advanced ttqc presentation for testing hunter
TRANSCRIPT

WELCOME
TO ALL OF YOU IN
MY PRESENTATION

SUBMITTED BY:Md.Azmeri Latif Beg142-32-257

Test Requirement for
Export quality Textile
Product
Topic Name

Content1.Test Arrangement
2.Major Chemical Tests for Textile product
3.Major Physical Tests for Textile product
4.Flammability
5.Fiber Identification and Analysis

Part 1 Test Arrangement

Part 1 Testing Arrangement According to Requirement
13.03.2015 MSc. TTQC Presentation6

Part 1 Testing Arrangement According to Requirement
13.03.2015 MSc. TTQC Presentation7
Colorfastness, Flammability &Fiber test for textile product
Test NameTest
Description
Standard Method
AATCCASTM D
BS / EN ISO
DIN OTHERS
C / F To Washing
C / F To Water
C / F To Sea Water
C / F To Perspiration
C / F To Light
C / F To Crocking
C / F To Cl-Bleach
C / F To Non Cl-Bleach
C / F To Dry Cleaning
C / F To Ozone
C / F To Burnt Gas Fumes
C / F To Saliva
C / F To Aging
C / F To Dye Transfer
C / F To Phenolic Yellowing
C / F To Chlorinated Pool Water
Fiber content
Flammability( 16 CFR 1610)
Flammability( 16 CFR 1615/ 1616)

Part 1 Testing Arrangement
13.03.2015 MSc. TTQC Presentation8

Part 1 Testing Arrangement
Buyer TRF
All sample information need to fill in
-Applicant & Payer
-Sourcing Agent
-Product category
-Buyer Contract Number
-Buyer Article Number
-Seasonal Code
-Colour
-Test Stage (Final Production Sample / Pre Test Sample), etc.
Submit samples with Buyer TRF
13.03.2015 MSc. TTQC Presentation9
I. Sample Procedures

Standard Operating Procedure(SOP)
10
Supplier submits samples & TRF
LAB Project Team
receives and
acknowledges receipt
of sample & TRF
Sample preparationTesting starts
Test Data available Supervisors
verify results
Prepare Test Report
& invoice
Report issued and
sent to suppliers
13.03.2015 MSc. TTQC Presentation
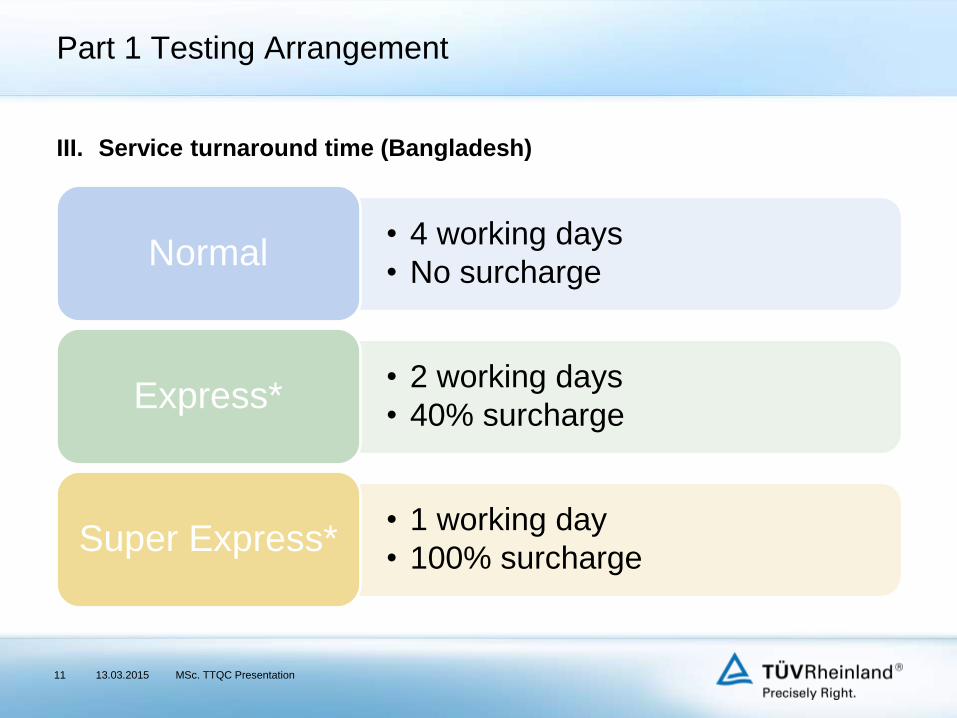
Part 1 Testing Arrangement
• 4 working days
• No surchargeNormal
• 2 working days
• 40% surchargeExpress*
• 1 working day
• 100% surchargeSuper Express*
13.03.2015 MSc. TTQC Presentation11
III. Service turnaround time (Bangladesh)

Part 1 Testing Arrangement
Faster services are available for certain tests in specific locations. Availability should be
confirmed by the Commercial Lab offices.
Working hours, working days and cut-off times of sample receipt vary in the
Commercial Lab offices.
Samples arrive to after 11am and before 3pm will count as 0.5 working day
13.03.2015 MSc. TTQC Presentation12
IV. Service turnaround time (Remarks)
Day 1 Day 2 Day 3 Day 4Express
Super Express
Normal

Part 2 Major Chemical Tests
Part 2 Major Chemical Tests
1. Formaldehyde
2. Nickel Release
3. Hexavalent Chromium (Cr VI)
4. Phthalates
5. Azo Dyes
6. APEO/NPEO/NP/NE/LABSA
7. PAHs (polycyclic aromatic hydrocarbons)
13.03.2015 MSc. TTQC Presentation14
Major Chemical Tests

Part 2 Major Chemical Tests - Formaldehyde
Volatile compound
A gas at room temperature with a pungent smell
Readily soluble in water to form formalin or formol
Washing might reduce formaldehyde of fabrics
13.03.2015 MSc. TTQC Azmir Presentation15
What is formaldehyde?

