a case study of the recycling of pretreated process ...infohouse.p2ric.org/ref/01/00245.pdf ·...
TRANSCRIPT

EAST BAY MUNICIPAL UTILITY DISTRICT WATER CONSERVATION OFFICE
A CASE STUDY OF THE RECYCLING OF PRETREATEDPROCESS EFFLUENT WATER AT A COMMERCIAL LAUNDRY
FACILITY IN NORTHERN CALIFORNIA
A REPORT FOR:
THE CALIFORNIA DEPARTMENT OF WATER RESOURCESOFFICE OF WATER CONSERVATION
June 1992

Contents continued
LIST OF TABLES
Table 1. Cal. Linen Water Use and Production Data
Table 2. Oil & Grease Concentrations
Table 3A. Cal. Linen Annual Costs and Savings With Full.
Pretreatment and 50% Recycling
Table 3B. Cal. Linen Annual Costs and Savings Assuming Only
Pretreatment System Installed
Table 4. Summary of Costs Avoided and Costs Incurred
Table 5.- Equipment and Installation Costs For Cal. Linen
Pretreatment System (1992/93 $ Basis)
Table 6. Payback For Cal. Linen Pretreatment and Recycling
System

A CASE STUDY OF THE RECYCLING OF PRETREATED PROCESS
EFFLUENT WATER AT A COMMERCIAL LAUNDRY FACILITY
IN NORTHERN CALIFORNIA
EXECUTIVE SUMMARY
California Linen Rental CO., Inc. (Cal. Linen), of Oakland,
California, rents laundered items to small businesses. In order
to comply with wastewater standards for oil and grease, the laundry
installed a system to pretreat its wastewater prior to discharge.
Installed in September, 1989, the pretreatment System successfully
went into full operation in early 1990. As a subsequent water
conservation measure, in 1992 Cal. Linen successfully modified and
began operating the pretreatment system to allow the recycling of
treated effluent. By injecting caustic to reduce hardness, by
filtering to reduce particulate matter, and by installing a piping
and pumping system automatically controlled by a turbidity sensor,
Cal. Linen is now able to recycle up to 50% of its treated effluent
stream. Warm, recycled water is routed back into the hot water
system, saving heat energy and up to 11 million gallons of water
per year. At the 50% effluent recycling level, the annual savings
from the recycling pretreatment system are projected at $12,096,
compared to the annual costs without recycling of $16,248, The
total net savings from installing the recycling system and running
it at the 50% level is therefore $28,345. With a capital outlay to
make recycling possible of $37,137 at 1992 prices, this represents
a payback of just under one and a third years. This case study
shows that adding recycling to an existing pretreatment system
changes the financial picture from an annual net cost of $16,249 to
an annual net saving of $12,096. With the cost of water and
wastewater se&ices rising faster than most other goods and
services, this financial picture is likely to become even more
favorable for Cal. Linen. With the growing trend for water
utilities such as EBMUD to introduce use restrictions and higher
inclining rate structures during times of drought, water intensive

1
industries such as commercial laundries will find effluent
recycling systems increasingly cost-effective.
This case study illustrates how the annual savings from recycling
significantly contribute to the repayment of unavoidable
pretreatment system capital costs, and easily outweigh the
pretreatment system net running costs. However, when viewed as a
whole, the current and projected future savings of Cal. Linen's
pretreatment and recycling system could not be considered cost
effective purely on the basis of the overall avoided costs. If it
had not been mandatory because of wastewater compliance, the
combined system would most likely have been rejected due to the
approximately 18 year payback it requires.
** This case-study was prepared in April, 1992 by Dr. Michael D.Lee, Industrial Water Conservation Representative at the EBMUDWater Conservation Office. The cooperation of Joel Pitney, PlantManager at Cal. Linen, was instrumental in its preparation. Abackground report was prepared in April, 1991 by Steven Osgood,previously of EBMUD,

2
Contents continued
LIST OF TABLES
Table 1. Cal. Linen Water Use and Production Data
Table 2. Oil & Grease Concentrations
Table 3A. Cal. Linen Annual Costs and Savings With Full,
Pretreatment and 50% Recycling
Table 3B. Cal. Linen Annual Costs and Savings Assuming Only
Pretreatment System Installed
Table 4. Summary of Costs Avoided and Costs Incurred
Table 5. Equipment and Installation Costs For Cal. Linen
Pretreatment System(1992/93 $ Basis)
Table 6. Payback For Cal. Linen Pretreatment and Recycling
System

3
INTRODUCTION
This case-study documents the water conservation experiences at
California Linen Rental Co., Inc. (Cal. Linen), of Oakland,
California, where a dissolved-air flotation unit was installed to
pretreat laundry effluent, and a recycling system added to enable
the clarified effluent to be recycled directly to the wash-house as
hot water make-up. This study was conducted to determine the
merits of effluent recycling potential in an industrial laundry
facility. With support from the California Department of Water
Resources, Office of Conservation, the Water Conservation Office of
the East Bay Municipal Utility District (EBMUD) prepared this
report with the enthusiastic cooperation and assistance of Cal.
Linen. It describes the wastewater pretreatment system and
reclamation technology, evaluates future costs and savings, and
determines the cost-effectiveness of recycling pretreated laundry
effluent.
SITE DESCRIPTION AND PRODUCTION CHARACTERISTICS
Cal. Linen rents and launders linens, clothing and other washable
items to a range of predominantly small businesses in and around
the Bay Area. It currently processes around 13 million pounds of
laundry per year, or approximately 50,000 pounds per work day.
Cal. Linen has 112 workers in the laundry plant, and another 32
office and field workers. The laundry processing facility covers
roughly 15,500 square feet of floor area and comprises nine
automated 400 pound washers controlled by a computerized linen
inventory and wash-house control software system. Linen is pre-
sorted by color, fabric and degree of soil, and then batched by
weight. Predetermined wash formulas are entered into the wash-
house control computer and the batches are processed according to
the daily schedule. After washing, the various linens are dried

4
and ironed or steamed ready for packaging and re-distribution to
rental customers.
Restaurants generate approximately 65% of Cal. Linen's laundry. A
variety of customers including food markets, delicatessens, optical
dispensaries, athletic clubs, beauty parlors, barber shops and
professionals offices contribute the rest.. Typical laundry items
include tablecloths, napkins, aprons, towels, mats and uniforms.
Cal. Linen avoids customers whose businesses involve the use of
paint, ink, chemicals, or machinery. Consequently, Cal. Linen's
wastewater does not contain metals, solvents and other common
industrial pollutants. Cal. Linen does not process hospital
laundry. Despite Cal. Linen's selectivity in the type of-laundry
it accepts, discharges of oil and grease have posed problems for
compliance with wastewater discharge regulations. Because of the
varying cycles of washes and rinses during the laundering process,
and the varying cleanliness of the linen batches, individual
wastewater flows differ in quality and quantity throughout the day.
WATER AND WASTEWATER
Cal. Linen obtains its water from the East Bay Municipal Utility
District. Since 95% of EBMUD water is treated runoff from
California's Sierra-Nevada, it is low in hardness, averaging 25.5
mg/l (< 2 grains) of Calcium-Carbonate (CaCO3).
Cal. Linen discharges its wastewater to the City of Oakland sewer
system, which in turn connects to EBMUD'S secondary wastewater
treatment plant. Treated effluent from the wastewater treatment
plant flows into San Francisco Bay.
According to its production records, in 1991 Cal. Linen's intake of
EBMUD water averaged at 85,143 gallons per work day (G/WD) (see
Table 1) and laundry production averaged at 41,410 pounds of linen
per workday (#/WD) over 255 workdays. Some experimental recycling

