a review of surface integrity in machining and its impact on …€¦ · · 2009-05-28a review of...
TRANSCRIPT

Int. J. Sustainable Manufacturing, Vol. 1, Nos. 1/2, 2008 203
Copyright © 2008 Inderscience Enterprises Ltd.
A review of surface integrity in machining and its impact on functional performance and life of machined products
R. M’Saoubi* Seco Tools AB, Fagersta, Sweden E-mail: [email protected] *Corresponding author
J.C. Outeiro Faculty of Engineering, Portuguese Catholic University, Lisbon, Portugal E-mail: [email protected]
H. Chandrasekaran Corrosion and Metals Research Institute (KIMAB), Stockholm, Sweden E-mail: [email protected]
O.W. Dillon Jr. and I.S. Jawahir Department of Mechanical Engineering, Machining Research Laboratory,Center for Manufacturing, University of Kentucky, USA E-mail: [email protected] E-mail: [email protected]
Abstract: This paper presents an overview of the past research on Surface Integrity (SI) studies in the context of machined components from a range of work materials including stainless steels, Ni and Ti alloys, hardened steels for dies and moulds, bearings and automotive applications. Typical surface alterations such as phase transformations, microhardness and residual stress are discussed and correlated with the functional performance of the machined products. A summary of past and current modelling efforts is then presented along with projections for developing predictive models for SI and means for enhancing product sustainability in terms of its functional performance.
Keywords: Surface Integrity; SI; residual stresses; fatigue life; product life.
Reference to this paper should be made as follows: M’Saoubi, R., Outeiro, J.C., Chandrasekaran, H., Dillon Jr., O.W. and Jawahir, I.S. (2008) ‘A review of surface integrity in machining and its impact on functional performance and life of machined products’, Int. J. Sustainable Manufacturing,Vol. 1, Nos. 1/2, pp.203–236.

204 R. M’Saoubi et al.
Biographical notes: R. M’Saoubi is an associate member of the International Academy of Production Engineering (CIRP), received his Ph.D. in Materials Science and Engineering in 1998 at Ecole Nationale Supérieure D’Arts et Métiers (ENSAM) in Paris, France. He joined the Swedish Institute for Metals Research (SIMR, Stockholm) in 1998 where he conducted research projects in cooperation with cutting tool manufacturers and steel companies. He is now employed since 2006 as a Senior Research Scientist at Seco Tools AB in Sweden. His main research interest is the investigation of material aspects in machining processes including surface integrity, tool wear and machining performance.
J.C. Outeiro is a Professor in the Portuguese Catholic University (UCP) since 1995. He received his PhD in Manufacturing Engineering from the University of Coimbra (Portugal) in 2003. He develops research activities at UCP and at the X-ray Center for Materials Research of the University of Coimbra and has been involved in several machining projects in cooperation with Academic and Industrial partners in Europe and USA. His main research interest is the optimisation of machining operations with special emphasis on the quality of the machined components. His work is published in several peer-reviewed scientific journals and conference proceedings on machining related research topics.
H. Chandrasekaran is a fellow of the International Academy of Production Engineering (CIRP), has been active in the field of machining and manufacturing research for the past 4 decades. After successful career as an academic in the 1970s (Professor, Indian Institute of Technology Madras) he has been working at Swerea KIMAB (formerly Swedish Institute for Metals Research) in Stockholm, Sweden for the past 25 years. Material behaviour in machining and its prediction and innovative tool evaluation methods are the research focus here, carried out in close cooperation with international tool and steel companies and end users.
O.W. Dillon joined the University of Kentucky in 1965 after serving as a faculty in Princeton and Johns Hopkins Universities. At the University of Kentucky, he served in various capacities such as Associate Professor, Professor and Chairman of the Department of Engineering Mechanics. In 1988, he joined the National Science Foundation as a Program Director for the Solid Mechanics Program. Since 1997, he is back at the University of Kentucky and serves as Professor Emeritus (Mechanical Engineering) conducting research at the UK Center for Manufacturing in modelling of manufacturing processes, focusing on finite element models for machining processes.
I.S. Jawahir is a Professor of Mechanical Engineering and James F. Hardymon Endowed Chair in Manufacturing Systems at the University of Kentucky, Lexington, KY, USA. He received PhD from the University of New South Wales (Australia) in 1986, has published over 160 research papers in refereed journals and conference proceedings. His current research includes modelling and optimisation of machining operations and sustainable manufacturing. He is a Fellow of the International Academy of Production Engineering (CIRP) and a member of ASME, NAMRI/SME. He is the Chairman of the ASME Research Committee on ‘Sustainable Products and Processes’.

A review of surface integrity in machining 205
1 Introduction
It is well acknowledged that the functional performance of a manufactured component is heavily influenced by the quality and reliability of the surface produced both in terms of topography (DeVries et al., 1976; Novovic et al., 2004) as well as metallurgical and mechanical state of the subsurface layers (Field and Kahles, 1964). Efforts have been made by several investigators in the past few decades to investigate the relationships among the machining process parameters, the nature of the surface alterations produced and their effect on product’s functional performance. The driving force behind this has been the constant need to address the growing demand on component performance, reliability and durability, thereby stimulating the development of materials with enhanced resistance to severe loading conditions and aggressive environment, together with the development of high-performance manufacturing methods.
Henriksen was amongst the first to investigate and study the residual stresses developed in machining (Henriksen, 1951). He suggested that a bending action develops when materials deform over the cutting edge, and showed this as the cause for the formation of a thin plastically deformed layer of material beneath the newly machined surface. Experimental methods for determining the residual stresses were shown by Colwell et al. (1955). The pioneering work of Field and his co-workers at Metcut (Cincinnati, OH, USA), through a series of publications, made a significant contribution on the subject setting the stage for future work (Field and Kahles, 1964, 1971; Field et al., 1972). They were indeed the first to introduce the concept of ‘SI’ by means of defining the inherent or enhanced condition of a surface produced in machining or other surface generation operation (Field and Kahles, 1964).Their subsequent comprehensive review of surface integrity issues that are encountered in machined components was among the first in the published literature (Field and Kahles, 1971), and this work emphasised the nature of metallurgical alterations occurring in the surface and subsurface layers of various alloys from conventional and non-conventional machining processes. Typical surface alterations were termed as plastic deformation, microcracking, phase transformations, microhardness, tears and laps related to built-up edge formation, residual stress distribution, etc. They later provided a detailed description of measuring methods available for SI inspection (Field et al., 1972), and presented an experimental procedure for assessing SI parameters. Their methodology specifies the use of three different levels of SI data sets to study and evaluate the characteristic features of machined surfaces (Table 1). Their groundbreaking achievements on the subject have contributed to a worldwide recognition and timeless value to this discipline leading to the subsequent establishment of an American National Standard on SI (ANSI B211.1, 1986).
Researchers at Purdue University studied the basic mechanism of surface and subsurface layer formation in machining with sharp and worn (at the flank surface) tools using analytical and experimental methods (Liu and Barash, 1976a, 1976b, 1982). In a subsequent work, they showed the effects of work material hardness on SI in machining of AISI 4340 steel (Matsumoto et al., 1986). Significant studies on material properties and SI and metallurgical transformations in machining were conducted contemporarily at the North Carolina State University in the 1970s on a range of work materials (Bailey and Jeelani, 1974, 1975; Bailey et al., 1976). Subsequent work by on residual stress analysis brought out a deeper understanding of the fundamental variables affecting SI in machining and its link to fatigue life in ferrous and non-ferrous materials

206 R. M’Saoubi et al.
(Jeelani and Bailey, 1986; Jeelani et al., 1986; Sadat and Bailey, 1986; Sadat, 1987; Sadat and Reddy, 1992).
Table 1 Different levels of Surface Integrity (SI) data set
Minimum SI data set Standard SI data set Extended SI data set Surface finish Minimum SI data set Standard SI data set Macrostructure (10X or less) Fatigue tests (screening) Fatigue tests (extended to
obtain design data) Macrocracks Stress corrosion tests Additional mechanical tests Macroetch indications Residual stress and distortion Tensile Microstructure Stress rupture Microcracks Creep Plastic deformation Phase transformation Intergranular attack Pits, tears, laps, protrusions Built-up edge Melted and redeposited layers Selective etching Microhardness
Other specific tests (e.g., bearing performance, sliding friction evaluation, sealing properties of surfaces)
Source: Field et al. (1972)
The development of new and advanced SI measurement methods received increased attention in many investigations striving to reassess SI parameters in various machining applications. Examples of this can be found in several notable CIRP publications summarising the progress in SI assessment of machined surfaces (Tönshoff and Brinksmeier, 1980; Brinksmeier et al., 1982, 1984; Brinksmeier, 1985a, 1985b; Lucca et al., 1998). Also, a series of significant work on residual stress measurements, analysis and enhanced performance with burnishing, thermal distortion in gas turbine engine components, etc., has been reported by Prevey et al. (Prevey, 1977, 1986, 1998; Prevéy and Cammett, 2004; Prevey et al., 1996, 1998). A recent monograph by Griffith provides a comprehensive analysis of SI parameters and their control for enhanced fatigue life (Griffith, 2001).
A growing concern in the aerospace, automotive and biomedical industrial segments of the manufacturing industry is to build in absolute reliability with maximum safety and predictability of the performance of all machined components. This requires development and deployment of predictive models for the functional performance of machined components including the prediction of fatigue life and other service life parameters. Developing analytical, numerical and experimental models for residual stresses has been a major focus area for over the last 10 years, with much of the models developed being finite element-based numerical, still requiring accurate material property data and involving several simplistic assumptions. Also, the connection between the machining-induced residual stresses and the fatigue life of the machined components is not well established in predictive mode owing to complexity of the process variables and the geometric attributes involved in the machining processes, all requiring refinements, greater accuracies and consistencies for use in any predictive model. More recently, Sasahara et al. (2004) and Sasahara (2005) have shown the strong connection between the

A review of surface integrity in machining 207
residual stresses induced by machining and the resulting fatigue life of the product. While more work is urged for developing quantitative relationships for use in predictive models, recent attempts are most welcome in this regard.
This paper provides an overview of some key SI issues that are encountered in different machining operations, rather than giving an exhaustive review of the subject of SI. Emphasis is made here on machining operations involving geometrically defined cutting edges (e.g., turning, milling, etc.) where case studies from different applications are brought in to illustrate a particular SI aspect in a variety of applications, i.e., aerospace, chemical, and power generation industry groups, as well as the automotive industry. The paper covers SI issues involved in machining of difficult-to-machine alloys for aerospace and nuclear applications such as nickel-based alloys, titanium-based alloys, austenitic stainless steels, along with hardened steels for
• die and mould making applications, including Plastform steels, hot and cold worked steels
• bearing and automotive applications.
At the end, a section on current state-of-the-art in modelling of SI and predictive modelling is presented with a future outlook.
2 Machining of difficult-to-machine alloys for aerospace and nuclear applications
The difficult-to-machine alloys are a group of alloys that require higher cutting energy when compared with low-strength alloys (e.g., plain carbon steel). This group includes several alloys used for aerospace and nuclear applications, which can be classified into three major categories: nickel-based alloys (e.g., Inconel), iron-based alloys (e.g., austenitic stainless steels) and titanium-based alloys. As metal cutting is the purposeful fracture of the layer to be removed, not only the strength of the work material but also the strain at fracture should be considered. The product of these two mechanical characteristics indicates the energy that has to be spent in fracturing a unit volume of the work material, allowing chip formation. Because of high strength and fracture strain of such alloys, high cutting forces and heat are generated during their machining. Most of the energy in the cutting process is largely converted into heat. This heat is generated by plastic deformation and friction at the tool–chip and the tool–workpiece interfaces. The high heat generated when combined with the low thermal conductivity of these alloys (about 30% of the plain carbon steel) will produce high localised temperatures. As shown in Figure 1, the temperature obtained when machining an austenitic stainless steel (AISI 316L steel) is higher than that obtained when machining carbon steel (AISI 1045 steel) (Outeiro et al., 2004), for the same cutting conditions. These temperatures are particularly high at the tool–chip interface, which together with the high contact stress at this interface will cause rapid tool wear and tool failure during machining of such alloys. Moreover, these high cutting forces and high localised temperatures may dramatically affect the SI, often resulting in the development of high tensile residual stresses in the machined surfaces (M’Saoubi et al., 1999).

