arrola - pedeca presspedeca.es/wp-content/uploads/2012/02/traterpress_15.pdf · •oerlikon-leybold...
TRANSCRIPT

FEB
RER
O20
10•
Nº
15T
RA
TER
PRES
S


1
ARROLAARROLA diseña instalaciones para eltratamiento térmico de metales férri-cos y no férricos, dentro de las tecno-logías de vacío y atmósfera controla-da, con tecnologías innovadoras yadaptadas a los requerimientos solici-tados.
Sus soluciones técnicas, la capacidadde servicio y la cercanía al cliente hacede ARROLA un proveedor de instala-
ciones único dentro del mercado na-cional.
ARROLAPolígono Industrial Argixao, 60
20700 ZUMÁRRAGAGUIPÚZKOA - ESPAÑATeléf.: (+34) 943 725 271Fax: (+34) 943 725 634
Director: Antonio Pérez de CaminoPublicidad: Ana Tocino
Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Editorial 2
Noticias 4Nuevo libro “Aceros especiales” • Ajuste eficaz de sistemas térmicos • El nuevo sensor de visiónde alto rendimiento • Monografías de José Luis Enríquez • El Grupo Soler siempre apuesta por losretos.
Artículos
•AIN organiza el TRATERMAT 2010 8•Colaboración entre grupos de la Facultad de Ciencia y Tecnología (UPV/EHU) de la Universidad
de Osaka 10•Seminarios gratuitos “Tecnologías 3D para aplicaciones industriales” 12•La industria aeronáutica vasca se hace un hueco en el selecto club de proveedores de Boeing 14•Fórum de Arcas - Por Juan Martínez Arcas 16•La producción española de acero se recupera en el cuarto trimestre de 2009 - Por UNESID 18•El TITAN pasó por Bilbao 19•CONFEMETAL pide que se creen las condiciones para que la Industria pueda innovar 20•Oerlikon-Leybold Vacuum presenta su nuevo controlador Combivac CM 51 21•Analizadores de oxígeno de rápida respuesta G250 y G125 - Por Entesis 22•25 aniversario de FUNDIGEX - Por Rafael de la Peña 23•Optimización de los tratamientos T5 y T6 de la aleación de aluminio A356 conformada por SLC -
Por S. Menargues, E. Martín, M. T. Baile y A. Forn 25•Analizadores de gas portátiles - Por Entesis 32•HANNOVER MESSE 2010 (19 a 23 de abril) 33•Algunas consideraciones sobre los aceros inoxidables austeníticos para tornillería estampada en
frío - Por Manuel Antonio Martínez Baena y José Mª Palacios Reparaz (=) 35
Guía de compras 44
Indice de Anunciantes 48
Sumario • FEBRERO 2010 - Nº 15
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia

Información / Febrero 2010
2
Seguimos con fuerzaPor más trabas que nos pongan, seguimos con másfuerza si cabe.
Uno de los retos más importantes para este año ennuestro sector es la organización del TRATERMAT enPamplona, que le corresponde al Centro de IngenieríaAvanzada de Superficies AIN. Al igual que hemos ac-tuado en ediciones anteriores, vamos a darles todonuestro apoyo y máxima difusión del evento desdenuestras revistas. Encontrarán más información de di-cho evento en pág. 8.
Seguimos la línea de siempre, artículos de gran calidade importancia como podrán comprobar en este núme-ro, noticias, novedades, … A su vez, anunciaremos yestaremos presentes con la revista al igual que añosanteriores, en los distintos eventos que se organicenen el sector. No hay muchos, la verdad sea dicha, perointentaremos difundirlos ampliamente.
Para terminar y aunque nunca he escrito, ni me hagustado escribir sobre el tema, dar mi “empujón” paraque esta situación económica cambie de una vez, quese tomen medidas desde el Gobierno, que son los quepueden y deben tomarlas. De acuerdo que la situaciónmundial es mala, pero aquí sin medidas estamos per-didos.
Antonio Pérez de Camino
Editorial


Nuevo libro“Acerosespeciales”Este nuevo libro ha sido editadopor Manuel Rivas, de la empresaErasteel. Es ingeniero metalúrgi-co graduado por la Universidadde Gotemburgo (Suecia), comodirector gerente para España yPortugal.
El libro contiene 495 páginas enformato 24 x 16 cm. Consta de 18capítulos; "Cambios estructura-les en los procesos térmicos delacero - Mecanismos de endureci-miento de los metales - La Mar-tensita, objetivo del temple - In-fluencia de los elementos dealeación en el acero - Introduc-ción al proceso de fisuración yrotura - Diagramas TTT y CCT.Aspectos teóricos y prácticos -Las inclusiones no metálicas - ElProceso ESR - El acero rápido y sutratamiento térmico - Aceros rá-pidos de pulvimetalurgia - Trata-
miento térmico del acero paraherramientas - El revenido de losaceros para herramientas y rápi-dos - El rectificado de los acerosespeciales - Recubrimientos su-perficiales en los aceros - Herra-mientas de forja - Cálculos parala presión radial (P) - La fatigatérmica en los aceros para traba-jo en caliente - Soldabilidad delos aceros.
Info 1
Ajuste eficazde sistemastérmicosEl incremento del coste de loscarburantes hace necesaria lamonitorización eficaz de los sis-temas de combustión mediantela medición de sus emisiones.Instrumentos Testo, S.A. intro-duce en el mercado un analiza-dor equipado con 4 sensores degases con el que efectuar dichasmediciones de forma rápida,sencilla y preparada para el fu-turo. El analizador portátil delos productos de la combustióntesto 340 ofrece la mejor mane-jabilidad para la toma de medi-ciones puntuales en quemado-res o motores industriales.
La característica principal del a-nalizador es que está equipadode serie con un sensor de O2 ydispone de 3 zócalos más parala instalación de 3 sensores degases, a elegir entre 6 disponi-bles: CO, CObajo, NO, NObajo,NO2 o SO2. Estos sensores sonfácilmente reemplazables por elusuario, por lo que el analizadorsiempre se puede adaptar a ca-da necesidad de medición y asíminimizar los periodos de man-tenimiento.
Otra característica destacada esla ampliación del rango de medi-
ción de los sensores, por lo queel analizador puede medir inclu-so a elevadas concentracionesde gas. Su cubierta protectora degoma lo protege contra impactosdurante su uso diario.
El nuevo analizador de los pro-ductos de la combustión Testoresulta especialmente adecuadopara la puesta en marcha, man-tenimiento y reparación en:
• Calderas industriales.
• Motores fijos industriales.
• Turbinas de gas.
• Sistemas de procesos térmicos.
Info 2
El nuevo sensorde visión de altorendimientoEl nuevo I40 es el tercer miem-bro de la familia Inspector. Ofre-ce la misma sencillez de usoque el I10 con la flexibilidad delI20. Además de ofrecer las ca-racterísticas ya conocidas, el I40es capaz de realizar una inspec-ción con la máxima garantía decontrol sobre toda la cadena deproducción, lo que lo convierteen el mejor aliado para la ins-pección de piezas.
En las plantas de producción agran escala, donde es necesario
Noticias / Febrero 2010
4


dar respuesta a varias tareas deinspección con multitud de con-figuraciones diferentes, es vitalcontar con una solución flexiblejunto con un sistema integral decontrol centralizado de la pro-ducción. Normalmente, un sen-sor de visión no es capaz de todoello, por lo que los clientes seven resignados a optar por solu-ciones más complejas y costo-sas. El I40 permite inspeccionarlas piezas bajo un concepto simi-lar al de una cámara inteligente.
De este modo se consigue unainspección de alta fiabilidad, unaconfiguración flexible y la capaci-dad de controlar la totalidad de laproducción sin que aumente lacomplejidad ni el coste.
Info 3
Monografíasde José LuisEnríquezUn equipo de la Escuela de Mi-nas de Madrid, coordinado pornuestro colaborador el profesorJosé Luis Enríquez ha acometi-do la elaboración y publicaciónde una serie de monografías so-bre temas prácticos de Siderur-gia y Fundición.
En estos días han completadouna serie que abarca la fabrica-ción del acero (hornos eléctri-cos, metalurgia secundaria, co-lada y laminación).
Ha sido un trabajo lo más com-pleto posible, acompañado dedibujos y gráficos, que se en-cuentra colgado en el Reposito-rio (archivo digital) de la Univer-sidad politécnica de Madrid(UPM).
El mismo equipo está preparan-do otra publicación sobre la fa-bricación de piezas cilíndricas(camisas de motor, rodillos delaminación, cilindros de moli-nos, tubos …), que verá la luz enel plazo más corto posible.
Los cuatro capítulos de Aceríapueden descargarse gratuita-mente en:
http://oa.upm.es/1000/
http://oa.upm.es/1669/
http://oa.upm.es/2074/
http://oa.upm.es/1929/
Info 4
El Grupo Solersiempre apuestapor los retosIES, fabricante de resistenciasy recientemente distribuidorde sirenas para señalizaciónde vehículos de emergencia yservicios, ha sido el principalpatrocinador de nuestro cam-peón Joan Pedrero en la edi-ción del Dakar Argentina-Chile2010.
El joven piloto de Canet de Mar(Barcelona) este año ha sido lagran revelación motorística de-mostrando ser el mejor en sucategoría.
Noticias / Febrero 2010
6
Ha sido el primer español y ca-talán clasificado en la Generalde Motos, consiguiendo formarparte del Top Ten de su catego-ría. Gran hazaña la que ha lo-grado, Pedrero nos ha hechodisfrutar durante todos los díasde la competición y nos ha dadouna buena lección de que conesfuerzo, constancia y pasión sellega al éxito.
Info 5


Información / Febrero 2010
8
El Centro de Ingeniería Avanzada de Superfi-cies de AIN fue designado hace dos años paraorganizar la duodécima edición del Congreso
Nacional de Tratamientos Térmicos y de Superfi-cies TRATERMAT 2010, que se celebrará en Pam-plona, los días 20 y 21 de Octubre de 2010.
El congreso TRATERMAT es la cita más importantepara las empresas y grupos de investigación que tra-bajan en el campo de los tratamientos térmicos y desuperficies. A diferencia de otros eventos, de carácterexclusivamente académico, el congreso TRATERMATse ha caracterizado siempre por una importantísimaparticipación de empresas tratamentistas, metalúr-gicas y de bienes de equipo, que equilibra la tambiéndestacada participación de investigadores de univer-sidades, CSIC y centros tecnológicos. Es uno de losmejores ejemplos de contacto entre investigación yaplicación industrial y no es, por tanto, extraño, quesea un inmejorable foro para el lanzamiento de nue-vos proyectos y el establecimiento de relaciones en-tre empresas y grupos de investigación.
El congreso se celebrará en el mes de octubre, en loscomienzos del otoño pamplonés, que suele ser unaépoca acogedora y soleada, ideal para pasear por losnumerosos parques de la ciudad o para explorar sucentro histórico. Aunque las sesiones del congresose concentran en los días 20 y 21, los actos socialesprevistos se extenderán del martes 19 al viernes 22.
Los plazos de inscripción y de envío de trabajos seencuentran actualmente abiertos. Toda la informa-ción relativa al congreso puede encontrarse en lapágina web http://tratermat2010.com. Desde la or-ganización se confía en una amplia participación eneste evento que, a pesar de celebrarse en una épocade notable incertidumbre económica, puede servirde punto de inflexión para numerosas empresasque encontrarán en el TRATERMAT el marco idealpara realizar los contactos o el esfuerzo comercialque les ayude a superar la actual coyuntura.
AIN organiza el TRATERMAT 2010


