (2001) Pitting Corrosion of Duplex Stainless
Steels, Anti-Corrosion Methods and Materials 48 (1), pp. 31-36
SMITH, L.M.; CELANT, M.; POURBAIX, A. (2000) A Guideline to the successful use
of duplex stainless steels for flowlines, Duplex America 2000 Conference, Houston,
Estados Unidos
SMITH, L.M.; CELANT, M. (1998) Corrosion resistant flowlines – Market analysis
and technical trend, Confidential report apud SMITH, L.M.; CELANT, M.;
126
POURBAIX, A. (2000) A Guideline to the successful use of duplex stainless steels for
flowlines, Duplex America 2000 Conference, Houston, Estados Unidos
SOLOMON, H. D.; DEVINE Jr., T. M. (1982) Duplex stainless steels – a tale of two
phases. Duplex stainless steels, St. Louis, Esatdos Unidos, ASM Metals Park: Ohio,
pp. 693-756 apud MAGNABOSCO, R. (2001) Influência da microestrutura no
comportamento eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de
Doutorado, USP, São Paulo
SRIDHAR, N., KOLTS, J. (1987) Effects of Nitrogen on the Selective Dissolution of a
Duplex Stainless Steel, Corrosion 43 (11) pp. 646-651
SRIRAM, R.; TROMANS, D. (1989) Pitting corrosion of duplex stainless steels,
Corrosion, 45 (10), pp. 804-810 apud MAGNABOSCO, R. (2001) Influência da
microestrutura no comportamento eletroquímico do aço inoxidável UNS S31803
(SAF 2205), Tese de Doutorado, USP, São Paulo
SSAS - Stainless Steel Advisory Service (2001) Corrosion of Stainless Steels in Supply
(Drinking) and Waste (Sewage) Water Systems, SSAS Information Sheet, n. 4.92,
issue 2
STROE, M.E. (2006) Hydrogen embrittlement of ferrous materials, Tese,
Universidade Livre de Bruxelas (ULB), Bruxelas, Bélgica
SYMNIOTIS-BARRDAHL, E. (1988) Selective corrosion of duplex stainless steels.
Stainless steels’87 Conference proceedings York, Inglaterra, pp.176-185 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
SYMNIOTIS, E. (1990) Galvanic effects on the active dissolution of duplex stainless
steels. Corrosion, 46 (1), pp. 2-12 apud MAGNABOSCO, R. (2001) Influência da
microestrutura no comportamento eletroquímico do aço inoxidável UNS S31803
(SAF 2205), Tese de Doutorado, USP, São Paulo
127
SYMNIOTIS, E. (1995) Dissolution mechanism of duplex stainless steels in the active-
to-passive transition range and the role of microstructure. Corrosion, 51 (8), pp. 571–
580
SRUTT, A.J.; LORIMER, G.W. (1986) Structure property relationships of Zeron 100.
In: Conference Duplex Stainless Steels’86, Haia, Holanda, Proceedings, Nederlands
Institut Voor Lastechniek, pp. 310-318 apud RAMIREZ, A.J. (2001) Precipitação de
Fases Intermetálicas e Austenita Secundária na ZAC de Soldagens Multipasse de Aços
Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
TAMAKI, K., TSUJIKAWA, S., HISAMATSU, Y. (1990) Development of a New Test
Method for Chloride Stress Corrosion Cracking of Stainless Steels in Dilute NaCl
Solutions, Advances in Localized Corrosion, NACE, Houston, pp. 207-214 apud
COTTIS, R. A., NEWMAN, R. C. (1993) Stress Corrosion Cracking Resistance of
Duplex Stainless Steels, Health and Safety. Disponível em: <http://www.hse.gov.uk>,
último acesso em 21/08/06
TERASAKI, T.; GOOCH, T.G. (1995) Prediction of Cooling Time for Ferrite-Austenite
Transformation in Duplex Stainless-Steel, ISIJ International, 35 (10), pp. 1272-1276
THORVALDSSON, T. et al. (1985) Influence of microstructure on mechanical
properties of a duplex stainless steel. In: Conference Stainless steels’84, Göteborg,
Proceedings. Londres, The Institute of Metals, pp. 101-105 apud RAMIREZ, A.J.
