a comparative study of the effect of clay binders on iron oxide sorbent in the high-temperature...
TRANSCRIPT

Aos
HSC
1
Tece(tciZpic
0h
Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243
Contents lists available at SciVerse ScienceDirect
Process Safety and Environmental Protection
journa l h om ep age: www.elsev ier .com/ locate /ps ep
comparative study of the effect of clay binders on ironxide sorbent in the high-temperature removal of hydrogenulfide
ui-Ling Fan, Ju Shangguan, Li-Tong Liang, Chun-Hu Li, Jian-Ying Lin ∗
tate Key Laboratory of Coal Science and Technology Co-founded by Shanxi Province and the Ministry of Science and Technology, Inst. forhemical Engineering of Coal, Taiyuan University of Technology, West Yingze Street No. 79, Taiyuan 030024, China
a b s t r a c t
The purpose of this study is to investigate the effect of clay binder, an important additive, on the performance of
iron oxide sorbent in high temperature coal gas desulfurization. The four clay binders chosen for the study were
kaolinite, diatomite, bentonite and brick clay. The sulfidation–regeneration cycles were conducted in a fixed-bed
reactor. XRD, DTA and FTIR, together with texture characterizing techniques, such as mercury porosimetry and
nitrogen adsorption, were adopted to characterize the sorbents and raw materials. The results obtained show that
sorbents prepared from various clay binders exhibit different breakthrough behaviors. In addition, a correlation
between pore volume and sulfur capacity reveals that sorbents with a greater number of pores larger than 200 nm
(diameter), exhibit higher sulfur capacity. The reason for this is that a greater number of large pores can improve
diffusion and provide a larger space for relieving heat impact. However, too many large pores may result in weak
strength and very low bulk density, thus a balance between large pores and the density must be achieved. This study
also reveals that clay binder can contribute to the modification of a sorbent’s texture as gas is released when the
mineral structure changes during calcination. In addition, a clay mineral with an active interlayer has been shown
to be beneficial in improving the dispersion of active components in the sorbent, because of the existence of an
interaction between the mineral and red mud.
© 2012 The Institution of Chemical Engineers. Published by Elsevier B.V. All rights reserved.
Keywords: Clay binder; Influence; Iron oxide sorbent; High-temperature desulfurization
. Introduction
he integrated gasification combined cycle (IGCC), is consid-red to be one of the most promising advanced techniques inonverting coal to electricity via a gasification process (Huangt al., 2008; Ryu et al., 2004). Sulfur containing compoundsmainly H2S), which exist in coal gas, not only corrode gasurbines, but also pollute the environment. Therefore, sulfurompounds must be removed before the produced coal gass utilized (Efthimiadis and Sotirchos, 1993; Lew et al., 1989;hao et al., 2008, 2009). The effective removal of sulfur com-ounds from coal-derived fuel gases at elevated temperatures,
s crucial to improving the efficiency of advanced electri-
al power generation processes (Lew et al., 1992; Tamhankar∗ Corresponding author. Tel.: +86 351 6018534.E-mail addresses: [email protected], [email protected] (J.-Received 11 September 2011; Received in revised form 24 March 2012;
957-5820/$ – see front matter © 2012 The Institution of Chemical Engittp://dx.doi.org/10.1016/j.psep.2012.04.001
et al., 1981). Hot gas desulfurization processes based on thereaction between H2S and an appropriate metal oxide ormixed metal oxide sorbent, have been studied for a numberof years (Liu et al., 2011; Tamhankar et al., 1981). However,a suitable regenerable sorbent with excellent performance,especially in stability, is still under development in gas cleanupprograms (Liu et al., 2011; Siriwardane et al., 2002).
The addition of binders, such as bentonite, to sorbentappears to improve its performance (Silaban et al., 1991).Focht et al. (1988) studied the kinetics of sulfidation reac-tions by using an earlier zinc ferrite formulation (L-1442)and reported irreversible structural property changes thatadversely affected sulfur capture at temperatures above650 ◦C, in a strongly reducing gas. In order to get much
Y. Lin). Accepted 12 April 2012
stronger and more durable zinc ferrite formulations, Woodset al. (1991) developed the sorbent by adding bentonite, an
neers. Published by Elsevier B.V. All rights reserved.

236 Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243
Table 1 – Sorbent’s components, calcination conditions and code names.
Sorbent’s name Clay binder Organic binder Iron oxide Calcinationtemperature, ◦C
Calcinationtime, h
BS Bentonite Starch Red mud 780 2DS Diatomite Starch Red mud 780 2KS Kaolinite Starch Red mud 780 2
breakthrough curves are shown in Fig. 1. As can be seenfrom the results, sorbents prepared from various clay binders
35302520151050
0.0
0.1
0.2
0.3
0.4
C/C
o
Time/hour
MS
DS
BS
KS
MS Brick clay Starch
inorganic binder. The study showed that the resultant pel-lets were denser and possessed greater mechanical strength.Based on these results, this experiment used four differentkinds of clays as inorganic binders, which were then addedto iron oxide sorbent for the purpose of screening a suitablesorbent for hot gas desulfurization. It was found that the claybinder influenced both the sulfur capacity and the stability ofthe sorbent. Calcium contained in clay has been found to bebeneficial to the stability of sorbent by retarding the reductionof iron oxide (Fan et al., 2007). Furthermore, a good relation-ship was found to exist between sulfur capacity and sorbenttexture, and the clay was responsible for forming the textureof the sorbent during the calcination process. In addition, theeffect of clay on the dispersion of active components in the sor-bent was also observed. This paper reports these results andexplains how clay influences the performance of sorbents, byusing DTA, FTIR and XRD techniques.
