abstract minimizing total number of tardy jobs on a …
TRANSCRIPT

ABSTRACT
MINIMIZING TOTAL NUMBER OF TARDY JOBS ON A SINGLE BATCH PROCESSING
MACHINE BY GREEDY RANDOMIZED ADAPTIVE SEARCH PROCEDURE WITH PATH
RELINKING
Panteha Alipour, MS
Department of Industrial and Systems Engineering
Northern Illinois University, 2016
Purushothaman Damodaran, Director
Batch processing machines are commonly used in metal working, chemical processing,
and electronics manufacturing – to name a few. Scheduling these machines optimally is a hard
task; the number of decision variables used in the mathematical formulations grow exponentially.
Consequently, commercial solvers used to solve the formulations require prohibitively long run
times. Schedulers struggle to make good decisions due to the complexity of the problem.
This research considers the problem of scheduling a single batch processing machine such
that the total number of tardy jobs is minimized. The machine can simultaneously process several
jobs as a batch as long as the machine capacity is not violated. The batch processing time is equal
to the largest processing time among those jobs in the batch. Two decisions are made to schedule
jobs on the batch processing machines, namely grouping jobs to form batches and sequencing the
batches formed on the machines. Both the decisions are interdependent as the composition of the
batch affects the processing time of the batch. The problem under study is NP-hard. Consequently,
solving a mathematical formulation to find optimal solutions is computationally intensive.
A greedy randomized adaptive search procedure (GRASP) is proposed to solve the
problem under study with the assumption of arbitrary job sizes, arbitrary processing times and
arbitrary due dates. A novel construction phase for the GRASP approach is also proposed to
improve the solution quality. In addition, a path relinking procedure is also proposed for solving
large-sized problems effectively. The performance of the proposed GRASP approach is evaluated
by comparing its results to a commercial solver. Experimental studies suggest that the solution

obtained from the GRASP approach is superior compared to the commercial solver. The proposed
approach will benefit schedulers to schedule jobs on batch processing machines more efficiently.
The new solution approach proposed for the problem under study fills some gaps found in the
literature and will encourage other researchers to try new solution approaches or consider solving
other variants of the problem.

NORTHERN ILLINOIS UNIVERSITY
DE KALB, ILLINOIS
MINIMIZING TOTAL NUMBER OF TARDY JOBS ON A SINGLE BATCH PROCESSING
MACHINE BY GREEDY RANDOMIZED ADAPTIVE SEARCH PROCEDURE
WITH PATH RELINKING
BY
PANTEHA ALIPOUR
A THESIS SUBMITTED TO THE GRADUATE SCHOOL
IN PARTIAL FULLFILLMENT OF THE REQUIREMENTS
FOR THE DEGREE
MASTER OF SCIENCE
DEPARTMENT OF INDUSTRIAL AND SYSTEMS ENGINEERING
Thesis Director:
Dr. Purushothaman Damodaran

ACKNOWLEDGEMENTS
I would like to seize this opportunity and thank several people without whom this work would
never have been possible. First and foremost, I would like to express my sincere gratitude to my
supervising professor, Dr. Purushothaman Damodaran, for his continuous guidance, support, and
encouragement. I also thank him for constantly pushing me towards being creative and working
indefatigably towards utilizing my potentials. His work ethic, authenticity, and intelligence have
always been a source of inspiration to me. I have learned a lot from his profound insight, keen
observations, and vast knowledge. I am privileged to have had an opportunity to work with him. I
would like to express my gratitude to my committee members, Professors Ghrayeb and Krishnamurthi,
for careful review of my work and who gave challenging, insightful comments on my thesis and helped
me think more deeply in this research.

Dedicated
To My Beloved Parents

TABLE OF CONTENTS
Page
LIST OF FIGURES .......................................................................................................... vii
LIST OF TABLES ........................................................................................................... viii
CHAPTER 1 INTRODUCTION .........................................................................................1
1.1 Problem Description ..................................................................................................... 2
1.2 Research Objectives and Scope .................................................................................... 3
1.3 Research Benefits and Deliverables .............................................................................. 4
1.4 Organization .................................................................................................................. 5
CHAPTER 2 LITERATURE REVIEW ..............................................................................6
2.1 Characteristics of Batch Processing Machines ...................................................................... 8
2.1.1 Single Batch Processing Machine (BPM) Environment ............................................... 10
2.1.2 Parallel Batch Processing Machine (BPM) Environment ............................................. 10
2.2 Minimize Total Number of Tardy Jobs................................................................................ 12
2.3 Meta-heuristics ..................................................................................................................... 13
2.4 Summary .............................................................................................................................. 15
CHAPTER 3 MATHEMATICAL FORMULATION .......................................................16
CHAPTER 4 GRASP SOLUTION APPROACH .............................................................26
CHAPTER 5 COMPUTATIONAL RESULTS ................................................................39
CHAPTER 6 CONCLUSION AND FUTURE RESEARCH ...........................................45
6.1 Overview of the Poblem Under Study ................................................................................. 46
6.2 Findings ............................................................................................................................... 46
6.3 Future Research ................................................................................................................... 47
REFERENCES ..................................................................................................................48
APPENDIX: GRASP, CPLEX AND CONSTRUCTION PHASE ...................................45
LIST OF FIGURES
Figure Page
1. Partial Gantt Chart with First Batch.............................................................................. 21
2. Composition of First Batch ........................................................................................... 21
3. Composition of Second Batch ...................................................................................... 22
4. Composition of Third Batch ......................................................................................... 23
5. Composition of Fourth Batch........................................................................................ 23
6. Composition of Fifth Batch .......................................................................................... 24
7. Gantt Chart for the Optimum Solution ......................................................................... 25
8. Pseudo-code for the Classical Construction Phase of GRASP ..................................... 27
9. Regular Batching by Using Classical Construction Phase of GRASP ......................... 30
10. Pseudo-code for the Novel Construction Phase of GRASP........................................ 32
11. New Way of Batching by Using New Construction Phase of GRASP ...................... 35
12. Batch Interchange (RelocateB) ................................................................................... 35
13. Job Insertion (A) (ReBatchPT) ................................................................................... 36
14. Job Insertion (B) (BatchRefinement) .......................................................................... 37
15. Pseudo-code for Path Relinking .................................................................................. 38
16. Main Effect Plot for Improvement .............................................................................. 40
17. Main Effect Plot for GRASP Run Time ..................................................................... 41
18. GRASP vs. Construction for 0.5 Data Set .................................................................. 42
19. GRASP vs. Construction for Data Set 0.33 ................................................................ 43
20. GRASP vs. Construction for Data Set 0.2 .................................................................. 44
21. Average Run Time Comparison CPLEX vs. GRASP for Data Set 0.33 .................... 44
22. Average Run Time Comparison CPLEX vs. GRASP for 0.2 Data Set ...................... 45
23. Average Run Time Comparison CPLEX vs. GRASP for 0.5 Data Set ...................... 45

LIST OF TABLES
Table Page
1. Literature Review Categories ...................................................................................................... 7
2. Parameters for Generating Problem Instances ........................................................................... 19
3. Data for a 9-Job Problem Instance ............................................................................................. 20
4. Evolution of the EDD Order in Classical Construction Phase of GRASP................................. 29
5. Evolution of the EDD Order in a Novel Construction Phase of GRASP .................................. 32
6. Data for a 9-Job Instance ........................................................................................................... 35
7. Factors and Levels ..................................................................................................................... 39
8. Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.2 .................. 54
9. Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.2 .................. 56
10. Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.5 ................ 57
11. Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.5 ................ 60
12. Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.33 .............. 61
13. Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.33 .............. 64
CHAPTER 1
INTRODUCTION
Batch processing is employed in many manufacturing environments, such as chemical
processing, wafer fabrications (Phojanamongkolkij, Fowler, & Cochran, 2002), metal working,
food and mineral processing industries and environmental stress screening (ESS) chambers
(Damodaran, Hirani, & Velez-Gallego, 2009). Unlike discrete processing machines, batch
processing machines (BPMs) can process several jobs simultaneously in a batch. Discrete
processing machines can process only one job at a time. By processing several jobs in a batch on
a BPM, the number of setups required can be minimized and the total time required to process all
the jobs can also be minimized in some cases. The BPM is typically expensive, so its utilization
should be improved. One of the performance measures commonly used in scheduling literature is
the minimization of the total number of tardy jobs. Minimizing total number of tardy jobs is of
great importance in the real world and it is identical to improving the on-time shipments percentage
(Pinedo, 2012).
This research is motivated by a practical application where printed circuit boards (PCBs)
are assembled and tested. In electronics manufacturing, after assembly, groups of PCBs are tested
in an ESS chamber to detect component and other board-level failures before they are used in the
field. ESS is the process of applying environmental stresses in conjunction with functional testing
in order to stimulate the failure mechanisms of defects to the point of detection that could not be
detected by visual inspection or in-circuit testing (Damodaran & Srihari, 2004). The PCBs are
typically subjected to vibration, humidity, and thermal cycling or power cycling in an ESS
chamber. The ESS chamber is referred to as BPM and the PCBs as jobs in this research to remain
consistent with the scheduling literature.
The jobs from different assembly lines line up in front of a BPM for testing. For
automation’s sake and repeatability, usually manufacturers have a tendency to set up processes for

2
handling uniformly sized panels of materials. However, if the board is large or needs special kinds
of processing, it will flow through the manufacturing process on panels with other designs (with
varying size). The jobs assumed are to vary in terms of size. The processing time, which is the
testing time, also varies depending upon the customer’s testing requirements. Once several jobs
are grouped as a batch, the processing time of the batch considered is the same as the longest
processing time of all jobs in the batch. Two tasks are carried out to schedule a set of jobs on a
BPM. The first task is to form batches such that the machine capacity is not violated, and the
second task is to determine a schedule that minimizes the total number of tardy jobs. The problem
of minimizing total number of tardy jobs on a single batch processing machine is NP-hard in strong
sense (Brucker, Kovalyov, Shafransky, & Werner, 1998), and hence a greedy randomized adaptive
search procedure (GRASP) with path relinking is proposed in this research. Path relinking
implements a novel local search strategy based on different neighborhood structures defined by
path exchanges, and it uses memory based on a local search strategy to find much better solutions
in much less computation time (Aiex, Binato, & Resendel, 2003; Resendel & Ribeiro, 2005).
1.1 Problem Description
The problem considered in this research is described as follows. Given a set of jobs, the
jobs are grouped to form batches and the batches are scheduled on a BPM for processing. The
processing time (pj), size (sj) and due date (dj) of each job j is given. The objective is to form
batches of jobs and schedule these batches on a BPM to minimize the total number of tardy or late
jobs. A job is tardy (Uj) if the completion time of job j is larger than its due date (i.e., 𝑐𝑗 > 𝑑𝑗).
The problem under study can be characterized as 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ, 𝑠𝑗| ∑ 𝑈𝑗 using the three-
field notation 𝛼|𝛽|𝛾 introduced by Graham, Lawler, Lenstra and Kan (1979). The α field denotes
the machine environment. The β field denotes the constraints considered. The γ field denotes the
objective function. For the problem under study, there is one BPM, the processing time of the
batch is equal to the longest processing time of all the jobs in the batch (p-batch problem), the
sizes of the jobs are not identical, and the objective is to minimize the number of tardy jobs (∑ 𝑈𝑗).

3
The maximum number of batches required to process all the jobs is easy to determine.
Assuming one job per batch will result in 𝑛 batches, hence the maximum number of batches needed
is also 𝑛. The batch processing time is equal to the longest processing time of all the jobs in the
batch. When forming batches, the total size of all the jobs in the batch should not exceed the
machine capacity (S). In order to schedule the batch processing machine, two decisions need to
be made. First, jobs need to be grouped into batches, and second, the batches formed need to be
scheduled. Both decisions are considered dependent on each other as the formation of the batch
determines the batch processing time, which then affects the total number of tardy jobs. The batch
formation depends on the machine capacity, and the batch processing time depends on the
composition of the jobs in the batch which is assumed to be equal to the largest processing time of
jobs in the batch.
1.2 Research Objectives and Scope
Scheduling batch processing machines to minimize the total number of tardy jobs is
challenging – especially when a scheduler is asked to schedule a large number of jobs. The overall
goal of this research is to develop sound algorithms to help schedulers to efficiently schedule a
batch processing machine so that the total number of tardy jobs is minimized.
The objective of this research is to determine optimal or near optimal schedules for a batch
processing machine such that the total number of tardy jobs is minimized. As the problem under
study is NP-hard, a greedy randomized adoptive search procedure (GRASP) was developed to find
optimal or near optimal schedules. A path relinking approach was also developed and used in
conjunction with the GRASP approach to improve the objective. The effectiveness of the proposed
solution approach is evaluated by comparing its solution with a commercial solver used to solve a
mathematical formulation developed for the problem under study.
The assumptions made in this research are:
1. All parameters (such as processing times, sizes, machine capacity) are deterministic.
2. All jobs are available for processing at time 0.

4
3. The BPM cannot be stopped while processing to add or remove jobs from it.
4. BPM breakdowns are negligible.
5. Setup time is negligible.
1.3 Research Benefits and Deliverables
The findings of this research will help schedulers to schedule a batch processing machine
efficiently with the goal to minimize the number of tardy jobs. In real life, tardy deliveries can lead
to lost customer goodwill, penalties, and lost business – to name a few. To avoid late deliveries,
many companies adopt different strategies – outsourcing, overtime, discounts, etc. All the above
options will lead to erosion in profit margins for the company. However, if better scheduling
algorithms are developed the company is not only able to deliver on time but also grow its business
through good customer service. This research will help the schedulers by developing scheduling
algorithms which help them to minimize the total number of late deliveries. This research work
proposes a mathematical formulation and develops an efficient algorithm to solve large-size
problems of practical interest.
Solving the mathematical formulation can help find the optimum solution. However, as the
problem under study is NP-hard, the solver takes prohibitively long computational time to solve
larger problems. Consequently, GRASP approach is proposed to find optimal or near optimal
solution in shorter computational time. A path relinking approach is also proposed and used in
conjunction with GRASP to improve the objective function studied. As the GRASP approach does
not guarantee an optimal solution, its effectiveness is evaluated by comparing it with the solution
obtained by solving the mathematical formulation. An experimental study was conducted to
evaluate GRASP. The experimental study will help the schedulers to gain confidence in the
proposed approach.
The main deliverables of this research are:
1. A mathematical formulation for the problem under study.
5
2. An efficient GRASP approach for the problem under study.
3. An experimental study validating the usefulness of the proposed approach.
4. A report summarizing all the research findings.
The main contribution of this research is the mathematical formulation and the solution
approach proposed to solve the problem under study.
1.4 Organization
This thesis report is organized as follows: Chapter 2 summarizes the literature reviewed on
BPM and meta-heuristic approaches. Chapter 3 describes the mathematical model for the problem
under study and Chapter 4 presents the GRASP with path relinking approach. Chapter 5 presents
the experimental study. Finally, Chapter 6 concludes the research as well as proposes
recommendations for future research.
CHAPTER 2
LITERATURE REVIEW
Research on scheduling problems started as early as 1960 by Hanssmann and Hess (1960)
when they implemented the linear programming approach to production planning and employment
scheduling. To date, the research in machine scheduling has grown into various machine
environments, objectives, and methodologies. Machine environments in scheduling problems are
broadly divided into two major groups: discrete processing machines and batch processing
machines. Under machine environments, the scheduling problems can also be classified as a single
machine, parallel machine, flow shop, hybrid flow shop, job shop, and open shop problems.
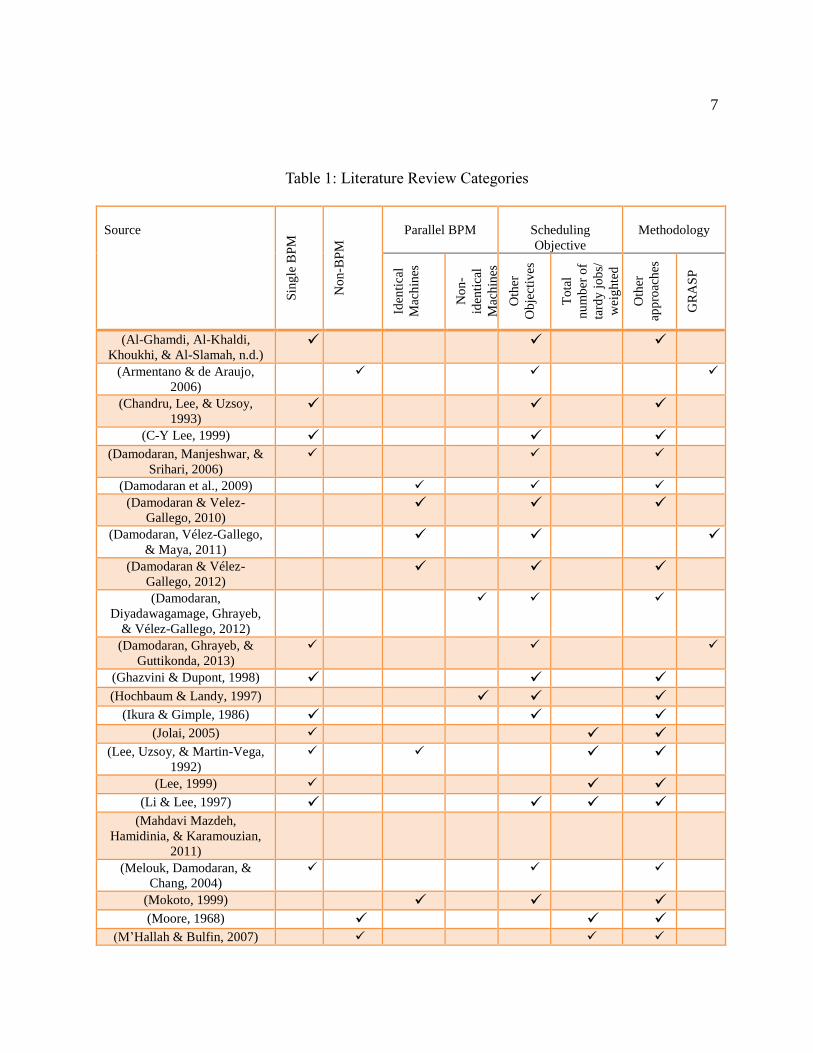
The objectives considered varied from minimizing cost, completion time, makespan,
tardiness, and total number of tardy jobs. The solution approaches proposed also varied from exact
methods (e.g., branch-and-bound, dynamic programming, column generation, etc.) to heuristic
methods (e.g., simulated annealing, particle swarm optimization, genetic algorithm, etc.). This
research focuses on minimizing the total number of tardy jobs on a batch processing machine
(BPM) that can process several jobs in a batch simultaneously by GRASP approach with Path
relinking heuristic. Table 1 lists the literature reviewed for this research.
7
Table 1: Literature Review Categories
Source
Sin
gle
BP
M
No
n-B
PM
Parallel BPM
Scheduling
Objective
Methodology
Iden
tica
l
Mac
hin
es
No
n-
iden
tica
l
Mac
hin
es
Oth
er
Ob
ject
ives
To
tal
nu
mb
er o
f
tard
y j
ob
s/
wei
gh
ted
job
s O
ther
app
roac
hes
GR
AS
P
(Al-Ghamdi, Al-Khaldi,
Khoukhi, & Al-Slamah, n.d.)
(Armentano & de Araujo,
2006)
(Chandru, Lee, & Uzsoy,
1993)
(C-Y Lee, 1999)
(Damodaran, Manjeshwar, &
Srihari, 2006)
(Damodaran et al., 2009)
(Damodaran & Velez-
Gallego, 2010)
(Damodaran, Vélez-Gallego,
& Maya, 2011)
(Damodaran & Vélez-
Gallego, 2012)
(Damodaran,
Diyadawagamage, Ghrayeb,
& Vélez-Gallego, 2012)
(Damodaran, Ghrayeb, &
Guttikonda, 2013)
(Ghazvini & Dupont, 1998)
(Hochbaum & Landy, 1997)
(Ikura & Gimple, 1986)
(Jolai, 2005)
(Lee, Uzsoy, & Martin-Vega,
1992)
(Lee, 1999)
(Li & Lee, 1997)
(Mahdavi Mazdeh,
Hamidinia, & Karamouzian,
2011)
(Melouk, Damodaran, &
Chang, 2004)
(Mokoto, 1999)
(Moore, 1968)
(M’Hallah & Bulfin, 2007)

8
Source
Sin
gle
BP
M
No
n-B
PM
Parallel BPM Scheduling
Objective
Methodology
Iden
tica
l
Mac
hin
es
No
n-
iden
tica
l
Mac
hin
es
Oth
er
Ob
ject
ives
To
tal
nu
mb
er o
f
tard
y j
ob
s/
wei
gh
ted
job
sO
ther
app
roac
hes
GR
AS
P
(Ozturk, Espinouse, Di
Mascolo, & Gouin, 2010)
(Ozturk, Espinouse, Mascolo,
& Gouin, 2012)
(Ourari, Briand, & Bouzouiac,
n.d.)
(Perez, Fowler, & Carlyle,
2005)
(Péridy, Pinson, & Rivreau,
2003)
(Sevaux & Dauzère-Pérès,
2003)
(Sung & Choung, 2000)
(Shim & Kim, 2008)
(Uzsoy, 1994)
(Vélez-Gallego, Damodaran,
& Rodríguez, 2011)
(Xu & Bean, 2007)
(Alipour, 2016)
2.1 Characteristics of Batch Processing Machines
This study looks at a machine that is capable of processing a batch of jobs simultaneously.
The first researchers to address the batch processing scheduling problem, arising in a burn-in oven
of the final test in the semi-conductor industry, are Lee et al. (1992). Potts and Kovalyov (2000)
presented a comprehensive review on the scheduling problems when the jobs are processed or
Table 1. continued.

