7_urbaŃska
TRANSCRIPT

365
ElŜbieta
URBAŃSKA-GALEWSKA * Dariusz
KOWALSKI **
WYMAGANIA DOTYCZ ĄCE PRZYGOTOWANIA DOKUMENTACJI PROJEKTOWEJ
ORAZ WYKONANIA KONSTRUKCJI STALOWYCH
1. Podstawy prawne realizacji procesu budowlanego
Cała działalność w zakresie realizacji procesu budowlanego, obejmująca w szczególności projektowanie, budowę, utrzymanie a w końcu rozbiórkę obiektów budowlanych, uregulowana została w przepisach ustawy Prawo budowlane [N16]. W ustawie tej sprecyzowano prawa i obowiązki uczestników procesu budowlanego, jak równieŜ wskazano na potrzebę wykonywania określonych opracowań projektowych. W kolejnych aktach prawnych Ustawodawca określił ogólne wymagania odnośnie wymogów stawianych obowiązkowym opracowaniom projektowym. Wymagania te zostały sformułowane w rozporządzeniach wykonawczych do ustawy Prawo Budowlane [N16], a w szczególności w rozporządzeniu Ministra Infrastruktury z dnia 3.07.2003r w sprawie szczegółowego zakresu i formy projektu budowlanego [N12]. Kolejne uściślenia zawarto w rozporządzeniu Ministra Infrastruktury z 2.09.2004 [N13] do ustawy Prawo Zamówień Publicznych [N17] precyzującym wymagania odnośnie zakresu i formy dokumentacji projektowej, specyfikacji technicznych wykonania i odbioru robót budowlanych oraz programu funkcjonalno – uŜytkowego. PowyŜsze przepisy prawne precyzują podstawowe wymagania odnośnie wszelkich opracowań projektowych realizowanych w budownictwie.
* Dr hab. inŜ., prof. Politechniki Gdańskiej ** Dr inŜ., Politechnika Gdańska

366
Kolejne wytyczne dotyczące realizacją obiektów o konstrukcji metalowej są zawarte w powszechnie znanych aktach normatywnych – PN-B-06200:2002 [N2] i PN-EN 1090 [N5, N6]. Na podstawie powyŜszych materiałów moŜna określić dokumenty projektowe, wymagane przy realizacji inwestycji. Są to:
− program funkcjonalno-uŜytkowy wg [N13], − dokumentacja projektowa obejmująca w szczególności:
− projekt budowlany wg [N12, N13], − projekt wykonawczy wg [N12, N13], − projekt warsztatowy wg [N2, N6], − projekt technologiczny [N2], − projekt montaŜu wg [N2, N6],
− specyfikacje techniczne wykonania i odbioru robót budowlanych wg [N2, N6, N13].
KaŜda z tych części, zgodnie z Rozporządzeniem Ministra Infrastruktury [N13], stanowi odrębne opracowanie.
Zamówienie na wykonanie obiektu moŜe być zrealizowane według następujących schematów wymagających odpowiednich opracowań projektowych:
a) zamówienie w formule „zaprojektuj i wybuduj”, gdzie podstawą określenia przedmiotu zamówienia będzie program funkcjonalno – uŜytkowy oraz odpowiednie specyfikacje techniczne wykonania i odbioru robót budowlanych,
b) zamówienie w sytuacji, gdy Zamawiający opracowuje dokumentację projektową, gdzie podstawą określenia przedmiotu zamówienia będzie opracowana na róŜnym poziomie szczegółowości dokumentacja projektowa planowanej inwestycji oraz specyfikacje techniczne wykonania i odbioru robót.
W pierwszym przypadku podstawę do przygotowania przez wykonawcę kompletnej dokumentacji projektowej stanowi program funkcjonalno-uŜytkowy, który powinien zawierać wszystkie informacje niezbędne do wykonania projektu a mianowicie:
− charakterystyczne parametry określające wielkość obiektu, − właściwości funkcjonalno-uŜytkowe planowanej inwestycji, − wymagania odnośnie architektury, konstrukcji, instalacji, wykończenia i
zagospodarowania terenu, − przepisy prawne oraz właściwe zgody lub pozwolenia, niezbędne do realizacji
inwestycji. W drugim przypadku to zamawiający opracowuje dokumentację projektową będąca podstawą zamówienia i realizacji robót budowlanych.
Zgodnie z Rozporządzeniem Ministra Infrastruktury [N13], dokumentacja projektowa składa się z projektu budowlanego i projektów wykonawczych. W przypadku dokumentacji dla obiektów o konstrukcji stalowej moŜe być równieŜ wymagany projekt warsztatowy jak i technologiczny oraz projekt montaŜu.
Projekt budowlany musi zawierać część zwaną projektem architektoniczno-budowlanym oraz pozostałe części takie jak: wyniki badań geologiczno-inŜynierskich w miejscu planowanej budowy, informację o dostawie mediów, uzgodnienia, pozwolenia oraz opinie stosowanych instytucji i innych stron procesu budowlanego. W projekcie architektoniczno-budowlanym określane są takie zagadnienia jak:
− funkcja obiektu budowlanego, − forma i konstrukcja obiektu budowlanego, − charakterystyka energetyczna i ekologiczna, − proponowane, niezbędne rozwiązania techniczne i materiałowe.