Información / Febrero 2010
10
Los investigadores del Grupo de Magnetismo yMateriales Magnéticos de la Facultad deCiencia y Tecnología (UPV/EHU), José Manuel
Barandiarán (catedrático de Física Aplicada) y Vo-lodymyr Chernenko (investigador Ikerbasque), hanvisitado recientemente la Graduate School of Engi-neering de la Universidad de Osaka (Japón), por in-vitación del Profesor Tomoyuki Kakeshita, y hanparticipado en un seminario especial sobre Alea-ciones Ferromagnéticas con Memoria de Forma.
En dicho seminario intervinieron también el Profe-sor Antoni Planes (Universidad de Barcelona) y el
Prof. Xuejun JIN (Universidad de Shangai), así comolos profesores Tomoyuki Kakeshita y Takashi Fuku-da de la Universidad de Osaka y sus estudiantes deMaster y Doctorado. El Dr. Chernenko permaneceráen Osaka hasta mediados de marzo, impartiendoun curso de doctorado sobre transformaciones defase.
Las Aleaciones Ferromagnéticas con Memoria deForma se incluyen entre los Materiales Inteligentes(Smart Materials) o Multifuncionales, objeto de estu-dio de los citados investigadores de la Facultad deCiencia y Tecnología dentro del proyecto "ACTI-
Colaboración entre gruposde la Facultad de Cienciay Tecnología (UPV/EHU)y de la Universidad de Osaka
De izda. a dcha.: Dr. Chernenko (Iberbasque, FCyT, UPV/EHU), Prof. Kakeshita (Vicedean, Graduate School of Engineering, Osaka U-niversity), Prof. Barandiarán (catedrático, FCyT, UPV/EHU), Prof. Fukuda (Associate Professor, Graduate School of Engeniering, OsakaUniversity) durante un descanso del Seminario sobre Aleaciones Ferromagnéticas con Memoria de Forma.
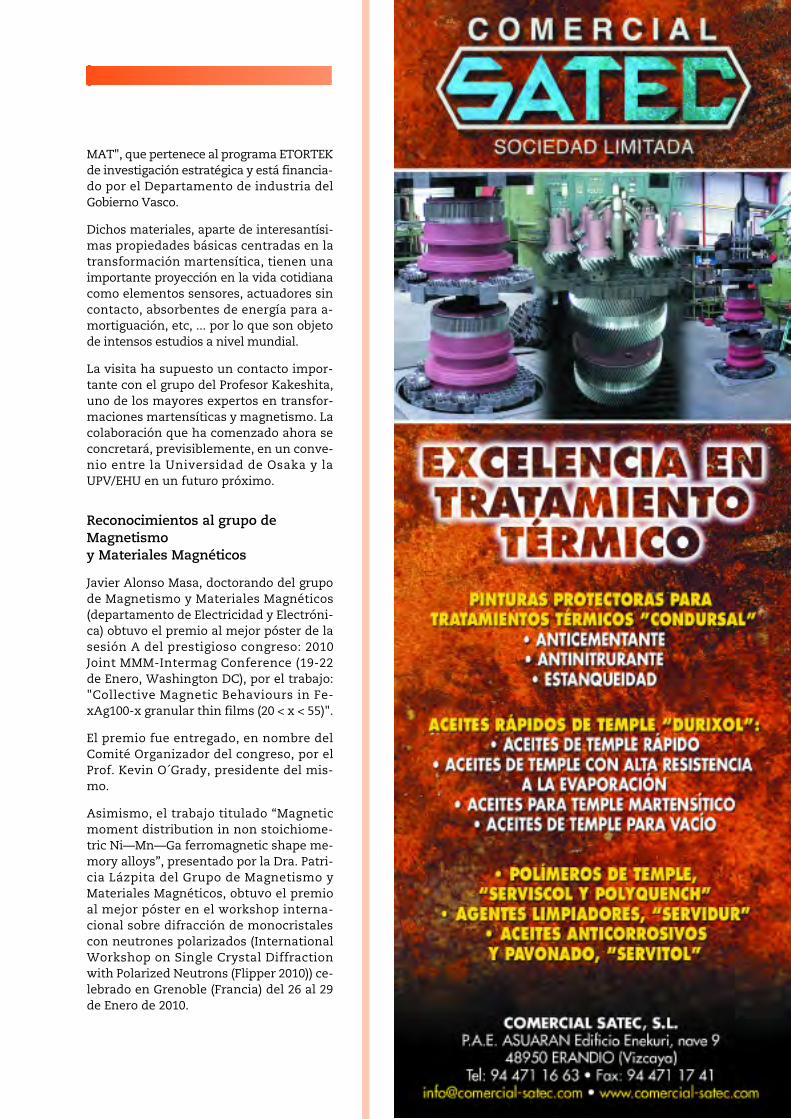
MAT", que pertenece al programa ETORTEKde investigación estratégica y está financia-do por el Departamento de industria delGobierno Vasco.
Dichos materiales, aparte de interesantísi-mas propiedades básicas centradas en latransformación martensítica, tienen unaimportante proyección en la vida cotidianacomo elementos sensores, actuadores sincontacto, absorbentes de energía para a-mortiguación, etc, ... por lo que son objetode intensos estudios a nivel mundial.
La visita ha supuesto un contacto impor-tante con el grupo del Profesor Kakeshita,uno de los mayores expertos en transfor-maciones martensíticas y magnetismo. Lacolaboración que ha comenzado ahora seconcretará, previsiblemente, en un conve-nio entre la Universidad de Osaka y laUPV/EHU en un futuro próximo.
Reconocimientos al grupo deMagnetismoy Materiales Magnéticos
Javier Alonso Masa, doctorando del grupode Magnetismo y Materiales Magnéticos(departamento de Electricidad y Electróni-ca) obtuvo el premio al mejor póster de lasesión A del prestigioso congreso: 2010Joint MMM-Intermag Conference (19-22de Enero, Washington DC), por el trabajo:"Collective Magnetic Behaviours in Fe-xAg100-x granular thin films (20 < x < 55)".
El premio fue entregado, en nombre delComité Organizador del congreso, por elProf. Kevin O´Grady, presidente del mis-mo.
Asimismo, el trabajo titulado “Magneticmoment distribution in non stoichiome-tric Ni—Mn—Ga ferromagnetic shape me-mory alloys”, presentado por la Dra. Patri-cia Lázpita del Grupo de Magnetismo yMateriales Magnéticos, obtuvo el premioal mejor póster en el workshop interna-cional sobre difracción de monocristalescon neutrones polarizados (InternationalWorkshop on Single Crystal Diffractionwith Polarized Neutrons (Flipper 2010)) ce-lebrado en Grenoble (Francia) del 26 al 29de Enero de 2010.

Información / Febrero 2010
12
INFAIMON, empresa especializada en sistemasde visión artificial presenta un nuevo semina-rio gratuito con el tema "Tecnologías 3D para a-
plicaciones industriales".
El seminario tendrá lugar el 11 de marzo en Barce-lona, en el Centro de Visión por Computador Edifi-ci 0 – Campus UAB 08193 Bellaterra.
En los últimos años se ha producido un notable in-cremento en el desarrollo de aplicaciones basadasen el tratamiento de imágenes y otras tecnologías
de visión artificial con especial énfasis en la obten-ción de información tridimensional.
Las diferentes tecnologías aplicadas, así como losnuevos dispositivos de captura y tratamiento de i-mágenes, han permitido que las aplicaciones detratamiento de imagen en tres dimensiones (3D)hayan pasado de ser temáticas a convertirse entécnicas habituales en la industria.
Es por ello que INFAIMON, presenta un seminariosobre aplicaciones 3D, tanto desde el punto de
vista teórico comopráctico, centrán-dose en las técnicasde TriangulaciónLáser y Tiempo deVuelo (TOF).
El seminario estáorientado a directi-vos, responsablesde I+D, responsa-bles de innovación,investigadores, es-pecialistas relacio-nados con trata-miento de imagen,y, de forma gene-ral, a todos los po-tenciales usuariosde este tipo de so-luciones.
Seminarios gratuitos “Tecnologías3D para aplicaciones industriales”


Información / Febrero 2010
14
Después del hito que ha supuesto para la in-dustria aeronáutica vasca el primer vuelodel avión de transporte A400M de Airbus, el
sector vasco continúa diversificando el abanico declientes y nichos de mercado en los que interviene,con su participación en el avión de largo recorridoB787, correspondiente al fabricante norteamerica-no Boeing.
Un total de trece empresas del Cluster de Aero-náutica y Espacio HEGAN han desarrollado y apli-cado nuevas tecnologías en este programa, desdelas fases de ingeniería de grandes aeroestructurascompletas, en las que interviene Aernnova, hastael kit del tren de aterrizaje delantero de DMP y losmotores, un capítulo en el que la compañía ITP-Industria de Turbopropulsores es socio a riesgoen el motor Trent 1000, uno de los dos motores alque pueden optar las líneas aéreas, junto al equi-
po de General Motor. Se espera que los avancesen la tecnología de estos motores contribuiránhasta en un 8% al incremento de la eficiencia delnuevo avión.
La aportación se ITP se concreta en la ejecucióndel diseño, fabricación y montaje completo de laturbina de baja presión o LPT por sus siglas en in-glés y el Rear Frame. En el área de motores, otrasempresas han participado asimismo con la fabri-cación de diversos componentes y tratamientosde superficies que permitan a los materiales ad-quirir características excepcionales ante la fatigay el desgaste. En el campo de las aeroestructurasdestaca la ingeniería conceptual del ala del B787y otros elementos, así como utillajes. Finalmenteen el capítulo de sistemas y equipos, las empre-sas vascas han aportado diversos componentes ysubconjuntos.
La industria aeronáutica vascase hace un hueco en el selecto clubde proveedores de Boeing

787-3 Dreamliner albergará 290-330 pasajeros conuna autonomía de vuelo de 4.600 km. a 5.650 Km.
El 787 ha volado finalmente con un retraso similaral del A400M y superior al que supuso el A380, unhecho que se debe a las propias características dellanzamiento de nuevos programas con exigenciastecnológicas extremas, lo que hace difícil llegar a losplazos previstos. El avión proporcionará a las líneasaéreas una gran eficiencia en cuanto a consumo decombustible, con los consiguientes beneficios parael medio ambiente, según asegura el fabricante es-tadounidense, ya que este avión utilizará un 20%menos de combustible que cualquier otro avión desu tamaño en misiones similares y las aerolíneasdispondrán de más ingresos por carga. También lospasajeros apreciarán mejoras en el nuevo avión,con un ambiente interior en el que el nivel de hu-medad es mayor al igual que la comodidad.
El desembarco de la industria vasca en la partici-pación en nuevos programas, con una vida mediade 20 a 30 años, conlleva un importante elementode diversificación de las actividades de estas em-presas a medio y largo plazo.
Estados Unidos representa actualmente el cuartomercado internacional para la industria aeronáuti-ca vasca, tras Brasil, Alemania y Reino Unido, conuna cuota del 14% de las exportaciones totales delas empresas de HEGAN en el último año y una ci-fra cercana a los 125 millones de euros. Este desti-no geográfico de las exportaciones vascas no hadejado de crecer en los últimos años. El mercadoexterior alcanzó el pasado año una cifra de 884 mi-llones de euros para los socios de HEGAN, aproxi-madamente el 72% de las ventas totales de este pe-riodo. La industria aeronáutica es global y portanto cualquier avión busca la participación deempresas europeas y los trabajos se reparten entrevarios países.
Boeing ha anunciado que cerca de un 50% de la es-tructura principal del 787, incluyendo fuselaje y a-las, estará hecha de materiales compuestos. El mo-delo 787-8 Dreamliner transportará entre 210 y 250pasajeros en rutas de entre 14.200 Km. y 15.200Km., mientras el 787-9 Dreamliner acomodará en-tre 250-290 pasajeros en rutas de entre 14.800 km.y 15.750 km. Un tercer modelo de la familia 787, el
Febrero 2010 / Información