2. Experiment
2.1. Sorbent preparation
Iron oxide from red mud was used as the sorbent’s reactivecomponent. Kaolinite, diatomite, bentonite and a type of nat-ural brick clay used in China, were chosen as binders for thesorbent. As described in previous papers (Fan et al., 2003), redmud, clay binder, starch and an extrusion aid were mechan-ically mixed with water. The desulfurization sorbents wereprepared by a process of blending, extruding, drying and cal-cination. The sorbents were designated as KS, DS, BS and MS.Details of the preparation process are presented in Table 1.
2.2. Performance tests
The evaluation of sorbents in successive sulfidation–regeneration cycles were conducted in a fixed-bed quartzreactor, in which 20 ml of the sorbent was packed. The sor-bents were cylinders measuring Ø3 mm × 3 mm. SimulatedTexaco coal gas was utilized for sulfidation of the sorbent. Thesimulated coal gas consisted of a mixture of 2000–3000 ppmH2S, 43% H2, 30% CO, 13% CO2 and 15% water vapor. Nitrogenwas used as a balance gas. The composition of the gas exitingthe reactor was measured continuously using gas chro-matography. Sulfidation of the sorbent was sustained untilit reached the breakthrough point, which was the operatingpoint when the sulfur content in the effluent gas exceeded30% of the sulfur content in the inlet gas. The sulfided sorbentwas regenerated at a program-controlled temperature ofbetween 400 and 750 ◦C, by using a gas mixture containing5% oxygen, 10% steam and the remainder, nitrogen. Sor-bent regeneration was considered to be complete when SO2
concentration was less than 3 ppm in the outlet gas fromthe reactor. Space velocity for sulfidation and regeneration
Red mud 780 2
was 2000 h−1 and 2500 h−1, respectively. Breakthrough sulfurcapacity was calculated based on the following equation:
Sulfur capacity = mass of adsorbed sulfur on sorbentmass of sorbent
× 100%
2.3. Characterization techniques
The pore volumes and pore size distribution of the sorbentswere determined by mercury porosimetry (Micromeritics PoreSizer 9310). The BET surface areas were measured by nitrogenadsorption using a Sorptomatic 1990.
DTA-TG, FTIR and XRD techniques were used to inves-tigate how clay influences the performance of sorbentsduring calcination. DTA-TG characterization was performedby thermogravimetric analysis using a STA 409 apparatus,manufactured by the NETZSCH Company. The analysis wasconducted from ambient temperature to 1000 ◦C in nitrogencontaining 15% O2. The heating rate was 10 ◦C/min. A sam-ple of 10 mg was used for each measurement. IR spectra wereobtained using a Bio-rad FTS-165-CDS-2000 spectrophotome-ter (KBr pellet technique). Powder X-ray diffraction patternswere recorded with a Rigaku D/max-2500 diffractometer byusing Cu K� radiation. The 2� angle range was 10–80◦ for theXRD patterns. This instrument can also collect data in situ athigh temperatures.
3. Results and discussion
3.1. Sulfidation test
Evaluation of the sorbents was carried out in a fixed-bed reac-tor at a temperature of 500 ◦C with simulated coal gas. The
Fig. 1 – Comparison of breakthrough curves for the firstcycle of the sorbents.

Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243 237
Table 2 – Sulfur capacity and the degree of change (%) for each sorbent.
Sample identify 1st sul 2nd sul 3rd sul Sulfur capacitychange degree
BS 22.03 20.45 18.37 16.61KS 9.40 8.26 6.74 28.30MS 24.70 23.30 27.50 11.34DS 19.48 18.13 12.71 34.75
ebs
tmbimttse
brtib
3
Atp�
bpwow
xhibit different breakthrough behaviors. Sorbent MS gave theest result, followed by sorbent DS and BS. Sorbent KS had thehortest breakthrough time.
The four sorbents were also subjected to three sulfida-ion/regeneration cycles in order to test their stability during
ultiple cycles. The stability of a given sorbent was indicativey the degree of change in sulfur capacity that occurred dur-ng the cycles, which is defined as the difference between the
aximum and minimum sulfur capacities divided by that ofhe first cycle. Table 2 shows the breakthrough sulfur capaci-ies in each cycle and the degree of change for each individualorbent, some of the results have been presented in the refer-nces of Fan et al. (2003, 2005).
From Table 2, it can be seen that the sulfur capacity of sor-ents MS and BS were much more stable than for KS. Theesults of sorbent DS are not favorable. This may be relatedo the pore volume being too large and consequently resultedn a weak mechanical strength. DS sorbent was found to beroken up easily in the reactor.