5
took place during this period, and so this metered intake slightly
underestimates the actual daily process use. As reported in Cal.
Linen‘s 1992/93 wastewater' permit application', its estimated
process water use during the previous year was actually 86,950
G/WD, with 3% or 2,662 G/WD of this lost to evaporation and drift.
Employees use approximately 2,245 G/WD of freshwater intake for
sanitation2. Cal. Linen has a recycling target of 50% of its
process effluent.
THE ORIGINAL PRETREATMENT SYSTEM
From June 1988 to June 1989, oil and grease levels in the laundry's
wastewater averaged 563 mg/l, more than twice the permitted maximum
daily concentration.3 Table 2 shows the oil and grease
concentrations in Cal. Linen's wastewater. Because it failed to
comply with tie District's wastewater regulations, Cal. Linen was
required to install a pretreatment system for its laundry effluent
in 1989. The pretreatment system reduced oil and grease
concentrations to an average of 11.6 mg/l. Cal. Linen has
continued to maintain very low oil and grease levels throughout the
intervening period.
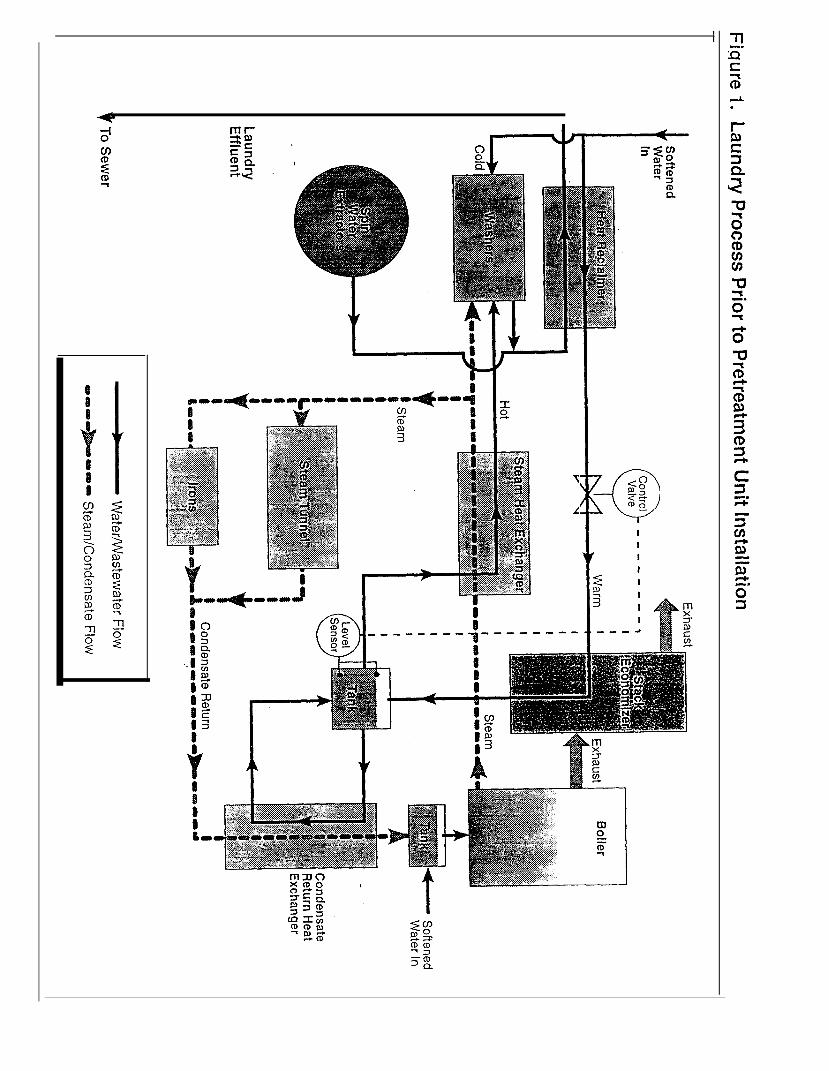
Figure 1 schematically illustrates the flow of water through the
plant prior to the installation of the treatment system, and Figure
2 illustrates the pretreatment system installed to bring the
effluent into compliance.
Cal. Linen's pretreatment unit uses a dissolved air flotation (DAF)
process. William Ryan Co. of Danville, California, Krofta*
Engineering Corporation of Lenox, Massachusetts, and Cal. Linen
collaborated on the design of the system. Cal. Linen performed the
installation.

6
Because of its varying quality, wash-house effluent is drained into
a collecting pit from which it is pumped into an equalizing tank.
As originally designed and installed, the pretreatment unit
involved pumping effluent out of the collecting pit into an
equalization tank, gravity feeding the equalized effluent to a
clarifier, and injecting magnesium chloride, dissolved air and a
mix of polymers into the pipeline along the way. The predominantly
Magnesium-Chloride brine (MgCl2) breaks oil and grease from the
detergent and, with the help of the polymers, coagulates suspended
solids into floc. Some of the wastewater is saturated with air
under pressure. This dissolved. air comes out of solution when
returned to atmospheric pressure and forms micro-bubbles 20-50
microns in diameter which attract the floc particles. When the
air-saturated water is injected into the effluent stream and flows
into the bottom of the clarifying tank, the air bubbles rise,
bringing the floc to the surface. A spiral scoop, attached to the
top of the clarifier, removes the floc. The clarified water,
cleaned of most of its oil, grease and other suspended solids,
overflows into the central drainage well of the clarifier.
The Cal. Linen pretreatment system has a number of key and
innovative features:
0 Typically, wastewater treatment facilities remove suspended
solids by adding coagulant to cause sedimentation.
Occasionally, flotation supplements sedimentation. Cal.
Linen's clarifier, the Krofta* Supracell, relies primarily on
flotation, although some heavier solids can settle to the
bottom.
The KroftaTM Supracell is a compact cylindrical flocculation
'and clarification tank, ten feet in diameter and two feet
deep. The dissolved air lifts the floc just a short distance
and the wastewater clarifies quickly. KroftaTM designed the
Supracell's inflow mechanism for minimum turbulence and more