Información / Febrero 2010
16
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Es mucho el interés que ha despertado en este Fó-rum el tema de "CÓMO FALLAN LOS MOLDES".
Se nos han presentado diferentes técnicas prácti-cas o procedimientos para alargar la vida de losmoldes de inyección a presión de metales, vamos aintentar resumirlas:
Técnica o procedimiento nº 1
Elección del acero para la fabricación de los mol-des: Se recomienda de una forma general el tipo H13 de A.I.S.I., pero de elaboración especial.
La tabla que se expone vemos que se presenta elacero en cuestión con sus equivalencias a diferen-tes normas oficiales. Se han incorporado dos ace-ros como son el H 10 y el H 11, que también suelenutilizarse para el mismo fin, pero para solicitacio-nes en servicio con mayor severidad o menor, se-gún, los casos (en otra ocasión se puede hablar decuales son esas solicitaciones).
La composición química del acero H 13, básica-mente es en %: C 0,4 - Mn 0,35 - Si 1 - Cr 5,25 - V 1 -Mo 1,5, por lo tanto se trata de acero hipereutec-toide (con gran cantidad de carburos primarios) ytambién de alta templabilidad con buena combina-ción de resistencia, dureza en caliente, tenacidad,ductilidad y excelente respuesta al tratamientotérmico.
Existen muchas marcas de acererías diferentes entodo el mundo, aunque predominan las europeas,con especificaciones y pequeñas variantes de estaaleación, así como diferentes sistemas y técnicas deelaboración y fabricación del H 13, recibiendo variosnombres complementarios para distinguirlos de susconcurrencias en el mercado. Estas técnicas entre o-tras corresponden a las designadas como:
ESR (Electro Slag Refining),
HIP (Hot Isostatic Pressing)
Seguiremos en el próxio número de la revista.
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.
Tabla de equivalencia según norma

Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20106 números90 euros
Suscripción anual 20106 números90 euros

Información / Febrero 2010
18
Con un aumento del 30% respecto del últimotrimestre de 2008 y después de un drásticorecorte en los primeros meses del año, la
producción española de acero bruto se recupera enel cuarto trimestre de 2009.
La producción española de acero bruto fue de 14,4millones de toneladas en el año 2009, lo que supo-ne una disminución del 22,9% respecto del año an-terior.
Después de un drástico recorte en los primerosmeses del año, la producción se recuperó en elcuarto trimestre, con un aumento del 30% respec-to del último trimes-tre de 2008 y tan sóloun 8% inferior a lamedia de los años2005-2007, antes delcomienzo de la crisiseconómica y finan-ciera.
La disminución de laproducción de aceroha estado motivadapor la debilidad de to-dos los sectores consu-midores (construcción,automóvil, bienes deequipo, electrodomés-ticos, etc.), sin que elimportante esfuerzoexportador de las em-presas españolas (las
exportaciones a países terceros han aumentado el42% en volumen hasta el mes de octubre) hayapodido compensar la caída de la demanda inter-na.
Los datos disponibles de comercio exterior (hastael mes de octubre de 2009) indican una reduccióndel consumo aparente del 56%. UNESID estima queesta reducción del consumo aparente se moderarácuando se hagan públicos los datos de comercioexterior hasta el mes de diciembre.
Se adjunta gráfico de producción trimestral de ace-ro bruto del 2005 al 2009.
La producción española de acerose recupera en el cuarto trimestrede 2009PPoorr UUNNEESSIIDD

Febrero 2010 / Información
19
El Heat Treatment Workshop de Ipsencelebrado el pasado 17 de noviembretuvo su presentación en España con-
cretamente en Bilbao, en su museo maríti-mo. Hasta allí nos desplazamos con la revis-ta TRATER Press (único medio presente enel evento) y pudimos comprobar el nuevohorno de vacío compacto TITAN de Ipsen.
Es una nueva herramienta universal para lostalleres de tratamiento térmico y para todaslas empresas y centros de investigación quedesean realizar tratamientos térmicos ellosmismos o cubrir nuevas áreas de negocio.
Alrededor de 40 personas presenciamos el eventoen 3 presentaciones técnicas.
Los visitantes pertenecían a distintas compañíasusuarias de hornos para el tratamiento térmico,tanto clientes ya de la firma como no.
Quedaron impresionados de la avanzada técnica ysus ventajas de uso, sencillo, versátil y fiable.
El TITAN pasó por Bilbao

Información / Febrero 2010
20
El Informe de Coyuntura Económica y Laboralde la Confederación Española de Organiza-ciones Empresariales del Metal, correspon-
diente al mes de febrero, demanda de las adminis-traciones que el marco en el que operan lasempresas industriales permita a ésta afrontar pro-cesos de investigación e innovación lo que ha depasar, ineludiblemente, por garantizar un entornocompetitivo para la industria.
En el informe de CONFEMETAL se señala que, in-cluso partiendo de las difíciles circunstancias ac-tuales, la industria tiene todavía un considerablepotencial de crecimiento y empleo que habrá deapoyarse en mayores inversiones en investigacióne innovación.
Los ciclos de vida de los productos de la industria–sean bienes de capital o de consumo– se estánacortando día a día. Como resultado de ello, lasempresas deben centrarse aún más en la produc-ción de productos innovadores que se adapten alos rápidos cambios de las necesidades de susclientes en el mercado.
En un entorno global cada vez competitivo, en elque las empresas industriales que operan en Euro-pa en general y en España en particular, afrontanmúltiples desventajas de costes frente a tercerospaíses, debe garantizar que la investigación se con-vierta en innovación y ésta en crecimiento.
CONFEMETAL señala que es necesario un mayoresfuerzo para permanecer delante de los competi-dores y garantizar crecimiento y prosperidad. En el
caso concreto de España, estos esfuerzos deben seraún mayores si tenemos en cuenta que, por cuantoa I+D se refiere, seguimos estando a la cola de lospaíses de nuestro entorno.
Es el mercado, orquestado por los agentes adecua-dos, incluidos los legisladores, el que puede crearmercados líderes de consumo capaces de propor-cionar los más innovadores y mejore productos,tecnologías, sistemas, y servicios para satisfacerlas necesidades de los consumidores. Esos merca-dos tendrán mayor potencial de desarrollo en lamedia en que puedan aunar objetivos públicos co-mo el uso sostenible de recursos, una vida más sa-ludable, seguridad, movilidad y necesidades de in-formación y comunicación de la población.
Los ejes fundamentales para el desarrollo de esosmercados deben partir de una reglamentaciónadecuada, condiciones favorables de inversión,un mercado único europeo más profundo y forta-lecido, armonización, normalización y demandaindividual. Y, tan importante como los anteriores,de la aceptación pública y, cuando ello sea opor-tuno, incentivos económicos y fiscales adecua-dos.
En este escenario, CONFEMETAL señala en su In-forme que la cuestión esencial que deberían plan-tearse los reguladores, tanto en Europa como enEspaña, no es otra que, si las empresas deciden in-vertir en investigación, desarrollo e innovación, ¿loharán en Europa o encontrarán mejores condicio-nes en otras regiones?
CONFEMETAL pideque se creen las condicionespara que la Industria pueda innovar

Febrero 2010 / Información
21
Controlador de vacío para sensores pasivospensado tanto para operar en las más seve-ras aplicaciones industriales como para la
investigación (incluidos ambientes radiactivos).
El nuevo controlador y visualizador de vacío detres canales COMBIVAC CM 51 controla y monitori-za el rango de vacío completo: desde presión at-mosférica (1.000 mbar) hasta ultra alto vacío (10-9mbar). Todos los canales pueden ser utilizados si-multáneamente y de forma absolutamente inde-pendiente.
El sensor de vacío está destinado a sensores Pira-nis y Pennings pasivos (pasivos, ya que no hay par-tes electrónicas dentro del sensor), los cuales sonresistentes a las radiaciones y horneables.
El COMBIVAC CM 51 trabaja en las más duras y al-tamente corrosivas aplicaciones industriales.También es adecuado para su uso en áreas con al-tos niveles de radiación y en sistemas que requie-ran un horneado a altas temperaturas, donde sólolos sensores pasivos pueden operar.
APLICACIONES
Industria de proceso• Hornos de vacío.• Soldadura por haz de electrones.• Recubrimientos.• Iluminación.
Investigación y desarrollo• Aceleradores.
• Epitaxia por haz molecular (Molecular Beam Epi-taxy MBE).
• Microscopía (Scanning Tunneling MicroscopeSTM) Instrumentos de analítica Análisis de su-perficie.
VENTAJAS
• Módulo compacto preparado para montar enrack (1/4 19 in., 3 HU).
• Robusto, fiable y duradero.• Medición y visualización por 3 canales de forma
simultánea.• Longitud de cable de hasta 100 metros.• Interfaz RS 232 C y Profibus para comunicación y
control remoto.• Conexión sensores THERMOVAC alineados y de
temperatura compensada.• Conexión sensores PENNINGVAC compactos,
horneables y robustos.• Cambio automático y control de alta tensión des-
de el THERMOVAC a la operación del Penning(cátodo frío).
• Mensaje de e-rror por cadacanal, por e-jemplo en casode un filamen-to roto; de unalínea del sen-sor defectuosao una descargade plasma falli-da.
Oerlikon-Leybold Vacuumpresenta su nuevo controladorCombivac CM 51

Información / Febrero 2010
22
Los analizadores de rápida respuesta G250 yG125 operan de idéntica manera, difiriendoúnicamente en su caja exterior.
El G250 que se muestra en la fotografía es un equi-po semi-portátil muy conveniente.
En el caso de precisar un equipo fijo para montajeen panel, el G125 es la solución perfecta.
Estos analizadores incorporan un microprocesadorque controla el sistema de sensor con dos célulasque permiten obtener una velocidad y un rango ex-cepcionales. Las dos células de medida se utilizanpara medir concentraciones porcentuales la una, yconcentraciones de ppm la otra. La célula para ni-veles bajos se mantiene en un nivel de oxígeno ba-
jo y totalmente sellada hasta que se utiliza. Inicial-mente se mide la concentración de la muestra me-diante la célula de nivel alto.
Cuando la célula de nivel alto detecta una concen-tración baja, el microprocesador automáticamentedesvía la muestra hacia la célula para niveles bajos.Dado que esta célula se mantiene a un nivel bajo,responde rápidamente y con precisión en la medi-da de una concentración baja.
Existen protecciones en el sistema de control del a-nalizador que protegen la célula de medida de nive-les bajos contra exposiciones a concentraciones e-levadas.
El avanzado software permite una transferenciaautomática y sin trazas de una célula a la otra. Nose necesitan conocimientos especiales para utili-zar el analizador.
Dispone de una salida programable de 4 a 20 mAque puede ajustarse entre 0 a 20 ppm y 0 a 25% deoxígeno.
Existen dos canales de alarma programables por elusuario como alto, bajo o apagado, con salida porrelé con contacto conmutado libre de tensión quepueden ajustarse a cualquier concentración dentrodel rango del instrumento.
El G250 no precisa ningún accesorio y está tododentro del estuche de transporte: la bomba demuestreo, el filtro, la válvula de control del flujo yel monitor del flujo.
Analizadores de oxígeno de rápidarespuesta G250 y G125PPoorr EEnntteessiiss