.2. XRD characterization
previous study (Fan et al., 2007) has shown that red mud,he primary material for preparing sorbents, mainly com-rised Fe3O4, FeO and CaCO3. After calcination, �-Fe2O3 and-Fe2O3 were the significant phases, while CaCO3 could hardlye found as a result of decomposition. In the sorbents pre-ared from various clay binders, �-Fe2O3, �-Fe2O3 and SiO2
ere found to be the main phases, and only a small amount
f CaCO3 remained. A noticeable phenomenon in the studyas that for both calcined red mud and sorbents, the CaOFig. 2 – Powder XRD patterns of the so
phase that formed from the decomposition of CaCO3 species,could not be detected. A suggested reason for this is that CaO,a product of decomposition, is highly dispersed in sorbents.
In situ X-ray diffraction characterization clearly shows thedynamic calcination process of the sorbent when heated fromambient temperature to 1000 ◦C. The results are shown inFig. 2.
From the results, as well as those from our previous work(Fan et al., 2007), three stages are certainly present duringthe phase transformations as the temperature increases. Thefirst stage ranges from ambient temperature to 400 ◦C, whereFe3O4, FeO and CaCO3 are the main mineral phases. �-Fe2O3
and CaCO3 are present in the second stage, which rangesfrom 400 ◦C to 700 ◦C. The third stage occurs at temperatureshigher than 700 ◦C, where some �-Fe2O3 converts to �-Fe2O3
and where the decomposition of CaCO3 also occurs.Fig. 3 shows the XRD patterns of the KS sorbent in the sulfi-
dation/regeneration cycles. The results for the other sorbentsare similar to this. In sulfided sorbent, the most significantphase was FeS. The presence of Fe3O4 indicates the reduc-tion of Fe2O3 under the reducing power of sulfidation gas andthe incomplete conversion of sorbents. No calcium specieswere found. In regenerated samples, iron species in the formof �-Fe2O3 were dominant, and no characteristic peaks ofiron sulfate were detected. A new strong peak (at 2� = 25.4◦)attributed to calcium sulfate appeared. This is because at thehigh regeneration temperature of 750 ◦C iron sulfate coulddecompose, whereas calcium sulfate could not. A compari-son of XRD patterns of the four regenerated sorbents is also
presented. As shown in Fig. 4, the main mineral phases arealmost identical in all of the regenerated samples.rbents at different temperatures.
238 Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243
9080706050403020100
3
7 37
66556551
7
22
3
2
222
2
2
2
43
2
33 32
22
2
12
1
1-SiO2
2- a- Fe2O
3
3 - r- Fe2O
3
4-CaCO3
5-FeS
6-Fe3O
4
7-CaSO4
Inte
nsity
2theta (deg.)
1fresh
sulfided
regenerated
1
Fig. 3 – Powder XRD patterns of fresh, sulfided and
19.48
24.7
9.4
20.118.16
22.35
22.03
26.8
0
10
20
30
40
302520151050
Sulfur capacity/ %
Vo
lum
e o
f p
ore
s w
ith
rad
ius larg
e t
han
200
nm
/(cm
3/ g
)
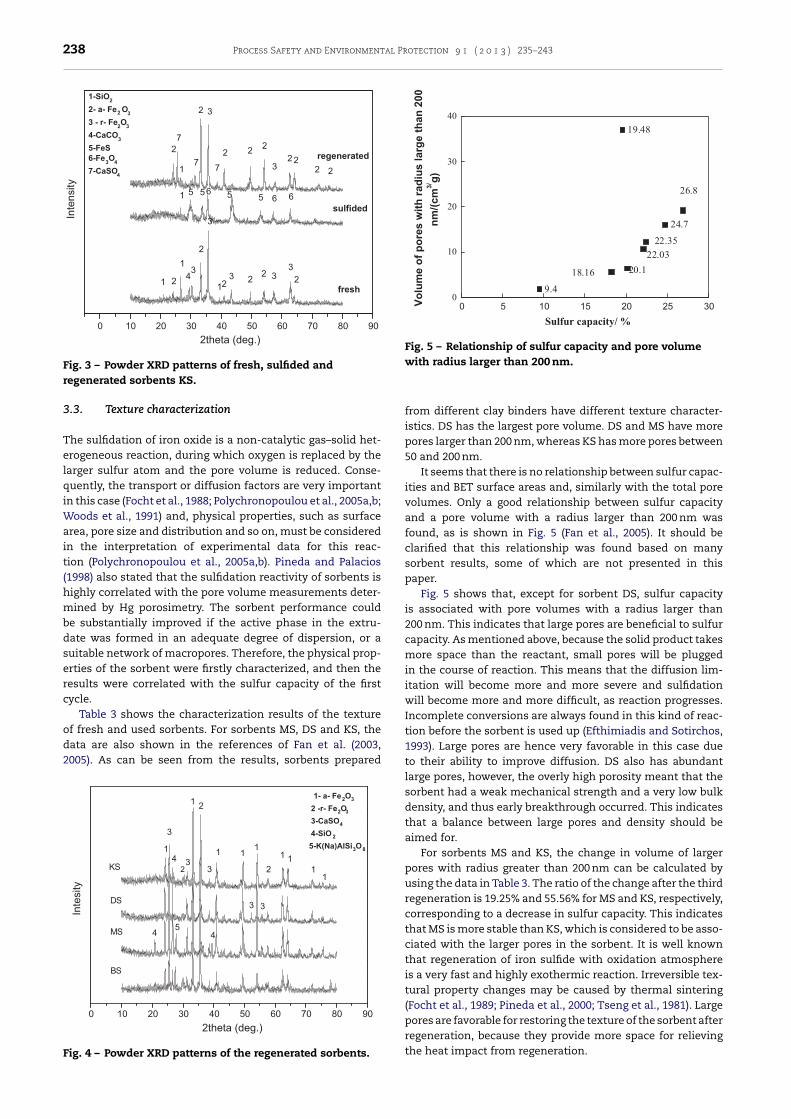
Fig. 5 – Relationship of sulfur capacity and pore volumewith radius larger than 200 nm.
