9781420032079%2ech20
DESCRIPTION
Information on engineeringTRANSCRIPT

20 Ambient TemperatureOxidation Technologies forTreatment of Cyanide
Rajat S. Ghosh, Thomas L. Theis, John R. Smith, andGeorge M. Wong-Chong
CONTENTS
20.1 Alkaline Chlorination Technologies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39420.1.1 Process Description and Implementation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39420.1.2 Achievable Treatment Levels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39520.1.3 Design Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39620.1.4 Cost of the Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39820.1.5 Technology Status. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 398
20.2 Oxidation Technologies with Ozone and Hydrogen Peroxide . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39820.2.1 Process Description and Implementation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39820.2.2 Achievable Treatment Levels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40320.2.3 Design Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40320.2.4 Cost of the Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40320.2.5 Technology Status. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 404
20.3 Photocatalytic Oxidation Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40420.3.1 Process Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40420.3.2 Achievable Treatment Levels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40420.3.3 Design Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40520.3.4 Cost of the Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40520.3.5 Technology Status. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 405
20.4 INCO’s Air/SO2 Process. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40620.4.1 Process Description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40620.4.2 Achievable Treatment Levels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40720.4.3 Design Considerations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40820.4.4 Cost of the Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40820.4.5 Technology Status. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408
20.5 Technology Screening Matrix and Additional Technologies. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40820.6 Summary and Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 408References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 411
Chemical oxidation at ambient temperatures is perhaps the most common treatment technology forcyanide in contaminated waters. Oxidation technologies, such as alkaline chlorination and ozonationperform well for free and weak metal–cyanide complexes (weak acid dissociable cyanide [WAD])in water, soil slurries, and sludges [1–5]. However, energy-intensive oxidation technologies, such as
393
© 2006 by Taylor & Francis Group, LLC

394 Cyanide in Water and Soil
ambient temperature photocatalytic oxidation are necessary to treat strong metal– cyanide complexesin water, soil slurries, and sludges [5].
The following ambient temperature oxidation technologies are described in detail in thischapter:
• Ambient temperature alkaline chlorination• Ambient temperature oxidation with ozone and hydrogen peroxide• Photocatalytic oxidation technologies• INCO’s Air/SO2 process
These technologies have been applied for the treatment of water, soil slurries, and sludges containingfree cyanide, weak metal–cyanide complexes, or strong metal–cyanide complexes. Descriptions forthe technologies follow, and include the following main features:
• Process description and implementation• Achievable treatment levels• Design considerations• Critical design conditions• Residuals generated• Technology complexity
• Cost information• Status of technology implementation
temperature oxidation technologies.
20.1 ALKALINE CHLORINATION TECHNOLOGIES
20.1.1 PROCESS DESCRIPTION AND IMPLEMENTATION
The most widely used technology for the destruction of free cyanide and certain weak metal–cyanidecomplexes is chlorine oxidation under alkaline conditions, commonly known as alkaline chlorination.Here, free cyanide and certain weakly complexed metal cyanides (i.e., WAD cyanides), such ascopper, cadmium, and nickel cyanide, are oxidized to cyanate (CNO−) and subsequently to carbondioxide and nitrogen gas. Chlorine gas or hypochlorite (ClO−) is used as the oxidant, and an alkali(e.g., sodium hydroxide or lime) is used to produce the pH conditions above 9.5 needed to sustainthe oxidation reaction. When chlorine gas is used as the oxidizing agent, the process chemistry isgiven by the following reaction [1,6,7]:
CN− + 2NaOH+ Cl2 → CNO− + 2Na+ + 2Cl− + H2O (20.1)
The above reaction proceeds at significant rates under alkaline conditions (pH 10 and higher)[8]. Addition of alkali is essential to maintain the proper reaction pH and to prevent the generationof any toxic cyanogen chloride (CNCl) or HCN gas, which forms at pH < 10 [6]. The oxidation ofcyanide to cyanate is rapid, requiring about 15 to 30 min of contact time and Cl/CN dose of about 3(on a mass basis). The complete destruction of cyanide can be accomplished by lowering the pHof the solution after cyanate formation to 9 and addition of excess chlorine. This second reactionproceeds as follows [7]:
3Cl2 + 2CNO− + 4NaOH→ 2CO2 + N2 + 2Cl− + 4Na+ + 4Cl− + 2H2O (20.2)
© 2006 by Taylor & Francis Group, LLC
The chapter concludes with a technology summary matrix (Table 20.7) for all the available ambient

Ambient Temperature Oxidation Technologies 395
TABLE 20.1Typical Operating Conditions for a Two-Stage Alkaline ChlorinationProcess
Chlorine dose NaOH dose Redox RetentionStage pH (g Cl/g CN) (g NaOH/g CN) potential (mV) time (min)
1 9.5–11 2.7–3.0 3.1–3.4 350–400 30–602 8.0–8.5 4.1–4.5 4.2–4.6 600 30–60
Source: Data from Palmer, S.A.K., Breton, M.A., Nunno, T.J., Sullivan, D.M., andSurprenant, N.F., Metal/Cyanide Containing Wastes: Treatment Technologies, Corp, N.D., Ed.,Noyes Data Corp., Park Ridge, NJ, 1998.
In cases where a metal–cyanide species is oxidized, the liberated metal generally forms a hydroxideprecipitate under the alkaline conditions of the reaction.
Treatment of thiocyanate (SCN−) by alkaline chlorination occurs in the pH range of 10 to 11.5according to the following reaction:
2SCN− + 8Cl2 + 20OH− → 2CNO− + 2SO−24 + 16Cl− + 10H2O (20.3)
The alkaline chlorination process for free and WAD cyanide can be operated as a one- or two-stepprocess in either batch or continuous flow. In the two-step process, the first step is used for oxidationof cyanide to cyanate; in the second step, cyanate is oxidized to carbon dioxide and nitrogen. Cyanate,however, can also be hydrolyzed to CO2 and NH3 by adjusting pH to the 7 to 8 range, which reducesthe chlorine demand.
There is extensive full-scale application of this technology in electroplating and gold miningoperations. Table 20.1 gives typical operating conditions for a two-stage, full-scale continuous flowalkaline chlorination unit for treating free and WAD cyanide.
treatment of cyanide in tailings pond decant water [9]. Although the figure shows chlorine gas beingused, this can be replaced by hypochlorite solution, which would eliminate the recirculation pumpand chlorine eductor; however, a hypochlorite solution feed pump would still be required. The hypo-chlorite feed pump or chlorine gas feed would be oxidation–reduction potential (ORP) controlled and
effluent quality produced by alkaline chlorination systems at four gold mining operations. It should benoted that residual chlorine is toxic to many species in the environment and discharge of effluents withhigh residual chlorine concentrations can be problematic and, in some instances, will be prohibited.
For the treatment of certain weak metal–cyanide and strong metal–cyanide complexes, modifica-tions to this process are implemented, including increasing the temperature and retention times in thereaction vessel [6,10,11]. Details of high temperature alkaline chlorination technology are provided
20.1.2 ACHIEVABLE TREATMENT LEVELS
Weakly complexed metal cyanides are typically reduced to a concentration less than 1 mg/l, whilefree cyanide concentrations following alkaline chlorination are usually less than 0.2 mg/l. Theseperformance levels will depend on chlorine dosage, reaction pH, reaction time, and the generalchlorine demand of the waste. This technology is not applicable for strongly complexed metalcyanides like iron– or cobalt–cyanide complexes.
© 2006 by Taylor & Francis Group, LLC
Figure 20.1 presents a schematic flow diagram of a typical alkaline chlorination system for the
the lime/alkaline feed would be pH controlled. Tables 20.2 and 20.3 present operating parameters and
under thermal technologies in Chapter 22.