367
Projekt budowlany stanowi podstawę do uzyskania administracyjnej decyzji pozwolenia na budowę, więc zakres informacji zawartych w projekcie architektoniczno-budowlanym moŜe być dosyć ogólny, który jest niewystarczający na zrealizowanie przedsięwzięcia, szczególnie w przypadku obiektu o konstrukcji metalowej. Z tego teŜ powodu wymagane są projekty wykonawcze, które powinny uzupełniać i uszczegóławiać projekt budowlany w zakresie i stopniu dokładności niezbędnym do sporządzenia przedmiaru robót, zestawień stali, kosztorysu inwestorskiego oraz umoŜliwiające przygotowanie oferty przez wykonawcę.
Projekt konstrukcyjny projektu budowlanego zawiera: − szczegółowy opis techniczny konstrukcji, − obliczenia statyczne, − rysunki projektowe wykonane na odpowiednim poziomie szczegółowości, − wstępny wykaz stali.
Projekty wykonawcze w ramach dokumentacji projektowej udostępniane są oferentom i stanowią podstawę do przygotowania i złoŜenia oferty. Są w całości przekazywane wykonawcy i stanowią podstawę wykonania robót oraz odbioru końcowego zrealizowanych obiektów budowlanych. Stanowią one równieŜ, po naniesieniu ewentualnych zmian wprowadzonych w czasie realizacji obiektu, podstawę dokumentacji powykonawczej. Z kolei dokumentacja powykonawcza stanowi podstawę uŜytkowania zrealizowanego obiektu.
Projekt warsztatowy konstrukcji stalowej wykonuje się na podstawie projektu wykonawczego na potrzeby procesu prefabrykacji elementów konstrukcyjnych w wytwórni konstrukcji stalowych. Z tego teŜ powodu, projekt ten powinien być wykonywany przez producenta konstrukcji, który dostosowuje rysunki poszczególnych elementów konstrukcyjnych do moŜliwości technologicznych wytwórni.
W projekcie tym naleŜy uwzględnić ograniczenia techniczne i technologiczne, z których wynikają moŜliwości:
− zamówienia określonych materiałów ze szczególnym uwzględnieniem długości kształtowników i innych wyrobów hutniczych oraz gatunków materiału,
− obróbki wyrobów hutniczych w zakresie cięcia i rozkroju blach, − cięcia i profilowania krawędzi elementów do spawania, − scalania pojedynczych pozycji w elementy prefabrykacyjne, − spawania elementów, − transportu w miejscu prefabrykacji, − realizacji montaŜu próbnego, − wykonywania prac antykorozyjnych, − transportu elementów z wytwórni na plac budowy, − przewidzianego sposobu montaŜu i scalania.
Ustalenie zakresu dokumentacji projektowej naleŜy do inwestora/ zamawiającego [N16]. Specyfikacja techniczna wykonania i odbioru robot budowlanych stanowi oddzielne
opracowanie zawierające zestawienie wymagań niezbędnych do określenia standardu i jakości wykonywania robót, w tym robót w zakresie wznoszenia kompletnych obiektów budowlanych. Specyfikacja powinna zawierać m.in. wymagania dotyczące:
− właściwości stosowanych materiałów, a w szczególności gatunków stali konstrukcyjnej, rodzaju łączników,
− warunków łączenia elementów konstrukcyjnych poprzez spawanie, − transportu oraz warunków dostawy elementów konstrukcyjnych,
368
− warunków składowania i kontroli jakości elementów konstrukcyjnych, − sprzętu i maszyn niezbędnych do wykonania robót budowlanych zgodnie z
załoŜonym poziomem jakości, − sposobu wykończenia poszczególnych elementów konstrukcyjnych, − tolerancji wymiarowych oraz szczegółów technologicznych, − kontroli, badań oraz odbioru wyrobów (w tym stalowych elementów
konstrukcyjnych) i robót budowlanych w odniesieniu do dokumentacji projektowej, norm, aprobat technicznych i innych dokumentów i ustaleń technicznych.
Większość wymienionych wyŜej wymagań określa się poprzez odwołania do właściwych norm. Są to normy dotyczące stosowanych materiałów, łączników, badań, tolerancji wymiarowych wyrobów, ochrony antykorozyjnej oraz wykonania konstrukcji. Do niedawna były to tylko i wyłącznie normy polskie. Z dniem 31 marca 2010 polskie normy dotyczące projektowania budynków i budowli zostały wycofanie i zastąpione przez odpowiednie Eurokody, czyli normy zharmonizowane z Dyrektywą 89/106 EWG „Wyroby budowlane” (CPD) [N1]. Fakt zharmonizowania Eurokodów konstrukcyjnych z dyrektywą dotyczącą wyrobów budowlanych (CPD) wynika z uzgodnienia między Komisją Wspólnot Europejskich i Europejskim Komitetem Normalizacyjnym (CEN), dotyczącym przeniesienia opracowywania EUROKODÓW projektowania budynków i obiektów inŜynierskich do CEN (BS/CEN/03/89). Fakt wycofania polskich norm oznacza, Ŝe normy te nie odzwierciedlają aktualnego stanu wiedzy technicznej w danym zakresie i z punktu widzenia postępu naukowo-technicznego, prezentują mniej nowoczesne rozwiązania, jednakŜe nie są to rozwiązania błędne!
W tym miejscu naleŜy podkreślić, Ŝe zarówno w Polsce jak i w całej Unii Europejskiej
funkcjonuje system normalizacji dobrowolnej, tzn. Ŝe normy nie są aktami prawnymi a ich stosowanie nie jest obligatoryjne. Normy powoływane w przepisach prawnych (ustawy i rozporządzenia) stanowią techniczne uszczegółowienie tych przepisów.
Państwa członkowskie UE i EFTA uznają, Ŝe Eurokody stanowią dokumenty odniesienia:
− do wykazania zgodności budynków i obiektów inŜynierskich z wymaganiami podstawowymi dyrektywy Rady 89/106/EWG, w szczególności z wymaganiem podstawowym nr 1 – Nośność i stateczność – i wymaganiem podstawowym nr 2 – Bezpieczeństwo poŜarowe;
− jako podstawa do zawierania umów dotyczących obiektów budowlanych i związanych z nimi usług inŜynierskich;
− jako dokument ramowy do opracowania zharmonizowanych specyfikacji technicznych dotyczących wyrobów budowlanych (norm europejskich EN i europejskich aprobat technicznych ETA) [N7] .
W prawie budowlanym [N16] określone są równieŜ warunki utrzymania obiektów budowlanych. Właściciel lub zarządca obiektu budowlanego jest obowiązany do:
− utrzymania obiektu w naleŜytym stanie technicznym, − uŜytkowania obiektu w sposób zgodny z jego przeznaczeniem oraz wymaganiami
ochrony środowiska, − poddawania obiektu okresowym kontrolom.

369
2. Współodpowiedzialność za bezpieczne i niezawodne uŜytkowanie konstrukcji stalowych
KaŜda konstrukcja stalowa musi być zaprojektowana i wykonana w sposób
zapewniający jej niezawodną eksploatację w przewidywanym okresie czasu. Podstawowe wymagania związane z niezawodnością konstrukcji dotyczą nośności, uŜytkowalności i trwałości. MoŜliwe są dodatkowe wymagania dotyczące odporności ogniowej obiektu lub zdolności do przenoszenia oddziaływań wyjątkowych. Problem zapewnienia niezawodności konstrukcji jest nie tylko problemem technicznym, lecz równieŜ ekonomicznym i społecznym. MoŜna powiedzieć, Ŝe niezawodność konstrukcji na określonym poziomie bezpieczeństwa jest zapewniana poprzez odpowiednie działania w ciągu całego procesu inwestycyjnego, składającego się z następujących etapów:
− planowanie i przygotowanie inwestycji, − realizacja obiektu budowlanego, − odbiór obiektu, − eksploatacja wybudowanego obiektu.
KaŜdy z wymienionych wyŜej etapów jest realizowany przez wielu projektantów, architektów, technologów, producentów i dostawców materiałów budowlanych, wykonawców konstrukcji, kontrolerów jakości, oraz inwestorów lub właścicieli.
Planowanie inwestycji zaczyna się od postawienia pytań: co budujemy, gdzie, kiedy i w jakim celu, a takŜe jak długo zamierzamy wybudowany obiekt eksploatować. Odpowiedzi na te pytania stanowią punkt wyjścia do opracowania projektu koncepcyjnego planowanej inwestycji. Przeznaczenie obiektu (np. mieszkalne, sportowe, produkcyjne lub magazynowe) będzie stanowiło podstawową przesłankę do przyjęcia wymiarów konstrukcji. W przypadku obiektów przemysłowych, technolog odpowiada za określenie odpowiednich wymiarów projektowanych konstrukcji, stanowiących „obudowę ciągów technologicznych”. Wymiary obiektów magazynowych wynikają z przesłanek ekonomiczno-logistycznych. Z kolei w przypadku budowli takich jak budynki wysokie, hale widowiskowo-sportowe i wystawiennicze, odpowiedzialność za poprawne przyjęcie wymiarów obiektów naleŜy do architekta. Konstrukcje nośne projektowanych obiektów powinny być skorelowane z pełnioną przez nie funkcją.
Na etapie planowania inwestycji naleŜy opracować program funkcjonalno-uŜytkowy zawierający wytyczne do projektowania. RównieŜ na tym etapie powinny zapaść decyzje odnośnie lokalizacji obiektu, preferowanego typu konstrukcji (stal czy Ŝelbet). Określenie lokalizacji planowanej inwestycji stanowi punkt wyjścia do uzyskania informacji o warunkach zabudowy terenu, nabycia praw do terenu, oceny uwarunkowań środowiskowych a takŜe zalecanego rodzaju ochrony antykorozyjnej.
Przygotowanie inwestycji to wykonanie projektu budowlanego oraz uzyskanie pozwolenia na budowę. Na tym etapie powinna być opracowana koncepcja montaŜu konstrukcji stalowej oraz wyłoniony główny wykonawca obiektu. Bardzo często prowadzone są równieŜ uzgodnienia dotyczące zamówień materiałowych.
Proces realizacji obiektu budowlanego o stalowej konstrukcji nośnej rozpoczyna się od opracowania projektowej dokumentacji warsztatowej, projektu montaŜu, planu zapewnienia jakości oraz planu kontroli i badań. Z kolei na wykonanie konstrukcji stalowej składa się proces prefabrykacji, transportu, montaŜu oraz róŜnego rodzaju kontrole. Po zakończeniu budowy kierownik budowy składa szereg oświadczeń, m.in. o zgodności wykonania obiektu z projektem budowlanym, warunkami pozwolenia na budowę oraz przepisami, a takŜe protokoły wszystkich badań i sprawdzeń.