208 R. M’Saoubi et al.
Figure 1 Temperature distribution developed in turning of (a) AISI 316L and (b) AISI 1045Steels, measured by infrared thermography (vc = 75 m/min, f = 0.05 mm/rev, ap = 5 mm, dry cutting)
(a) (b) Source: Outeiro et al. (2004)
2.1 Nickel-based alloys
The nickel-based superalloys are heat-resistant alloys with high melting temperatures. The ability to retain high mechanical and chemical properties at elevated temperatures makes these superalloys an ideal material for use in land-based power generators and aerospace aero-engine components. About 50 wt% of all aero-engine alloys are nickel-based alloys (Miller, 1996). Both stationary and rotating components in the hot section of aero-engine (in particular, the turbine discs) are manufactured using nickel-based superalloys. These alloys should be able to stand cyclic loading conditions (fatigue) under very high operating temperatures (around 800ºC in the jet engine). Components produced with a nickel-based superalloy are smaller and lighter than those made from conventional steel. This results in significant fuel savings and reduction in pollution. It has been shown that each kilogram of weight reduction typically results in a US$ 150,000 savings in fuel cost over the life of the engine (Ezugwu, 2005). However, nickel-based superalloys are also used for other applications such as marine equipment, nuclear reactors, petrochemical plants, food processing equipment, and pollution control apparatus. They are generally used in aggressive environments because of their ability to maintain high resistance to corrosion, mechanical and thermal fatigue, mechanical and thermal shock, creep and erosion at elevated temperatures.
Inconel 718 superalloy is one of the nickel-based superalloys mostly used in manufacturing of aero-engine components of the hot section, shown as 35% of all productions (Loria, 1988). This alloy is often used in a solution-treated and aged condition (Bradley, 1989). This heat treatment results in a microstructure of large grains containing a precipitated phase (γ ″ phase), and a heavy concentration of carbides at the grain boundaries. The difficulty of dislocation motion through this microstructure is responsible for the high tensile and yield strength of the material. Moreover, Inconel 718 alloy is a highly strain-rate sensitive material, which work-hardens considerably. Therefore, Inconel 718 alloy is a very difficult-to-cut material. The most

A review of surface integrity in machining 209
critical issues in machining this Inconel alloy (and in general any nickel-based alloy) are often associated with short-tool life and poor SI.
Several SI problems that exist after machining nickel-based superalloys are reported in the literature, including surface tearing, cavities, cracking, metallurgical transformation, plastic deformation, increased microhardness, increased surface roughness and the formation of tensile residual stresses (Arunachalam et al., 2004a, 2004b; Ezugwu et al., 1999; Sadat, 1987; Sharman et al., 2006; Schlauer et al., 2002; Dudzinski et al., 2004). High tensile residual stress levels (sometimes reaching more than 1000 MPa at the component’s surface – see Figure 2), large thickness of the tensile layer, high work-hardening levels and increased thickness of the work-hardened layer are found after machining the Inconel superalloys. Such high tensile residual stress levels enhance the ability of cracks to nucleate and grow, thereby decreasing the component’s fatigue life, and may cause serious accidents (for example, the failure of a turbine disc of a jet engine). Moreover, because of residual stress distribution generated by machining operations combined with those stresses generated by previous manufacturing process, dimensional instability (distortion) can occur after machining. Subhas et al. (2000a, 2000b) found the Inconel 718 more prone to dimensional instability than the titanium alloys, although the latter has a lower modulus of elasticity. According to them, this phenomenon was not noticed in other nickel-based alloys and may be due to the presence of γ ″ phase. This poses enormous problems in structural assembly, as this affects the structural integrity of the whole assembly.
The above-listed defects are more or less significant depending on the utilised cutting tool (geometry and material) and associated cutting regime parameters (cutting speed, feed and depth of cut), as well as the cooling/lubricant conditions used.
Figure 2 In-depth profiles of the residual stresses generated in orthogonal cuttingof Inconel 690 alloy with uncoated cemented carbide cutting tools
Source: Outeiro et al. (2007)
Several cutting tools have been used to machine nickel-based alloys, such as uncoated cemented carbide (WC, with micro carbide grain size and low cobalt content), coated cemented carbide (multi-layer coatings, including TiN, TiAlN, Al2O3 and MoS2), ceramics, CBN, PCBN, and PCD (Dudzinski et al., 2004; Sharman et al., 2006; Arunachalam et al., 2004a, 2004b). The uncoated carbide cutting tools have been used at

210 R. M’Saoubi et al.
low cutting speeds (up to 50–60 m/min). In such conditions, the workpiece surface damage (in the form of surface tearing, cavities, cracking, etc.) frequently occurs (Sadat and Reddy, 1992, 1993). These surface defects are also shown to be reduced when the cutting speed is increased, under controllable tool-wear conditions. However, the magnitude of tensile residual stresses at the machined surface seems to be low (and compressive residual stresses are sometimes obtained) at low cutting speeds, and increasing at high cutting speeds. This can be due to the significant increase in tool wear (Sadat and Reddy, 1992, 1993). The use of coolants seems to reduce the magnitude of the residual stresses at the machined surface and surface roughness (Gorsler, 1985). Compared with uncoated cemented carbide cutting tools, higher cutting speeds (up to 100 m/min) are used when machining with coated cemented carbide, and with PCBN/CBN and ceramic cutting tools used for the cutting speed range of 200–700 m/min (Dudzinski et al., 2004). Increasing the cutting speed increases the heat generated, thus a large amount of heat will be generated in the workpiece, particularly in machining with coated cemented carbide and ceramic tools owing to their low thermal conductivity, and this would affect the SI dramatically. For this reason, higher tensile residual stress levels are usually found after machining of Inconel alloys using coated carbide and ceramic cutting tools when compared with those residual stresses generated in machining with uncoated cemented carbide cutting tools at low cutting speeds (Sharman et al., 2006; Arunachalam et al., 2004a, 2004b).
From the whole range of cutting tools, the ceramic cutting tools seem to generate the highest residual stress levels owing to the very high cutting speed and dry cutting conditions associated with machining using such cutting tools (Arunachalam et al., 2004a). Taricco (1995) concluded that although ceramic cutting tools are attractive for cost reduction, they have been excluded from finishing operations on flight safety parts because of the formation of tensile residual stresses of a much larger magnitude (sometime twice) when compared with uncoated cemented carbide cutting tools. As a consequence, uncoated cemented carbide cutting tools are widely used in finishing operations of critical components in nickel-based alloys owing to concerns about the residual stresses produced with other tool materials and their associated operating parameters (Arunachalam and Mannan, 2000).
2.2 Iron-based alloys: austenitic stainless steels
The austenitic stainless steels are widely used to produce critical structural components in chemical industries and nuclear power stations because they provide a unique combination of high mechanical properties and corrosion resistance. In the case of the nuclear industry, they are extensively used in the primary circuit of Fast Breeder Reactors (FBR), in manufacturing components such as main vessel, inner vessel, heat exchangers, control rod drives, and piping. As the normal operation temperature of the FBR is about 650°C, it is very important to determine the role of residual stresses in the deformation and the fracture process to estimate the component’s life span.
Austenitic stainless steels are considered as difficult-to-machine materials because of their low thermal conductivity, and high mechanical and microstructural sensitivity to strain and stress-rate. They exhibit severe work hardening during the chip formation process when compared with low alloy steels (Figure 3), which induces mechanical modifications and behaviour heterogeneity on the machined surface, and this leads to unstable chip formation and vibrations. Their low thermal conductivity also leads to heat

A review of surface integrity in machining 211
concentration in the cutting zone resulting in high localised interfacial temperatures. As a result, the machining of such steels when compared with machining of plain carbon steels (see Figure 4) may induce:
• higher residual stress levels
• larger thickness of the tensile layer
• high work-hardening rate
• larger thickness of the work-hardened layer.
Figure 3 Work-hardening severity associated with the chip formation process for singleand two-phase steels
Source: M’Saoubi and Chandrasekaran (2004)
Figure 4 In-depth profiles of the residual stresses generated in turning of 316L steeland 1045 steel with coated cemented carbide cutting tools
Source: Outeiro et al. (2006a)
2.3 Titanium-based alloys
The titanium-based alloys are used in a wide range of applications, including aerospace/aeronautic, power generation, automotive, and in biomedical industries. The aerospace/aeronautic industry is probably the biggest consumer of these materials

212 R. M’Saoubi et al.
owing to the combination of low density (about 50% of the nickel-based alloys), high strength at high temperatures, high corrosion and creep resistance properties. Therefore, these alloys are suitable for manufacturing various airframe and engine components (fan blades, compressor blades and discs, stator vanes, inlet and outlet guide vanes, etc.). In particular, the efficiency of aero-engines is directly related to the static and dynamic masses. The reduction in these masses by using lightweight materials, such as titanium-based alloys, results in lower fuel consumption, thus increasing the efficiency.
Two classes of titanium-based alloys have the largest applications for the aerospace/aeronautic industry: the traditional titanium alloys, which include the Ti-6Al-4V, and the advanced titanium intermetallic alloys, which includes the gamma titanium aluminides (γ - TiAl) and the orthorhombic phase Ti2Nb (Aspinwall et al., 2005). There is an increasing interest from the aero-engine manufactures to use the titanium aluminides for the manufacture of aero-engine components, although there are as yet no engines using this material for products in commercial or military applications (Aspinwall et al., 2005). These intermetallic alloys are the potential candidates to replace the traditional aero-engine alloys such as the Inconel 718 and the Ti-6Al-4V (Mantle and Aspinwall, 1997). The lower density of these intermetallic alloys when compared with the nickel-based superalloys, and its ability to operate at temperatures up to 200ºC higher than the traditional titanium alloys, are their main advantages (Mantle and Aspinwall, 1997). Unfortunately, the main drawback of the γ - TiAl is their low ductility (less than 2% at room temperature) and low fracture toughness (~20 MPa.m1/2), and high crack grow rates, which are probably the main cause of some surface defects found after machining.
The titanium-based alloys are also difficult-to-machine materials owing to their high strength, low thermal conductivity and strong chemical reactivity (Rahman et al., 2003). In particular, γ - TiAl is, in general, more difficult-to-machine than the standard titanium alloys, resulting in an extremely short tool-life (Mantle and Aspinwall, 2001). As a consequence, the machining productivity is low, the production cost is high, and the SI can also be very poor. Concerning the SI issues, several surface alterations resulting from machining operations are reported in the literature (Mantle and Aspinwall, 1997, 2001; Sharman et al., 2001; Che-Haron and Jawaid, 2005), which include material pullout, deformed lamellae/surface drag, cavities, cracking, surface roughness and hardness and residual stress changes.
Aspinwall and co-workers (Mantle and Aspinwall, 1997, 2001; Sharman et al., 2001; Aspinwall et al., 2005) conducted extensive studies on SI when machining γ - TiAl alloys. They have shown that surface deterioration in the form of material pullout, deformed surface drag, cavities, and cracking are particularly evident when machining with worn cutting tools (Mantle and Aspinwall, 2001). However, such surface deterioration was found even when applying fine finishing machining conditions, although a reduction in the size and population of such defects is observed (Mantle and Aspinwall, 1997; Sharman et al., 2001). Moreover, no noticeable improvements were detected when applying high-pressure cutting fluids. Concerning the surface hardness, Mantle and Aspinwall (2001) reported an increase of around 50% in workpiece surface hardness to a depth of 300 µm, when milling γ - TiAl using coated cemented carbide tools. Surprisingly, in literature, most of the residual stresses induced by machining titanium-based alloys are compressive in nature, reaching in some cases values greater than 1000 MPa (Mantle and Aspinwall, 2001; Sharman et al., 2001; Sridhar et al., 2003; Vosough et al., 2005). Mantle and Aspinwall (2001) found that the tool flank wear and

