a tabu search approach to cellular manufacturing systems
TRANSCRIPT
This article was downloaded by: [Tufts University]On: 05 October 2014, At: 16:28Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: MortimerHouse, 37-41 Mortimer Street, London W1T 3JH, UK
Production Planning & Control: The Managementof OperationsPublication details, including instructions for authors and subscriptioninformation:http://www.tandfonline.com/loi/tppc20
A tabu search approach to cellularmanufacturing systemsGodfrey C. Onwubolu & Victor SongorePublished online: 15 Nov 2010.
To cite this article: Godfrey C. Onwubolu & Victor Songore (2000) A tabu search approach to cellularmanufacturing systems, Production Planning & Control: The Management of Operations, 11:2, 153-164, DOI:10.1080/095372800232351
To link to this article: http://dx.doi.org/10.1080/095372800232351
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”)contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensorsmake no representations or warranties whatsoever as to the accuracy, completeness, or suitabilityfor any purpose of the Content. Any opinions and views expressed in this publication are the opinionsand views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy ofthe Content should not be relied upon and should be independently verified with primary sourcesof information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings,demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arisingdirectly or indirectly in connection with, in relation to or arising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Any substantial orsystematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distributionin any form to anyone is expressly forbidden. Terms & Conditions of access and use can be found athttp://www.tandfonline.com/page/terms-and-conditions

PRODUCTION PLANNING & CONTROL, 2000, VOL. 11, NO. 2, 153 ± 164
A tabu search approach to cellular manufacturingsystems
GODFREY C. ONWUBOLU and VICTOR SONGORE
Keywords group technology, cellular manufacturing, meta-heuristics, tabu search.
Abstract. A tabu search metaheuristic-based cell formationprocedure is presented in this paper. The cell formationproblem solved here is to group machines and part-familiessimultaneously into cells so that intercellular movements areminimized. An option for considering the minimization of cellload variation is included and another which combines mini-mization of intercellular movements and cell load variationexists. The algorithm solves this problem through improving acell con® guration using the tabu search metaheuristic. Thedesigner is allowed to specify the number of cells required apriori and impose lower and upper bounds on cell size. Thismakes the tabu search scheme ¯ exible for solving the cell for-mation problems. The solution procedure was found to perform
well on tested large-scale problems and published data sets. theresults of computational tests presented are very encouraging.
1. Introduction
Batch manufacturing produces a variety of di� erentparts and accounts for over 50% of all manufacturingactivities (Chevalier 1984) , while at least three-quartersof all such parts are produced in batches of less than 50units (Groover 1987) . This large variety of parts andsmall batch sizes leads to manufacturing ine� cienciese.g. ine� cient use of design data, inaccuracies in produc-tion planning and cost estimation, poor work-¯ ow, hightooling cost, high set-up cost, large work-in-progress
Authors: Victor Songore, Olivine Industries, P.O. Box 797, Harare, and Godfrey C. Onwubolu,Department of Industrial Engineering, National University of Science and Technology, P.O. BoxAC 939, Bulawayo, Zimbabwe.
V ICTOR SONGORE is an Industrial Engineer with Olivine Industries, Harare. He holds a BEng inIndustrial Engineering from the National University of Science and Technology, Zimbabwe. Hisresearch interest is in manufacturing systems simulation and scheduling using tabu search.
GODFREY C. ONW UBOL U is chairman of the Industrial Engineering Department at the NationalUniversity of Science and Technology, Bulawayo, in Zimbabwe. He obtained a BEng fromUniversity of Benin, an MSc and PhD from the University of Aston in Birmingham, UK. Hehas worked in the manufacturing industry and was a Visiting Fellow at the WarwickManufacturing Group in 1992/1993. He was also a Visiting Professor at the UNISA GraduateSchool of Business Leadership in 1998 where he taught operations management. ProfessorOnwubolu’s current areas of research interest are the application of metaheuristics, e.g. simulatedannealing, tabu search, genetic algorithms, neural networks and ant-systems to industrial problemsin operations management and manufacturing systems implementation. He also works in the areaof computer integrated manufacturing (CIM). He has developed the similarity order clustering ’technique for the cell formation problem. He is a Chartered Engineer, a Chartered InformationSystems Engineer, a member of the Institute of Industrial Engineers (USDA) and the BritishComputer Society.
Production Planning & Control ISSN 0953± 7287 print/ISSN 1366± 5871 online # 2000 Taylor & Francis Ltdhttp://www.tandf.co.uk/journals/tf/09537287.html
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

inventories and delivery logistics problems. The conceptof group technology (GT) emerged to remedy these prob-lems. Cellular manufacturing , which is an application ofGT to manufacturing is a manufacturing strategy to gainadvantage in the global competition by reducing manu-facturing costs, improving quality and by reducing thecustomer delivery lead time of products in a high variety,moderate demand environment.
There are three di� erent GT cell formation models,namely standard, generalized and metaheuristic model.
