8-welding
TRANSCRIPT

Welding
ASME IX

Forward The Code does not fully address tolerances...Only the Boiler and Pressure Vessel Committee has the authority to provide official interpretations of this Code.
Introduction□ Qualification in accordance with Section IX is not a guarantee that procedures and performance qualifications will be acceptable to a particular construction code.
□ If a change is made in any essential variable, requalification of the procedure is required. If a change is made in a nonessential variable, the procedure need only be revised or amended to address the nonessential variable change. When notch toughness is required by the construction code, the supplementary essential variables become additional essential variables, and a change requires requalification of the procedure.

QW-100.1□ The purpose of the WPS and PQR is to provide direction for making production welds to code requirements.□ Any WPS used by an organization that will have responsible control of production welding must be a WPS that was qualified by the organization, or be an AWS Standard Welding Procedure listed in Appendix E.
QW-100.2□ ..., the basic criterion established for welder qualification is to determine the welder's ability...□ Operators are tested to determine their mechanical ability to operate welding equipment.

QW-100.3□ ... Qualification made in accordance with the requirements of the 1962 or later Edition...□ Welding Procedure Specifications and Welder Qualifications meeting the above requirements do not need to be amended to include any variables required by later Editions and Addenda.□ Qualification of new Welding Procedure Specifications or Welders and requalification of existing Welding Procedure Specifications or Welders shall be in accordance with the current Edition and Addenda of Section IX.

QW-103 Responsibility□ Each manufacturer is responsible for welding done and must conduct tests to qualify procedures and welder/operators.□ Each manufacturer must maintain certified records of results obtained for WPS and performance qualifications.
QW-120 Test Positions for Groove Welds
QW-140 Types and Purposes of Tests and Examinations
□ Mechanical tests used in procedure or performance qualification are as follows:1. QW-141.1 Tension Tests
are used to determine the ultimate strength of groove-weld joint
QW-153 Acceptance CriteriaMinimum values for procedure qualification are provided under the column heading "Minimum Specified Tensile, ksi" of table QW/QB-422. In order to pass the tension test, the specimen shall have a tensile strength that is not less than:
a. The minimum specified tensile strength of the base metal; or,b. The minimum specified tensile strength of the weaker of the two, if base metals of different minimum tensile strengths are used; or

c. The minimum specified tensile strength of the weld metal when the applicable Section provides for the use of weld metal havinglower room temperature strength than the base metal;d. If the specimen breaks in the base metal outside of the weld orweld interface, the test shall be accepted as meeting the requirements, provided the strength is not more than 5% below the minimum specified tensile strength of the base metal.
2. QW-141.2 Guided-Bend Tests. are used to determine the degree of soundness and ductility of groove-weld joints.
QW-163 Acceptance Criteria - Bend TestsThe weld and heat-affected zone of a transverse weld-bend specimen shall be completely within the bent portion of the specimen after testing.

The guided-bend specimens shall have no open discontinuity in the weld or heat-affected zone exceeding 1/8 in. (3 mm), measured in any direction on the convex surface of the specimen after bending. Open discontinuities occurring on the corners of the specimen during testing shall not be considered unless there is definite evidence that they result from lack of fusion, slag inclusions, or other internal discontinuities. For corrosion-resistant weld overlay cladding, no open discontinuity exceeding 1/16 in. (1.5 mm), measured in any direction, shall be permitted in the cladding, and no open discontinuity exceeding 1/8 in. (3 mm) shall be permitted along the approximate weld interface.
3. QW-141.4 Notch-Toughness Tests.Charpy V-notch impact tests shall be made when required by other Sections. Test procedures and apparatus shall conform to the requirements of SA-370.

□ 171.3 Location and Orientation of Test Specimen. The impact test specimen and notch location and orientation shall be as given in the Section requiring such tests.When qualifying pipe in the 5G or 6G position, the notch-toughness specimens shall be removed from the shaded portion of figure QW-463.1(f).
4. QW 190 Other Tests and ExaminationsQW-191 Radiographic Examination□ QW-191.1 Method. The radiographic examination in QW-142 for welders and in QW-143 for welding operators shall meet the requirements of Article 2, Section V, except as follows:
a. A written radiographic examination procedure is not required.Demonstration of density and penetrameter image requirements on production or technique radio graphs shall be considered satisfactory evidence of compliance with Article 2 of Section V.