Febrero 2010 / Información
23
25 aniversariode FUNDIGEXPPoorr RRaaffaaeell ddee llaa PPeeññaa.. PPrreessiiddeennttee ddee FFuunnddiiggeexx
Este año y en este mismodía conmemoramos el25 aniversario de la cre-
ación de ésta nuestra asocia-ción FUNDIGEX. Asociaciónque aunó los esfuerzos de u-nos cuantos fundidores con elobjeto de dar los primeros pa-sos en el exterior y en el forta-lecimiento de nuestras expor-taciones y así comenzar unalarga y estable andadura a lolargo de estos 25 años trascu-rridos desde entonces.
Algunas de nuestras empre-sas habían comenzado unospocos años antes a caminar fuera de nuestras fron-teras buscando nuevos mercados, nuevas activida-des, nuevas experiencias empresariales en los
mercados Centroeuropeos.Fueron arduos las primerasrelaciones con los mercadosAlemanes, Franceses o Nórdi-cos.
Se aprendía viajando, mes ames, año a año y viendo em-presas envidiables de aquellosmomentos, que se tomabancomo referencia para nuestraspropias empresas y comporta-mientos (hoy benchmarking).Aprendíamos sus costumbres,nos adaptábamos a ellas, co-menzábamos a conocer nue-vos mundos, nuevos merca-
dos, salíamos de nuestro pequeño entorno.
Una gran distancia nos separaba de estos países.Lejanía cultural y lejanía empresarial, que hoyno existen, eran fronteras naturales de muycompleja superación. Barreras idiomáticas, ba-rreras en nuestras comunicaciones, barreras e-conómicas… hacían difícil el acceso todos estosmercados.
La dispersión y solitario comienzo de unas cuantasfundiciones y la difícil accesibilidad a estos merca-dos por pequeñas y medianas fundiciones dio co-mo fruto el nacimiento de Fundigex aquel 28 de E-nero de 1985.
Aquellos solitarios y difíciles comienzos empeza-ron a ser compartidos y generalizados. Fundigex

comenzó a liderar y apoyar el fortalecimiento detodo aquello que tuviese relación con el exterior.Comenzó a promocionar nuestros productos ynuestras empresas, comenzó a divulgar que losFundidores Españoles, que los Fundidores Vascoslo hacíamos muy bien, que la lejanía no era tal, queestábamos cerca y que las barreras no existían. Au-nó nuestros intereses, busco ayudas entre la Cá-mara de Comercio, del Gobierno Vasco, del Minis-terio de Comercio – ICEX … sin las cuales eldesarrollo de todas nuestras relaciones hubiese si-do mucho mas lento o incluso inexistente.
Se formó un grupo de profesionales jóvenes, ycon mucha más ilusión que medios económicos,que recorrieron el mundo entero. Primero fue Eu-ropa, después América, más tarde los países O-rientales… miles de viajes, cientos y cientos deferias, cientos y cientos de visitas extranjeras anuestras empresas.
Las empresas del exterior y sus profesionales co-menzaron a conocer nuestra cultura, a compartir
nuestras inquietudes empresariales, a conocer loschipirones y las angulas, y lo que era más impor-tante, a darse cuenta que éramos muy buenos,mucho mejor de lo imaginado.
Esto es Fundigex en el año 2010, una organizaciónempresarial corporativa cuya misión y función esla promoción y el apoyo a nuestras empresas en elexterior de nuestras fronteras.
Sin este apoyo, sin estas personas ilusionadas a lasque quiero agradecerles desde aquí todo su tiem-po, todos sus fines de semana y todas sus horas,este proyecto de generación de riqueza neta, comoes la exportación, sería inviable.
Resumen de la Junta
Tras la junta, las fundiciones asociadas han cons-tatado la mala situación actual.
Según sus estimaciones, la facturación en el pri-mer semestre del 2009 sufrirá un descenso (8,7%)respecto al segundo semestre de 2009. Sin embar-go, se espera un cambio de tendencia, que se va ahacer palpable en la segunda mitad del año, con u-nas expectativas de crecimiento de la facturacióndel 2,17%.
Las exportaciones muestran una mejor dinámica,con un crecimiento esperado del 6% en la segundamitad del año.
En cuanto a la situación por sectores, salvo honro-sas excepciones todos muestran cifras negativas,incuso por debajo de la situación obtenida en mar-zo 2009 (última encuesta). Como decimos, tan soloferrocarril, ingeniería civil y vehículo especialmuestran datos positivos, y de estos, tan sólo el úl-timo mejora la previsión respecto a la última en-cuesta (marzo 2009). El resto de sectores muestranuna mala situación, incluso peor en general.
Estos datos confirman la estrategia de exportacióncomo la mejor manera de ganar competitividad ysalir de la crisis. La diversificación de sectores ymercados es la mejor manera de diversificar ries-gos.
Por último, las fundiciones hacen un llamamientoa la administración pública para poder sentir su a-poyo en estos difíciles momentos. No se entiendenalgunas de las acciones de política industrial toma-das recientemente, como por ejemplo el incremen-to de la tarifa eléctrica, que nos resta competitivi-dad frente al resto de Europa.
Información / Febrero 2010
24

Febrero 2010 / Información
25
RESUMEN
Se estudia la aleación de aluminio A356 conforma-da en estado semisólido mediante la técnica SubLiquidus Casting (SLC). Se analizan los efectos dela temperatura y tiempo en las etapas de solubili-zación y envejecimiento (tratamientos T5 y T6),con objeto de optimizar las propiedades mecáni-cas. La caracterización de material se ha realizadopor microscopía óptica, electrónica, ensayos dedureza y tracción. Mediante análisis fractográficose han determinado los mecanismos de fractura.
1. Introducción
La conformación de aleaciones de aluminio en es-tado semisólido (SSM) es un proceso híbrido queincorpora elementos de varias técnicas clásicas deconformado, la fundición y la forja. Permite liber-tad en el diseño del molde, con secciones de hasta1 mm, una elevada productividad así como una ca-lidad metalúrgica y unas propiedades mecánicassuperiores a las de la fundición en molde perma-nente o en fundición inyectada [1-3].
El interés de estas técnicas radica en la necesidadde producir nuevos componentes con menos de-fectos, y se fundamenta en las propiedades reoló-gicas de los materiales cuando coexisten una faselíquida y una fase sólida esferoidal. Entre las ven-tajas del conformado en estado semisólido está ladisminución de la turbulencia durante el procesode inyección que reduce el gas disuelto y la porosi-dad, posibilitando la realización de tratamientos
térmicos de envejecimiento a los componentes asíconformados [4].
Uno de los procesos SSM más interesantes es el deSub-liquidus Casting (SLC). Consiste en introducirel material líquido en la camisa del pistón de lamáquina de inyección (Fig. 1). Gracias a un enfria-miento controlado, y la adición de agentes nucle-antes (TiB o SiB) y de modificantes (Sr) se obtieneun lodo con la fracción sólida deseada. Este lodo seintroduce en la cavidad del molde por uno o varioscanales de inyección [5].
Optimización de los tratamientosT5 y T6 de la aleación de aluminioA356 conformada por SLCSS.. MMeennaarrgguueess,, EE.. MMaarrttíínn,, MM.. TT.. BBaaiillee yy AA.. FFoorrnn..CCeennttrroo ddee DDiisseeññoo ddee AAlleeaacciioonneess LLiiggeerraass yy TTrraattaammiieennttooss ddee SSuuppeerrffiicciiee ((CCDDAALL))..DDeeppaarrttaammeennttoo ddee CCiieenncciiaa ddee llooss MMaatteerriiaalleess ee IInnggeenniieerrííaa MMeettaallúúrrggiiccaa -- UUPPCC
Fig. 1. Máquina THT 400 Tn.
El objetivo de este trabajo ha sido la optimizaciónde los tratamientos térmicos T5 y T6 de la aleaciónA356 para componentes obtenidos mediante estatecnología. Se trata de una aleación común de

Información / Febrero 2010
26
ciones de tratamiento óptimas (Fig. 2). Los ensayosde tracción se han realizado en una máquina Z-WICK Z100/TL3S según la norma EN10002-1, con a-juste de velocidad de deformación de 2·10-3 s-1.
3. Resultados
3.1. Análisis microestructural
La microestructura de la aleación en estado de co-lada, o estado F, consiste en glóbulos de la soluciónsólida α, de pequeño tamaño, y rodeados del mi-croconstituyente eutéctico (Fig. 3). El afinamientode la microestructura es debido tanto a la utiliza-ción de afinantes (SiB y TiB)), como de modifican-tes (Sr). En el eutéctico se detectan varias fases in-termetálicas, como Mg2Si o Al5SiFe.
La microestructura de la aleación en estado T5 essimilar a la del estado de colada, siendo la presen-cia de intermetálicos inferior en este caso (Fig. 4).
En estado T6 se observa un silicio eutéctico de ma-yor tamaño que en los estados anteriores (Fig. 5).Este crecimiento se ha producido en la etapa depuesta en solución y es debido a la morfología ini-cial del mismo. Al ser fino y redondeado la evolu-ción posible ha sido este engrosamiento, y no lafragmentación inicial observada en aleaciones nomodificadas [6].
fundición, con buenas características de colada ybuenas propiedades mecánicas, aceptable maqui-nabilidad y con posibilidades de ser tratada térmi-camente. El componente estudiado ha sido unapletina de dirección de motocicleta (Fig. 2). Lacomposición de la aleación utilizada está indicadaen la tabla 1.
2. Procedimiento experimental
Se prepararon muestras de los componentes con-formados por SLC seleccionándolos de la mismazona de donde posteriormente se mecanizaron lasprobetas de tracción (Fig. 2). Para la realización delos tratamientos térmicos T5 y T6 de estas mues-tras se ha utilizado un horno Hobersall HCV-125,con enfriamiento controlado y circulación forzadade aire, con una precisión de ±1 ºC. El tratamientotérmico se ha optimizado analizando la evoluciónde la dureza durante la etapa de envejecimiento, e-fectuando mediciones de durezas a 1, 2, 3, 4, 6 y 8 hde tratamiento. Se han realizado tratamientos depuesta en solución largos con objeto de producir u-na mayor esferoidización del silicio. Las condicio-nes de los tratamientos se muestran en la Tabla 2.
Los ensayos de dureza se han llevado a cabo segúnla norma EN ISO 6506-1.Se han realizado ensayosde tracción en probetas mecanizadas en las condi-
Fig. 2. Pletina de dirección conformada por SLC: a) pletina en estado de colada, b) zonas de extracción de las probetas de tracción y di-mensiones de éstas.
Tabla 1. Composiciónquímica de la aleaciónA356, en % en peso.
Tabla 2. Condiciones delos tratamientos térmicosefectuados.

3.2. Ensayo de durezas
Los ensayos realizados para la optimización deltratamiento térmico T6 muestran que la dureza
máxima se obtiene para unas condiciones de pues-ta en solución a 540 ºC durante 5 h y un envejeci-miento posterior a 180 ºC durante 3 h (Figs. 5 y 6). I-gualmente se puede comprobar como la puesta en
Fig. 3. Microestructura de la aleación A356 conformada por Sub-Liquidus casting. Estado de colada, F.
Fig. 4. Microestructura de la aleación A356 conformada por Sub-Liquidus casting. Estado T5.
Fig. 5. Microestructura de la aleación A356 conformada por Sub-Liquidus casting. Estado T6.
Febrero 2010 / Información
27

Información / Febrero 2010
28
Fig. 5. Evolución de la dureza en función de la temperatura y el tiempo de envejecimiento para una puesta en solución: a) a 520 ºC, y,b) a 530 ºC.
Fig. 7. Evolución de la dureza (a) y del tiempo de envejecimiento (b), en función de la temperatura de envejecimiento a las diferentestemperaturas de puesta en solución.
Fig. 6. Evolución de la dureza en función de la temperatura y el tiempo de envejecimiento para una puesta en solución: a) a 540 ºC, y,b) a 545 ºC.