396 Cyanide in Water and Soil
pH ORP
Reactor tank(s)
0.5–1.5 hpH 10–11.5
Tailingssump
To tailings pond
Recirculatingpump
Eductor
Chlorine gas orhypochlorite
Mixing
Solid tails
Lime slurry
Barren solution ortailing pond water
FIGURE 20.1 Schematic flow diagram of a typical alkaline chlorination system. (Source: Smith, A. andMudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining Journal Books, Ltd., London, 1991.With permission.)
TABLE 20.2Operating Parameters for Full-Scale Alkaline Chlorination Operations
GiantMosquito Baker Carolin Yellowknife
Parameter Creek mine mine mine mine
Mill capacity (Tpd)a 100 100 1250 1200Solids cyanided Ore Ore Concentrate Roaster calcineSolid feed rate (Tpd)a 100 100 75 140Treatment mode Batch Cont. Cont. Cont.Solution treated Barren Barren Barren Tailings pond
overflowSolution rate 3 to 5.5 m3 14.4 m3/day 216 m3/day 6545 m3/day
batches/dayForm of chlorine Gaseous Calcium Gaseous Gaseous
hypochloriteNo. reactor tanks 1 2 1 1Retention time (h) 6 14 8 0.5pH 11 11.5 11 11.5pH control Manual Manual Auto AutoChlorine control Manual Manual Manual Manual
a Tpd = metric tons (tonnes) per day.Source: Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining JournalBooks, Ltd., London, 1991. With permission.
20.1.3 DESIGN CONSIDERATIONS
The critical design parameters for alkaline chlorination include chlorine/cyanide (Cl/CN) ratio,reaction pH, and reaction time. The technology is well suited for treatment up to 5000 mg/l of
© 2006 by Taylor & Francis Group, LLC

Ambient Temperature Oxidation Technologies 397
TABLE 20.3Performance Data for Full-Scale Alkaline Chlorination of Gold Mill Effluents
Constituents, mg/l
Mine CNaT CNb
W CNS Cu Fe Ni Zn As NH3 TRCd
BakerInfluent 2000 1900 1100c 290 2.4 — 740 — — —Effluent 8.3 0.7 — 5.0 2.8 — 3.9 — — 2800e
% removal 99.6 99.9 — 98.3 — — 99.5 — — —
CarolinInfluent 1000 710 1900c 97 150 — 110 — — —Effluent 170 0.95 — 0.38 53 — 5.8 — — 190% removal 83 99.9 — 99.6 64.7 — 94.7 — — —
Mosquito CreekInfluent 310 226 330c 10.0 9.4 — 93 — — —Effluent 25 0.49 — 0.33 8.0 — 1.4 — — 320% removal 91.9 98.8 — 96.7 14.9 — 98.5 — — —
Giant YellowknifeInfluent 7.5 7.1 6.3 6.7 <0.1 1.2 0.1 12.1 — —Effluent 1.3 1.2 1.0 0.09 <0.1 0.7 0.1 — — —% removal 82.7 85.1 84.1 98.7 — 41.7 — — — —Polishing pond O/F 0.15 0.09 — 0.03 <0.1 — <0.1 0.14 9.4 1.1% removal 98 98.7 — 99.6 — — — 99.7 — —
All samples unfiltered.a CNT = total cyanide by distillation.b CNW = weak acid dissociable cyanide by ASTM Method C.c Analysis not available due to analytical difficulties.d TRC = total residual chlorine.e Additional chlorine added with a view to destroying cyanide contained in solid tailings slurry.Source: Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining Journal Books, Ltd.,London, 1991. With permission.
free cyanide using batch systems, while continuous processes with flow rates up to 5 gpm can treatup to 1000 mg/l, with optimal treatment efficiency usually achievable for concentrations below100 mg/l and influent flow rates up to 100 gpm [6,7,12]. Waste chlorine demand greatly influencesCl/CN ratio; chlorine demand does not depend only on cyanide content.
The technology is not suitable for waste streams containing strong metal–cyanide complexes,such as ferro- or ferricyanide and high concentrations of thiocyanates (SCN−). Moreover, optimalefficiency is achieved for influents containing less than 100 mg/l of total suspended solids (TSS),less than 1000 mg/l of total dissolved solids (TDS), pH levels between 9 and 13, and ORP greaterthan 200 mV.
As far as residuals are concerned, metal hydroxide sludges can be generated if the influent streamcontains appreciable amounts of weak metal–cyanide complexes, or metals in other forms. Weakercomplexes that dissociate during the process of oxidation will liberate metal cations, leading to theformation of metal hydroxides under alkaline pH conditions. Residual chlorine and chloramines arealso generated, which, because of their toxic nature, should be removed by dechlorination prior todischarge. At pH < 9, generation of CNCl, a toxic gas, as an intermediate during the oxidation of
© 2006 by Taylor & Francis Group, LLC

398 Cyanide in Water and Soil
cyanide to cyanate is a concern. Careful control of pH and ORP should be in place to prevent anyevolution of CNCl gas.
The technology is relatively easy to implement and operate. It requires basic wastewater treatmentunit operations and continuous monitoring of pH to prevent production of CNCl and HCN. Chlorinegas handling and leakage pose possible health hazards. If metal hydroxide sludges are generated, theymay require additional treatment for stabilization prior to disposal. Moreover, the heat of reactionfrom chlorine and cyanide decomposition may require some form of temperature control beforethe final effluent can be discharged to the sewer.
20.1.4 COST OF THE TECHNOLOGY
Capital costs for a typical 500 gpm system for treating waste streams that contain free and WADcomplexes has been reported as approximately $300,000 (1990 cost basis), with typical operation andmaintenance (O&M) costs varying between $5 and $7 per kilogram of cyanide destroyed [6,9,12,13].
20.1.5 TECHNOLOGY STATUS
Alkaline chlorination is a well-established, commercially practiced technology with many successfulfull-scale applications in place in electroplating and gold mining industries [6,9,12,13]. Prefabricatedchemical feed and monitoring equipment suitable for implementing this technology are commerciallyavailable. However, some bench-scale testing for a particular application usually is desirable fordetermination of optimal Cl/CN dose, pH conditions, and reaction time.
20.2 OXIDATION TECHNOLOGIES WITHOZONE AND HYDROGEN PEROXIDE
20.2.1 PROCESS DESCRIPTION AND IMPLEMENTATION
These processes involve the oxidative destruction of free and WAD forms of cyanide by eitherozone or hydrogen peroxide under alkaline pH (9–11) conditions. Oxidation of cyanide (CN−) tocyanate (CNO−) occurs in 10–15 min in the presence of excess ozone under alkaline conditions(9 < pH < 10) according to the following reaction [14]:
CN− + O3 → CNO− + O2 (20.4)
Gurol and Bremen [3] reported a first-order reaction rate coefficient (2600 ± 700 M−1sec−1) for
constant for ozone decay as a function of total cyanide concentration. As shown in this figure,the cyanide oxidation rate increases with increase in pH. Rate expressions for ozone oxidation ofcyanide at three different pH values are as follows [3]:
−d[O3]/dt = (2600± 700)[CNT]0.55±0.06[O3] at pH = 11.2 (20.5)
−d[O3]/dt = (2700± 850)[CNT]0.83±0.14[O3] at pH = 9.5 (20.6)
−d[O3]/dt = (550± 200)[CNT]1.06±0.1[O3] at pH = 7.0 (20.7)
The presence of copper was found to catalyze the cyanide oxidation process according to the followingreaction [15]:
2Cu+ + 11CN− + 3O3 → 2Cu(CN)3−4 + 3CNO− + 3O2 (20.8)
© 2006 by Taylor & Francis Group, LLC
ozonation of free cyanide at pH 11.2. Figure 20.2 presents the observed pseudo-first-order rate