370
Odbiór obiektu polega na przeprowadzeniu przez właściwy organ nadzoru budowlanego obowiązkowej kontroli m.in. zgodności obiektu budowlanego z projektem architektoniczno-budowlanym oraz wyrobów budowlanych (w tym stalowych elementów konstrukcyjnych) szczególnie istotnych dla bezpieczeństwa samej konstrukcji oraz bezpieczeństwa poŜarowego.
Eksploatacja wybudowanego obiektu powinna przebiegać w sposób zgodny z przeznaczeniem, aby zapewnić przewidywany w projekcie bezawaryjny czas uŜytkowania. Wymagane jest przeprowadzanie okresowych kontroli oraz remontów.
Tak więc proces inwestycyjny składa się z wielu faktycznych i prawnych czynności, które nie mogą być wykonywane w przypadkowej kolejności. Czynności te pozostają ze sobą w związkach czasowych, przyczynowo - skutkowych i prawnych. Odpowiedzialność za właściwą realizację inwestycji rozkłada się na wielu uczestników procesu inwestycyjnego. Jest to zarówno odpowiedzialność prawna, jak i merytoryczna. Pod pojęciem odpowiedzialności prawnej naleŜy rozumieć odpowiedzialność zawodową [N16], której podlegają osoby wykonujące samodzielne funkcje techniczne w budownictwie takie jak:
− projektowanie, sprawdzanie projektów architektoniczno-budowlanych i sprawowanie nadzoru autorskiego,
− kierowanie budową lub innymi robotami budowlanymi, − kierowanie wytwarzaniem konstrukcyjnych elementów budowlanych oraz nadzór
i kontrolę techniczną wytwarzania tych elementów, − wykonywanie nadzoru inwestorskiego, − sprawowanie kontroli technicznej utrzymania obiektów budowlanych, − rzeczoznawstwo budowlane.
Samodzielne funkcje techniczne w budownictwie mogą wykonywać wyłącznie osoby posiadające odpowiednie wykształcenie techniczne i praktykę zawodową, potwierdzone wydaniem „uprawnień budowlanych”.
Po pojęciem odpowiedzialności merytorycznej naleŜy rozumieć odpowiedzialność jaką ponoszą wszyscy inni uczestnicy procesu inwestycyjnego, zaczynając od inwestorów, poprzez architektów i inspektorów a kończąc na robotnikach budowlanych. Ich odpowiedzialność wynika z zasady rzetelnego i uczciwego wykonywania swojej pracy.
Europejskie normy dotyczące projektowania i wykonania konstrukcji budowlanych, zwane Eurokodami, kładą bardzo duŜy nacisk na zasadę współodpowiedzialności za bezpieczne i niezawodne uŜytkowanie wybudowanego obiektu. Zasada współodpowiedzialności Projektanta, Wykonawcy i UŜytkownika [1] jest wdroŜona poprzez narodowe przepisy prawne (m.in. Prawo budowlane), oraz akty normatywne (zharmonizowane normy projektowania, wykonania i odbiorowe.)
Tablica 1. Klasy niezawodności wg PN-EN 1990 [N7]
Tablica B2. Zalecane minimalne wartości wskaźnika niezawodności β [N7]
Minimalna wartość wskaźnika niezawodności β Klasy niezawodności Okres uŜytkowania: 1 rok Okres uŜytkowania: 50 lat
1 2 3 RC3 5,2 4,3 RC2 4,7 3,8 RC1 4,2 3,3

371
Norma PN-EN 1990 / Zał. B [N7] definiuje trzy poziomy niezawodności RC1÷RC3 (tablica 1). Klasy niezawodności są ściśle związane z klasami konsekwencji zniszczenia CC1, CC2 i CC3. W tablicy 2 przedstawiono kryteria podziału konstrukcji w zaleŜności od społecznie akceptowanego poziomu zagroŜenia Ŝycia ludzkiego, strat materialnych i zagroŜenia środowiska naturalnego. Częściom lub poszczególnym elementom konstrukcji mogą być przypisane róŜne klasy konsekwencji zniszczenia.
Tablica 2. Klasy konsekwencji zniszczenia konstrukcji [N7]
Tablica B1. Definicje klas konsekwencji [N7] Klasa
konsekwencji Opis Przykłady konstrukcji
1 2 3
CC3
Wysokie zagroŜenie Ŝycia ludzkiego lub bardzo duŜe
konsekwencje ekonomiczne, społeczne i środowiskowe.
Widownie, budynki uŜyteczności publicznej, których konsekwencje
zniszczenia są wysokie.
CC2
Przeciętne zagroŜenie Ŝycia ludzkiego lub znaczne
konsekwencje ekonomiczne, społeczne i środowiskowe.
Budynki: uŜyteczności publicznej, mieszkalne, biurowe,
których konsekwencje zniszczenia są przeciętne.
CC1
Niskie zagroŜenie Ŝycia ludzkiego, małe lub nieznaczne
konsekwencje ekonomiczne, społeczne i środowiskowe.
Budynki rolnicze, w których ludzie zazwyczaj nie przebywają
oraz szklarnie.
2.1. Zakres odpowiedzialności projektanta
Stosunkowo największy zakres odpowiedzialności spoczywa na projektancie, który jest
zobowiązany do poprawnego zaprojektowania całego obiektu [N16]. Zarówno cała konstrukcja stalowa jak i kaŜdy jej element muszą charakteryzować się
odpowiednią nośnością, wytrzymałością zmęczeniową i odpornością ogniową. Projektant odpowiada więc za merytoryczną poprawność projektów, tzn. za:
− poprawność obliczeń statycznych oraz kompatybilność modelu obliczeniowego z rzeczywistym kształtem konstrukcji,
− poprawne ukształtowanie konstrukcji z uwagi na racjonalność ekonomiczną, technologiczność wytwarzania, odporność na działanie czynników atmosferycznych (trwałość),
− poprawne wykonanie specyfikacji oraz dokumentacji rysunkowej, − właściwą koncepcję montaŜu, − właściwy dobór stali z uwagi na jej cechy wytrzymałościowe, odporność na
kruche pękanie, odporność na korozję, − właściwy dobór powłok antykorozyjnych i przeciwogniowych.
Ponadto do ustawowych obowiązków projektanta naleŜy [N16]: − opracowanie całego projektu budowlanego wraz ze wszystkimi branŜami, − uzyskanie wszystkich wymaganych opinii, uzgodnień i sprawdzeń rozwiązań
projektowych, − sprawowanie nadzoru autorskiego, na Ŝądanie inwestora lub właściwego organu,
w zakresie stwierdzania zgodności realizacji z projektem oraz uzgadniania

372
moŜliwości wprowadzania rozwiązań zamiennych w stosunku do przewidzianych w projekcie,
− zapewnienie sprawdzenia projektu architektoniczno-budowlanego pod względem zgodności z przepisami, w tym techniczno-budowlanymi.
2.2. Zakres odpowiedzialności wykonawcy
Pod pojęciem wykonawcy naleŜy rozróŜnić pojęcie producenta i wykonawcy. MoŜna
rozróŜnić następujące rodzaje producentów: − producent materiałów hutniczych, − producent elementów konstrukcyjnych przeznaczonych do wykorzystania /
wbudowania w konstrukcję, − producent konstrukcji stalowych wykonywanych na zamówienie.
Przez wykonawcę rozumiemy firmę montującą konstrukcję stalową na placu budowy. PowyŜszy podział pozwalana na jednoznaczne określenie zakresu odpowiedzialności poszczególnych uczestników procesu inwestycyjnego. Huty odpowiadają za zgodność wymiarów geometrycznych oraz właściwości fizyko-mechanicznych z wymiarami i właściwościami określonymi w odpowiednich normach. Producent elementów konstrukcyjnych wykonywanych na zamówienie w wytwórni odpowiada za wykonanie zgodne z zamówieniem. Natomiast producent elementów konstrukcyjnych przeznaczonych do wykorzystania w róŜnych innych konstrukcjach odpowiada równieŜ za parametry wytrzymałościowe, określone w tzw. charakterystyce konstrukcyjnej wynikającej z dokumentacji opracowanej przez tegoŜ producenta.
Wystawienie przez producenta deklaracji zgodności wiąŜe się z duŜą odpowiedzialnością, gdyŜ: „Domniemywa się, Ŝe wyrób, na którym umieszczono oznakowanie zgodności lub dla którego sporządzono dokumentację potwierdzającą spełnienie zasadniczych wymagań, jest zgodny z wymaganiami określonymi w obowiązujących przepisach ” – ustawa o systemie oceny zgodności - Dz. U. Nr 166, poz. 1360, 2002 r.- art. 12 [N15].
Odpowiedzialnością za zbudowanie obiektu obarczony jest kierownik budowy i inspektor nadzoru inwestorskiego. Do ustawowych obowiązków kierownika budowy, zgodnie z [N16], reprezentującego Wykonawcę naleŜy:
− przejęcie od inwestora i zabezpieczenie terenu budowy, − zorganizowanie i kierowanie pracami budowlanymi zgodnie z projektem
budowlanym oraz przepisami, w tym techniczno-budowlanymi, − zapewnienie geodezyjnej obsługi budowy.
Ponadto kierownik budowy ma prawo występowania do inwestora o zmiany w rozwiązaniach projektowych, jeŜeli zwiększą one bezpieczeństwo realizacji robót budowlanych lub usprawnią sam procesu budowy.
2.3. Zakres odpowiedzialności właściciela
Do ustawowych obowiązków właściciel lub zarządcy obiektu budowlanego naleŜy
[N16]: − uŜytkowanie obiektu zgodne z jego przeznaczeniem i wymaganiami ochrony środowiska,

