advanced processes analysis and control methods for …€¦ · · 2017-02-21advanced processes...
TRANSCRIPT

Advanced Processes Analysis and Control Methods for CFB Power Plants – Project Overview
47th International Energy Agency – Fluidized bed conversion (IEA-FBC) meeting, on October 13-14th, 2003 in Zlotniki, Poland
VTT TECHNICAL RESEARCH CENTRE OF FINLAND2
VTT PROCESSES
Advanced Processes Analysis and Control Methods for CFB Power Plants – Project Overview
• National project, which was started on March 2003
• Project is financed by
- National Technology Agency (TEKES) + Jyväskylä Science Park
- VTT Processes
- Industrial partners
• Research organizations:
- VTT Processes, University of Jyväskylä and University of Oulu

VTT TECHNICAL RESEARCH CENTRE OF FINLAND3
VTT PROCESSES
Partners and their main field in the project
Controller Actuator Process
Measurements
Fuel feeding systemRaumaster Oy
CFB-boiler, in-furnace processesFoster Wheeler Energia Oy
Signal processing toolsUniversity of Jyväskylä
Control system developmentUniversity of Oulu
Automation systemAir-Ix Oy
Testing environment, Pilot-CFB, modelling tools
VTT Pocesses, Protacon Oy, Numerola Oy

VTT TECHNICAL RESEARCH CENTRE OF FINLAND4
VTT PROCESSES
Background
• Deregulation of energy markets call for high productivity and low costs
• Fuel selection will expand in the future
• Emission limits will tighten up all the time
• Large utility scale CFB boilers will be based on once thorough technology with super critical stem values
• Optimisation, availability, high efficiency, low emissions are highlighted in the future
All these above-mentioned issues set high demands for boiler automation and control systems. Also in the future, information from process measurements must be utilized more effective in optimisation and monitoring of the process.
VTT TECHNICAL RESEARCH CENTRE OF FINLAND5
VTT PROCESSES
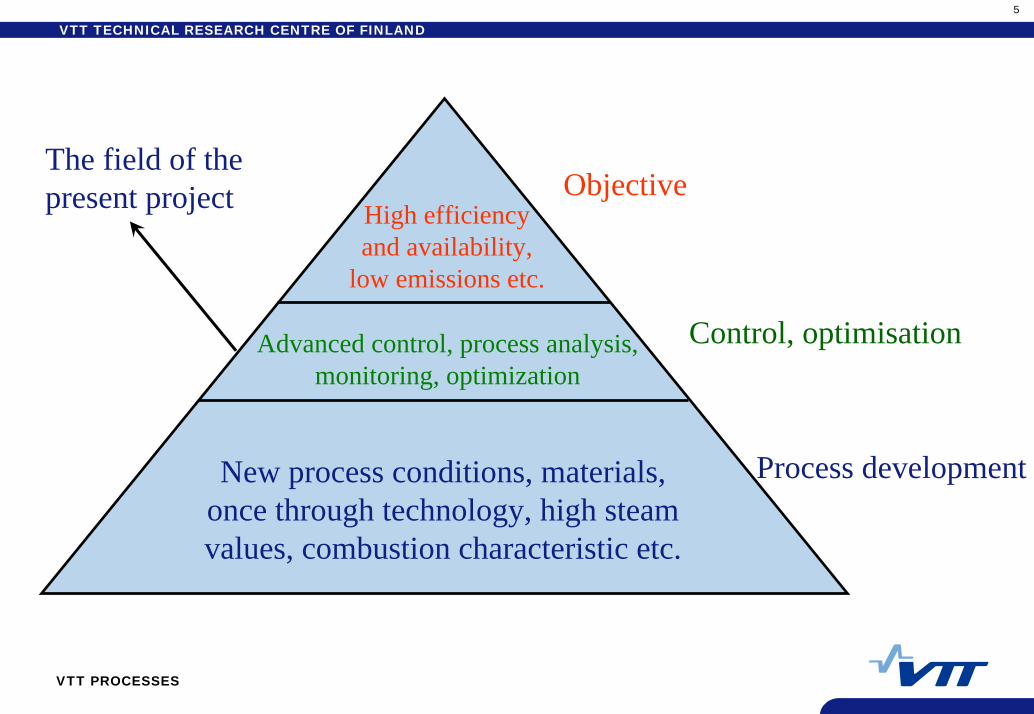
New process conditions, materials, once through technology, high steam values, combustion characteristic etc.
Advanced control, process analysis, monitoring, optimization
High efficiency and availability,
low emissions etc.
Objective
Control, optimisation
Process development
The field of the present project