Part 2 Major Chemical Tests – Formaldehyde (cont’)
Release from textile at body temperature
Formaldehyde exposure can be in the form of gas –phase inhalation or liquid -
phase skin absorption
Exposure to high concentration formaldehyde can be fatal; it can cause skin allergy
and mucous membrane irritations.
Long term exposure may cause respiratory difficulty, eczema and sensitization
It is classed as a human carcinogen and has been linked to nasal lung cancer, and
with possible links to brain cancer and leukemia.
13.03.2015 MSc. TTQC Azmir Presentation16
Why formaldehyde is concerned in textile and garments industry?
Requirement is 16 mg/kg

Part 2 Key Chemical Tests – Nickel Release Instrument: Inductively Coupled Plasma Optical Emission Spectrometer
Nickel Release
Asthma and chronic bronchitis
Allergic reactions such as skin rashes
Heart disorders
13.03.2015 MSc. TTQC Azmir Presentation17
Health effect

Part 2 Major Chemical Tests – Nickel Release (cont’)
3/13/2015 MSc. TTQC Azmir Presentation18 |
Zeeman requirement – Nickel Release

Part 2 Major Chemical Tests - Hexavalent Chromium (Cr VI)
Instrument : Gas Chromatograph with Mass Spectrometer
Chemical element chromium (Cr) exists in three main forms:
1.Chromium metal
2.Trivalent chromium (Cr III)
- health effect: safe
- Cr III sulfate: tanning processes
3.Hexavalent chromium (Cr VI)
- inhalation exposure: lung cancer
- direct skin contact: cause skin irritation
- WHO & EPA: Cr VI is human carcinogen WHO EP
13.03.2015 MSc. TTQC Azmir Presentation19
What is Hexavalent Chromium (Cr VI)?
Requirement is 3 mg/kg

Part 2 Major Chemical Tests - Phthalates
Instrument : Gas Chromatograph with Mass Spectrometer Phthalates , or phthalate esters, are esters of phthalic acid and are mainly used as plasticizers (substances added to
plastics to increase their flexibility, transparency, durability, and longevity). Phthalates are manufactured by reacting
phthalic anhydride with alcohol(s) that range from methanol and ethanol (C1/C2) .
As plasticizer in plastics (especially PVC)
Increase softness and flexibility
Advantage: flexibility, durability, longevity and low cost
13.03.2015 MSc. TTQC Azmir Presentation20
Application
Health effect
Bio-cumulative
Endocrine disruptor
Certain phthalates as well as their metabolites and degradation products can cause
adverse effects on human health, in particular on liver and kidney for
DINP(Diisononyl phthalate) and on testicles for DEHP(Di(2-ethylhexyl) phthalate).
Buyer requirement – Phthalates (7P)
DINP, DNOP, DEHP, DIDP, BBP, BDP and DIBP
Requirement is 0.1%

Part 2 Major Chemical Tests – Azo dyes
Instrument : Gas Chromatograph with Mass Spectrometer
Synthetic organic colorants
In theory, azo dyes can supply a complete rainbow of colours. They have fair to
good fastness properties
The azo compound class accounts for 60-70% of all dyes.
These dyes may undergo in vivo reductive cleavage to aromatic amines and
some of them are proven or supposed carcinogenic.
13.03.2015 MSc. TTQC Azmir Presentation21
What is Azo dyes ?

Percent distribution of each chemical class between major application range
13.03.2015 MSc. TTQC Azmir Presentation22
Chemical
class
Acid Basic Direct Dispers
e
Mord
ent
Pigme
nt
Reac
tive
Solve
nt
Vat
Unmetalized
Azo
20 5 30 12 12 6 10 5 -
Metal complex
Azo
65 - 10 - - - 12 13 -
Thiazole - 5 95 - - - - - -
Stilbene - - 98 - - - - - 2
Anthraquinone 15 2 - 25 3 4 6 9 36
Indigoid 2 - - - - 17 - - 81
Quinophthalone 30 20 - 40 - - - 10 -
Aminoketone 11 - - 40 8 - 3 8 30
Phthalocyanine 14 4 8 - 4 - 43 15 3
Formazan 70 - - - - - 30 - -
Methine - 71 - 23 - 1 - 5 -