A review of surface integrity in machining 213
the cutting speed have the greatest effects on residual stresses induced by milling γ - TiAl using coated cemented carbide tools. Increasing the cutting speed decreases the level of compressive residual stresses, increasing the tool flank wear increases the level of compressive residual stresses. According to Sharman et al. (2001), these high compressive residual stress levels are the main reasons responsible for the longer fatigue life of the turned specimens when compared with the neutral or tensile residual stresses found in Electro-Chemical Machined (ECM) and Electro-Discharged Textured (EDT) specimens (see Figure 5).
Figure 5 SN curves for turned, ECM and EDT specimens
Source: Sharman et al. (2001)
3 Machining of hardened steels
3.1 Die and mould applications
Among engineering components, tools for die and mould making are characterised by specific geometric and SI requirements. Complex shapes/local geometry and associated tolerances, as well as very high surface finish, often requiring polishing, are common. Further, depending on the application, such as die-casting mould or hot- or cold-working tool, surface and sub-surface microstructure and stress state also become critical to withstand operational wear and thermo-mechanical loading cycles. Traditionally, rough and finish milling followed by heat treatment, grinding and/or polishing, sometimes also followed by specific surface treatment/coating, is the traditional manufacturing path for such tooling components. In other words, both in terms of machining and finishing operations, as well as the SI requirements, the production of components for die and tool making is a costly manufacturing operation.
In an attempt to reduce the cost through the elimination of one or more manufacturing steps such as grinding and/or polishing, continuous development is taking place in the steel material for tooling, namely type P20 for plastform applications, type H13 for hot-working applications, and type D2 for cold-working applications. Developments in cutting tools also follow this trend, and there are no technical tooling problems in most cases for milling die and tool steels over a wide range of hardness (300–650 HV30). Economic manufacturing solutions to produce die and tool components using only machining is, however, a challenge, but the application areas are widening. Partly, this is

214 R. M’Saoubi et al.
due to developments in the steel-making industry (pre-hardened plate steel through continuous casting and inclusion refinement as in ESR-treated steels) and cutting tool development (superior-coated carbides and PCBN-based tools) as recently reported (Chandrasekaran and M’Saoubi, 2006).
We briefly review the current status of hard milling of mainly steels (300–650 HV30) with the focus on the SI aspects. As mentioned earlier, we shall look into three groups of materials, namely plastform type P20 steels (Umino et al., 2004; Persson and Chandrasekaran, 2002; Ghanem et al., 2002; Rahman et al., 2002), hot-working type H13 steels (Umino et al., 2003; Fujii and Matsuda, 2003; Mativenga and Hon, 2003; Axinte and Dewes, 2002; Chandrasekaran et al., 2005) and cold-working D2 type steels (Rao and Shin, 2001; Becze et al., 2000), respectively, with decreasing application potential for hard milling today. The indicated reservation as we go from 300 HV30 to 650 HV30 in hardness is both due to technical problems of viable tool life as well as SI. Better SI results with hard turning of D2 are available than for hard milling. Harder materials are generally more sensitive to surface and subsurface inhomogeneities as we shall see during the course of this review.
Among the many SI parameters used, the surface finish (Ra) is the most reported, followed by microstructure (qualitative), sub-surface hardness distribution and finally the residual stress distribution. Except the first parameter, all others require greater effort and the residual stress measurement is a complex one. Some of the problems of residual stress measurement in operations such as milling and the accuracy of the measuring techniques are discussed in the work of Chevrier et al. (2003).
3.1.1 Plastform steels
In practice, P20, a typical low alloyed steel, includes a number of steels produced by conventional or ingot cast, pressure cast and continuous casting operations. Generally, these materials have a martensitic structure. The later variants are available in the pre-hardened state (300–400 HV30) and thus, could easily be milled directly to the required shape. With appropriate tooling, 300 HV30 could be milled at high speeds (>300 m/min) that are comparable with low-speed aluminium milling. Since small round-nosed end mills are the mainstay, high spindle speeds and appropriate NC path generating programmes are essential.
Studies related to other factors such as effect of tool coatings and cutting fluid are reported in recent publications (Ghanem et al., 2002; Rahman et al., 2002). Ghanem et al. (2002) have investigated the role of structure and residual stress state in two operations, namely hard milling and EDM of a tool steel (SAEJ438b at 30 HRc). Three-point bending fatigue tests of the notched specimens revealed a loss of 35% in fatigue endurance in the case of EDM (see Figure 6). In spite of the rather low cutting regime (4 mm diameter HSS cutter at V = 30 m/min and f = 0.05 mm/rev) in milling in this test, the effects of residual stress (–300 MPa in milling and + 750 MPa in EDM) are obvious. Mircostructural and surface hardness (HV0,1: 1000 in EDM to 460 after milling) changes also support the above results, although no effort was made to separate the individual effects on fatigue endurance.

A review of surface integrity in machining 215
Figure 6 Influence of machining on fatigue life (three-point bending of notched specimen)
Source: Ghanem et al. (2002)
The effect of MQL coolant mist in milling ASSAB 718HH steel (35 HRc) using uncoated P20 tool inserts indicate that along with usual positive effects of speed and feed, depth of cut appears to have a stronger effect on surface finish produced (Rahman et al., 2002).
3.1.2 H13: Hot working steels
End-milling machinability of hot worked die steel in the hardness range of 39–43 HRc using PVD coated (TiCN) carbide inserts recently been reported (Umino et al., 2003) clearly shows machinability improvement (> an order of magnitude) with increasing Si content (0.1–1.6%) at constant speed of V = 100 m/min. In this study, S level was low at ~ 0.002%. Reduction in chip adhesion with increasing Si content is indicated as the main cause for machinability improvement, but a corresponding effect on SI was not investigated. Fujii and Matsuda (2003) studied end milling of hot worked die steels (type 5% Cr–3% Mo) in the hardness range of 35–50 HRc using uncoated carbide tools at a constant cutting speed of V = 100 m/min. The Si content of the steels varied from 0.1% to 1.01%. At low hardness, an improvement of more than an order of magnitude in tool path was seen. Some evidence for a reduction in cutting forces with increasing Si was also seen. Finish ball nose milling of H13 (40 HRc) (V = 200–800 m/min,f = 0.05 mm/rev and ap = 0.05 mm) using 6 mm diameter coated carbide tools (TiN, TiCN, TiAlN, 2TiAlN and TiAlN + WC/C coatings) have been reported by Mativenga and Hon (2003). Also, they compared different coatings according to the surface finish produced (Figure 7). No other information on SI was reported.

216 R. M’Saoubi et al.
Figure 7 Surface roughness in the direction of tool stepover for conventional to HSM of H13 tool steel for different PVD coatings
Source: Mativenga and Hon (2003)
Another work of interest is devoted to the parametric modelling of the surface finish and residual stress when milling H13 steel (47–49 HRc) using 6 mm diameter TiAlN-coated solid carbide ball nose end mills (Axinte and Dewes, 2002). Using the two levels of parameters V, f, path length L and cutter-axis tilt angle, α, the analyses of variance approach were utilised to map surface finish Ra and residual stress. Typical results for Ra and the largest residual stress component are shown in Figure 8. The cutting conditions for best surface finish (Ra = 1–2 mm) and highest (–300 to –600 MPa) residual stress did not coincide, and hence, the ‘pseudo-optimal’ cutting conditions have been proposed with constant tilt angle. Other researchers have not observed any microstructural change or loss in hardness. The status of SI at the end of tool-life is not obvious.
Figure 8 The 2D response surface for the output parameter Ra and residual stress (MPa)are shown in (a) and (b), respectively
(a)

A review of surface integrity in machining 217
Figure 8 The 2D response surface for the output parameter Ra and residual stress (MPa)are shown in (a) and (b), respectively (continued)
(b)Source: Axinte and Dewes (2002)
Detailed information about SI parameters in cavity milling of H13 is available in recently published work (Chandrasekaran et al., 2005; Marques et al., 2006). Here, the role of material microstructure (effect of inclusion content and special additives), cutting tools (coated carbide and PCBN) and cutting conditions including tool-wear on surface finish and sub-surface residual stress profile were systematically mapped in face milling (cutter diameter of 43 mm). Roughing (V = 160–250 m/min, f = 0.1 mm/rev and ap = 0.8 mm) with coated carbide tools and semi-finishing with coated carbide tools (V = 50 m/min), as well as with PCBN tools (V = 600 m/min) was investigated. A typical residual stress profile in H13 steel and the effect of tool-wear is shown in Figure 9.
Figure 9 Effect of tool wear on residual stress profile in milling of H13 steel coated carbide; V = 80 m/min, f = 0.15 mm/rev and ap = 0.8 mm: (a) new tool, T = 0.6 min and(b) worn tool, T = 40.06 min
(a) (b) Source: Chandrasekaran et al. (2005)

218 R. M’Saoubi et al.
While the chip contact surface displayed a white layer for some cutting conditions, this was not seen on the milled surface. Further, measured residual stresses appear to be compressive for most of the cutting conditions and the sub-surface stress profile was affected only marginally by the cutting speed. The sub-surface hardness profile appears to follow the results obtained from X-ray diffraction rather well. In the case of sharp tools, the tool edge configuration (rounded and chamfered geometries) tool micro-geometry and steel composition also affect the residual stress in that order. The effect of tool edge configuration appears to be even greater than that of tool material here. Coated carbide and PCBN of the same geometry (18 µm edge radius) produced comparable residual stress results, while coated carbide grade with a different tool edge configuration (50 µm edge radius) affected the stresses to a greater extent. It is interesting to note that similar results have been reported previously (Rao and Shin, 2001) regarding the residual stresses in high speed (V < 1400 m/min) milling of T7075 Al alloy using coated carbide and PCD tools.
3.1.3 D2: Cold working steels
One aspect of SI, namely surface finish, during the milling of D2 tool steels is reported previously (Chevrier et al., 2003). During the evaluation of five-axis milling of complex mould cavity from D2 steel (63 HRc), Becze et al. (2000) have reported some interesting results showing the effects of complex tool paths on several critical machining issues such as chip morphology, cutting forces, tool-wear mechanisms, tool-life as well as surface finish. Reference milling tests (12.7 mm diameter ball end mill) for rough (V = 101 m/min, f = 0.1 mm/rev) and semi-finishing with coated carbides, and finishing with PCBN (38.1 mm cutter diameter at V = 350 m/min to 600 m/min, f = 0.1 mm/rev and ap = 0.5 mm) were carried out. An interesting feature is the variation in surface finish at different locations of the component as shown in Figure 10. This is indicative of the problems associated in SI mapping of actual components.
Figure 10 Surface finish from milling in a D2 component
Source: Becze et al. (2000)