VTT TECHNICAL RESEARCH CENTRE OF FINLAND6
VTT PROCESSES
Objective
The main aim of the project is:
To develop methods and tools to stabilize and optimise combustion process by utilizing advanced signal processing and control methods as well modelling tools gained with experimental data.
The work of the project can be divided into three different tasks:
Task 1: Create testing environment (based on existing CFB-pilot plant)
- utilization of the method to characterize fuel combustion behaviour (experimental procedure + modelling tool)
Task 2: Develop new control methods for CFB-boiler
Task 3: Create new signal processing tool for analysis of process measurements

VTT TECHNICAL RESEARCH CENTRE OF FINLAND7
VTT PROCESSES
Testing environment
Why testing environment is needed?
• There is need to combine control system development, carried out in simulation environments, with pilot scale experiments gained with model based tools before testing at full scale plants.
• Possibility to test and develop new control methods and measurements without restriction of full scale
• Well-controlled process conditions
• Screen out the best ideas in order to test and verify at full scale units
• Enhance process development and commissioning of new methods andtools to industrial use
VTT TECHNICAL RESEARCH CENTRE OF FINLAND8
VTT PROCESSES
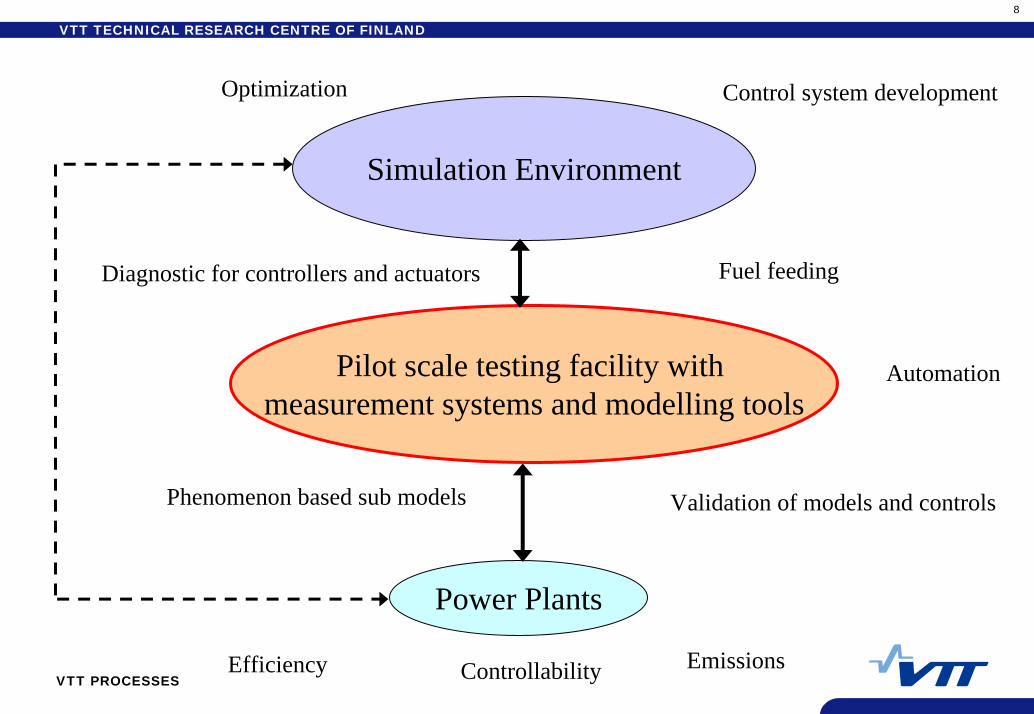
Simulation Environment
Pilot scale testing facility with measurement systems and modelling tools
Power Plants
Control system developmentOptimization
Diagnostic for controllers and actuators
Phenomenon based sub models
Fuel feeding
Automation
Validation of models and controls
EmissionsEfficiency Controllability