Percent distribution of each chemical class between major application range
13.03.2015 MSc. TTQC Azmir Presentation23
Chemical
class
Acid Basi
c
Direct Disperse Mord
ent
Pigm
ent
Reactive Solve
nt
Vat
Nitro,Nitro
so
31 2 - 48 2 5 - 12 -
Triarylmet
hane
35 22 1 1 24 5 - 12 -
Xanthane 33 16 - - 9 2 2 38 -
Acridine - 92 - 4 - - - 4 -
Azine 39 39 - - - 3 - 19 -
Oxazine - 22 17 2 40 9 10 - -
Thiazine - 55 - - 10 - - 10 25

Percent distribution of chemical classes in Reactive dye hue sectors/%
13.03.2015 MSc. TTQC Azmir Presentation24
Chemical
class
Yello
w
Oran
ge
Red Violet Blue Green Brown Black % of all
reactive
dyes
Unmetaliz
ed Azo
97 90 90 63 20 16 57 42 66
Metal
complex
Azo
2 10 9 32 17 5 43 55 15
Anthraquin
one
5 34 37 3 10
Phthalocy
anine
27 42 8
Miscellane
ous
1 1 2 1

Percent distribution of chemical classes in Disperse dye hue sectors/%
13.03.2015 Corporate Presentation25
Chemical
class
Yello
w
Oran
ge
Red Violet Blue Green Brown Black % of all
disperse
dyes
Azo 48 92 73 47 27 30 100 100 59
Anthraquin
one
6 2 25 53 72 65 32
Nitro 16 3 3
Aminoketo
ne
8 2 1 1 5 2
Methine 14 2
Quinophth
alone
4 1
Miscellane
ous
4 1 1 1

3/13/2015 MSc. TTQC Azmir Presentation26
Part 2 Major Chemical Tests - Azo dyes (cont’)
Cotton
Wool
Polyester, Polyamide (Nylon...), Polyacrylonitrile (Synthetic fibres)
Leather
Paper
Foodstuff
Hair
Wood
Application
Technical relevance of Azodyes
More than 3000 different azo colorants (dyes+pigments) are produced.
Approximately 50 - 150 are banned azodyes. 50-150
- banned amine components
> 50% of the dyes used nowadays are azodyes.

3/13/2015 Presentation TÜV Rheinland27
Part 2 Key Chemical Tests - Azo dyes (cont’)
22 aromatic amines are forbidden in the EU Regulation 1907/2006 Annex XVII and item 43 (limit:30ppm).
These 22 amines are known to be carcinogens or potential carcinogens.
2 additional aromatic amines (2,4-Xylidine & 2,6-Xylidine) that are forbidden for many retailers such as
Wortmann, Novi, Adidas, Deichmann …
China also forbids the use of aromatic amines in the national standard GB 18401 with a limit of 20mg/kg.
Forbidden in EU over 20 years.
Listed of banned amines

3/13/2015 Presentation TÜV Rheinland28
Part 2 Key Chemical Tests - Azo dyes (cont’)
All materials especially textile, leather, thread.
All kinds of colored materials (except white)
Leather and coats
Critical Components
How to avoid the presence of banned Azo Dyes?
Use only dyes which cannot split off the hazardous amines.
Make an inventory of the dyes used in your production process and include the products
you buy and may contain dyes in your inventory.
Ask your suppliers for azo-safe certificates.
Check whether it is possible to use of natural dyes instead of azodyes in your product.
Use dyestuff supplied by reputable producers, who provide the Colour Index Numbers.
Buyer requirement – Azo Dyes
Requirement is 30 mg/kg

Part 2 Major Chemical Tests – APEO/NPEO/NPInstrument :Liquid Chromatograph with Mass Spectrometer
13.03.2015 Corporate Presentation29
Alkylphenol ethoxylates (APEOs – often called alkyphenols or alkylphenyls) are surfactants which have an emulsifying and dispersing action, so they have good wetting, penetration, emulsification, dispertion, solubilizing and washing characteristics. This makes them suitable for a very large variety of applications: they’ve been used for over 50 years in a wide variety of products. In the textile industry, they are used in detergents and as a scouring, coating or waterproofing agents, in printing pastes and adhesives, and in dyeing. The most important APEO or alkylphenol ethoxylates for the textile industry are NPEO (nonylphenol ethoxylates) and OPEO (octylphenol ethoxylates) due to their detergent properties, but there are a big family. About 90% of the produced APEO are in fact NPEO.

Part 2 Major Chemical Tests – PAHs(polycyclic aromatic hydrocarbons)
Instrument : Gas Chromatograph with Mass Spectrometer
13.03.2015 MSc. TTQC Azmir Presentation30
16 EPA PAHTypical chemical structures of PAH
1. Naphthalene (Nap)
2. Acenaphthylene (AcPy)
3. Acenaphthene (Acp)
4. Fluorene (Flu)
5. Phenanthrene (PA)
6. Anthracene (Ant)
7. Fluoranthene (FL)
8. Pyrene (Pyr)
9. Chrysene (CHR)
10. Benz(a)anthracene (BaA)
11. Benzo(b)fluoranthene (BbF)
12. Benzo(k)fluoranthene (BkF)
13. Benzo(a)pyrene (BaP)
14. Indeno(1,2,3-cd)pyrene (IND)
15. Dibenzo(a,h)anthracene (DBA)
16. Benzo(g,h,i)perylene (BghiP)
found for example in tobacco
smoke
one reason that tobacco
smoke may cause cancer
Naphthalene Nap
was used in moth balls
gave moths balls its typical
smell

Part 2 Major Chemical Tests - PAHs
13.03.2015 MSc. TTQC Azmir Presentation31
Requirement is below:
Polycyclic aromatic hydrocarbons (PAHs, also polyaromatic hydrocarbons) are
hydrocarbons—organic compounds containing only carbon and hydrogen—that are
composed of multiple aromatic rings (organic rings in which the electrons are delocalized).
Formally, the class is further defined as lacking further branching substituents off of these
ring structures. Polynuclear aromatic hydrocarbons (PNAs) are a subset of PAHs that have
fused aromatic rings, that is, rings that share one or more sides.