solución a 540 ºC proporciona las condiciones ópti-mas para temperaturas de envejecimiento a 170 ºCy a 180 ºC (Fig. 7).
La optimización del tratamiento térmico T5 se harealizado únicamente para las temperaturas deenvejecimiento de 160 ºC y de 170 ºC. Las condicio-nes óptimas de dureza se han obtenido para un en-vejecimiento a 170 ºC durante 10 horas (Fig. 8).
En este caso la dureza es inferior a la conseguida pa-ra el estado T6, en cualquiera de las temperaturasde envejecimiento utilizadas, y es debido a que eltemple se del componente realiza desde temperatu-ras inferiores. Esta circunstancia no posibilita que lamatriz de aluminio presente un máximo de ele-mentos endurecedores en, solución sólida, por loque tampoco es posible alcanzar posteriormente lamáxima densidad de precipitados endurecedores.
metalúrgica, y una elevada resistencia mecánicaen estado de colada. Esta resistencia es incluso su-perior a la exigida por la NADCA para esta mismaaleación en moldeada por gravedad en coquilla, yen estado T6, de 206 MPa de límite elástico y 280MPa de resistencia a la tracción.
Los tratamientos de envejecimiento T5, más eco-nómicos, son capaces de producir componentescon las características mecánicas exigidas porNADCA (Tabla 3).
Fig. 8. Evolución de la dureza en función de la temperatura y eltiempo de envejecimiento para un temple en proceso (T5).
Tabla 3. Resultados de losensayos de tracción.
3.2. Ensayo de tracción
Los valores de los parámetros obtenidos en los en-sayos de tracción para probetas en estado de cola-da, con tratamiento térmico T5 y con tratamientotérmico T6 se muestran en la tabla 3 y en la Fig. 9.
Estos resultados muestran como esta técnica per-mite conseguir componentes con una gran calidad
Fig. 9. Curvas tensión-deformación para los distintos estadosmetalúrgicos.
3.2. Análisis fractográfico
El análisis de las superficies de fractura de las pro-betas de tracción muestra una fractura dúctil enlos componentes conformados mediante SLC, conla formación de hoyuelos de pequeño tamaño en lafase alfa (Figs. 10 y 11) y de micro hoyuelos, aúnmás finos, en las regiones eutécticas (Fig. 11). Lasmicrocavidades en las regiones α son más peque-ñas para el material en estado T6.
4. Conclusiones
1. La tecnología SLC posibilita la obtención decomponentes con mayor resistencia mecánicaque componentes conformados en coquilla conanálogos T.T.
Febrero 2010 / Información
29

4. Los componentes A356 obtenidos por SLC hanincrementado con el tratamiento T5 un 13% laresistencia a tracción y un 23% el límite elásticocon respecto al material en estado de colada.
5. La fractura es dúctil en todos los casos y se pro-duce a través del eutéctico.
5. Agradecimientos
Los autores desean agradecer al Ministerio de Edu-cación y Ciencia la ayuda recibida a través del pro-yecto CICYT DPI2005-02456 y a la empresa INFUN.
6. Referencias
[1] Flemings M. C., Mehrabian R., Riek R. G., Continuous pro-cess for forming and alloy containing non dendritic pri-mary solids, U.S., Patent 3.902.544, 1972.
[2] Kirkwood D. H., Semisolid metal processing, Int. Mate-rials, Reviews University of Sheffield, 39, (5), pág. 173-189,1994.
[3] Baile, Mª T., Estudio de la conformación de componentesaluminio-silicio en estado semisólido, Tesis Doctoral,UPC, Barcelona, 2005.
[4] Forn, A., Baile, Mª.T., Martín, E., Goñi, J. y Sarriés, I., Heattreatments effect on A357 components produced by SSM.9th Semi Solid Processing International Conference, S2P.Busan, (Corea). 11-13 Septiembre (2006).
[5] Jorstad, J.L. Economical Semi Solid Metal (SSM) Proces-sing of Automotive Components J.L.J. Technologies, Inc. –Richmond, VA. SAE 2002.
[6] Forn, A., Baile, Mª T., Martín, E. Effect of heat treatments inthe silicon eutectic crystal evolution in Al-Si alloys. Mate-rials Science Forum Vols. 480-481, pág. 367-372, 2005.
Ponencia presentada en el XI Congreso Tratermat(Marzo 2008). Publicada con la autorización expre-
sa de la Dirección del Congreso y los autores.
2. La máxima dureza se ha conseguido para unatemperatura de puesta en solución de 540 ºC,durante 5 horas, y envejecimiento a 180 ºC du-rante 3 horas.
3. Los componentes A356 obtenidos por SLC hanincrementado con el tratamiento T6 un 42% laresistencia a tracción y un 15% el límite elásticocon respecto al material en estado de colada.
Fig. 10. Superficie de fractura del material A356 en estado de colada. Fig. 11. Superficie de fractura del material A356 en estado T6.
30
Información / Febrero 2010


Información / Febrero 2010
32
Propiedades
• Amplia variedad de gases medidos, incluyendohidrógeno, dióxido de carbono y argón.
• Medida del oxígeno opcional.
• Calentamiento y tiempo de respuesta rápidos.
• Bajos mantenimiento y requisitos de calibración.
Los analizadores de la serie K850 de Hitech midencon precisión los cambios de un componente enmezclas de gases binarias o pseudo-binarias (por e-jemplo mezclas en las que sólo un componente va-ría). Como ejemplos están el hidrógeno, el dióxidode carbono, el argón, el helioy varios hidrocarburos halo-genados como los freones. Sepuede medir casi cada com-ponente de una mezcla degas, siempre y cuando suconductividad térmica difie-ra de la de los otros compo-nentes. Los rangos dependendel gas medido pero puedenoscilar entre ppm y 100%.
Un sensor catarométricoinagotable mide la conduc-tividad térmica del gas. Elsensor incorpora un ele-mento muy sensible conbaja capacidad térmica queno precisa mantenimiento.El procesamiento de la se-ñal se realiza mediante un
microprocesador, para proporcionar un grado deprecisión y un rango que no se suele asociar coneste tipo de sensores. Apenas requiere calibra-ción dada la elevada estabilidad inherente al sis-tema.
La bomba de aspiración incluida en el equipo per-mite obtener muestras de lugares con presión baja.Para controlar el caudal de la muestra a través delanalizador se utiliza una válvula de aguja y un ro-támetro.
El KG850 permite la medida de dos gases. Combinalas características del K850 con la medida de oxígeno
mediante una célula electroquí-mica. Los rangos de concentra-ción varían entre 100 ppm y 100%de oxígeno, según la aplicación.
El equipo es totalmente portátilgracias a su batería recargableque permite operar en continuodurante 6 horas. Para operarmás tiempo, se puede conectarel equipo a la red. El instrumentoestá montado en un estuche ABScon una asa de transporte quesirve también de pie elevador encaso de uso en sobremesa. Unagran pantalla LCD multidígitomuestra los valores medidos ylos mensajes para la configura-ción y calibración del equipo. Es-tos procedimientos son simplesy fáciles de seguir.
Analizadores de gas portátilesPPoorr EEnntteessiiss

Febrero 2010 / Información
33
Bajo el lema “Más eficiente – Más innovadora –Más persistente”, HANNOVER MESSE muestradel 19 al 23 de abril de 2010 innovaciones, de-
sarrollos y tecnologías, así como nuevos materialesdel mundo de la industria. Con los temas centrales“Energía”, “Movilidad”, “Automatización” y “Sub-contratación Industrial”, patentiza las tendenciascentrales de la industria.
“El año que viene estrenamos dos nuevas ferias cla-ve y volvemos a corroborar la fuerza innovadora y lapotencia de HANNOVER MESSE. Con ‘MobiliTec’ po-tenciamos la electromovilidad como tema de devanguardia en el marco de la feria “Energy”. Por suparte, “CoilTechnica” viene a redondear la oferta enel sector de la subcontratación. Para 2010 espera-mos de nuevo una exhaustiva y potente exposiciónsectorial internacional de la industria”, dice el Dr.Wolfram von Fritsch, presidente de la Junta Directi-va de Deutsche Messe. “Un evento tan internacionalcomo HANNOVER MESSE puede ser un valioso com-ponente para el incipiente auge económico”.
Igualmente significativos que las innovaciones sonla aplicación y el intercambio de los conocimientosya existentes. Un programa variado de foros, con-gresos y talleres de trabajo garantiza la transferen-cia de información entre la ciencia y la industria.
El año que viene será Italia el País Asociado de HAN-NOVER MESSE. Desde hace muchos años, Italia figuraentre los mayores países expositores y presta unacontribución decisiva al éxito internacional de la feria.Sobre todo en las energías renovables y la automati-zación industrial, pero también en las tecnologías
motrices y la electrotécnica, Italia ocupa posicionesdestacadas en el marco de la competencia mundial.
Nueve ferias clave internacionales
Las nueve ferias clave internacionales de HANNO-VER MESSE son un espejo que refleja las tendenciastecnológicas mundiales en la producción y el desa-rrollo industriales. El tema de la eficiencia energéti-ca se extiende como un hilo rojo por todas las feriasclave y presentaciones especiales. Se presentannuevas soluciones sobre temas como las solucionesmóviles de automatización, procesamiento de mi-cromateriales o tecnologías de construcción ligera.
“Industrial Supply” (antes “Subcontratación”) se o-frece en 2010 bajo un nuevo nombre e impulsa eltema “La construcción ligera en la subcontrataciónindustrial”. Las soluciones de construcción ligerason cada vez más importantes en los productos y
HANNOVER MESSE 2010(19 a 23 de abril)

procesos. En 2010 el tema de la construcción ligerase mostrará en toda HANNOVER MESSE en diferen-tes formas de aplicación. Como punto de reunióncentral, “Industrial Supply” es una plataforma depresentación de este tema en el Pabellón 6. Los fa-bricantes exigen productos subcontratados más e-ficientes y estas exigencias desempeñan un desta-cado papel en el sector en el este sector.
La nueva feria clave “MobiliTec” centraliza en el Pa-bellón 27 todas las tecnologías relevantes para lamovilidad de cara al futuro. Esta feria clave interna-cional de tecnologías motrices híbridas y eléctricas,acumuladores de energía móviles y tecnologías demovilidad alternativas se halla en inmediata proxi-midad a los sectores de oferta ferial “Hidrógeno” y“Pilas de Combustible”, así como de las energías re-novables en el marco de la feria clave “Energy”.
La feria clave “Energy” presenta la mezcla de ener-gías apta para el futuro. Tanto las tecnologías ener-géticas convencionales como también las renova-bles son mostradas en el marco de toda la cadenade creación de valores energéticos industriales,desde la producción, suministro, transporte y dis-tribución hasta la transformación y la acumulaciónde la energía. A partir de 2010, “CoilTechnica”, nue-va feria clave del sector de fabricación de bobinas,transformadores y electromotores, será integradaen ciclo bienal en HANNOVER MESSE.
“MicroNanoTec”, feria clave de nanotecnologías, mi-crotecnologías y tecnologías láser, amplía su progra-ma en 2010. Sobre todo la combinación de nanoma-teriales y tecnologías de microsistemas permite eldesarrollo de nuevos sistemas y emite impulsos deci-sivos para la industria. Para acentuar el significadode estas dos tecnologías relevantes para el futuro secambió en nombre de la feria de “MicroTechnology” a“MicroNanoTec”. Es la única feria monográfica inde-pendiente del sector y goza por tanto de alta valora-ción entre los desarrolladores, ejecutivos y usuarios.
“Industrial Automation”, feria clave internacionaldel sector de automatización de fabricación y pro-cesos, muestra todo el ancho de banda de las tec-nologías de automatización. Un tema central en2010 es “Industrial Embedded”. El sector de ofertaferial “Automatización de Procesos” refleja loscampos de la robótica móvil y de la comunicacióninalámbrica industrial.
“Digital Factory”, feria clave internacional de proce-sos integrados y soluciones TI, presenta temas cen-trales en los sectores de visualización 3D, así como
soluciones de software para procesos de produc-ción integrales. Como punto de encuentro sectorialde los fabricantes de software internacionales yempresas de servicios de la cadena de procesos in-dustriales, “Digital Factory” enlaza la fábrica realcon la digital. “Research & Technology” es el merca-do de innovaciones para las entidades de investiga-ción, Universidades y escuelas superiores.
Numerosas presentaciones especiales, congresos, fo-ros de debate, seminarios y talleres de trabajo con e-quipos de alto nivel convierten a HANNOVER MESSEen un evento tecnológico internacional sin parangón.Los científicos y ejecutivos de la economía, la políticay la industria se sirven de las numerosas plataformaspara intercambiar conceptos, nuevos resultados deinvestigaciones y experiencias en las aplicacionesprácticas. Modélico es el “WORLD ENERGY DIALO-GUE” en el que expertos internacionales presentan ydiscuten conceptos centrales de sostenibilidad ycombinabilidad con los sectores de oferta ferial “E-nergías Renovables” y “Eficiencia Energética”.
Fascinación por la tecnología: “TectoYou”entusiasma a los futuros profesionales
“Sólo con un personal cualificado son posibles nues-tros logros en el sector tecnológico. Alemania depen-de de un relevo profesional con una excelente forma-ción para poder mantenerse frente a la competenciainternacional”, dice Dietmar Harting, presidente delcomité ferial de HANNOVER MESSE y director geren-te HARTING KGaA, Espelkamp, que ofrece su apoyocomo colaborador a la iniciativa TectoYou.
Ya por cuarta vez en HANNOVER MESSE, la iniciati-va TectoYou se dirige a chicos y chicas de los últi-mos cursos escolares para promover la formaciónprofesional y los estudios universitarios técnicos.Las visitas guiadas por HANNOVER MESSE, las con-versaciones con expertos versados en la praxis y lasexperiencias profesionales despiertan el entusias-mo de los jóvenes y les muestran las posibilidadesque les ofrecerá el mercado laboral del futuro.
El premio HERMES AWARD galardonalas tecnologías de vanguardia
El HERMES AWARD es uno de los más codiciadospremios industriales internacionales. Se entregatodos los años en la ceremonia de inauguración deHANNOVER MESSE, dotado con un total de 100.000euros. Se premia una aplicación industrial innova-dora ya acreditada en la práctica.
Información / Febrero 2010
34