7
efficient clarification. These features allow the Supracell
to process the wastewate in 3-4 minutes.
0 The Supracell's compact design minimizes construction
materials. This allowed the wetted surfaces to be built with
stainless steel, which is a superior but expensive material.
The small size enables the unit to be located in a tower above
other components of the pretreatment system. This conserves
the limited floor space at Cal. Linen and allows treated
effluent to flow by gravity out of the clarifier. Elevation
of the unit would have been difficult and expensive with a
system employing sand filter beds.
0 The Supracell's cylindrical shape enables continuous self-
cleaning. The surface scoop, which removes the floating floc,
and the bottom cleaning arm, clean continuously as they rotate
around the central axis.
0 The main coagulant, a predominantly magnesium chloride brine,
is a byproduct from a local salt company and is available at
relatively low cost. Its use turns a local waste into a
usable resource.
0 The selection of relatively benign treatment chemicals,
combined with Cal. Linen's avoidance of industrial linens,
allows the laundry to dispose of its sludge in a sanitary
landfill. It thus avoids the many management problems posed
by hazardous wastes.3
Prior to installation of the recycling system, the clarified
effluent was discharged to the sewer and the floc piped to one of
two daily alternating decant tanks. In the alternate tank, excess
water was allowed to drain from the wet floc deposited, during the
previous day, which was then pumped through a press plate filter

8
which removes the solids. The resulting sludge was disposed of as
ordinary solid waste4 while the filtrate flowed to the sewer.
Through pretreatment, Cal. Linen not only reduced oil and grease
concentrations by 98%, it also reduced total suspended solids (TSS)
by 85%, and oxygen demand (CODF) by 46%.5 As a consequence of its
cleaner discharges, by early 1991, Cal. Linen saw its unit costs
for wastewater treatment and its monitoring charges reduced
considerably. Compared to 1989, the unit costs for wastewater
treatment had dropped by 50%, resulting in projected
for 1991 of around $20,000, and
wastewater monitoring had decreased
$2,200 a year.6
the required
by l/3, saving
annual savings
frequency of
an “additional
Because of its achievements, in April, 1990 the California Water
Pollution Control Association presented Cal. Linen with its
Northern California Plant of the Year Award in the large industry
category. The Association's letter, which notified Cal. Linen of
its selection, stated, "The [Awards] Committee was extremely
impressed with your innovative process controls to minimize waste,
effective methods of treatment and consistent record of compliance
with the discharge requirements."7
THE RECYCLING PRETREATMENT SYSTEM
Figure 3 illustrates the pretreatment system complete with the
modifications made to allow recycling. The recycling pretreatment
system reuses a portion of the clarified laundry effluent to offset
fresh water intake into the hot water tank and wash-house. The
technical modifications, their functions and characteristics are
described here along with the management changes associated with
the recycle system, since successful operation required' that
several changes be made to daily procedures. Because it will be of
interest to other laundry managers and industrial conservation

9
specialists, a summary of the various problems and solutions
encountered during the installation and testing process is provided
in the endnotes.
Technical Characteristics of the Recycling Pretreatment System
The completed, fully operational recycling system has a number of
additions and modifications compared to the original pretreatment
system, and they are described below in the physical sequence in
which they occur.
In order to ensure a more homogeneous and stable effluent stream
into the pretreatment system, a constant-rate recirculation loop
has been added to the equalizer tank back to the collection pit.
Water flows out of the tank by gravity at a matched rate with the
pump capacity in the pit. This facilitates the effluent mixing
process, The tank storage capacity has been increased to 8,800
gallons. A water level sensor prevents the collection pit from
overflowing by stopping gravity flow from the equalization tank.
With the original pretreatment design, the effluent stream was too
high in-hardness to be recycled back into the wash-house. Hardness
levels of the effluent flowing into the clarifier ranged from 15 to
36 grains (i.e. 257 to 616 parts per million (ppm)), To safeguard
laundry quality, Cal. Linen has a target hardness of 3 grains (51
ppm) or less, and will generally not reuse treated effluent with a
hardness greater than 5 grains (85 ppm). In order to lower
hardness prior to clarification, a heated sodium hydroxide tank,
pump and injection pipe unit was installed close to the clarifier,
upstream of the dissolved air and polymer injection points. The
brine injection point was moved back to its original location close
to the equalization tank to allow thorough mixing of the coagulant
prior to caustic injection. The brine injection rate was reduced
following calibration.

10
The injection of sodium hydroxide (caustic), a powerful alkaline,
raises the pH of the effluent stream and lowers the hardness.
Tests by Krofta@ demonstrated that adding enough caustic to reach
a pH of 10.5 produces a hardness of 3 grains or less. Subsequent
empirical observations by Cal. Linen indicated that a pH of 10.8
allowed them to use a more convenient wash-house formula and
achieve required hardness targets. At both of these pH levels, the
magnesium and other ions precipitate out of solution and are mostly
incorporated into the floc.
To determine whether pH levels are adequate, a pH sensor was
installed downstream of the injection point, before the dissolved
air and polymer intakes. Reading of the pH display allows the
pretreatment system operator to diagnose faults such as problems
with the brine or caustic feed, and to adjust either accordingly to
maintain an appropriate pH range. The display is mounted on an
instrument control panel next to the clarifier unit. If the pH is
too low, the hardness will be high and result in the use of more
wash-house chemicals. If it is too high, there will be problems
with linen quality such as spotting and discoloration.
The clarification system proceeds as in the original treatment
design with dissolved air and polymer injection just prior to entry
into the clarifier. The clarified overflow is discharged into a
drain pipe that leads to a treated effluent tank. However, since
some of this effluent is now recycled into the hot water tank, the
effluent is first passed through an Everfilt@ filter screen. This
was installed to remove any remaining cotton fibers or other
suspended 'solids not incorporated into the floc. The treated
effluent tank discharges to the sewer by overflowing,
For the purpose of recycling, a connection was installed in the
treated effluent tank just below the overflow, and an in-line pump
and piping was installed to route treated effluent through the
stack economizer and into the hot water tank. The pump is