Part 3 Physical Test

Part 3 Major Physical Tests
13.03.2015 MSc. TTQC Azmir Presentation34
Dimensional Stability & Appearance
1. Dimensional Stability Test
2. Torque / Spirality Test
3. Appearance
Strength Properties
1. Tensile strength
2. Tearing strength
3. Bursting strength
4. Seam slippage

Major Physical Tests
13.03.2015 MSc. TTQC Azmir Presentation35
1. Colorfastness to Washing
2. Colorfastness to Perspiration
3. Colorfastness to Crocking
4. Colorfastness to light
5. Colorfastness to Saliva
Colorfastness Tests

Major Physical Tests - Dimensional Stability Test
13.03.2015 MSc. TTQC Azmir Presentation36
Determination of the dimensional stability (shrinkage or
growth) of woven and knit fabrics when subjected to
Domestic washing and drying procedures. - (ISO 5077,
ISO 6330 & ISO 3175)
Significance
The test is to confirm that garments will perform to the user’s
satisfaction if they are washing according to provided care
instructions. Any distortion like shrinkage or growth out of shape,
etc., would affecting the comfort and appearance of garments.

Major Physical Tests - Dimensional Stability Test
13.03.2015 MSc. TTQC Azmir Presentation37
The specimen is conditioned in standard environment
according to ISO 139 (20 ± 2°C, 65 ± 4% relative humidity).
Specimens are marked and measured with calibrated ruler,
then washed and dried according to the provided care
instructions. The washed specimen is re-conditioned in
standard conditions before measurement of the dimensional
change.
Number of washing cycle: 1 (ISO requirement)
Fabrics: specimen size 500mm x 500mm,
bench mark distance 350mm

Major Physical Tests - Dimensional Stability Test
13.03.2015 MSc. TTQC Azmir Presentation38
% Dimensional = 100 X
change
(A’ - A)
A
Original bench mark distance (A)
Washed bench mark distance (A’)
Shrinkage Growth

Major Physical Tests - Dimensional Stability Test
13.03.2015 Präsentation TÜV Rheinland39
Origin of shrinkage in fabrics:
Fibers spun into yarn are under constant tension during the
weaving process. Such action will impose internal stresses
in the fiber molecules. Without permanent fixing, fibers
tend to revert to their natural state, which causes shrinkage.
Shrinkage Control

Major Physical Tests - Dimensional Stability Test
13.03.2015 MSc. TTQC Azmir Presentation40
In general, the factors in controlling shrinkage in fabrics are
stability of the fiber and the construction of the fabric.
Construction based on the type of weave, the amount of
twist in the yarn, the fabric count, and the yarn count. There
are several ways to control and reduce shrinkage in fabrics.
1. Compressive Shrinkage
2. Resin Treatment
3. Tentering

Major Physical Tests - Torque (Spirality)
13.03.2015 MSc TTQC Azmir Presentation41
Spirality is the measurement of twisting of fabrics after washing.
The origin of spirality arises from molecule, yarn and fabric
construction.
The specimen is conditioned in standard environment according to
ISO 139 (20 ± 2°C, 65 ± 4% relative humidity). A standard square
marking is put on a specimens, then washed and dried according
to the provided care instructions. The washed specimen is re-
conditioned in standard conditions before measurement of
spirality.

Angular relationship of course and
Wales in a knitted structure

In other words, spirality occurs in knitted fabric because of
asymmetric loops which turns in the wales and course of a fabric
into an angular relationship other than 90 degree. This is a very
common problem in single jersey knits and it may exist in grey,
washed or finished state and has an obvious influence on both the
aesthetic and functional performance of knitwear. However, it does
not appear in interlock and rib knits because the wale on the
face is counter balanced by a wale on the back.
Course spirality is a very common inherent problem in plain knitted
fabrics. Some of the practical problems arising out of the loop
spirality in knitted garments are: displacement or shifting of seams,
mismatched patterns and sewing difficulties. These problems are
often corrected by finishing steps such as setting / treatment with
resins, heat and steam, so that wale lines are perpendicular to the
course lines. Such setting is often not stable, and after repeated
washing cycles, skewing of the wales normally re-occurs.

Causes of generation (spirality ):
The residual torque in the component yarn caused due to bending and
twisting is the most important phenomenon contributing to spirality. The
residual torque is shown by its twist liveliness. Hence the greater the
twist liveliness, the greater is the spirality. Twist liveliness of yarn is
affected by the twist factor or twist multiple. Besides the torque, spirality
is also governed by fibre parameters, cross-section, yarn formation
system, yarn geometry, knit structure and fabric finishing. Machine
parameters do contribute to spirality. For instance, with multi-feeder
circular knitting machines, course inclination will be more, thus exhibit
spirality.