A review of surface integrity in machining 219
SI results from face milling D2 by Chandrasekaran et al. (2005) show that most conclusions are similar to those focused for H13. However, even a strong change in composition (reduction in Cr to 8%) did not affect the residual stress profile to any great extent after milling (Figure 11).
Figure 11 The effect composition of D2 on residual stress profile after finish milling at V = 650 m/min with PCBN tools
(a) (b) Source: Chandrasekaran et al. (2005)
In general, many studies on the milling of hardened steels for die and mould making are mostly devoted to machinability covering tool-wear, and cutting forces, marginally on surface finish, and much less on SI represented through the three classic parameters, namely, sub-surface microstructure (transformation and white layer, etc.), deformation state (hardness gradient), and residual stresses. There are a number of reasons for this. To start with cavity milling, unlike turning in the hardened state involves a multitude of parameters. In addition to the usual cutting speed and feed, the relative position of the cutter centre affects tool entry and exit modes, degree of immersion (radial and axial immersion level), the cutter diameter and the cutter-axis tilt angle, the NC cutter path programme features such as ‘look-ahead’ and ‘smoothening’ mode at corners, etc., also affect the outcome. In spite of the above problems associated with die milling for P20, and to a large extent even for H13 grades, a viable tool-life and successful tooling solutions compatible with very long tool-life (T = 45 min–90 min), and consistent surface quality, appears feasible in mould making. Some, if not all, cavity milling parameters also seem to affect the SI, but here we have limited information about the effect of all material parameters. In the case of much harder cold-worked grade such as D2, neither technical solutions to achieve viable machinability, nor the associated implications on SI are generally clear.
Another reason for the limited information on SI in hard milling can be related again to the product. In the case of P20, the very high surface quality (polishability) often demands a special operation, and some of the surface effects from machining can be eliminated. Moreover, the operational demands on the material during use (plastic moulding and to some extent metal injection moulding) are well met by the current P20 alloys. It is in the context of thermal cycling and related performance limitations where some of the SI parameters become critical. However, if any additional surface modification to the finished die and tool are planned, then post-machining SI issues become a critical factor, and our knowledge on these aspects is limited. Another aspect of SI is the state of residual stresses at the component level, and especially its value at

220 R. M’Saoubi et al.
critical locations with complex tool edge configuration. Experimental measurement of residual stresses at such locations is difficult, if not impossible. Robust residual stress models for hard machining combined with component-level FEM modelling could be the best way out here.
3.2 Hard turning of steels for bearing and automotive applications
Finishing of hardened steel (e.g., through hardened AISI 52100 steel for bearing applications, and case hardened steel 16MnCr5 for automotive gears and shafts) using hard turning with super hard cutting tools (PCBN, Ceramics, etc.) has found increasing interest in recent years in the manufacturing industry. Hard turning is being regarded as an attractive alternative to traditional finish grinding operations because of the high flexibility, ability to achieve higher metal removal rates, possibility to operate without the use of coolants, and the capability to achieve comparable workpiece quality.
A number of investigations have been carried out in the past to assess the level of SI that could be achieved with hard turning in comparison with grinding. Several examples of this can be found in the seminal early work of König et al. (1984, 1990, 1993) who also noted that despite several advantages in terms of flexibility, productivity increase and environmentally friendly production, low acceptance of hard-cutting technology was encountered in industry. This was explained to some extent by the lack of knowledge with respect to the component’s functional performance, and partly by the uncertainty about attainable accuracies in hard-machined parts produced from the available precision machine tools used at that time (König et al., 1993). However, with the subsequent development of high-precision turning lathes and PCBN tooling, the industrial relevance of hard-turning applications has become less formidable as pointed out by a recent survey of Tönshoff et al. (2000) on cutting of hardened steel. An up-to-date collection of case studies in hard cutting and grinding processes is available in the recent CIRP paper by Klocke et al. (2005). Figure 12 shows a qualitative comparison of the capabilities of both processes in terms of workpiece quality, process flexibility, etc.
Figure 12 Qualitative comparison of the capability of hard cutting and grinding processes
Source: Klocke et al. (2005)

A review of surface integrity in machining 221
Although these operations are being regarded as competing technologies, it is suggested that with the advent of multiprocessing strategies in component manufacture, benefits can be achieved by combining grinding and hard cutting in some applications.
Earlier SI studies in hard turning have focused on the assessment of the effects of cutting-process parameters, tool geometry and tool-wear on workpiece surface topography, residual stress and subsurface alteration such as white layer formation.
3.2.1 Residual stress
The effects of tool edge preparation and material hardness on surface residual stress have been investigated by Thiele et al. (2000) through a finish hard turning study of AISI 52100 steel with PCBN tool inserts. Their results indicate that tools with a large edge hone radius (~120 µm) and a chamfer tool (24.5 µm) produces more compressive residual stresses than small edge hone tools (~20 µm). Small edge hone tools produce low residual tensile stresses for low material hardness (41 HRc), and compressive residual stress for high hardness (57 HRc). Matsumoto et al. (1999) also reported on the dominant effect of tool edge geometry on residual stress magnitude and depth when investigating PCBN hard turning of case carburised steel (58–62 HRc). Their results, summarised in Figure 13, indicate a marginal effect of depth of cut and feed rate on subsurface residual stress while the effect of edge honing and double chamfer have been shown to result in greater subsurface penetration and compressive stresses.
Figure 13 Effect of tool edge geometry and cutting parameters on residual stress
Source: Matsumoto et al. (1999)
222 R. M’Saoubi et al.
The influence of tool rake angle, feed rate and depth of cut on residual stresses in PCBN hard face turning of AIS 52100 was investigated by Dahlman et al. (2004). Their results indicate that higher compressive stresses are generated by increasing the feed rate and from the use of a negative rake angle. A summary of previous work on residual stresses in hard turning was presented in a recent work (Hua et al., 2005), which consolidated the results of prior investigators in a single table reporting the effect of tool geometry, cutting process parameters, and material hardness. Results from their own investigation, based on FEM prediction and experimental residual stress measurement in PCBN hard turning of AISI 52100, show that an optimal combination of a large-hone edge plus a chamfer at an aggressive feed rate favours an increase in compressive residual stresses in both axial and circumferential directions.
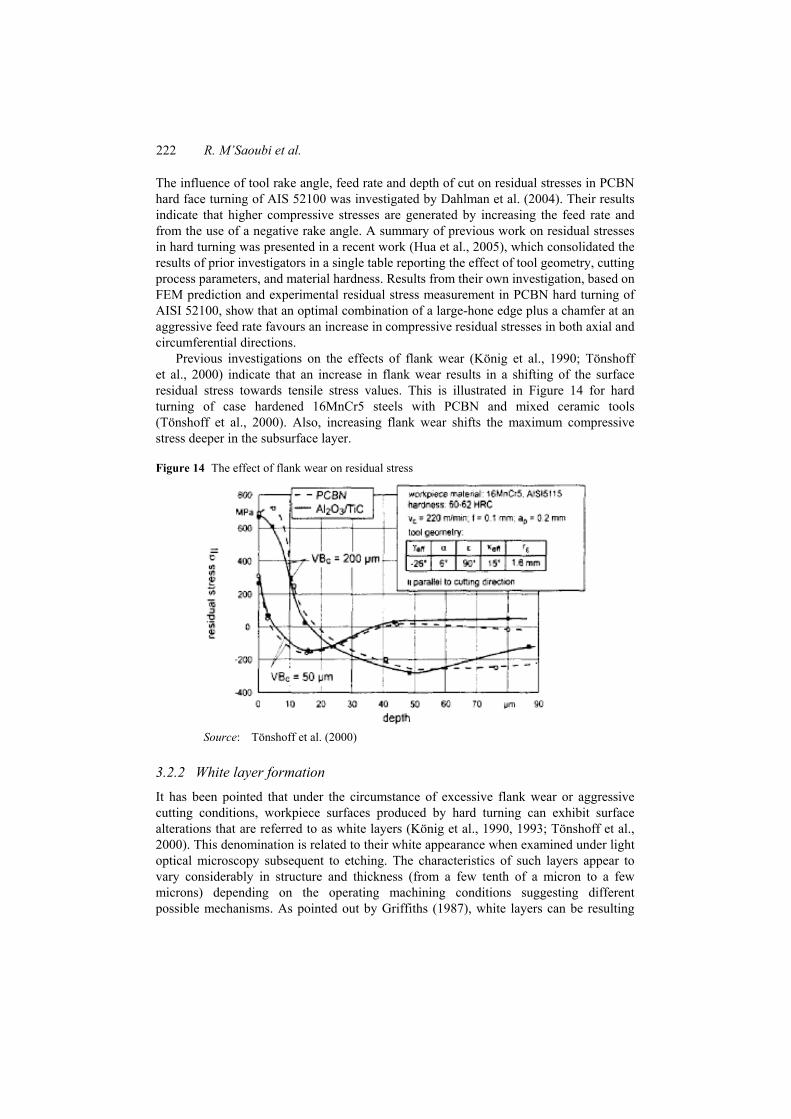
Previous investigations on the effects of flank wear (König et al., 1990; Tönshoff et al., 2000) indicate that an increase in flank wear results in a shifting of the surface residual stress towards tensile stress values. This is illustrated in Figure 14 for hard turning of case hardened 16MnCr5 steels with PCBN and mixed ceramic tools (Tönshoff et al., 2000). Also, increasing flank wear shifts the maximum compressive stress deeper in the subsurface layer.
Figure 14 The effect of flank wear on residual stress
Source: Tönshoff et al. (2000)
3.2.2 White layer formation
It has been pointed that under the circumstance of excessive flank wear or aggressive cutting conditions, workpiece surfaces produced by hard turning can exhibit surface alterations that are referred to as white layers (König et al., 1990, 1993; Tönshoff et al., 2000). This denomination is related to their white appearance when examined under light optical microscopy subsequent to etching. The characteristics of such layers appear to vary considerably in structure and thickness (from a few tenth of a micron to a few microns) depending on the operating machining conditions suggesting different possible mechanisms. As pointed out by Griffiths (1987), white layers can be resulting