11
controlled by a turbidity sensor with its display on the instrument
control panel. The sensor is connected electronically to the
effluent recycling pump and caustic pump controllers and to the
freshwater control valve to the hot water tank. The turbidity
sensor, measuring NTU's as an indicator of overall water quality,
sets off a warning alarm whenever the turbidity reaches 90 NTU's
and a 12 minute time-lag is provided before the recycling pump and
the caustic pump are automatically shut down. This allows the
operators time to evaluate the cause of the turbidity increase and
to manually override pump shut down if they are able to adjust the
pretreatment system in the appropriate manner. The override
involves resetting the system with a special key.
Whenever the recycle pump is shut down, all the treated effluent
overflows into the sewer, and the control valve is opened
automatically to substitute softened fresh water intake for the
halted effluent flow TV the hot water tank. Since the effluent
water is not being recycled, there is no reason to waste caustic
designed only to reduce hardness for reuse, and so the caustic pump
is shut down also. The recycling pump will not start again until
both the system has been reset, and the hot water tank level sends
a signal for make-up water. This signal causes the caustic pump to
operate again to reduce the hardness of effluent flow ready for
reuse. The recycle pump starts seven minutes after the caustic
pump, a time lag calibrated to ensure that the effluent in the
clarifier and the effluent storage tank has been treated to a
sufficiently low hardness level. When the recycle pump begins to
send water to the hot water tank, the fresh water control valve is
shut until the turbidity sensor once again trips the system if
another effluent turbidity level of 90 NTU's is reached.
If the freshwater control valve is ever shut and the recycle system
fails to provide enough effluent to replace the hot water used from
the tank, the falling water level will eventually trip a low level
sensor and shut down all laundry operations. This fail-safe
1 2
response has not yet happened, and would require manually resetting
the laundry systems once the effluent flow had teen restored. A
high level sensor in the hot water tank shuts down the recycle pump
whenever the tank is full and the treated overflow is then
temporarily directed to the sewer.
The target recycling volume at Cal. Linen is 50% of the clarified
wash-house intake. This represents the approximate volume of hot
water used in the wash-house. Using recycled effluent promotes
energy savings, since it is generally around 10°F higher than fresh
water intake passed through a tube and shell heat exchanger-. Using
effluent solely for hot water means that recycled" water is
incorporated in the wash only up until the bleach- cycle.
Thereafter, fresh water alone is used, providing greater quality
control in the rinse stage. A flow meter has been installed in the
recycle line to monitor daily the volume of recycled water compared
to freshwater intake.
Cal. Linen has conducted a qualitative review of recycling levels
elsewhere in the laundry industry and has concluded that 50% to 60%
represents its optimum target level. Because its pretreatment
process-does not remove total dissolved solids (TDS), the TDS would
become too concentrated at higher percentages of recycling. Soiled
garments constantly introduce dissolved solids into the laundry
water. Recycling levels of over 80% are possible, but only if more
advanced wastewater pretreatment is applied, such as multimedia
filtration.
Management Characteristics of the Recycling Pretreatment System
Management of the recycling system requires a significant element
of hands-on monitoring and control. The system is semi-automatic-
in that valves and pumps are turned on and off by sensors and
solenoids under certain circumstances. All valves and pumps have
manual overrides and require manual resetting whenever operated

13
automatically as a result of high turbidity levels. A central
control panel has been installed to allow operators to monitor pH
and turbidity. Effluent hardness is monitored manually using
indicator solution. The hourly readings enable operators to head-
off any chemistry problems that might result from inconsistent
solids loadings or chemical feed rates. Minor adjustments can be
made to caustic or brine feed rates if hardness levels increase.
Equally, if the turbidity sensor trips, the pH, hardness and
turbidity history for the last few hours can indicate the
seriousness and cause of the problem and how it can best be
rectified,
The DAF clarifier system and chemical feed components are examined
on a regular maintenance cycle in which predetermined tasks are
carried out by operators such as filling storage containers, mixing
polymer, switching decant tanks and cleaning the filter screen.
Standard preventive maintenance and cleaning of pumps, suction
lines and other machinery is carried out systematically, either
nightly, weekly or whenever a period of inactivity occurs (e.g.
before a public holiday or plant shut-down).
Changes- in wash-house procedures were also required. To ensure
more uniform raw effluent quality in the equalization tank, formula
sequencing was altered to a rolling system of batch stopping and
starting. This involved changing employee work times, the
objective being to start up machines in sequence so that various
cycles - washes, rinses, bleaching, etc. - occur simultaneously in
different machines, rather than having all the machines begin and
end at the same time. In this way, a mix of water quality occurs
in the collecting pit at all times during the day. This has been
further rationalized so that the same chemical dosage per formula
is set automatically by the computer. From day to day, and time to
time, the variation in effluent in the collecting pit is kept to a
minimum. In each sequence of nine batches, two heavily soiled
loads are now run, ensuring that at all times there will be a

14
consistent level of suspended solids in the equalization tank.
Before, a sequence of 20 or 30 clean loads might have been run, and
then a lengthy batch of dirty loads. Thus, at times, the effluent
stream was very clean, and at others, very dirty. By more uniform
sequencing, raw effluent is more uniformly dirty as required for
calibrating chemical injection rates to achieve low hardness and
highly clarified pretreated effluent.
CURRENT STATUS
After a-period of around 12 months in which modification& and fine-
tuning took place to correct unforeseen technical difficulties and
problems with effluent quality8, a desired level of consistency was
finally achieved in early 1992. Cal. Linen gradually increased the
percentage of recycled water use from 16% of the effluent stream in
March, up to 36% in April 1992. This was an increase from 290,000
gallons per month to 660,000 gallons. The target recycling level
of 50% of process effluent was be achieved by late May, 1992.
ANNUALIZED COSTS AND SAVINGS FROM RECYCLING
By reclaiming 50% of its process effluent, Cal. Linen will save
almost 11 million gallons of water annually based on 1992/93
average daily water use projections. This has a major impact on
the operating costs of the plant. As explained, Cal. Linen was
required to install a costly 'pretreatment system to bring its
wastewater effluent into compliance. In order to offset the
running costs of this system, and help payback the capital costs of
installation, Cal. Linen decided to extend the system to allow
recycling of effluent.
To determine the financial impacts of the pretreatment system and
the recycling pretreatment system, two cost-benefit spreadsheets

15
have been prepared using 1992 prices (Table 3.A and Table 3-B).
They balance the costs avoided and the costs incurred compared to
the operating situation prior to pretreatment. Table 3.A provides
data for the full pretreatment and recycling system at the
recycling target of 50% of process effluent. Table 3.B assumes
that the recycling components were not added to the pretreatment
system and that all effluent is therefore discharged down the
sewer. Table 3.B therefore sets the costs and benefits associated
with the recycling operations to zero.
Referring to Table 3.A shows that at the 50% recycling level, the
combined pretreatment and recycling system incurs $64,079.37 of
annual operating costs for electricity, chemicals, labor; sludge
disposal and mechanical parts/replacement. However, the system
avoids a total of $76,175.88 of costs for fresh water, sewage
conveyance, wastewater treatment, water softening, and natural gas.
The net annual savings from operating this system at the 50% level
is therefore $12,096.51 at 1992 prices and production levels.
Referring to Table 3.B shows that with just the pretreatment system
alone, the annual costs incurred in complying with wastewater
requirements using the DAF system would be $48,448.24 for
electricity, chemicals, labor, sludge disposal and mechanical
parts/replacement at 1992/93 prices. In comparison, the
pretreatment system would avoid a total of $32,199.64 of costs for
wastewater treatment only. The net annual costs from operating
this system at the 50% level is therefore $16,248.60 at 1992/93
prices and production levels. This information is summarized in
Table 4.
These two cost-benefit comparisons show that installation of a
recycling system and its operation at a 50% process effluent
recycling level converts a $16,248.60 net operating cost into an
$12,096.51 net operating saving, a total annual benefit of
$28,345.11. This is true because regardless of whether recycling