regenerated sorbents KS.
3.3. Texture characterization
The sulfidation of iron oxide is a non-catalytic gas–solid het-erogeneous reaction, during which oxygen is replaced by thelarger sulfur atom and the pore volume is reduced. Conse-quently, the transport or diffusion factors are very importantin this case (Focht et al., 1988; Polychronopoulou et al., 2005a,b;Woods et al., 1991) and, physical properties, such as surfacearea, pore size and distribution and so on, must be consideredin the interpretation of experimental data for this reac-tion (Polychronopoulou et al., 2005a,b). Pineda and Palacios(1998) also stated that the sulfidation reactivity of sorbents ishighly correlated with the pore volume measurements deter-mined by Hg porosimetry. The sorbent performance couldbe substantially improved if the active phase in the extru-date was formed in an adequate degree of dispersion, or asuitable network of macropores. Therefore, the physical prop-erties of the sorbent were firstly characterized, and then theresults were correlated with the sulfur capacity of the firstcycle.
Table 3 shows the characterization results of the textureof fresh and used sorbents. For sorbents MS, DS and KS, the
data are also shown in the references of Fan et al. (2003,2005). As can be seen from the results, sorbents prepared9080706050403020100
45
1
3 3
4
4
3
3
32 1
111
11
21
1- a- Fe2O3
2 -r- Fe2O3
3-CaSO4
4-SiO 2
5-K(Na)AlSi3O8
KS
DS
MS
Inte
sity
2theta (deg.)
BS
1
2
Fig. 4 – Powder XRD patterns of the regenerated sorbents.
from different clay binders have different texture character-istics. DS has the largest pore volume. DS and MS have morepores larger than 200 nm, whereas KS has more pores between50 and 200 nm.
It seems that there is no relationship between sulfur capac-ities and BET surface areas and, similarly with the total porevolumes. Only a good relationship between sulfur capacityand a pore volume with a radius larger than 200 nm wasfound, as is shown in Fig. 5 (Fan et al., 2005). It should beclarified that this relationship was found based on manysorbent results, some of which are not presented in thispaper.
Fig. 5 shows that, except for sorbent DS, sulfur capacityis associated with pore volumes with a radius larger than200 nm. This indicates that large pores are beneficial to sulfurcapacity. As mentioned above, because the solid product takesmore space than the reactant, small pores will be pluggedin the course of reaction. This means that the diffusion lim-itation will become more and more severe and sulfidationwill become more and more difficult, as reaction progresses.Incomplete conversions are always found in this kind of reac-tion before the sorbent is used up (Efthimiadis and Sotirchos,1993). Large pores are hence very favorable in this case dueto their ability to improve diffusion. DS also has abundantlarge pores, however, the overly high porosity meant that thesorbent had a weak mechanical strength and a very low bulkdensity, and thus early breakthrough occurred. This indicatesthat a balance between large pores and density should beaimed for.
For sorbents MS and KS, the change in volume of largerpores with radius greater than 200 nm can be calculated byusing the data in Table 3. The ratio of the change after the thirdregeneration is 19.25% and 55.56% for MS and KS, respectively,corresponding to a decrease in sulfur capacity. This indicatesthat MS is more stable than KS, which is considered to be asso-ciated with the larger pores in the sorbent. It is well knownthat regeneration of iron sulfide with oxidation atmosphereis a very fast and highly exothermic reaction. Irreversible tex-tural property changes may be caused by thermal sintering(Focht et al., 1989; Pineda et al., 2000; Tseng et al., 1981). Largepores are favorable for restoring the texture of the sorbent afterregeneration, because they provide more space for relieving
the heat impact from regeneration.
Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243 239
Table 3 – Texture characteristics of the sorbents.
Sample identify BET surface areaa (m2/g) Pore volume (cm3/g) Pore distribution (V%)
<10 nm 10–50 nm 50–200 nm >200 nm
MS fresh 9.03 0.31 3 8 37 52MS 2sul 0.31 10 15 28 47MS 3reg 0.26 4 13 33 50DS fresh 14.89 0.57 2 6 27 65KS fresh 9.63 0.36 4 26 65 5KS 3reg 0.21 5 31 60 4BS fresh 12.99 0.27 7 19 49 33
a BET surface area was measured by nitrogen adsorption. Pore volume and distribution are from mercury intrusion.