373
− utrzymywanie obiektu w naleŜytym stanie technicznym i estetycznym, nie dopuszczając do nadmiernego pogorszenia jego właściwości uŜytkowych i sprawności technicznej.
Ponadto obiekt musi być poddawany okresowym kontrolom stanu technicznego. Są to kontrole coroczne, o ograniczonym zakresie i kontrole przeprowadzane co 5 lat, o rozszerzonym zakresie.
2.4. Poziomy kontroli procesu budowlanego
Istotnym elementem zapewnienia niezawodności obiektu budowlanego jest stosowanie
odpowiednich procedur nadzoru i kontroli w całym procesie budowlanym, a takŜe w czasie całego okresu uŜytkowania obiektu. MoŜliwe są następujące sposoby prowadzenia kontroli:
− autokontrola prowadzona przez osobę wykonującą daną pracę, − kontrola wewnętrzna prac prowadzona przez jednostkę wykonawczą (projektową
lub budowlaną) we własnym zakresie, zgodnie z ustalonymi w danej firmie procedurami lub systemem jakości,
− kontrola zewnętrzna prac prowadzona przez niezaleŜne od jednostki wykonawczej osoby lub jednostki (projektowe, kontrolne lub badawcze) zgodnie z ustalonymi procedurami,
− kontrole zgodności materiałów lub wyrobów wykonywane w ramach kontroli wewnętrznych lub zewnętrznych, zgodnie z właściwymi procedurami kontroli jakości.
Zalecany w normie PN-EN 1990 [N7] sposób kontroli procesów projektowania, wytwarzania i montaŜu, zaleŜnie od klasy niezawodności konstrukcji, uzupełniony o klasy wykonania, przedstawiono w tablicy 3.
Tablica 3. Poziomy nadzoru projektowania i kontroli wykonania [5]
Klasa wykonania konstrukcji
Klasa niezawodności
KFI1) Poziom nadzoru
lub inspekcji Rodzaj kontroli
1 2 3 4 5 EXC1 RC1 0,9 normalny ⋅ autokontrola
EXC2 RC2 1,0 normalny ⋅ wewnętrzna, zgodnie z
procedurami jednostki wykonawczej
EXC3 RC3 1,1 zaostrzony
EXC4 RC3 ≥1,1 specjalny
⋅ dodatkowo zewnętrzna przez niezaleŜne osoby lub
jednostki według planu jakości
1) Współczynnik częściowy KFI do oddziaływań przy klasie RC3 zaleca się stosować tylko do oddziaływań niekorzystnych, przy klasie EC4 wartość tego współczynnika
zaleca się określać indywidualnie odpowiednio do oczekiwanej niezawodności. Eurokody nie wymagają, aby by stosowany przez wykonawcę system jakości był zgodny z systemem jakości ISO.

374
3. Dokumentacja projektowa
Z uwagi na obszerność tematu, niniejsza publikacja ogranicza się do omawiania zagadnień związanych z przygotowaniem dokumentacji rysunkowej, stanowiącej istotną część projektu budowlanego i wykonawczego oraz warsztatowego. Rysunki powinny być wykonywane zgodnie z normami [N3, N4, N8, N9, N10, N11]. W celu ustalenia jednoznacznej terminologii przyjęto następujące definicje:
Element wysyłkowy (wg PN-EN 1090-1 [N5] – element konstrukcyjny) – fragment konstrukcji wykonany w wytwórni i dostarczony na budowę; moŜe być montowany bezpośrednio lub po scaleniu z innymi elementami wysyłkowymi.
Zespół montaŜowy (wg PN-EN 1090-1 [N5] – zestaw konstrukcyjny]) – fragment konstrukcji przygotowany do montaŜu przez scalenie kilku elementów wysyłkowych.
Pozycja – odpowiednio przycięty, owiercony i obrobiony wyrób stalowy (kształtownik, blacha). Element wysyłkowy składa się z kilku, połączonych ze sobą (najczęściej poprzez spawanie) pozycji.
Szczególnie waŜne w dokumentacji rysunkowej konstrukcji stalowych są zasady wymiarowania stosowane na arkuszach rysunkowych. Wszystkie stalowe elementy są wykonane z określoną dokładnością. Dopuszczalne odchyłki wymiarowe zwane tolerancjami są określone w normach polskich [N2] i europejskich [N6]. Część odchyłek jest istotna z uwagi na bezpieczeństwo konstrukcji, inne znów z uwagi na efektywność montaŜu. Na rys. 1 przedstawiono schemat klasyfikacji wymiarów konstrukcji w zaleŜności
Rys. 1. Schemat klasyfikacji wymiarów konstrukcji stalowej [7]
od miejsca ich powstawania jak i wpływu na montaŜ konstrukcji [7]. Wymiary wytwarzania konstrukcji są to wszystkie wymiary fizyczne jak i teoretyczne (np. osie symetrii). Wymiary te moŜna podzielić na wymiary przyłączeniowe, czyli takie które mają wpływ na montaŜ

375
konstrukcji stalowej oraz wszystkie pozostałe, czyli nieprzyłączeniowe. Z kolei wymiary montaŜowe to wymiary osiowe (inaczej osiowe wymiary koordynacyjne) oraz wymiary szerokości szczelin montaŜowych. O ile wymiary osiowe zawsze są zaznaczane na rysunkach, to wymiary szczelin montaŜowych przewaŜnie są pomijane. Uzasadnienie przedstawionej klasyfikacji wymiarów konstrukcji przedstawiono w pkt. 3.1, dotyczącym opracowania koncepcji montaŜu, natomiast zagadnienie potrzeby uwzględniania tolerancji na rysunkach wykonawczych i warsztatowych w pkt. 3.3.
3.1. Koncepcja montaŜu
Koncepcja montaŜu stalowej konstrukcji nośnej projektowanego obiektu musi stanowić
nieodłączną część projektu budowlanego. Projektant powinien zaznaczyć podział konstrukcji na tzw. elementy wysyłkowe. Tylko projektant moŜe świadomie podjąć przemyślaną decyzję co do lokalizacji styków montaŜowych jak i sposobu łączenia elementów konstrukcyjnych na placu budowy (spawanie, śruby zwykle lub spręŜone). Wymiary elementów wysyłkowych muszą odpowiadać skrajni drogowej lub kolejowej, zaleŜnie od przewidywanego rodzaju transportu. Natomiast maksymalna masa elementów konstrukcyjnych będzie zaleŜała od udźwigu suwnic lub urządzeń dźwigowych zarówno w wytwórni konstrukcji stalowych jak i w miejscu wyładunku. W celu ograniczenia liczby styków montaŜowych, naleŜy dąŜyć do projektowania moŜliwie duŜych elementów wysyłkowych. Niektóre konstrukcje, z uwagi na swoje gabaryty, wymagają scalania pojedynczych elementów wysyłkowych w tzw. zespoły montaŜowe (zestawy konstrukcyjne), które następnie są wbudowywane w obiekt. Czasami nawet moŜe bardziej opłacać się poniesienie dodatkowych kosztów transportu elementów konstrukcyjnych przekraczających skrajnię drogową, niŜ organizowanie stanowisk scalania konstrukcji na terenie budowy. Opracowanie koncepcji montaŜu łącznie z projektem budowlanym pozwala na uniknięcie błędów i związaną z tym stratę czasu na etapie realizacji projektu wykonawczego.
KaŜdy element wysyłkowy powinien być oznaczony symbolem literowo-cyfrowym. Wskazane jest, aby oznaczenie kojarzyło się z funkcją konstrukcyjną elementu. I tak przykładowo kolejne słupy oznaczamy S1, S2 a pręty stęŜeń St1, St2, itd. W przypadku obiektu wielokondygnacyjnego, wskazane jest aby w symbolu elementu konstrukcyjnego był zawarty numer kondygnacji np.: SI-1, SII-1, gdzie I lub II oznaczają numery kondygnacji.