9
delivered in batches. They explained that a batch can contain anywhere from one job up to 𝑛 jobs
and the jobs are typically batched when they share the same setup on a machine or when the
machine can process several jobs at the same time.
Research efforts in this field can be classified using the following three independent
principles: (1) constant or varying batch processing time, (2) presence or absence of job sizes as a
variable, and (3) presence or absence of incompatible job families.
Under the first criterion, in varying batch processing problems, the processing time of the
batch depends on multiple jobs that constitute a batch. On the other hand, the processing times are
independent of the jobs in constant batch processing time. Some scholars considered problems
where processing time of the batches was dependent on the batches created (Ghazvini & Dupont,
1998; Hochbaum & Landy, 1997; Li & Lee, 1997; Sung & Choung, 2000; Uzsoy, 1994). Other
scholars dealt with constant batch processing times (Ikura & Gimple, 1986; Sung & Yoon, 1997).
There are two models of batching problems: p-batching problems and s-batching problems.
For s-batching problems, the processing time of the batch is the summation of processing times of
all jobs in the batch. However, for p-batching problems, the maximum processing time of all jobs
in the batch is considered as the processing time of the batch. The problem under study is a p-batch
problem as the batch processing time is equal to the longest processing time of all the jobs that
belong to the batch. All jobs in a batch are processed for a duration which is dictated by the longest
processing job in the batch. All the jobs in a batch begin and end their processing at the same time.
Consequently, the completion time of all the jobs in a batch is the same.
Under the second criterion, if job sizes are not considered, it is assumed that all jobs have
the same size and therefore the machine capacity is given by the maximum number of jobs it can
process at the same time. On the other hand, if job sizes are non-identical, the machine capacity is
given by the maximum number of size units the machine can process simultaneously (Damodaran
et al., 2012; Damodaran et al., 2006).
Under the third criterion, if incompatible job families are present, the jobs assigned to the
same batch must belong to the same family, and usually jobs belonging to the same family share
a common processing time, which determinse the batch processing time. Jolai (2005) considered

10
a set of n jobs which can be partitioned into m incompatible families such that the processing times
of all jobs belonging to the same family are equal and jobs of different families cannot be processed
together. The problem under study in this research assumes that the job sizes are non-identical,
and there is no incompatible job present.
2.1.1 Single Batch Processing Machine (BPM) Environment
Uzsoy (1994) showed that the single batch processing machine scheduling problem with
non-identical job sizes to minimize the total completion time and makespan is NP-hard. He has
also provided bin-packing-based heuristics for minimizing makespan and has used the branch-and-
bound approach to minimize the total completion times. He also developed effective heuristics for
minimizing makespan and completion time. Lee (1999) proposed polynomial and pseudo-
polynomial time algorithm to minimize makespan of a single BPM with dynamic job arrivals (i.e.,
job release times are not equal). The algorithm presented excellent results but took long
computational time. Chandru et al. (1993) investigated minimizing total completion time or
makespan objective in a single BPM by branch-and-bound (B&B). The set of jobs to be scheduled
are grouped into a number of families, where all jobs in the same family have the same processing
time. Perez et al. (2005) proposed a heuristic to minimize total weighted tardiness in the diffusion
step of semiconductor wafer fabrication process in single BPM with non-identical job sizes. Vélez-
Gallego et al. (2011) studied constructive heuristics named as modified successive knapsack
problem (MSKP) to minimize makespan in single BPM under the assumptions of non-identical
job sizes and non-zero job ready times. The heuristic was found to outperform other comparative
approaches for test instances with 50 or more jobs.
2.1.2 Parallel Batch Processing Machine (BPM) Environment
Various problems of scheduling on batch processing machines have been addressed
extensively in the literature. Lee et al. (1992) presented a heuristic for parallel batch processing
machine scheduling problem and found that the optimal solution will arise when all jobs are pre-
assigned to batches in non-increasing order of their processing times and batching the jobs with

11
largest processing times in the same batch. The formation resulted in a batch where the size of the
batch is the summation of all jobs’ size in the batch. In any circumstances, the batch size should
not exceed the capacity of the machine (Ozturk et al., 2012). In this research, literature on parallel
BPM is divided into two categories: identical and non-identical parallel BPM. Identical parallel
BPM simply means that all the machines have the same capacity. As for non-identical, the
capacities of BPM vary.
Identical parallel BPM scheduling problems have been widely researched. Damodaran et
al. (2011) applied greedy randomized adaptive search procedure (GRASP) to minimize makespan
for parallel BPM in an electronics manufacturing company. The proposed GRASP approach
outperformed other approaches mentioned in their paper and guaranteed an optimal solution for
all 10 job problem instances. Damodaran and Vélez-Gallego (2012) considered simulated
annealing (SA) algorithm to minimize the makespan on a group of identical parallel BPM and
compared the results with GRASP approach proposed by Damodaran et al. (2011). The SA
approach is comparable to GRASP in terms of solution quality and computation time. Mokoto
(1999) presents a new approximation algorithm based on linear programming (LP) for minimizing
makespan for identical parallel BPM. The MSKP heuristic in Vélez-Gallego et al. (2011) was
extended by Damodaran and Velez-Gallego (2010) to identical parallel BPM and called it
progressive successive knapsack problem (PKSP). The heuristic aimed to minimize makespan
with lesser computational time.
Tardiness is another objective that was studied in the literature on scheduling identical
parallel BPMs. Tardiness is equal to lateness, where the completion time of a job is greater than
its due date (Al-Ghamdi et al., n.d.). Sivrikaya-Şerifoǧlu & Ulusoy (1999) developed the genetic
algorithm (GA) which was able to minimize tardiness thus providing better results in larger size
problems than the comparing neighborhood exchange search. The B&B algorithm was
implemented in identical parallel BPM to minimize tardiness and was compared with a traditional
SA solution (Shim & Kim, 2008).
Scheduling non-identical parallel BPM is harder than identical BPM as the machine
capacity considerations are required for every batch formed. A common scheduling objective
12
studied for non-identical parallel BPM scenario is minimizing the total completion time or
makespan (Ozturk et al., 2012). Xu and Bean (2007) proposed a random key genetic algorithm
(RKGA) in minimizing makespan for non-identical parallel BPM. Following that, Damodaran et
al. (2012) proposed the particle swarm optimization (PSO) approach to minimize the makespan
for non-identical parallel BPM. They adapted the mathematical formulation from Xu and Bean
(2007) and simplified it with fewer binary variables.
2.2 Minimize Total Number of Tardy Jobs
On-time jobs are the ones which are completed before their due dates and tardy jobs are
the jobs which are finished after their due dates. Moore (1968) minimized the total number of tardy
jobs on a discrete processing machine (1| | ∑ 𝑈𝑗) using Hodgson’s algorithm. His approach was
able to guarantee an optimal solution. Lenstra, Kan, & Brucker (1977) showed that the discrete
machine problem of minimizing the total number of tardy jobs with ready time constraint
(1|𝑟𝑗| ∑ 𝑤𝑗𝑈𝑗) is NP-hard.
Batch machine scheduling problems where the batch processing time is given by the
processing time of the longest job in the batch have also been addressed. Brucker et al. (1998) give
several exact algorithms for the problem of 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ| ∑ 𝑈𝑗. They present a dynamic
programming approach for minimizing total number of tardy jobs and show that minimizing total
weighted number of tardy jobs is binary NP-hard. They assumed that only a fixed number of jobs
are allowed in a batch. They did not consider the job sizes.
Ourari et al. (n.d.) considered the problem of 1|𝑟𝑗| ∑ 𝑈𝑗 and they used an original
mathematical integer programming formulation where they showed how both good-quality lower
and upper bounds can be computed. Sevaux and Dauzère-Pérès (2003) presented the first meta-
heuristic (i.e., genetic algorithm) for a discrete processing machine to minimize total number of
tardy jobs with ready time limitation (1|𝑟𝑗| ∑ 𝑤𝑗𝑈𝑗). M’Hallah and Bulfin (2007) also tried to
minimize the weighted number of tardy jobs with release date for single discrete machine
(1|𝑟𝑗| ∑ 𝑤𝑗𝑈𝑗). They gave a formulation to maximize the weighted number of on-time jobs instead
of minimizing weighted number of tardy jobs.
13
Jolai (2005) proved that minimizing the number of tardy jobs with incompatible job
families on a single batch processing machine is NP-hard. Also Liu and Zhang (2008) proved
that minimizing number of tardy jobs on a batch processing machine with incompatible job
families is unary NP-hard in strong sense. Mahdavi Mazdeh et al. (2011) exhibited a meta-heuristic
technique taking into account SA and the execution was analyzed versus exact algorithm.
A number of review papers provide expanded records of particular aspects of scheduling.
The survey of minimizing total number of late jobs problems is given by Leung (2004). To the
best of our knowledge, the problem of minimizing total number of tardy jobs on a batch processing
machine has not been studied so far.
2.3 Meta-heuristics
Many engineering optimization problems are usually quite difficult to solve, and many
applications have to deal with these complex problems. In these problems, search space grows
exponentially with the problem size. Therefore, the traditional optimization methods do not
provide a suitable solution for them. Hence, over the past few decades, many meta-heuristic
algorithms have been designed to solve such problems.
Researchers have shown good performance of meta-heuristic algorithms in a wide range
of complex problems such as image and video processing (Draa and Bouaziz, 2014; Fornarelli and
Giaquinto, 2013), scheduling problems (Behnamian, Fatemi Ghomi, and Zandieh, 2012,
Damodaran et al., 2011; Damodaran and Vélez-Gallego, 2012; Soltani, Jolai, and Zandieh, 2010)
and pattern recognition (Garai and Chaudhurii, 2013; Liu and Huang, 1998) – to name a few. In
all of the above applications, computing all combinations of solutions and evaluating any of them
concerning the declared objective function is feasible theoretically, and optimality will take place
if some of the solutions provide the most desirable result. Meta-heuristics are majestic methods
that adjust simple guidelines and heuristics to find good-quality solutions for many engineering
optimization problems that are usually too difficult to solve, and many applications have to deal
with these complex problems because they cease the use of exact algorithms.
14
Meta-heuristics have the ability to find very good solutions but not necessarily optimal
solutions. The strength of these approaches depends upon their ability to eschew entrapment at
local optima, a specific perception, and exploit the basic structure of the problem, for example, in
scheduling a natural ordering among its components. Greedy randomized adaptive search
procedure (GRASP) was proposed by (Feo and Resende, 1989). GRASP is an iterative procedure
which tries to improve the solution through a local search starting from a greedy heuristic. Particle
swarm optimization (PSO) mimics the social behaviors of a flock of migrating birds trying to reach
an unknown destination (Kennedy and Eberhart, 1995). Genetic algorithms (GA) simulate
Darwinian evolution concepts (Holland, 1975). Simulated annealing (SA) was introduced by
Kirkpatrick and Vecchi (1983) and it is motivated by the analogy between the physical annealing
of metals and the process of searching for the optimal solution (Kirkpatrick and Vecchi, 1983).
Meta-heuristics depend on definite patterns and propose particular mechanisms to get away
from locally optimal solutions. Meta-heuristics are one of the most powerful solution blueprints
for figuring out extremely hard combinatorial optimization problems in practice and they have
been applied to an ample range of real-world and academic situations. There has been considerable
research done in the areas of batch processing and different meta-heuristics mentioned above.
There are some constructive heuristics that are beneficial for gaining the first solution in
the neighborhood search. In neighborhood search the current solution is converted into a novel
solution based on some specific neighborhood frame. The decision for acceptance or not
acceptance of the move from current to remodeled solution will be made after complete
neighborhood exploration. If the move is approved, then the new solution will replace the previous
one. The confirmation rule is according to the current solution’s objective function value and its
neighbor and this process is repeated until some termination criterion is satisfied.
GRASP is a meta-heuristic which is an iterative process popularized by Feo and Resende
(1989). This multi-start method includes two different phases. A classical GRASP starts from
producing a feasible solution which is constructed by a greedy randomized algorithm and tries to

15
improve it in the local search phase. The procedure is repeated several times; and the local
optimum in the neighborhood of the constructed solution is desired and the best overall solution
is returned as a result. References (Feo & Resende, 1989; Feo & Resende, 1995; Resende &
Ribeiro (2014) present expanded surveys on GRASP and some recent references are found that
implemented GRASP to scheduling problems (Aiex et al., 2003; Armentano & de Araujo, 2006;
Damodaran et al., 2013; Damodaran et al., 2011).
2.4 Summary
This research presents GRASP approach to minimize the total number of tardy jobs on a
single BPM. Past literature demonstrates that the problem under study is not tackled yet utilizing
GRASP. GRASP approach has worked for different types of scheduling problems such as
makespan minimization on parallel BPM by Damodaran et al. (2011) and minimizing makespan
for a capacitated BPM machine by Damodaran et al. (2013). But GRASP approach has not been
tried to minimize total number of tardy jobs in non-identical parallel batch processing machine
environment.
CHAPTER 3
MATHEMATICAL FORMULATION
The mixed integer linear programming (MILP) model for minimizing the total number of
tardy jobs on a batch processing machine with non-identical job sizes is presented in this chapter.
The sets used in the mathematical formulation are given below:
{𝑗 ∈ 𝐽} Set of jobs
{𝑏 ∈ 𝐵} Set of batches
The parameters used in this mathematical formulation are defined below:
𝑝𝑗 Processing time of job j
𝑠𝑗 Size of job j
𝑑𝑗 Due date of job j
𝑆 Machine capacity
𝑀 A very large positive number
𝑒 A very small positive number
Decision Variables:
𝑐𝑗 Completion time of job j
𝐶𝑏 Completion time of 𝑏th batch scheduled
𝑃𝑏 Processing time of 𝑏th batch scheduled
𝑁𝑇𝑗 The variable which indicates whether a job is tardy or not
𝑋𝑗𝑏 1, if job j is assigned to the bth batch; 0, otherwise
The mixed-integer formulation is as follows:
Minimize ∑ 𝑁𝑇𝑗𝑗∈𝐽 (1)

17
Subject to:
∑ 𝑋𝑗𝑏 = 1
𝑏∈𝐵
∀𝑗 ∈ 𝐽 (2)
∑ 𝑠𝑗
𝑗∈𝐽
𝑋𝑗𝑏 ≤ 𝑆 ∀𝑏 ∈ 𝐵 (3)
𝑃𝑏 ≥ 𝑃𝑗𝑋𝑗𝑏 ∀𝑗 ∈ 𝐽, 𝑏 ∈ 𝐵 (4)
𝐶1 = 𝑃1 (5)
𝐶𝑏 ≥ 𝐶𝑏−1 + 𝑃𝑏 ∀𝑏 ∈ 𝐵/{1} (6)
𝑐𝑗 ≥ 𝐶𝑏 − 𝑀(1 − 𝑋𝑗𝑏) ∀𝑏 ∈ 𝐵 (7)
𝑐𝑗 − 𝑑𝑗 ≤ 𝑀(𝑁𝑇𝑗) ∀𝑗 ∈ 𝐽, 𝑏 ∈ 𝐵 (8)
𝑐𝑗 − 𝑑𝑗 ≥ 𝑒 − 𝑀(1 − 𝑁𝑇𝑗 ) ∀𝑗 ∈ 𝐽, 𝑏 ∈ 𝐵 (9)
𝐶𝑏 , 𝑃𝑏 ≥ 0 ∀𝑏 ∈ 𝐵 (10)
𝑐𝑗 , 𝑁𝑇𝑗 ≥ 0 ∀𝑗 ∈ 𝐽 (11)
𝑋𝑗𝑏 = {0,1} ∀𝑗 ∈ 𝐽, 𝑏 ∈ 𝐵 (12)
The objective (1) is to minimize the total number of tardy jobs. Constraint set (2) ensures
that each job is assigned to exactly one batch. Constraint set (3) ensures that the total size of all
jobs in each batch processed on the machine does not violate the machine capacity. Constraint set
(4) determines the processing time of the 𝑏𝑡ℎ batch processed on the machine. Batch processing
18
time is equal to the longest processing time of all the jobs in the batch. Constraint set (5) ensures
the completion time of the first batch is equal to the processing time of the first batch processed in
the sequence. Constraint set (6) determines that completion time of the batch is at least equal to
the summation of its processing time and completion time of the previous batch. Constraint set (7)
ensures that the completion time of a job is at least equal to the completion time of the batch in
which it is processed. Constraint sets (8) and (9) determine whether a job is tardy or not. Constraint
sets (10), (11), and (12) impose the non-negativity and binary restrictions on the decision variables.
Various instances of the problem are considered with 5 to 100 jobs. The data for each
instance was downloaded from the following website:
http://scheduling.iem.cyu.edu.tw/scheduling/modules/tinyd0/Burn_In_TWT_JCIIE2008.zip.
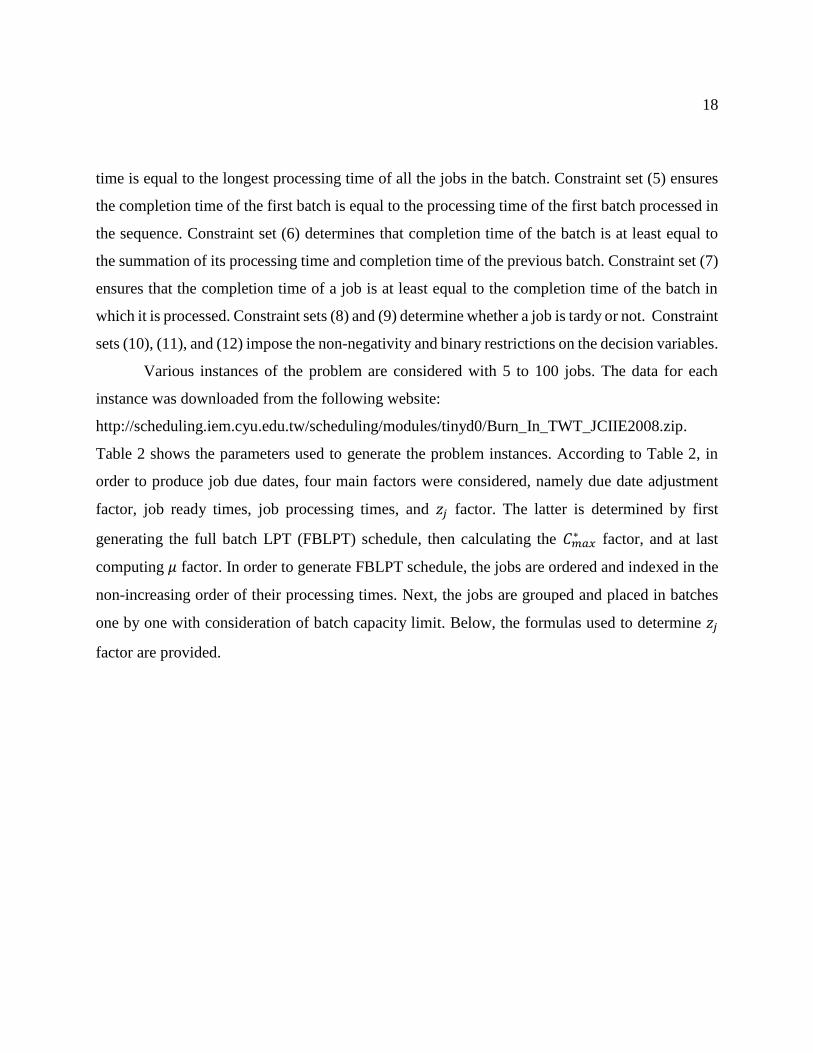
Table 2 shows the parameters used to generate the problem instances. According to Table 2, in
order to produce job due dates, four main factors were considered, namely due date adjustment
factor, job ready times, job processing times, and 𝑧𝑗 factor. The latter is determined by first
generating the full batch LPT (FBLPT) schedule, then calculating the 𝐶𝑚𝑎𝑥∗ factor, and at last
computing 𝜇 factor. In order to generate FBLPT schedule, the jobs are ordered and indexed in the
non-increasing order of their processing times. Next, the jobs are grouped and placed in batches
one by one with consideration of batch capacity limit. Below, the formulas used to determine 𝑧𝑗
factor are provided.
19
Table 2: Parameters for Generating Problem Instances
Parameters Description Values
𝑛 Number of jobs (problem size) 5-100
𝑚 Number of machines 1
Sm Machine capacity 40
𝑄 Interval for job sizes [1,30]
𝑅 Due date tightness R=0.5
𝑇 Due date spread out T=0.3
𝑟𝑗 Job ready times Discrete uniform [0,48]
𝑝𝑗 Job processing times Discrete uniform [8,48]
𝑤𝑗 Job priorities Discrete uniform [1,11]
𝑑𝑗 Job due dates γ. (rj + pj + zj)
Γ
Due date adjustment factor
Where
zj=Discrete uniform [𝜇.(1-R/2),
𝜇.(1+R/2)]
𝜇 = (1-T). 𝐶𝑚𝑎𝑥∗
Cmax∗ =MIN (rj) +FBLPT
FBLPT is Full Batch LPT (zero ready
times and unit sized jobs)
0.2, 0.33, 0.5
Throughout this study, small number of jobs data set refers to the data set consisting of 5,
7, 9, 11, 13 and 15 jobs instances, while large number of jobs data set refers to the data set
consisting of 50 and 100 jobs instances.
20
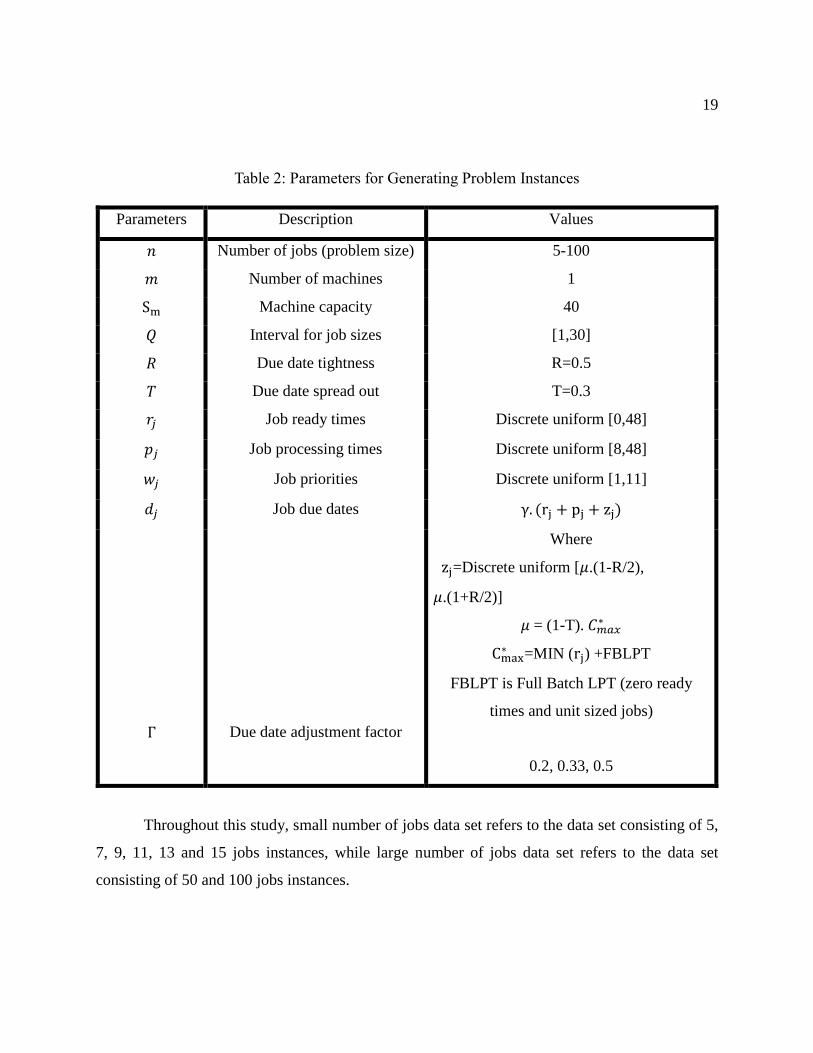
Table 3 presents an instance of 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ, 𝑠𝑗| ∑ 𝑈𝑗 with 9 jobs. In this example the
machine capacity is assumed to be 40. The machine can process simultaneously several jobs as a
batch as long as the machine capacity is not violated.
In order to develop a feasible schedule, batches are first formed using a heuristic. In order
to form the batches, the jobs are first sequenced based on a dispatching rule (e.g., earliest due date).
One job at a time from the sequence is considered for batching. If a job does not fit in the open
batch, a new batch is opened to accommodate the job. The batches are scheduled on the BPM in
the order in which they were formed.
Table 3: Data for a 9-Job Problem Instance
Jobs # 1 2 3 4 5 6 7 8 9
Job size 17 13 27 7 15 14 27 2 28
Job Processing Time 19 28 44 14 16 23 37 10 43
Job Due Date 36 35 32 32 34 36 36 37 36
If the earliest due date (EDD) rule is applied to form the initial job sequence, then the
sequence is {3, 4, 5, 2, 1, 6, 7, 9, 8}. The heuristic followed to form the batches is shown below
and each figure is provided to show a partial Gantt chart after forming each batch.
First Iteration:
Job 3 has the size of 27 and 27< 40. Job 3 will fit in the batch.
Job 4 has the size of 7 and 27+7= 34 < 40. Job 4 will fit in the batch.
Job 5 has the size 15 and 34+15> 40. Job 5 will not fit in the 1st batch.
Job 2 has the size 13 and 34+13> 40. Job 2 will not fit in the 1st batch.
Job 1 has the size 17 and 34+17> 40. Job 1 will not fit in the 1st batch.
Job 6 has the size 14 and 34+14> 40. Job 6 will not fit in the 1st batch.