Major Physical Tests - Torque (Spirality)
13.03.2015 MSc. TTQC Azmir Presentation45
Square Marking Method Inverted T Marking Method

Major Physical Tests - Torque (Spirality)
13.03.2015 MSc. TTQC Azmir Presentation46
Diagonal lines Offset Mark
% Spirality =
100[2(AC - BD) / (AC + BD)]
+ve skew to right
-ve skew to left
% Spirality =
100[(AA’ + DD’) / (AB + CD)]
% Spirality =100(AA’/AB)

Major Physical Tests - Torque (Spirality)
13.03.2015 MSc. TTQC Azmir Presentation47
Besides marking method, measurement of the spirality in
garment samples can be based on side seam twisting. Such
measurement will include not only the fabric torque but also
the effect from garment structure.

Major Physical Tests - Torque (Spirality)
13.03.2015 MSc. TTQC Azmir Presentation48
Ways to reduce Spirality :
Relaxation Finishing - This allows the individual loop structure to
distort to relieve the internal stress.
Heat Setting - for thermoplastic man made fabrics. The fabrics
temperature is raised almost to the glass transition temperature† of
the fibers in order to relieve the internal stress.
Resination - Stabilization of the fabric through application of resin.
Hand will be impaired, however softener can improve such adverse
effect.
†Glass transition temperature is the temperature of transition between rubbery stage and
glassy stage.

Major Physical Tests - Appearance
13.03.2015 MSc. TTQC Azmir Presentation49
Evaluation of appearance of a product (distortion, pilling,
hand feel, trim compatibility) after washing according to the
provided care instructions.
Specimens are visually evaluated before and after washing
according to the provided care instructions. Any visual
defects, such as rippling, puckering, trims damage, color
loss, print loss, fabric rupture, differential shrinkage, etc.,
will be reported.

Major Physical Tests - Tensile Strength
13.03.2015 MSc. TTQC Azmir Presentation50
Determination of breaking force and elongation of textile
fabrics. - (ISO 13934-2)
Significance
It indicates the potential strength of woven fabric within a
product in resistance to tension.

Major Physical Tests - Tensile Strength
13.03.2015 MSc. TTQC Azmir Presentation51
This test method is not recommended for knitted fabrics and
other textile fabrics which have high stretchability (more than
11%).
The fabric is conditioned in a standard environment of 20 ± 2°C
and 65 ± 4% relative humidity for at least 24 hours. The fabric
is cut into specific specimen sizes 200mm x 100mm. Both
warpwise and weftwise directions are required. Test
specimens are mounted on a tensile tester along the long
dimension and subjected to a constant rate of extension. The
loading force at point of rupture or break is recorded as tensile
strength.

Major Physical Tests - Tensile Strength
13.03.2015 MSc. TTQC Azmir Presentation52
Tensile tester
Major Physical Tests - Tensile Strength
13.03.2015 MSc. TTQC Azmir Presentation53
General Note:
Coarser yarn size gives a greater tensile strength
High twist yarn gives a greater tensile strength
Higher fabric count gives a greater tensile strength
Different fiber possess different tensile properties

Major Physical Tests - Tearing Strength
13.03.2015 MSc. TTQC Azmir Presentation54
Determination of the average force required to continue a
tear from a slit in a woven fabric by means of falling
pendulum (Elmendorf) apparatus. - (ISO 13937-1)
Significance
It indicates the potential strength of woven fabric within a
product in resistance to tearing action.

Major Physical Tests - Tearing Strength
13.03.2015 MSc. TTQC Azmir Presentation55
The method is applicable to treated and untreated woven
fabrics, including those heavily sized, coated or resin-
treated. The test is not suitable for knit fabrics, felts or non-
woven fabrics.
The fabric is conditioned in a standard environment of 20 ±
2°C and 65 ± 4% relative humidity for at least 4 hours.
Specimens, for both warpwsie and weftwise, of specific
shape are die-cut from the sample fabric. The specimens
are mounted between two clamps, precut by a knife then
torn through a fixed distance by the swinging pendulum to
generate the average tearing force in pounds for both the
warp and weft directions.
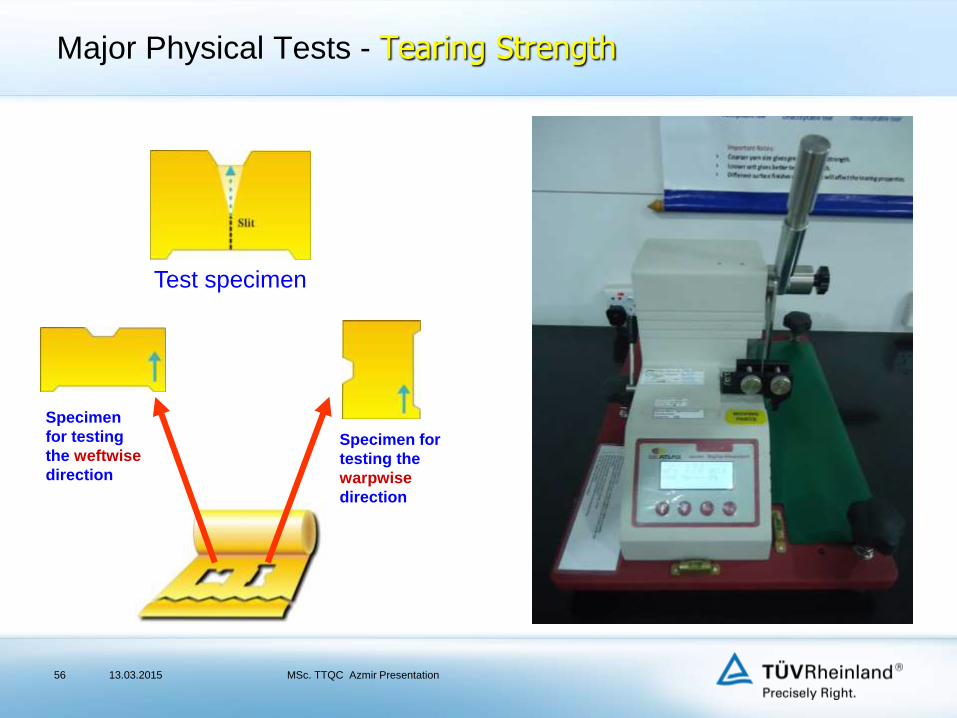
Major Physical Tests - Tearing Strength
13.03.2015 MSc. TTQC Azmir Presentation56
Specimen
for testing
the weftwise
direction
Specimen for
testing the
warpwise
direction
Test specimen