Ambient Temperature Oxidation Technologies 399
3.0
Phosphate solutions
pH 11.21
2.5
2.0
Log
k obs
(se
c–1)
1.5
1.0
0.5
0– 4.0 – 3.0 – 2.0
Log [CNT], M– 1.0 0
pH 9.52
pH 7.03
1
2
3
FIGURE 20.2 Observed pseudo-first-order rate constant for ozone decay vs. total cyanide concentration onlog scales. (Source: Reprinted with permission from Gurol, M.D. and Bremen, W.H., Environ. Sci. Technol.,19, 804, 1985. Copyright 1985. American Chemical Society.)
In the presence of excess ozone, cyanate is hydrolyzed to bicarbonate and nitrogen according to thefollowing reaction [14]:
2CNO− + 3O3 + H2O→ 2HCO−3 + N2 + 3O2 (20.9)
This second stage reaction is much slower than the cyanate formation reaction and is usually carriedout in the pH range of 10 to 12 where the reaction rate is relatively constant. Temperature variationwithin the ambient range does not have a significant effect on the reaction rates. However, the use ofultraviolet (UV) light to enhance radical formation [6] and the presence of copper catalyst [12] haveeach been shown to increase the rate of the second stage reaction.
The metal–cyanide complexes of cadmium, copper, nickel, silver, and zinc are readily oxidizedby ozone. For treatment of strong metal–cyanide complexes, such as iron– and cobalt–cyanide,modifications to the existing process are implemented, including prolonged UV light exposure topromote photodissociation [4,5]. However, Gurol and Holden [15] reported oxidation of iron–cyanidecomplexes in the presence of excess ozone (ozone to iron cyanide ratio of 30:1 on a molar basis)under laboratory conditions.
Thiocyanate/SCN− is readily oxidized by ozone [16]. Layne et al. [16] determined that forpH > 11, SCN− reacts with ozone to form CN− and SO2−
4 , and the free CN− is subsequentlyoxidized to CNO− as shown in reaction (20.4).
© 2006 by Taylor & Francis Group, LLC
Additional discussion of this reaction and the catalytic effect of the copper is provided in Chapter 5.

400 Cyanide in Water and Soil
Hydrogen peroxide provides another alternative in treating free and weakly complexed metalcyanides in waters and wastewaters. Although H2O2 is a weaker oxidizing agent than ozone(standard electrode potential of 0.878 V in alkaline solution compared to 1.24 V for ozone undersame solution conditions), cyanide can be fully converted by hydrogen peroxide to ammonia andcarbonate under alkaline conditions, according to the following reactions:
CN− + H2O2 → CNO− + H2O (20.10)
CNO− + H2O+ OH− → NH3 + CO2−3 (20.11)
The first reaction is optimal in the pH range of 9.5 to 10.5 [8]. The second reaction, however,is very slow under alkaline condition and increases as pH decreases [17]. The cyanide oxidation ratealso depends on the excess hydrogen peroxide concentration, cyanide concentration, and temperature.The reaction rates can also be enhanced by the presence of a metal catalyst, such as copper, whichultimately reacts with ammonia to form a tetraamino copper complex that is largely nonreactive [8].
Copper-catalyzed hydrogen peroxide oxidation of WAD cyanide complexes in wastewater is prac-ticed commonly in the gold mining industry [9]. The destruction of weak metal–cyanide complexesoccurs according to the following reactions:
M(CN)−24 + 4H2O2 + 2OH−
Cu catalyst−→ 4CNO− + 4H2O+M(OH)2(s) (20.12)
CNO− + 2H2O −→ NH+4 + CO2−3 (20.13)
where M is a metal cation, such as Cu or Zn. The copper, which is added as a catalyst or present inthe waste as Cu(CN)−2 , can react with strongly complexed Fe(CN)4−6 to form an insoluble bimetalliccomplex according to the following reaction:
Fe(CN)4−6 + 2Cu+2 −→ Cu2[Fe(CN)6](s) (20.14)
It is customary to add copper sulfate pentahydrate as the catalyst to produce a copper concentrationof about 10 to 20% of the WAD cyanide concentration.
The peroxide dose needed for successful oxidation of cyanide species may be 200 to 450% ofthe required amount indicated by stoichiometry [9]. The high peroxide dosage rate is reflective ofthe presence of other oxidizable materials in the wastewater that can compete for the peroxide, aswell as the inherent loss of oxidation capacity as some of the peroxide may decompose to oxygenand water:
2H2O2 −→ O2 + 2H2O (20.15)
To reduce these decomposition losses, peroxide stabilizers such as silicate (employed in Degussa’sSILOX process) and sulfuric acid, which forms peroxymonosulphuric acid (Caro’s acid), have beendeveloped and deployed with substantial savings over the conventional peroxide process [18].
for cyanide [18]. As shown in this figure, hydrogen peroxide is added to the first reaction tank alongwith the influent solution. In the second mixing tank, copper is added as copper sulfate to catalyticallypromote the cyanide oxidation reaction. The supernatant from the second mixing tank then goes tothe third tank, where enough settling of solid sludges (copper–iron–cyanide solids; iron hydroxides)and increased residence time causes complete removal of cyanide, and cyanide-free supernatant isdischarged into the tailings pond.
tinuous tailings slurry treatment system using hydrogen peroxide at the OK Tedi Mine in Papua,
© 2006 by Taylor & Francis Group, LLC
Figure 20.3 presents a schematic flow diagram of a typical hydrogen peroxide treatment system
Figure 20.4 and Table 20.4 present a schematic flow diagram and performance data for a con-