21
Job 7 has the size 27 and 34+27> 40. Job 7 will not fit in the 1st batch.
Job 9 has the size 15 and 34+28> 40. Job 9 will not fit in the 1st batch.
Job 8 has the size of 2 and 34+2= 36 < 40. Job 8 will fit in the 1st batch.
Batch 1, as shown in Figure 1, contains only jobs 3, 4 and 8 and the processing time and
completion time of the first batch is:
P1 = C1 = max {𝑝3 , 𝑝4 , 𝑝8 }
(i.e. P1 = max {44,14,10}=44)
Figure 1: Partial Gantt chart with first batch.
Second Iteration:
Jobs 3, 4 and 8 are deleted from the EDD list and the next job for examination is job 5
according to EDD initial sequence.
Job 5 has the size of 15 and 15< 40. Job 5 will fit in the 2nd batch.
Job 2 has the size of 13 and 15+13=28< 40. Job 2 will fit in the 2nd batch.
Job 6 has the size 14 and 28+14 > 40. Job 6 will not fit in the 2nd batch.
Job 7 has the size 27 and 28+27> 40. Job 7 will not fit in the 2nd batch.
Job 9 has the size 28 and 28+28> 40. Job 9 will not fit in the 2nd batch.
22
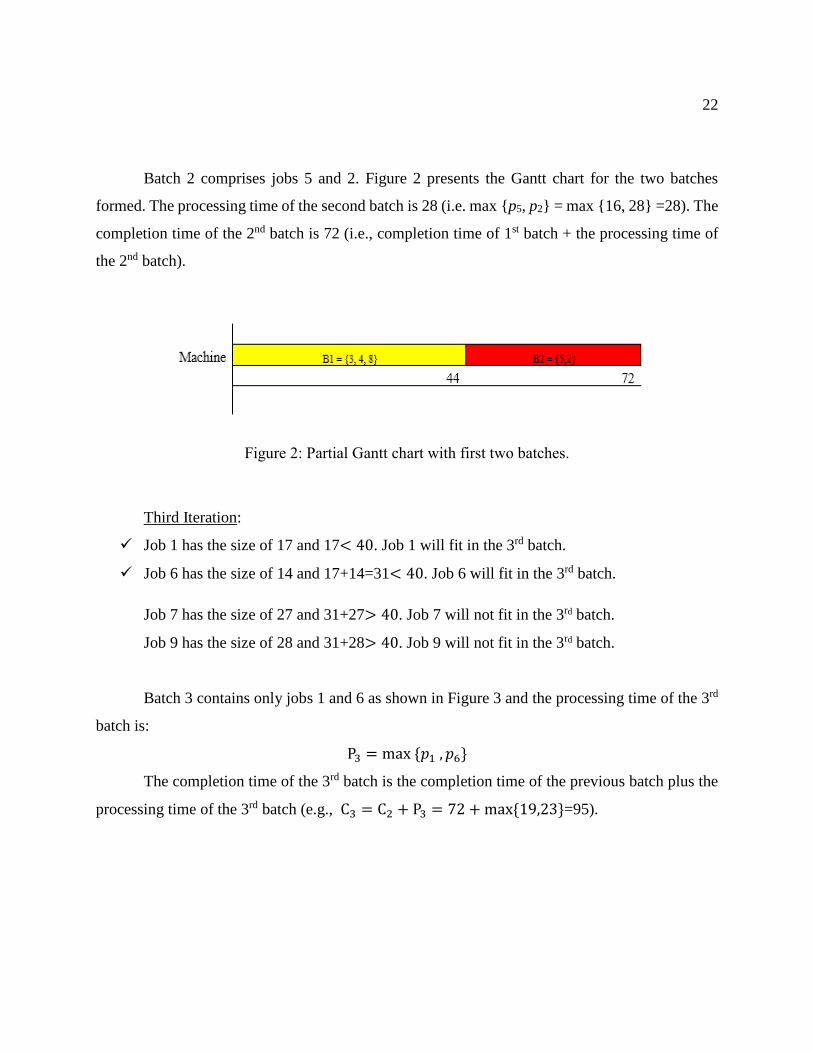
Batch 2 comprises jobs 5 and 2. Figure 2 presents the Gantt chart for the two batches
formed. The processing time of the second batch is 28 (i.e. max {p5, p2} = max {16, 28} =28). The
completion time of the 2nd batch is 72 (i.e., completion time of 1st batch + the processing time of
the 2nd batch).
Figure 2: Partial Gantt chart with first two batches.
Third Iteration:
Job 1 has the size of 17 and 17< 40. Job 1 will fit in the 3rd batch.
Job 6 has the size of 14 and 17+14=31< 40. Job 6 will fit in the 3rd batch.
Job 7 has the size of 27 and 31+27> 40. Job 7 will not fit in the 3rd batch.
Job 9 has the size of 28 and 31+28> 40. Job 9 will not fit in the 3rd batch.
Batch 3 contains only jobs 1 and 6 as shown in Figure 3 and the processing time of the 3rd
batch is:
P3 = max {𝑝1 , 𝑝6}
The completion time of the 3rd batch is the completion time of the previous batch plus the
processing time of the 3rd batch (e.g., C3 = C2 + P3 = 72 + max {19,23}=95).
23
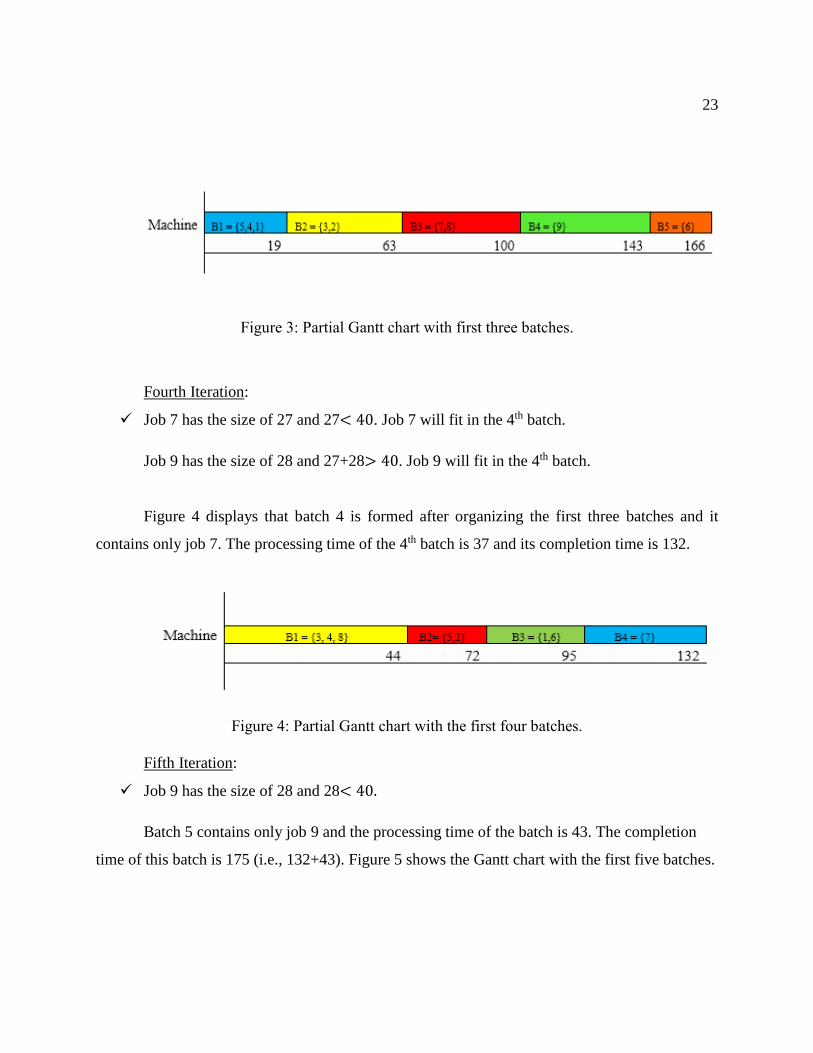
Figure 3: Partial Gantt chart with first three batches.
Fourth Iteration:
Job 7 has the size of 27 and 27< 40. Job 7 will fit in the 4th batch.
Job 9 has the size of 28 and 27+28> 40. Job 9 will fit in the 4th batch.
Figure 4 displays that batch 4 is formed after organizing the first three batches and it
contains only job 7. The processing time of the 4th batch is 37 and its completion time is 132.
Figure 4: Partial Gantt chart with the first four batches.
Fifth Iteration:
Job 9 has the size of 28 and 28< 40.
Batch 5 contains only job 9 and the processing time of the batch is 43. The completion
time of this batch is 175 (i.e., 132+43). Figure 5 shows the Gantt chart with the first five batches.

24
Figure 5: Gantt chart with all the batches formed.
After deleting all jobs from EDD list and grouping into batches, the completion time of
each job is compared to its due date and if the completion time of the job is larger than its due
date then the job would be marked as a tardy job.
Job 3: (44>32) job 3 is tardy.
Job 4: (44>32) job 4 is tardy.
Job 8: (44>36) job 8 is tardy.
Job 5: (72>34) job 5 is tardy.
Job 2: (72>35) job 2 is tardy.
Job 1: (95>36) job 1 is tardy.
Job 6: (95>23) job 6 is tardy.
Job 7: (132>36) job 7 is tardy.
Job 9: (175>36) job 8 is tardy.
Based on the batches formed using the EDD sequence, all 9 jobs are tardy. However, the
optimum solution for this example problem instance is 5. Figure 6 shows the Gantt chart for the
optimum solution.
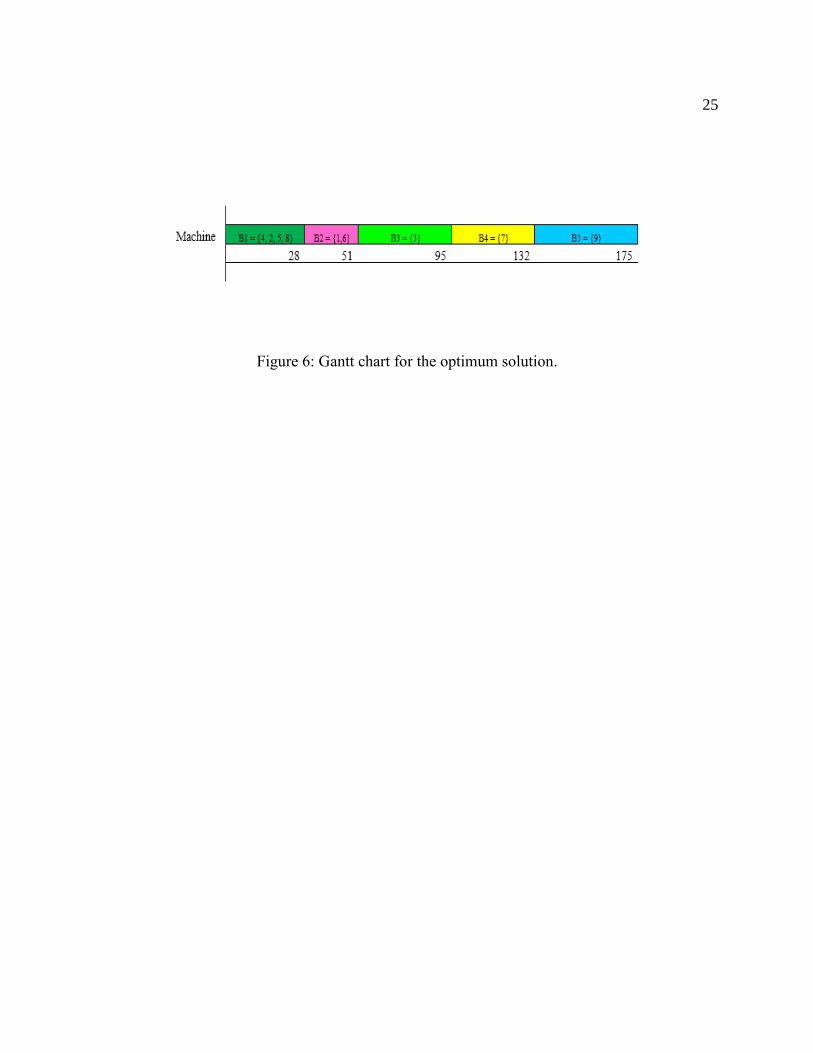
25
Figure 6: Gantt chart for the optimum solution.

CHAPTER 4
GRASP SOLUTION APPROACH
GRASP is a heuristic iterative sampling technique composed of two phases, a construction
and a local search phase. In the construction phase, an iterative algorithm builds a feasible solution
by adding one variable (or job) at a time. Each iteration of the algorithm starts with a solution
found by means of a randomized greedy heuristic. The solution is later taken as the initial solution
of the local search procedure and the procedure is repeated until some criteria of the search are
met. While a greedy heuristic is a construction heuristic that fixes one variable at a time using
some deterministic rule, in a randomized greedy heuristic, randomness is introduced to heuristic
rules in order to prevent generation of the same solution every time the greedy heuristic is called.
The randomized greedy heuristic proposed to find a starting solution in this research is based on
the earliest due date (EDD), shortest processing time (SPT), shortest size (SS), largest size (LS),
the subtraction of due date and processing time which is multiplied by size (Delta), shortest result
of multiplication of size and processing time (Pan SSPT), shortest result of multiplication of due
date and processing time (Pan DP), shortest result of multiplication of due date and size (Pan DS)
and random sequence (Random Permutation).
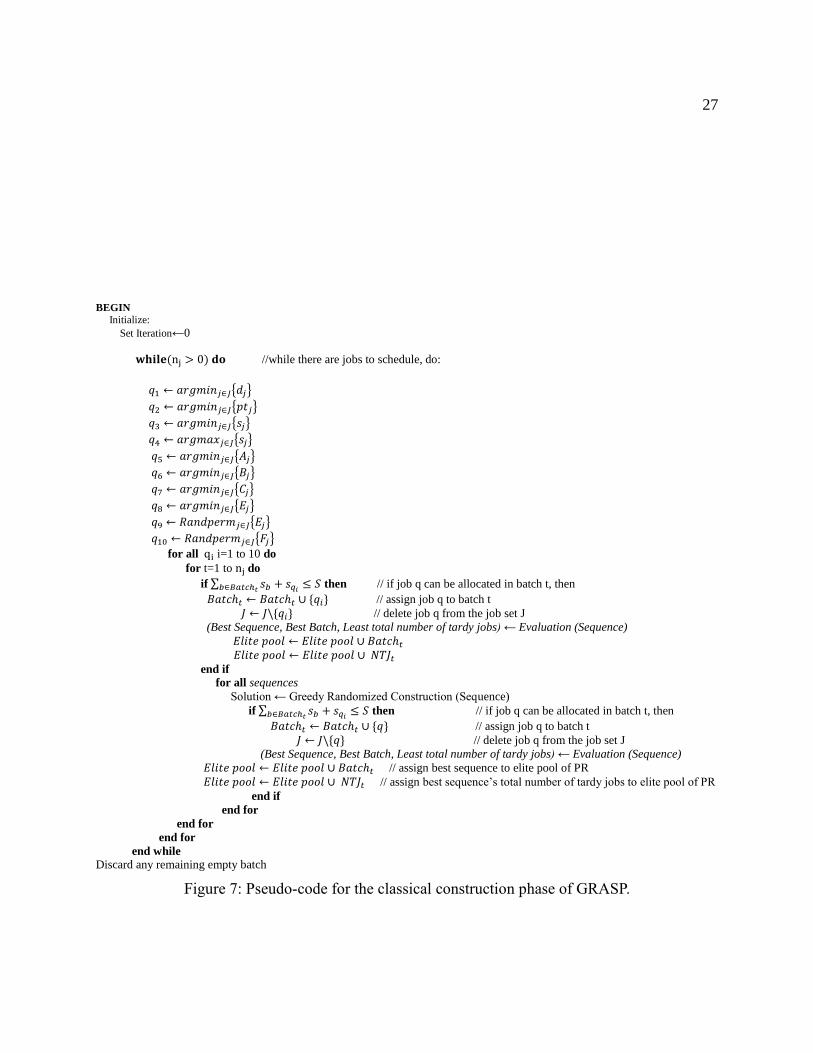
The pseudo-code for randomized greedy heuristic is shown in Figure 7.
Let 𝐵 = {𝐵𝑎𝑡𝑐ℎ1, 𝐵𝑎𝑡𝑐ℎ2, 𝐵𝑎𝑡𝑐ℎ3, … , 𝐵𝑎𝑡𝑐ℎ𝑛𝑗} be a set of 𝑛𝑗batches, initially empty.
Let J be the set of jobs, and let 𝑑𝑗be the due date, 𝑃𝑏 be the processing time, 𝑠𝑗be the size, 𝐴𝑗 be
the multiplication of 𝑠𝑗 and 𝑝𝑗 , 𝐵𝑗 be the multiplication of 𝑠𝑗 and
𝑑𝑗, 𝐸𝑗 𝑏𝑒 𝑡ℎ𝑒 𝑚𝑢𝑙𝑡𝑖𝑝𝑙𝑖𝑐𝑎𝑡𝑖𝑜𝑛 𝑜𝑓 𝑝𝑗 𝑎𝑛𝑑 𝑑𝑗, 𝐶𝑗 be the multiplication of 𝑠𝑗 and
(𝑑𝑗 – 𝑝𝑗 ), 𝑎𝑛𝑑 𝐹𝑗 𝑎𝑛𝑑 𝐸𝑗 𝑎𝑟𝑒 𝑟𝑎𝑛𝑑𝑜𝑚 𝑝𝑒𝑟𝑚𝑢𝑡𝑎𝑡𝑖𝑜𝑛𝑠 𝑜𝑓 𝑡ℎ𝑒 of job 𝑗 ∈ 𝐽.
27
BEGIN
Initialize:
Set Iteration←0
𝐰𝐡𝐢𝐥𝐞(nj > 0) 𝐝𝐨 //while there are jobs to schedule, do:
𝑞1 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑑𝑗}
𝑞2 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑝𝑡𝑗}
𝑞3 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑠𝑗}
𝑞4 ← 𝑎𝑟𝑔𝑚𝑎𝑥𝑗∈𝐽{𝑠𝑗}
𝑞5 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐴𝑗}
𝑞6 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐵𝑗}
𝑞7 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐶𝑗}
𝑞8 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐸𝑗}
𝑞9 ← 𝑅𝑎𝑛𝑑𝑝𝑒𝑟𝑚𝑗∈𝐽{𝐸𝑗}
𝑞10 ← 𝑅𝑎𝑛𝑑𝑝𝑒𝑟𝑚𝑗∈𝐽{𝐹𝑗}
for all qi i=1 to 10 do
for t=1 to nj do
if ∑ 𝑠𝑏 + 𝑠𝑞𝑖≤ 𝑆𝑏∈𝐵𝑎𝑡𝑐ℎ𝑡
then // if job q can be allocated in batch t, then
𝐵𝑎𝑡𝑐ℎ𝑡 ← 𝐵𝑎𝑡𝑐ℎ𝑡 ∪ {𝑞𝑖} // assign job q to batch t
𝐽 ← 𝐽\{𝑞𝑖} // delete job q from the job set J
(Best Sequence, Best Batch, Least total number of tardy jobs) ← Evaluation (Sequence)
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ∪ 𝐵𝑎𝑡𝑐ℎ𝑡
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ∪ 𝑁𝑇𝐽𝑡
end if
for all sequences
Solution ← Greedy Randomized Construction (Sequence)
if ∑ 𝑠𝑏 + 𝑠𝑞𝑖≤ 𝑆𝑏∈𝐵𝑎𝑡𝑐ℎ𝑡
then // if job q can be allocated in batch t, then
𝐵𝑎𝑡𝑐ℎ𝑡 ← 𝐵𝑎𝑡𝑐ℎ𝑡 ∪ {𝑞} // assign job q to batch t
𝐽 ← 𝐽\{𝑞} // delete job q from the job set J
(Best Sequence, Best Batch, Least total number of tardy jobs) ← Evaluation (Sequence)
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ∪ 𝐵𝑎𝑡𝑐ℎ𝑡 // assign best sequence to elite pool of PR
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ∪ 𝑁𝑇𝐽𝑡 // assign best sequence’s total number of tardy jobs to elite pool of PR
end if
end for
end for
end for
end while
Discard any remaining empty batch
Figure 7: Pseudo-code for the classical construction phase of GRASP.