(2001) Precipitação de Fases Intermetálicas e Austenita Secundária na ZAC de
Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de D.Sc., USP, São Paulo
THOMPSON, A. W., BERNSTEIN, I. M. (1980) Metallurgical Variables in Hydrogen-
Assisted Environmental Fracture, Advances in Corrosion Science and Technology, 7,
pp. 53-175 apud TIMMINS, P. F. (1997) Solutions to Hydrogen Attack in Steels,
ASM International, Estados Unidos
TIMMINS, P. F. (1997) Solutions to Hydrogen Attack in Steels, ASM International,
Estados Unidos

128
TROIANO, A. R. (1960) The Role of Hydrogen and Other Interstitials in the
Mechanical Behavior of Metals, Transactions of the ASM, 52, pp. 54-80 apud
TIMMINS, P. F. (1997) Solutions to Hydrogen Attack in Steels, ASM International,
Estados Unidos
TSAI, W-T.; CHEN, M-S. (2000) Stress corrosion cracking behavior of 2205 duplex
stainless steel in concentrated NaCl solution, Corrosion Science, 42 (3), pp. 545-559
TSUJIKAWA, S., SHINOHARA, T., LIANG, C. (1991) Development of Improved
Type 304 Stainless Steel Resistant to SCC in Chloride Environments, Proceedings of
Stainless Steels’ 91, ISIJ, Tokyo, v. 1, pp. 196-203 apud COTTIS, R. A., NEWMAN,
R. C. (1993) Stress Corrosion Cracking Resistance of Duplex Stainless Steels, Health
and Safety. Disponível em: <http://www.hse.gov.uk>, último acesso em 21/08/06
TYSTAD, M. (1997) Application of duplex stainless steel in the offshore industry,
Duplex Stainless Steels 97, 5th World Conference, Stainless Steel World, KCI
Publishing
UME, K.; SEKI, N.; NAGANAWA, Y.; HYODO, T.; SATOH, K.; KURIKI, Y. (1987)
Influence of Thermal History on the Corrosion-Resistance of Duplex Stainless-Steel
Linepipe, Materials Performance 26 (8), pp. 25-31
URA, M.M.; PADILHA, A.F.; ALONSO, N. (1994) Influência da fase alfa linha
sobre a resistência à corrosão por pite de aços inoxidáveis dúplex, 1º Congresso
Internacional da ABM, São Paulo, 8, pp. 337-349 apud MAGNABOSCO, R. (2001)
Influência da microestrutura no comportamento eletroquímico do aço inoxidável
UNS S31803 (SAF 2205), Tese de Doutorado, USP, São Paulo
VAROL, J.C.; LIPPOLD, J.C.; BAESLACK, W.A. III (1990) Microstructure/Property
Relationships in Simulated Heat-Affected Zones in Duplex Stainless Steels, Recent
Trends in Welding Science and Technology, ASM International, Materials Park,
Estados Unidos apud LIPPOLD, J.C.; KOTECKI, D.J. (2005) Welding Metallurgy and
Weldability of Stainless Steels, Wiley-Interscience, Hoboken, Estados Unidos
129
VASQUES, F. V. S.; KIOSHY, S. A.; MARGARIT-MATTOS, I. C. P.; MATTOS, O.
R.; MIRANDA, M.; VIVIER, V. (2011) Electrochemical Methods used on Corrosion of
Superduplex Stainless Steel, Artigo submetido na Corrosion Science, sob código-
número CORSCI-D-11-00360
VITEK, J.M.; DAVID, S.A. (1985) The Concept of an Effective Quench Temperature
and its Use in Studying Elevated-Temperature Microstructures, Metallurgical
Transactions A-Physical Metallurgy and Materials Science 16 (8), pp. 1521-1523
WALKER, R.A. (1988) Duplex and high alloy stainless steels – corrosion resistance
and weldability. Materials Science and Technology, 4 (1), p. 78-84 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
WALKER, R.A.; GOOCH, T.G. (1991) Pitting resistance of weld metal for 22Cr-5Ni
ferritic-austenitic stainless steels. British Corrosion Journal, 26 (1), pp. 51-59 apud
MAGNABOSCO, R. (2001) Influência da microestrutura no comportamento
eletroquímico do aço inoxidável UNS S31803 (SAF 2205), Tese de Doutorado, USP,
São Paulo
WALLÉN, B. (1998) Corrosion of Duplex Stainless Steel in Seawater, Avesta
Sheffield, ACOM 1-1998
WEISS, B., STICKLER, R. (1972) Phase Instabilities during High-Temperature
Exposure of 316 Austenitic Stainless-Steel, Metallurgical Transactions 3 (4), pp. 851-
866 apud RAMIREZ, A.J. (2001) Precipitação de Fases Intermetálicas e Austenita
Secundária na ZAC de Soldagens Multipasse de Aços Inoxidáveis Duplex, Tese de
D.Sc., USP, São Paulo
ABRACO (2006) Associação Brasileira de Corrosão, Polarização, Passivação e
Velocidade de Corrosão. Disponível em: <www.abraco.org.br>, último acesso em
28/07/06

130
WOOLLIN, P., MURPHY, W. (2001) Hydrogen embrittlement stress corrosion
cracking of superduplex stainless steel, Corrosion, paper 1018, Houston, Estados
Unidos