Ambient Temperature Oxidation Technologies 401
H2O2 storageFeed pump
Totailingspond
Reaction tanks
CuSO4 catalysts(if required)
Tailings pulpor
Barren solution
FIGURE 20.3 Schematic flow diagram of a typical hydrogen peroxide treatment system for cyanide. (Source:Botz, M. et al., Cyanide Monograph, Mining Journal Books, Ltd., London, 1998. With permission.)
Measuringcell
Controlunit
Multiplier
Reactiontank
H O pumps2 2
Main tailings stream
Con
trol
str
eam Redox
pH
H2O2
Control valve
Flow meter
Sample foranalysis
1– 10 mg/l CNT<0.3 mg/l WAD CN
Control system
Tailings slurry1100 m /h110– 300 mg /l CN
3
T
Activator CN
Caroate
NaOH
H2SO4
FIGURE 20.4 Schematic flow diagram for the Degussa hydrogen peroxide process at the OK Tedi Mine.(Source: Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining JournalBooks, Ltd., London, 1991. With permission.)
New Guinea. Because of the lack of suitable means to determine the necessary dosage of H2O2quickly and accurately enough to allow efficient use of the reagent for treatment of large effluent flows,a continuous automatic titration is implemented in a small sidestream as depicted in Figure 20.4.The pH of the sidestream is adjusted automatically to a particular value, and a fast-acting strongoxidizing agent is dosed. The rate of dosage is controlled by a redox measurement carried out in thepresence of a special catalyst (“Activator CN”). Simultaneous to the addition of the strong oxidizingagent (an aqueous solution of “caroate,” potassium monopersulfate) to the sidestream, H2O2, at aconcentration of 70% by weight, is added to the main tailings stream via a control valve. The opening
© 2006 by Taylor & Francis Group, LLC

402 Cyanide in Water and Soil
TABLE 20.4Tailings Slurry Characteristics after DegussaHydrogen Peroxide Treatment at OK Tedi Mine
Before H2O2 After H2O2Parameter Treatment Treatment
Tailings flow 1100 m3/h 1100 m3/hSolids content 45% 45%pH 10.5–11.0 10.2–10.8Free cyanide 50–100 mg/l UndetectableWAD cyanide 90–200 mg/l <0.5 mg/lTotal cyanide 110–300 mg/l 1–10 mg/lDissolved Cu 50–100 mg/l <0.5 mg/lDissolved Zn 10–30 mg/l <0.1 mg/lDissolved Fe 1–3 mg/l 1–3 mg/l
Source: Smith, A. and Mudder, T., The Chemistry and Treatmentof Cyanidation Wastes, Mining Journal Books, Ltd., London, 1991.With permission.
TABLE 20.5Treatment Performance for Three Hydrogen Peroxide Treatment Plants
Before Treatment (mg/l) After Treatment (mg/l)
�CN WAD CN Cu Fe �CN WAD CN Cu Fe
Case study #1 19 19 20 <0.1 0.7 0.7 0.4 <0.1Pond overflowa
Case study #2 1350 850 478 178 <5 <1 <5 <2Barren bleedb
Case study #3 353 322 102 11 0.36 0.36 0.4d <0.1Heap leach solutionc
a Preliminary plant results from pre-operational test runs.b Typical results during first six months of operation.c Average of 25 measurements made over 10 days of plant operation.d Value dropped from 1.0 to 0.4 over 4 days due to coagulation and settling.Source: Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining JournalBooks, Ltd., London, 1991. With permission.
of this valve is controlled by a signal obtained by multiplying the signal from the control unit bya second signal obtained from a tailings flow meter.
Table 20.5 presents performance data from three other hydrogen peroxide treatment facilitiesat gold mining sites. While the data in Tables 20.4 and 20.5 show excellent removal of cyanideby oxidation and precipitation of metals, it must be recognized that these facilities are only usedfor treatment of primary constituents of concern, like cyanide. Hydrogen peroxide treatment doesnot affect ammonia, nitrate, or thiocyanate; treatment of these constituents will require additionaltreatment units.
Hydrogen peroxide oxidation for free cyanide can also be effective under alkaline conditions,and in the presence of a metal catalyst (Fe, Al, Ni) or formaldehyde. The patented Kastone
© 2006 by Taylor & Francis Group, LLC

Ambient Temperature Oxidation Technologies 403
Process uses H2O2 and formaldehyde to oxidize free cyanide to cyanate at 49–54◦C and at a pH of10–12 [12].
20.2.2 ACHIEVABLE TREATMENT LEVELS
Free and weakly complexed cyanides are typically reduced to a concentration less than 0.1 mg/ldepending on ozone or hydrogen peroxide dose, reaction pH, and reaction time. The oxidation ofcyanide by ozone and hydrogen peroxide usually occurs rapidly up to cyanate formation. Oxidationof cyanate by ozone, however, is a slow reaction and cyanate may accumulate in the solution untilcyanide is completely oxidized. Hydrogen peroxide is a weaker oxidant than ozone and requiresgreater doses for the same level and rate of cyanide destruction. In addition, with hydrogen per-oxide, the cyanate oxidation reaction rate increases with decrease in pH and the presence ofcopper catalyst. Achievable treatment levels for cyanide using Kastone Process could be as lowas 0.1 mg/l.
20.2.3 DESIGN CONSIDERATIONS
The critical design parameters include ozone/cyanide (O3/CN) or H2O2/CN ratio, reaction pH, andreaction time. The presence of significant amounts of organic material or reduced inorganic speciescan significantly increase the ozone or hydrogen peroxide demand. Full scale oxidation systemsare usually limited to total cyanide concentrations of less than 40 mg/l and with less than 1%organic matter [6], and are unsuitable for waste streams containing strong metal–cyanide complexesand high thiocyanate content. Optimal waste stream handling conditions are as follows: TSS <
100 mg/l, TDS < 1000 mg/l, and pH of the stream between 5 and 7. Ozonation is usually mosteconomical for flows less than 500 gpm. Moreover, this technology requires a continuous supplyof cooling water (typically 4000 l of water per kg of ozone). Similar restrictions are applied fortreatment systems using hydrogen peroxide as the oxidant.
As far as residuals are concerned, metal hydroxide sludges can be generated if an influent streamcontains appreciable amounts of weak metal–cyanide complexes. Moreover, the presence of cyanatein the product stream may require additional treatment prior to discharge.
The oxidation technologies involving ozone and hydrogen peroxide are more complex than thealkaline chlorination process. For ozonation, on-site ozone generators, including air compressors andoxygen concentrators, are used in addition to the process reactor, along with their dedicated controlsystems. Like alkaline chlorination, the technology requires extensive health and safety training foroperators, especially when dealing with a strong oxidizer such as ozone.
The benefits of using ozone over chlorine are: (i) stronger oxidation potential, (ii) on-site genera-tion resulting in reduced transportation, storage, and handling costs, and (iii) elimination of potentialformation of chlorinated organics. However, on-site generation facilities and power requirementsmay incur significant capital and operating costs [19].
20.2.4 COST OF THE TECHNOLOGY
The capital cost of ozone oxidation technology is significantly higher than the alkaline chlorinationprocess. It requires higher initial cost, related primarily to the on-site ozone generation equipment,and the need for a continuous supply of cooling water. Capital costs for a typical 500 gpm ozonationsystem have been reported as $875,000 (1988 cost basis); typical O&M costs are around $2/kg ofcyanide destroyed [6]. The capital and operating costs associated with hydrogen peroxide systemsare usually lower than ozonation systems of the same scale, but are higher than conventional alkalinechlorination processes.
© 2006 by Taylor & Francis Group, LLC