28
If each job is assigned to a unique batch, then the maximum number of batches formed is
equal to the number of jobs considered in an instance. Initially nj batches are opened and any
remaining unused batches are closed at the completion of the algorithm. The earliest job (based on
each heuristic) is assigned to the first available batch (i.e., adding a job should not violate the
machine capacity). This procedure is repeated until all jobs are assigned to a batch. After the
batches are formed, the batch processing time can be determined. The batch processing time is
equal to the largest processing time of all jobs in the batch. The completion time of each job in a
batch is equal to the completion time of the batch. The completion time of a batch can be easily
computed by summing the processing times of all the batches sequenced (including the processing
time of the current batch). The batches are sequenced in the order in which they were created. If
the completion time of the job is larger than its due date, the job would be tardy.
After generating all initial sequences, the sequences are used to find the total number of
tardy jobs. In the next step the pool of path relinking is created which contains all these initial
sequences and their total number of tardy jobs.
Randomization is introduced to the EDD, SPT, SST and other initial sequences by means
of the so-called Restricted Candidate List (RCL) which works as follows: while assigning jobs to
the batches, instead of selecting the unscheduled job with the earliest due date first (for EDD
sequence), the job is randomly chosen among the first k earliest due date jobs. Here k is the size of
the RCL.
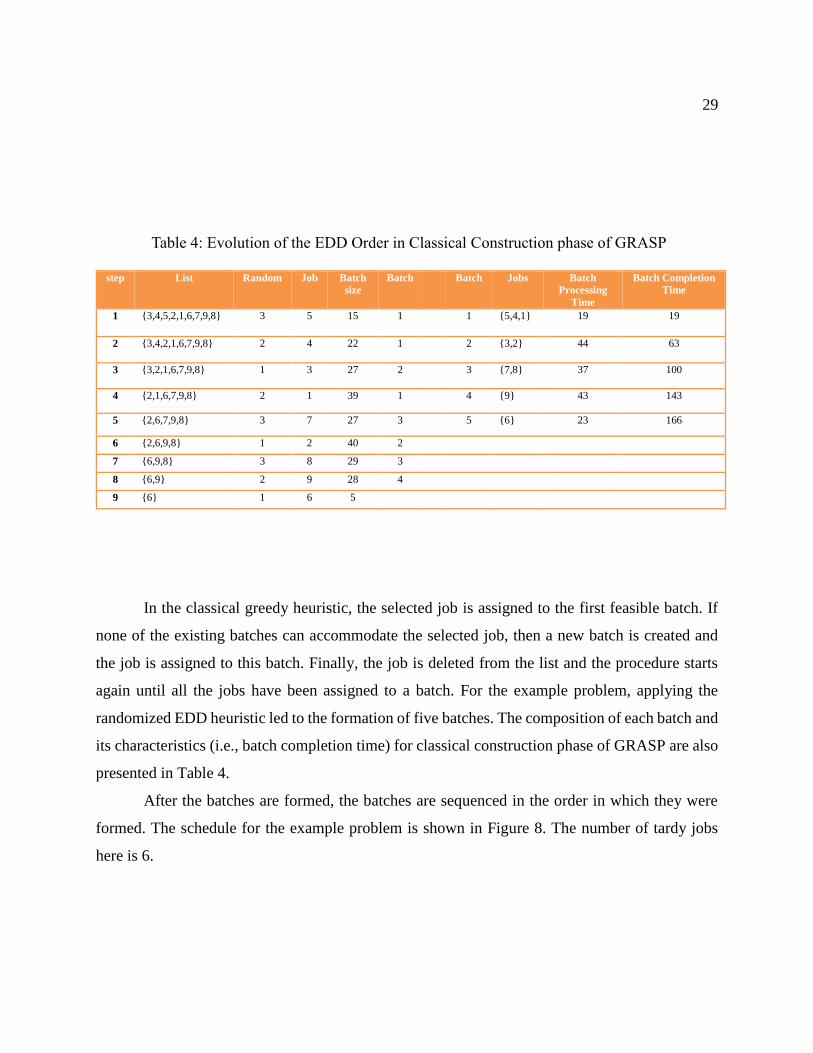
Table 4 shows how the randomized greedy algorithm is applied to a 9-job problem instance.
The data for the problem instance was presented in Table 3. The machine capacity is assumed as
40 and the RCL as 3. The jobs are first arranged in EDD order (i.e., list={3,4,5,2,1,6,7,9,8}).
29
Table 4: Evolution of the EDD Order in Classical Construction phase of GRASP
step List Random Job Batch
size
Batch Batch Jobs Batch
Processing
Time
Batch Completion
Time
1 {3,4,5,2,1,6,7,9,8} 3 5 15 1 1 {5,4,1} 19 19
2 {3,4,2,1,6,7,9,8} 2 4 22 1 2 {3,2} 44 63
3 {3,2,1,6,7,9,8} 1 3 27 2 3 {7,8} 37 100
4 {2,1,6,7,9,8} 2 1 39 1 4 {9} 43 143
5 {2,6,7,9,8} 3 7 27 3 5 {6} 23 166
6 {2,6,9,8} 1 2 40 2
7 {6,9,8} 3 8 29 3
8 {6,9} 2 9 28 4
9 {6} 1 6 5
In the classical greedy heuristic, the selected job is assigned to the first feasible batch. If
none of the existing batches can accommodate the selected job, then a new batch is created and
the job is assigned to this batch. Finally, the job is deleted from the list and the procedure starts
again until all the jobs have been assigned to a batch. For the example problem, applying the
randomized EDD heuristic led to the formation of five batches. The composition of each batch and
its characteristics (i.e., batch completion time) for classical construction phase of GRASP are also
presented in Table 4.
After the batches are formed, the batches are sequenced in the order in which they were
formed. The schedule for the example problem is shown in Figure 8. The number of tardy jobs
here is 6.

30
Figure 8: Regular batching by using classical construction phase of GRASP.
In this research a new construction phase is developed to determine good initial solutions.
This construction phase starts with one of the initial sequences (i.e., EDD, SPT, etc.) and a job is
randomly chosen using the RCL. The chosen job is assigned to one batch at a time (when the
machine capacity is not violated) and its completion is determined. If the job is completed before
its due date in any one of the existing batches, then the job is assigned to the batch. Otherwise, the
job will be tardy immaterial of the batch to which it is assigned. These jobs are scheduled after all
the on-time jobs are scheduled. The on-time jobs are scheduled first so it helps the algorithm to
find a good solution. This proposition is inspired by Jolai (2005) and Sevaux and Dauzère-Pérès
(2003).
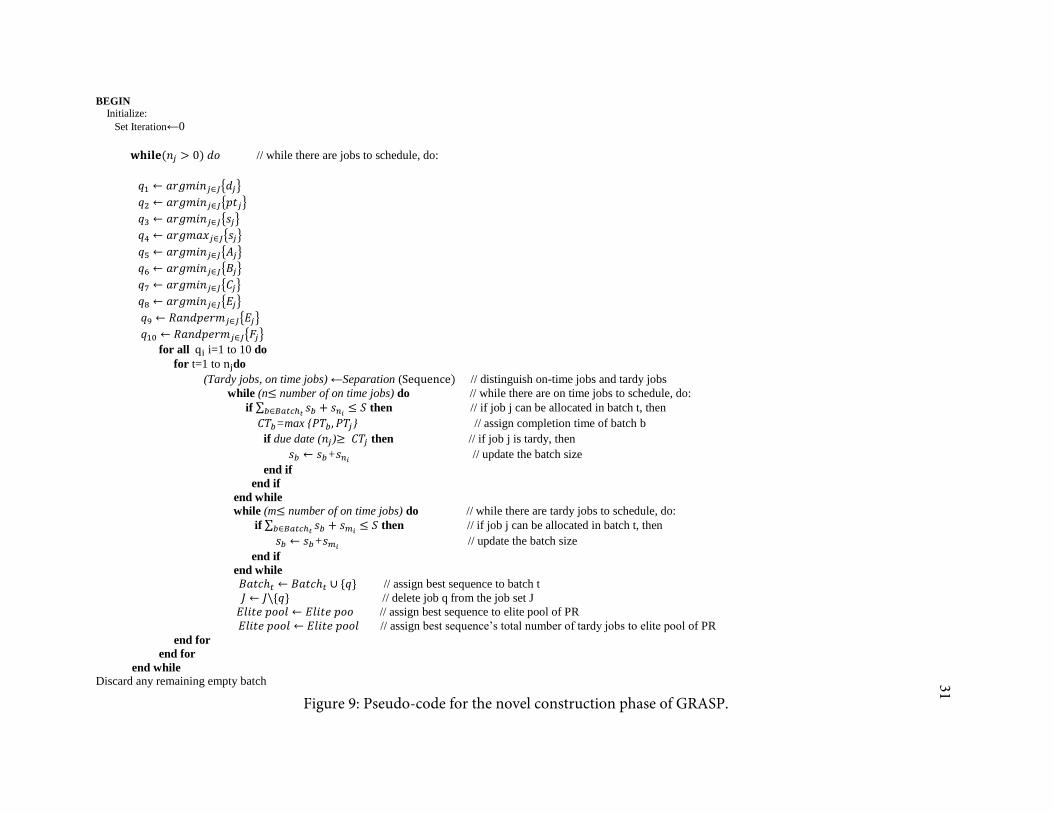
The pseudo-code for the new construction phase is shown in Figure 9.
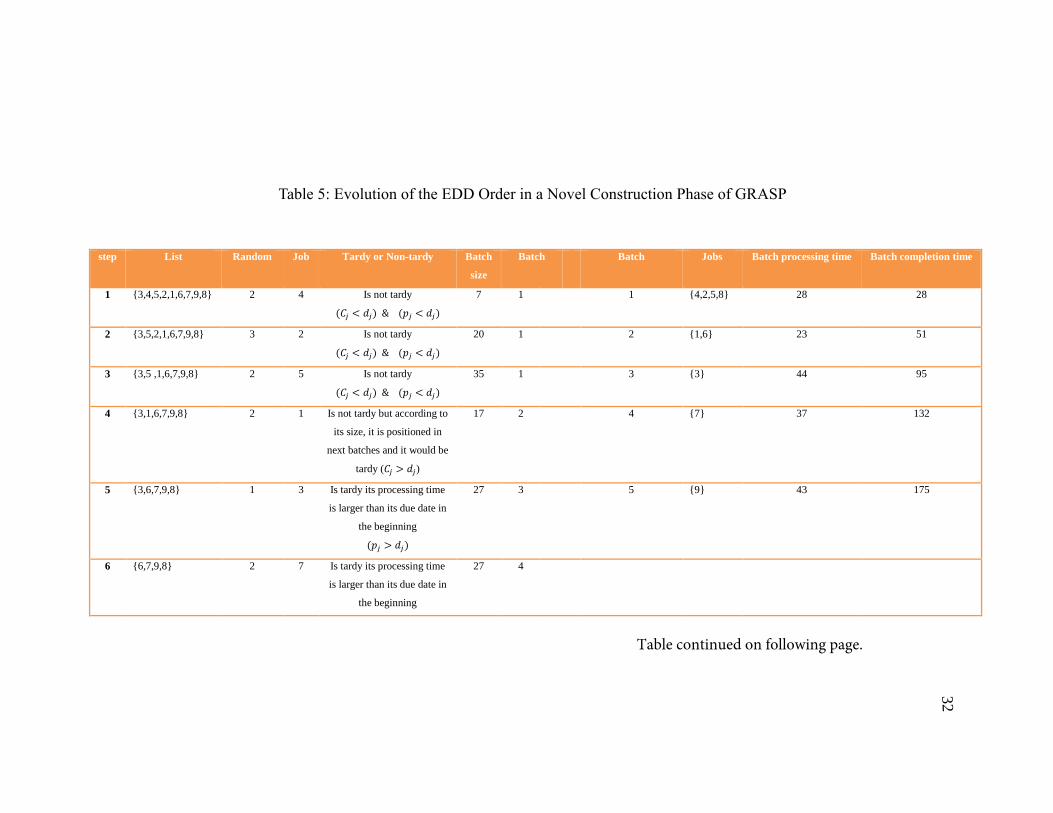
Table 5 summarizes the steps followed in the new construction phase using the 9-job
problem instance (as shown in Table 3).
Once the jobs are grouped into batches using the new construction heuristic, the batches
are assigned to the machine. The schedule for this construction approach is shown in Figure 9. The
total number of tardy jobs for the schedule is 5. The new construction phase is better, in terms of
total number of tardy jobs, for the 9-job problem instance. It also identified the optimal solution
for the example problem instance.
BEGIN
Initialize:
Set Iteration←0
𝐰𝐡𝐢𝐥𝐞(𝑛𝑗 > 0) 𝑑𝑜 // while there are jobs to schedule, do:
𝑞1 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑑𝑗}
𝑞2 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑝𝑡𝑗}
𝑞3 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝑠𝑗}
𝑞4 ← 𝑎𝑟𝑔𝑚𝑎𝑥𝑗∈𝐽{𝑠𝑗}
𝑞5 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐴𝑗}
𝑞6 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐵𝑗}
𝑞7 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐶𝑗}
𝑞8 ← 𝑎𝑟𝑔𝑚𝑖𝑛𝑗∈𝐽{𝐸𝑗}
𝑞9 ← 𝑅𝑎𝑛𝑑𝑝𝑒𝑟𝑚𝑗∈𝐽{𝐸𝑗}
𝑞10 ← 𝑅𝑎𝑛𝑑𝑝𝑒𝑟𝑚𝑗∈𝐽{𝐹𝑗}
for all qi i=1 to 10 do
for t=1 to njdo
(Tardy jobs, on time jobs) ←Separation (Sequence) // distinguish on-time jobs and tardy jobs
while (n≤ number of on time jobs) do // while there are on time jobs to schedule, do:
if ∑ 𝑠𝑏 + 𝑠𝑛𝑖≤ 𝑆𝑏∈𝐵𝑎𝑡𝑐ℎ𝑡
then // if job j can be allocated in batch t, then
𝐶𝑇𝑏=max {𝑃𝑇𝑏, 𝑃𝑇𝑗} // assign completion time of batch b
if due date (𝑛𝑗)≥ 𝐶𝑇𝑗 then // if job j is tardy, then
𝑠𝑏 ← 𝑠𝑏+𝑠𝑛𝑖 // update the batch size
end if
end if
end while
while (m≤ number of on time jobs) do // while there are tardy jobs to schedule, do:
if ∑ 𝑠𝑏 + 𝑠𝑚𝑖≤ 𝑆𝑏∈𝐵𝑎𝑡𝑐ℎ𝑡
then // if job j can be allocated in batch t, then
𝑠𝑏 ← 𝑠𝑏+𝑠𝑚𝑖 // update the batch size
end if
end while
𝐵𝑎𝑡𝑐ℎ𝑡 ← 𝐵𝑎𝑡𝑐ℎ𝑡 ∪ {𝑞} // assign best sequence to batch t
𝐽 ← 𝐽\{𝑞} // delete job q from the job set J
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜 // assign best sequence to elite pool of PR
𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 ← 𝐸𝑙𝑖𝑡𝑒 𝑝𝑜𝑜𝑙 // assign best sequence’s total number of tardy jobs to elite pool of PR
end for
end for
end while
Discard any remaining empty batch
Figure 9: Pseudo-code for the novel construction phase of GRASP.
31
32
Table 5: Evolution of the EDD Order in a Novel Construction Phase of GRASP
step List Random Job Tardy or Non-tardy Batch
size
Batch Batch Jobs Batch processing time Batch completion time
1 {3,4,5,2,1,6,7,9,8} 2 4 Is not tardy
(𝐶𝑗 < 𝑑𝑗) & (𝑝𝑗 < 𝑑𝑗)
7 1 1 {4,2,5,8} 28 28
2 {3,5,2,1,6,7,9,8} 3 2 Is not tardy
(𝐶𝑗 < 𝑑𝑗) & (𝑝𝑗 < 𝑑𝑗)
20 1 2 {1,6} 23 51
3 {3,5 ,1,6,7,9,8} 2 5 Is not tardy
(𝐶𝑗 < 𝑑𝑗) & (𝑝𝑗 < 𝑑𝑗)
35 1 3 {3} 44 95
4 {3,1,6,7,9,8} 2 1 Is not tardy but according to
its size, it is positioned in
next batches and it would be
tardy (𝐶𝑗 > 𝑑𝑗)
17 2 4 {7} 37 132
5 {3,6,7,9,8} 1 3 Is tardy its processing time
is larger than its due date in
the beginning
(𝑝𝑗 > 𝑑𝑗)
27 3 5 {9} 43 175
6 {6,7,9,8} 2 7 Is tardy its processing time
is larger than its due date in
the beginning
27 4
Table continued on following page.

33
(𝑝𝑗 > 𝑑𝑗)
7 {6,9,8} 3 8 Is not tardy but according to
its size, it is positioned in
next batches and it would be
tardy
(𝐶𝑗 > 𝑑𝑗)
37 1
8 {6,9} 2 9 Is tardy its processing time
is larger than its due date in
the beginning
(𝑝𝑗 > 𝑑𝑗)
28 5
9 {6} 1 6 Is not tardy but according to
its size, it is positioned in
next batches and it would be
tardy
(𝐶𝑗 > 𝑑𝑗)
31 2
Table 5. continued.
The following three types of movements define the neighborhood in the local search
procedure: (1) batch interchange (RelocateB), where two batches are selected at random and
interchanged. This movement is inspired by Damodaran et al. (2011). Interchanging a batch with
longer batch processing time with a shorter processing time earlier in the sequence may help reduce
the completion time of jobs and thereby the number of tardy jobs; (2) job insertion (A)
(ReBatchPT), where one job with the largest processing time is marked and discarded from one
batch and then inserted into some other randomly selected batch or a newly created batch (if the
inclusion of the new job would lead to additional tardy jobs); (3) job insertion (B)
(BatchRefinement), where one job with a very large processing time compared to the mean of the
processing time of all jobs in that batch in which the job is processed is removed and inserted to
an existing or a new batch. If the processing time of the job is larger than the arbitrary rate of the
mean of processing time of all jobs in that batch (𝑝𝑡𝑗 > (0.2 + 1)) * mean of all 𝑝𝑡𝑗s in that batch,
(here 0.2 is a rate and it is not fixed), the job is discarded from that batch and inserted into some
other batch or newly created batch. Although this movement is similar to the previous one, this
movement determines the job with larger processing time as a candidate for the insertion operation.
Figure 10 shows the Gantt charts (before and after the interchange) when batch 2 is
interchanged with batch 1. Table 6 presents an instance of 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ, 𝑠𝑗| ∑ 𝑈𝑗 with 9 jobs. In
this example the machine capacity is assumed to be 40. The machine can process simultaneously
several jobs as a batch as long as the machine capacity is not violated. The original schedule was
obtained when the earliest due date heuristic was applied to the 9-job problem instance. There are
9 tardy jobs in the original schedule. However, there are 7 tardy jobs in the schedule obtained after
interchanging.
34
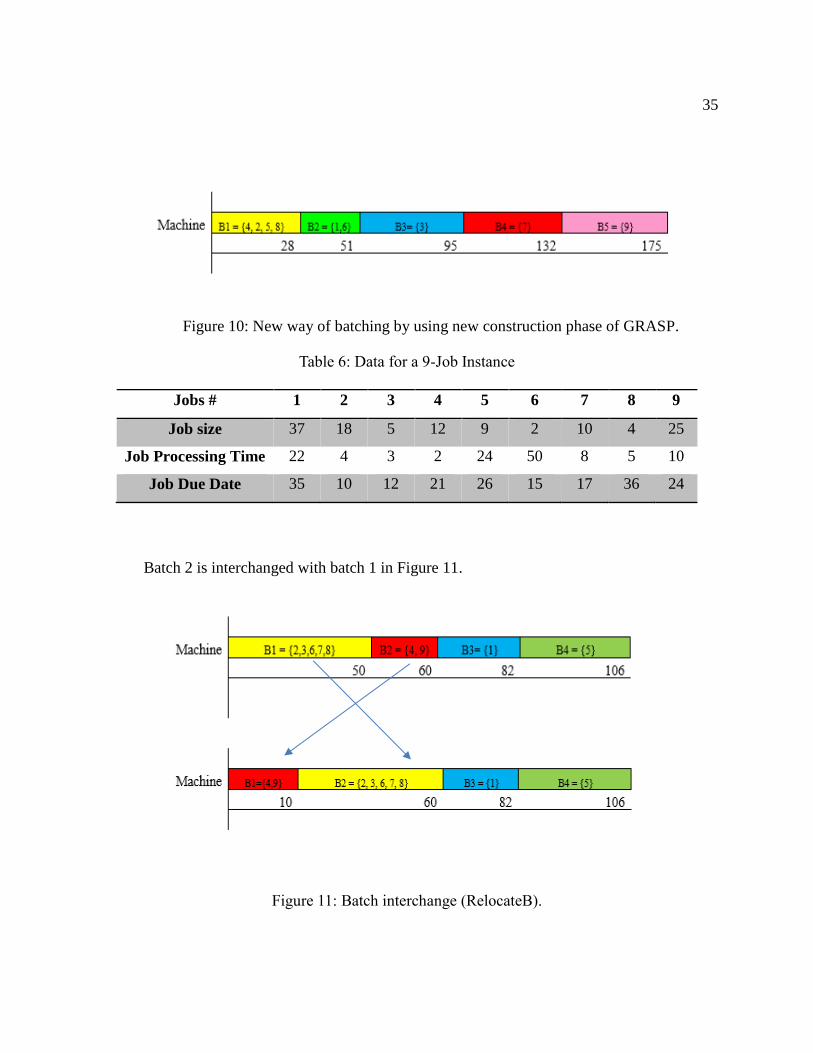
35
Figure 10: New way of batching by using new construction phase of GRASP.
Table 6: Data for a 9-Job Instance
Jobs # 1 2 3 4 5 6 7 8 9
Job size 37 18 5 12 9 2 10 4 25
Job Processing Time 22 4 3 2 24 50 8 5 10
Job Due Date 35 10 12 21 26 15 17 36 24
Batch 2 is interchanged with batch 1 in Figure 11.
Figure 11: Batch interchange (RelocateB).