1.1. Standard cell formation models
Standard cell formation models ignore many manu-facturing factors and only consider machining operationsof parts, so that a manufacturing system is presented by abinary machine-part incidence matrix A , with
amn1 if part n is processed on machine m
0 if otherwise
The cell formation problem is essentially clusteringfamilies of parts that have similar manufacturing char-acteristics into cells and produced by machines that aregrouped together. A number of standard methods areavailable for clustering the machine-part incidencematrix into a diagonalized form for the cell formationproblem:
(1) Matrix manipulation algorithms. These are simplealgorithms for rearranging the rows and columnsof the incidence matrix to achieve a near block-diagonalized form which enables the user to iden-tify the cells. A variety of the procedures includethe bond energy algorithm (McCormick et al.1972) , rank order clustering (King 1980 a,b) , ver-sion 2 to overcome the computational limitationimposed by rank order clustering (King andNakornchai 1982) , modi® ed rank order clustering(Chandrasekaran and Rajagopalan 1986 a) , thedirect clustering algorithm (Chan and Milner1982) , and the occupancy value method for pro-gressively developing a block diagonal matrix(Khator and Irani 1987) . For more details onthis method see Singh and Rajamani (1996) .
(2) Cluster analysis methods. Most of these proceduresuse certain methods of hierarchical clusteringanalysis based on similarity (dissimilarity) meas-ures among all pairs of machines or parts. Thereare several versions of this procedure, some ofwhich are single linkage clustering (McAuley1972) , average linking clustering (Seifoddini1984) , linear cell clustering (Wei and Kern1989) , machine chaining (Seifoddini 1989, Chow
1992) , similarity method considering partsequence, production volume and processingtime (Gupta and Seifoddini 1990) , and similarityorder clustering (Onwubolu 1998) . For a compar-ison of the applications of clustering methods referto Mosier (1989) and Shafer and Meredith (1990) .
(3) Inter programming methods. These are optimalalgorithms for solving the cell formation problemformulated in an integer programming model.There are several versions such as the p-medianmodel (Kusiak 1987) , assignment model(Srinivasan et al. 1990) , and the quadratic pro-gramming model solved by an eigenvector-basedalgorithm (Kusiak et al. 1986) .
(4) Graph theoretic methods. The machine-part inci-dence matrix is represented as a graph formationand depending on the representation of nodes andedges, three types of graph can be used (Kusiakand Chow 1988) ; bipartite graph (Kumar et al.1986) , transition graph (Song and Hitomi 1992) ,or boundary graph (Vannelli and Kumar 1986) .A few other extensions and variations are available(Rajagopalan and Betra 1975, Vohra et al. 1990,Wu and Salvendy 1993) .
1.2. Generalized cell formation models
Generalized models provide a more comprehensivestudy because they incorporate di� erent design objectivesand constraints. There are three types of these models:part family models, machine grouping models, and cellformation models. Part family models (Kusiak 1985;Kusiak et al. 1986) group parts into families based onsimilarity of part design/manufacturing attributes.Machine grouping models (Cheng 1993; Gunasinghand Lashkari 1989; Harhalakis et al. 1990) assignmachines to machine cells to process part families e� -ciently. Cell formation models (Rajamani and Aneja1990; Wei and Gaither 1990; Kusiak et al. 1993) considerthe part family clustering and machine groupingsimultaneously.
1.3. Metaheuristic models
The cell formation problem is a combinational opti-mization problem that is NP-hard. The optimizationalgorithms yield a globally optimal solution in a possiblyprohibitive computation time. Most of the approachespresented in the previous sections are heuristic-basedtailored algorithms for solving speci® c part family andmachine group problems. None of these approachesguarantees near-optimal solutions. Metaheuristics have
154 G. C. Onwubolu and V. Songore
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

emerged to solve combinatorial optimization problemswith global or near-global optimal solutions in a reason-able computation time. Simulated annealing (Boctor1991) and neural networks (Moon 1990) are examplesof metaheuristics which have been employed in solvinglarge, practical cell formation problems.
This paper presents another metaheuristic called tabusearch for the cell formation problem. Di� erent objectivefunctions are used depending on the requirement of theuser. In our tabu search implementation, three optionswere included: minimization of the number of intercellu-lar moves due to exceptional parts; minimizing intracellwork load imbalances; and multi-objective functionbased on the two previous options. The algorithm takesinto account lower and upper bounds on the number ofmachines in a cell, and user-speci® ed number of cells.The performance of the tabu search algorithm is meas-ured by comparing its results with those published forsmall problem sizes. Large-scale problems are solvedvery e� ciently in terms of reasonable computation timeand performance measures, e.g. grouping e� ciency,clustering measure and bond energy measure. For thisclass of problems, non-metaheuri stics are normallyconfounded because they may spend prohibitive compu-tation time or ® nd solutions which have very low qualitywhen compared with the optimum using performancemeasures already mentioned.
2. Problem formulation
Cell formation is an assignment-type problem and canbe summarized as follows: given n items and m resources,the problem is to determine an assignment of the items tothe resources optimizing an objective function and satis-fying a stated set of additional side constraints. An objec-tive function provides the basis for evaluating themachine groupings arrived at by a searching method(in this case the tabu search method) . In the presentwork, three problem formulation (objective function)models were implemented. The ® rst is based on the mini-mization of cell load variation. The second objectivefunction is based on the minimization of exceptional ele-ments. The third is a combination of the previous two.