404 Cyanide in Water and Soil
20.2.5 TECHNOLOGY STATUS
Ozonation and hydrogen peroxide application are well-established technologies with limited full-scale applications in place [6], mainly in the mining and electroplating industries. Prefabricatedchemical feed and monitoring equipment suitable for implementing this technology are commerciallyavailable.
20.3 PHOTOCATALYTIC OXIDATION TECHNOLOGY
20.3.1 PROCESS DESCRIPTION
This three-step process involves UV-light-aided photodissociation of metal–cyanide complexes,including the strong iron– and cobalt–cyanide complexes, to free cyanide. The liberated free cyanideis further oxidized to CO2 and NO−3 , using either ozone or H2O2 in the presence of a TiO2 catalyst.
studied in the laboratory, over a wide range of pH conditions, for the purpose of treating waters con-taminated with iron–cyanide complexes [5,20–24]. The photocatalytic oxidation reaction schemefor iron–cyanide complexes has been described by Schaefer [22] as follows:
Fe(CN)3−6 + 3H2O+ hν→ CN− + Fe(OH)3(s)+ 3H+ + 3e− (20.16)
CN− + oxidant→ CNO− (20.17)
CNO− + oxidant→ CO2 + NO−3 (20.18)
As noted previously, ozone provides much more rapid reaction rates than hydrogen peroxide [6],and the cyanate oxidation reaction is usually slower than the cyanide oxidation and the initial pho-todissociation reactions. However, UV irradiation in combination with hydrogen peroxide or ozoneresults in the formation of OH• radicals, which are strong oxidizing agents capable of oxidizingiron–cyanide complexes.
Photocatalytic oxidation may be implemented in one or two stages, and in batch or continuousflow mode under conditions of ambient temperature and pressure. In a one-stage system, photo-dissociation and oxidation occur in the same reactor vessel. In a two-stage system, the first stage isused to photodecompose the iron–cyanide complex under alkaline conditions at a UV wavelength of350 nm, and the second stage is used for complete oxidation of the free cyanide ion in the presence
oxidation system. Note that an intermediate filtration step is performed to remove any metal oxideand hydroxides produced under the alkaline pH conditions from free iron and other metals producedupon photodissociation.
20.3.2 ACHIEVABLE TREATMENT LEVELS
Under bench-scale laboratory conditions, Schaefer [22] achieved complete photocatalytic oxidationof an aluminum reduction wastewater stream containing 64 to 85 mg/l of soluble ferrocyanidein 2 h to less than 0.5 mg/l in the effluent. However, complete destruction of cyanide to carbondioxide did not occur, and the reaction sequence slowed in the second stage (Equation [20.17])with the formation of cyanate. The first-order rate constant for the dissociation of ferrocyanide atan ozone dose of 865 mg/min was 0.0332 min−1. To determine the effect of variable ozone dosage,additional experiments performed at a smaller ozone dose of 140 mg/min generated an even lowerphotodissociation rate of 0.0089 min−1. Longer reaction time and presence of suspended TiO2catalysts were identified as possible approaches to improve performance.
© 2006 by Taylor & Francis Group, LLC
of an oxidant and a catalyst. Figure 20.5 shows the typical features of a two-stage photocatalytic
Photodissociation of ferri- and ferrocyanide complexes, discussed in Chapter 5, has been extensively

Ambient Temperature Oxidation Technologies 405
TiO2
Pre-treatment
• Cyanide waste & caustic mixing
• Decolorization
• Solids separation
TiO2
O3 Effluent
FilterPump
= UV lampStage 1: photolysis Stage 2: oxidation
Acid
FIGURE 20.5 Two-stage photocatalytic reactor. (Source: Copyright © 1997. Electric Power ResearchInstitute. TR-108596. Technology Review: Treatment of Complexed Cyanide in Water. Reprinted withpermission.)
20.3.3 DESIGN CONSIDERATIONS
Photocatalytic treatment is usually most economically feasible for small flow rates, that is, less than25 to 30 gpm, and is most suitable for treating waste streams with the following characteristics:TSS < 100 mg/l, TDS < 200 mg/l, pH > 9, and low soluble iron content. Influent turbidity andproduction of iron oxide/hydroxides during the treatment process may inhibit UV light penetrationand reduce treatment efficiency. This can be overcome using continuous filtration [5,22] or chelatingagents such as EDTA to hold the released iron in solution [25]. In addition, the presence of signi-ficant amount of organics and inorganics in the waste stream can add significantly to the oxidantdemand. Hence, application of UV oxidation technology will usually be limited to relatively cleanwaters.
Prefabricated photocatalytic reactors are available from commercial vendors selling wastewaterdisinfection technology. However, there is no significant commercial experience with implementationof this technology for treatment of cyanide in water. The technology, if implemented, also needscontinuous monitoring and maintenance to prevent sludge buildup and the resultant reduction inphotointensity during operation.
20.3.4 COST OF THE TECHNOLOGY
The capital costs for a full-scale 25 gpm continuous treatment system that treats influent with cyanideconcentration as high as 100 mg/l could range anywhere from $1.4M (UV with H2O2) to $1.83M(UV with O3). The inherent operating costs for this technology is on the high end, with operationand maintenance costs ranging between $0.28M/yr (UV with H2O2) to $0.26M/yr (UV with O3)(2001 cost basis; Alcoa Inc., internal communication).
20.3.5 TECHNOLOGY STATUS
Even though extensively studied in the laboratory, field scale implementation of this technology hasbeen limited. A major advantage of UV/peroxide and UV/ozone oxidation is that no undesirableby-products (e.g., ammonia) are generated. Prefabricated photocatalytic reactors are available from
© 2006 by Taylor & Francis Group, LLC