VTT TECHNICAL RESEARCH CENTRE OF FINLAND9
VTT PROCESSES
CFBC Testing environmentCFB-pilot reactor has been equipped with commercial control software
• fast data logging (in normal use 1 second is enough → sensor time constants)• easy to implement new calculations, control systems, model based state monitoring etc.

VTT TECHNICAL RESEARCH CENTRE OF FINLAND10
VTT PROCESSES
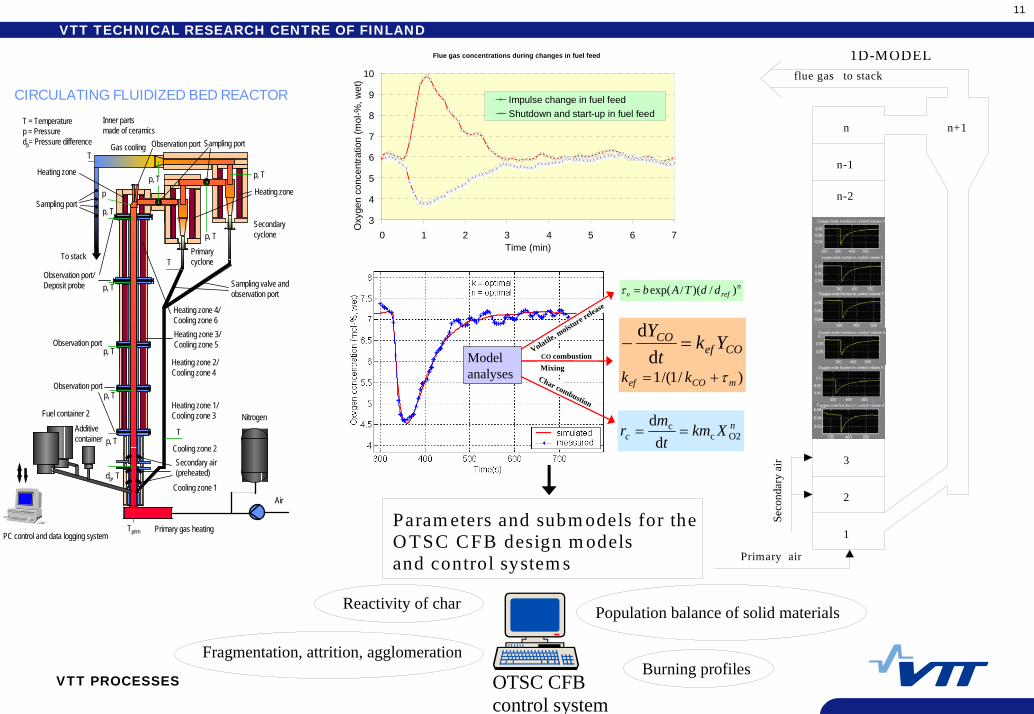
• A simplified one-dimensional time-dependent numerical model for the transient behaviour of the CFB combustor was developed for the interpretation of the transient data. In the model the delays of sample lines and the dynamics of analysers were taken into account by using transfer functions etc. Combustion process can be simulated during steady state and dynamic operation.
• The modelling tool for the CFB reactor consist of :
fuel reactivity parameters, mass balances for char fractions and main gas compounds, dynamics for analysers, sample lines, sub models for air and fuel feeds etc.
Dynamic 1D-model can be applied for control system development
The method to characterize fuel combustion behaviour
VTT TECHNICAL RESEARCH CENTRE OF FINLAND11
VTT PROCESSES
Flue gas concentrations during changes in fuel feed
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7Time (min)
Impulse change in fuel feedShutdown and start-up in fuel feed
Oxy
gen
conc
entra
tion
(mol
-%, w
et)
Param eters and subm odels for the O TSC CFB design m odels and control system s
ENERGY
CIRCULATING FLUIDIZED BED REACTOR
Secondarycyclone
Fuel container 2
Cooling zone 1
Cooling zone 2
Heating zone 1/Cooling zone 3
Heating zone 2/Cooling zone 4
Gas cooling
Primarycyclone
Observation port Sampling port
Sampling port
Heating zone 3/Cooling zone 5
Heating zone 4/Cooling zone 6
To stack
Observation port
Observation port
Observation port/Deposit probe
Additivecontainer
Air
Secondary air(preheated)
T = Temperaturep = Pressuredp= Pressure difference
Tprim
p, T
p, T
p, T
p, T
p, T
pp, T
T
p, T
p, T
dp, T
Primary gas heating
Nitrogen
PC control and data logging system
T
Sampling valve andobservation port
Heating zone
Heating zone
Inner partsmade of ceramics
T
OTSC CFB control system
Fragmentation, attrition, agglomeration
Population balance of solid materialsReactivity of char
Burning profiles
nc Xkm
tmr O2c
c
dd
==
COefCO Ykt
Y=−
dd
)/1/(1 mCOef kk τ+=
nrefv ddTAb )/)(/exp(=τ
Modelanalyses
CO combustionMixing
Char combustion
Volatile, m
oisture rel
ease
1D-MODELflue gas
1
n n+1
to stack
Seco
ndar
y ai
r
2
n-1
3
n-2
Primary air