Febrero 2010 / Información
35
INTRODUCCIÓN
Las piezas que se obtienen por deformación y es-tampación en frío a partir de productos largos, nor-malmente, perfiles redondos –barras, alambrones yalambres– de aceros inoxidables austeníticos, su-fren operaciones, más o menos, importantes antesde llegar a las medidas finales de la pieza puestaen forma. Su hechurado puede ser un proceso pococomplicado, como ocurre en el caso de piezas conuna pequeña deformación en frío; p.e: un simplerecalcado. O bien puede convertirse en un trabajomucho más dificultoso y complejo, que es, en defi-nitiva, un factor predominante en el costo final dela pieza conformada.
Los criterios de selección de un acero inoxidableaustenítico, destinado a la fabricación de piezaspor deformación plástica del material, depende delos siguientes factores clasificados por su orden deimportancia:
• Resistencia a la corrosión.• Propiedades físicas y mecánicas.• Aptitud a la puesta en forma [deformación en
frío o en caliente].• Facilidad de aprovisionamiento y precio del ma-
terial.
La mayoría de estos factores son, en general, de ca-rácter antagónico, y la decisión final es un compro-miso difícil. Pero... ¿Qué características fundamenta-les busca el utilizador en un material para la fabricaciónde sus piezas por deformación en frío? … se han de
buscar aquéllas que puedan aportar las mayoresventajas para una óptima y rentable fabricación:
• Buena productividad, o lo que es lo mismo, altacadencia de fabricación.
• Máxima duración y rendimiento de las herra-mientas.
• Excelente estado superficial o de acabado de laspiezas fabricadas.
• Mínimos tiempos de paro en máquina.
Conjunto de características, ponderado en cada ca-so de forma diferente, que constituyen para el u-suario conceptos muy particulares de un buen omal proceso productivo.
El presente trabajo se ocupa de los esfuerzos reali-zados por los metalurgistas en la mejora constantede las pautas de fabricación de un grupo de acerosque, por sus características y propiedades, tienenpersonalidad propia: los aceros inoxidables auste-níticos para deformación y estampación en frío;tabla I.
El alambrón de acero inoxidable austenítico, desti-nado a la obtención de tornillos y otras piezas pordeformación y estampación en frío es, probable-mente, uno de los productos de acero inoxidableque presenta mayores dificultades de fabricación.En efecto, en el material hay que conseguir un dobleobjetivo: (1) centrar, de una manera muy precisa, lacomposición química del acero para obtener, asi-mismo, una muy buena aptitud a la deformación ypuesta en forma; y (2) garantizar una calidad super-
Algunas consideraciones sobrelos aceros inoxidables austeníticospara tornillería estampada en fríoPPoorr MMaannuueell AAnnttoonniioo MMaarrttíínneezz BBaaeennaa yy JJoosséé MMªª PPaallaacciiooss RReeppaarraazz ((=))

Información / Febrero 2010
36
obtenían por corte y mecanizado con arranque deviruta.
El trabajo de estampación y conformación en fríopresenta, en relación con el trabajo de mecanizadopor arranque de viruta, las ventajas siguientes:
• Cadencia de fabricación mayor.• Poca o ninguna pérdida de material.• Mejora de las características mecánicas; p.e: del
tornillo, aprovechando el aumento de resistenciamecánica producido en su trabajo de estampado[endurecimiento de cabeza y de rosca].
Principio este último que, junto con la especial o-rientación del fibrado posibilita la directa utilizaciónde tornillos y piezas de pequeñas dimensiones, sintratamiento térmico alguno; lo que permite, asimis-mo, reducir los costes de fabricación.
2. APTITUD DE LOS ACEROS INOXIDABLESAUSTENÍTICOS A LA DEFORMACIÓNY ESTAMPADO EN FRÍO
Los diversos aspectos y ventajas de la deformacióny estampación en frío, permiten conocer mejorcuales deben ser las propiedades de los aceros ino-xidables austeníticos utilizados en estas técnicas ytrabajos de puesta en forma.
En la hipótesis que, en la estampación de un tornillou otra clase de pieza, se descarte el riesgo del efectode pandeo; por ejemplo, utilizando un punzón desli-zante o, más bien, fijando una relación de recalcadoH/d, suficientemente, débil para que el materialmuestre una muy buena aptitud a la deformaciónplástica en frío.
Para ello es fundamental: (1) conseguir una impor-tante deformación por compresión, sin que se pre-senten descohesiones, puestas de manifiesto con laaparición de grietas; (2) realizar la deformación a lavelocidad pretendida y en un mínimo de golpes; y(3) que el material se deje deformar con facilidad;dicho de otra manera, que para una deformacióndada, la energía de deformación necesaria sea lamínima posible. Condiciones que pueden ser satis-fechas, normalmente, teniendo en cuenta:
1. Unas determinadas condiciones generales.
2. Una adecuada elección de la composición quí-mica.
ficial con ausencia total de defectos después del tre-filado, que garantice la no aparición de grietas en eltornillo u otra pieza durante la estampación en frío.
Es muy importante conseguir ese doble objetivo, deuna forma constante y regular, haciendo especialhincapié en los alambrones de pequeño diámetro,ya que éstos normalmente van destinados, despuésde un fuerte trefilado, a la fabricación; p.e: de torni-llos y remaches que sufren casi siempre las mayo-res deformaciones –recalcado– en la zona de cabeza.
1. VENTAJAS DEL PROCESODE DEFORMACIÓN Y PUESTA EN FORMAEN FRÍO
La operación más sencilla de deformación en fríoque podemos concebir, consiste en tomar una por-ción de material [taco macizo normalmente de secciónredonda] y aplastarlo perpendicular a su eje, –recal-cado– según está esquematizado en la figura 1.
Este principio ha sido aplicado en la fabricación detornillos y a otras piezas que, hace ya tiempo, se
Tabla I. Principales aceros inoxidables austeníticos que se utili-zan en deformación en frío.
Figura 1. Nomenclatura del ensayo de recalcado.

3. Microestructura.
4. Eliminación total de defectos superficiales.
2.1. Condiciones generales
En el transcurso del proceso de deformación enfrío, el material se endurece: se vuelve duro; endu-recimiento que, normalmente, va junto a una baja-da de la ductilidad residual del material trabajado.Cuanto mayor sea la tasa de endurecimiento tam-bién lo será el grado o dificultad de deformación, almismo tiempo que aumenta:
• La energía de deformación, lo cual exige la utili-zación de máquinas más potentes.
• El peligro de rotura de las herramientas.
• El riesgo de gripado.
2.2. Adecuada composición química
Las composiciones de los aceros que figuran en latabla 1, son el resultado de una larga experiencialograda en colaboración del acerista, con los fabri-cantes de tornillos y de otras piezas conformadasen frío.
El nivel y los límites de los elementos de aleaciónque entran en la composición química de los dife-rentes aceros, presentes en este grupo, son tenidosen cuenta para responder a las exigencias previstas:
• Aptitud a la deformación en frío.
• Alta resistencia a la corrosión.
• Características mecánicas, físicas y tecnológicas.
En la figura 2 se indica la influencia del contenidode níquel en el endurecimiento producido segúnlos distintos grados de reducción obtenidos. Entretodos los aceros, se debe destacar el acero AISI 305[X8CrNi18 12] que es uno de los más utilizados, porsu alto contenido de níquel (Ni). Su tasa de endure-cimiento por deformación en frío, relativamentepequeña, unido a unas muy buenas característicasde conformabilidad, reducen muy significativa-mente el grado de deterioro de las herramientas deestampar, de roscar, y las de fileteado por fresado.
La resistencia a la corrosión del acero AISI 305[X5CrNi 18 12] es, en la práctica, muy similar a ladel acero AISI 316 [X5CrNi Mo17 13 2]; y, la aptitudal pulido es superior a la del clásico acero AISI 304[X5CrNi18 10].
La mayoría de los muchos estudios habidos sobre eltema de la composición química que presenta estegrupo de aceros, todos están de acuerdo y coinci-den, asimismo, en señalar que tanto los elementosgammágenos –formadores de austenita– como los al-fágenos –formadores de ferrita– contribuyen a estabi-lizar la austenita, frente a la transformación induci-da por la deformación en frío. Todo esto está deacuerdo con lo ya antes indicado, que la austenitamás baja en níquel es más inestable que la austeni-ta alta de níquel; por lo que es un hecho constatadoque la austenita más baja de níquel, más inestable,tiene mayor tendencia a transformarse en marten-sita durante el proceso de conformado en frío.
2.3. Microestructura
Dentro de este apartado existen tres factores quetienen una importancia fundamental: (1) el tama-ño de grano; (2) los carburos; y (3) las inclusionesno metálicas.
2.3.1. El tamaño de grano
El tamaño de grano austenítico depende de la tem-peratura de hipertemple y tiene gran influencia enlas características mecánicas del acero de hiper-
Figura 2. Influencia del contenido de níquel (Ni) en el endureci-miento inducido según las distintas tasas de reducción habidasentre los distintos aceros ensayados.
Febrero 2010 / Información
37

Información / Febrero 2010
38
ciones de inclusiones en zonas subcutáneas y deinclusiones superficiales de óxidos y sulfuros pue-den llevar, también, a la aparición de grietas du-rante el trabajo de deformación en frío. Las figuras3 y 4 muestran inclusiones de óxidos y la apariciónde grietas sobre la cabeza de los tornillos afecta-dos.
templado. El tamaño de grano fino eleva sensible-mente la resistencia a la tracción y el límite elásti-co, al mismo tiempo que disminuye el alargamien-to. No modifica, sustancialmente, la pendiente dela curva de endurecimiento; la menor ductilidadinicial se mantiene a lo largo del trabajo de defor-mación, anticipando un prematuro agotamiento dela capacidad de deformación.
Tamaños de grano muy finos producen un endu-recimiento innecesario, y tamaños de grano gro-seros provocan, por deformación, una deficientecalidad superficial con la aparición de la llamada¨piel de naranja¨. El tamaño de grano óptimo, paraestos menesteres, se sitúa entre 4 y 6, según nor-ma ASTM.
2.3.2. Los carburos
Las adiciones de elementos tales como el titanio(Ti) y el niobio (Nb), fijan, fuertemente, el carbono(C) y el nitrógeno (N) en forma de carburos o de ni-truros muy estables, bien distribuidos dentro de losgranos de austenita. De este modo se evita la preci-pitación intergranular de los carburos o de nitrurosde carbono, cualquiera que sean las condiciones depermanencia a alta temperatura. Se reduce al mis-mo tiempo e indirectamente la estabilidad de laaustenita, ya que disminuye, en ella, los contenidosrespectivos de C y de N.
Está comprobado, asimismo, que la disminuciónde carbono (C) de la matriz austenítica hace que elmaterial se comporte, en cuanto a la estabilidad dela austenita y al endurecimiento, como un acero demás bajo carbono. En cambio su alargamiento derotura disminuye y su capacidad de deformaciónen frío se ve reducida.
2.3.3. Las inclusiones
La presencia de inclusiones no metálicas en el a-cero puede producir la aparición de grietas duran-te su estampación y deformación en frío, debidoal efecto concentrador de tensiones que aquéllaspresentan Alrededor de tales inclusiones se pro-ducen concentraciones tensionales que puedenoriginar grietas, durante el trabajo de puesta enforma; p.e.: en las cabezas de los tornillos, cabe-zas reventadas.
La presencia, en el material a deformar, de alinea-
Figura 3. Inclusiones de óxidos superficiales que han provoca-do grietas, por concentración de tensiones, en el proceso de es-tampación y de forja en frío.
Figura 4. Rosario de inclusiones subcutáneas que pueden lle-var, también, a la aparición del mismo tipo de gritas –por con-centración de tensiones– durante los trabajos de deformaciónen frío.
De una mínima o casi nula presencia de inclusio-nes en el material, que están en estrecha depen-dencia con las condiciones de su proceso elabora-ción en caliente, se deduce la importancia de lametalurgia en las pautas [fusión, desoxidación, cola-da, etc.] de fabricación de este grupo concreto deaceros inoxidables.