406 Cyanide in Water and Soil
commercial vendors. Peroxidation systems, now part of Calgon Carbon Corp., manufactures amodular system comprising a UV light source (200 to 280 nm) and hydrogen peroxide storage andfeed equipment. This system has been installed at many locations, though no reports of its use forcyanide treatment have been published.
20.4 INCO’S AIR/SO2 PROCESS
20.4.1 PROCESS DESCRIPTION
A patented cyanide oxidation process is the Air/SO2 process [26,27] that was developed by theInternational Nickel Company of Canada (INCO). The process is similar to other oxidation pro-cesses, requiring reaction vessels with mixing to contact the oxidants with cyanide in the wastewater(Figure 20.6). This process utilizes air and SO2 to oxidize free cyanide and weakly-complexed metalcyanides in the presence of a copper catalyst.
The process reactions are similar to those for chlorine and hydrogen peroxide in that cyanate isthe oxidation product, as shown below:
4CN− + 4SO2 + 4O2 + 4H2O −→ 4CNO− + 4H2SO4 (20.19)
pH7
10
SO2 storage vessel
Sulfur dioxide
Tailings slurryor decantate
Air
Airblower
ReactorRetention: 0.3 to 2 h
Totailingspond
Coppersulfate
(if required) Lime
FIGURE 20.6 Schematic diagram of the INCO SO2/Air oxidation process for the removal of cyanide. (Source:Botz, M. et al., Cyanide Monograph, Mining Journal Books, Ltd., London, 1998. With permission.)
© 2006 by Taylor & Francis Group, LLC
Ambient Temperature Oxidation Technologies 407
Lime is added to the reaction vessel to neutralize the sulfuric acid that is generated. A pH in therange of 7 to 10 is typical. The stoichiometric SO2 requirement is 2.46 g/g of CN− oxidized,but in practice, the actual usage ranges from about 3.5 to 4.5 g SO2 per g of CN− oxidized.The SO2 required in the reaction may be supplied as liquid SO2 or as sodium metabisulfite(Na2S2O5).
Under normal operating conditions, thiocyanate is only partially (10 to 20%) oxidized [9]according to the following reaction:
SCN− + 4SO2 + 4O2 + 5H2O −→ CNO− + 5H2SO4 (20.20)
During the course of the oxidation, any ferricyanide complex is reduced to ferrocyanide complex,which in turn can react with copper, nickel, or zinc to form a low-solubility precipitate. Excesscopper, nickel, or zinc form their respective hydroxide precipitates at a pH of 8 to 10.
20.4.2 ACHIEVABLE TREATMENT LEVELS
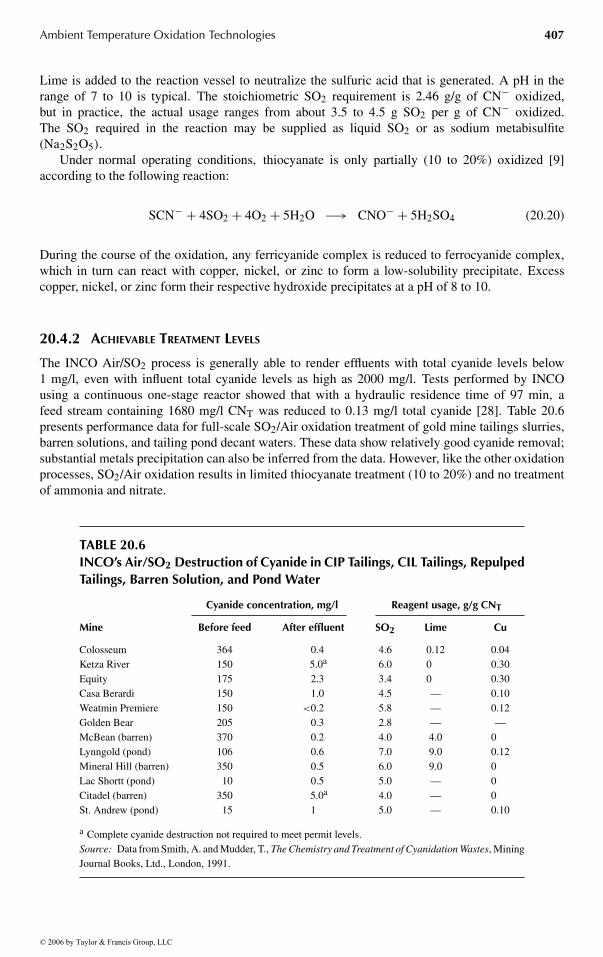
The INCO Air/SO2 process is generally able to render effluents with total cyanide levels below1 mg/l, even with influent total cyanide levels as high as 2000 mg/l. Tests performed by INCOusing a continuous one-stage reactor showed that with a hydraulic residence time of 97 min, afeed stream containing 1680 mg/l CNT was reduced to 0.13 mg/l total cyanide [28]. Table 20.6presents performance data for full-scale SO2/Air oxidation treatment of gold mine tailings slurries,barren solutions, and tailing pond decant waters. These data show relatively good cyanide removal;substantial metals precipitation can also be inferred from the data. However, like the other oxidationprocesses, SO2/Air oxidation results in limited thiocyanate treatment (10 to 20%) and no treatmentof ammonia and nitrate.
TABLE 20.6INCO’s Air/SO2 Destruction of Cyanide in CIP Tailings, CIL Tailings, RepulpedTailings, Barren Solution, and Pond Water
Cyanide concentration, mg/l Reagent usage, g/g CNT
Mine Before feed After effluent SO2 Lime Cu
Colosseum 364 0.4 4.6 0.12 0.04Ketza River 150 5.0a 6.0 0 0.30Equity 175 2.3 3.4 0 0.30Casa Berardi 150 1.0 4.5 — 0.10Weatmin Premiere 150 <0.2 5.8 — 0.12Golden Bear 205 0.3 2.8 — —McBean (barren) 370 0.2 4.0 4.0 0Lynngold (pond) 106 0.6 7.0 9.0 0.12Mineral Hill (barren) 350 0.5 6.0 9.0 0Lac Shortt (pond) 10 0.5 5.0 — 0Citadel (barren) 350 5.0a 4.0 — 0St. Andrew (pond) 15 1 5.0 — 0.10
a Complete cyanide destruction not required to meet permit levels.Source: Data from Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, MiningJournal Books, Ltd., London, 1991.
© 2006 by Taylor & Francis Group, LLC