VTT TECHNICAL RESEARCH CENTRE OF FINLAND12
VTT PROCESSES
4.5
5
5.5
6
6.5
7
7.5
8
7000 7050 7100 7150 7200 7250 7300 7350 7400Time (s)
Oxy
gen
conc
entra
tion
(mol
-%, w
et
50
60
70
80
90
100
110
Fuel
feed
(%) f
rom
ste
ady
stat
e va
lue
Coal, analyserCoal, calculatedWood, analyserWood, calculatedFuel feed
Fuel feed
WoodCoal

VTT TECHNICAL RESEARCH CENTRE OF FINLAND13
VTT PROCESSES
Oxygen control by secondary air
Simplified overall control system for pilot CFB reactor

VTT TECHNICAL RESEARCH CENTRE OF FINLAND14
VTT PROCESSES
Adjustment of oxygen control (by secondary air) and effect of O2 measurement dynamics on optimal control system
VTT TECHNICAL RESEARCH CENTRE OF FINLAND15
VTT PROCESSES
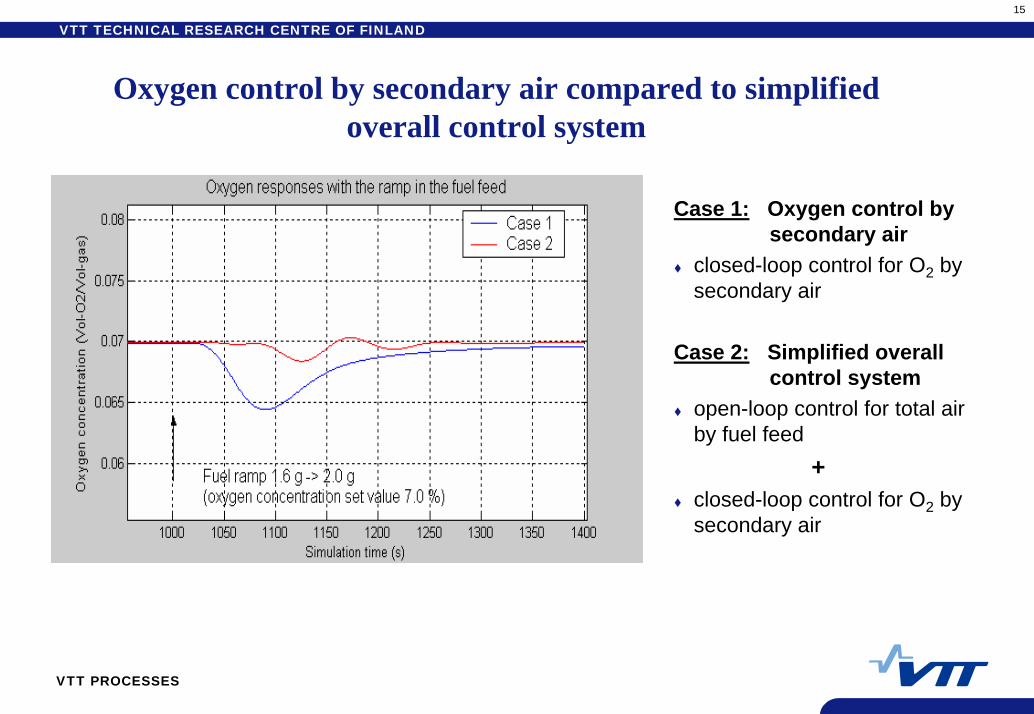
Oxygen control by secondary air compared to simplified overall control system
Case 1: Oxygen control by secondary air
closed-loop control for O2 by secondary air
Case 2: Simplified overall control system
open-loop control for total air by fuel feed
+closed-loop control for O2 by secondary air