QW-190 Other Tests and ExaminationsQW-191.2.2 Acceptance Standards.Welder and welding operator performance tests by radiography of welds in test assemblies shall be judged unacceptable when the radiograph exhibits any imperfections in excess of the limits specified below.a. Linear Indications
1) Any type of crack or zone of incomplete fusion or penetration2) Any elongated slag inclusion which has a length greater than
a) 1/8 in. (3 mm) for t up to 3/8 in. (10 mm), inclusiveb) l/3t for t over 3/8 in. (10 mm) to 2 1/4 in. (57 mm), inclusivec) 3/4 in. (19 mm) for t over 2 1/4 in. (57 mm)
3) Any group of slag inclusions in line that have an aggregate length greater than t in a length of 12t, except when the distance between the successive imperfections exceeds 6L where L is the length of the longest imperfection in the group
QW-194 Visual Examination – PerformancePerformance test coupons shall show complete joint penetration with complete fusion of weld metal and base metal.
QW-195 Liquid Penetrant ExaminationQW-195.1
The liquid penetrant examination in QW-214 for corrosion-resistant weld metal overlay shall meet the requirements of Section V, Article 6. The acceptance standards of QW-195.2 shall be met.

QW-200 General□ Each manufacturer or contractor shall prepare written Welding Procedure Specifications which are defined as follows:
WPSQW-200.1■ Written qualified welding procedure prepared to provide direction for making production welds to Code requirements.□ Contents■ Shall describe all of the essential, nonessential, and when required, supplementary essential variables. It shall reference the supporting PQR.□ Changes■ Can be made in the nonessential variables of a WPS to suit production requirements without requalification provided such changes are documented with respect to the essential, nonessential, and when required, supplementary essential variables.. .This may be by amendment to the WPS or by use of a new WPS.

□ Formata The information may be in any format, written or tabular, to fit the needs of each manufacturer or contractor, as long as every essential, nonessential, and when required, supplementary essential variable is included or referenced.
□ Availabilitya The WPS shall be available for reference and review by the Authorized Inspector at the fabrication site.
PQRQW-200.2
□ Each manufacturer or contractor shall be required to prepare a PQR which is defined as follows:■ PQR - A record of the welding data used to weld a test coupon. Records variables recorded during the welding of the test coupons. It also contains the test results of the tested specimens. Recorded variables normally fall within a small range of the actual variables that will be used in production.

□ Contents■ Shall document all essential and when required,
supplementary essential variables. Nonessential or other variables used during the welding of the test coupon may be recorded at the manufacturer's or contractor's option. All variables, if recorded shall be the actual variables (including ranges) used during the welding of the test coupon. It is not intended that the full range or the extreme of a given range of variables to be used in production be used during qualification unless required due to a specific essential or, when required, supplementary essential variable.■ The PQR shall be certified accurate by the manufacturer or contractor. The manufacturer or contractor may not subcontract the certification function.■ When more than one welding process or filler metal is used to weld a test coupon, the approximate deposited weld metal thickness of each welding process and filler metal shall be recorded.

□ Changes■ Not permitted except:
□ Editorial corrections□ Addenda□ Additional information can be incorporated into a PQR at a later date provided the information is substantiated as having been part of the original qualification condition by lab record or similar data.
■ Format□ Any that suits the needs of the manufacturer or contractor as long as every essential and, when required, supplementary essential variable is included.
■ Availability□ Must be available to the AI upon request. (Doesn't have to be on site).