16
occurs or not, Cal. Linen would still have had to install and
operate its pretreatment system. The increase in annual costs from
adding the recycling system, $15,631.13, are heavily offset by the
additional annual costs avoided of $43,976.24.
Now that Cal. Linen has installed the recycle system, this analysis
shows clearly that operating the system is in its best interest.
Given that the benefits of running the system are related to the
level of recycling achieved, there is a minimum point at which the
net benefits of the percentage effluent recycling exactly equals
the net costs of running the pretreatment system without recycling.
Assuming that the additional costs from extra sludge-dumping,
caustic heating, water sampling and sludge press cleaning are fixed
with different recycle levels, this running-cost break-even point
is at just under the 33% recycling level.
At the 50% recycling level, the predominant savings are clearly in
fresh water purchase costs and City of Oakland sewer fees avoided.
Additional wastewater treatment costs avoided are also important.
However, if operation of the system at 50% recycling results in an
increase in the concentration of TSS and particularly CODF, i.e.
the current mass of total contaminants is still discharged (as
opposed to incoporated in the increased mass of floc) but in a
lower volume of effluent, then this portion of the wastewater
treatment charge will rise, offsetting some of the projected
savings. As yet, no evidence has been seen that this will occur,
in fact; since 1989; concentrations of TSS and CODF have
consistently fallen in line with better effluent management and
chemical calibration. Cal. Linen does not expect waste
concentrations, to rise even with higher recycling percentages,
although there is a possibility that the mass of CODF may not
decrease unless the amount of detergent and other laundry additives
are reduced.

17
The dominant extra costs incurred due to the recycling system are
from the use of caustic, extra labor and sludge haul. The cost of
caustic is somewhat off-set by savings in salt, labor and water
resulting from the reduced need to regenerate the water softener.
With recycling, the softener no longer has to soften the recycled
percentage of process intake. The increased electrical energy
costs for operating recycling equipment are considerably less than
the water heating energy saved from filling the hot water tank with
the warmer effluent (approximately $1,600 compared to $3,500). The
recycled water arrives at the hot water system 10°F hotter than
preheated fresh water inflow, saving 12,185 therms of gas a year at
the 50% -recycling level.
Although not yet a feature of Cal. Linen's recycling operations,
over time, additional cost savings should be realized by modifying
the chemical dosages used in the wash-house formulae. Preliminary
trials have indicated that the volume of detergents and alkalines
used could be reduced by around 20% with no negative effects on
linen quality.
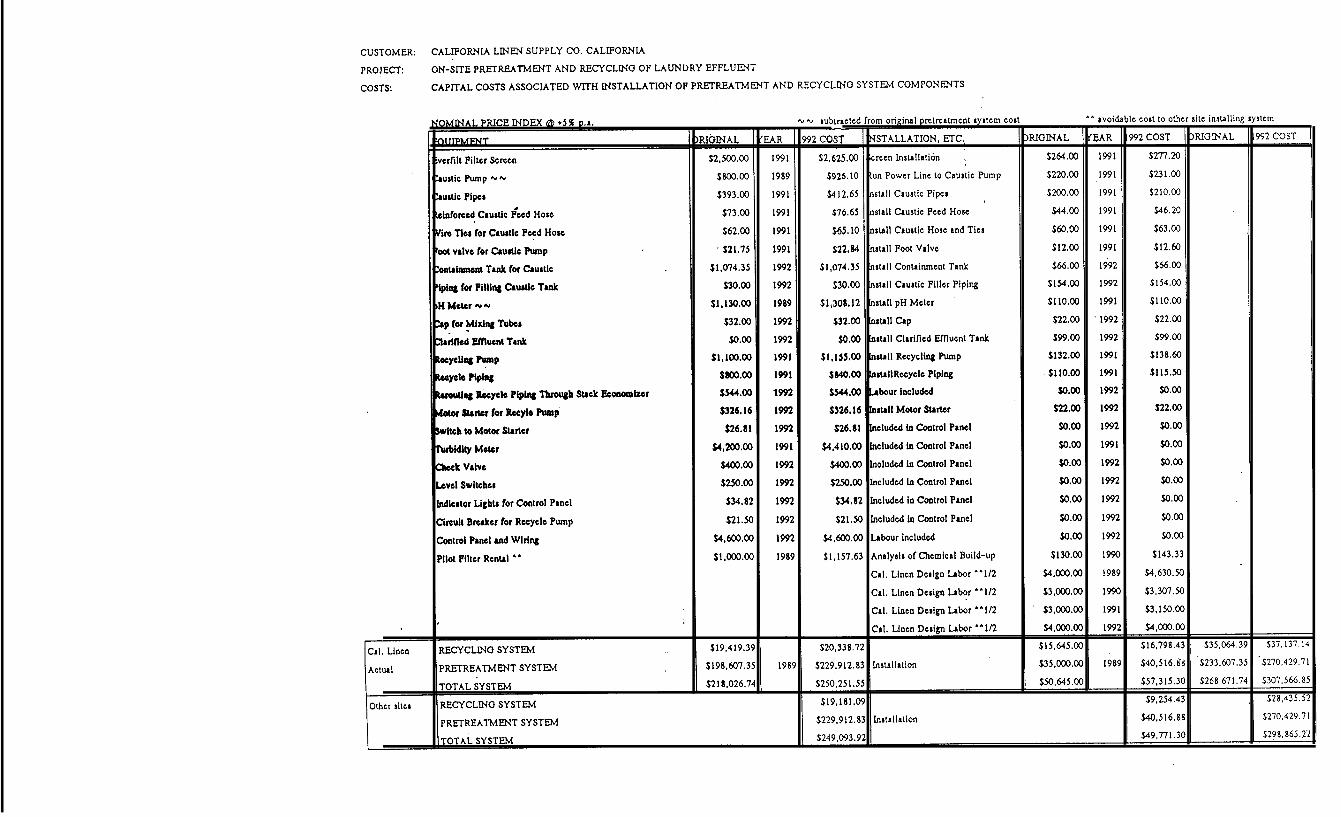
CAPITAL COSTS AND RECYCLING SYSTEM PAYBACK
Table 5 contains a list of the equipment and installation costs
associated with setting up the recycling components of the
pretreatment system, and lists the total cost of the combined
system. Since the annualized cost analysis has been conducted with
1992 prices, the costs of equipment and installation have been
adjusted to 1992 prices using a nominal annual retail price index
of 5%.
The most simple payback measure is to divide the capital costs by
the annual net savings to get the payback period in years. The
total annualized savings are $28,345.11, the capital costs
$37,137.14, and so the simple payback period is 1.3 years. A more