408 Cyanide in Water and Soil
20.4.3 DESIGN CONSIDERATIONS
The optimum operating conditions for free cyanide and weak metal–cyanide complexes are pH ofapproximately 9, cyanide to cupric ion mass ratio of 5:1, and cyanide to sulfur dioxide mass ratiobetween 1:3 and 1:7 [9]. Commercial units have been successful in treating tailings pulp up to 40%solids at a flow rate of 270 kg CN−/h [29].
20.4.4 COST OF THE TECHNOLOGY
Available cost information for the Air/SO2 process is very limited. Using a Canadian Dollar exchangerate of $1.185 per $1 US (for 1989), limited vendor-specific information indicates capital cost inthe vicinity of $210,000 (1989 cost basis) for a 1 kilo ton/day tailing slurry treatment system withoperating cost in the range of $1.36/ton of tailings treated [9].
20.4.5 TECHNOLOGY STATUS
The INCO cyanide destruction technology is proprietary. As of 1998, 45 licenses had been issuedworldwide for full-scale applications [30] and over 70 treatment facilities had been installed [9].
20.5 TECHNOLOGY SCREENING MATRIX ANDADDITIONAL TECHNOLOGIES
The various ambient temperature oxidation technologies described in this chapter are summarized
and can be used for screening technologies for use in a particular application.Various other oxidative processes have been used to destroy free cyanide. Oxidants that have
been employed in those processes include potassium permanganate, air, and sulfur dioxide [6]. Allthese processes have been implemented on a full-scale basis. Oxygen has also been successfullyused to oxidize free cyanide in laboratory bench-scale experiments [31]. Permanganate is a powerfuloxidant for free cyanide, but chemical costs for a full scale application might be cost prohibitive. Airmight be useful as an oxidant at elevated temperature and pressure in order to decompose cyanide atappreciable rates.
Using free oxygen, Bernardin [31] oxidized free cyanide to cyanate, and subsequently to ammo-nia and carbon dioxide in the laboratory using a catalytic column of copper and activated carbon.Free cyanide reduction of 99% was achieved from an influent cyanide concentration of 100 mg/l.The presence of organics and strong metal–cyanide complexes, however, were shown to reducethe process efficiency through competitive oxygen demand, preferential adsorption, and columnfouling.
Chlorine dioxide gas has also been successfully used to oxidize free cyanide to nondetectablelevels after stripping cyanide from solution using air sparged hydrocyclone (ASH) technology [32].Both bench- and pilot-scale applications of chlorine dioxide in ASH have been proven effective andpotentially economical for the destruction of free cyanide in solution and slurries.
Finally, a chemical reduction approach for treatment of free cyanide has been tested as an altern-ative to chemical oxidation. Formaldehyde (CH2O) has been demonstrated to react rapidly with freecyanide and reduce it to form nontoxic, biodegradable glyconitrile [33,34].
20.6 SUMMARY AND CONCLUSIONS
• Free and weak metal–cyanide complexes can be destroyed using conventional oxida-tion technologies, which include alkaline chlorination, ozonation, and hydrogen peroxidetreatment.
© 2006 by Taylor & Francis Group, LLC
in Table 20.7. The table includes information on performance, cost, and implementation experience

Am
bientTemperature
Oxidation
Technologies409
TABLE 20.7Oxidation Technology Screening Matrix
Chemical applicability Costs
TechnologyFreeCN
WADCN FeCN General description
Achievebletreatmentlevels Capital O&M
Wastemgmt.
Technologystatus
Alkaline
chlorination
X X This technology involves oxidation and
destruction of free and WAD CN under
alkaline pH (10.5 to 11.5) conditions. The
chlorine is supplied either in liquid form or
as solid NaClO or CaOCl2, which could be
generated on-site electrolytically. This
technology is the oldest and most widely
recognized cyanide destruction process
based upon operational experience and
engineering expertise
WAD CN
<1 mg/l and free
CN <0.2 mg/l
$300K for a
500 gpm
system
$5–7/kg CN
destroyed
Minimal Established.
Chemical feed
and monitoring
equipment
commercially
available
Hydrogen
peroxide
X X Hydrogen peroxide oxidation of free and
WAD CN is effective under alkaline
conditions, at elevated temperatures, and
in the presence of a metal catalyst (Cu, Fe,
Al, Ni) or formaldehyde. The patented
Kastone process utilizes H2O2 and
formaldehyde to oxidize cyanide (CN−) to
cyanate (CNO−) at 49 to 54◦C/pH 10–12
1–10 mg/l total
CN and
<0.5 mg/l
WAD CN for a
total CN influent
of 110–300 mg/l
$1M for a
4800 gpm
system
$11/kg CN
treated for a
4800 gpm
system
Minimal Established.
Peroxidation
Systems
manufactures
modular
systems
Ozonation X X This technology involves the oxidation
and destruction of free and WAD forms
of cyanide under alkaline pH (9–11)
conditions. Cyanide (CN−) oxidation to
cyanate (CNO−) occurs in 10–15 min in
the presence of excess of ozone under
alkaline conditions. The use of UV light to
enhance radical formation and the
presence of copper catalyst have each been
shown to increase the rate of oxidation,
and to further oxidize cyanate to CO2 and
N2 at longer retention times
<0.1 mg/l $875K for a
500 gpm
system
$2/kg CN
destroyed
Minimal Establisbed.
Chemical feed
and monitoring
equipment
commercially
available
© 2006 by Taylor & Francis Group, LLC