2.4. Eliminación de los defectos superficiales
Los defectos superficiales, en particular: rayas lon-gitudinales y pliegues, procedentes de los produc-tos laminados en caliente pueden, si alcanzan cier-ta profundidad en el material ya trefilado,provocar durante su trabajo de puesta en forma,grietas en las cabezas de los tornillos, y en las par-tes mas críticas de otras piezas de la misma mane-ra conformadas.
Para evitar al máximo tales defectos, hay que reali-zar controles exhaustivos y severos de los produc-tos intermedios laminados en caliente [palanquillasy alambrones]. Y, particularmente, de una formaexhaustiva en la superficie de acabado del produc-to trefilado, ya que la superficie de los alambres esun factor esencial para conformación y puesta enforma de todos los aceros deformables en frío.
3. LA DEFORMACIÓN EN FRÍODE LOS ACEROS INOXIDABLESAUSTENÍTICOS
Los aceros inoxidables austeníticos deben reuniruna serie de características, para su óptima utiliza-ción en los procesos de deformación en frío. Talescaracterísticas se pueden resumir:
• Resistir una deformación plástica importante,sin que se produzcan descohesiones, puestas demanifiesto con la aparición de grietas.
• Dejarse deformar fácilmente en frío. Esto es, quepara una deformación dada, la energía necesariasea la menor posible.
• Que se pueda realizar el trabajo de deformacióna la velocidad correspondiente y con un mínimode golpes.
A lo largo de todo el trabajo de deformación, comoantes se ha indicado, el material se va endurecien-do; endurecimiento que está acompañado de unabajada de la ductilidad residual del acero y, a medi-da que la dureza se incrementa, la deformación sehace cada vez más difícil. Esto conlleva: (1) a unaumento mayor de la energía de deformación queexige, inevitablemente, la utilización de máquinasmás potentes; (2) que los riesgos de gripado seanmás elevados; y (3) que el peligro de rotura de lasherramientas sea también mayor.
El endurecimiento por deformación en frío, comoya sabemos, varia fuertemente según sea la com-posición química del acero utilizado; y, con esto, elprimer problema que se presenta es el método demedida de tal endurecimiento.
3.1. Curva de tracción racional
Las curvas de tracción racional de los aceros repre-sentan la evolución de la resistencia a la tracción,en función de la tasa de reducción del área de laprobeta ensayada. En la figura 5 se indican las cur-vas correspondientes a los aceros inoxidables aus-teníticos AISI 304 [X5CrNi18 10] y AISI 302 Cu[X2CrNiCu18 9] en estado hipertemplado.
Figura 5. Análisis comparativo de las curvas de tracción racio-nal de los aceros inoxidables austeníticos: AISI 304 [X5CrNi1810] y AISI 302 Cu [X10CrNiCu18 9].
Para evaluar la tasa de endurecimiento de tales a-ceros, a lo largo de una deformación en frío espe-cífica, hay que referirse a sus curvas de endureci-miento o de consolidación que representan laevolución de la tensión real (σσ) –aplicada a la sec-ción en cada instante–, en función de la deforma-ción racional (εε), siendo:
σσ = (F/S) y εε = ln (L/L0) = ln (S/S0)
σσ = tensión real.εε = deformación racional.F = fuerza real aplicada en la probeta en cada ins-
tante del ensayo.S0 = sección inicial.S = sección real de la probeta en cada instante.
Febrero 2010 / Información
39

Información / Febrero 2010
40
austeníticos por deformación en frío se distinguendos mecanismos de endurecimiento que, normal-mente, se superponen:
1. Endurecimiento por transformación parcial de laaustenita inestable en martensita. La inestabilidadde ciertas austenitas hace que se produzca unatransformación parcial de austenita inestableen martensita por el efecto de deformación.
2. Endurecimiento de la austenita por deformación. Enlos aceros inoxidables austeníticos al tener laaustenita una estructura gamma (γγ) – sistemacúbico centrado en las caras (CCC) – tiene un coefi-ciente de endurecimiento más alto que el de u-na estructura alfa (αα) –sistema cúbico centrado enel cuerpo (CC).– propia del resto de aceros. Cuan-do la austenita es muy estable tan solo entra enjuego el segundo mecanismo.
Si la austenita es muy inestable se desarrollan, almismo tiempo, los dos mecanismos de deforma-ción; cuando esto ocurre se origina, en la mayoríade las veces, el conocido fenómeno: sensibilidad alimán. Fenómeno éste que es característico de ace-ros inoxidables austeníticos que han sufrido unafuerte deformación en frío, ya que aparece en suestructura una cantidad respetable de martensitadeformada. Esto explica la variabilidad del valordel coeficiente de endurecimiento [n = (0,45 ÷ 0,85)]de los aceros inoxidables austeníticos.
En el endurecimiento de la austenita inestable pordeformación –segundo mecanismo– juega un papelmuy importante la energía de defectos de empa-quetamiento (EDE)*. A escala microscópica, seráventajoso asimismo buscar, en el material a defor-mar, una estructura completamente austenítica yestable, que conduzca a una energía de defectos deapilamiento (EDE), relativamente elevada. Las dislo-caciones están, entonces, poco disociadas y tienenmayor facilidad de moverse mediante mecanismosde deslizamiento. De esta manera se aumenta laductilidad y la plasticidad del material; característi-
La curva de consolidación o de endurecimiento, tieneun significado físico preciso y permite, asimismo, elcálculo de la energía de deformación específica delmaterial correspondiente. La energía de deformaciónespecífica, para una deformación εε determinada, vie-ne expresada por la integral de la curva de tracción:
W = energía de deformación.
Tomando escalas logarítmicas –log σσ en ordenadasy log εε en abcisas– al construir la curva de tensión-deformación para la zona de deformación y unifor-me, a partir de la curva convencional de tracción,se obtiene una recta dependiente n y ordenada enorigen k:
log σσ = k + n log εε
La constante k, que tiene las dimensiones de unesfuerzo, –presión– carece de importancia. La cons-tante n fija la pendiente de la curva y se denominacoeficiente de endurecimiento cuyo valor, en losaceros inoxidables austeníticos, está normalmentecomprendido entre 0,45 y 0,85.
El valor de n es bastante más bajo en los aceros ino-xidables ferríticos y en los inoxidables martensíti-cos, ya que el valor de n se sitúa n = [(0,20 ÷ 0,25)];valor muy similar al de los aceros ordinarios deconstrucción mecánica, de contenido medio en car-bono. Cuanto más elevado es el valor de n más en-durecible es el acero.
En el caso de las curvas de la figura 5, los resulta-dos se obtienen para tasas de deformación de 70por 100. Las ventajas del acero AISI 302 Cu [X2Cr-NiCu18 9] sobresalen, netamente, frente a las delacero AISI 304 [X5CrNi18 10], ya que se requiereuna energía menor para una deformación dada;tabla II.
Tabla II. Energía de deformación específica para una tasa dedeformación de 70 por 100.
3.2. Mecanismos de endurecimiento
En el endurecimiento de los aceros inoxidables
* EDE. El efecto de empaquetamiento se define: ¨comouna superficie plana de separación entre dos regiones deun cristal que tiene la misma orientación, pero no formauna red continua¨. Valores bajos de los defectos de em-paquetamiento constituyen, de por sí, fuertes barreras almovimiento de las dislocaciones, que junto con la pre-sencia en el material de otros defectos planares comple-jos, son obstáculos que dificultan muy mucho la defor-mación plástica en frío.