Major Physical Tests - Tearing Strength
13.03.2015 MSc. TTQC Azmir Presentation57
Important Note:
Coarser yarn size gives greater tearing strength
Looser sett gives better tearing strength
Different surface finishes on the fabric will affecting the
tearing properties
Sample size for
Pendulum tear

Major Physical Tests - Tearing Strength
13.03.2015 MSc. TTQC Azmir Presentation58
Unacceptable tear Untearable specimen
Finishing agent for improving tearing strength
Turpex CAN (Ciba) - a polyethylene dispersion which can
improve tearing resistance.

Major Physical Tests - Bursting Strength
13.03.2015 MSc. TTQC Azmir Presentation59
Determination of bursting strength of textile fabrics
using hydraulic method. - (ISO 13938-1)
Significance
It indicates the potential strength of the knitted
fabric within a product.

Major Physical Tests - Bursting Strength
13.03.2015 MSc. TTQC Azmir Presentation60
The fabric is conditioned in a standard environment
of 20 ± 2°C and 65 ± 4% relative humidity according
to ISO 139. Test specimen is clamped over an
expandable diaphragm. The diaphragm is expanded
by fluid pressure to the point of specimen rupture.
The test method is generally applicable to a wide
variety of knitted goods and non-woven fabrics. It is
not recommended for general use on uncoated
woven fabrics.

Major Physical Tests - Bursting Strength
13.03.2015 MSc. TTQC Azmir Presentation61
Bursting Strength = Total Pressure - Tare Pressure
of the Specimen
Total PressureTare Pressure
(The pressure required to inflate the diaphragm)

Major Physical Tests - Bursting Strength
13.03.2015 MSc. TTQC Azmir Presentation62
Important Note:
Coarser yarn size gives greater bursting strength
Higher stitch density gives higher bursting strength
Different surface finishes on the fabric will affecting the
bursting properties

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation63
Determination of the yarn slippage resistance at sewn seams in
woven fabric under loading. - (ISO 13936-1 & ISO 13936-2)
Significance
It determines the tendency of the yarns to slip out of the seam and
whether they would be readily repairable by re-seaming.

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation64
Seam slippage is the separation of seam due to slippage of filling yarns
over warp yarns or warp yarns over filling yarns. In such slippage, the
stitching thread is remain unbroken.
Seam SlippageSeam failure
Stitching thread
remain unbroken
Stitching thread
broken

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation65
Fabric Sample
A test specimen of 400mm x 100mm with long direction
parallel to the filling yarns is cut from sample fabric, if the warp
yarns slide over the filling yarns is tested or vice versa.
The load-elongation curve of the fabric is superimposed over a
load-elongation curve of the same fabric with seam sewn being
tested. Resistance to yarn slippage is reported as the load at
which slippage of a specific size is seen.
This test is not intended for upholstery fabrics.

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation66
Proto seam:
Fold the specimen 110mm from one end and sew a seam 20mmfrom the end of the fold.
Needle: 0.90mm in diameter
(measured at the eye)
Thread: 45 ± 5 tex 100
Polyester thread
Stitch
density: Plain lockstitch 50 ± 2
stitches per 100mm
29
0 m
m
11
0 m
m
100 mm
Fold lineSeam line 20 mm
Distance from fold line
Cutting line 12 mm
from fold line
Test
Specimen
without
lockstitch
seam
Test
Specimen
with
lockstitch
seam

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation67
Step 1: Tensile strength of the fabric
Fabric
Elongation

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation68
Step 2: Test for seam slippage
Report the load (lbf) at
0.25” yarn slippage
Total Elongation =
fabric elongation
+
0.25” yarn
slippage
+
Compensation