VTT TECHNICAL RESEARCH CENTRE OF FINLAND16
VTT PROCESSES
Advanced control methods
When fuel is introduced into furnace then control system must take care of stable combustion process (fuel power - steam enthalpy - electric power). Variations in pressure, flue gas oxygen concentration etc. lower efficiency, increase emissions, reduce lifetime of structures etc.
Controls are developed by using advanced control methods (GPC, Smith-predictor) combine with adaptive control approach. Also new as well existing measurements will be utilized more powerful.
• moisture and CO2 concentration in flue gas → adaptation (fuel quality changes)
• heat transfer probes → changes in combustion (e.g. heat transfer control in load changes)
• furnace pressure → faster response (than e.g. flue gas oxygen concentration)

VTT TECHNICAL RESEARCH CENTRE OF FINLAND17
VTT PROCESSES
Set pointMeasurementFl
ue g
as o
xyge
n co
ncen
trat
ion
(%)
Time (s)
Set pointMeasurement
Time (s)
Flue
gas
oxy
gen
conc
entr
atio
n (%
)
Oxygen control by secondary air feed at full scale plant
Before adjustment
After adjustment

VTT TECHNICAL RESEARCH CENTRE OF FINLAND18
VTT PROCESSES
Example of adaptation
without adaptation with adaptation
Sample Sample
Flue
gas
oxy
gen
conc
entr
atio
n (%
)
Flue
gas
oxy
gen
conc
entr
atio
n (%
)Simulated
Measured
Simulated
Measured
VTT TECHNICAL RESEARCH CENTRE OF FINLAND19
VTT PROCESSES
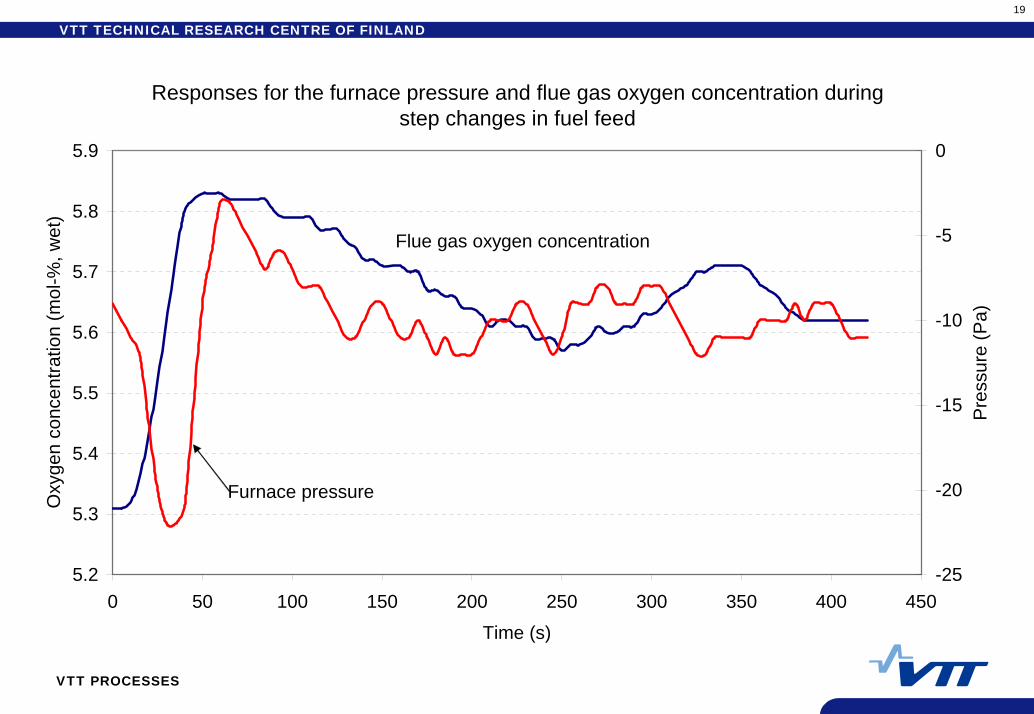
Responses for the furnace pressure and flue gas oxygen concentration during step changes in fuel feed
5.2
5.3
5.4
5.5
5.6
5.7
5.8
5.9
0 50 100 150 200 250 300 350 400 450
Time (s)
Oxy
gen
conc
entra
tion
(mol
-%, w
et)
-25
-20
-15
-10
-5
0
Pre
ssur
e (P
a)
Furnace pressure
Flue gas oxygen concentration