cas que se mantienen constantes, igualmente, conaltas velocidades de deformación.
El níquel (Ni) y el cobre (Cu), desde el punto de vis-ta metalúrgico, son elementos que favorecen el au-mento del grado de energía de defectos de apila-miento (EDE), ya que, como se deduce por lo antesindicado, el endurecimiento inducido por trabajoen frío es, significativamente, mayor en aquellos a-ceros de menor EDE. Como consecuencia de ello,es habitual utilizar el elevado índice de endureci-miento (n) de la mayoría de aceros inoxidablesausteníticos para obtener, por deformación en frío,piezas que reúnan, al mismo tiempo, una excelen-te combinación de altas características mecánicasy de resistencia a la corrosión.
Un caso típico lo tenemos en los alambres paramuelles fabricados con acero inoxidable austeníti-co AISI 302 [X10CrNi18 9], que alcanzan unos nive-les de resistencia a la tracción (R) de hasta 250Kgs/mm2, según la intensidad de trefilado y diá-metro final obtenido, junto con una excelente re-sistencia a la corrosión.
Entre los elementos químicos que influyen muysignificativamente en la capacidad de endureci-miento de los aceros inoxidables, citamos los másfundamentales: (1) el carbono (C) que la aumenta;y (2) el níquel (Ni) que la disminuye. El cobre (Cu)tiene un efecto análogo al del níquel (Ni) pero esmás eficaz; lo que explica, en gran parte, los bue-nos resultados que se obtienen con el acero AISI302 Cu [X10CrNiCu18 9]. Acero éste que parte de sucontenido en níquel (Ni) es reemplazado por un,relativamente, alto contenido (%) de cobre (Cu).
3.3. Influencia del grado de deformación.Severidad de conformado
Existen unas limitaciones generales para la defor-mación en frío de los aceros inoxidables. La severi-dad de deformación en frío puede caracterizarsepor varios criterios; consideremos como ejemplode uno de ellos: el recalcado elemental de una pie-za cilíndrica; ver figura 1.
La relación r1 = H/d., característica de riesgo depandeo en el transcurso de la deformación en frío.La altura H a recalcar se indica en múltiplos deldiámetro d de la porción de material utilizado. Enlos aceros inoxidables austeníticos, la relación r1 =
H/d, se considera un valor máximo: r1 = (4 ÷ 4,5).La relación r2 = H/h debe tener un valor máximode nueve (r2 = 9), aunque ya a partir de seis (r2 = 6)comienzan las dificultades.
Productos de laminación, alambrones y barras deaceros inoxidables austeníticos con adición de co-bre (Cu), con tratamiento térmico de hipertemple,pueden llegar a reducciones de área, por estiradoen frío, de hasta 44 por 100, en una sola pasada. Pa-ra el resto de aceros inoxidables austeníticos, engeneral, la reducción límite de estirado se sitúa en25 por 100.
La elevada tendencia de los aceros inoxidables algripado, justifica la importancia que tiene unabuena elección de los revestimientos. Entre los re-vestimientos más utilizados se encuentra el oxala-tado y el cobreado electrolítico, que para su uso sesuelen dopar, fundamentalmente, con lubricantesdel tipo del bisulfuro de molibdeno. La fosfataciónno se puede emplear debido a que los aceros inoxi-dables son inatacables por los agentes fosfatantes.
Cuando los aceros inoxidables austeníticos se utili-zan en tornillería y/o en la fabricación de otras pie-zas, que necesitan para su puesta en forma impor-tantes relaciones de extrusión y/o de recalcado enfrío, se aplican especiales pautas en la fabricacióndel material de partida; se ajusta p.e.: al máximoprincipalmente su composición química, para queel producto final –pieza o tipo de tornillo– esté exentode defectos que se pueden originar durante el tra-bajo de conformación y, por tanto, presentan lasmejores condiciones de utilización. Esto, normal-mente, se consigue: (1) reduciendo al máximo losporcentajes de carbono (C ≤ 0,05%); de silicio (Si ≤0,45%), de manganeso (Mn ≤ 1,45% ) y de nitrógeno(N ≤ 0,03%); y (2) aumentando el contenido de ní-quel (Ni ≥ 12) y adicionando, en algunas calidades,importantes cantidades de cobre (Cu = 3 ÷ 4%).
3.4. Influencia de la velocidadde deformación
Para una tasa de deformación dada, según la velo-cidad de estampado y/o extrusionado, se produciráun mayor o menor aumento de defectos en las pie-zas fabricadas; figura 6. Es un hecho constatadoque la cantidad de piezas defectuosas aumentamuy rápidamente con una mayor velocidad deconformado en frío. Este aumento es tanto mayor
Febrero 2010 / Información
41
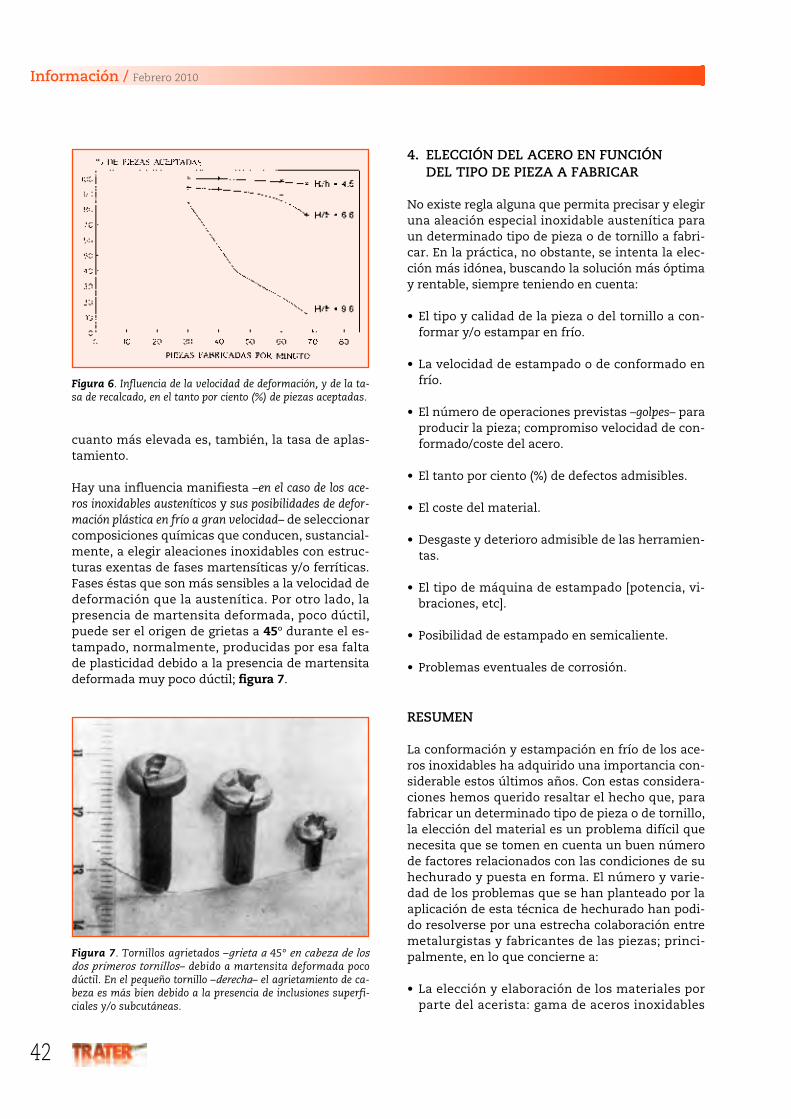
Información / Febrero 2010
42
4. ELECCIÓN DEL ACERO EN FUNCIÓNDEL TIPO DE PIEZA A FABRICAR
No existe regla alguna que permita precisar y elegiruna aleación especial inoxidable austenítica paraun determinado tipo de pieza o de tornillo a fabri-car. En la práctica, no obstante, se intenta la elec-ción más idónea, buscando la solución más óptimay rentable, siempre teniendo en cuenta:
• El tipo y calidad de la pieza o del tornillo a con-formar y/o estampar en frío.
• La velocidad de estampado o de conformado enfrío.
• El número de operaciones previstas –golpes– paraproducir la pieza; compromiso velocidad de con-formado/coste del acero.
• El tanto por ciento (%) de defectos admisibles.
• El coste del material.
• Desgaste y deterioro admisible de las herramien-tas.
• El tipo de máquina de estampado [potencia, vi-braciones, etc].
• Posibilidad de estampado en semicaliente.
• Problemas eventuales de corrosión.
RESUMEN
La conformación y estampación en frío de los ace-ros inoxidables ha adquirido una importancia con-siderable estos últimos años. Con estas considera-ciones hemos querido resaltar el hecho que, parafabricar un determinado tipo de pieza o de tornillo,la elección del material es un problema difícil quenecesita que se tomen en cuenta un buen númerode factores relacionados con las condiciones de suhechurado y puesta en forma. El número y varie-dad de los problemas que se han planteado por laaplicación de esta técnica de hechurado han podi-do resolverse por una estrecha colaboración entremetalurgistas y fabricantes de las piezas; princi-palmente, en lo que concierne a:
• La elección y elaboración de los materiales porparte del acerista: gama de aceros inoxidables
cuanto más elevada es, también, la tasa de aplas-tamiento.
Hay una influencia manifiesta –en el caso de los ace-ros inoxidables austeníticos y sus posibilidades de defor-mación plástica en frío a gran velocidad– de seleccionarcomposiciones químicas que conducen, sustancial-mente, a elegir aleaciones inoxidables con estruc-turas exentas de fases martensíticas y/o ferríticas.Fases éstas que son más sensibles a la velocidad dedeformación que la austenítica. Por otro lado, lapresencia de martensita deformada, poco dúctil,puede ser el origen de grietas a 45º durante el es-tampado, normalmente, producidas por esa faltade plasticidad debido a la presencia de martensitadeformada muy poco dúctil; figura 7.
Figura 6. Influencia de la velocidad de deformación, y de la ta-sa de recalcado, en el tanto por ciento (%) de piezas aceptadas.
Figura 7. Tornillos agrietados –grieta a 45º en cabeza de losdos primeros tornillos– debido a martensita deformada pocodúctil. En el pequeño tornillo –derecha– el agrietamiento de ca-beza es más bien debido a la presencia de inclusiones superfi-ciales y/o subcutáneas.

austeníticos más apropiados para los trabajos dedeformación en frío, y exhaustivos controles delos semiproductos con ellos elaborados [palanqui-llas, alambrones y alambres]
• La elección de los parámetros de fabricación ypuesta en forma de las piezas; la velocidad y ca-dencia de estampado y conformado, la lubrica-ción, diseño de las preformas, etc.
Esta técnica de hechurado, que está en constantedesarrollo, tiende a aplicarse en piezas cada vezmás difíciles de conformar y extrusionar, princi-palmente en la industria del automóvil; p.e: rótu-las de dirección, ejes estriados, etc.
BIBLIOGRAFÍA
– Carlos Bertrand; Pedro M. Corcuera; Joseba Molinero yManuel A. Martínez Baena.Consideraciones sobre los productos largos de aceros inoxi-dables austeníticos para la fabricación de piezas obtenidaspor deformación en frío y por arranque de viruta.Deformación Metálica Nº 147 año 1989.
– J. Betanzos. Comportamiento de los aceros inoxidables enla conformación en frío. Influencia de su composición y mi-croestructura.DEFORMETAL 86. Barcelona 1986.
– H. Jarleborg. Deformation hardening of austenitic steel inwire drawing (1966)
– M.G.Breinlinger. Frape a froid des aciers inoxidables. A-ciers Speciaux año 1975.
Febrero 2010 / Información
43

44
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected] Lavadora de tricloro-etileno.
w Horno de nitruración Aube Lindberg 1717 con dos cri-soles más regulación, consumo 30 kW, con un diámetrode 550 m/m * 750 m/m.
w Horno continuo GuineaShaker-S30 de 30 kW y 50kg de producción hora, elhorno está funcionando yrecién reparado.
TRATAMIENTOS TÉRMICOS MARGOC/ MINUTISA, 10 - 47012 VALLADOLID
983-206-113 – E-mail: [email protected]
Se VendeSe Vende
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
Vendemosfundición completa
Hornos inducción 600 kg/h.Moldeado Pepset.
Mezcladora, carrusel, recuperadora de arena,desmoldeadora, horno de recocido, spectrómetro, etc.
Toda o por partes.
Teléfs.: 949 214 288, 660 324 139 [email protected]

45

46

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
47

Información / Febrero 2010
48
ABRASIVOS Y MAQUINARIA . . . 46ACEMSA . . . . . . . . . . . . . . . . . . . . 47AFE CRONITE . . . . . . . . . . . . . . . . 15APLITEC . . . . . . . . . . . . . . . . . . . . 45ARROLA . . . . . . . . . . . . . . . . . . . . PORTADABAUTERMIC . . . . . . . . . . . . . . . . . 17BIEMH . . . . . . . . . . . . . . . . . . . . . . 13BMI . . . . . . . . . . . . . . . . . . . . . . . . 45BRUKER . . . . . . . . . . . . . . . . . . . . . 44COMERCIAL SATEC . . . . . . . . . . . 11EMISON . . . . . . . . . . . . . . . . . . . . . 45ENTESIS . . . . . . . . . . . . . . . . . . . . 44EUCON . . . . . . . . . . . . . . . . . . . . . 46FISCHER INSTRUMENTS . . . . . . . 44FLEXINOX . . . . . . . . . . . . . . . . . . . 45HORNOS ALFERIEFF . . . . . . . . . . 7HORNOS DEL VALLÉS . . . . . . . . . 45INDUSTRIAS TEY . . . . . . . . . . . . . 45INDUSTRIE . . . . . . . . . . . . . . . . . . 13INSERTEC . . . . . . . . . . . . . . . . . . . 47
INSTRUMENTOS TESTO . . . . . . . 47
INTERBIL . . . . . . . . . . . . . . . . . . . . 5
IPSEN . . . . . . . . . . . . . . . . . . . . . . . 47
LIBRO TRATAMIENTOSTÉRMICOS . . . . . . . . . . . . . . . . 31
METALOGRÁFICA DE LEVANTE 46
MTC . . . . . . . . . . . . . . . . . . . . . . . . 9
PROYCOTECME . . . . . . . . . . . . . . 45
REVISTAS TÉCNICAS . . . . . . . . . Contraportada 3
S.A. METALOGRÁFICA . . . . . . . . 46
SECO . . . . . . . . . . . . . . . . . . . . . . . 3
SMAGUA . . . . . . . . . . . . . . . . . . . . Contraportada 2
SPECTRO . . . . . . . . . . . . . . . . . . . . 44
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . 47
TECNYMAT ACEROS . . . . . . . . . . 17
TRATAMIENTOS TÉRMICOSESPECIALES . . . . . . . . . . . . . . . 47
TRATERMAT . . . . . . . . . . . . . . . . Contraportada 4
ABRILHornos de sales. Instalaciones de atmósferas protectoras. Refractarios. Aislantes. Quemadores.
Calentadores. Calidad. Laboratorio. Reguladores de temperatura. Cañas pirométricas.Metrología. Tratamiento térmico de metales férreos y no férreos.
Nº presente en BIEMH (Feria de Bilbao).
Próximo número
INDICE de ANUNCIANTES