A review of surface integrity in machining 223
from (a) severe plastic deformation and grain refinement, or by (b) phase transformations as a result of rapid heating and quenching.
Thermally induced martensitic transformation has been suggested as a possible cause for white layer formation owing to the rapid heating of the workpiece above (α – γ) phase transformation temperature and subsequent rapid cooling. This is emphasised in situations where sufficiently high workpiece temperature may be reached, for example, in the presence of severe flank wear (König et al., 1990; Tönshoff et al., 2000). Other interpretations (Akcan et al., 2002) rely on severe deformation of the work material to very large strains as the dominant factor contributing to the formation of these layers with ultrafine grained or nanocrystalline structures with grain sizes in the range 30–500 nm, and also resulting in substantial increase in surface hardness. Results from a recent investigation of white layers produced by PCBN hard turning of AISI 52100 steel (Ramesh et al., 2005) seem to conciliate both interpretations by suggesting the occurrence of martensitic phase transformation at high cutting speeds, while mechanically induced grain refinement occurred at the low cutting speed owing to severe deformation. Earlier work by Komanduri et al. were among the first to report about the observation of white layers in machining of titanium alloys within the serrated chips obtained (Komanduri et al., 1981; Komanduri, 1982). Shaw and Vyas (1993) showed the role of material property transformation on saw-tooth chip formation with white layers. Their subsequent work showed why white layer formation in the chip is beneficial to the chip formation process and explained the methods of avoiding penetration of white layer into the finish machined surface to improve SI (Vyas and Shaw, 2000). More recent work by Poulachon et al. (2005) involving the progressive tool-wear mechanisms in hard turning with PCBN tools confirms the effects of grain size and the microstructure on the formation of white layer for a range of work materials including X160CrMoV12 cold-worked steel (AISI D2), X38CrMoV5 hot-worked steel (AISI H11), 35NiCrMo16 high-toughness steel and 100Cr6 bearing steel (AISI 52100). This study was based on their earlier studies on chip-forms correlating the effects of white layer formation with serrated chip formation, and the thermo-mechanical properties of the work material and its constitutive relationships involving the generally conflicting nature of strain-hardening and thermal softening (Poulachon et al., 2001, 2003). Subsequently, Poulachon et al. (2007) showed the shear localisation mechanisms and the associated chip morphology involving saw-tooth chip formation in hard machining of 100Cr6 bearing steel (AISI 52100), using the constitutive models and material property data. Ekinovic et al. (2004) studied the effects of SI and white layer formation in high-speed milling of hardened steels, and showed the range of critical speeds and feeds for minimising the adverse effects of white layer formation on SI.
4 Predictive models for Surface Integrity (SI) in machining and predictive performance models for enhancing product performance and life in machined products
Considerable amount of modelling efforts have been undertaken, and more work is underway, in many research groups worldwide for predicting machining performance measures such as tool-wear/tool-life, surface roughness, cutting forces/power/torque, chip-form/chip breakability, and part accuracy. Also, significant progress has been made in developing safer and secure operating conditions for machining, selection of

224 R. M’Saoubi et al.
appropriate tooling and accessories such as jigs and fixtures to avoid machining chatter and vibrations. Predictive models for residual stresses are among the fastest growing research topics in several research groups owing to its correlation with the fatigue life of the machined components – see Figure 15 (Sasahara, 2005). Since the outlook for depending on current performance-enhancing techniques such as shot-peening and laser shock peening for inducing compressive residual stresses to increase the fatigue life seems to be waning, other means of inducing the most desirable residual stresses on the machined surfaces through methods such as variations in tool geometry, cutting conditions, work material property alterations, etc., would hold promise not only because of their functional ease for implementation, but also because of the significant cost reduction through such implementation. Therefore, much of the current and future modelling activities are expected to focus on this, and the industry groups and funding agencies are expected to increase their funding levels for projects in related fields.
Figure 15 Interaction of axial residual stress and hardness on fatigue life
Source: Sasahara (2005)
This section first summarises the current state-of-the-art in modelling of residual stresses and other physical and mechanical properties of materials affecting the product life, from machining operations. Then, a clear connection is shown between the “science of product sustainability” and current and future efforts on modelling of predictive performance.
4.1 A summary of modelling efforts and the need for predictive performance models for machined components
Even though SI is defined by the numerous parameters such as those shown in Table 1, much of the predictive models developed for over the last two decades have mostly focused on the residual stresses, and to a much lesser extent on the component distortion. The need for determining the effects of cutting conditions, tool geometry, and other process parameters on the residual stresses developed on the machined surfaces has been

A review of surface integrity in machining 225
the major motivational factor for the significant research effort by the world research community on modelling of the machining processes for predicting the resulting machining-induced residual stresses.
Following the earlier work by Jeelani et al. (1986) on investigating the effect of cutting speed and tool rake angle on the residual stresses developed in machining of 2024-T351 aluminium alloys, several researchers have conducted studies to observe the effects of cutting conditions: Jacobson et al. (2002a, 2002b) observed in hard turning of bainitic steel, the residual stress decreasing first and then increasing after reaching an optimal level, when increasing the cutting speed and explained the opposing nature of increasing strain-hardening at modest increase in cutting speeds, and the high-temperature-induced tensile residual stress development at much higher cutting speeds. They also showed a similar trend in the measured surface roughness – first decreasing and then increasing after reaching a critical cutting speed. Capello (2005) showed the effects of feed rate, tool nose radius, depth of cut and cutting edge angle on the axial residual stresses developed in turning, and developed a regression analysis to include these variables. Jacobus et al. (2001) developed an extended 2-D model for turning, included the effects of feed and depth of cut and validated it. El-Axir (2002) proposed empirical equations postulating the dependence of residual stress profile and the depth of residual stress distribution as functions of the machining parameters using polynomial functions.
The computational methods such as numerical modelling using finite element methods have in recent times given the most needed boost to the simulation and predicting capabilities, despite the questions surrounding the validity of the various assumptions made and the material constitutive relationships being incorporated in these models. Guo and Liu (2002), in their FEM-based model for sequential cuts, showed the effects of uncut chip thickness. Hua et al. (2006) investigated the effects of cutting conditions, tool edge configuration and the work material hardness in hard turning of bearing steels, and using commercial FEM software, predicted the effects of these variables on the axial and circumferential residual stresses. Sasahara et al. (1994, 1996) have studied the effects of cutting conditions in their early work and developed a thermo-elastic–plastic finite element to predict these effects and tool geometry parameters such as rake angle, tool nose radius on residual stresses (Sasahara et al., 2004). In his subsequent work, Sasahara (2005) included the effects of tool-edge configurations with chamfer and showed the variation of fatigue life with varying surface roughness conditions, in addition to the hardness effects shown in Figure 15 previously. Ee et al. (2005), using their modified Johnson–Cook material model, developed thermo-viscoplastic finite element model and predicted the effects of sequential cuts, cutting speed on residual stresses for machining with an edge radius tool.
Outeiro et al. (2006a) investigated the effects of tool geometry, tool coating and cutting regime parameters on residual stress distribution in the machined surface and subsurface of AISI 316L using experimental (X-ray diffraction) and numerical approach (FEM). Their results showed that residual stresses increased with most of the cutting parameters, including cutting speed, uncut chip thickness and tool cutting edge radius. However, from the range of cutting parameters investigated, uncut chip thickness appeared to be the parameter that has the strongest influence on residual stresses. The results also showed that sequential cuts tend to increase superficial residual stresses. Subsequently, Outeiro et al. (2006b) utilising an analytical model for heat partition temperature, through a chip flow predictive model, showed the effect of cutting edge

226 R. M’Saoubi et al.
radius on the residual stresses developed in machining. Nasr et al. (2007a), using commercial FE software, which incorporates the Johnson–Cook material model, predicted the axial residual stresses for a range of cutting edge radius (20–100 µm) for AISI 316L steels. An increase in cutting edge radius was shown to decrease the residual stress, which was consistent with all previous works. In their concurrent work, Nasr et al. (2007b) modelled the effects of work material’s thermal conductivity (k) and thermal softening exponent (m), and showed that higher k and lower thermal softening exponent (lower m) result in higher tensile residual stresses in the near-sub-surface layer, and that m has a stronger effect than that of k. Umbrello et al. (2007) reported recently the results of a sensitivity study about the influence of the constants used in Johnson–Cook’s material constitutive equation on the FEM modelling of chip formation in AISI 316L steel. Their results, which included the prediction of cutting forces, chip morphology, temperature distributions and residual stresses, indicated the critical importance of choosing the correct set of Johnson–Cook material constants for obtaining a reasonable prediction of residual stress.
Other notable finite element-based models developed and used to predict the residual stresses include the work by Salio et al. (2006), Yang and Liu (2002) and Chuzhoy et al. (2002). In the latter work, Chuzhoy et al. developed a microstructure-level model for simulating machining of cast iron using the FEM. This model has been shown to compute the distribution of stresses, strains, temperatures, and the damage in each phase, thus making it suitable for modelling heterogeneous materials. Ghanem et al. (2002) studied the effect of machining on fatigue life through the analysis of near-surface residual stress and microstructural modifications of machined surface for two processes: an EDM process and a conventional milling process – also see Figure 6, previously. This work compares the surface textures of both processes and shows the origin and growth of the microcrack including the grain boundary alterations in EDM processes. In a more recent work, Sherry (2007), through the extended use of high-energy X-ray tomography techniques, has shown a microstructure-level mapping method to offer a fundamental understanding of the local strain development at the microstructure level. It is proposed that the behaviour of materials in engineering components and structures can be predicted through the use of a multi-scale modelling using the fundamental understanding of the microstructural evolutions including grain boundary changes.
Interestingly enough, a recent effort by two of the co-authors of this paper from the USA, in an ongoing project under the sponsorship of the National Science Foundation, has recently shown the possibility of modelling the machining process at micro and meso levels using the topological variations in the work materials (Jawahir et al., 2007), where the variations in the microstructure of the machined surface (grain size and grain orientation angle), along with hardness and residual stress variations across the depth of machined surface are correlated with the input conditions including cutting conditions and the cutting tool edge geometry. The need for such models would be particularly important for micromachining applications where the role of process parameters (e.g., feed, depth of cut, etc.) and the micro-geometry (e.g., cutting edge radius) are often in the same range as the microstructural features (grain size, carbide particle size, etc.). Related recent work on microcutting of AISI 1045 steel involving experimental and numerical analysis shows the effects of microstructure on the mechanism of microcutting in terms of surface defects, grain size and grain orientation (Simoneau et al., 2006, 2007).
In a very recent work, Outeiro et al. (2008) have considered the role of size effects on residual stresses using FEM and the microstructural transformation of the machined layer

A review of surface integrity in machining 227
showing the intense-deformation layer characterised by the topological properties such as the grain size and the grain elongation angle. A previous investigation by Rentsch and Inasaki (1995) offers the possibility of modelling SI by Molecular Dynamics (MD) involving the calculation of inter-atomic forces and dislocation parameters for both ductile and brittle materials. Also, in recent times, significant interest has been shown by some research groups on analytical modelling of residual stresses (Liang and Su, 2007; Ulutan et al., 2007). This is encouraging as the most likely refinement of these theoretical methods, accompanied by solid physics-based modelling methods and validated techniques are always expected to offer a greater insight into the machining process itself.
4.2 Significance of predictive performance models for enhancing product sustainability
With the advent of advanced manufacturing and measurement methods, and innovative materials processing techniques, all raising the reliability and quality requirements in manufactured products, the need for predictive modelling and optimisation techniques have emerged in recent times. Computational methods and analytical and experimental techniques are all emerging in large scale for making simulations, predictions and optimisation easier, faster and more accurate, while the fundamental understanding of the ‘science of product sustainability’ is still somewhat lacking.
Manufacturers of products for industrial and domestic use, coming from all major segments of the manufacturing industry such as the aerospace, automotive, and biomedical, have set high standards and expectations for the use of predictive performance models for their manufactured products, particularly dealing with cyclic loading, impact conditions, corrosion and resistance to environmental and chemical degradation, mechanical wear and tear, etc. Predictive models for surface and sub-surface SI, covering residual stresses, microstructural and metallurgical alteration, variations in mechanical properties, microcrack development and growth, etc., are urged as significant owing to their correlation with the fatigue life of a product during its ‘use’ stage of the total life cycle consisting of four major stages: pre-manufacturing, manufacturing, use and post-use (Joshi et al., 2006). The service life/durability, representing the lifetime of a product, is considered to be one of the major sub-elements of the six major product sustainability elements – see Figure 16 for these elements and sub-elements of product sustainability (Jawahir et al., 2006). Based on this, comprehensive methodology for evaluating the product sustainability level for all six elements and the associated sub-elements covering the three major components of sustainability (economy, environment and society), and the above four life-cycle stages have recently been developed (Jaafar et al., 2007). A recent case study on automotive products shows the significance of ‘product functionality’ during the ‘use’ stage of the product life cycle, and its effects on the overall rating of product sustainability when two specific materials are considered for the manufacture of a given automotive product (Ungureanu et al., 2007). This generic case study can be applied to machined products when all affecting elements and sub-elements are clearly identified and quantified. The service life/durability of a machined product will heavily depend on the machining-induced mechanical properties such as the residual stresses. Therefore, an improvement in the product’s fatigue life, influenced by the resulting residual stresses from machining, would be of paramount importance in the overall enhancement of product sustainability.