VTT TECHNICAL RESEARCH CENTRE OF FINLAND20
VTT PROCESSES
Signal processing tool and analysis of process measurements
• Lot of measurements which are analysed only after alarms
• Information of the process measurements is not fully utilized
• There is lot of in formation that can be extracted from process measurements by utilizing possibilities of different signal processing methods
• Process optimisation requires performance analysis for each sub processes and further for each process measurements. Optimal limits must be set for process measurements.
→ There is need for process analysis tool
VTT TECHNICAL RESEARCH CENTRE OF FINLAND21
VTT PROCESSES
Signal processing tool and analysis of process measurements
• The software provide signal monitoring, denoising and dependency detection. Also feature extraction is enabled in case the original signals cannot provide sufficient information.
• The huge amount of signal data sets challenges for data visualization also.
• The prototype enable signal monitoring, denoising, feature extraction and dependency detection via a graphical user interface.
• The final software should be compatible with commercial software andstable enough to provide reliable information on signal dependencies. Also ways for automating the signal processing task will be explored (manual configuration could be too complex or too slow in dynamic process).

VTT TECHNICAL RESEARCH CENTRE OF FINLAND22
VTT PROCESSES
Phases of Signal Processing
CFB Reactor
FeatureExtraction
Features
Denoising
PCAICA
Wavelet
Fourier
Signal RepositoryAnalysis
Correlation Histogram
1
2
3
4

VTT TECHNICAL RESEARCH CENTRE OF FINLAND23
VTT PROCESSES
User interface for signal processing prototype
Correlations between features and original measurements
Feature extraction

VTT TECHNICAL RESEARCH CENTRE OF FINLAND24
VTT PROCESSES
Example of Correlating Signals
Air feed
Oxygen level
Fuel feed
Increasing temperature decreasesoxygen level
-0.89
Fuel feed increases temperature 0.64
Air feed increases oxygen level
0.7
Fuel feed decreases oxygen levelduring reactor start-up -0.54
Temperature

VTT TECHNICAL RESEARCH CENTRE OF FINLAND25
VTT PROCESSES
Conclusions
• Process development (OT), fuel selection and power production at deregulated energy markets set new demands for CFB boiler control
• There is need for testing environment to enhance control system development
• New signal processing methods and tools enhance process development and further control system development → lot of new information and correlations can be extracted
• Well-designed and viable controls are precondition for process optimization → lot of potentials in model based control
• Steady combustion process:• lower emissions• higher efficiency• increase lifetime of structures etc.