410C
yanidein
Water
andSoil
TABLE 20.7Continued
Chemical applicability Costs
TechnologyFreeCN
WADCN FeCN General description
Achievebletreatmentlevels Capital O&M
Wastemgmt.
Technologystatus
Photocatalytic
oxidation
X X X This technology involves the
photodissociation of FeCN complexes and
certain other metal–cyanide complexes in
the presence of UV light. The liberated
free CN from the photolysis rxn. is
destroyed by chemical oxidation to CO2
and NO−3 using either ozone or H2O2 in
the presence of TiO2 catalyst
<0.5 mg/l CN in
2 h rxn. time for
a SPL leachate
of 74 mg/l CN
$1.4M
(UV-H2O2)
and $1.83M
(UV-ozone)
for a 25 gpm
GW system
$0.28M/yr
(UV-H2O2)
and
$0.26M/yr
(UV-ozone)
for a 25 gpm
GW system
∼$100K/yr for
off-site
transport and
nonhazardous
landfill
disposal for
25 gpm system
Limited
field-scale
implementa-
tion. Only 2
to 3 actual field
applications
documented
SO2/air
oxidation
X X X This patented technology by INCO uses
Zn, Ni, and Cd to precipitate FeCN,
followed by oxidation of free and
WAD CN using SO2 and air in the
presence of copper catalyst. Acid
produced in the SO2/Air oxidation rxn. is
neutralized with CaO at pH 7 to 10. For
WAD CN, the following conditions are
recommended: pH ∼9; CN−/Cu2+ mass
ratio of 5:1; and CN−/SO2 mass ratio
between 1:3 and 1:7
<0.5 mg/l CN
for a CN influent
>350 mg/l
$210K for a
1 kilo ton
tailings/day
system
$1.36/ton of
tailings
treated
Not available More than 40
licenses sold for
full-scale INCO
CN destruction
technology to
date
© 2006 by T
aylor & Francis G
roup, LL
C
© 2006 by Taylor & Francis Group, LLC
Ambient Temperature Oxidation Technologies 411
• Cyanate, CNO−, is the primary product of oxidation. Further oxidation of cyanate tocarbon dioxide requires longer reaction times and addition of excess oxidant.
• Alkaline chlorination is the most widely used ambient temperature oxidation technology.There is substantial full-scale experience, especially in the electroplating and gold miningindustries.
• Higher pH (9.5 to 12) is required with the conventional oxidation technologies for fastreactions and to prevent generation of toxic CNCl or HCN gas.
• Alkaline chlorination, ozonation, and peroxide oxidation technologies are well established,moderately expensive, and usually uncomplicated to implement in the field.
• The most feasible approach for destroying strong metal–cyanide complexes such as iron–and cobalt–cyanide under ambient temperature and pressure conditions is by photocatalyticoxidation.
• The presence of metals and metal–cyanide complexes in the waste stream will result inthe formation of metal hydroxide sludges, which usually require additional managementand treatment prior to disposal.
REFERENCES
1. Chamberlin, N.S. and Snyder, H.B., Technology of treating plating wastes, in Proceedings of the 10thPurdue Industrial Waste Conference, Purdue University, West Lafayette, IN, 1955, p. 277.
2. Clark, D.P., Poulter, L.W., Wilson, O.W., and Christensen, W.N., The treatment and analysis of cyan-ide wastewater, prepared for Air Force Engineering Center, Report No. AFCEC-TR-74-5, ThiokolCorporation, Tyndall AFB, FL, 1975.
3. Gurol, M.D. and Bremen, W.H., Kinetics and mechanism of ozonation of free cyanide species in water,Environ. Sci. Technol., 19, 804, 1985.
4. Streeben, L.L., Schornick, H.M., and Wachinski, A.M., Ozone oxidation of concentrated cyan-ide wastewater from electroplating operations, in Proceedings of the 35th Purdue Industrial WasteConference, Purdue University, West Lafayette, IN, 1980, p. 655.
5. Theis, T.L., Young, T.C., Schaefer, R.J., and Tudman, S., Advanced oxidation of iron cyanides, inProceedings of WEFTEC 97, Vol. 3 Symposium on Remediation of Soil and Groundwater, WaterEnvironment Federation, Alexandria, VA, 1997, p. 135.
6. Palmer, S.A.K., Breton, M.A., Nunno, T.J., Sullivan, D.M., and Surprenant, N.F., Metal/CyanideContaining Wastes: Treatment Technologies, Corp, N.D., Ed., Noyes Data Corp., Park Ridge, NJ, 1988.
7. Shelton, S.P., Examination of treatment methods for cyanide wastes, Report No. NADC-78198-60,Naval Material Command, Washington, DC, 1979.
8. Hartinger, L., Handbook of Effluent Treatment and Recycling for the Metal Finishing Industry, 2nd ed.,Finishing Publications, Herts, U.K., 1994.
9. Smith, A. and Mudder, T., The Chemistry and Treatment of Cyanidation Wastes, Mining Journal Books,Ltd., London, 1991.
10. Hassan, S.Q., Vitello, M.P., Kupferle, M.J., and Grosse, D.W., Treatment technology evaluation foraqueous metal and cyanide-bearing hazardous waste, J. Air Waste Manage. Assoc., 41, 710, 1991.
11. Wedl, D.J. and Dfaulk, R.J., Cyanide destruction in plating sludges by hot alkaline chlorination, MetalFinish., 89, 33, 1991.
12. Patterson, J.W., Cyanide, in Industrial Wastewater Treatment Technology, 2nd ed., Butterworth-Heinemann, Boston, MA, 1985, p. 115.
13. Altmayer, F., Improving the operation of cyanide destruction systems, Plating Surf. Finish, 75, April20, 1988.
14. Herlacher, M.F. and McGregor, F.R., Photozone destruction of cyanide waste at Tinker AFB (pilotplant results), Paper No. 870746, in Proceedings of 23rd Annual Aerospace/Airline Plating and MetalFinishing Forum and Exposition, Jacksonville, FL, 1987.
15. Gurol, M.D. and Holden, T.E., The effect of copper and iron complexation on removal of cyanide byozone, Ind. Eng. Chem. Res., 27, 1157, 1988.
© 2006 by Taylor & Francis Group, LLC
412 Cyanide in Water and Soil
16. Layne, M.E., Singer, P.C., and Lidwin, M.I., Ozonation of thiocyanate, in Proceedings of Conferenceon Cyanide and the Environment, Tucson, AZ, 1984, p. 433.
17. USEPA, Managing cyanide in metal finishing, Capsule Report, EPA 625/R-99/009, U.S. EnvironmentalProtection Agency, Office of Research and Development, Cincinnati, OH, 2000.
18. Botz, M., Devuyst, E.A., Mudder, T., Norcross, R., Ou, B., Richins, R., Robbins, G., Smith, A.,Steiner, N., Stevenson, J., Waterland, R., Wilder, A., and Zaidi, A., An overview of cyanide treatmentand recovery methods, in Cyanide Monograph, Mudder, T., Ed., Mining Journal Books, Ltd., London,1998.
19. Evans, F.L., Ozone in Water and Wastewater Treatment, Ann Arbor Science, Ann Arbor, MI, 1972.20. Asperger, S., Kinetics of the decomposition of potassium ferrocyanide in ultra violet light, Trans.
Faraday Soc., 48, 617, 1952.21. Gaspar, V. and Beck, M.T., Kinetics of the photoaquation of hexacyanoferrate (II) ion, Polyhedron, 2,
387, 1983.22. Schaefer, R.J., Photocatalytic treatment of cyanide in aluminum potlining leachate using ozone as an
oxidizing agent, M.S. thesis, Clarkson University, Potsdam, NY, 1996.23. Scott Rader, W., Solujic, L., Milosavljevic, E.B., and Hendrix, J.L., Sunlight-induced photochemistry
of aqueous solutions of hexacyanoferrate-(II) and -(III) ions, Environ. Sci. Technol., 27, 1875, 1993.24. Zhao, J., The treatment of cyanide-bearing wastes at manufactured gas plants, M.S. thesis, Clarkson
University, Potsdam, NY, 1994.25. Knutsen, K.C., Leaching behavior and treatment of cyanide-bearing wastes at manufactured gas plants,
M.S. thesis, Clarkson University, Potsdam, NY, 1992.26. Devuyst, E.A., Robbins, G., Vergunst, R., Tandi, B., and Iamarino, P.F., INCO’s cyanide removal
technology working well, Mining Eng., Feb., 205, 1991.27. Devuyst, E.A., Tandi, B., and Conard, B.R. Treatment of cyanide–ferrocyanide effluents, U.S. Patent
No. 4,615,873, 1986.28. Scott, J. and Ingles, J., State of the art processes for the treatment of gold mill effluents, Mining, Mineral
and Metallurgical Processes Division, Environment Canada, Ontario, Canada, 1987.29. Devuyst, E.A., Vergunst, R.D., Iamarino, P.F., and Agius, R.J., Recent applications of the INCO SO2/air
cyanide removal process, in Proceedings of the Conference of 94th Annual General Meeting of the CIM,Montreal, CA, 1992.
30. Mudder, T., Editorial comment: minerva, Mining Environ. Manage., 9, 3, 2001.31. Bernardin, F.E., Cyanide detoxification using adsorption and catalytic oxidation on granular activated
carbon, J. Water Pollut. Control Fed., 45, 221, 1973.32. Pargar, J.R. and Miller, J.D., Cyanide recovery/destruction using air sparged hydrocyclone technology,
in Cyanide: Social, Industrial and Economic Aspects, Young, C.A., Twidwell, L.G., and Anderson, C.G.,Eds., The Minerals, Metals and Materials Society, New Orleans, LA, 2001, p. 363.
33. Stone, D.E., Reduction of weak acid dissociable cyanide using formaldehyde, Iron Steel Engineer, 75,51, 1998.
34. Colin, F., d’Ambrosio, G., and Grapin, F., Specific removal of cyanides in steelwork effluents, CahiersInf. Tech. — Rev. Metal., 88, 979, 1991.
© 2006 by Taylor & Francis Group, LLC