2.1. Minimization of the cell load variation model ( model 1)
This model is based on the model proposed byVenugopal and Narendran (1992) . In this model, wede® ne m as the number of machines, k as the number ofcells, and n as the number of parts.
W ˆ ‰w ij Š is an m¤n machine component incidence
matrix where
wij is the workload on machine i induced by part j
X ˆ ‰xil Š is an …m¤k†-cell membership matrix
where xil ˆ1 if machine i is in cell l
0 if otherwise
M ˆ ‰mlj Š is a …k¤n† matrix of average cell load, where
mj l ˆP m
iˆ1 xilwljP mi 1 xil
The total load of cell l induced by part j is given as:
Xm
i 1
xilwlj
The number of machines in cell l is given as:
Xm
i 1
xil
The mathematical programming formulation of thegrouping problem is as follows:
minimize
z1 ˆXm
iˆ1
Xk
lˆ1
Xn
j 1
…wij ˆ mlj †2 …1†
subject to
Xk
lˆ1
xil ˆ 1 8i …2†
Xm
i 1
xil ¶ 1 8l: …3†
The expressionP n
j ˆ1…w ij ¡ mij †2 is the objective func-tion. Equation (1) gives the extent of variation of the loadon machine i in cell l (induced by all parts) from themean load of cell l. The objective function z1 adds thisquantity for all the machines and cells. Hence, this for-mulation requires a solution for which the total cell loadvariation is minimized such that every machine belongsto exactly one cell and no cell is empty. Equation (2)ensures that for a particular i, machine i is assigned toone cell only. Equation (3) ensures that no cell is empty.
2.2. Model illustration
As an illustration, consider a 3 £ 3 problem whoseworkload incidence matrix is given as:
Tabu search approach to cellular manufacturing systems 155
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

wij ˆ
0:3 0:0 0:2
0:0 0:9 0:0
0:5 0:0 0:5
26664
37775:
where rows represent machines and columns representparts. Suppose that the machine grouping arrived at bythe searching algorithm is:
This implies
‰X ilŠ ˆ
1 0
0 1
1 0
2664
3775
as
z ˆ x11…w1j ¡ m1j † ‡ x12…w1j ¡ m1j †
‡ x21…w2j ¡ m2j † ‡ x22…w2j ¡ m2j †
‡ x31…w3j ¡ m3j † ‡ x32…w3j ¡ m3j †
and
mlj ˆP m
iˆ1 xilwljP mi 1 xil
then
m11 ˆ …x11w11 ‡ x31w31†=…x11 ‡ x31†
ˆ …0:3 ‡ 0:5†=2 ˆ 0:4
m12 ˆ …x11w12 ‡ x31w23†=…x11 ‡ x31† ˆ …0 ‡ 0:0†=3 ˆ 0:0
m13 ˆ …x11w13 ‡ x31w33†=…x11 ‡ x31†
ˆ …0:2 ‡ 0:5†=2 ˆ 0:35
m21 ˆ …x22†=1 ˆ 0:0
m22 ˆ …x22w22†=1 ˆ 0:9:
m23 ˆ …x22w23†=1 ˆ 0:0
leading to
mlj ˆ0:4 0:0 0:35
0:0 0:9 0:0
" #
The matrix is then used to evaluate the objective func-tion value.
2.3. Minimization of the exceptional elements model ( model 2)
Minimize
z2 ˆXp
j 1
zj l …4†
subject to
Xk
l 1
xij ˆ 1 8i …5†
Xm
i 1
xil ¶ 1 8l …6†
where
zj l ˆ yji ¤ xil < z¤j l i.e. number of exceptional elements.
z¤il ˆ arg Max…zj l † i.e. part is assigned to cell where most
of its operations are carried out.
yj i ˆ ‰wij ŠT ;
yij ˆ1 if wij > 0
0 otherwise
(
yj i are the `1’ s and `0’s transpose matrix of w ij . Equation(5) ensures that for a particular i, machine i is assigned toone cell only. Equation (6) ensures that no cell is empty.
2.4. Model illustration
As an illustration, consider a 3 £ 3 problem whoseworkload incidence matrix is given as:
wij ˆ
0:3 0:2 0:2
0:0 0:9 0:0
0:5 0:4 0:5
26664
37775
yj i ˆ1 0 1
0 1 1
" #
and xil ˆ
1 0
0 1
1 0
26664
37775
zij ˆ yj i ¤ xil ˆ
1 0 1
0 1 1
1 0 1
26664
37775 ¤
1 0
0 1
1 0
26664
37775
ˆ
2 0
1 1
2 0
26664
37775
Therefore:z¤
11 ˆ arg Max …2;0† ˆ 2 implies that part 1 belongs tocell 1;
156 G. C. Onwubolu and V. Songore
Machine 1 2 3
Cell 1 2 1
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

z¤21 ˆ arg Max …1;1† ˆ 1 implies that part 2 belongs to
cell 2;z¤
31 ˆ arg Max …2;0† ˆ 2 implies that part 3 belongs tocell 1.