P-NumbersQW-200.3To reduce the number of welding procedure qualifications required, P-Numbers are assigned to base metals dependent on characteristicssuch as composition, weldability, and mechanical properties, where this can logically be done; and for steel and steel alloys (table QW/QB-422) Group Numbers are assigned additionally to P-Numbers. These Group Numbers classify the metals within P-Numbers for the purpose of procedure qualification where notch-toughness requirements are specified. The assignments do not imply that base metals may be indiscriminately substituted for a base metal which was used in the qualification test without consideration of the compatibility from the standpoint of metallurgical properties, postweldheat treatment, design, mechanical properties, and service requirements. Where notch toughness is a consideration, it is presupposed that the base metals meet the specific requirements.

QW-202Type of Tests RequiredQW-202.1 Mechanical■ The type and number of specimens for groove welds specified in QW 451.

QW-202.1 Mechanical ■ Removed in a manner similar to that shown in QW 463.■ If any specimen fails, the coupon shall fail (new test must be conducted).
QW-202.2 Groove and Fillet Welds■ (a) Coupons shall qualify the thickness ranges for base metal and deposited weld metal. Qualification limits shall be in accordance with QW 451. Groove weld qualifications will be made on groove welds.
■ (b) Partial penetration groove welds shall be qualified in accordance with the requirements of QW 451 for both base metal and deposited weld metal thickness, except there need to be no upperlimit on the base metal thickness provided qualification was made on base metal having a thickness of 1 1/2 in. or more.

□ QW-202.3 Weld Repair and Buildup■ Groove weld qualifications are applicable to weld repairs to groove and fillet welds and for weld buildup provided:
□ (a) There is no limitation on the thickness of base metal or deposited weld metal for fillet welds.□ (b) For other than fillet welds, the thickness range for base metal and deposited weld metal for each welding process shall be in accordance with QW-451, except there need be no upper limit on the base metal thickness provided qualification was made on base metal having a thickness of 1-1/2 in. or more.
□ QW-202.4 Dissimilar Base Metal Thicknesses■ Groove weld qualifications are applicable to welds between dissimilar base metal thicknesses provided:
□ a) The thinner member thickness is within the range permitted by QW 451.

□ QW 202.4 Dissimilar Base Metal Thicknesses (cont'd)□ b) The thickness of the thicker member is:
■ Within the range permitted by QW-451, except there is no limitation on the maximum thickness of the thicker production member provided qualification was made on base metal of 1-1/2" or greater.■ For P-No. 8, 41, 42, 43, 44, 45, 46, 51, 52, 53, 61, and 62, there is no limitation on the maximum thickness of the thicker production member in joints of similar P-number materials; provided, qualification was made on base metal having a thickness of 1/4" or greater.
Positions□ A PROCEDURE qualification run in any position qualifies the procedure for use in all positions. The welding process and electrodes must be suitable for use in the positions permitted by the WPS.

QW-210Preparation of Test Coupon□ QW-211 Base Metal■ Can be plate or pipe, or any product form, and the coupon shall have sufficient dimensions to provide the required specimens.
□ QW-212 Types and Dimensions of Groove Welds■ The type and dimensions of groove welds is a nonessential variable unless otherwise provided in QW-250.

QW-253

QW-300 GeneralQW-300.1
■ This article lists essential variables for welder/welding operator by process. Welder qualifications are limited by the variables given for each process in QW 250. Welding Operator qualifications are limited by the variables given in QW 390 for each type of weld.Except as stated in QW 304 and QW- 305, a welder or welding operator may be qualified by radiography of a test coupon, or first production weld, or by bend tests taken from a test coupon.
QW-300.2■ Manufacturer is responsible for qualification of welders and operators. Cannot subcontract this responsibility. In an organization with more than one company, if effective controls can be maintained, one company may use the welders from another company within that organization.