376
R-1a
R-1b
R-1c
S-1
a
A DB C
6,50
16xM20x80-8.8-Cn+2p
n+2p14xM20x90-8.8-C
n+2p12xM20x80-8.8-C
7,80
± 0,00
4xM20-8-C2n+2p
Rys. 2. Przykładowy podział stalowej ramy portalowej na elementy wysyłkowe
Większość procedur montaŜowych zakłada, Ŝe elementy montowane w pierwszej
kolejności tworzą odstępy, w które naleŜy wpasować pozostałe elementy, zachowując odpowiednie szerokości szczelin w połączeniach. Jest to typowa sytuacja występująca przy montaŜu zarówno jedno- jak i wielokondygnacyjnych ram stalowych. W pierwszej kolejności montowane są słupy, a następnie elementy belkowe. Poprawnie zmontowana stalowa konstrukcja prętowa powinna charakteryzować się geometrią siatki prętów zgodną z wymiarami nominalnymi (projektowanymi) oraz pewnym luzem w stykach montaŜowych (rys. 3).
Rys.3. Identyfikacja koordynacyjnych wymiarów montaŜowych
w połączeniach belki ze słupami: a) połączenia zakładkowe, b) połączenia doczołowe [7]

377
O poprawności montaŜu decyduje dokładność wykonania tylko pewnych wymiarów, określanych mianem koordynacyjnych wymiarów montaŜowych (KWM). Są to te wymiary, które mają bezpośredni wpływ na zachowanie geometrii całego układu konstrukcyjnego. Do wymiarów tych zalicza się tzw. wymiary przyłączeniowe (WP) oraz osiowe wymiary koordynacyjne (OWK). Wymiary te zaznaczono na rys. 3 dla dwóch rodzajów rozwiązań konstrukcyjnych połączenia belki z innym elementem nośnym.
Na rys. 4 zaznaczono wymiary przyłączeniowe dla dwóch typów belek: wolnopodpartej i obustronnie zamocowanej. Odchyłki wymiarowe WP, takie jak odchyłki długości i/lub grubości łączonych elementów, prostopadłości i płaskości powierzchni styku, a takŜe dopuszczalne odchyłki rozstawu otworów, ich powtarzalności oraz przesunięć liniowych i kątowych elementów względem siebie, będą wpływały zarówno na przebieg montaŜu jak i ostateczny kształt zmontowanej konstrukcji stalowej. Wymiar przyłączeniowy wcale nie musi być całkowitą długością elementu konstrukcyjnego. MoŜe to być osiowy rozstaw otworów lub odległość osi otworu do jednej z krawędzi elementu (rys. 4a). W przypadku belki zakończonej blachami czołowymi, całkowita długość belki stanowi sumę wymiarów przyłączeniowych (rys. 4b).
Rys. 4. Przykłady wymiarów przyłączeniowych: a) w belce wolnopodpartej, b) w belce
obustronnie zamocowanej [7]

378
Rys. 5. Wymiary wchodzące w skład poszczególnych pętli montaŜowych odpowiadających
poszczególnym kondygnacjom [7]
W czasie montaŜu konstrukcji występuje zjawisko kumulowania się odchyłek wymiarowych WP poszczególnych elementów montaŜowych, jak równieŜ odchyłek wymiarowych OWK konstrukcji. W efekcie, w stykach montaŜowych powstają nieuniknione szczeliny (luzy). Brak luzów w stykach montaŜowych świadczy o wadliwie zaprojektowanej i wykonanej konstrukcji. Zjawisko kumulowania odchyłek wymiarowych naleŜy analizować na poziomie pojedynczych pętli montaŜowych, jak i dla całego zmontowanego układu konstrukcyjnego. Pojęcie pętli montaŜowej (PM) dotyczy operacji montaŜowej, w wyniku której zostaje zmontowana kolejna kondygnacja jednego przęsła konstrukcji ramowej. Do matematycznego opisu PM wykorzystuje się równania łańcuchów wymiarowych. Składnikami równań PM są osiowe wymiary koordynacyjne (OWK) konstrukcji, wymiary przyłączeniowe elementów (WP) oraz wymiary szerokości szczelin pomiędzy montowanymi elementami. Liczba równań PM zaleŜy od wielkości i stopnia złoŜoności układu konstrukcyjnego. Dla podstawowego przypadku jednokondygnacyjnej ramy jednonawowej, istnieją dwa równania PM: jedno dla składowych poziomych i drugie dla składowych pionowych wymiarów danej konstrukcji. W przypadku konstrukcji wielokondygnacyjnych i wielonawowych minimalna liczba równań PM wynosi m=2(ls+1), gdzie l – liczna kondygnacji, s – liczba naw. Cyfrą „1” oznaczono dodatkową pętlę montaŜową, zapisaną dla sumy wymiarów pionowych lub poziomych. Liczba równań moŜe być większa w przypadku występowania dodatkowych, wewnętrznych pętli montaŜowych. Na rys. 5 przedstawiono zasadę konstruowania pętli montaŜowych dla wielokondygnacyjego układu ramowego.

379
Uwaga: Zaznaczenie na rysunkach montaŜowych podziału na elementy wysyłkowe oraz miejsc występowania i technologii wykonania styków montaŜowych stanowi podstawę do określenia dokładności wykonania tzw. wymiarów przyłączeniowych na etapie opracowywania dokumentacji warsztatowej.
3.2. Tolerancje w normach wykonania konstrukcji
Wartości tolerancji hutniczych wyrobów stalowych, elementów konstrukcyjnych oraz
całych konstrukcji określane są w odpowiednich normach hutniczych i normach dotyczących wykonania konstrukcji [N2, N5, N6].
Generalnie wszystkie odchyłki wymiarowe dzieli się, w zaleŜności od miejsca ich powstawania, na:
− tolerancje wytwarzania (manufacturing tolerances), − tolerancje montaŜowe (erection tolerances).
Podział ten występował w polskiej normie dotyczącej wykonania i odbioru konstrukcji stalowych [N2.]. Jest oczywisty i nie wymaga komentarza. Projektant tworząc dokumentację rysunkową musi mieć świadomość nieuchronnej obecności róŜnego rodzajów odchyłek. Wartości niektórych odchyłek wymiarów konstrukcji stalowych mają istotne znaczenie z uwagi na ich wpływ na nośność i sztywność konstrukcji, jak równieŜ na przebieg montaŜu. Fakt ten znalazł odzwierciedlenie w normie PN-EN 1090-2 [N6], w której to wprowadzono dodatkowy podział tolerancji związany ze znaczeniem danej odchyłki wymiarowej z uwagi na nośność, stateczność, wygląd lub dopasowanie elementów. Są to:
− tolerancje podstawowe (essential tolerances), − tolerancje funkcjonalne (functional tolerances).
W pkt. 3.16.1 [N6] stwierdza się, Ŝe tolerancje podstawowe to podstawowe granice tolerancji geometrycznych niezbędne ze względu na spełnienie załoŜeń obliczeniowych dotyczących nośności i stateczności konstrukcji. W przypadku wymiarów przekrojów poprzecznych, podstawowe tolerancje wytwarzania są tolerancjami ujemnymi, które określają dopuszczalną odchyłkę wartości przekroju poprzecznego z uwagi na nośność przekroju. Z kolei wszystkie odchylenia od osi symetrii, strzałki wygięć, przesunięcia Ŝeber, przesunięcia osi otworów itp., są tolerancjami symetrycznymi. Wartości podstawowych tolerancji wytwarzania podane są w tablicach D.1.1 ÷ D.1.10 [N6], natomiast podstawowych tolerancji montaŜu w tablicach D.1.11 ÷ D.1.15 [N6]. W pkt. 11.2.1 zaznaczono, Ŝe: podane wartości są wartościami dopuszczalnymi. Gdy rzeczywiste odchyłki przekraczają wartości dopuszczalne, to wartości zmierzone traktuje się jako niezgodne według Rozdziału 12. W niektórych przypadkach odchyłki przekraczające tolerancje podstawowe mogą być zaakceptowane, jeśli taka konkluzja wynika z ponownych obliczeń projektowych, w których te odchyłki uwzględniono. W przeciwnym razie niezgodności te powinny być skorygowane.
W pkt. 3.16.2 [N6] stwierdza się, Ŝe tolerancje funkcjonalne to tolerancje geometryczne, które mogą być wymagane ze względu na funkcje inne niŜ nośność i stateczność, np. wygląd lub dopasowanie. Wartości funkcjonalnych tolerancji wytwarzania podane są w tablicach D.2.1 ÷ D.2.14 [N6], natomiast funkcjonalnych tolerancji montaŜu w tablicach D.2.15 ÷ D.2.28 [N6]. Są to akceptowalne odchyłki geometryczne.
W pkt. 11.1 [N6] podkreślono, Ŝe: dodatkowo, w specyfikacji mogą być określone tolerancje specjalne pod względem rodzaju lub wielkości odchyłek. Jeśli tolerancje specjalne są wymagane, naleŜy podać – gdy jest to właściwe – następujące informacje:

380
− zmienione wartości dopuszczalne tolerancji funkcjonalnych; − parametry i wartości dopuszczalne odchyłek geometrycznych, które mają być
przedmiotem kontroli; − zakres przedmiotowy – czy te specjalne tolerancje dotyczą wszystkich, czy tylko
elementów wymienionych w specyfikacji.
3.3. Tolerancje w dokumentacji projektowej
W projektowaniu konstrukcji stalowych nie ma tradycji uwzględniania tolerancji wymiarów. Powody, dla których uwzględnianie tolerancji zarówno w czasie projektowania jak i wytwarzania oraz montaŜu stalowych konstrukcji budowlanych jest istotne, podkreślano w wielu pracach m.in. w [6, 7]. Jednym z nich jest jakość montowanych konstrukcji. Jakość nowo wznoszonego obiektu jest funkcją tolerancji wytwarzania, tyczenia i montaŜu konstrukcji. Tolerancje wymiarów przyłączeniowych powinny być traktowane jak tolerancje specjalne, ze względu na potrzebę określenia prawdopodobnych wymiarów szerokości szczeliny montaŜowej. Równanie pętli montaŜowej dla przykładowej konstrukcji ramy przedstawionej na rys. 6, ze stykami montaŜowymi w postaci doczołowych połączeń na śruby, ma postać:
∑−= iBAL (1)
natomiast wartość tolerancji szczeliny montaŜowej:
∑+= BAL TTT (2)
Znając wartość TL, moŜemy określić prawdopodobny zakres zmienności szerokości
szczeliny montaŜowej i zaprojektować zestaw podkładek wyrównawczych. Element konstrukcyjny, który ma być wprowadzony pomiędzy elementy zmontowane
wcześniej, powinien mieć przewidziane „zmniejszenie” długości. Jest to moŜliwe przez określenie niesymetrycznej, ujemnej tolerancji wymiaru długości belki. Ten rodzaj tolerancji powoduje, Ŝe środek pola tolerancji przesuwa się w stronę mniejszego wymiaru długości belki przy tej samej klasie dokładności wykonania belki, nie powodując tym samym zwiększenia kosztów produkcji. Nawet „najdłuŜszą” belkę będzie moŜna zamontować pomiędzy słupami, które są usytuowane w najmniejszej spośród prawdopodobnych odległości pomiędzy nimi. Górny wymiar graniczny długości belki powinien być równy ujemnej wartości dolnej odchyłki szerokości szczeliny złącza.
Zgodnie z pkt. 11.2.3.5 [N6]: Gdy po wstępnym dokręceniu śrub szczeliny w stykach przekraczają zdefiniowane wartości dopuszczalne, moŜna stosować przekładki redukujące wielkość szczelin, chyba Ŝe w specyfikacji wykonawczej podano inaczej. Przekładki wykonuje się z płaskich blach z miękkiej stali i stosuje w ilości nie większej niŜ trzy w jednym punkcie. W poniŜszym przykładzie przedstawiono sposób określania tolerancji elementów montaŜowych.
381
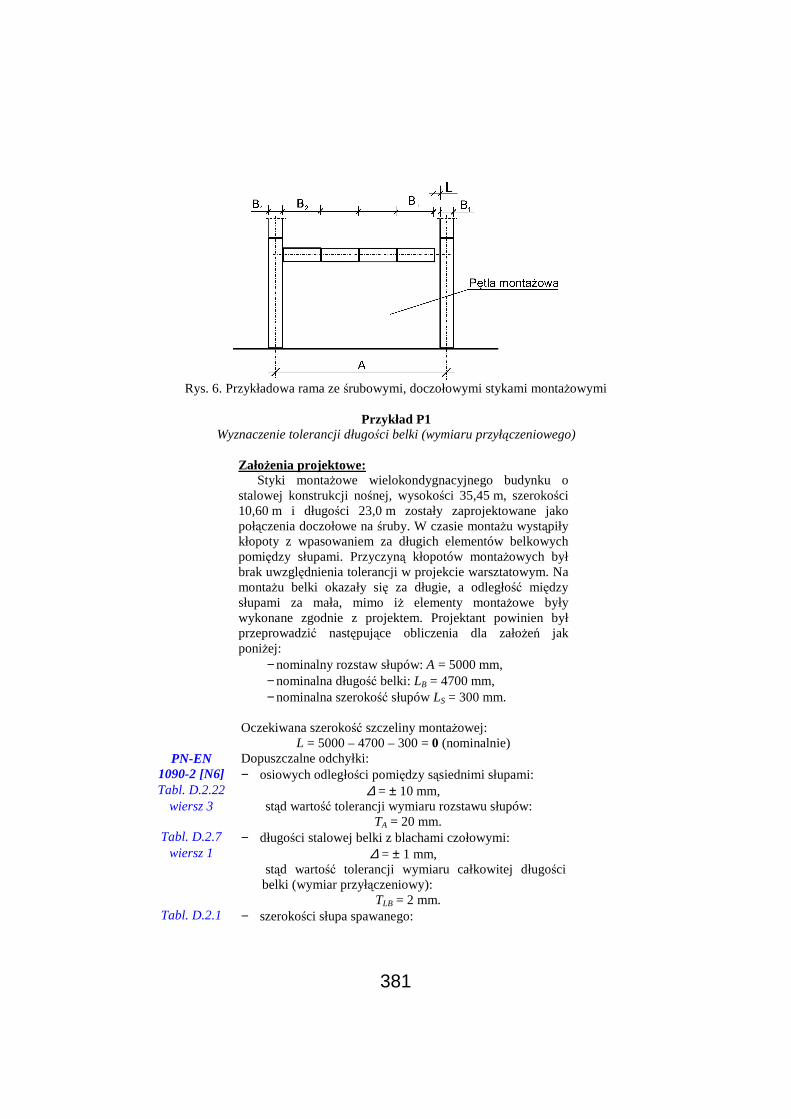
Rys. 6. Przykładowa rama ze śrubowymi, doczołowymi stykami montaŜowymi
Przykład P1
Wyznaczenie tolerancji długości belki (wymiaru przyłączeniowego)
ZałoŜenia projektowe: Styki montaŜowe wielokondygnacyjnego budynku o
stalowej konstrukcji nośnej, wysokości 35,45 m, szerokości 10,60 m i długości 23,0 m zostały zaprojektowane jako połączenia doczołowe na śruby. W czasie montaŜu wystąpiły kłopoty z wpasowaniem za długich elementów belkowych pomiędzy słupami. Przyczyną kłopotów montaŜowych był brak uwzględnienia tolerancji w projekcie warsztatowym. Na montaŜu belki okazały się za długie, a odległość między słupami za mała, mimo iŜ elementy montaŜowe były wykonane zgodnie z projektem. Projektant powinien był przeprowadzić następujące obliczenia dla załoŜeń jak poniŜej:
− nominalny rozstaw słupów: A = 5000 mm, − nominalna długość belki: LB = 4700 mm, − nominalna szerokość słupów LS = 300 mm.
Oczekiwana szerokość szczeliny montaŜowej: L = 5000 – 4700 – 300 = 0 (nominalnie)
PN-EN Dopuszczalne odchyłki: 1090-2 [N6] − osiowych odległości pomiędzy sąsiednimi słupami: Tabl. D.2.22 ∆ = ± 10 mm,
wiersz 3 stąd wartość tolerancji wymiaru rozstawu słupów: TA = 20 mm.
Tabl. D.2.7 − długości stalowej belki z blachami czołowymi: wiersz 1 ∆ = ± 1 mm,
stąd wartość tolerancji wymiaru całkowitej długości belki (wymiar przyłączeniowy):
TLB = 2 mm.
Tabl. D.2.1 − szerokości słupa spawanego:

382
wiersz 1 ∆ = ± 3 mm, stąd wartość tolerancji wymiaru szerokości słupa:
TLS = 6 mm.
Dla powyŜszych wartości tolerancji składowych, wartość pola tolerancji wymiaru
szerokości szczeliny montaŜowej wynosi:
21mm6220 222 =++=LT Tak więc, przyjmując załoŜenie o symetrycznych odchyłkach wymiarów, wymiar
szerokość szczeliny montaŜowej będzie wynosił L = 0±10,5 mm. Nie ma więc wątpliwości, Ŝe w przypadku wyprodukowania w wytwórni „najdłuŜszej” belki o wymiarze LBmax = LB + ∆ = 4700 + 1 = 4701 mm, na pewno nie będzie moŜna wprowadzić jej między słupy, które mogą (zgodnie z normą) być szersze o 3 mm i które mogą być ustawione w odległości Amin = A - ∆ = 5000 – 10 = 4990 mm. Z łatwością moŜemy zauwaŜyć, Ŝe wpływ odchyłek wykonawczych na całkowita wartość tolerancji wymiaru szerokości szczeliny montaŜowej jest nieduŜy w porównaniu z wartościami odchyłek tyczenia i montaŜu. Oczywiste jest równieŜ, Ŝe wymiar długości belki powinien być tolerowany ujemnie. Górna odchyłka długości belki powinna być ujemna i równa wartości dolnej odchyłki szerokości szczeliny montaŜowej (-10,5 mm). Natomiast dolna odchyłka długości belki powinna być równa wartości górnej odchyłki szerokości szczeliny montaŜowej pomniejszonej o wartość tolerancji długości belki (-10,5-2 = -12,5 mm). Wymiar długości belki powinien być tzw.
Rys. 7. Podkładka montaŜowa
o wymiarach odpowiadających geometrii połączenia doczołowego
Rys. 8. Przykład właściwego wypełniania szczeliny montaŜowej
wymiarem tolerowanym ujemnie: 512
510
,
,
LBT −−
, stąd LBmax = 4700-10,5 = 4689,5 mm, LBmin =
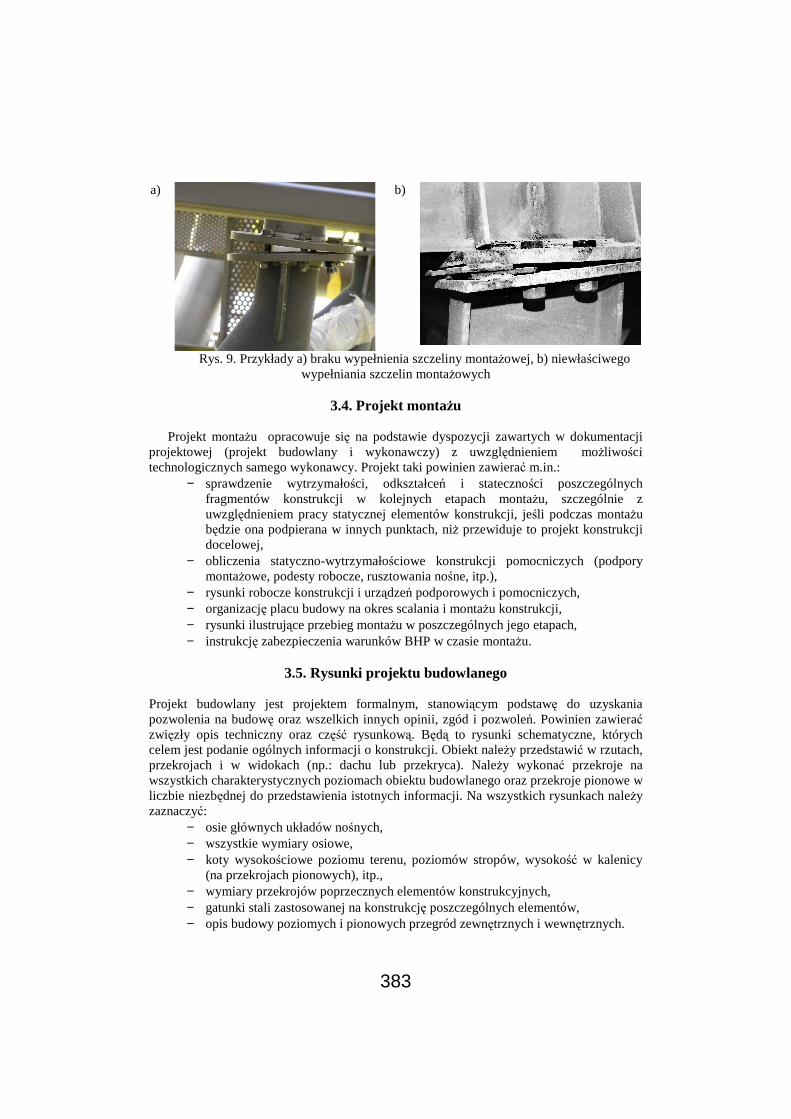
4700-12,5 = 4687,5 mm. Ponadto w projekcie warsztatowym belki powinny być uwzględnione przekładki redukujące wielkość szczeliny montaŜowej, w postaci pakietu blach o róŜnych grubościach (pozostałe wymiary podkładek powinny odpowiadać wymiarom blach czołowych połączenia). Na rys. 7 przedstawiono podkładkę słuŜącą do wybrania luzu w doczołowym styku elementów o przekroju rurowym, a na rys. 8 prawidłowe wypełnienie szczeliny montaŜowej. Przygotowanie zestawu podkładek montaŜowych nie jest kosztowne, a pozwala na uniknięcie przypadkowych rozwiązań, takich jak np. na rys.9.
383
a) b)
Rys. 9. Przykłady a) braku wypełnienia szczeliny montaŜowej, b) niewłaściwego
wypełniania szczelin montaŜowych
3.4. Projekt montaŜu
Projekt montaŜu opracowuje się na podstawie dyspozycji zawartych w dokumentacji projektowej (projekt budowlany i wykonawczy) z uwzględnieniem moŜliwości technologicznych samego wykonawcy. Projekt taki powinien zawierać m.in.:
− sprawdzenie wytrzymałości, odkształceń i stateczności poszczególnych fragmentów konstrukcji w kolejnych etapach montaŜu, szczególnie z uwzględnieniem pracy statycznej elementów konstrukcji, jeśli podczas montaŜu będzie ona podpierana w innych punktach, niŜ przewiduje to projekt konstrukcji docelowej,
− obliczenia statyczno-wytrzymałościowe konstrukcji pomocniczych (podpory montaŜowe, podesty robocze, rusztowania nośne, itp.),
− rysunki robocze konstrukcji i urządzeń podporowych i pomocniczych, − organizację placu budowy na okres scalania i montaŜu konstrukcji, − rysunki ilustrujące przebieg montaŜu w poszczególnych jego etapach, − instrukcję zabezpieczenia warunków BHP w czasie montaŜu.
3.5. Rysunki projektu budowlanego
Projekt budowlany jest projektem formalnym, stanowiącym podstawę do uzyskania pozwolenia na budowę oraz wszelkich innych opinii, zgód i pozwoleń. Powinien zawierać zwięzły opis techniczny oraz część rysunkową. Będą to rysunki schematyczne, których celem jest podanie ogólnych informacji o konstrukcji. Obiekt naleŜy przedstawić w rzutach, przekrojach i w widokach (np.: dachu lub przekryca). NaleŜy wykonać przekroje na wszystkich charakterystycznych poziomach obiektu budowlanego oraz przekroje pionowe w liczbie niezbędnej do przedstawienia istotnych informacji. Na wszystkich rysunkach naleŜy zaznaczyć:
− osie głównych układów nośnych, − wszystkie wymiary osiowe, − koty wysokościowe poziomu terenu, poziomów stropów, wysokość w kalenicy
(na przekrojach pionowych), itp., − wymiary przekrojów poprzecznych elementów konstrukcyjnych, − gatunki stali zastosowanej na konstrukcję poszczególnych elementów, − opis budowy poziomych i pionowych przegród zewnętrznych i wewnętrznych.