3
3Itocw
iitwoaaw
eotstm
btfr
second peak is due to a dehydroxylation of the mineral struc-
.4. DTA-TG analysis
.4.1. DTA analysis of the sorbentsn the preparation of the sorbents, calcination is necessaryo ensure good stability and strength. During this process,rganic substances are removed by combustion which, in turnreates pores and a specific texture. The DTA-TG techniqueas used to trace thermal and weight changes.
The thermal changes of red mud during calcination werenitially investigated by DTA-TG. Three peaks were observedn the DTA scan of the red mud, as is shown in Fig. 6. The firstwo peaks at 549 ◦C and 706 ◦C were exothermic, and the thirdas at 752 ◦C due to an endothermic reaction. The TG curvef red mud shows that the weight of the red mud decreaseds the temperature was raised from ambient temperature tobout 752 ◦C, however, beyond this temperature the weightas almost constant.
Combined with the XRD results mentioned above, thexothermic peak at 549 ◦C in the DTA curve of red mudriginates from the complex conversion of Fe3O4 and FeOo �-Fe2O3. The peak at 706 ◦C is attributed to the conver-ion of �-Fe2O3 to �-Fe2O3. The peak at 752 ◦C is consideredo be caused by the decomposition of CaCO3 in the red
ud.In order to study the thermal changes and the interaction
etween the red mud and the clay binders during calcination,he uncalcined sorbents were characterized using DTA-TGrom ambient temperature to 1000 ◦C. Figs. 7–10 show DTA
esults of the uncalcined sorbent prepared from kaolinite,10008006004002000
88
90
92
94
96
98
100
752oC
706oC
TG
DTG
Temperature/ oC
TG
/%
549oC
exo
-1.0
-0.8
-0.6
-0.4
-0.2
0.0
DT
A/(u
v/m
g)
Fig. 6 – DTA and TG curves of the red mud.
bentonite, brick clay and diatomite, respectively. The claybinders were analyzed and the results are shown in thesefigures for comparison. The DTA diagram of red mud is alsoshown in these figures.
The DTA curve (Fig. 7) for kaolinite shows a very largeendothermic peak at 539 ◦C and this might be due to the liber-ation of water caused by dehydroxylation of coordinated andstructural water molecule (Panda et al., 2010). An emergingexothermic peak at the end of the heating process is notice-able and is attributed to a phase transformation (Huang, 1987).For the uncalcined sorbent KS, prepared from a mixture ofkaolinite and red mud, the DTA curve shows that the peakat 289 ◦C is exothermic, and that this is due to the oxidativecombustion of starch, which is a pore-forming material. Theendotherm at 517 ◦C is an overlap of the first exothermic peakin red mud and the dehydroxylation of kaolinite. The peaksat 688 ◦C and 738 ◦C correspond to the second and third peaksfor red mud, respectively. Interestingly, the sharp exothermickaolinite peak that should be present near 1000 ◦C was notobserved. This indicates that the addition of kaolinite influ-enced the thermal behavior of the calcined red mud.
Fig. 8 shows the DTA curves for bentonite and uncalcinedsorbent BS prepared with bentonite. For bentonite, the mainmineral phase was montmorillonite (Huang, 1987). DTA showsthat bentonite has three endothermic peaks at 129 ◦C, 699 ◦Cand 874 ◦C. The first peak at 129 ◦C indicates that free andabsorbed surface water is lost because of dehydration. The
ture. The endothermic peak at 874 ◦C is attributed to the total
10008006004002000
-0.8
-0.6
-0.4
-0.2
0.0
redmud
kaolinite
uncalcined KS
539oC
752oC
706oC
549oC
688oC
738oC
DT
A/(
uv/m
g)
Temperature/oC
289 oC
517oC
exo
Fig. 7 – DTA curves for kaolinite and uncalcined sorbent KS.

240 Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243
10008006004002000
-0.8
-0.6
-0.4
-0.2
0.0
0.2redmud
bentonite
uncalcined BS
129oC
699oC 874
oC
752oC
706oC549
oC
693oC
742oC
DT
A/(
uv/m
g)
Temperature/oC
308oC
512oC
exo
Fig. 8 – DTA curves for bentonite and uncalcined sorbentBS.
10008006004002000
-0.8
-0.6
-0.4
-0.2
0.0
redmud
brick clay
uncalcined MS
792oC
752oC
706oC
549oC
688oC
742oC
DT
A/(
uv/m
g)
Temperature/oC
310oC
471oC
exo
Fig. 9 – DTA curves for the natural brick clay anduncalcined sorbent MS.
10008006004002000
-1.2
-1.0
-0.8
-0.6
-0.4
-0.2
0.0 redmud
diatomite
uncalcined DS112
oC
687oC
742oC
752oC
706oC
549oC
342oC
DT
A/(
uv/m
g)
Temperature/oC
332oC
453oC
exo
Fig. 10 – DTA curves for diatomite and uncalcined sorbentDS.
destruction of the mineral’s crystal structure (Caglar et al.,2009; Huang, 1987). Apart from the exothermic starch degrada-tion peak at 308 ◦C, the sorbent prepared from bentonite andred mud showed similar features to red mud, exhibiting twoexothermic peaks at 512 ◦C and 693 ◦C and one endothermicpeak at 742 ◦C. The shift in the peak position and the changein the peak shape indicated that bentonite had an influenceon the red mud.