Solution becomes
Number of exceptional elements z ˆ 1, correspondingto part 3 produced by machine 2.
2.5. Model 3 ( a combination of models 1 and 2)
In this model, cell grouping is ® rst performed using theminimization of the exceptional elements model. Thesolution found then becomes the initial solution formodel 2. The exceptional elements model arrives atmachine distribution that results in the minimum inter-cell movement. This solution may at times have a veryhigh cell load variation value. Model 2 then searches inthe neighbourhood of the solution from model 1 for amachine distribution to cells that results in reduced cellload variation. At times, the solution that results fromthis redistribution may have a higher number of excep-tional elements (higher intercell movement) . This modelis ideal for cellular manufacturing system designs whosedesign criterion requires the minimization of exceptionalelements as well as balancing workloads in each cell.
3. Tabu search approach for cell formation
The tabu search metaheuristic (Glover 1986, 1989,1990, Hansen 1996) is an iterative method that guidesother search methods to escape the traps of local optim-ality. General optimization problem (P) minimizes afunction f …s† subject to s 2 S , where S is a discrete setof feasible solutions. Local search methods for solvingproblem (P) are usually based on search methods thatstart from an initial solution s0 2 S in the solution spaceS. At each iteration, a heuristic is used to evaluate everyfeasible solution -s 2 N …s† according to the cost functionf …¢† so as to obtain a new solution s 0 with the best objec-tive function. The current solution moves smoothlytowards better neighbourhood solutions, improving thebest obtained solution s¤. The process corresponds to thesteepest descent, mildest ascent algorithms, in which a
monotone sequence of improving solutions is examined,until a local optimum is found. This kind of searchapproach always terminates in the fast local optimum.To avoid being trapped in a local optimum, metaheur-istics allow movement from a current solution s to a newsolution s 0 even if f …s 0 † ¶ f …s†.
Tabu search is an adaptive search procedure whichmay be employed for solving combinatorial optimizationproblems, which guides a hill-descent heuristic to con-tinue searching for better solutions without being frus-trated by the absence of improving moves, and withoutcycling into a local optimum previously visited (Hertzand De Werra 1990, Glover and Laguna 1993) . In thetabu search metaheuristic , at every iteration, an admis-sible move is applied to the current solution, resulting ina neighbourhood for which the least objective functionvalue is found. By maintaining a short-term memory(STM) , tabu search allows a move towards a new sol-ution that increases the objective function value, andadditionally forbids a reverse move along some iterations,in order to avoid cycling. These properties make the tabusearch better than the hill-descent method and qualify itas a metaheuristic.
Moves which are classi® ed as tabu are stored in a tabulist’ of static or dynamic length. During the search in aneighbourhood, the moves stored in the tabu list areavoided to prevent revisiting a solution encountered dur-ing the previous series of iterations whose number equalsthe length of the tabu list. Other features of tabu searchwhich contribute towards making it a robust method forsolution search for combinatorial optimization problemsinclude intensi® cation, diversi® cation, candidate list andaspiration criteria. The remaining part of this sectionexplains these and other features of the tabu search.
3.1. Initialization
For a particular neighbourhood , machines are ran-domly assigned to cells while ensuring that all cell con-straints, e.g. minimum and maximum machines per cell,non-null cells, etc. are met.
3.2. Neighbourhood and moves
A key decision in designing a cell formation heuristic isto decide what constitutes a neighbourhood move. Theneighbourhood of a solution is the set of all formationsthat can be arrived at by a move. A move is a feasibletransfer of one machine from one cell to another in searchof a better solution without violating cell cardinality con-straints. The concept of neighbourhood is clearly shownas follows:
Tabu search approach to cellular manufacturing systems 157
Parts
Machine 1 3 2
1 0.3 0.23 0.5 0.52 0.4 0:9
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

The ® rst neighbourhood is made up of machines {1, 4}in cell 1 and machines {2, 3} in cell 2. The second neigh-bourhood is made up of machines {1, 3} in cell 2 andmachines {2, 4} in cell 1. The column positions show thecell number, while the numbers {1, 2} identify the cells.
3.3. Tabu list
In order to prevent the scheme cycling and returningto the same solutions, it is necessary to introduce a con-dition to prevent this happening. Because storing andchecking previous solutions is very expensive , especiallywhere the function f …¢† to be evaluated in every iterationis expensive, it is usual to carry this out by not allowingthe reversal of moves for a certain number of iterationsequal to the tabu length. These non-admissible moveswithin the short interval are the class membership of atabu list.
The length of the tabu list is a parameter which needsto be decided. Tabu length with minimum 7 and maxi-mum 11 has been suggested (Glover and Laguna 1993) .In the present work reported here, tabu length equal to50% in excess of the number of machines was used.
3.4. Aspiration criterion
Several aspiration criteria are employed to avoid miss-ing good solutions. At each step, the least weighted non-tabu move is selected from those available, and an aspira-tion criterion is used to allow a move to be consideredadmissible in spite of leading to a tabu solution. In thepresent work, the way we implemented the tabu listmade aspiration criterion unnecessary. For a neighbour-hood, all the feasible solutions are declared tabu, and thesolution with the least objective function value is declared`currentbest’ . The elite candidates having the `current-best’ values for each neighbourhood are examined for theone having the least objective function value. The `cur-rentbest’ values for each neighbourhood represent thelocal optima. The least of all these is found, and thebest, known as isbest’ yields the global minimum. Theway we implemented it in the cell formation problemallows no better solution to be found than the elite can-didate for each neighbourhood.