36
A job insertion type (A) is shown in Figure 12 where job 6 with larger processing time is
discarded from batches 1 and inserted into a newly created batch (batch 5). Here the total number
of tardy jobs is 3. Job 6 is discarded from the first batch and inserted into a newly created batch to
avoid making other jobs tardy.
Figure 12: Job insertion (A) (ReBatchPT).
A job insertion type (B) is shown in Figure 13. This movement is slightly similar to the
previous movement; however, here jobs with larger processing time will be chosen for the
interchange. For batch number one the mean of processing time of all jobs is 50+4+3+8+5
5= 14
and the processing time of job 6, which is 50, is larger than the mean of processing time of all jobs.
Thus job 6 is removed from the batch and the batch completion time is reduced (or job completion
times are reduced). Again for the second batch the mean of processing time of jobs 4 and 9 is 6.
Job number 9 with processing time equal to 10 is the job with largest processing time in the second
batch (comparing to the mean of processing time of jobs 4 and 9), so it is also removed from the
second batch. All in all, jobs 9 and 6 with larger processing times are discarded from batches 1
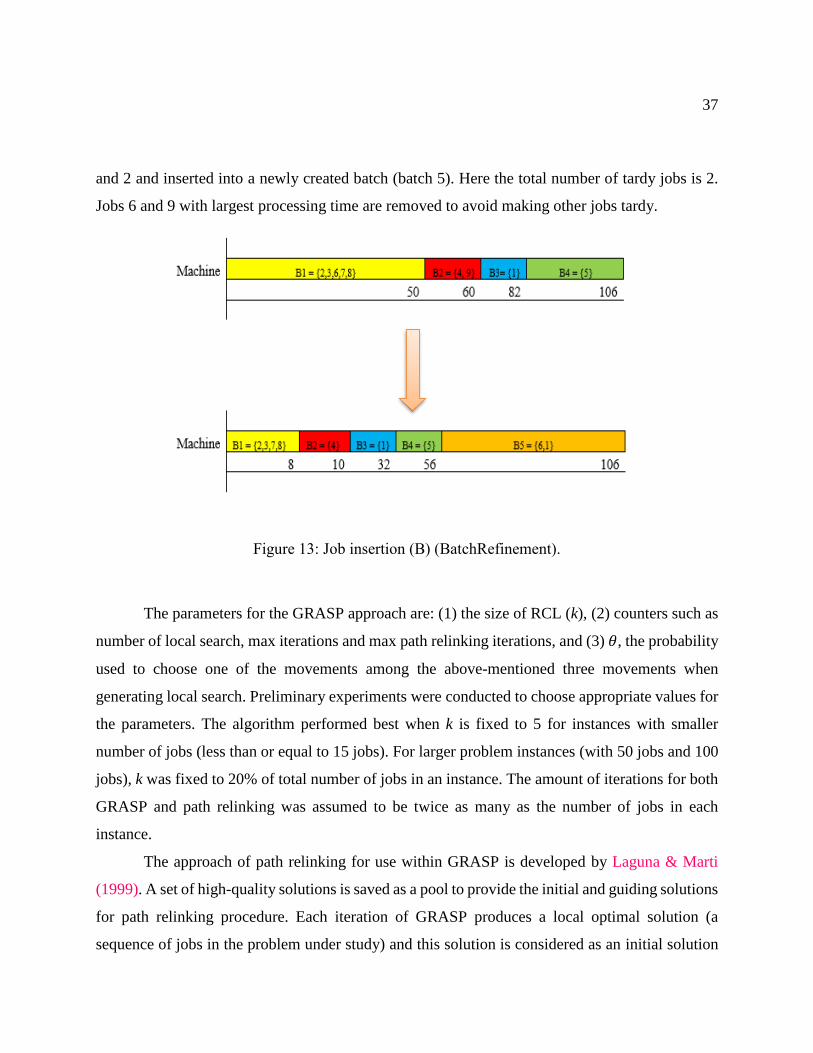
37
and 2 and inserted into a newly created batch (batch 5). Here the total number of tardy jobs is 2.
Jobs 6 and 9 with largest processing time are removed to avoid making other jobs tardy.
Figure 13: Job insertion (B) (BatchRefinement).
The parameters for the GRASP approach are: (1) the size of RCL (k), (2) counters such as
number of local search, max iterations and max path relinking iterations, and (3) 𝜃, the probability
used to choose one of the movements among the above-mentioned three movements when
generating local search. Preliminary experiments were conducted to choose appropriate values for
the parameters. The algorithm performed best when k is fixed to 5 for instances with smaller
number of jobs (less than or equal to 15 jobs). For larger problem instances (with 50 jobs and 100
jobs), k was fixed to 20% of total number of jobs in an instance. The amount of iterations for both
GRASP and path relinking was assumed to be twice as many as the number of jobs in each
instance.
The approach of path relinking for use within GRASP is developed by Laguna & Marti
(1999). A set of high-quality solutions is saved as a pool to provide the initial and guiding solutions
for path relinking procedure. Each iteration of GRASP produces a local optimal solution (a
sequence of jobs in the problem under study) and this solution is considered as an initial solution
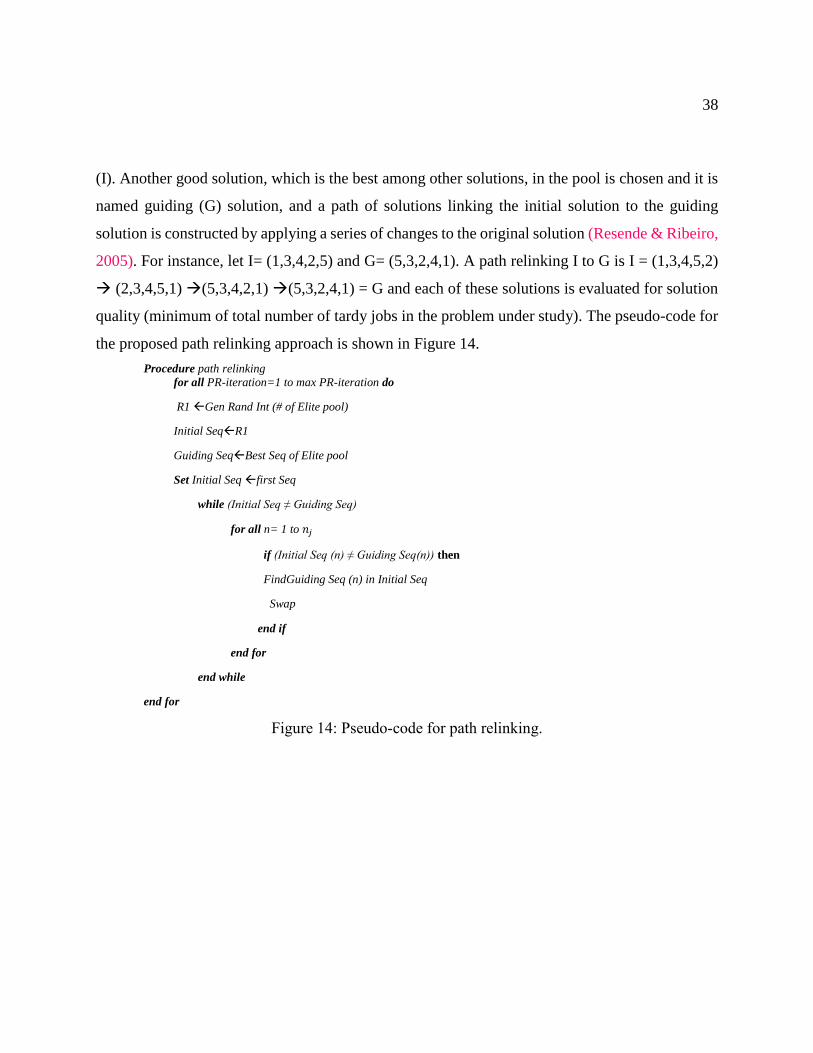
38
(I). Another good solution, which is the best among other solutions, in the pool is chosen and it is
named guiding (G) solution, and a path of solutions linking the initial solution to the guiding
solution is constructed by applying a series of changes to the original solution (Resende & Ribeiro,
2005). For instance, let I= (1,3,4,2,5) and G= (5,3,2,4,1). A path relinking I to G is I = (1,3,4,5,2)
(2,3,4,5,1) (5,3,4,2,1) (5,3,2,4,1) = G and each of these solutions is evaluated for solution
quality (minimum of total number of tardy jobs in the problem under study). The pseudo-code for
the proposed path relinking approach is shown in Figure 14.
Procedure path relinking
for all PR-iteration=1 to max PR-iteration do
R1 Gen Rand Int (# of Elite pool)
Initial SeqR1
Guiding SeqBest Seq of Elite pool
Set Initial Seq first Seq
while (Initial Seq ≠ Guiding Seq)
for all n= 1 to 𝑛𝑗
if (Initial Seq (n) ≠ Guiding Seq(n)) then
FindGuiding Seq (n) in Initial Seq
Swap
end if
end for
end while
end for
Figure 14: Pseudo-code for path relinking.