228 R. M’Saoubi et al.
Figure 16 The basic elements and sub-elements of product design for sustainability
Source: Jawahir et al. (2006)
The modelling efforts and developments on machining processes during the last two decades provide a strong scientific foundation for the science-base needed for sustainable product development through machining operations. Continuing to build and expand this science-base is a major challenge for the future.
5 Concluding remarks
This paper is a result of international collaborative work on SI and its effects on product’s functional performance and lifetime of a machined component. The extensive review of previous work on residual stresses and SI in machining shows their profound impact on the lifetime of a machined component. This review focuses mainly on machining of critical components for industry applications from materials such as stainless steels, Ni and Ti alloys, and hardened steels used for dies and moulds, bearings and automotive components. The SI issues encountered through this review are material-specific and application-dependent. For example, controlling the residual stresses in machining of aerospace components is one of the major critical issues while this is somewhat less of an issue for other applications such as machining of dies and moulds, where the quality of the machined surface (e.g., polishability) becomes more important.

A review of surface integrity in machining 229
Although significant work on the characterisation of the surface defects induced by machining was reported, many questions still remain unanswered:
i What are the physical phenomena responsible for such defects?
ii How to control the machining conditions to reduce, or even to eliminate such defects?
iii What is the importance of each surface defect on fatigue life?
iv How to predict the component’s fatigue life considering the multiple interactions between different surface defects?
The last question (iv) is of prime importance to industry, but to get to this specific question, all other previous questions need to be answered adequately, and these topics are of high academic and scientific value. Therefore, further work towards achieving accurate and reliable predictive models for the functional performance of machined components is needed. The overview, presented in this paper, of past and current work on related topics was aimed at emphasising the need for international collaborative work on all integral aspects of this important research topic leading to science-based predictive models and their applications in industry. Renewed interests of aerospace and automotive manufacturers for developing such predictive models, and the opportunities available within the research community for funded projects in this area are all encouraging.
The anticipated predictive model would be expected to provide quantitative evaluation of the machining process to include the following specific aspects for enhanced product sustainability:
• microstructural evolution of the work material including grain boundary and property alterations and phase changes through machining-induced deformation of the near-surface layers
• the effects of cutting conditions, tool material properties and tool geometry, and cooling/lubricant conditions on the residual stresses induced by the machining process
• process innovation through the effective use of control variables of machining parameters, and development of alternative, reliable, robust and predictable methods to enhance the fatigue life of machined components.
ReferencesAkcan, S., Shah, W.I.S., Moylan, S.P., Chandrasekar, S., Chabra, P.N. and Yang, H.T.Y. (2002)
‘Formation of white layers in steels by machining and their characteristics’, Metallurgical and Materials Transactions A, Vol. 33, No. 4, pp.1245–1254.
ANSI B211.1 (1986) American National Standards on Surface Integrity.Arunachalam, R.M. and Mannan, M.A. (2000) ‘Machinability of nickel-based high temperature
alloys’, Machining Science and Technology, Vol. 4, No. 1, pp.127–168. Arunachalam, R.M., Mannan, M.A. and Spowage, A.C. (2004a) ‘Residual stress and surface
roughness when facing age hardened inconel 718 with CBN and ceramic cutting tools’, International Journal of Machine Tools and Manufacture, Vol. 44, pp.879–887.
230 R. M’Saoubi et al.
Arunachalam, R.M., Mannan, M.A. and Spowage, A.C. (2004b) ‘Surface integrity when machining age hardened inconel 718 with coated carbide cutting tools’, International Journal of Machine Tools and Manufacture, Vol. 44, pp.1481–1491.
Aspinwall, D.K., Dewes, R.C. and Mantle, A.L. (2005) ‘The machining of γ-TiAl intermetallic alloys’, Annals of the CIRP, Vol. 54, No. 1, pp.95–98.
Axinte, D.A. and Dewes, R.C. (2002) ‘Surface integrity of hot work steel after high speed milling-experimental data and empirical models’, J. Materials Processing Technology,Vol. 127, pp.325–335.
Bailey, J.A. and Jeelani, S. (1974) ‘Surface integrity in machining 18% nickel maraging steel’, ASME Transactions, pp.74–185.
Bailey, J.A. and Jeelani, S. (1975) ‘Determination of subsurface plastic strain in machining, using a embossed grad’, Wear, Vol. 36, No. 2, pp.199–206.
Bailey, J.A., Jeelani, S. and Becker, S.E. (1976) ‘Surface integrity in machining AISI 4340 steel’, ASME J. Eng. Industry, Vol. 98, No. 3, pp.999–1007.
Becze, C.E., Clayton, P., Chen, L., El-Wardany, T.I. and Elbestawi, M.A. (2000) ‘High-speed five-axis milling of hardened tool steel’, International Journal of Machine Tools and Manufacture, Vol. 40, pp.869–885.
Bradley, A. (1989) Superalloys: A Technical Guide, ASM International, Metals Park. Brinksmeier, E. (1985a) ‘X-ray stress measurement – a tool for the study and layout of machining
processes’, Annals of the CIRP, Vol. 33, No. 1, pp.485–490. Brinksmeier, E. (1985b) ‘State of the art non destructive measurement of subsurface material
properties and damages’, Precision Engineering, Vol. 11, pp.22–35. Brinksmeier, E., Cammett, J.T., König, W., Leskovar, P.J. and Peters, H.K. (1982) ‘Tönshoff,
residual stresses – measurement and causes in machining processes’, Annals of the CIRP,Vol. 31, No. 2, pp.491–510.
Brinksmeier, E., Schneider, E., Theiner, W.A. and Tönshoff, H.K. (1984) ‘Nondestructive testing for evaluating surface integrity’, Annals of the CIRP, Vol. 33, No. 2, pp.489–509.
Capello, E. (2005) ‘Residual stresses in turning Part 1: influence of process parameters’, Journal of Materials Processing Technology, Vol. 160, pp.221–228.
Chandrasekaran, H. and M’Saoubi, R. (2006) ‘Improved machinabilty in hard milling and strategies for steel development’, Annals of the CIRP, Vol. 55, No. 1, pp.93–96.
Chandrasekaran, H., M’Saoubi, R., Högman, B., Nordh, L.G., Coulon, B., Lebrun, J.L., Viale, D., Gitton, S., Montero, M.C., Marques, M.J., Outeiro, J.C. and Dias, A.M. (2005) Developmentof Machinability Enhanced Tool Steels for Improved Product Economy in Hard Milling,Technical Steel Research – Report EUR 21726, EC, Brussels.
Che-Haron, C.H. and Jawaid, A. (2005) ‘The effect of machining on surface integrity of titanium alloy Ti–6% Al–4% V’, Journal of Materials Processing Technology, Vol. 166, No. 2, 1 August, pp.188–192.
Chevrier, P., Tidu, A., Bolle, B., Cezard, P. and Tinnes, J.P. (2003) ‘Investigation of surface integrity in high speed milling of a low alloyed steel’, International Journal of Machine Tools and Manufacture, Vol. 43, pp.1135–1142.
Chuzhoy, L., DeVor, R.E., Kapoor, S.G. and Bammann, D.J. (2002) ‘Microstructure-levelmodeling of ductile iron machining’, Trans. ASME Journal of Manufacturing Science and Engineering, Vol. 124, pp.162–169.
Colwell, L.V., Sinnot, M.J. and Tobin, J.C. (1955) ‘The determination of residual stresses in hardened, ground steel’, Trans. ASME, Vol. 77, pp.1099–1105.
Dahlman, P., Gunnberg, F. and Jacobson, M. (2004) ‘The influence of rake angle, cutting feed and cutting depth on residual stresses in hard turning’, Journal of Materials Processing Technology, Vol. 147, No. 2, pp.181–184.
DeVries, M.F., Field, M. and Kahles, J.F. (1976) ‘Relationship of surface roughness and surface integrity to functional properties’, Annals of the CIRP, Vol. 25, No. 2, pp.569–573.