3.5. Intensi�cation
The mechanism for intensi® cation enhances the searchto focus on examining elite solutions in a neighbourhood.It tends to move the search to a neighbouring position inthe search space, and so could be considered a localsearch. The intensi ® cation length’ used for the workreported here is equal to m ¤ c2=4, where m is the numberof machines and c is the number of cells.
3.6. Diversi�cation
The mechanism for diversi® cation allows a large jumpto be made in the solution space. This ensures that largeareas of the space are searched and solutions do not getstuck in local minima. This mechanism is also referred toas the `restarting’ procedure. The `diversi® cation length’is de® ned as being 1.5 times the sum of the number ofmachines and cells. For each diversi® cation process, adi� erent initial cell formation is randomly generated.This way, the search is able to explore a large solutionspace, thereby enhancing the possibility of ® nding theoptimum solution in a very short time.
3.7. Stopping criteria
The most accepted stopping criterion relies on thesearch being terminated if the objective function valuehas not improved within a certain number of iterations,which is usually speci® ed at the start of the run. Anothercriterion relies on the search being terminated if a maxi-mum number of iterations has been reached to avoid anextremely long run. The problem with this other criterionis that it is di� cult to determine the maximum number ofiterations because the value may either lead to prematuretermination or expensive termination. In our implemen-tation, we used the intensi® cation and diversi® cationlengths to terminate the solution search. This stoppingrule is faster than those described above. For the workreported here, search is terminated after …3k=8†…1 ‡ c†total iterations, where k ˆ …m ¤ c†2 , where m is the num-ber of machines and c is the number of cells.
4. Test problems and computational results
The tabu search algorithm was written in PASCAL 7.0and runs on a PC with a Pentium, 133 MHz processor. Atabu search algorithm execution illustration is ® rst given,then two sets of problem types which were used are pre-sented: randomly generated block diagonalized incidencematrices, and published data sets.
158 G. C. Onwubolu and V. Songore
Neighbour 1 1 2 2 1
Neighbour 2 2 1 2 1
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

4.1. Algorithm execution illustration
This section provides an illustration of all intermediatesolutions arrived at in solving a machine groupingproblem using the tabu search scheme. The set ofinput data used in this illustration is from Venugopaland Narendran (1992) . The input incidence matrix isshown in ® gure 1. The number of machines is 15;number of parts is 30; minimum number of machinesin a cell is 2; maximum number of machines in a cell is6. The option for minimization of exceptional elements isconsidered.
The tabu search algorithm identi® ed 27 neighbour-hoods with their maximum and minimum objective func-tion values shown in table 1. The objective functionvalues correspond to the number of exceptional elements.The results are plotted in ® gure 2.
The maximum and minimum values presented intable 1 represent the starting and end points, respect-ively, for each neighbourhood that the algorithmsearched. The values were obtained by printing out allthe objective function values (number of exceptional ele-ments) after every move (swapping) that resulted in animprovement of the objective function value. The maxi-mum and minimum values were plotted just to demon-strate the existence of local and global solutions. A plot ofall the solutions obtained would have resulted in a graphthat gradually dropped to the local optimum then shar-ply rose to the starting point of the new neighbourhood.
From the plot, the lowest troughs (at neighbourhoods13 and 24 corresponding to six exceptional elements)depict the global minimum solution. All other troughsdepict all the local minima the tabu search algorithmsuccessfully escaped from. The machine part groupingfor the solution corresponding to the global is given inmatrix form in ® gure 3. The clustering e� ciency is94.77%.
4.2. Extensive computational results
The ® rst problem-type set was generated using supportsoftware ® rst to generate at random an incidence matrixwhich is block diagonalized, and then adding a pre-determined number of exceptional elements outside theblocks. Then, the matrix was perturbed so that the diag-onalized structure was lost. This ensures that the globaloptimum solution is known a priori. In all the problems ofthis type, tabu search accurately recovered the optimumsolutions. Medium- to large-scale problems were solvedfor this problem type. Table 2 shows the solution timesand e� ciencies. The results show that tabu search iscapable of solving large-scale problems in reasonabletime.
The second set of problems belongs to published resultsof the Hamiltonian programming heuristic (HPH) andthe 0± 1 integer programming (IP) procedures. Table 3shows the clustering e� ciencies of the tabu scheme, andthose of HPH and IP procedures. For problem 1, theHPH procedure could not cluster cells for machine cellsize equal to 2, while tabu search performed well. Evenfor the same problem and machine cell size equal to 3,tabu search performed better. Both procedures tallied forproblem 2, while tabu search performed relatively wellcompared to the HPH procedure for problem 3. Forproblem 4, tabu search proved better than the 0± 1programming procedure , both being virtually the samefor problem 5 when a cell size of 2 was considered.However, when the cell number was increased to 4,tabu search did not prove as e� ective as the 0± 1 pro-gramming procedure. It should be noted that the prob-lem sets were small scale, and both the HPH and 0± 1programming procedures cannot be employed for solvinglarge-scale size problems due to the prohibitive computa-tion time involved. This set of problems is reserved formetaheuristics.