CHAPTER 5
COMPUTATIONAL RESULTS
An experiment was conducted to fine tune GRASP with path relinking parameters (i.e., the
size of RCL, number of iterations, and number of path relinking iterations). Table 7 presents the
different factors and levels considered during preliminary study to tune GRASP parameters. The
levels tested were k= {5 for small jobs instances, 10% of number of jobs, 25% of number of jobs
and 50% of number of jobs for large jobs instances}, total number of iterations for GRASP= {300,
1000}, and path relinking iterations = {300, 1000}.
Table 7: Factors and Levels
Factors Levels
The size of RCL, K 10%nj, 25%nj and 50%nj
Number of iterations 300, 1000
Number of path relinking iterations 300, 1000
During this process, all 50-job instances were solved using the GRASP algorithm and the
commercial solver. There were altogether ten 50-job instances assuming a machine capacity S=40;
each instance was run for all combinations of the GRASP with path relinking parameters shown
in Table 7 (i.e., 10×2×2×3 = 120 experiments). The combination of each parameter which
yielded the most improvement in minimizing the total number of tardy jobs will be chosen for
further experimentation. The average percent improvement in minimizing total number of tardy
jobs was computed using Equation 16.
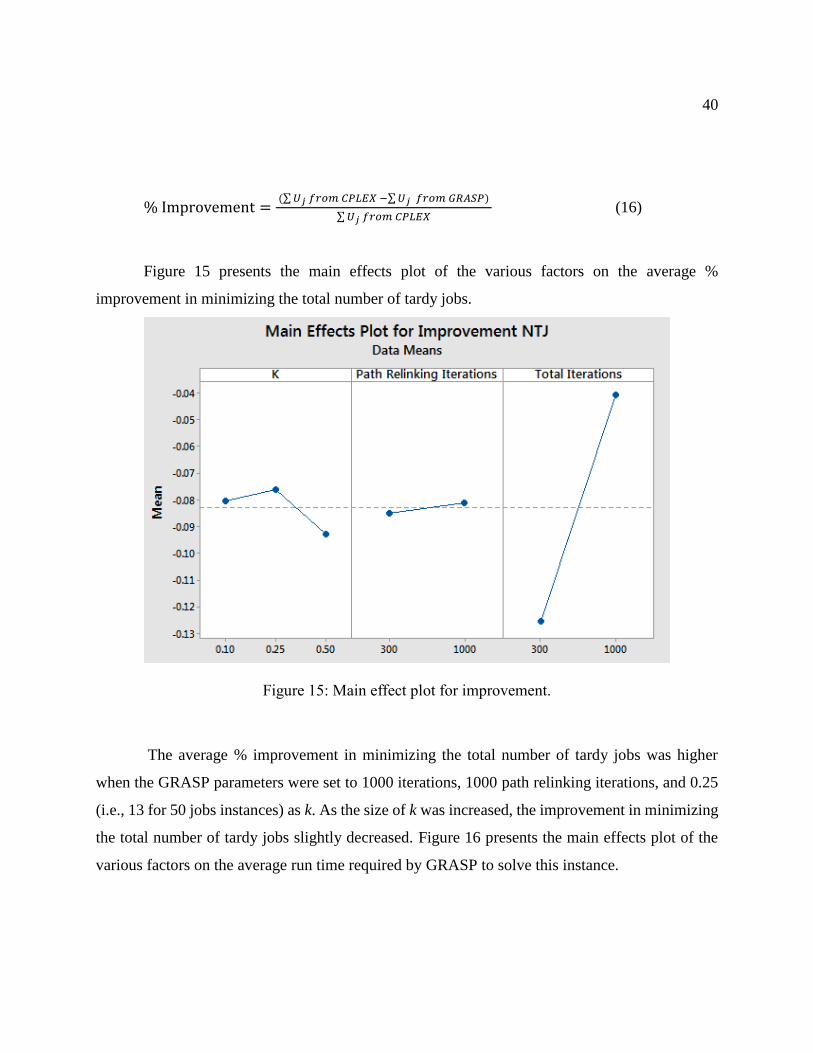
40
% Improvement = (∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐶𝑃𝐿𝐸𝑋 −∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐺𝑅𝐴𝑆𝑃)
∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐶𝑃𝐿𝐸𝑋 (16)
Figure 15 presents the main effects plot of the various factors on the average %
improvement in minimizing the total number of tardy jobs.
Figure 15: Main effect plot for improvement.
The average % improvement in minimizing the total number of tardy jobs was higher
when the GRASP parameters were set to 1000 iterations, 1000 path relinking iterations, and 0.25
(i.e., 13 for 50 jobs instances) as k. As the size of k was increased, the improvement in minimizing
the total number of tardy jobs slightly decreased. Figure 16 presents the main effects plot of the
various factors on the average run time required by GRASP to solve this instance.
41
Figure 16: Main effect plot for GRASP run time.
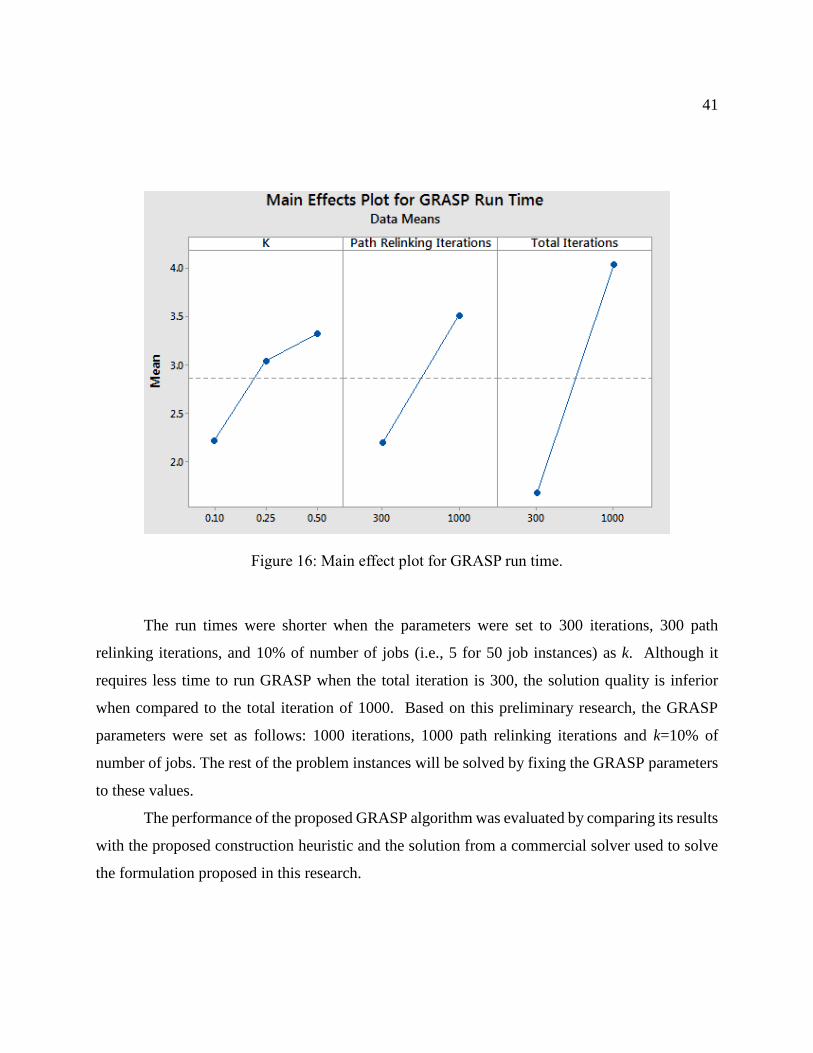
The run times were shorter when the parameters were set to 300 iterations, 300 path
relinking iterations, and 10% of number of jobs (i.e., 5 for 50 job instances) as k. Although it
requires less time to run GRASP when the total iteration is 300, the solution quality is inferior
when compared to the total iteration of 1000. Based on this preliminary research, the GRASP
parameters were set as follows: 1000 iterations, 1000 path relinking iterations and k=10% of
number of jobs. The rest of the problem instances will be solved by fixing the GRASP parameters
to these values.
The performance of the proposed GRASP algorithm was evaluated by comparing its results
with the proposed construction heuristic and the solution from a commercial solver used to solve
the formulation proposed in this research.
42
The total number of tardy jobs obtained from the GRASP was compared to the best results
gained from construction heuristic. The proposed GRASP algorithm and construction heuristic
was implemented in Matlab R2012a.
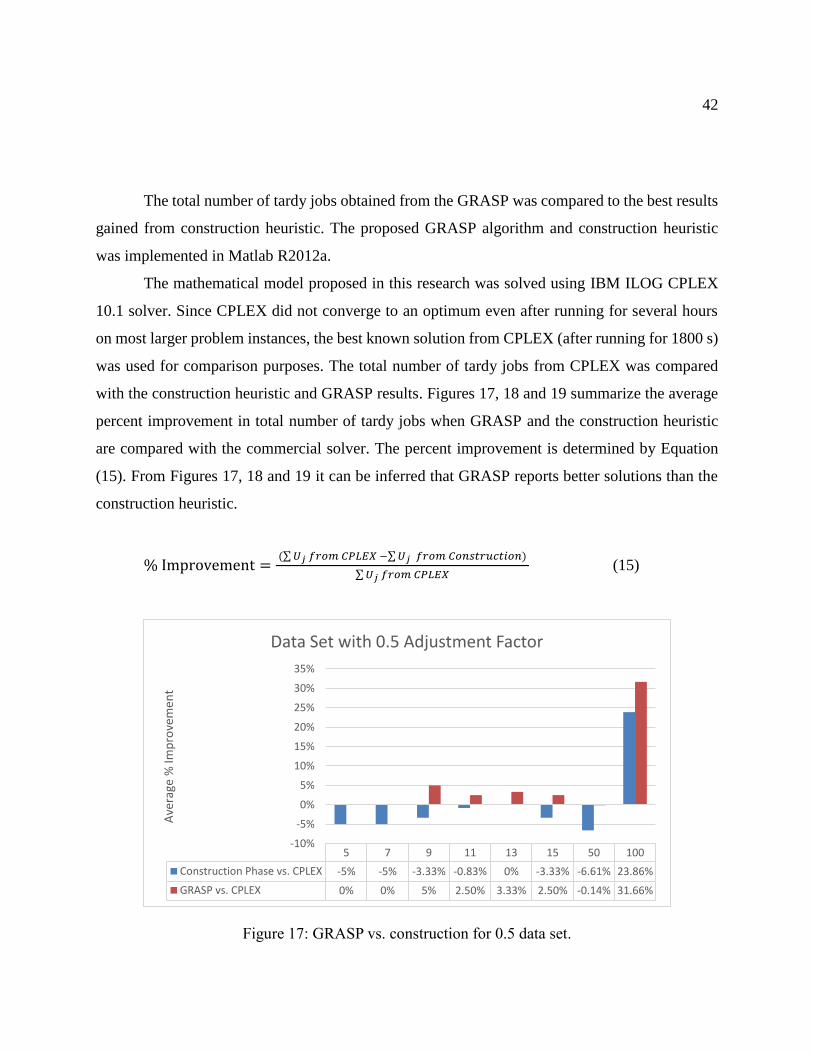
The mathematical model proposed in this research was solved using IBM ILOG CPLEX
10.1 solver. Since CPLEX did not converge to an optimum even after running for several hours
on most larger problem instances, the best known solution from CPLEX (after running for 1800 s)
was used for comparison purposes. The total number of tardy jobs from CPLEX was compared
with the construction heuristic and GRASP results. Figures 17, 18 and 19 summarize the average
percent improvement in total number of tardy jobs when GRASP and the construction heuristic
are compared with the commercial solver. The percent improvement is determined by Equation
(15). From Figures 17, 18 and 19 it can be inferred that GRASP reports better solutions than the
construction heuristic.
% Improvement = (∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐶𝑃𝐿𝐸𝑋 −∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐶𝑜𝑛𝑠𝑡𝑟𝑢𝑐𝑡𝑖𝑜𝑛)
∑ 𝑈𝑗 𝑓𝑟𝑜𝑚 𝐶𝑃𝐿𝐸𝑋 (15)
Figure 17: GRASP vs. construction for 0.5 data set.
5 7 9 11 13 15 50 100
Construction Phase vs. CPLEX -5% -5% -3.33% -0.83% 0% -3.33% -6.61% 23.86%
GRASP vs. CPLEX 0% 0% 5% 2.50% 3.33% 2.50% -0.14% 31.66%
-10%
-5%
0%
5%
10%
15%
20%
25%
30%
35%
Ave
rage
% Im
pro
vem
ent
Data Set with 0.5 Adjustment Factor
43
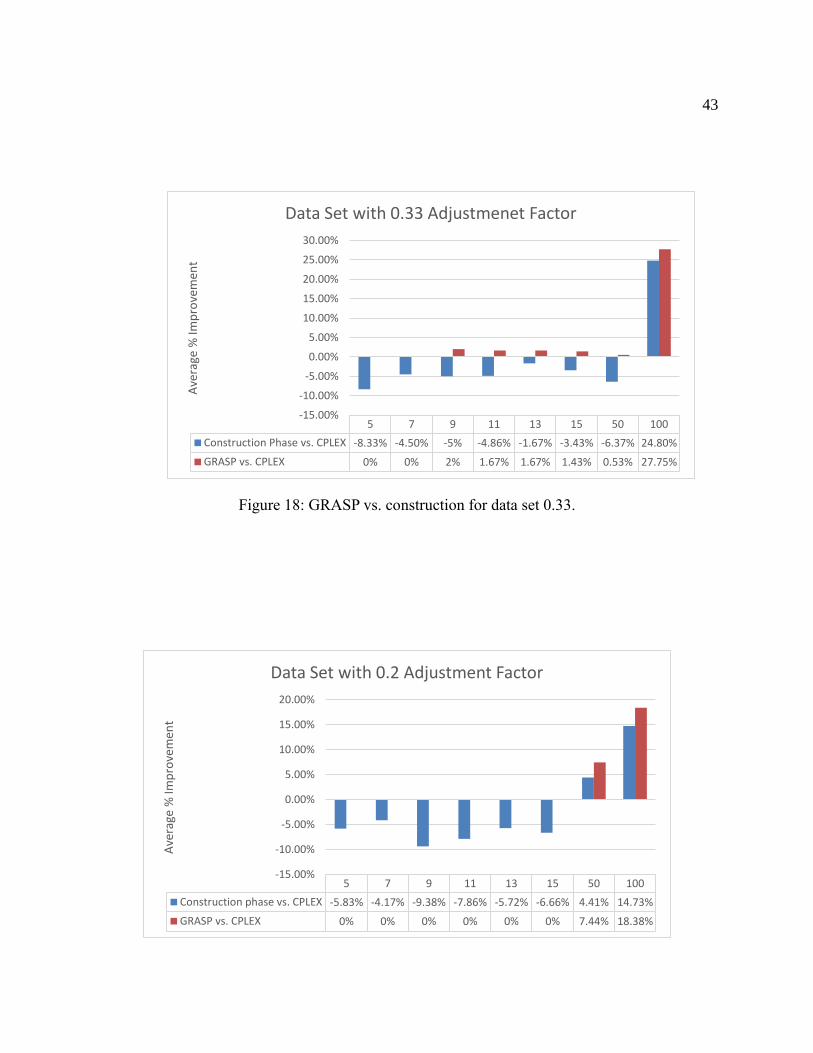
Figure 18: GRASP vs. construction for data set 0.33.
5 7 9 11 13 15 50 100
Construction Phase vs. CPLEX -8.33% -4.50% -5% -4.86% -1.67% -3.43% -6.37% 24.80%
GRASP vs. CPLEX 0% 0% 2% 1.67% 1.67% 1.43% 0.53% 27.75%
-15.00%
-10.00%
-5.00%
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
Ave
rage
% Im
pro
vem
ent
Data Set with 0.33 Adjustmenet Factor
5 7 9 11 13 15 50 100
Construction phase vs. CPLEX -5.83% -4.17% -9.38% -7.86% -5.72% -6.66% 4.41% 14.73%
GRASP vs. CPLEX 0% 0% 0% 0% 0% 0% 7.44% 18.38%
-15.00%
-10.00%
-5.00%
0.00%
5.00%
10.00%
15.00%
20.00%
Ave
rage
% Im
pro
vem
ent
Data Set with 0.2 Adjustment Factor
44
Figure 19: GRASP vs. construction for data set 0.2.
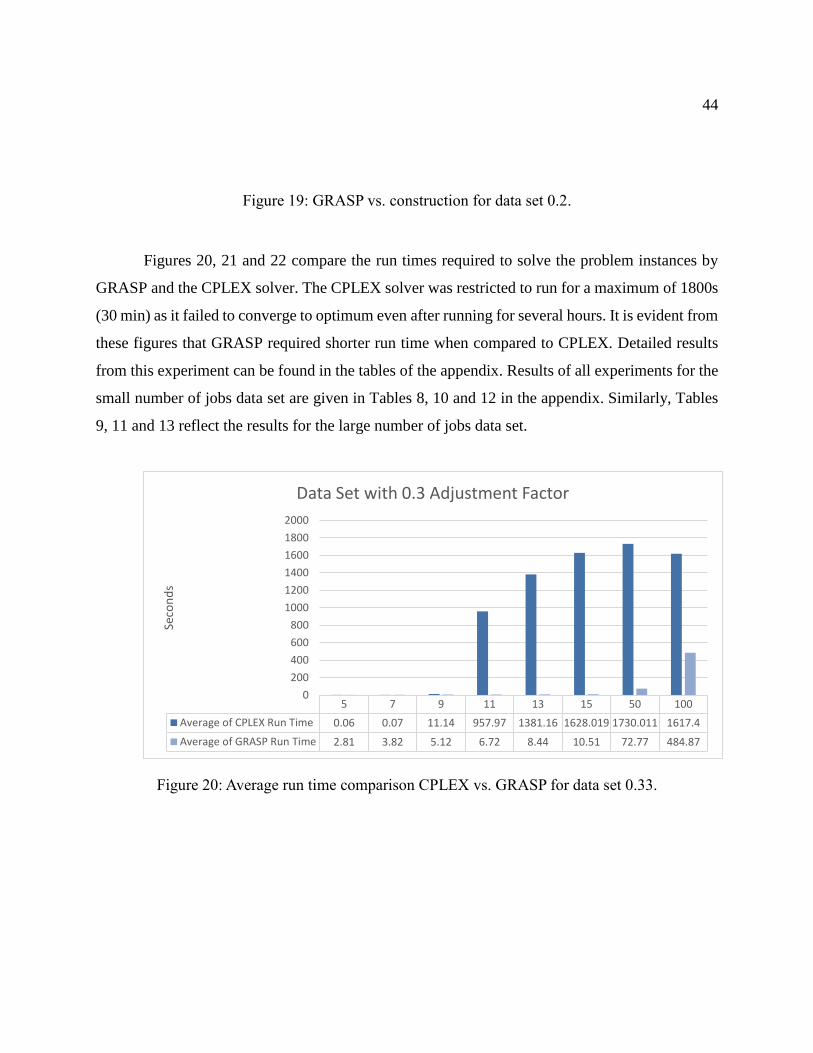
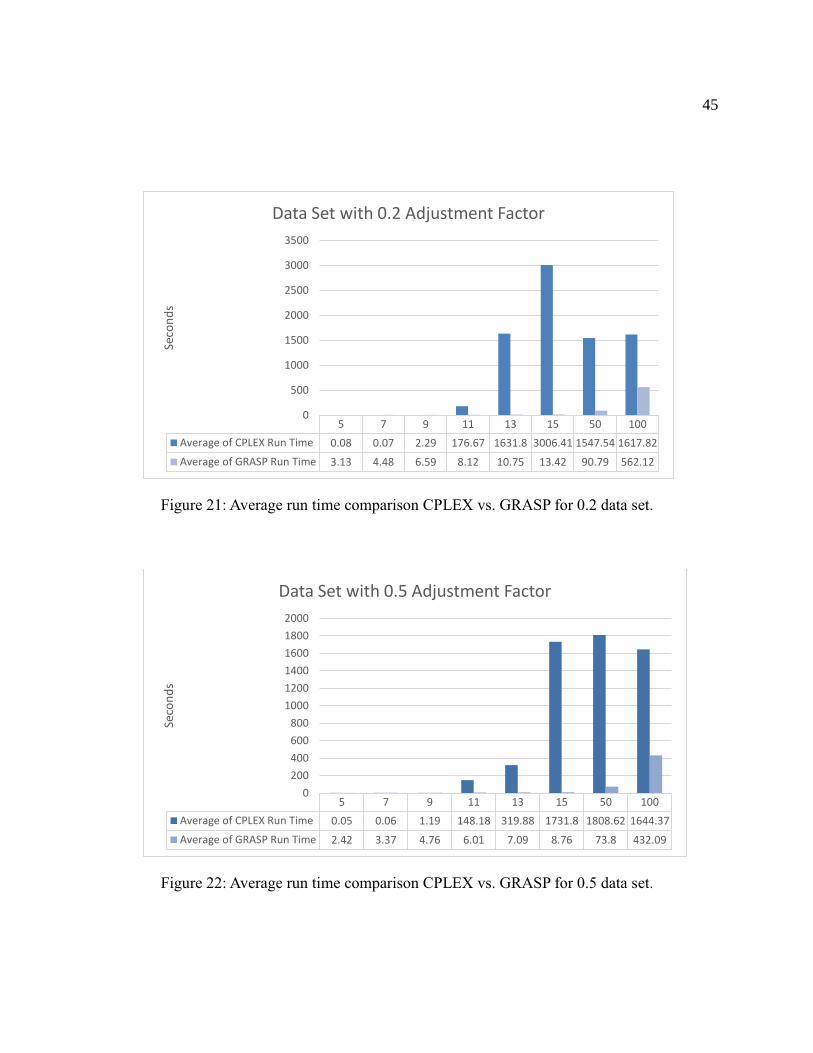
Figures 20, 21 and 22 compare the run times required to solve the problem instances by
GRASP and the CPLEX solver. The CPLEX solver was restricted to run for a maximum of 1800s
(30 min) as it failed to converge to optimum even after running for several hours. It is evident from
these figures that GRASP required shorter run time when compared to CPLEX. Detailed results
from this experiment can be found in the tables of the appendix. Results of all experiments for the
small number of jobs data set are given in Tables 8, 10 and 12 in the appendix. Similarly, Tables
9, 11 and 13 reflect the results for the large number of jobs data set.
Figure 20: Average run time comparison CPLEX vs. GRASP for data set 0.33.
5 7 9 11 13 15 50 100
Average of CPLEX Run Time 0.06 0.07 11.14 957.97 1381.16 1628.019 1730.011 1617.4
Average of GRASP Run Time 2.81 3.82 5.12 6.72 8.44 10.51 72.77 484.87
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Seco
nd
s
Data Set with 0.3 Adjustment Factor
45
Figure 21: Average run time comparison CPLEX vs. GRASP for 0.2 data set.
Figure 22: Average run time comparison CPLEX vs. GRASP for 0.5 data set.
5 7 9 11 13 15 50 100
Average of CPLEX Run Time 0.08 0.07 2.29 176.67 1631.8 3006.41 1547.54 1617.82
Average of GRASP Run Time 3.13 4.48 6.59 8.12 10.75 13.42 90.79 562.12
0
500
1000
1500
2000
2500
3000
3500
Seco
nd
s
Data Set with 0.2 Adjustment Factor
5 7 9 11 13 15 50 100
Average of CPLEX Run Time 0.05 0.06 1.19 148.18 319.88 1731.8 1808.62 1644.37
Average of GRASP Run Time 2.42 3.37 4.76 6.01 7.09 8.76 73.8 432.09
0
200
400
600
800
1000
1200
1400
1600
1800
2000
Seco
nd
s
Data Set with 0.5 Adjustment Factor
CHAPTER 6
CONCLUSION AND FUTURE RESEARCH
This chapter summarizes our research findings. It concludes by identifying how this
research can be extended.
6.1 Overview of the Problem Under Study
In this thesis, research was conducted on a scheduling problem, 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ, 𝑠𝑗| ∑ 𝑈𝑗,
which is to minimize the total number of tardy jobs on a single batch processing machine with
non-identical job sizes. A mathematical model was developed to formulate the problem; a GRASP
approach with path relinking was proposed to solve the problem. Extensive computational
experiments were performed to evaluate the performance of the proposed meta-heuristic.
6.2 Findings
A mixed integer linear programming (MILP) model was developed to formulate the
problem under study, 1|𝑝 − 𝑏𝑎𝑡𝑐ℎ, 𝑠𝑗| ∑ 𝑈𝑗 . Randomly generated problem instances were solved
by the commercial solver CPLEX. The experimental study reveals that the problem size has
significant impact on the computational time of the commercial solver. The run time required to
solve the problem to optimality increases dramatically when the number of jobs in an instance
increases. Within thirty minutes, the solver can only solve a problem instance with up to 13 jobs.
As the problem size increases (more than 13 jobs), the computational cost of solving the problem
to optimality is too large to be used in practical applications.
Optimal solution cannot be found within reasonable time on any problem instance with
more than 13 jobs. Consequently, a GRASP approach was proposed to solve problem instances
47
with a larger number of jobs. This meta-heuristic has a novel construction phase and an advanced
local search. Two hundred and forty instances with 5, 7, 9, 11, 13, 15, 50, and 100 jobs were tested
to evaluate the quality of the new construction phase and advanced local search movements of the
proposed GRASP approach. The solutions obtained from GRASP and novel construction phase
were compared with the solution obtained from the CPLEX solver. The experimental results show
that the proposed GRASP approach with path relinking performs much better when compared to
CPLEX as the number of jobs increases. On smaller problem instances, the proposed GRASP
approach reports optimal solution (same as the solution from CPLEX).
6.3 Future Research
This research can be extended to consider parallel machines (𝑃𝑚) easily. The only change
to be made is that the jobs should be grouped into batches and scheduled on a set M of q non-
identical parallel BPMs such that the total number of tardy jobs is minimized. The job ready times
can also be considered by adding a couple of constraints. The unrelated machines in parallel (𝑅𝑚)
can also examined. Objectives other than minimizing total number of tardy jobs are also interesting
for investigation. Another important issue which needs to be addressed is that of how to handle
uncertainties occurring on the BPM. The design of effective heuristic for the case of stochastic
arrivals, in which the arrival of the job is not known in advance, is also an opportunity for future
research.
As mentioned in the literature, most scheduling problems related to BPM are solved for
minimizing makespan, completion time, tardiness or weighted tardiness, and maximum lateness
objective functions. However, minimizing number of tardy jobs or weighted number of tardy jobs
is also of importance in many practical applications. This research explores the GRASP approach
to minimize number of tardy jobs. The research findings indicate that this approach is successful
in solving large problem instances. The contributions of this research would motivate other
researchers to consider GRASP for other variants of this and other BPM scheduling problems with
a number of tardy jobs objective.
REFERENCES
Aiex, R. M., Binato, S., & Resende, M. G. C. (2003). Parallel GRASP with path relinking for job shop
scheduling. Parallel Computing, 29(4), 393–430.
Al-Ghamdi, F., Al-Khaldi, M., Khoukhi, A., & Al-Slamah, M. (n.d.). Minimizing the Tardiness in a
Single Machine Batch Processing.
Armentano, V. A., & de Araujo, O. C. B. (2006). Grasp with memory-based mechanisms for minimizing
total tardiness in single machine scheduling with setup times. Journal of Heuristics, 12(6), 427–446.
Behnamian, J., Fatemi Ghomi, S. M. T., & Zandieh, M. (2012). Hybrid flowshop scheduling with
sequence‐dependent setup times by hybridizing max–min ant system, simulated annealing and
variable neighbourhood search. Expert Systems, 29(2), 156–169.
Brucker, P., Kovalyov, M. Y., Shafransky, Y. M., & Werner, F. (1998). Batch scheduling with deadlines
on parallel machines. Annals of Operations Research, 83, 23–40.
Chandru, V., Lee, C.-Y., & Uzsoy, R. (1993). Minimizing total completion time on batch processing
machines. THE INTERNATIONAL JOURNAL OF PRODUCTION RESEARCH, 31(9), 2097–2121.
Damodaran, P., Diyadawagamage, D. A., Ghrayeb, O., & Vélez-Gallego, M. C. (2012). A particle swarm
optimization algorithm for minimizing makespan of nonidentical parallel batch processing
machines. The International Journal of Advanced Manufacturing Technology, 58(9-12), 1131–1140.
Damodaran, P., Ghrayeb, O., & Guttikonda, M. (2013). GRASP to minimize makespan for a capacitated
batch-processing machine. International Journal of Advanced Manufacturing Technology, 68.
Damodaran, P., Hirani, N. S., & Velez-Gallego, M. C. (2009). Scheduling identical parallel batch
processing machines to minimise makespan using genetic algorithms. European Journal of
Industrial Engineering, 3(2), 187–206.
Damodaran, P., Manjeshwar, P. K., & Srihari, K. (2006). Minimizing makespan on a batch-processing
machine with non-identical job sizes using genetic algorithms. International Journal of Production
Economics, 103(2), 882–891.
Damodaran, P., Rao, A. G., & Mestry, S. (2013). Particle swarm optimization for scheduling batch
processing machines in a permutation flowshop. The International Journal of Advanced
Manufacturing Technology, 64(5-8), 989–1000.
49
Damodaran, P., & Srihari, K. (2004). Mixed integer formulation to minimize makespan in a flow shop
with batch processing machines. Mathematical and Computer Modelling, 40(13), 1465–1472.
Damodaran, P., & Velez-Gallego, M. C. (2010). Heuristics for makespan minimization on parallel batch
processing machines with unequal job ready times. The International Journal of Advanced
Manufacturing Technology, 49(9-12), 1119–1128.
Damodaran, P., & Vélez-Gallego, M. C. (2012). A simulated annealing algorithm to minimize makespan
of parallel batch processing machines with unequal job ready times. Expert Systems with
Applications, 39(1), 1451–1458.
Damodaran, P., Vélez-Gallego, M. C., & Maya, J. (2011). A GRASP approach for makespan
minimization on parallel batch processing machines. Journal of Intelligent Manufacturing, 22(5),
767–777.
Draa, A., & Bouaziz, A. (2014). An artificial bee colony algorithm for image contrast enhancement.
Swarm and Evolutionary Computation, 16, 69–84.
Feo, T. A., & Resende, M. G. C. (1989). A probabilistic heuristic for a computationally difficult set
covering problem. Operations Research Letters, 8(2), 67–71.
Feo, T. A., & Resende, M. G. C. (1995). Greedy randomized adaptive search procedures. Journal of
Global Optimization, 6(2), 109–133.
Fornarelli, G., & Giaquinto, A. (2013). An unsupervised multi-swarm clustering technique for image
segmentation. Swarm and Evolutionary Computation, 11, 31–45.
Garai, G., & Chaudhurii, B. B. (2013). A novel hybrid genetic algorithm with Tabu search for optimizing
multi-dimensional functions and point pattern recognition. Information Sciences, 221, 28–48.
Ghazvini, F. J., & Dupont, L. (1998). Minimizing mean flow times criteria on a single batch processing
machine with non-identical jobs sizes. International Journal of Production Economics, 55(3), 273–
280.
Graham, R. L., Lawler, E. L., Lenstra, J. K., & Kan, A. H. G. R. (1979). Optimization and approximation
in deterministic sequencing and scheduling: a survey. Annals of Discrete Mathematics, 5, 287–326.
Hanssmann, F., & Hess, S. W. (1960). A linear programming approach to production and employment
scheduling. Management Science, (1), 46–51.
Hochbaum, D. S., & Landy, D. (1997). Scheduling semiconductor burn-in operations to minimize total
flowtime. Operations Research, 45(6), 874–885.
50
Holland, J. H. (1975). Adaptation in natural and artificial systems: an introductory analysis with
applications to biology, control, and artificial intelligence. U Michigan Press.
Ikura, Y., & Gimple, M. (1986). Efficient scheduling algorithms for a single batch processing machine.
Operations Research Letters, 5(2), 61–65.
Jolai, F. (2005). Minimizing number of tardy jobs on a batch processing machine with incompatible job
families. European Journal of Operational Research, 162(1), 184–190.
Kennedy, J., & Eberhart, R. C. (1995). Particle swarm optimization. In Proceedings of IEEE
International Conference on Neural Networks (Vol. 4, pp. 1942–1948).
Kirkpatrick, S., & Vecchi, M. P. (1983). Optimization by simmulated annealing. Science, 220(4598),
671–680.
Laguna, M., & Marti, R. (1999). GRASP and path relinking for 2-layer straight line crossing
minimization. INFORMS Journal on Computing, 11(1), 44–52.
Lee, C.-Y. (1999). Minimizing makespan on a single batch processing machine with dynamic job arrivals.
International Journal of Production Research, 37(1), 219–236.
Lee, C.-Y., Uzsoy, R., & Martin-Vega, L. A. (1992). Efficient algorithms for scheduling semiconductor
burn-in operations. Operations Research, 40(4), 764–775.
Lenstra, J. K., Kan, A. H. G. R., & Brucker, P. (1977). Complexity of machine scheduling problems.
Annals of Discrete Mathematics, 1, 343–362.
Leung, J. Y. T. (2004). Handbook of scheduling: algorithms, models, and performance analysis. CRC
Press.
Li, C.-L., & Lee, C.-Y. (1997). Scheduling with agreeable release times and due dates on a batch
processing machine. European Journal of Operational Research, 96(3), 564–569.
Liu, H.-C., & Huang, J.-S. (1998). Pattern recognition using evolution algorithms with fast simulated
annealing. Pattern Recognition Letters, 19(5), 403–413.
Liu, L., & Zhang, F. (2008). Minimizing Number of Tardy Jobs on a Batch Processing Machine with
Incompatible Job Families. 2008 ISECS International Colloquium on Computing, Communication,
Control, and Management. http://doi.org/10.1109/CCCM.2008.107
M’Hallah, R., & Bulfin, R. L. (2007). Minimizing the weighted number of tardy jobs on a single machine
with release dates. European Journal of Operational Research, 176(2), 727–744.
Mahdavi Mazdeh, M., Hamidinia, A., & Karamouzian, A. (2011). A mathematical model for weighted
51
tardy jobs scheduling problem with a batched delivery system. International Journal of Industrial
Engineering Computations, 2(3), 491–498.
Manjeshwar, P. K., Damodaran, P., & Srihari, K. (2009). Minimizing makespan in a flow shop with two
batch-processing machines using simulated annealing. Robotics and Computer-Integrated
Manufacturing, 25(3), 667–679.
Melouk, S., Damodaran, P., & Chang, P.-Y. (2004). Minimizing makespan for single machine batch
processing with non-identical job sizes using simulated annealing. International Journal of
Production Economics, 87(2), 141–147.
Mokoto, E. (1999). Scheduling to minimize the makespan on identical parallel machines: An LP-based
algorithm. Investigacion Operative, 97–107.
Moore, J. M. (1968). An n job, one machine sequencing algorithm for minimizing the number of late
jobs. Management Science, 15(1), 102–109.
Mucherino, A., & Seref, O. (2007). Monkey search: a novel metaheuristic search for global optimization.
In Data Mining, Systems Analysis and Optimization in Biomedicine (Vol. 953, pp. 162–173). AIP
Publishing.
Ourari, S., Briand, C., & Bouzouiac, B. (n.d.). A MIP approach for the minimization of the number of late
jobs in single machine scheduling.
Ozturk, O., Espinouse, M.-L., Di Mascolo, M., & Gouin, A. (2010). Optimizing the makespan of washing
operations of medical devices in hospital sterilization services. In Health Care Management
(WHCM), 2010 IEEE Workshop on (pp. 1–6). IEEE.
Ozturk, O., Espinouse, M.-L., Mascolo, M., & Gouin, A. (2012). Makespan minimisation on parallel
batch processing machines with non-identical job sizes and release dates. International Journal of
Production Research, 50(20), 6022–6035.
Perez, I. C., Fowler, J. W., & Carlyle, W. M. (2005). Minimizing total weighted tardiness on a single
batch process machine with incompatible job families. Computers & Operations Research, 32(2),
327–341.
Péridy, L., Pinson, E., & Rivreau, D. (2003). Using short-term memory to minimize the weighted number
of late jobs on a single machine. European Journal of Operational Research, 148(3), 591–603.
Phojanamongkolkij, N., Fowler, J. W., & Cochran, J. K. (2002). Determining operating criterion of batch
processing operations for wafer fabrication. Journal of Manufacturing Systems, 21(5), 363–379.