QW-300.3Multiple Certifications of Welders and Welding Operatorscan be accomplished if:
■ 1) The WPS used is identical to that used by the participating Manufacturer (except for PWHT).■ 2) The base metal and deposited weld metal thickness are within the thickness range specified on the participating manufacturer's qualified WPS.
ORThe participating organizations shall agree upon the use of a single WPS provided each participating organization has a PQR(s) to support the WPS covering the range of variables to be followed in the performance qualification. This single WPS must be accepted by each participating organization.
QW-300.3 Multiple Certifications of Welders and Welding Operators can be accomplished if: (cont'd)
■ 3) Each welder or operator shall be positively identified by each participating organization, and verify the marking on each weld coupon.■ 4) Each organization shall visually examine the test coupons and each test specimen.
ORAfter visually examining the coupon, may accept a report from an independent test lab as basis for accepting or rejecting the test results.
If coupons are radiographically examined, the report from an independent lab may be used for acceptance or rejection.

■ 5) Each organization will complete and sign a qualification record.■ 6) When a welder changes employers between participating organizations, the employing organization will verify that the welder's continuity of qualifications has been maintained as required by QW 322. If qualifications have been withdrawn for specific reasons, the employing organization shall notify all other participating organizations that the welder's or operator's qualifications have been revoked in accordance with QW 322. l(b). The other participatingorganizations shall determine that the welder or welding operator can perform satisfactory work.
■ 7) When the qualifications are renewed in accordance with the provisions of QW-322.2, each organization shall be represented by an employee who is responsible for welder qualifications. The testing procedures shall follow the rules of this paragraph.

QW-301TestsQW-3 01.1 Intent
■ To determine the ability of the welder to make a sound weld.QW-301.2 Qualification Tests
■ The test coupon will be welded in accordance with a qualified WPS, except that preheat or PWHT may be omitted. Visual, mechanical, and radiographic examination requirements are given in QW 304 and QW 305. Retests and renewals are covered in QW 320. Welders who qualify procedures are qualified within the limits of QW- 303 and QW 304or QW 305.
QW-301.3 Identification■ Each welder will be assigned and an identifying number, letter, or symbol, which will be used to identify the work of that person.
QW-301.4 Records■ The WPQ will include the essential variables, the type of test and test results, and the ranges qualified in accordance with QW-452.

QW-452
GENERAL NOTE: The "Thickness of Weld Metal" is the total weld metal thickness deposited by all welders and all processes in the test coupon exclusive of the weld reinforcement.NOTES:(1) To qualify using positions 5G or 6G, a total of four bend specimens are required.
To qualify using a combination of 2G and 5G in a single test coupon, a total of six bend specimens are required. See QW-302.3. The type of bend test shall be based on weld metal thickness.
(2) Coupons tested by face and root bends shall be limited to weld deposit made by one welder with one or two processes or two welders with one process each. Weld deposit by each welder and each process shall be present on the convex surface of the appropriate bent specimen.
(3) One face and root bend may be substituted for the two side bends.

QW-302Type of Test RequiredQW 302.1 Mechanical Test■ Per QW 452. Removed from coupon in a manner similar to that shown in QW 43.2(a) through (h). Must meet requirements of QW 160or QW180
QW-302.2 Radiographic Examination■ Minimum length of coupon is six inches and must include entire circumference of pipe weld. For small diameter pipe, more than one coupon may be necessary to meet the six inch criteria, but the number of coupons need not exceed four consecutively made test coupons. Acceptance perQW-191.

□ QW-302.3 Test Coupons in Pipe■ 1G or 2G position - Two specimens as shown in QW-463.2(d) or (e) omitting the specimens in the upper-right and lower-left quadrants, and replacing the root-bend in the upper-left of QW-463.2(d) with a face-bend specimen.
5G or 6G - Specimens per QW-463.2(d) or (e). All four shall pass the test.2G and 5G - Specimens per QW-463.2(f) or (g).
□ QW-302.4 Visual Examination■ Plate coupons, except "discard" areas, and entire circumference of pipe welds, inside and outside will be visually examined per QW-194.