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation69

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation70
Garment Sample
The fabric alignment of adjacent patch of a seam may not be the same in
a garment seam. Direct measurement of seam slippage on garment
seam provide a more accurate result.
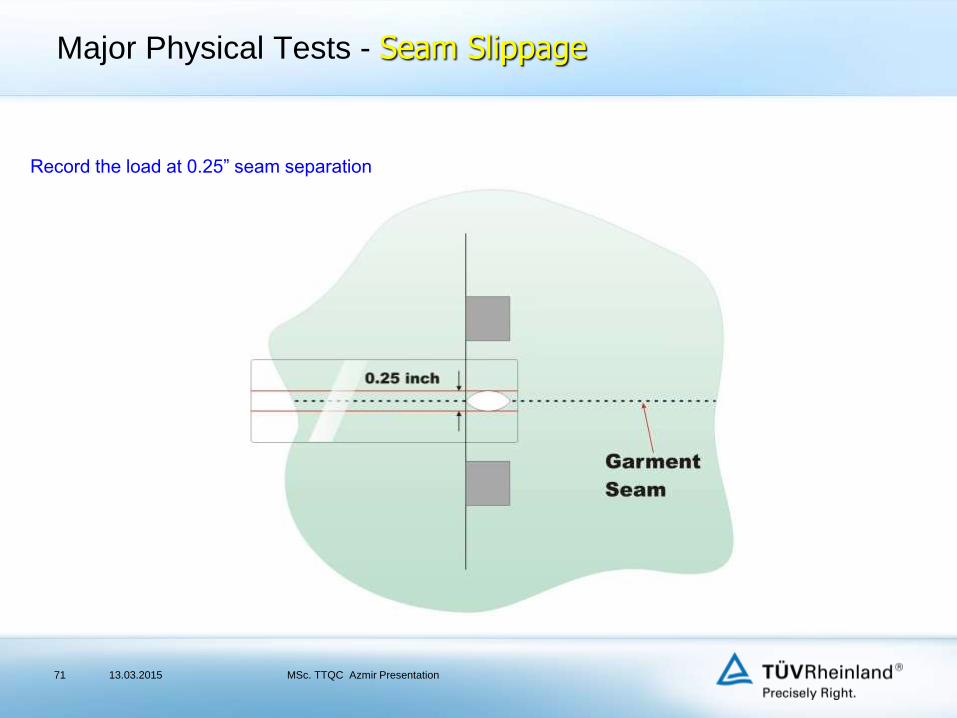
Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation71
Record the load at 0.25” seam separation

Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation72
For felled seam, the load for either side reach 0.25” separation will reported as
seam slippage
Major Physical Tests - Seam Slippage
13.03.2015 MSc. TTQC Azmir Presentation73
Remedies for preventing seam slippage:
1. Superimposed seam type
2. Lapped seam type with tape / interlining reinforcement
3. Anti-slip finish (resin treatment)

Colour fastness
The stability of color or it fastness is one of the most important requirement of valuable customers. Color
fastness is the resistance of the color to fade or breed by these agencies. These changes occur because of
decomposition of the molecules in the fiber or because of their removal into the external medium.
13.03.2015 MSc. TTQC Azmir Presentation74
Colour fastness to domestic and commercial laundering
This test is designed to evaluate the colorfastness properties of textiles
which are intended to be laundered frequently. The fabric color loss,
bleeding, and surface changes resulting from the detergent and abrasion
are simulated by a 30 min. Launder-o-meter test which approximates the
action of either five typical hand washings, home launderings, or
commercial launderings, with or without bleach. Along the width the
specimen (100mm x 40mm), a DW multifiber (Acetate, Cotton, Polyamide,
Polyester, Acrylic ,Wool )swatch is attached. Then they are placed in a
metal jar containing a specified number of steel balls to provide friction and
abrasion. After the specimen are processed, it is removed from the metal jar
and dried. The color change and color staining are evaluated against the
corresponding ISO Grey Scales.
The purpose of this test is to insure that textile products do not have
excessive color loss and/or bleeding after several times of laundering.

Major Physical Tests - Colorfastness to Accelerated Laundering
13.03.2015 MSc. TTQC Azmir Presentation75
Relation with Care Instruction:
Washing temperature:
Warm or Cold
Machine Wash or Hand
Wash
Warning such as Wash
With Like Color, etc.

Major Physical Tests - Colorfastness to Rubbing
13.03.2015 MSc. TTQC Azmir Presentation76
These tests are designed to evaluate the degree of color which
may be transferred from the surface of colored textile materials to
others surfaces by a rubbing action. The specimen is conditioned
in a standard textile testing atmosphere of 20 ± 2°C and 65 ± 2%
relative humidity for a minimum of 4 hours. The test specimen is
rubbed against white crock test cloth either at dry or wet with
water under controlled conditions. Any color transfer on the white
crock test cloth is evaluated against the Gray Scale for Staining.
The purpose of this test is to insure that textile products do not
excessively transfer of dye or print onto other surfaces such as
upholstery, carpeting and other wearing apparel through rubbing
action.

