a new hp version of lurgi’s fbdb gasifier is bringing … · a new hp version of lurgi’s fbdbtm...
TRANSCRIPT

GAP Conference Beijing 20112011
A new HP version of Lurgi’s FBDBTM
gasifier is bringing more value to clients
Max-Michael Weiss Air Liquide E&C/ Lurgi GmbH, Frankfurt, Germany
2GTC Conference San Francisco 2011 © Lurgi GmbH
AIR LIQUIDE Group at a Glance
New Lurgi FBDBTM Development Rationale for New Developments
Development Steps and Status
Benefits of Pressure Increase
Lurgi RECTISOL® rejuvenation
Lurgi Methanation technology upgrade
Coal to SNG Application benefits
Conclusions / Summary
Outline

3GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi New Gasification Module – Mark +
AIR LIQUIDE Group at a Glance

4GTC Conference San Francisco 2011 © Lurgi GmbH
1902 - 1990
1991 - 2000
2001 - 2008
AIR LIQUIDE - Brief Facts: Founded in 1902 (Lurgi in 1897)
Present in 75 Countries,
> 43,000 Employees,
8 R&D Centers,
Sales 2010 = €13.5 Billion
LURGI – Brief Facts: Member of AIR LIQUIDE Group Since July
2007
Part of Engineering & Construction (E&C)
Enhanced Technologies
Gasification
Conversion
Integrated Solutions Provider
Sales of Engineering
& Construction
8%
7%Sales of RelatedActivitiesSales of
Gas & Services
85%
Lurgi within the Air Liquide Group

GAP Conference Beijing 2011
Rationale for New Developments

6GTC Conference San Francisco 2011 © Lurgi GmbH
Upcoming SNG Market & Others in China and Worldwide ask for Low Rank Coal Capitalization → Domain of Lurgi FBDBTM Gasification
Environmental Stewardship
Lurgi’s Fixed Bed Dry Bottom Technology and Downstream Units have been updated for: Competitive Pricing, e.g. SNG vs Natural Gas
Reduction of CAPEX and
Improvement of OPEX
Reduction of Environmental Impact:
Gas/Liquid Treatment & Water re-use (Zero liquid discharge)
Fugitive Emissions and
Carbon Dioxide Emissions Mitigation
Rationale for New Development ofLurgi’s FBDBTM Gasification Mark+

7GTC Conference San Francisco 2011 © Lurgi GmbH
GasPurification(Rectisol)
Elemental Sulfur
CO2 Rich Gas
Rectisol Naphtha
Sulfur
Recovery
HP Steam
SNGMethanation
Effluent Water
FBDB™
GasificationCO Shift &
Gas Cooling
Liquid Ammonia
Phenols
Clear Tar / Oil
Gas LiquorSeparation
Phenosolvan
Phenols
Recovery
CLL / NH3
Recovery
Waste Water
Treatment
Coal
ASU
HP Steam
Ash
Lurgi’s Coal to SNG Technologies:Latest Improvements

8GTC Conference San Francisco 2011 © Lurgi GmbH
The Lurgi FBDBTM GasifierSuitable for Low Rank Coal
Coal suitability, a complex function of Particle Size Distribution: Lump coal, typically 5 – 50
mm
Ash Fusion Temperature: typically above 1200°C
Combined total ash and moisture content of no more than 50%
Good thermal and mechanical strength
Caking coal can be accommodated by the inclusion of proprietary internals into the gasifier vessel
Green highlighted area shows proven operating range for Lurgi FBDBTM Gasifier
All ranks of coal proven in operation Lignite, Sub-bituminous, Bituminous, Semi-Anthracite
5 8 10 15 20 25 30 35 40 45 50 wt-% Moisture
50
45
40
35
30
25
20
15
10
wt-% Ash
5
Angul JSPL
Secunda Sasol
Shanxi Tianji
Henan Yima
North Dakota DGC
5 8 10 15 20 25 30 35 40 45 50 wt-% Moisture
50
45
40
35
30
25
20
15
10
wt-% Ash
5
Angul JSPL
Secunda Sasol
Shanxi Tianji
Henan Yima
North Dakota DGC

GAP Conference Beijing 2011
Development Steps to Mark+ and its commercial status

10GTC Conference San Francisco 2011 © Lurgi GmbH
The new Lurgi FBDBTM Gasifier: Mark +
LURGI FBDBTM Mark 4 Gasifier Outside diameter: 4.13 m
Height: 12.5 m
Design pressure: 40 barg
Secunda (RSA), DGC (USA), Tianji (PRC), Yima (PRC), Angul (India)
LURGI FBDBTM Mark + Gasifier Outside diameter: 5.05 m
Height: 17.0 m
Design pressure: 60 barg
Next Generation
2011 -1950s - 2010