Fig. 9 shows the DTA curves for the brick clay and uncal-cined sorbent MS prepared from the brick clay. From the DTAanalysis, the brick clay exhibited a remarkable endothermicpeak at 792 ◦C and this is due to the decomposition of CaCO3
as is shown in our previous papers (Fan et al., 2007). The DTAfeatures of montmorillonite in brick clay were not observedby XRD and this may be due to it having a relatively lowerconcentration. As was the case for the sorbent prepared usingbentonite, DTA curves in Fig. 9 show that, except for the starchpeak at 310 ◦C, the DTA diagrams of the sorbent made frombrick clay were almost identical as for the red mud.
In the case of diatomite (Fig. 10), a small endothermic peak◦
was observed at 112 C and this was subsequently followed bya large peak. The first peak corresponds to the loss of surface
water, and the second large and broad peak at around 342 ◦Cis attributed to the combustion and decomposition of a largeamount of organic material present in diatomite (Wang et al.,1995). The characteristics of the DTA curves for the uncalcinedsorbent DS prepared from diatomite, are very similar to the redmud DTA curves.
In summary, the DTA analysis of the sorbents showed thatthe first exothermic process was the oxidative combustion ofstarch and its peak was found at around 300 ◦C. Despite thefact that the red mud, as the main component of the sorbent,showed characteristic thermal behavior in the DTA scans forall the sorbents, there were observable differences in the shiftof the position and the shape of the DTA peaks for all sor-bents, which indicates that the clay binders influenced thered mud and that interactions exist between red mud andclays.
3.4.2. Effect of clay binder on the texture formation of thesorbentAs is discussed above, the texture of a sorbent has a remark-able influence on its performance. Larger pores with a radius ofmore than 200 nm are beneficial to sulfur capacity and stabilitybecause of the improvement in diffusion, as well as providinga larger space for relieving heat impact. The DTA results in thispaper show that clay binder, contribute to the modification ofa sorbent’s texture.
As described above, some gases were released as the min-eral structure of the clay either changed or was destroyedduring calcination. Therefore, in addition to starch, the claybinder also contributed to the modification of the pores.Because the brick clay contained a large amount of limestone,a lot of carbon dioxide was released during the decomposition.This is favorable for the formation of large pores. For bentoniteand kaolinite, dehydroxylation was the main reaction duringcalcination and, as a result, only a small amount of molecularwater left the sorbent, and thus large pores were not as abun-dant as in the MS sorbent. Diatomite contains a lot of porousorganic material which combusts during calcination. Thus, inthe sorbent prepared from diatomite, large pores were veryabundant.

Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243 241
80012001600
10
39
10
88
Wavenumber (cm-1) Wavenumber (cm-1) Wavenumber (cm-1) Wavenumber (cm-1)
calcined redmud
calcined kaolinite
KS
11
13
80012001600
10
30
10
47
calcined redmud
calcined bentonite
BS
11
13
80012001600
10
05
10
30
calcined redmud
calcined brick caly
MS
11
13
80012001600
10
94
10
97
calcined redmud
calcined diatomite
DS
11
13
Fig. 11 – FTIR spectra of the sorbents, calcined clay binders and red mud.
3
3Frttara
ctptasiirtic
fisooimaci
icacatipif
Table 4 – The calculated crystallite size (nm) of �-Fe2O3in various sorbents using Scherer’s formula.
Sorbent MS BS KS DS
Fresh 27 28 28 31Regenerated 30 31 32 33
.5. FTIR characterization
.5.1. Interaction between red mud and clay binderTIR analysis was used to study the interaction between theed mud and the clay binders. Fig. 11 shows the IR spectra ofhe sorbents prepared using different clays. For comparison,he IR spectra of the calcined red mud and the clay bindersre also given in these figures. The interactions are mainlyeflected in the Si O stretching region, both in the positionnd the shape of the band.
As is shown in Fig. 11, the Si O stretching vibration inalcined red mud is at 1113 cm−1. As for calcined kaolinite,his band appears at 1088 cm−1 whereas in sorbent KS, theosition of this band shifted to 1039 cm−1. Fig. 11 also illus-rates that the band assigned to the Si O stretching vibrationt 1047 cm−1 in the calcined bentonite shifts 17 cm−1 lower inorbent BS. The adsorption corresponding to the Si O stretch-ng band moves from 1030 cm−1 in the brick clay to 1005 cm−1
n sorbent MS. However, in contrast to the above-mentionedesults, this band for the calcined diatomite was similar tohat observed in sorbent DS. This indicates that almost nonteraction between diatomite and red mud took place duringalcination.
Clay minerals are hydrated aluminum silicates with a veryne particle size of less than 2 �m. They have a layeredtructure that is formed by a tetrahedral sheet linked to anctahedral sheet via the sharing of apical oxygens. In kaolinite,ne tetrahedral sheet is bonded with one octahedral sheet and
s referred to as a 1:1 layer silicate structure, whereas mont-orillonite consists of two tetrahedral sheets that sandwich
n octahedral sheet, and this is referred to as a 2:1 layer sili-ate structure. The layers are weakly connected by molecular,onic or hydrogen bonds.