The tabu search algorithm used for work reportedhere, was used to solve a published data set previouslysolved using another metaheuristic, i.e. simulated anneal-ing (Vengopal and Narendran 1992) . In terms ofgrouping quality, tabu search compared very well withsimulated annealing. In terms of computation time,tabu search was found to be several times faster thansimulated annealing. This was indirectly measured byrunning the same problem set using a simulatedannealing program. Our result agrees with results ofother researchers who have compared the solutionspeed of tabu search and simulated annealing (Hindi1997) .
5. Conclusions
In this paper, the cell formation problem was modelledwith three options of objective functions: minimization ofintercellulat movements; minimization of cell loadvariation; a combination of the above options. Com-putational results of the tabu search algorithm objectivefunction values were found to score within the sameregion as those obtained from published algorithms. Anadded advantage of using the tabu search algorithmis that it o� ers the designer the liberty to specify themaximum cell size or number of machines in a cell.The tabu search method also allows the user to specifythe number of cells. With such a facility, the manufactur-ing systems design engineer is able to arrive at an opti-mum machine allocation to cells that respects the desired
Tabu search approach to cellular manufacturing systems 159
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

160 G. C. Onwubolu and V. Songore
Fig
ure
1.M
achi
ne-c
ompo
nent
grou
ping
prob
lem
.
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014
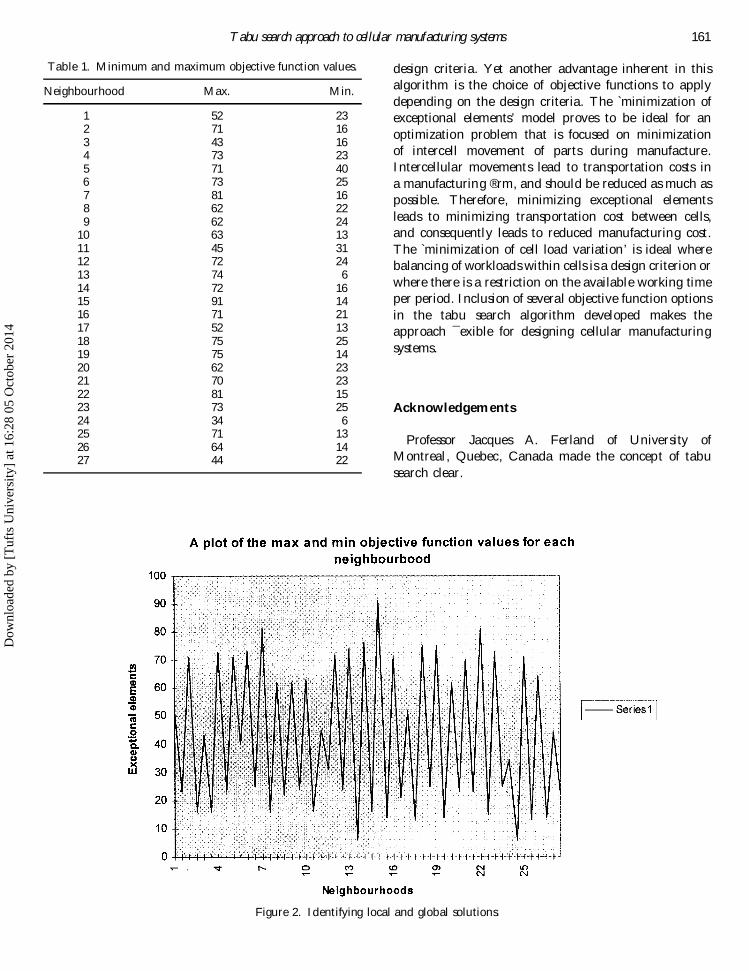
design criteria. Yet another advantage inherent in thisalgorithm is the choice of objective functions to applydepending on the design criteria. The `minimization ofexceptional elements’ model proves to be ideal for anoptimization problem that is focused on minimizationof intercell movement of parts during manufacture.Intercellular movements lead to transportation costs ina manufacturing ® rm, and should be reduced as much aspossible. Therefore, minimizing exceptional elementsleads to minimizing transportation cost between cells,and consequently leads to reduced manufacturing cost.The `minimization of cell load variation’ is ideal wherebalancing of workloads within cells is a design criterion orwhere there is a restriction on the available working timeper period. Inclusion of several objective function optionsin the tabu search algorithm developed makes theapproach ¯ exible for designing cellular manufacturingsystems.
Acknowledgements
Professor Jacques A. Ferland of University ofMontreal, Quebec, Canada made the concept of tabusearch clear.
Tabu search approach to cellular manufacturing systems 161
Table 1. Minimum and maximum objective function values.
Neighbourhood Max. Min.