18
complex payback involves comparing the future net value of the
capital invested in the financial market with the future value of
the expected stream of revenues (net savings) resulting from the
recycling system. However, since the costs and benefits are so
close, the impact of the various interests rates over a space of a
few months will have little effect and the simple payback is a
sufficient measure.
COST ANALYSIS OF THE COMBINED SYSTEM
With the recycling system payback quickly completed, the annual net
savings continue and offset the capital financing and operating
costs of the original wastewater pretreatment system. A S
explained, the pretreatment system was not installed to recycle
water or to save money, but to comply with mandatory wastewater
requirements, That does not prevent a theoretical assessment being
made of the cost-effectiveness of the recycling system, had it been
installed primarily as a water conservation and cost-reduction
system.
The combined capital costs of the recycling and pretreatment system
at 1992 prices are $307,566.85. However, this includes several
expenditures that, with hindsight, are avoidable. These include
the rerouting of the recycle pipe through the stack economizer, the
rental of a pilot multi-media filter, and 50% of the Cal. Linen
Design Labor. Together, these comprise $8,701.63 of the 1992
combined capital costs. Assuming that an identical pretreatment
and recycling system were to be installed in an identical laundry,
the 1992 capital cost would be $298,865.22. With annual net
savings of $12,096.51, an assumed return to capital of 5%, and an
assumed annual increase in the future value of net savings of 11%
(based on the average annual water and wastewater rates increases
since 1987), the payback period would be around 18 years (see Table

6 ) . This would not be considered a
industry if it were not a mandatory
19
cost-effective investment by
requirement.
It should be noted that William Ryan Co. and KroftaTM Engineering
did not charge Cal. Linen for their contributions to the design of
the system, except for that part of Krofta'sTM engineering costs
which is imbedded in the equipment it produces.
WIDER RELEVANCE OF THE TECHNOLOGY
The type of pretreatment system installed at Cal. Linen, designed
to remove fat, oil, and grease, could be used at any laundry with
effluent of similar water quality. Industrial laundry effluent
containing hydrocarbons would need a different selection of
treatment chemicals. The appropriateness of the system described
here for any one site would need to be individually assessed.
Magnesium chloride brine may not be available everywhere. Even if
different treatment chemicals were used, however, the KroftaTM
Supracell could probably be employed.9
There are no health regulations which prevent a commercial or
hospital laundry from reclaiming its laundry effluent. In a
hospital or a laundry providing linen service to a hospital, where
potentially infectious organisms are of greatest concern, the water
temperature and chemicals required by the State of California are
sufficient to kill organisms which might be introduced by soiled
items.10,11
Although the California Department of Health Services does not
regulate laundries, any laundry making significant changes to its
plumbing should contact its local agency which approves building
plumbing systems.'*

20
CONCLUSION
The type of pretreatment system described in this report, if
installed solely for the purpose of reclaiming the laundry
wastewater, would take over 18 years to pay back the investment it
requires. This assumes that the costs faced by the laundry would
be similar to those encountered
laundry would undertake such
motivation.
here. It is unlikely that a
a project without additional
The study shows clearly, however, that any laundry that must
install- a pretreatment system to meet wastewater; discharge
standards should thoroughly explore reusing its treated effluent.
Recycling 50% of its total process effluent allows Cal. Linen to
turn an unavoidable annual pretreatment net cost of $16,248.60 into
a net annual saving of $12,096.51. Although such monetary savings
depend primarily on local water supply and wastewater costs, the
example at Cal. Linen demonstrates that the necessary additional
investment can be recouped in a short period and that the continued
savings do offset the unavoidable operating and capital repayment
costs of the pretreatment system. With the basic cost of water,
sewer fees and wastewater processing rising faster than the general
price index, such add-on conservation measures as recycling will
become even more attractive propositions to water-intensive
industries.
In addition to general cost-of-business rate increases, many
California water utilities have imposed drought-related price
increases as a demand reduction and a revenue protection measure.
During drought periods, water allowances may be set based on
historic consumption, and any use above this allowance is charged
at successively higher rates.
As a final note, this analysis has not accounted for the wider
environmental and societal benefits resulting from industrial water
conservation. Nor has it accounted for the benefits to EBMUD and
its customers in terms of the degree to which such recycling
projects help offset the long-term need to bring on-line new, more
expensive sources of water supply to satisfy growing demand. Such
factors do not enter into the individual cost-benefit decision
making of individual industrial customers such as Cal. Linen.
Nevertheless, they are a definite, although as yet generally
unquantified benefit.
---.a

Figure 2. Original Laundry Effluent Pretreatment System
DissolvedAir
Coagulant(MgCl2)
PolymerMix t
Decanted
Air
Press Plate Filter
Sludge Hauled toSanitary Landfill
Drains to Sewer

Figure 3. Laundry Pretreatment System with Recycling Components- _ - _ _ _ _
Press Plate Filter

cycles start and stop in the same order every day. Thus atany one time, the pattern of effluent inflow has beenconsistently repetitive, creating a minimum range ofvariation in the average equalization tank water conditions.
Control system improvements: switching to effluent recycling required developing an electronic control system that wouldcorrectly operate valves and pumps in the desired fashion.The control system monitors the turbidity of recycledeffluent and the water level in the hot water tank, andcontrols the valve that allows freshwater flow into the hotwater tank, controls the caustic injection pump, andcontrols the effluent recycling pump. It is programmed toset off a number of alarms and incorporates several timedelays that provide an opportunity to reset alarms andprevent on or off signals to valves or pumps. Alarm/triggerthresholds and time delays were calibrated based onpractical experience. The control system includes aninstrument display panel and a reset station. The controlsequence functions as follows (assuming that the recyclingof effluent has not yet begun):
T=O mins:
T=A mins:
T=A+7 mins:
T=B mins:
T=B+b mins:
T=C mins:
A laundry batch has begun and hot water is withdrawnfrom the tank.The upper water level sensor is tripped as the hotwater level falls, and a call is made to supplyrecycled effluent. The caustic pump is switched onto reduce the hardness of the raw effluent streamflowing from the equalization tank.The softened, treated effluent has now reached thestorage tank and the recycle pump is activated topump this effluent to the hot water tank.The reuse pump is turned off because the hot watertank sensor signals that the tank is full.The reuse pump is turned back on by the hot watertank water level sensor sending a signal calling forwater as in T=A.The turbidity meter on the effluent recycle pipe hasregistered an NTU level of 90, and sounds an alarmindicating that in 12 minutes time, it will send asignal that shuts down the recycle pump, causticpump and opens the valve controlling freshwater flowto the hot water tank, unless corrections are madeto reduce the turbidity (indicator of hardness) andthe alarm panel is reset by a key.
T=C+12 mins: If the alarm panel has not been reset, the recyclepump is switched off, the caustic pump is switchedoff and the freshwater control valve opened to drawwater into the hot water tank. If the panel hasbeen reset, nothing happens and the now correctedeffluent (below 90 NTU's) continues to flow to thehot water tank.
T=D mins: If for any reason, the recycle pump failed todeliver enough effluent to the hot water tank and