52
Pinedo, M. L. (2012). Scheduling: theory, algorithms, and systems. Springer Science & Business Media.
Potts, C. N., & Kovalyov, M. Y. (2000). Scheduling with batching: a review. European Journal of
Operational Research, 120(2), 228–249.
Resendel, M. G. C., & Ribeiro, C. C. (2005). GRASP with path relinking: Recent advances and
applications. In Metaheuristics: progress as real problem solvers (pp. 29–63). Springer.
Resende, M. G. C., & Ribeiro, C. C. (2014). GRASP: greedy randomized adaptive search procedures. In
Search methodologies (pp. 287–312). Springer.
Sevaux, M., & Dauzère-Pérès, S. (2003). Genetic algorithms to minimize the weighted number of late
jobs on a single machine. European Journal of Operational Research, 151(2), 296–306.
Shim, S.-O., & Kim, Y.-D. (2008). A branch and bound algorithm for an identical parallel machine
scheduling problem with a job splitting property. Computers & Operations Research, 35(3), 863–
875.
Sivrikaya-Şerifoǧlu, F., & Ulusoy, G. (1999). Parallel machine scheduling with earliness and tardiness
penalties. Computers & Operations Research, 26(8), 773–787.
Soltani, R., Jolai, F., & Zandieh, M. (2010). Two robust meta-heuristics for scheduling multiple job
classes on a single machine with multiple criteria. Expert Systems with Applications, 37(8), 5951–
5959.
Sung, C. S., & Choung, Y. I. (2000). Minimizing makespan on a single burn-in oven in semiconductor
manufacturing. European Journal of Operational Research, 120(3), 559–574.
SUNG, C. S., & YOON, S. H. (1997). Minimizing maximum completion time in a two-batch-processing-
machine flowshop with dynamic arrivals allowed. Engineering Optimization+ A35, 28(3), 231–243.
Uzsoy, R. (1994). Scheduling a single batch processing machine with non-identical job sizes. THE
INTERNATIONAL JOURNAL OF PRODUCTION RESEARCH, 32(7), 1615–1635.
Vélez-Gallego, M. C., Damodaran, P., & Rodríguez, M. (2011). MAKESPAN MINIMIZATION ON A
SINGLE BATCH PROCESSING MACHINE WITH UNEQUAL JOB READY TIMES.
International Journal of Industrial Engineering, 18(10).
Xu, S., & Bean, J. C. (2007). A genetic algorithm for scheduling parallel non-identical batch processing
machines. In Computational Intelligence in Scheduling, 2007. SCIS’07. IEEE Symposium on (pp.
143–150). IEEE.

APPENDIX A: GRASP, CPLEX and Construction Phase

54
Table 8: Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.2
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number
of
Tardy
Jobs
GAP%
Run
Time Number of Tardy Jobs
Number of
Jobs Run Time
1 5 4 0.00% 0.13 4 4 3.1476
2 5 4 25.00% 0.12 4 4 3.4401
3 5 4 0.00% 0.03 5 4 2.6832
4 5 4 25.00% 0.05 4 4 3.1111
5 5 4 25.00% 0.11 4 4 3.2508
6 5 4 25.00% 0.05 4 4 3.4652
7 5 3 0.00% 0.05 3 3 3.1104
8 5 3 0.00% 0.14 3 3 3.0956
9 5 3 0.00% 0.03 4 3 3.0938
10 5 4 0.00% 0.13 4 4 2.8699
11 7 6 0.00% 0.14 6 6 4.4075
12 7 4 0.00% 0.12 5 4 4.6622
13 7 4 25.00% 0.05 4 4 4.724
14 7 5 60.00% 0.05 5 5 4.4536
15 7 6 0.00% 0.05 7 6 4.0111
16 7 4 25.00% 0.06 4 4 4.0829
17 7 5 40.00% 0.05 5 5 4.5108
18 7 5 60.00% 0.09 5 5 5.0636
19 7 6 0.00% 0.02 6 6 3.8767
20 7 5 40.00% 0.06 5 5 4.9873
21 9 7 28.57% 0.08 7 7 6.6747
22 9 7 0.00% 0.14 8 7 6.5825
23 9 6 33.33% 0.06 6 6 6.6997
24 9 6 33.33% 0.08 7 6 7.2739
25 9 5 40.00% 0.14 5 5 6.2386
26 9 4 50.00% 0.13 4 4 4.9547
27 9 7 28.57% 0.09 8 7 6.995
28 9 6 33.33% 0.11 6 6 7.1937
29 9 7 28.57% 0.13 9 7 7.9524
30 9 5 40.00% 21.9 6 5 5.3363
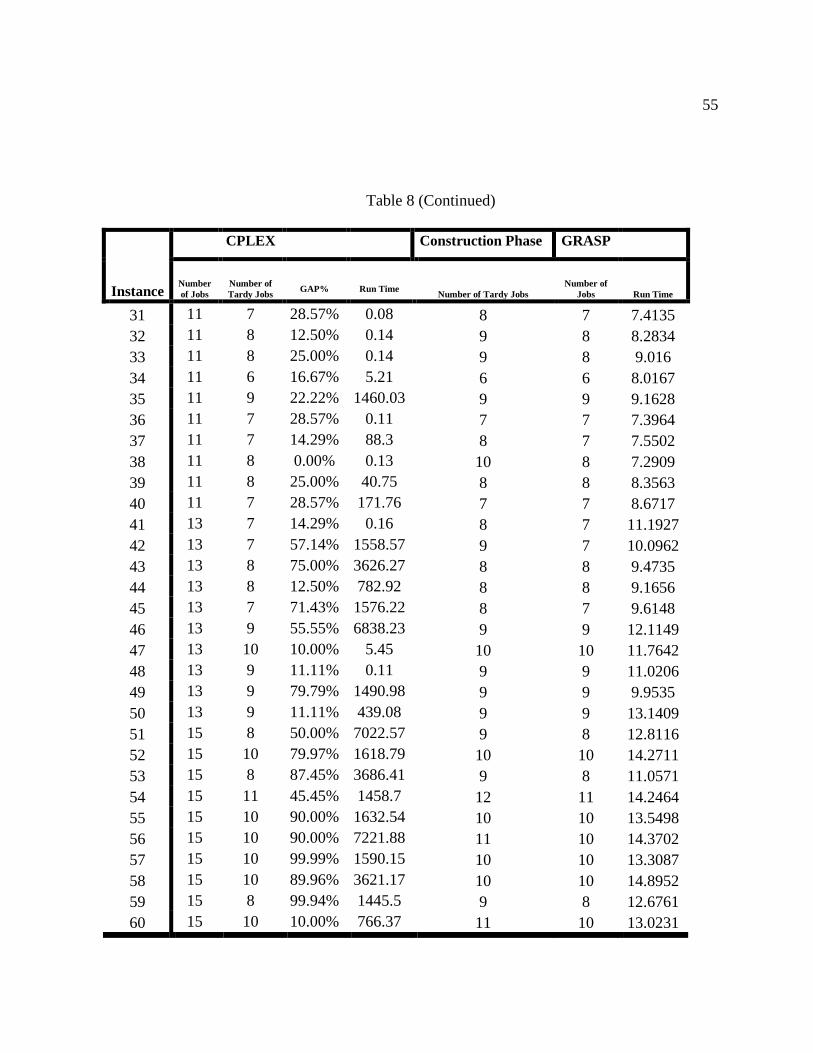
55
Table 8 (Continued)
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
31 11 7 28.57% 0.08 8 7 7.4135
32 11 8 12.50% 0.14 9 8 8.2834
33 11 8 25.00% 0.14 9 8 9.016
34 11 6 16.67% 5.21 6 6 8.0167
35 11 9 22.22% 1460.03 9 9 9.1628
36 11 7 28.57% 0.11 7 7 7.3964
37 11 7 14.29% 88.3 8 7 7.5502
38 11 8 0.00% 0.13 10 8 7.2909
39 11 8 25.00% 40.75 8 8 8.3563
40 11 7 28.57% 171.76 7 7 8.6717
41 13 7 14.29% 0.16 8 7 11.1927
42 13 7 57.14% 1558.57 9 7 10.0962
43 13 8 75.00% 3626.27 8 8 9.4735
44 13 8 12.50% 782.92 8 8 9.1656
45 13 7 71.43% 1576.22 8 7 9.6148
46 13 9 55.55% 6838.23 9 9 12.1149
47 13 10 10.00% 5.45 10 10 11.7642
48 13 9 11.11% 0.11 9 9 11.0206
49 13 9 79.79% 1490.98 9 9 9.9535
50 13 9 11.11% 439.08 9 9 13.1409
51 15 8 50.00% 7022.57 9 8 12.8116
52 15 10 79.97% 1618.79 10 10 14.2711
53 15 8 87.45% 3686.41 9 8 11.0571
54 15 11 45.45% 1458.7 12 11 14.2464
55 15 10 90.00% 1632.54 10 10 13.5498
56 15 10 90.00% 7221.88 11 10 14.3702
57 15 10 99.99% 1590.15 10 10 13.3087
58 15 10 89.96% 3621.17 10 10 14.8952
59 15 8 99.94% 1445.5 9 8 12.6761
60 15 10 10.00% 766.37 11 10 13.0231
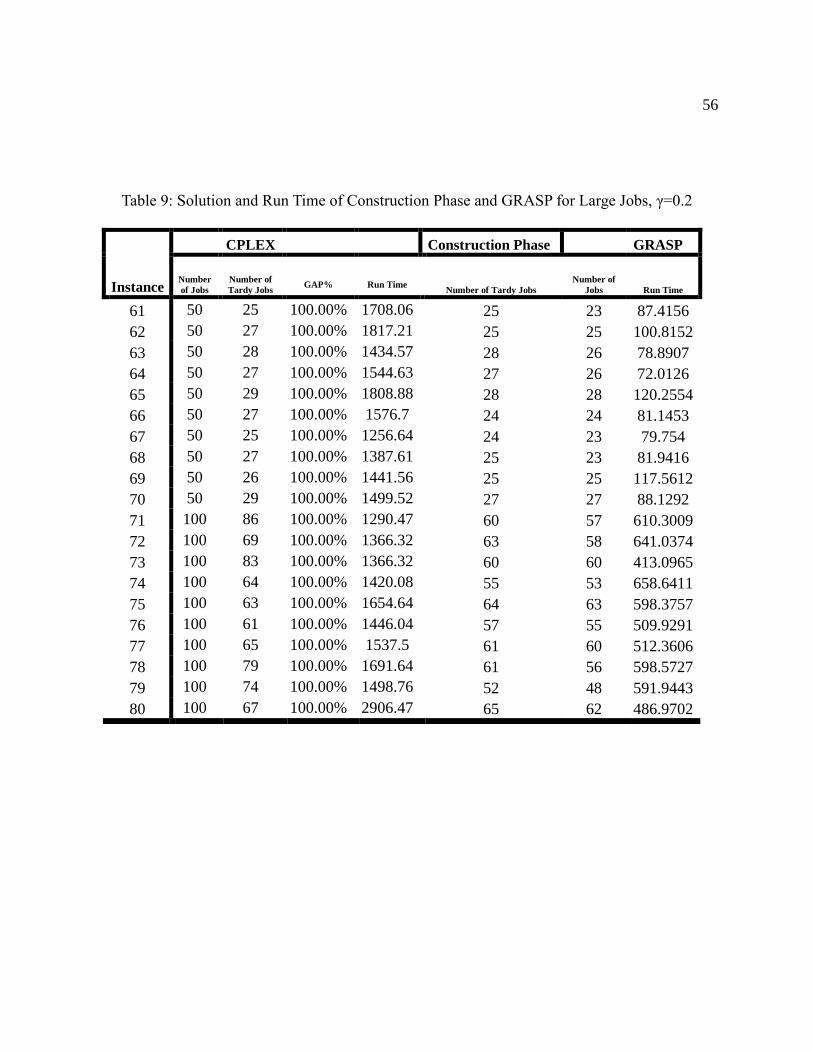
56
Table 9: Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.2
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
61 50 25 100.00% 1708.06 25 23 87.4156
62 50 27 100.00% 1817.21 25 25 100.8152
63 50 28 100.00% 1434.57 28 26 78.8907
64 50 27 100.00% 1544.63 27 26 72.0126
65 50 29 100.00% 1808.88 28 28 120.2554
66 50 27 100.00% 1576.7 24 24 81.1453
67 50 25 100.00% 1256.64 24 23 79.754
68 50 27 100.00% 1387.61 25 23 81.9416
69 50 26 100.00% 1441.56 25 25 117.5612
70 50 29 100.00% 1499.52 27 27 88.1292
71 100 86 100.00% 1290.47 60 57 610.3009
72 100 69 100.00% 1366.32 63 58 641.0374
73 100 83 100.00% 1366.32 60 60 413.0965
74 100 64 100.00% 1420.08 55 53 658.6411
75 100 63 100.00% 1654.64 64 63 598.3757
76 100 61 100.00% 1446.04 57 55 509.9291
77 100 65 100.00% 1537.5 61 60 512.3606
78 100 79 100.00% 1691.64 61 56 598.5727
79 100 74 100.00% 1498.76 52 48 591.9443
80 100 67 100.00% 2906.47 65 62 486.9702
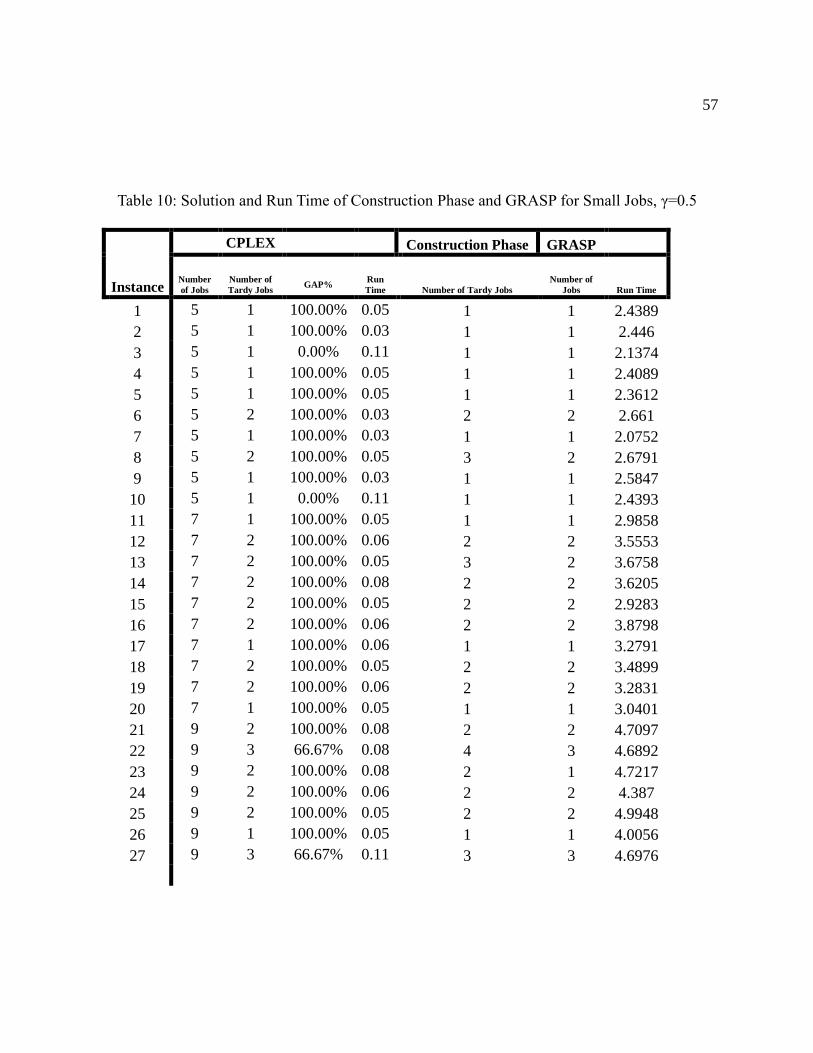
57
Table 10: Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.5
CPLEX
Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run
Time Number of Tardy Jobs Number of
Jobs Run Time
1 5 1 100.00% 0.05 1 1 2.4389
2 5 1 100.00% 0.03 1 1 2.446
3 5 1 0.00% 0.11 1 1 2.1374
4 5 1 100.00% 0.05 1 1 2.4089
5 5 1 100.00% 0.05 1 1 2.3612
6 5 2 100.00% 0.03 2 2 2.661
7 5 1 100.00% 0.03 1 1 2.0752
8 5 2 100.00% 0.05 3 2 2.6791
9 5 1 100.00% 0.03 1 1 2.5847
10 5 1 0.00% 0.11 1 1 2.4393
11 7 1 100.00% 0.05 1 1 2.9858
12 7 2 100.00% 0.06 2 2 3.5553
13 7 2 100.00% 0.05 3 2 3.6758
14 7 2 100.00% 0.08 2 2 3.6205
15 7 2 100.00% 0.05 2 2 2.9283
16 7 2 100.00% 0.06 2 2 3.8798
17 7 1 100.00% 0.06 1 1 3.2791
18 7 2 100.00% 0.05 2 2 3.4899
19 7 2 100.00% 0.06 2 2 3.2831
20 7 1 100.00% 0.05 1 1 3.0401
21 9 2 100.00% 0.08 2 2 4.7097
22 9 3 66.67% 0.08 4 3 4.6892
23 9 2 100.00% 0.08 2 1 4.7217
24 9 2 100.00% 0.06 2 2 4.387
25 9 2 100.00% 0.05 2 2 4.9948
26 9 1 100.00% 0.05 1 1 4.0056
27 9 3 66.67% 0.11 3 3 4.6976
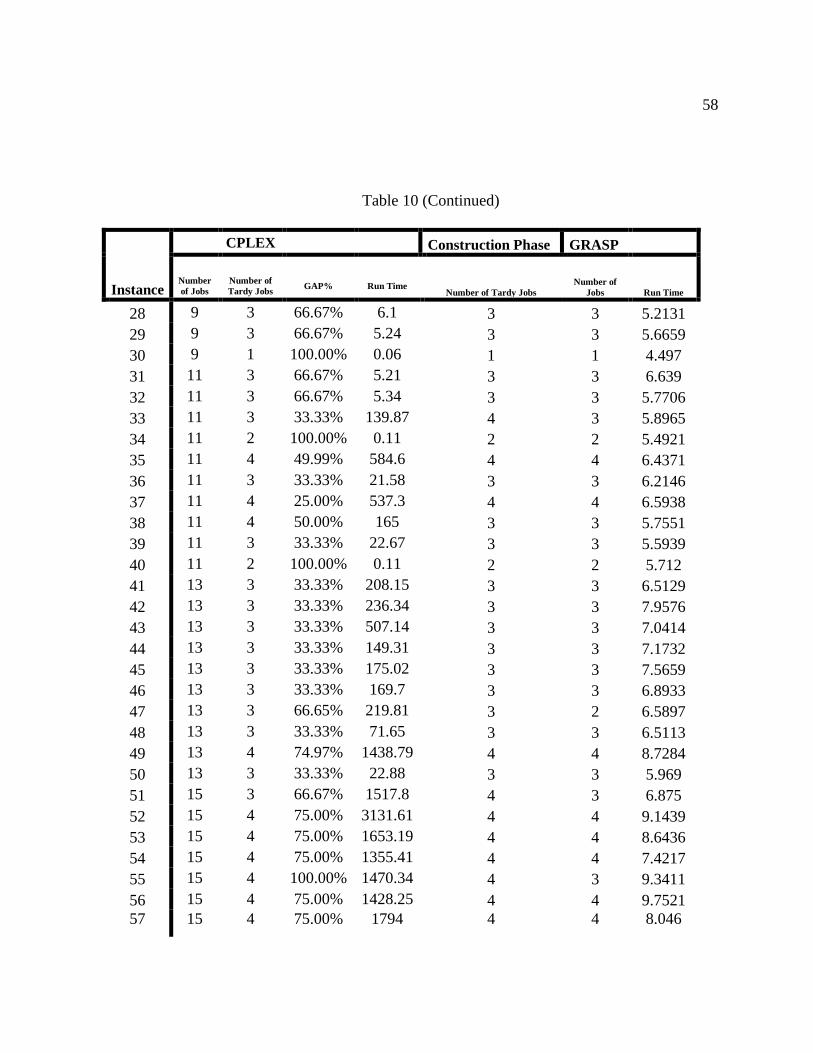
58
Table 10 (Continued)
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
28 9 3 66.67% 6.1 3 3 5.2131
29 9 3 66.67% 5.24 3 3 5.6659
30 9 1 100.00% 0.06 1 1 4.497
31 11 3 66.67% 5.21 3 3 6.639
32 11 3 66.67% 5.34 3 3 5.7706
33 11 3 33.33% 139.87 4 3 5.8965
34 11 2 100.00% 0.11 2 2 5.4921
35 11 4 49.99% 584.6 4 4 6.4371
36 11 3 33.33% 21.58 3 3 6.2146
37 11 4 25.00% 537.3 4 4 6.5938
38 11 4 50.00% 165 3 3 5.7551
39 11 3 33.33% 22.67 3 3 5.5939
40 11 2 100.00% 0.11 2 2 5.712
41 13 3 33.33% 208.15 3 3 6.5129
42 13 3 33.33% 236.34 3 3 7.9576
43 13 3 33.33% 507.14 3 3 7.0414
44 13 3 33.33% 149.31 3 3 7.1732
45 13 3 33.33% 175.02 3 3 7.5659
46 13 3 33.33% 169.7 3 3 6.8933
47 13 3 66.65% 219.81 3 2 6.5897
48 13 3 33.33% 71.65 3 3 6.5113
49 13 4 74.97% 1438.79 4 4 8.7284
50 13 3 33.33% 22.88 3 3 5.969
51 15 3 66.67% 1517.8 4 3 6.875
52 15 4 75.00% 3131.61 4 4 9.1439
53 15 4 75.00% 1653.19 4 4 8.6436
54 15 4 75.00% 1355.41 4 4 7.4217
55 15 4 100.00% 1470.34 4 3 9.3411
56 15 4 75.00% 1428.25 4 4 9.7521
57 15 4 75.00% 1794 4 4 8.046