Red mud is a byproduct of the steel industry and is formedn a reductive atmosphere, it contains a lot of very fine parti-les. Due to their very fine particle size, it is relatively easy tochieve a uniform mixture of clay binder and red mud. Duringalcination, fine particles, grains, molecules or cations, suchs ionic iron or iron oxide, will be more active as the tempera-ure increases, and it is very easy for these species to penetratento the interlayer regions of clay minerals. When the tem-erature is high enough, these particles can further penetrate
nto the loose structure of the mineral and affect the bondingorce in the mineral’s structure. This interaction is reflected in
the IR spectra in terms of the position and shape of the Si Ostretching band.
Diatomite is not actually a clay mineral because it has nolayer structure and consists of amorphous SiO2. Therefore,almost no interaction is evident between diatomite and redmud, as is shown by FTIR.
3.5.2. Effect of clay binder on the dispersion of activecomponentAs is discussed above, high temperature calcination leads tothe destruction of a mineral’s structure, and there is also evi-dence of interaction between clay binder and red mud. Theinteraction is considered to be beneficial to the dispersionof iron within the sorbent. This suggestion is supported byXRD results shown in Fig. 4, as well as those in our previ-ous work (Fan et al., 2007), from which the crystallite sizein each fresh and regenerated sorbent can be roughly esti-mated by using Scherer’s formula (Prakash et al., 2007). Asis shown in Table 4, for fresh sorbents, the crystallite sizeof Fe2O3 (�-Fe2O3), calculated from line broadening of thehighest intensity XRD peak (1 0 4), increased from 27 nm forsorbent MS, to 31 nm for sorbent DS. Even after regeneration,the crystallite sizes for MS and BS are smaller than that forDS. More evidence of higher dispersion in MS in comparisonwith DS can be determined from SEM micrographs of fresh andregenerated sorbents (Fig. 12). While fresh MS consists of dis-persed fine particles, the surface of DS is different, consistingof aggregates of large particles. However, for both regeneratedsorbents, particle growth is apparent due to a slight sinteringeffect.
It should be stated that, although there are many factorswhich can influence the stability of a sorbent, for examplelarge pore volume as mentioned above, high dispersion isbelieved to be partly responsible in determining stability.

242 Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243
Fig. 12 – SEM images of sorbents MS and DS.
4. Conclusions
In this paper, four different clays were chosen as the bindersfor a hot gas desulfurization sorbent made from red mud, andthe effects of these clay binders on the performance of thesorbent were investigated. The tests, conducted in a fixed-bedreactor, show that sorbent prepared from various clays exhib-ited different breakthrough behaviors. It was found that largepores with a radius of more than 200 nm are beneficial to theperformance of sorbent because of their ability to improve dif-fusion, as well as providing a larger space for relieving heatimpact. The clay binders affect the performance of the sorbentby influencing the formation of texture during the calcinationprocess. Clay minerals with interlayer region are also favorablefor the dispersion of iron oxide and thus improve the durabilityof the sorbents.
Acknowledgments
This work was financially supported by the National NatureScience Fundamental (20976114, 20976116). Additional sup-port was provided by National Nature Science fundamentalof Shanxi Province (2011011008-2) and Research Project Sup-ported by Shanxi Scholarship Council of China (2010-40).
References
Caglar, B., Afsin, B., Tabak, A., Eren, E., 2009. Characterization of
the cation-exchanged bentonites by XRPD, ATR, DTA/TGanalyses and BET measurement. Chem. Eng. J. 149, 242–248.Efthimiadis, E.A., Sotirchos, S.V., 1993. Effects of pore structure onthe performance of coal gas desulfurization sorbents. Chem.Eng. Sci. 48, 1971–1984.
Fan, H.L., Li, C.H., Xie, K.C., 2003. Effect of additive oniron oxide sorbent in high-temperature coal gasdesulfurization. In: Proceedings of the 5th InternationalSymposium on Coal Combustion, Nanjing, China, November23–25, pp. 467–471.
Fan, H.L., Li, C.H., Xie, K.C., Shangguan, J., 2005. Texture changesof iron oxide hot gas desulfurizer duringsulfidation/regeneration cycles. In: Proceedings of the 5thAcademic Conference of Chemical, Metallurgy and MaterialEngineering Department, CAE, Hainan, China, December 8–14,pp. 283–286.
Fan, H.L., Xie, K.C., Shangguan, J., Shen, F., Li, C.H., 2007. Effect ofcalcium oxide additive on the performance of iron oxidesorbent for high-temperature coal gas desulfurization. J. Nat.Gas Chem. 16, 404–408.
Focht, G.D., Ranade, P.V., Harrison, D.P., 1988. High-temperaturedesulfurization using zinc ferrite reduction and sulfidationkinetics. Chem. Eng. Sci. 43, 3005–3013.
Focht, G.D., Ranade, P.V., Harrison, D.P., 1989. High-temperaturedesulfurization using zinc ferrite regeneration kinetics andmulticycle testing. Chem. Eng. Sci. 44, 2919–2926.
Huang, B.L., 1987. Handbook of Identification of Clay Minerals byDifferential Thermal Analysis. Science Press, Beijing.