QW-303 Limits of Qualified Positions and Diameters (See QW-461)
QW-303.1 Groove Welds - SeeQW-461.9
■Groove weld qualifications also qualify for fillet welds in any thickness or diameter.
QW-303.2 Fillet Welds - See QW-461.9 QW-303.3 Special Positions■ Qualifies for the special position and the flat position. Fifteen degree angular and/or rotation deviation permitted.
QW-304Welders□ Except for special requirements of QW 380, all welders will pass the mechanical and visual examination of QW 302.1 and QW 302.4□ For welders using SMAW, SAW, GTAW, PAW and GMAW (except short circuiting mode) radiography may be used for qualification except for P- Me. 21 thru 25, P nos. 51 thru 53, and P nos. 61 and 62 materials.□ Groove welds made with GTAW in P Ms. 21 thru 25 and P Nos. 51 thru 53 may also be radiographed.□ A welder qualified to weld in accordance with one WPS is also qualified to weld in accordance with other WPS's, using thesame welding process, within the limits of the essential variables of QW 350.

QW-304.1Examination□ Test coupon welds may be examined by visual and mechanical examination or by radiography for the process(es) and mode of metal transfer specified in QW-304.
OR□ A six inch length of the first production weld made by a welder using the processes(es) and/or mode of metal transfer specified in QW-304 may be radiographed.QW-304.2Failure to Meet Radiographic Standards□ If a production weld is used to qualify a welder and it does not meet the radiographic acceptance standards, the welder has failed and the entire production weld must be radiographed and repaired by a qualified welder. Retests are permitted per QW-320.
QW-306Combination of Welding Processes□ A welder may use a separate test coupon for each process.□ A welder may use one test coupon for several processes.□ Two or more welders may use the same test coupon with the same or different processes.□ For combination, qualifications in a single test coupon, the limits for thicknesses of deposited weld metal, and bend and fillet testing, are given in QW-452 and shall be considered individually for each welder and each welding process or whenever there is a change in an essential variable.□ Combination qualifications in a single test coupon can be used in production either together or individually, or in any combination. The production welds must be within the welders limits of qualification.□ Failure of any portion of a combination qualification is failure for the entire combination.

QW-310Qualification Test Coupons
QW-310.1■ Pipe welds in the 2G and 5G position must be made with coupons meeting the requirements of QW-463.2(f),or(g).
QW-310.2■ Welding with backing must be done with a joint that is listed on a qualified WPS or per QW-469.1
QW-310.3■ Welding without backing must be done with a joint that is listedon a qualified WPS or per QW-469.2
QW-320Retests and Renewal of QualificationQW-321 Welders that fail may be retested under the following: QW-321.1
■ Immediately using visual examination. Must make two consecutive coupons for each position. All must pass.

QW-321.2■ Immediately using mechanical testing. Must make two consecutive coupons for each position. All must pass.QW-321.3 Immediately using radiography.■ a) For plate, must examine two 6 inch plates. For pipe, must have two pipes for a total of 12 inches of weld, which shall include the entire weld circumference. (For small diameter pipe the total number of consecutively made test coupons need not exceed eight).■ b) At the option of the manufacturer, the welder who has failedthe (production weld alternative) test in QW 3)4.1 may be retested by radiographing an additional 12 inch length of the same production weld.If this length of weld passes the test, the welder is qualified and the area of weld on which he had previously failed the test shall berepaired by him or another qualified welder. If the 12 inches do not pass, the welder has failed the retest and all of the production welds made by this welder shall be radiographed completely and repaired.

QW-321.4 Further Training■ When the welder or operator has had further training or practice, a new test shall be made for each position on which hefailed to meet the requirements.
QW-322Expiration and Renewal of QualificationQW-322.1 Performance Qualification is Affected By:□ a) He has not welded with a process during period of 6 months or more
■ A welder can maintain qualification by using a manual or semiautomatic process.■ An operator can maintain qualification by using a machine or automatic process.
□ b) When there is a specific reason to question his ability. Qualification is revoked only for the welding being done, not for any other qualification.