59
Table 10 (Continued)
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
58 15 4 75.00% 1795.93 4 4 10.5381
59 15 4 50.00% 1718.29 4 4 10.4169
60 15 3 66.67% 1453.17 3 3 7.4068
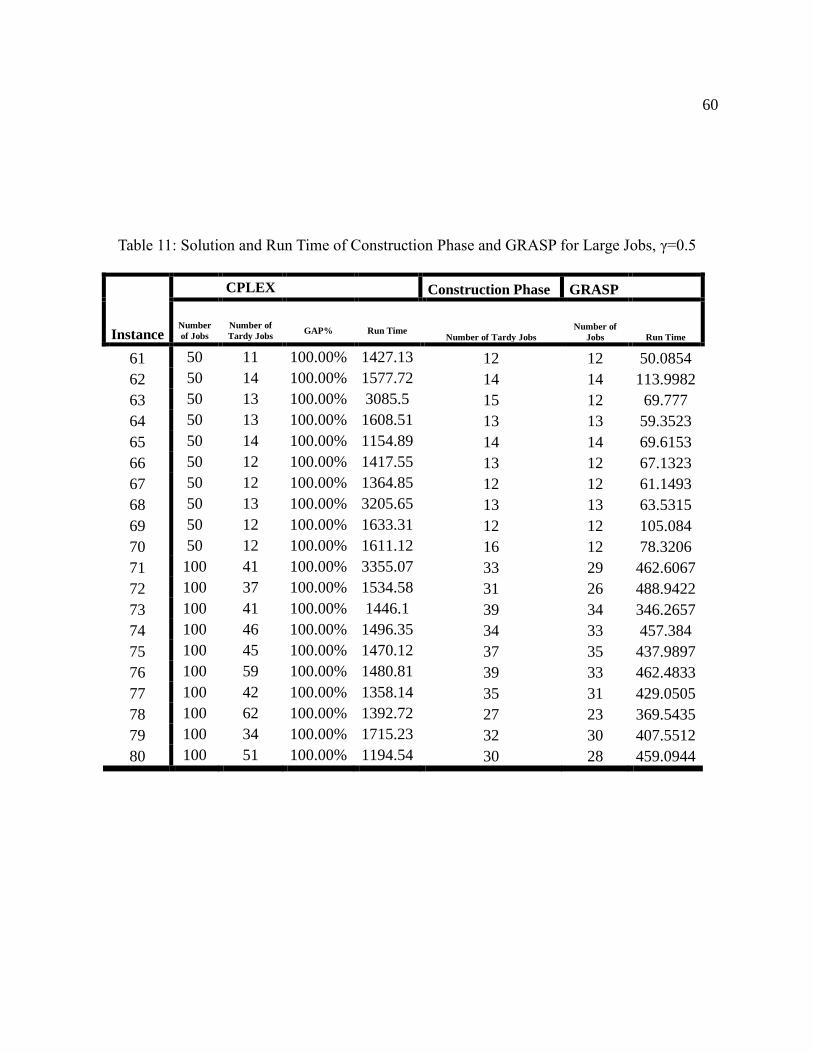
60
Table 11: Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.5
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
61 50 11 100.00% 1427.13 12 12 50.0854
62 50 14 100.00% 1577.72 14 14 113.9982
63 50 13 100.00% 3085.5 15 12 69.777
64 50 13 100.00% 1608.51 13 13 59.3523
65 50 14 100.00% 1154.89 14 14 69.6153
66 50 12 100.00% 1417.55 13 12 67.1323
67 50 12 100.00% 1364.85 12 12 61.1493
68 50 13 100.00% 3205.65 13 13 63.5315
69 50 12 100.00% 1633.31 12 12 105.084
70 50 12 100.00% 1611.12 16 12 78.3206
71 100 41 100.00% 3355.07 33 29 462.6067
72 100 37 100.00% 1534.58 31 26 488.9422
73 100 41 100.00% 1446.1 39 34 346.2657
74 100 46 100.00% 1496.35 34 33 457.384
75 100 45 100.00% 1470.12 37 35 437.9897
76 100 59 100.00% 1480.81 39 33 462.4833
77 100 42 100.00% 1358.14 35 31 429.0505
78 100 62 100.00% 1392.72 27 23 369.5435
79 100 34 100.00% 1715.23 32 30 407.5512
80 100 51 100.00% 1194.54 30 28 459.0944
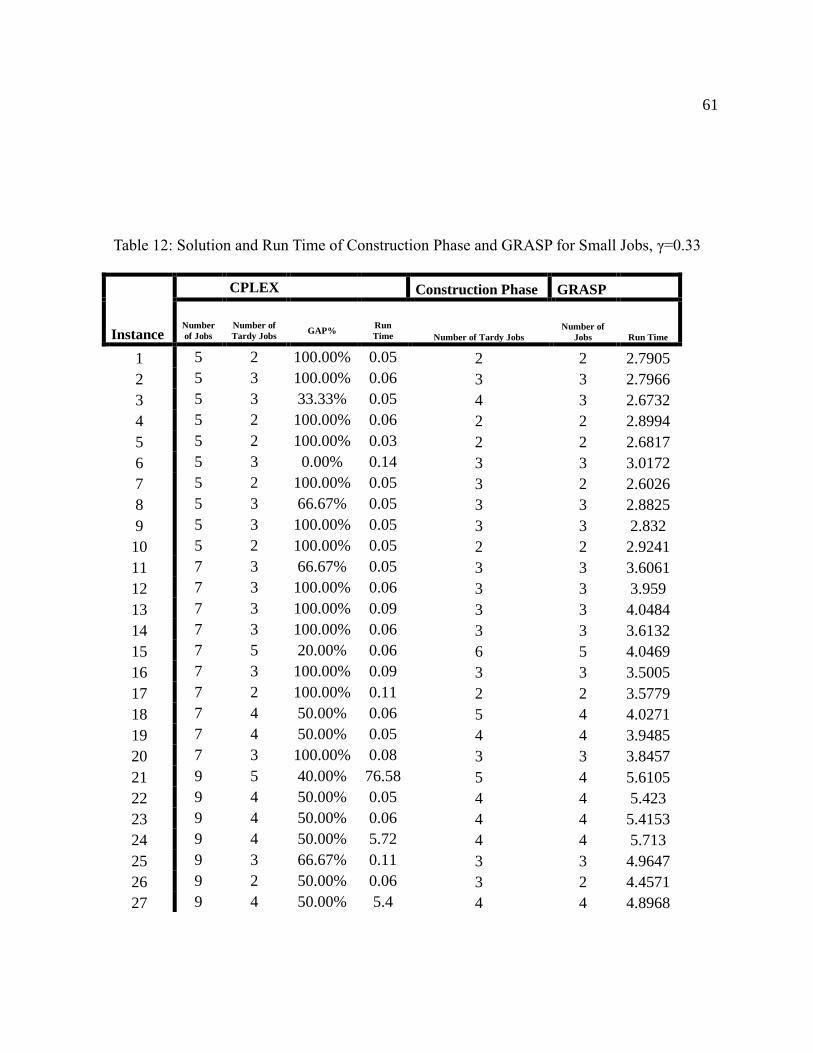
61
Table 12: Solution and Run Time of Construction Phase and GRASP for Small Jobs, γ=0.33
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run
Time Number of Tardy Jobs Number of
Jobs Run Time
1 5 2 100.00% 0.05 2 2 2.7905
2 5 3 100.00% 0.06 3 3 2.7966
3 5 3 33.33% 0.05 4 3 2.6732
4 5 2 100.00% 0.06 2 2 2.8994
5 5 2 100.00% 0.03 2 2 2.6817
6 5 3 0.00% 0.14 3 3 3.0172
7 5 2 100.00% 0.05 3 2 2.6026
8 5 3 66.67% 0.05 3 3 2.8825
9 5 3 100.00% 0.05 3 3 2.832
10 5 2 100.00% 0.05 2 2 2.9241
11 7 3 66.67% 0.05 3 3 3.6061
12 7 3 100.00% 0.06 3 3 3.959
13 7 3 100.00% 0.09 3 3 4.0484
14 7 3 100.00% 0.06 3 3 3.6132
15 7 5 20.00% 0.06 6 5 4.0469
16 7 3 100.00% 0.09 3 3 3.5005
17 7 2 100.00% 0.11 2 2 3.5779
18 7 4 50.00% 0.06 5 4 4.0271
19 7 4 50.00% 0.05 4 4 3.9485
20 7 3 100.00% 0.08 3 3 3.8457
21 9 5 40.00% 76.58 5 4 5.6105
22 9 4 50.00% 0.05 4 4 5.423
23 9 4 50.00% 0.06 4 4 5.4153
24 9 4 50.00% 5.72 4 4 5.713
25 9 3 66.67% 0.11 3 3 4.9647
26 9 2 50.00% 0.06 3 2 4.4571
27 9 4 50.00% 5.4 4 4 4.8968
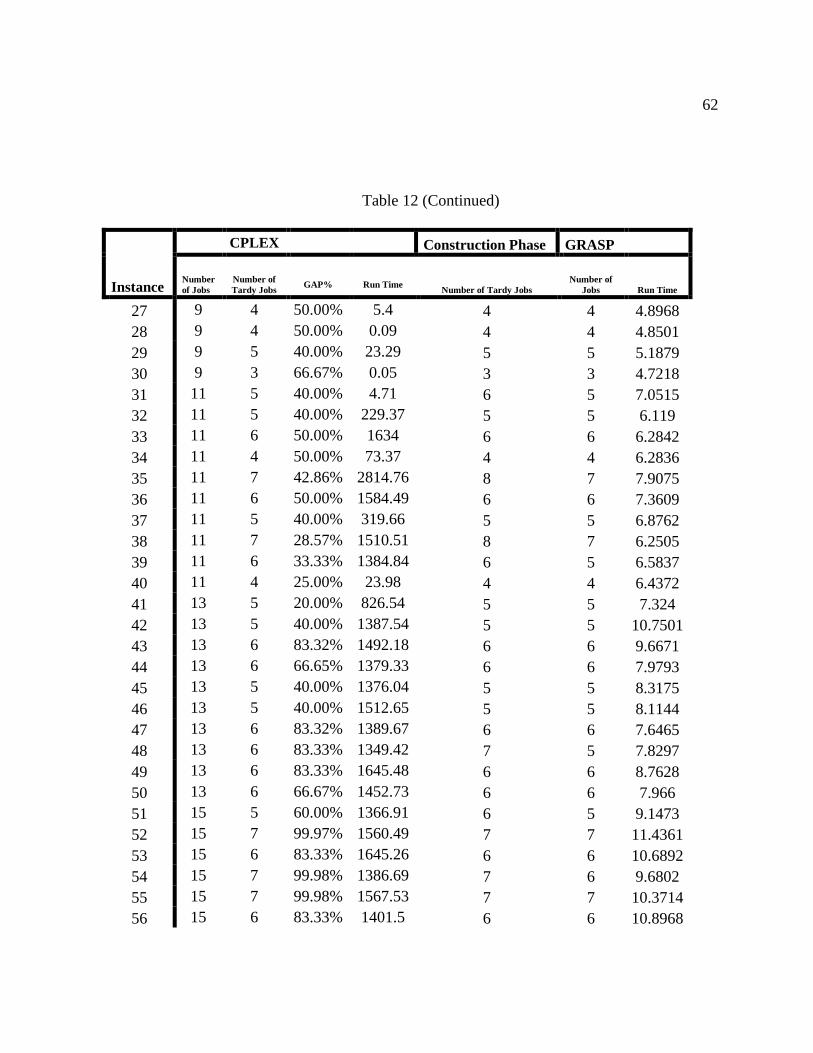
62
Table 12 (Continued)
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
27 9 4 50.00% 5.4 4 4 4.8968
28 9 4 50.00% 0.09 4 4 4.8501
29 9 5 40.00% 23.29 5 5 5.1879
30 9 3 66.67% 0.05 3 3 4.7218
31 11 5 40.00% 4.71 6 5 7.0515
32 11 5 40.00% 229.37 5 5 6.119
33 11 6 50.00% 1634 6 6 6.2842
34 11 4 50.00% 73.37 4 4 6.2836
35 11 7 42.86% 2814.76 8 7 7.9075
36 11 6 50.00% 1584.49 6 6 7.3609
37 11 5 40.00% 319.66 5 5 6.8762
38 11 7 28.57% 1510.51 8 7 6.2505
39 11 6 33.33% 1384.84 6 5 6.5837
40 11 4 25.00% 23.98 4 4 6.4372
41 13 5 20.00% 826.54 5 5 7.324
42 13 5 40.00% 1387.54 5 5 10.7501
43 13 6 83.32% 1492.18 6 6 9.6671
44 13 6 66.65% 1379.33 6 6 7.9793
45 13 5 40.00% 1376.04 5 5 8.3175
46 13 5 40.00% 1512.65 5 5 8.1144
47 13 6 83.32% 1389.67 6 6 7.6465
48 13 6 83.33% 1349.42 7 5 7.8297
49 13 6 83.33% 1645.48 6 6 8.7628
50 13 6 66.67% 1452.73 6 6 7.966
51 15 5 60.00% 1366.91 6 5 9.1473
52 15 7 99.97% 1560.49 7 7 11.4361
53 15 6 83.33% 1645.26 6 6 10.6892
54 15 7 99.98% 1386.69 7 6 9.6802
55 15 7 99.98% 1567.53 7 7 10.3714
56 15 6 83.33% 1401.5 6 6 10.8968
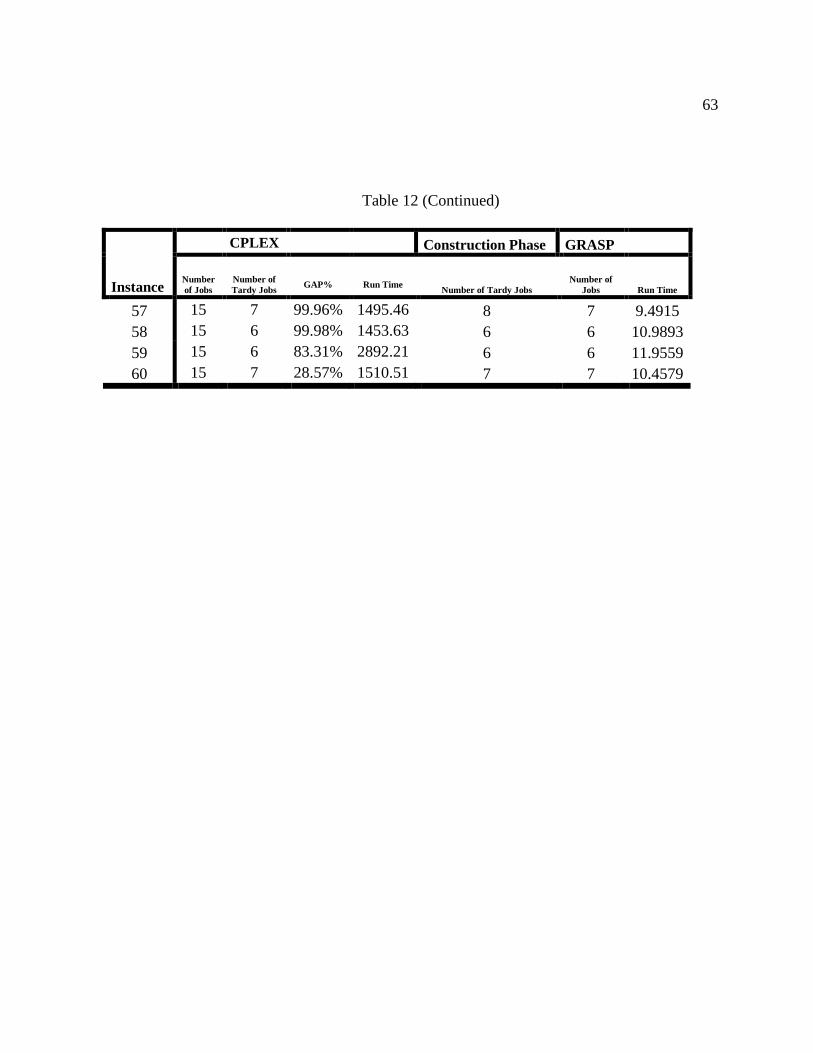
63
Table 12 (Continued)
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
57 15 7 99.96% 1495.46 8 7 9.4915
58 15 6 99.98% 1453.63 6 6 10.9893
59 15 6 83.31% 2892.21 6 6 11.9559
60 15 7 28.57% 1510.51 7 7 10.4579
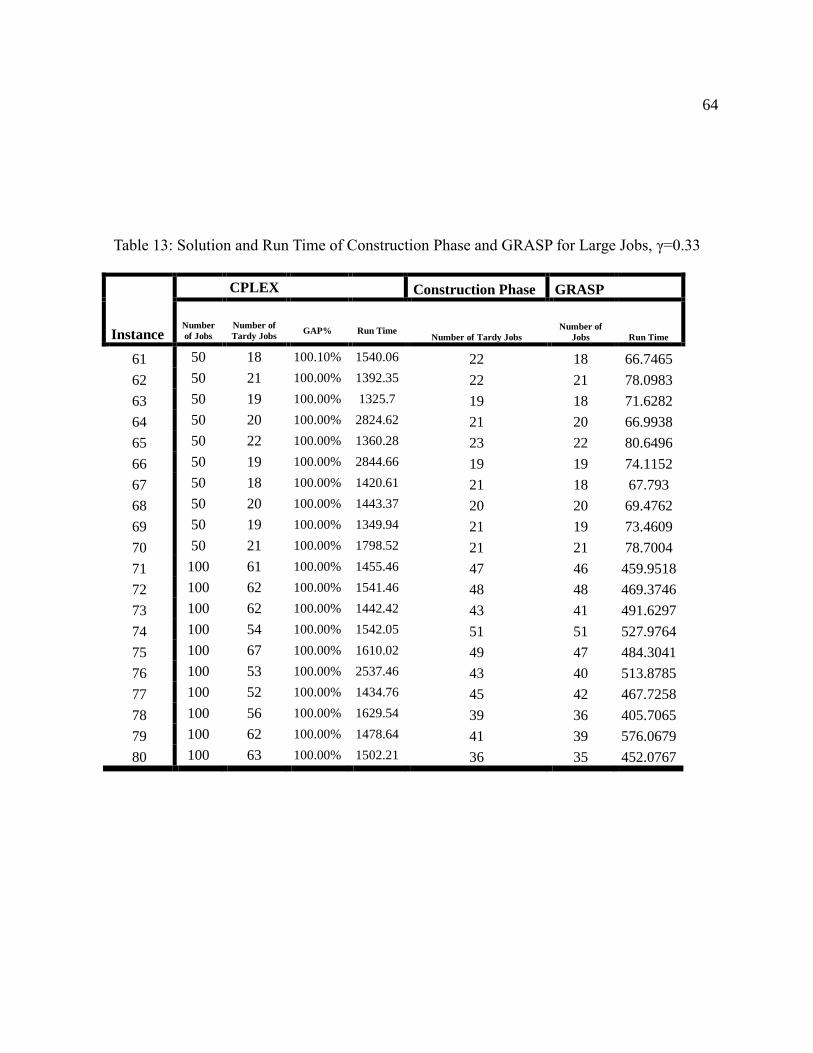
64
Table 13: Solution and Run Time of Construction Phase and GRASP for Large Jobs, γ=0.33
CPLEX Construction Phase GRASP
Instance
Number
of Jobs
Number of
Tardy Jobs
GAP%
Run Time
Number of Tardy Jobs Number of
Jobs Run Time
61 50 18 100.10% 1540.06 22 18 66.7465
62 50 21 100.00% 1392.35 22 21 78.0983
63 50 19 100.00% 1325.7 19 18 71.6282
64 50 20 100.00% 2824.62 21 20 66.9938
65 50 22 100.00% 1360.28 23 22 80.6496
66 50 19 100.00% 2844.66 19 19 74.1152
67 50 18 100.00% 1420.61 21 18 67.793
68 50 20 100.00% 1443.37 20 20 69.4762
69 50 19 100.00% 1349.94 21 19 73.4609
70 50 21 100.00% 1798.52 21 21 78.7004
71 100 61 100.00% 1455.46 47 46 459.9518
72 100 62 100.00% 1541.46 48 48 469.3746
73 100 62 100.00% 1442.42 43 41 491.6297
74 100 54 100.00% 1542.05 51 51 527.9764
75 100 67 100.00% 1610.02 49 47 484.3041
76 100 53 100.00% 2537.46 43 40 513.8785
77 100 52 100.00% 1434.76 45 42 467.7258
78 100 56 100.00% 1629.54 39 36 405.7065
79 100 62 100.00% 1478.64 41 39 576.0679
80 100 63 100.00% 1502.21 36 35 452.0767