A review of surface integrity in machining 231
Dudzinski, D., Devillez, A., Moufki, A., Larrouque, D., Zerrouki, V. and Vigneau, J. (2004) ‘A review of developments towards dry and high speed machining of inconel 718 alloy’, International Journal of Machine Tools and Manufacture, Vol. 44, pp.439–456.
Ee, K.C., Dillon Jr., O.W. and Jawahir, I.S. (2005) ‘Finite element modeling of residual stresses in machining induced by cutting tool with a finite edge radius’, Int. J. Mechanical Sciences,Vol. 47, pp.1611–1628.
Ekinovic, S., Dolinsek, S. and Jawahir, I.S. (2004) ‘Some observations of the chip formation process and the white layer formation in high speed milling of hardened steel’, MachiningScience and Technology, Vol. 8, No. 2, December, pp.327–340.
El-Axir, M.H. (2002) ‘A method of modeling residual stress distribution in turning for different materials’, International Journal of Machine Tools and Manufacture, Vol. 42, No. 9, July, pp.1055–1063.
Ezugwu, E.O. (2005) ‘Key improvements in the machining of difficult-to-cut aerospace superalloys’, International Journal of Machine Tools and Manufacture, Vol. 45, pp.1353–1367.
Ezugwu, E.O., Wang, Z.M. and Okeke, C.I. (1999) ‘Tool life and Surface integrity when machining inconel 718 with PVD- and CVD-coated tools’, Tribology Transactions, Vol. 42, No. 2, pp.353–360.
Field, M. and Kahles, J.F. (1964) The Surface Integrity of Machined and Ground High Strength Steels, DMIC Report, Vol. 210, pp.54–77.
Field, M. and Kahles, J.F. (1971) ‘Review of surface integrity of machined components’, Annals of the CIRP, Vol. 20, No. 2, pp.153–162.
Field, M., Kahles, J.F. and Cammett, J.T. (1972) ‘Review of measuring methods for surface integrity’, Annals of the CIRP, Vol. 21, pp.219–238.
Fujii, T. and Matsuda, Y. (2003) ‘Effects of Si content and hardness on machinabilty of hot working die steels’, Denki Saiko, Vol. 74, No. 2, pp.83–92.
Ghanem, F., Braham, C., Fitzpatrik, M.E. and Sidhom. H. (2002) ‘Effect of near surface residual stress and microstructure modification from machining on the fatigue endurance of a tool steel’, JMPEG, Vol. 11, pp.631–639.
Gorsler, F.W. (1985) ‘High speed machining of aircraft engine alloys’, Proc. High Productivity Machining: Materials and Processes, New Orleans, Louisiana, USA, pp.57–67.
Griffiths, B.J. (1987) ‘Mechanism of white layer generation with reference. to machining processes and deformation processes’, ASME J Tribology, Vol. 42, pp.145–152.
Griffith, B. (2001) Manufacturing Surface Technology – Surface Integrity and Functional Performance, Penton Press, London.
Guo, Y.B. and Liu, C.R. (2002) ‘FEM analysis of mechanical state on sequentially machined surfaces’, Machining Science and Technology, Vol. 6, No. 1, pp.21–41.
Henriksen, E.K. (1951) ‘Residual stresses in machined surfaces’, Trans. ASME, Vol. 73, pp.69–74. Hua, J., Shivpuri, R., Chenga, X., Bedekara, V., Matsumoto,Y., Hashimoto, F. and Watkin, T.R.
(2005) ‘Effect of feed rate, workpiece hardness and cutting edge on subsurface residual stress in the hard turning of bearing steel using chamfer + hone cutting edge geometry’, Materials Science and Engineering A, Vol. 394, Nos. 1–2, pp.238–248.
Hua, J., Umbrello, D. and Shivpuri, R. (2006) ‘Investigation of cutting conditions and cutting edge preparations for enhanced compressive subsurface residual stress in the hard turning of bearing steel’, Journal of Materials Processing Technology, Vol. 171, No. 2, 20 January, pp.180–187.
Jaafar, I.H., Venkatachalam, A., Joshi, K., Ungureanu, A.C., de Silva, N., Dillon Jr., O.W., Rouch, K.E. and Jawahir, I.S. (2007) ‘Product design for sustainability: a new assessment methodology and case studies’, in Kutz, M. (Ed.): Handbook of Environmentally Conscious Mechanical Design, John Wiley & Sons, Chapter 2, pp.25–65.

232 R. M’Saoubi et al.
Jacobson, M., Dahlman, P. and Gunnberg, F. (2002a) ‘Cutting speed influence on surface integrity of hard turned bainite steel’, Journal of Materials Processing Technology, Vol. 128, Nos. 1–3, pp.318–323.
Jacobson, M., Dahlman, P. and Gunnberg, F. (2002b) ‘Cutting speed influence on surface integrity of hard turned bainite steel’, J. Materials Processing Technology, Vol. 128, pp.318–323.
Jacobus, K., DeVor, R.E., Kapoor, S.G. and Peascoe, R.A. (2001) ‘Predictive model for the full biaxial surface and subsurface residual stress profiles from turning’, ASME J. Manufacturing Science and Engineering, Vol. 123, pp.537–546.
Jawahir, I.S., Dillon Jr., O.W. and Eberhart, C. (2007) ‘A hybrid predictive model for cyclic curled chip formation with serrations in machining using topological properties’, Proc. NSF Grantees Conf., Knoxville, TN, USA, January,CD-ROM.
Jawahir, I.S., Rouch, K.E., Dillon Jr., O.W., Joshi, K.J., Venkatachalam, A. and Jaafar, I.H. (2006) ‘Total life-cycle considerations in product design for manufacture: a framework for comprehensive evaluation, (Keynote Paper), Proc. TMT 2006, Lloret de Mar, Barcelona, Spain, September, pp.1–10.
Jeelani, S. and Bailey, J.A. (1986) ‘Residual stress distribution in machining annealed 18 percent nickel maraging steel’, ASME Journal of Engineering Materials and Technology, Vol. 108, pp.93–98.
Jeelani, S., Biswas, S. and Natarajan, R. (1986) ‘Effect of cutting speed and tool rake angle on residual stress distribution in machining 2024-T351 Aluminum alloy: a study of cumulative fatigue damage in AISI 4130 steel’, J. Material Science, Vol. 21, pp.2705–2710.
Joshi, K., Venkatachalam, A. and Jawahir, I.S. (2006) ‘A New methodology for transforming 3R concept into 6R concept for improved product sustainability’, Proc. IV Global Conference on Sustainable Product Development and Life Cycle Engineering, São Carlos, Brazil, 3–6 October, CD-ROM.
Klocke, F., Brinksmeier, E. and Weinert, K. (2005) ‘Capability profile of hard cutting and grinding processes’, Annals of the CIRP, Vol. 54, No. 2, pp.557–580.
Komanduri, R. (1982) ‘Some classification on the mechanics of chip formation when machining titanium alloys’, Wear, Vol. 76, pp.15–34.
Komanduri, R., Schroeder, T.A., Hazra, J. and von Turkovich, B.F. (1981) ‘New observations on the mechanism of chip formation when machining titanium alloys’, Wear, Vol. 69, pp.179–188.
König, W., Berktold, A. and Koch, K.F. (1993) ‘Turning versus grinding- a comparison of surface integrity aspects and attainable accuracies’, Annals of the CIRP, Vol. 42, No. 1, pp.39–43.
König, W., Klinger, M. and Link, R. (1990) ‘Machining hard materials with geometrically defined cutting edges-field of application and limitations’, Annals of the CIRP, Vol. 39, No. 1, pp.61–64.
König, W., Komanduri, R., Tonshoff, H.K. and Ackershott, G. (1984) ‘Machining of hard materials’, Annals of the CIRP, Vol. 33, No. 2, pp.417–427.
Liang, S.Y. and Su, J-C. (2007) ‘Residual stress modeling in orthogonal machining’, Annals of the CIRP, Vol. 56, No. 1, pp.65–68.
Liu, C.R. and Barash, M.M. (1976a) ‘The mechanical state of the sublayer of a surface generated by chip removal process – part 1: cutting with a sharp tool’, Trans. ASME – Series B, Vol. 98, No. 4, pp.1192–1201.
Liu, C.R. and Barash, M.M. (1976b) ‘The mechanical state of the sublayer of a surface generated by chip removal process – part 2: cutting with a tool with flank wear’, Trans. ASME – Series B, Vol. 98, No. 4, pp.1202–1208.
Liu, C.R. and Barash, M.M. (1982) ‘Variables governing patterns of mechanical residual stress in a machined surface’, Trans. ASME – Series B, Vol. 104, No. 3, pp.257–264.
Loria, E.A. (1988) ‘The status and prospects of alloy 718’, J. Metals, Vol. 40, No. 7, pp.36–41.

A review of surface integrity in machining 233
Lucca, D.A., Brinksmeier, E. and Goch, G. (1998) ‘Progress in assessing surface and subsurface integrity’, Annals of the CIRP, Vol. 47, No. 2, pp.669–693.
M’Saoubi, R. and Chandrasekaran, H. (2004) ‘Role of phase and grain size on chip formation and material work hardening during machining of single and dual phase steels’, Ironmaking and Steelmaking, Vol. 31, No. 3, pp.258–264.
M’Saoubi, R., Outeiro, J.C., Changeux, B., Lebrun, J.L. and Dias, A.M. (1999) ‘Residual stress analysis in orthogonal machining of standard and resulfurized AISI 316L steels’, Journal of Materials Processing Technology, Vol. 96, Nos. 1–3, pp.225–233.
Mantle, A.L. and Aspinwall, D.K. (1997) ‘Surface integrity and fatigue life of turned gamma titanium aluminide’, Journal of Materials Processing Technology, Vol. 72, pp.413–420.
Mantle, A.L. and Aspinwall, D.K. (2001) ‘Surface integrity of a high speed milled gamma titanium aluminide’, Journal of Materials Processing Technology, Vol. 118, pp.143–150.
Marques, M.J., Outeiro, J.C., Dias, A.M., M’Saoubi R. and Chandrasekaran, H. (2006) ‘Surface integrity of H13 ERS mould steel milled by carbide and CBN tools’, Materials Science Forum – Trans Tech Publications, pp.514–516, 564–568.
Mativenga, P.T. and Hon, K.K.B. (2003) ‘A study of cutting forces and surface finish in high-speed machining of H13 tool steel using carbide tools with TiAlN coatings’, Proc. I. Mech. Eng. Part B: J. Engineering Manufacture, Vol. 217, No. 2, pp.143–151.
Matsumoto, Y., Barash, M.M. and Liu, C.R. (1986) ‘Effects of hardness on surface integrity of AISI 4340 steel’, Trans. ASME – Series B, Vol. 108, pp.169–175.
Matsumoto, Y., Hashimoto, F. and Lahoti, G. (1999) ‘Surface integrity generated by precision hard turning’, Annals of the CIRP, Vol. 48, No. 1, pp.59–62.
Miller, S. (1996) ‘Advanced materials means advanced engines’, Interdisciplinary Science Review,Vol. 21, No. 2, pp.117–129.
Nasr, M.N.A., Ng, E-G. and Elbestawi, M.A. (2007a) ‘Modeling the effects of tool-edge radius on residual stresses when orthogonal cutting AISI 316L’, Int. J. Machine Tools and Manufacture,Vol. 47, pp.401–411.
Nasr, M.N.A., Ng, E-G. and Elbestawi, M.A. (2007b) ‘Effects of workpiece thermal properties on machining-induced residual stresses – thermal softening and conductivity’, Proc. I. Mech E.- Part B: J. Engineering Manufacture, Vol. 221, pp.1387–1400.
Novovic, D., Dewes, R.C., Aspinwall, D.K., Voice, W. and Bowen, P. (2004) ‘The effect of machined topography and integrity on fatigue life’, International Journal of Machine Tools and Manufacture, Vol. 44, Nos. 2–3, pp.125–134.
Outeiro, J.C., Dias, A.M. and Lebrun, J.L. (2004) ‘Experimental assessment of temperature distribution in three-dimensional cutting process’, Machining Science and Technology, Vol. 8, No. 3, pp.357–376.
Outeiro, J.C., Umbrello, D. and M’Saoubi, R. (2006a) ‘Experimental and numerical modelling of the residual stresses induced in orthogonal cutting of AISI 316L steel’, International Journal of Machine Tools and Manufacture, Vol. 46, No. 14, pp.1786–1794.
Outeiro, J.C., Dias, A.M. and Jawahir, I.S. (2006b) ‘On the effects of residual stresses induced by coated and uncoated cutting tools with finite edge radii in turning operations’, Annals of the CIRP, Vol. 55, No. 1, pp.111–116.
Outeiro, J.C., Pina, J.P., Rodrigues, J.M. and Dias, A.M. (2007) ‘Experimental and numerical analysis of residual stress induced by machining inconel 690 alloy’, IV International Materials Symposium – A Materials Science Forum (Materials 2007), Faculty of Engineering of University of Porto, Porto, Portugal, 1–4 April, pp.118–121.
Outeiro, J.C., Kandibanda, R., Pina, J.C., Dillon Jr., O.W. and Jawahir, I.S. (2008) ‘Size effect in machining and its influence on product sustainability’, Proceeding of the 15th Life Cycle Engineering Conference (LCE 2008), Sydney, 17–19 March.