11GTC Conference San Francisco 2011 © Lurgi GmbH
Name Mk4 (Mark4) Mk+ (Mark Plus)
Nomenclature Mk4-HP40 Mk5E-HP60
Raw Gas Loading (Nm³/h), dry Up to 60,000 Up to 120,000
Outside diameter (m) 4.13 5.05
Overall Height (m) 12.5 17
Design Pressure (barg) 40 60
Step 2
Step 3
Step 1
Lurgi New Gasification Module – Evolution

12GTC Conference San Francisco 2011 © Lurgi GmbH
Ruhr 100 Gasifier 1979 - 1985
Pilot plant Ruhr 100
Ruhrgas @ Dorsten / Germany
Main characteristics Operating pressure 25 to 100 bar
Diameter: 1.5 m
6,100 hours of operation
25,000 t of coal gasified
2 coal locks (‘twin locks’)

13GTC Conference San Francisco 2011 © Lurgi GmbH
Development diagram of Mk+
Latest MK4 (Design
pressure: 40barg)
MK4 MK5
Design improvement based on experience from Mk5
Ruhr-100 pilot plant�maximum operation
pressure: 100bar)
MK+ - Lurgi new FBDB
Gasifier
Continuous technology
improvement for MK4
Rich references of Mk4�101 gasifiers globally�Continuous technology
improvement�1970s-2010)
Quantify benefits of high pressure gasification
Gasification database
under high pressure and some special
design features
Quantifyinfluence
of diameter increase
STEP 1
STEP 2
STEP 3

14GTC Conference San Francisco 2011 © Lurgi GmbH
The Lurgi FBDBTM Gasifier – Sketch
Twin Coal Lock
Reactor
Gas Off-take
Wash Cooler
Rotating Grade
Ash Lock

15GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi FBDBTM Benefits of Mk+:Impact of Design Pressure and Dimension
Results for a Chinese 4 BCMY SNG Project:
Number of Lurgi FBDBTM gasification modules i.e. ~ 20 Mark + instead of ~ 40 Mark 4
Number of pieces of equipment greatly reduced (less number of modules)
Benefits on the economics:Expected 10 % decrease of the SNG cost (60 barg vs 40 barg) Number of gasification modules halved
Reduction of over 300 Equipment numbers
Reduction of plot size
Reduction of CAPEX up to 20% for the Lurgi FBDBTM process chain
Higher Operating Pressure Reduces CAPEX and OPEX of Downstream units i.e. Rectisol and Methanation

16GTC Conference San Francisco 2011 © Lurgi GmbH
Commercial interest in Mark+
Mark+ versus Mark 4: Lower coal and specific oxygen / steam consumption
Higher specific methane yield
Excellent savings in SNG and DRI applications
NO demo unit required
Ready for implementation on projects
Resulting in:
Mk+ being selected by a number of clients in China and India

17GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi New Gasification Module – Mark +
LURGI Technologies for SNG Route –Improved Rectisol® Process

18GTC Conference San Francisco 2011 © Lurgi GmbH
Intensive Development Program Undertaken Since 2009 Operational Expenses Reduced by More Than 30%
Attributes of the Lurgi Rectisol®
Easy To Maintain
Stable And Robust Operation
On Line Cleaning Design
Unique Know-how for Trace Components Characterization in The Feed Gas
Carbon Dioxide Capture (Sequestration Ready)
Datang MTP
Lurgi Rectisol® Process – Adapted to Project Needs

19GTC Conference San Francisco 2011 © Lurgi GmbH
Advantages of the Lurgi Rectisol®
Improved proprietary database
Optimized Heat Exchanger Design
Improved Heat Integration
Reduced Capex Design
References in China in 2010 Longyu
LuoYang
Lurgi Rectisol® Process – Adapted to Project Needs

20GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi New Gasification Module – Mark +
LURGI Technologies for SNG Route –Enhanced Methanation Process
21GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi’s References –FBDBTM Gasification, Rectisol®, Methanation
Dakota Gasification Company – Beulah, North Dakota, USA 14 x LURGI FBDBTM units – Start-up: 1985 – Coal: Lignite coal –
Products: Synthetic Natural Gas (SNG) and CO2 for EOR (Weyburn/ Saskatchewan)
22GTC Conference San Francisco 2011 © Lurgi GmbH
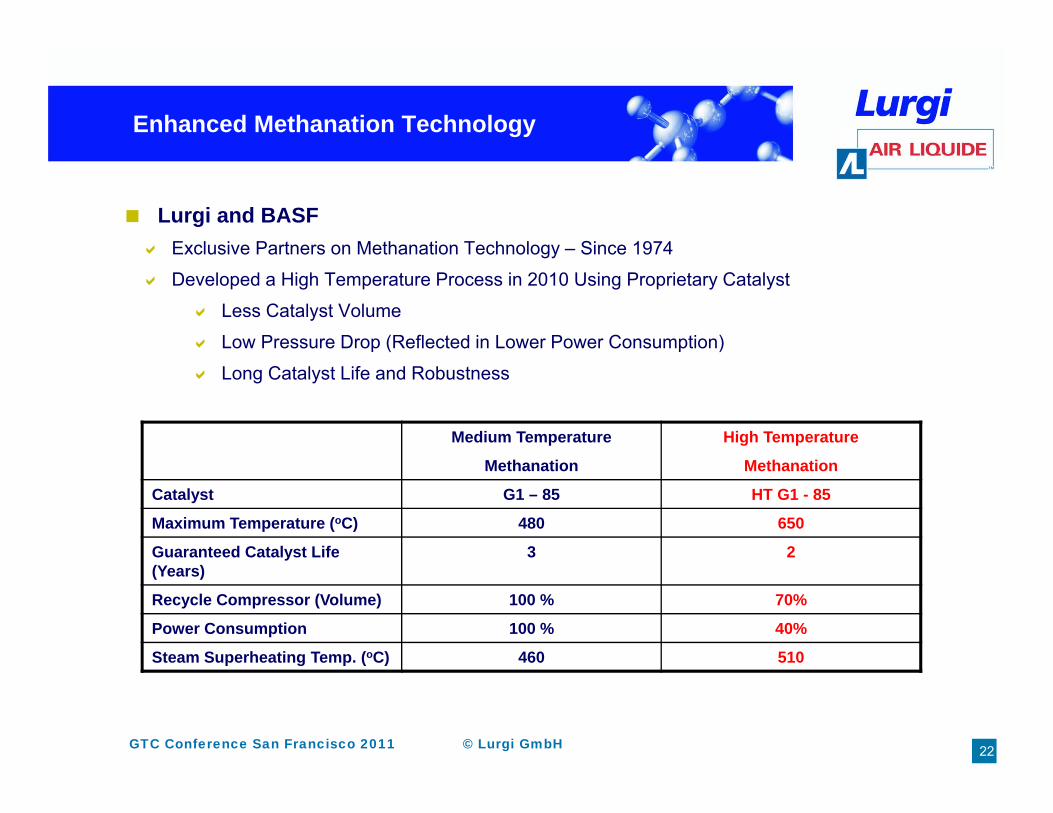
Medium Temperature
Methanation
High Temperature
Methanation
Catalyst G1 – 85 HT G1 - 85
Maximum Temperature (oC) 480 650
Guaranteed Catalyst Life (Years)
3 2
Recycle Compressor (Volume) 100 % 70%
Power Consumption 100 % 40%
Steam Superheating Temp. (oC) 460 510
Lurgi and BASF Exclusive Partners on Methanation Technology – Since 1974
Developed a High Temperature Process in 2010 Using Proprietary Catalyst
Less Catalyst Volume
Low Pressure Drop (Reflected in Lower Power Consumption)
Long Catalyst Life and Robustness
Enhanced Methanation Technology

23GTC Conference San Francisco 2011 © Lurgi GmbH
Higher Maximum Operating Temperature Allows Generation of Higher Temperature Steam
Improved OPEX
Reduced Recycle Gas Flow (Smaller Capex)
Overall Gains for Customers Choice – Choose Between MT- and HT- Processes
Flexibility of Methanation Process to Upstream Gasification Type and Steam Quality Needs
Enhanced Methanation Technology -Gains

24GTC Conference San Francisco 2011 © Lurgi GmbH
Lurgi New Gasification Module – Mark +
LURGI Technologies for SNG Route –Summary

25GTC Conference San Francisco 2011 © Lurgi GmbH
New Lurgi FBDB™ Gasifier Module – Mark + Greatly improves economics
Rectisol®
Significantly Improved Process Definition
Improved Heat Exchange and Integration Design –> 30 % Less Operating Expense
Reliability of Operation and Linked to Gasification and Methanation Processes
New High Temperature Methanation Process Validated Process Based on MT Methanation Process in North Dakota
Intensive Testing of Catalyst for Yield and Deactivation Characterization
Significant Power Consumption and Capex Reduction
Summary on SNG plant

26GTC Conference San Francisco 2011 © Lurgi GmbH
Proven Operation Referenced
Forgiving Operation
Beneficial for Low Value Coal
Safe
Financially Secure Investment Track Record
On-stream Factor (Availability)
High Conversion of Coal Important as Coal Costs Increase
Low Oxygen Need
No Scale-up Risk Process Performance Guarantees
Environmental Compliance Water Effluent
World Bank Standards
The Next Generation Lurgi FBDBTM Gasifier Conclusion for Mark+

27GTC Conference San Francisco 2011 © Lurgi GmbH
End
Thank you for your kind attention !
Speaker contact:Max-Michael Weiss, AL International Senior Expert/ Innovation-DevelopmentAir Liquide E&C/ Lurgi GmbH Frankfurt/ GermanyPhone: +49 69 5808 3452E-mail: [email protected]