Major Physical Tests - Colorfastness to Rubbing
13.03.2015 MSc. TTQC Azmir Presentation77
Relation with Care Instruction:
Warning such as Wash With
Like Color and Wash Separately
Rub for 10 cycles
Dry
crock
Wet
crock
Crockmeter

Major Physical Tests - Perspiration
13.03.2015 Präsentation TÜV Rheinland78
This test is designed to evaluate the colorfastness property of textiles to
the effects of perspiration. A specimen of colored textile and multifiber test
fabric is wet out in a simulated perspiration solution, subject to a fixed
mechanical pressure and allowed to dry slowly at a slightly elevated
temperature. The change in color of the specimen and staining of the
attached multifiber test fabric is evaluated against the Gray Scale for
Color Change and Staining.
The purpose of this test is to insure that colored textiles do not
excessively stain clothing or change color under the action of perspiration.
This will be particularly important in underwear.

Major Physical Tests - Perspiration
13.03.2015 MSc. TTQC Azmir Presentation79
Perspiration Tester
(Also used for colorfastness to water and seawater)

Major Physical Tests - Colorfastness to Light
13.03.2015 MSc. TTQC Azmir Presentation80
This test is designed to evaluate the colorfastness property of textiles
when subjected to light. A test specimen is exposed to a specific amount
of radiant energy (light). The color different of the exposed region of the
specimen is compared to the unexposed region and is evaluated against
the ISO Gray Scale for Color Change.
The purpose of this test is to insure that textile products do not have
excess color fading under store lighting and in direct sunlight.

Major Physical Tests - Colorfastness to Light
13.03.2015 MSc. TTQC Azmir Presentation81
Xenon arc lamp
Test specimens
exposed to the
light source with
half of the area
being covered
by metal plate

Major Physical Tests - Colorfastness to Light
13.03.2015 MSc. TTQC Azmir Presentation82
Light source Xenon arc lamp
Black panel temperature 48 ± 2°C
Relative humidity 40 ± 5%
Irradiance (at 420 nm) 1.10 ± 0.03 W/m2/nm
Irradiance (at 300 - 400 nm) 42 W/m2
ISO 105 B02 (method 2)

Major Physical Tests - Colorfastness to Saliva (DIN 53160)
13.03.2015 MSc. TTQC Azmir Presentation83
This test is designed to evaluate the colorfastness of textiles under the
action of salvia. A piece of filter paper saturated with artificial salvia solution
is in contact with the sample fabric. The specimen is then placed over water
in a covered jar. The jar is keep at 37 ± 2°C for 2 hr.
If no trace of coloring can be detected on the filter paper, the sample is
quoted as “Resistant to Saliva” otherwise “Not Resistant to Saliva”.
The purpose of this test is to insure that textile products do not have
colorant transfer to the infant’s or baby’s mouth and mucous membranes
under the action of saliva.

4. Flammability
13.03.2015 MSc. TTQC Azmir Presentation84
Flammability Testing
The term flammable meaning capable of burning has been found to be ambiguous, and
has given way to flammable carrying the same meaning.
Test Method(s):
· 16 CFR 1610
· ASTM D6413
· NFPA 701
· 191A Method 5903
Flammability of Wearing Apparel - 16 CFR 1610
(45 Degree Flammability)
The United States Federal Government requires clothing and textiles intended to be
used for clothing to have Normal Flammability (Class 1) as tested with 16 CFR 1610
(ASTM D 1230 Standard Test Method for Flammability of Apparel Textiles). Fabric is
mounted at a 45° angle from ignition source.

5.Fiber Identification and Analysis
13.03.2015 MSc. TTQC Azmir Presentation85
Fiber Identification - Most countries importing apparel and soft home
furnishing products require fiber identification labels indicating the fiber type
and percentage of fiber components. Some countries even use fiber
composition to classify quota categories. Fiber analysis is a method of
identifying and examining fibers used by law enforcement agencies around
the world to procure evidence during an investigation.
The most common use of fiber analysis is microscopic examination of both
longitudinal and cross sectional samples. While this is the most common
method of undertaking fiber analysis, others do exist. These include the
burning and solubility methods. These methods are most commonly used to
reveal the identity of the fiber. Fiber analysis is usually not undertaken in
university labs because of the usual lack of required solvents.
It may be Qualitative or Quantitative analysis

Advanced Fiber Testing Machine:
Scanning electron microscope (SEM)
Wide-angle X-ray scattering (WAXS) or
Wide-angle X-ray diffraction (WAXD)
Small-angle X-ray scattering(SAXS/SAXD)
Atomic force microscopy (AFM)
Scanning force microscopy (SFM)
Fourier Transform Infrared (FTIR) Spectroscopy


Conclusion:
Quality is a relative term. It means customer needs is to be satisfied. Quality is
of prime importance in any aspect of business. Customers demand and expect
value for money. As producers of apparel there must be a constant endeavor to
produce work of good quality. To assess the quality of textile product Textile
Testing is very important work or process. Testing In response to ever-
changing governmental regulations and the ever-increasing consumer demand
for high quality, softlines testing and textile testing help to minimize risk and
protect the interest of both manufacturers and consumers. It is important that
testing is not undertaken without adding some benefit to the final product.
There are a number of points in the production cycle where testing may be
carried out to improve the product or to prevent sub-standard merchandise
progressing further in the cycle. So various Steps of Textile & Garments
manufacturing where in-process Testing, inspection and quality control are
done to avoid reproduction, reprocessing and minimize wastage.

MSc. TTQC Azmir Presentation