234 R. M’Saoubi et al.
Persson, U. and Chandrasekaran, H. (2002) ‘Machinability of martensitic steels in milling and the role of hardness’, in Bergström, J., Fredriksson, G., Johansson, M., Kotik, O. and Thuvander, F. (Eds.): Proc. 6th Int. Tooling Conf., Karlstad University, Sweden, pp.1027–1036.
Poulachon, G., Albert, A., Schluraff, M. and Jawahir, I.S. (2005) ‘An experimental investigation of work material microstructure effects on white layer formation in PCBN hard turning’, Int. J. Machine Tools and Manufacture, Vol. 45, pp.211–218.
Poulachon, G., Badyopadhyay, B., Jawahir, I.S., Pheulpin, S. and Seguin, E. (2003) ‘The influence of the microstructure of hardened tool steels on the wear of PCBN cutting tools’, Int. J. Machine Tools and Manufacture, Vol. 43, pp.139–144.
Poulachon, G., Moisan, A. and Jawahir, I.S. (2001) ‘On modelling the influence of thermo-mechanical behavior in chip formation during hard turning of 100Cr6 bearing steel’, Annals of the CIRP, Vol. 50, No. 1, pp.31–36.
Poulachon, G., Moisan, A. and Jawahir, I.S. (2007) ‘Evaluation of chip morphology in hard turning using constitutive models and material property data’, ASME J. Manufacturing Science and Engineering, Vol. 129, pp.41–47.
Prevey, P., Hombach, D. and Mason, P. (1998) ‘Thermal residual stress relaxation and distortion in surface enhanced gas turbine engine components’, in Milam et al. D.L. (Eds.): Proc. 17th Heat Treating Society Conference and Exposition, and the 1st Int. Induction Heat Treating Symposium, ASM, Materials Park, OH, pp.3–12.
Prevey, P.S. (1977) ‘A method of determining the elastic properties of alloys in selected crystallographic directions for X-ray diffraction residual stress measurement’, Advances in X-Ray Analysis, Vol. 20, pp.345–354.
Prevey, P.S. (1986) ‘X-ray diffraction residual stress techniques’, Metals Handbook, American Society for Metals, OH, pp.380–392.
Prevey, P.S. (1998) Burnishing Method and Apparatus for Providing a Layer of Compressive Residual Stress in the Surface of a Workpiece, US Patent 5,826,453, October, p.27.
Prevéy, P.S. and Cammett, J.T. (2004) ‘The influence of surface enhancement by low plasticity burnishing on the corrosion fatigue performance of AA7075-T6’, Int. Journal of Fatigue,Vol. 26, No. 9, pp.975–982.
Prevey, P.S., Mason, P.W., Hornbach, D.J. and Molkenthin, J.P. (1996) ‘Effect of prior machining deformation on the development of tensile residual stresses in weld-fabricated nuclear components’, Journal of Materials Engineering and Performance, Vol. 5, No. 1, pp.51–56.
Rahman, M., Kumar, A. and Salam, M.U. (2002) ‘Experimental evaluation on the effect of minimal quantities of lubricant in milling’, International Journal of Machine Tools and Manufacture,Vol. 42, pp.539–547.
Rahman, M., Wong, Y.S. and Zareena, A.R. (2003) ‘Machinability of titanium alloys’, JSMESeries C, Vol. 46, No. 1, pp.107–115.
Ramesh, A., Melkote, S.N., Allard, L.F., Riester, L. and Watkins, T.R. (2005) ‘Analysis of white layers formed in hard turning of AISI 52100 steel’, Materials Science and Engineering A,Vol. 390, Nos. 1–2, pp.88–97.
Rao, B. and Shin, Y.C. (2001) ‘Analysis on high-speed face-milling of 7075-T6 aluminum using carbide and diamond cutters’, International Journal of Machine Tools and Manufacture,Vol. 41, pp.1763–1781.
Rentsch, R. and Inasaki, I. (1995) ‘Investigation of surface integrity by molecular dynamics simulation’, Annals of the CIRP, Vol. 44, No. 1, pp.295–298.
Sadat, A.B. (1987) ‘Surface region damage of machined inconel 718 nickel base superalloy using natural and controlled contact length tools’, Wear, Vol. 119, pp.225–235.
Sadat, A.B. and Bailey, J.A. (1986) ‘Some observations on surface damage during machining of a bearing bronze’, Wear, Vol. 108, No. 3, pp.255–268.

A review of surface integrity in machining 235
Sadat, A.B. and Reddy, M.Y. (1992) ‘Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools part I: lubricated’, Experimental Mechanics,Vol. 32, No. 3, pp.282–288.
Sadat, A.B. and Reddy, M.Y. (1993) ‘Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools part II: unlubricated’, Experimental Mechanics,Vol. 33, No. 4, pp.343–348.
Salio, M., Berruti, T. and de Poli, G. (2006) ‘Prediction of residual stress distribution after turning in turbine disks’, Int. J. Mechanical Sciences, Vol. 48, pp.976–984.
Sasahara, H. (2005) ‘The effect on fatigue life of residual stress and surface hardness resulting from different cutting conditions of 0.45%C steel’, Int. J. Machine Tools and Manufacture, Vol. 45, pp.131–136.
Sasahara, H., Obikawa, T. and Shirakashi, T. (1994) ‘The prediction of effects of cutting condition on mechanical characteristics in machined layer’, in Usui, E. (Ed.): Advancement of Intelligent Production, Elsevier, pp.473–478.
Sasahara, H., Obikawa, T. and Shirakashi, T. (1996) ‘FEM analysis of cutting sequence effect on mechanical characteristics in machined layer’, J. Materials Processing Technology, Vol. 62, pp.448–453.
Sasahara, H., Obikawa, T. and Shirakashi, T. (2004) ‘Prediction model of surface residual stress within a machined surface by combining two orthogonal plane models’, Int. J. Machine Tools and Manufacture, Vol. 44, pp.815–822.
Schlauer, C., Peng, R.L. and Odén, M. (2002) ‘Residual stresses in a nickel-based superalloy introduced by turning’, Materials Science Forum, Vols. 404–407, pp.173–178.
Sharman, A.R., Hughes, J.I. and Ridgway, K. (2006) ‘An analysis of the residual stresses generated in Inconel 718 when turning’, Journal of Materials Processing Technology,Vol. 173, pp.359–367.
Sharman, A.R.C., Aspinwall, D.K., Dewes, R.C., Clifton, D. and Bowen, P. (2001) ‘The effects of machined workpiece surface integrity on the fatigue life of gamma titanium aluminide’, International Journal of Machine Tools and Manufacture, Vol. 41, pp.1681–1685.
Shaw, M.C. and Vyas, A. (1993) ‘Chip formation in the machining of hardened steel’, Annals of the CIRP, Vol. 42, No. 1, pp.29–33.
Sherry, A.H. (2007) ‘Advances and challenges in structural integrity’, Applied Mechanics and Materials, Vols. 7–8, pp.13–22.
Simoneau, A., Ng, E. and Elbestawi, M.A. (2006) ‘Surface defects during microcutting’, International Journal of Machine Tools and Manufacture, Vol. 46, pp.1378–1387.
Simoneau, A., Ng, E. and Elbestawi, M.A. (2007) ‘Grain size and orientation effects when microcutting AISI 1045 steel’, Annals of the CIRP, Vol. 56, No. 1, pp.57–60.
Sridhar, B.R., Devananda, G., Ramachandra, K. and Bhat, R. (2003) ‘Effect of machining parameters and heat treatment on the residual stress distribution in titanium alloy IMI-834’, Journal of Materials Processing Technology, Vol. 139, pp.628–634.
Subhas, B.K., Ramaraja, B., Ramachandra, K. and Balakrishna, H.K. (2000a) ‘Simultaneous optimization of machining parameters for dimensional instability control in aero gas turbine components made of inconel 718 alloy’, Journal of Manufacturing Science and Engineering – Transactions ASME A, Vol. 22, pp.586–590.
Subhas, B.K., Ramaraja, B., Ramachandra, K. and Balakrishna, H.K. (2000b) ‘Dimensional instability studies in machining of inconel 718 nickel based superalloy as applied to aerogas turbine components’, Journal of Engineering for Gas Turbines and Power – TransactionsASME, Vol. 122, pp.55–61.
Taricco, F. (1995) ‘Effect of machining and shot peening on the residual stresses of superalloy turbine discs’, Proceedings of the International Gas Turbine and Aeroengine Congress and Exposition, Houston, TX, June, pp.100–105.

236 R. M’Saoubi et al.
Thiele, J.D., Melkote, S.N., Peascoe, R.A. and Watkins, T.R. (2000) ‘Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 Steel’, ASME Journal of Manufacturing Science and Engineering, Vol. 122, pp.642–648.
Tönshoff, H.K. and Brinksmeier, E. (1980) ‘Determination of the mechanical and thermal influences on machined surfaces by microhardness and residual stress analysis’, Annals of the CIRP, Vol. 29, No. 2, pp.519–530.
Tönshoff, H.K., Arendt, C. and Ben Amor, R. (2000) ‘Cutting of hardened steel’, Annals of the CIRP, Vol. 49, No. 2, pp.547–566.
Ulutan, D., Alaca, B.E. and Lazoglu, L. (2007) ‘Analytical modeling of residual stresses in machining’, Journal of Materials Processing Technology, Vol. 183, pp.77–87.
Umbrello, D., M’Saoubi, R. and Outeiro, J.C. (2007) ‘The influence of Johnson–Cook material constants on finite element simulation of machining of AISI 316L steel’, International Journal of Machine Tools and Manufacture, Vol. 47, Nos. 3–4, pp.462–470.
Umino, M.S., Ikenega, T., Okada, T., Murakami, Y. and Tubakino, S. (2004) ‘Role of alloying elements on machinabilty of plastic-mouldnig steels’, Z. Metall kd., Vol. 98, No. 2, pp.109–114.
Umino, M.S., Okada, T. and Murakami, Y. (2003) ‘Effect of Si content and lubricant on the machinability of hot working tool steel’, Tetsu-to-Hagane, Vol. 89, No. 5, pp.105–112.
Ungureanu, C.A., Das, S. and Jawahir, I.S. (2007) ‘Development of a sustainability scoring method for manufactured automotive products: a case study of autobody panels’, Proc. ASME-IMECE, Seattle, WA, November, CD-ROM.
Vosough, M., Liu, P. and Svenningsson, I. (2005) ‘Depth profile of titanium alloy (Ti-6Al-4V) and residual stress measured by using X-ray diffraction after metal cutting assisted by high-pressured jet cooling’, Materials Science Forum – Trans Tech Publications, pp.545–552.
Vyas, A. and Shaw, M.C. (2000) ‘The significance of the white layer in a hard turned steel chip’, Machining Science and Technology, Vol. 4, No. 1, pp.169–175.
Yang, X. and Liu, C.R. (2002) ‘A new stress-based model of friction behavior in machining and its significant impact on residual stresses computed by finite element method’, Int. J. Mechanical Sciences, Vol. 44, pp.703–723.