quality. Because effluent water quality variedunpredictably, sometimes due to multiple causes, it wasdifficult to isolate the effects of individual changes onthe wash-house. When Cal. Linen had finally ironed out its
effluent consistency problems (see below),, thisexperimentation process ‘went more smoothly, allowingsuccessful calibration of chemical feeds and wash-houseformulae over prolonged trial periods of reuse.
Caustic crystallization: crystals were observed forming inthe Sodium-Hydroxide tank and feed line, causing pumpcavitation and inconsistent feed rates. This was having anegative impact on effluent hardness consistency. Althoughlocated indoors to take advantage of passive heating, thetank temperature occasionally fell below the 50°Fcrystallization point. Crystallization has been preventedby switching to a heat trace tank in which a thin wireheating element is wound inside the wall, set to keep thecontents at 65°F. Use of caustic required a hazardouschemical management program, with the installation of acontainment tank, eye bath, shower, vinegar station andprotected double piping, training of staff in safetyprocedures and issuance of rubberized protective clothing.
Chemical feed point positioninq: trial and error and alittle intuition resulted in Cal. Linen completely modifyingits original chemical feed point locations. The causticinjection was installed close to the equalization tank (1/7along), with the brine injection still located at (6/7), theobjective being to bring the effluent pH up to 10.8, lowerthe hardness and then mix in the coagulant. This did notwork as planned, the brine was not acting as a goodcoagulant and the floc was small-grained and loose, breakingup in the clarifier. Experiments were made varying thecaustic and brine flow rates without good effect. Arecommendation was made to try reversing the location of theinjections, putting the caustic close to the clarifier (6/7along) and the brine back to a mid-point along the pipe (3/7along). This allowed the coagulant to work to bindsuspended solids prior to caustic injection, which thenresulted in hardness removal through magnesium precipitationover the last part of the pipe, and its incorporation intothe mass of the floc. Other changes in the pretreatmentsystem had already allowed Cal. Linen to reduce its chemicalinjection rate and achieve greater consistency in the raweffluent, and so the problem of pipe clogging was no longerobserved: Since this worked so well, the brine injectionpoint was moved back close to the equalization tank (1/7along) to allow maximum coagulation time prior to causticinjection. Cal. Linen found this enabled it to reduce brineinjection by 300 ml/min. One more calibration involved thepolymer injection point. This was originally placed next tothe caustic injection, but was found to result in a dense"super-floc", and required twice the amount of polymer to

Flocculation consistencv: as originally installed, the polymer was supplied to the effluent pipe from a poly-blenddilution unit. Inconsistent injection was experienced dueto periodic blockage of injection nozzles. Two differentunits were tried, neither working adequately. To solve thisinconsistency problem, a simple holding tank was installedto contain mixed polymer at the required 0.005% dilutionratio, with a pump to inject the flow. Twice per day, a 100gallon drum of polymer is mixed for 15 minutes with a mixingdevice to prepare the solution. No increase in polymer usewas experienced by switching to this more manual systemwhich has continued to function with a higher degree ofconsistency than the original automatic systems.
Sludge decant tank overflow: the sludge of floe and effluentscooped from the clarifier is pumped using a small diaphragmpump to one of two alternating decant tanks prior to feedinginto the sludge press filter. Switch-over between decanttanks is a manual process. Failure of operations staff tomake a timely switch resulted in decant tank overflow anddischarge of sludge to the sewer. This was prevented byinstalling level alarms which sound continuously until thedecant tanks are switched and the alarm reset.
By ironing out these four main problems associated with thepretreatment system, Cal. Linen improved their effluentquality to such a high level that they were awarded theNorthern California Plant of the Year Award by theCalifornia Water Pollution Control Association in April,1990.
Recycling Pretreatment System
When the decision to install the pretreatment system wasmade, Cal. Linen made a commitment to further developingthis system to allow recycling of effluent for wash-housereuse. The prerequisite for this was that Cal. Linen wouldfirst eliminate all inconsistencies in the pretreatmentsystem, and develop an operation and maintenance schedulethat could deal with all known mechanical and chemicalproblems. In the process of installing, testing andcalibrating the recycling components of the pretreatmentsystem and procedures, a number of additional problems wereencountered and dealt with on a trial and error basis. Cal.Linen's calibration problems were exacerbated by not firstcontrolling raw effluent consistency prior to experimentingwith chemical feed points and other variables. Once it hadtackled these problems, the fine-tuning of the recyclesystem became more straightforward and cause and effectrelationships more clear.
Magnesium-Chloride crystallization: installing the agitationsystem was not sufficient to eliminate all crystal growthand occasionally, the brine pump suction line would block

ENDNOTES
1.
2.
3.
4.
5.
6.
7.
8.
William Meckel, Wastewater Control Representative, EBMUDWastewater Department, discharge permit and notes, April1992.
Water use for employee sanitation is assumed to be 25 G/WDfor plant workers, 20 G/WD for office employees, and 5 G/WDfor field personnel per eight hour shift. With 112 plantworkers, 16 office staff and 16 field staff operating 1.5shifts, this is estimated to be a total of 2245 G/WD aslisted on Cal. Linen's 1992/93 waste water permit.
The volume of water passing through the treatment systemequals the flow through the laundry wash-house minus thelosses to evaporation and drift which are estimated at 3%.
Prior to February, 1990 EBMUD allowed concentrations of oiland grease up to a maximum of 250 mg/l. Now, dischargers tothe wastewater treatment plant must meet a standard of100 mg/l.
Prior to obtaining agreement from the sanitation company toremove the sludge, Cal. Linen hired a laboratory to test thematerial for hazardous substances. Although some heavymetals were detected, they were far below regulatory limits.All but a few priority pollutants were below detectablelevels, and all were below maximum allowed levels.
Lewis Jones, Wastewater Control Representative, EBMUDWastewater Department, discharge permit and permit amendmentnotes, April, 1990 and February, 1990.
Lewis Jones, Wastewater Control Representative, EBMUDWastewater Dept., discharge permit notes, April, 1990.
Letter from Kurt G. Ladensack, Chairman, AwardsSubcommittee, Industrial and Hazardous Waste Committee,California Water Pollution Control Association, to JoelPitney of California Linen Rental Co., Inc., April 10, 1990.
PRACTICAL ISSUES IN THE IMPLEMENTATION OF THE RECYCLINGSYSTEM
The following observations provide a discussion of some ofthe practical problems and solutions encountered with theCal. Linen pretreatment and recycling system during itsinstallation, modification and testing phases. Theinformation is qualitative and presented in broadlychronological order. It provides a useful summary forprocess managers interested in the wider potential forapplication of this type of laundry system. It illustrates