1 52 232 71 163 43 164 73 235 71 406 73 257 81 168 62 229 62 24
10 63 1311 45 3112 72 2413 74 614 72 1615 91 1416 71 2117 52 1318 75 2519 75 1420 62 2321 70 2322 81 1523 73 2524 34 625 71 1326 64 1427 44 22
Figure 2. Identifying local and global solutions.
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

162 G. C. Onwubolu and V. Songore
Fig
ure
3.So
luti
onto
the
prob
lem
show
nin
®gur
es1
and
2.
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014

References
BOCTOR, F. F., 1991, A linear formulation of the machine partcell formation problem. International J ournal of ProductionResearch, 28, 185± 198.
BURBIDGE , J . L., 1975, The Introduction of Group T echnology (NewYork: Wiley).
CHAN, H. M. , and MIL NER, D. A., 1982, Direct clustering algor-ithm for group formation in cellular manufacture. J ournal ofManufacturing Systems, 1, 64± 76.
CHANDRASEKARAN, M. P. , and RAJ AGOP ALAN, R., 1986a,MODROC: an extension of rank order clustering of grouptechnology. International J ournal of Production Research , 24,1221± 1233.
CHANDRASEKHARAN, M. P. , and RAJAGOP ALAN, R., 1986b, Anideal seed non-hierarchical clustering algorithm for cellularmanufacturing. International J ournal of Production Research, 24,451± 464.
CHENG, C. H., 1993, A tree search algorithm for designing acellular manufacturing system. Omega, 21, 489± 496.
CHEVALIER, P. W., 1984, Group technology as a CAD/CAMintegrator in batch manufacturing. International J ournal ofProduction Research , 3, 3± 12.
CHOW , W. W., 1992, E� cient clustering and knowledge basedapproach for solving cellular manufacturing problems. PhDdissertation, University of Manitoba, Canada.
DE WITTE , J ., 1980, The use of similarity coe� cients in produc-tion ¯ ow analysis. International J ournal of Production Research,18, 503± 514.
GLOVER, F., 1986, Future paths for integer programming andlinks with arti® cial intelligence. Computers and OperationsResearch, 13, 533± 549.
GLOVER, F., 1989, Tabu search ± Part I. ORSA J ournal onComputing , 1, 190± 206.
GLOVER, F., 1990, Tabu search ± Part II. ORSA Journal onComputing , 2, 190± 206.
GLOVER, F., and LAGUNA, M., 1993, Tabu search. In C. R.Reeves (ed.) Modern Heuristic T echniques f or CombinatorialProblems (London: Blackwell Scienti® c) , pp. 70± 150.
GROOVER, M. P., 1987, Automation, Production Systemsand Computer Integrated Manufacturing (Boston: Kluwer-Nijho� ).
GUNASINGH, R. K. , and LASHKARI, R. S., 1989, Machine group-ing problem in cellular manufacturing systems ± an integerprogramming approach. International J ournal of ProductionResearch, 27, 1465± 1473.
GUP TA , T. , and SEIFODDINI, H., 1990, Production data basedsimilarity coe� cient for machine-component group decisionsin the design of a cellular manufacturing system. InternationalJ ournal of Production Research, 28, 1247± 1269.
HANSEN, P., 1986 , The steepest ascent mildest descent heuristicfor combinatorial programming. Proceeding s of Congress onN umerical Methods in Combinatorial Programming , Capri, Italy(Academic Press) .
HARHA LAKIS, G., NAGI, R. , and PROTH, J . M., 1990, An e� -cient heuristic in manufacturing cell formation for grouptechnology applications. International J ournal of ProductionResearch, 28, 185± 198.
Tabu search approach to cellular manufacturing systems 163
Table 2. Solution clustering e� ciency and CPU times for the ® rst problem type.
Problem Set Machines Parts Cells Maximum cell size Clustering e� ciency (%) CPU time (sec)
1 8 60 2 5 99.17 0.762 6 99.17 0.774 3 97.56 2.374 4 97.56 2.25
2 12 72 4 4 98.18 11.754 5 98.18 11.706 5 80.86 20.276 6 96.00 20.10
3 24 96 6 6 90.71 348.896 8 90.19 355.318 5 82.23 505.978 6 89.08 516.52
Table 3. Clustering e� ciency values for test experiments for tabu search and other algorithms.
Matrix Tabu HPH 0± 1 integerNo Problem Machines Parts Cells density Search Method Programming
1 (De Witte, 1980) 12 19 2 0.33 0.42 7 73 0.37 0.38 7
2 (Chandrasekharan & 8 20 3 0.38 0.85 0.85 7Rajagopalan, 1986)
3 (Burbidge, 1975) 16 43 5 0.18 0.40 0.42 74 (Kumar & Vannelli, 1987) 30 41 4 0.105 0.27 7 0.165 (King, 1980b) 14 24 2 0.175 0.31 7 0.33
4 0.59 7 0.66
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014
HERTZ , A. , and DE WERRA , D., 1990, The tabu search meta-heuristic: how we saw it. Annals of Mathematics and Arti�cialIntelligence , 1, 111± 121.
HINDI, K. S., 1997, E� ective and e� cient solution of themachine-part formation problem.