QW-322.2Renewal of Qualification□ When qualifications expire under QW-322.1 (a), renewal may be done by welding a single test coupon of either plate or pipe, of any material, thickness or diameter, in any position, and by testing of that coupon as required by QW-301 and QW-302. If successful, all previous qualification for that process are renewed. Renewal of qualification may be done on production work.□ Qualifications revoked under QW-322.1 (b) require requalifications under QW-301 and QW-302.
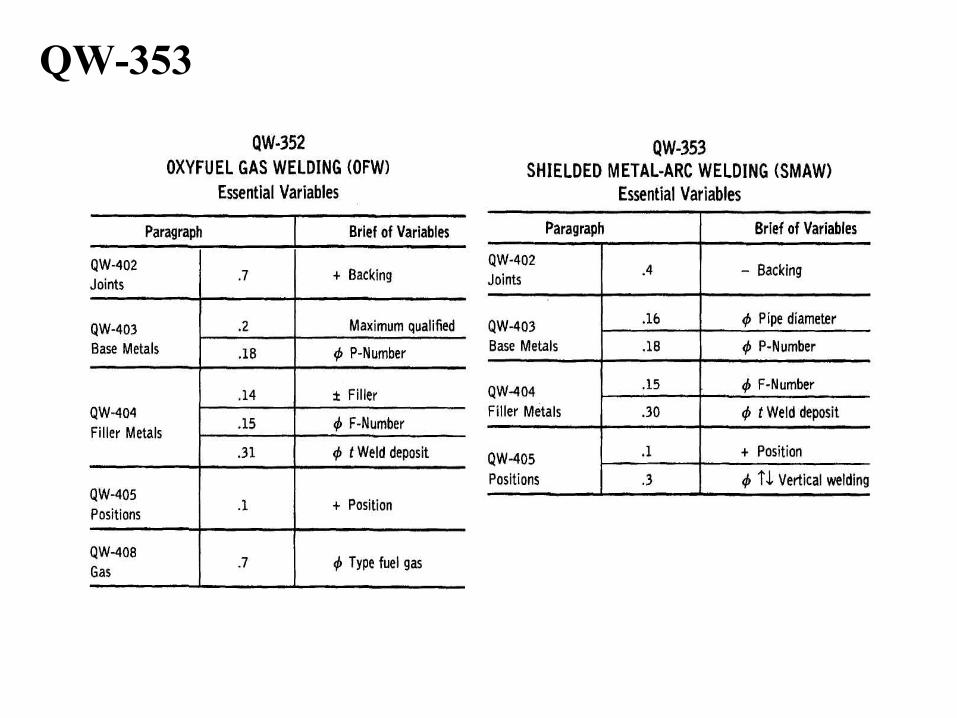
QW-353

QW-500General□ SWPS's listed in Appendix E only□ Construction Code take precedence□ Not to be used for impact tested construction
QW-510Adoption of SWPS's□ Enter name on SWPS□ Sign SWPS□ List applicable Code Section (may be added later. SeeQW-511)□ Perform groove weld test
QW-510Groove Weld Test Requirements□ Record■ Base Metal specification, type and grade■ Groove design■ Initial cleaning method■ With or without backing■ ASME/AWS specification and AWS classification and manufacturer's trade name■ Size and classification of tungsten■ Size of consumable electrode or filler metal■ Shielding gas and flow rate■ Preheat temperature■ Position and progression (if applicable)■ Weld metal deposit thickness for each process or electrode type■ Maximum interpass temperature■ PWHT including holding time and temperature■ Visual inspection and mechanical testing results ■ Results of RT

QW-520Changes That Require Demonstration□ Change in process□ Change in P- or S- Number□ Change from as-welded PWHT (not vise-versa)□ Change from gas shielded to flux cored□ Change from spray, globulas, or pulsed to short circuit (and vice-versa)□ Change in F-Number□ Addition of preheat□ Change from sheet metal SWPS to one that is not

QW-540Use of SWPS's□ Welding must be done in strict accordance with the SWPS's□ Code user may not deviate from conditions specified□ SWPS's may not be supplements with Section IX PQR's■ Only revision is to add new fabrication document□ Only processes shown on SWPS's may be used■ Multiple processes must be used in order specified on SWPS□ May attach additional instructions to help welder■ Additional instruction may not violate ranges on SWPS□ Can't use SWPS until demonstrated□ Note demonstration number on SWPS□ Supporting Demonstration Record must be available to the AI