TABLE 1 - CAL. LINEN WATER USE AND PRODUCTION DATA
Month Production
Gallonsi n #
Oct 90
Nov 90
Dec 90
Jan 91
Fcb 91
Mar 91
Apr 91
May 91
Jun 91
Jul 91
Aug 91
Sep 91
Oct 91
Nov 91
Dec 91
Jan 92
Feb 92
Mar 92
Apr 92
working
Days
(WD)
23
21
20
22
20
21
22
22
20
22
22
20
23
20
21
22
19
22
22
Production
888458
815643
805075
889140
807959
858355
868605
915291
846870
931435
937825
877545
932480
834059
860040
880500
773210
894340
882465
1797893
2 3 7 2 1 8
Intake
CuFt
264870
249472
229855
231629
225387
239503
255428
258405
237556
216500
270769
212.510
271350
240360
237218
168850
;19099
174170
Intake
1981228
1866051
1719315
1777465
1685895
1791482
1910601
1932869
1776919
1619420
1589575
2029698
Rm56.33
1262998
1638861
1302792
Recyc1e
Gallions
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
292800
661500
Av/WD
Water
AvG/wD
A.djusted
A.vG/WD
(-Sanitary)
- -Ratio
AvG/#
38629 86140 83895 2.17
38840 88860 86615 2.23
40254 85966 83721 2.08
40415 80794 78549 1.94
40398 84295 82050 2.03
40874 85309 83064 2.03
39482 86846 84601 2.14
41604 878.58 85613 2.06
42344 88846 86601 2.05
42338 73610 71365 1.69
42628 92061 89816 2.11
43871 79479 77234 1.76
40543 88248 86003 2.12
41703 89895 87650 2.10
40954 w 9 5 tt22x 2.01
4caE! 85711 834H 2.0s
40695 66474 64225 1.58
40652 87803 85558 2.10
40112 89286 87041 2.11
2025352t
252090
85143 Av. 1991
G/WD
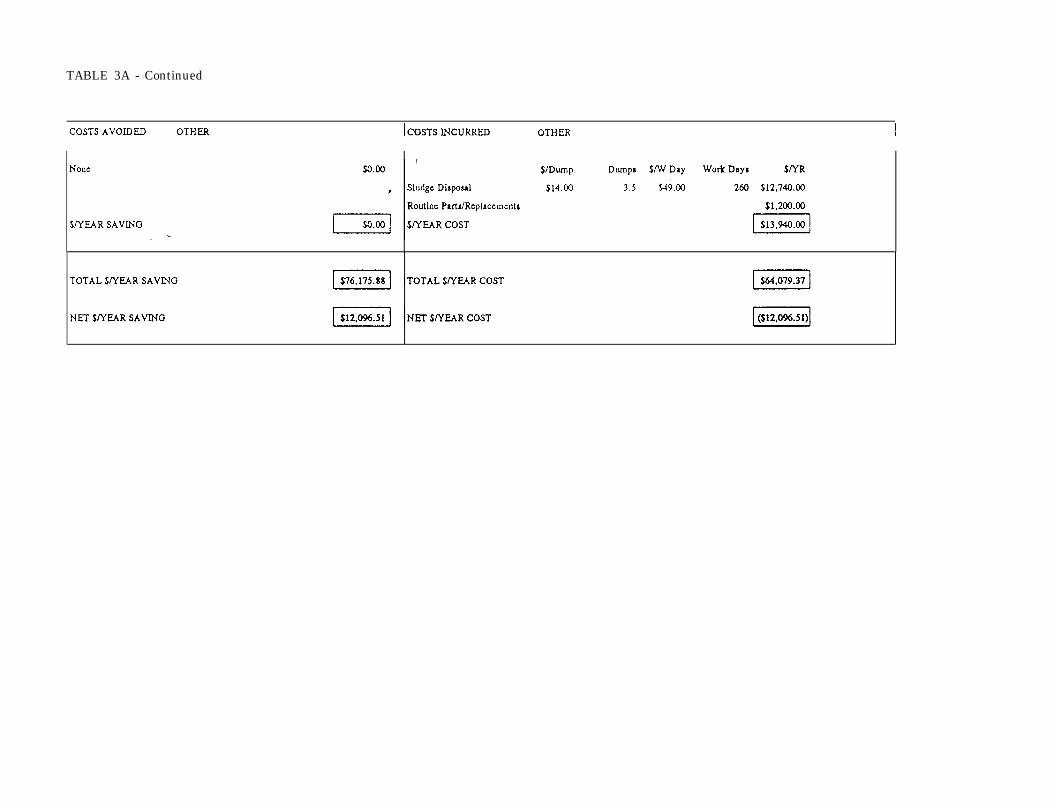
TABLE 3A - Continued

TABLE 3A - Continued

TABLE 2 - OIL & GREASE CONCENTRATIONS
Year Before vs. Year After Pretreatment System Operation

TABLE3A-CAL.LINEN ANNUAL SAVINGS WITH FULL PRETREATMENT AND 50% RECYCLING
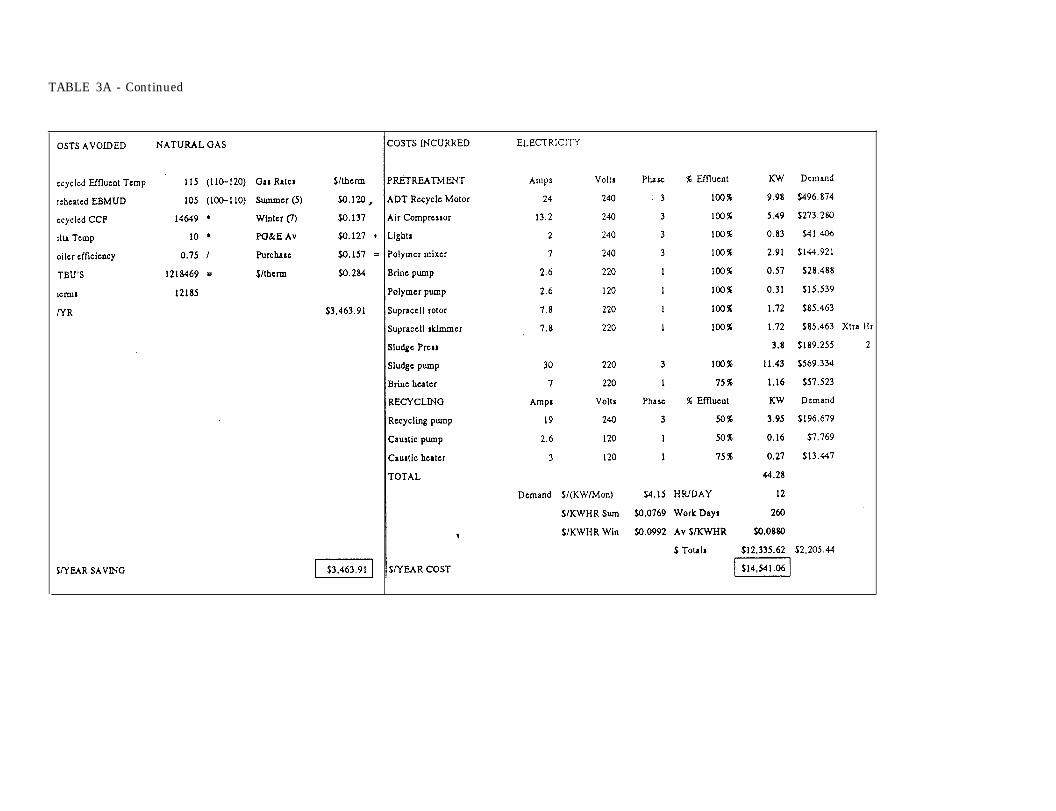
TABLE 3A - Continued


TABLE 3B - Continued

TABLE 3B - Continued