Huang, Y., Rezvani, S., Mcllveen-Wright, D., Minchener, A.,Hewitt, N., 2008. Techno-economic study of CO2 capture andstorage in coal fired oxygen fed entrained flow IGCC powerplants. Fuel Process. Technol. 89, 916–925.
Lew, S., Jothimurugesan, K., Flytzani-Stephanopoulos, M., 1989.High temperature H2S removal from fuel gases by regenerable
zinc oxide-titanium sorbents. Ind. Eng. Chem. Res. 28,535–541.
Process Safety and Environmental Protection 9 1 ( 2 0 1 3 ) 235–243 243
L
L
P
P
P
P
P
P
R
ew, S., Sarofim, A.F., Flytzani-Stephanopoulos, M., 1992.Sulfidation of zinc titanate and zinc oxide solids. Ind. Eng.Chem. Res. 31, 1890–1899.
iu, B.S., Wei, X.N., Zhan, Y.P., Chang, R.Z., Subhan, F., Au, C.T.,2011. Preparation and desulfurization performance ofLaMeOx/SBA-15 for hot coal gas. Appl. Catal. B: Environ. 102,27–36.
anda, A.K., Mishra, B.G., Mishra, D.K., Singh, R.K., 2010. Effect ofsulphuric acid treatment on the physico-chemicalcharacteristics of kaolin clay. Colloids Surf. A: Physicochem.Eng. Aspects 363, 98–104.
ineda, M., Palacios, J.M., 1998. Effect of pore-modifier graphiteon the performance of a zinc titanate sorbent in hot coal gasdesulfurization. Energy Fuels 12, 409–415.
ineda, M., Palacios, J.M., Alonso, L., Garcia, E., Moliner, R., 2000.Performance of zinc oxide based sorbents for hot coal gasdesulfurization in multicycle tests in a fixed-bed reactor. Fuel79, 885–895.
olychronopoulou, K., Fierro, J.L.G., Efstathiou, A.M., 2005a. NovelZn–Ti-based mixed metal oxides for low-temperatureadsorption of H2S from industrial gas streams. Appl. Catal. B:Environ. 57, 125–137.
olychronopoulou, K., Cabello Galisteo, F., López Granados, M.,Fierro, J.L.G., Bakas, T., Efstathiou, A.M., 2005b. NovelFe–Mn–Zn–Ti–O mixed-metal oxides for the low-temperatureremoval of H2S from gas streams in the presence of H2, CO2,and H2O. J. Catal. 236, 205–220.
rakash, I., Muralidharan, P., Nallamuthu, N., Venkateswarlu, M.,Satyanarayana, N., 2007. Preparation and characterization ofnanocrystallite size cuprous oxide. Mater. Res. Bull. 42,1619–1624.
yu, S.O., Park, N.K., Chang, C.H., Kim, J.C., Lee, T.J., 2004.Multicyclic study on improved Zn/Ti-based desulfurization
sorbents in mid-temperature conditions. Ind. Eng. Chem. Res.43, 1466–1471.
Silaban, A., Harrison, D.P., Berggren, M.H., Jha, M.C., 1991. Thereactivity and durability of zinc ferrite high temperaturedesulfurization sorbents. Chem. Eng. Commun. 107, 55–71.
Siriwardane, R.V., Cicero, D.C., Jain, S., Gupta, R.P., Turk, B.S., 2002.Durable zinc oxide-based regenerable sorbents fordesulfurization of syngas in a fixed-bed reactor. In:Proceedings of the 5th International Symposium on GasCleaning at High Temperature, Session 6, September 17–20.
Tamhankar, S.S., Hasatani, M., Wen, C.Y., 1981. Kinetic studies onthe reactions involved in the hot gas desulfurization using aregenerable iron oxide sorbent. I. Reduction and sulfidation ofiron oxide. Chem. Eng. Sci. 36, 1181–1191.
Tseng, S.C., Tamhankar, S.S., Wen, C.Y., 1981. Kinetic studieson the reactions involved in the hot gas desulfurizationusing a regenerable iron oxide sorbent. II. Reactions of ironsulfide with oxygen and sulfur dioxide. Chem. Eng. Sci. 36,1287–1294.
Wang, F.Y., Zhang, H.F., Feng, H., Chen, G.X., Wang, D.Q., He, H.P.,1995. A mineralogical study of diatomite in leizhou peninsula.Chin. J. Geochem. 14, 140–150.
Woods, M.C., Gangwal, S.K., Harrison, D.P., Jothimurugesan, K.,1991. Kinetics of the reactions of zinc ferrite sorbent inhigh-temperature coal gas desulfurization. Ind. Eng. Chem.Res. 30, 100–107.
Zhao, H., Zhang, D.X., Wang, F.F., Wu, T.T., Gao, J.S., 2008.Modification of ferrite-manganese oxide sorbent by dopingwith cerium oxide. Process Safety Environ. Prot. 86, 448–454.
Zhao, H., Zhang, D.X., Wang, F.F., Wu, T.T., Gao, J.S., 2009.Modification of Fe–Mn mixed oxide COS removal sorbent by
rare-earth oxides addition. Process Safety Environ. Prot. 87,274–280.