KHATOR, S. K. , and IRANI, S. A., 1987, Cell formation in grouptechnology: a new approach. Computers and IndustrialEng ineering , 12, 131± 142.
KING, J. R., 1980a, Machine-component grouping in production¯ ow analysis: an approach using rank order clustering algor-ithm. International J ournal of Production Research, 18, 213± 232.
KING, J . R., 1980b, Machine-component group formation ingroup technology. OMEGA , 8, 193± 199.
KING, J . R. , and NAKORNCHAI, V., 1982, Machine-componentgroup formation in group technology: review and extension.International J ournal of Production Research, 20, 117± 133.
KUMAR, K. R., KUSIA K, A. , and VANNELLI, A., 1986 , Groupingparts and components in ¯ exible manufacturing systems.European J ournal of Operations Research, 24, 387± 397.
KUSIAK, A., 1985, The part families problem in ¯ exible manu-facturing systems. Annals of Operations Research , 3, 279± 300.
KUSIAK, A., 1987, The generalised group technology concept.International J ournal of Production Research, 25, 561± 569.
KUSIAK, A., BOE, J . W. , and CHENG, C. H., 1993, Designingcellular manufacturing systems: branch-and-bound and A*approaches. IIE Transactions, 25, 46± 56.
KUSIAK, A. , and CHOW , W. S., 1988, Decomposition of manu-facturing systems. IEEE Journal of Robotics and Automation, 4,457± 471.
KUSIAK, A., VANNELLI, A., and KUMAR, K. R., 1986,Clustering analysis: models and algorithms. Control andCybernetics , 15, 139± 154.
MCAULEY, J ., 1972, Machine grouping for e� cient production.Production Eng ineer, 51, 53± 57.
MCCORMICK, W. T., SCHW EITZER, P. J ., and WHITE , T. W.,1972, Problem decomposition and data reorganisation by aclustering technique. Operations Research, 20, 993± 1009.
MOON, Y. B., 1990, Forming part families for cellular manu-facturing: a neural network approach. International J ournal ofAdvance Manufacturing , 11, 149± 159.
MOSIER, C. T., 1989, An experiment investigating the applica-tion of clustering procedures and similarity coe� cients to theGT machine cell formation problem. International J ournal ofProduction Research , 27, 1811± 1835.
ONW UBOLU, G. C., 1998, Redesigning jobshop to cellular manu-facturing systems. International J ournal of IntegratedManufacturing Systems, 9, 377± 382.
RAJ AMANI, S. N. , and ANEJA, Y. P., 1990, Integrated design ofcellular manufacturing systems in the presence of alternativeprocess plans. International J ournal of Production Research, 28,1541± 1554.
RAJ AGOP ALAN, R. , and BETRA , J . L., 1975, Design of cellularproduction systems ± a graph theoretic approach. InternationalJ ournal of Production Research, 13, 567± 579.
SEIFODDINI, H. S., 1984, Cost based machine-component group-ing model: in group technology. PhD dissertation, OklahomaState University, Stillwater, Okla.
SEIFODDINI, H. S., 1989, A note on the similarity coe� cientmethod and the problem of improper machine assignmentin group technology applications. International J ournal ofProduction Research , 27, 1161± 1165.
SHAFER, S. M. , and MEREDITH, J . R., 1990, A comparison ofselected manufacturing cell formation techniques. InternationalJ ournal of Production Research, 28, 661± 673.
SINGH, N. , and RAJ AMANI, D., 1986, Cellular ManufacturingSystems: Design, Planning and Control (London: Chapman &Hall).
SONG, S. , and HITOMI, K., 1992, GT Cell formation for mini-mising the intercell part ¯ ow. International J ournal of ProductionResearch, 30, 2737± 2753.
SRINIVASAN, G., NARENDARAN, T. T., and MAHADEVAN, B.,1990, An assignment model for the part families problem ingroup technology. International J ournal of Production Research,28, 145± 152.
VANNELLI, A. , and KUMAR, K. R., 1986 , A method for ® ndingminimal bottleneck cells for grouping part-machine families.International J ournal of Production Research, 24, 387± 400.
VENUGOPAL , V. , and NARENDRAN, T. T., 1992, A genetic algor-ithm approach to the machining grouping problem withmultiple objectives. Computers in Industrial Engineering , 22,469± 480.
VOHRA , T., CHEN, D. S., CHANG, J . C. , and CHEN, H. C., 1990,A network approach to cell formation in cellular manu-facturing. International J ournal of Production Research , 28,2075± 2084.
WEI, J . C. , and GAITHER, N., 1990, An optimal model for cellformation decisions. Decision Sciences, 21, 416± 433.
WEI, J . C. , and KERN, G. M., 1989, Commonality analysis: alinear cell clustering algorithm for group technology.International J ournal of Production Research, 27, 2053± 2062.
WU, N. , and SLAVENDY , G., 1993, A modi® ed networkapproach for the design of cellular manufacturing systems.International J ournal of Production Research, 31, 1409± 1421.
164 G. C. Onwubolu and V. Songore
Dow
nloa
ded
by [
Tuf
ts U
nive
rsity
] at
16:
28 0
5 O
ctob
er 2
014