384
Skala rysunku powinna być dostosowana do specyfiki i charakteru obiektu budowlanego, jednak nie mniejsza niŜ [N12]:
− 1:200 dla obiektów budowlanych o duŜych rozmiarach, − 1:100 dla pozostałych obiektów budowlanych i wydzielonych części obiektów;, − 1:50 dla wydzielonych części obiektów budowlanych podlegających przebudowie
lub rozbudowie oraz części obiektów skomplikowanych i o małych rozmiarach. Stopnień dokładności oznaczeń graficznych na rysunkach powinien być dostosowany do skali rysunku. Pręty rysuje się pojedynczymi kreskami. NaleŜy narysować elementy wyposaŜenia związane z konstrukcją (np. suwnice).
3.6. Rysunki projektu wykonawczego
Rozwiązania zawarte w projektach wykonawczych nie powinny wprowadzać odstępstw
o charakterze istotnym w stosunku do projektu budowlanego. Rysunki projektu wykonawczego charakteryzują się znacznie większym stopniem szczegółowości niŜ rysunki projektu budowlanego. Na arkuszach rysunkowych naleŜy stosować oznaczenia poszczególnych elementów wysyłkowych zgodne z oznaczeniami przyjętymi w koncepcji montaŜu.
Proces wykonywania rysunku moŜna podzielić na 4 fazy [2]: Faza 1 – konstruowanie. Na podstawie rysunków projektu budowlanego oraz obliczeń
rysuje się projektowaną konstrukcję w rzutach, widokach i przekrojach z zaznaczeniem osi (OWK), w skali 1:100 lub 1:50, przekroje poprzeczne elementów oraz szczegóły w skalach 1:20, 1:10 lub 1:5. NaleŜy rozrysować wszystkie węzły konstrukcyjne.
Faza 2 – wymiarowanie. Prawidłowe i przejrzyste wymiarowanie ułatwia odczytywanie rysunku. Wymiarowanie chaotyczne wynikające z niepisanej zasady „im więcej wymiarów tym lepiej”, moŜe być przyczyną błędnego wykonania detalu lub elementu. Wskazane jest przestrzeganie następujących zasad przy wykonywaniu dokumentacji rysunkowej konstrukcji stalowych:
1. Wymiarów nie naleŜy powtarzać! Na pojedynczym arkuszu rysunkowym dany wymiar powinien być umieszczony tylko jeden raz! Zasada ta świetnie sprawdza się w trakcie opracowywania dokumentacji rysunkowej. Wiadomo, Ŝe do projektu często są wprowadzane róŜne zmiany. Poprawienie jednego wymiaru na arkuszu zwalnia nas od Ŝmudnych poszukiwań powtórzeń wymiaru, a przeoczenie któregoś z powtarzających się wymiarów (co na duŜych arkuszach jest dosyć prawdopodobne) moŜe skutkować błędami w produkcji lub wydłuŜenie czasu uzgodnień i poprawiania dokumentacji.
2. NaleŜy podawać tylko wymiary konieczne do zobrazowania elementu. Będą to wymiary określające przekroje poprzeczne elementów oraz wymiary przyłączeniowe.
3. Łańcuchy wymiarowe nie powinny być zamknięte, co pozwala na uwzględnienie odchyłek wymiarowych wymiarów nieprzyłączeniowych. Klasycznym przykładem niezamkniętego ciągu wymiarowego są wymiary określające rozmieszczenia detali na długości elementu, np. przewiązek na trzonie słupa złoŜonego lub poprzecznych Ŝeber usztywniających na środniku blachownicy (rys. 10).
4. Nie podaje się wymiarów oczywistych (np. kąta prostego lub wymiarów przekroju poprzecznego kształtownika walcowanego).

385
a) 1 30x420
13708
1
3
4
3 3 3
4
2 12x120013708
b)
2 12x200520
1 C300
4 52016x300
3
6
2
2
5
7150
Rys. 10. Przykłady niezamkniętego ciągu wymiarowego: a) wymiarowanie rozstawu Ŝeber
poprzecznych w blachownicy, b) wymiarowanie rozstawu przewiązek
Generalna zasada obowiązująca przy sporządzaniu rysunków jest następująca: podajemy tylko te wymiary, które są niezbędne do poprawnego wykonania konstrukcji. Na rzutach np. konstrukcji dachu oraz na charakterystycznych przekrojach poziomych i pionowych naleŜy zaznaczyć wymiary wszystkich przekrojów poprzecznych, długości prętów lub blach (potrzebne do zestawienia stali) oraz wymiary łączników (śrub i spoin). Wszystkie pozostałe wymiary jak np. średnice otworów, ukosowanie krawędzi do spawania, fazowań / podcięć (skalopsów) będą podane na szczegółowych rysunkach warsztatowych. NaleŜy równieŜ rozrysować w większej skali szczegóły konstrukcyjne, które tego wymagają z uwagi na stopień skomplikowania.
Na wszystkich arkuszach muszą być zaznaczone osie głównych układów nośnych oraz wszystkie wymiary osiowe (OWK). Osie stanowią podstawowy układ odniesienia, względem którego opisujemy geometrię całej konstrukcji.

386
Faza 3 – pozycjonowanie. Poszczególne pozycje na rysunku naleŜy ponumerować i opisać. Na pojedynczym arkuszu rysunkowym numer danej pozycji naleŜy powtórzyć tyle razy, w ilu miejscach (rzutach, przekrojach) dana pozycja występuje. Natomiast opis (np. bl. 1000x12 / 2000) powinien występować na danym arkuszu tylko jeden raz. Uzasadnienie tego zalecenia jest takie samo jak w przypadku zasady niepowtarzania wymiarów.
Faza 4 – zestawianie stali. Wykazy stali przygotowuje się na dwóch poziomach: 1) dla pojedynczych elementów wysyłkowych (zestawienie pozycji i śrub z podkładkami i nakrętkami), 2) dla całego obiektu (zestawienie elementów wysyłkowych). Uwaga: przedstawiona wyŜej metoda sporządzania rysunków wykonawczych odpowiada technice rysowania w programach graficznych typu AutoCad. W przypadku posługiwania się specjalnymi programami do wykonywania dokumentacji rysunkowej konstrukcji stalowej (BOCAD [M1], STRUCAD [M2], Tekla Structures [M3]), technika sporządzana rysunków będzie się nieco róŜniła, jednakŜe zasady wymiarowania powinny być respektowane.
3.7. Rysunki projekt warsztatowego
Rysunki warsztatowe są to rysunki umoŜliwiające wykonanie poszczególnych
elementów w wytwórni, w warunkach uprzemysłowionego procesu produkcyjnego. Rysunki te opracowuje wykonawca, jeśli w kontrakcie nie uzgodniono inaczej. W przeciwnym przypadku, autor dokumentacji warsztatowej bezwzględnie powinien uzyskać z wytwórni, która będzie wykonywała elementy konstrukcji stalowej, informacje nt. umaszynowienia oraz stosowanych technologii. Zasady wymiarowania elementów i pozycji na rysunkach warsztatowych powinny odpowiadać technice i technologii wytwarzania. Produkcja zautomatyzowana wymaga innego przygotowania rysunków a produkcja z tradycyjną linia technologiczną innego. Na rysunku 11 przedstawiono przykład wymiarowania detalu w postaci blachy węzłowej w wersji tradycyjnej i w wersji do produkcji na obrabiarkach cyfrowych.
Aby uniknąć wstawiana zbędnych wymiarów na rysunku warsztatowym, moŜna wykorzystać następującą metodę postepowania. Wszystkie wymiary naleŜy podzielić na dwie odrębne grupy [4]:
− wymiary niezbędne do wykonania poszczególnych detali lub elementów (wymiary przekroju poprzecznego, długość, wymiary wcięć, połoŜenie i średnice otworów),
− wymiary opisujące usytuowanie poszczególnych pozycji względem siebie. Wymiarów naleŜących do drugiej grupy będzie zazwyczaj bardzo mało, gdyŜ informacje o wzajemnym połoŜeniu poszczególnych pozycji będą przekazywane równieŜ za pomocą osi symetrii lub licowania pozycji względem wspólnej krawędzi lub powierzchni.

387
a)
b)
Rys. 11. Metody wymiarowania a) tradycyjne, b) do produkcji na obrabiarkach cyfrowych
Rysunki warsztatowe wykonuje się oddzielnie dla poszczególnych elementów
wysyłkowych. Do kaŜdego rysunku warsztatowego musi być sporządzony wykaz stali i łączników. Ponadto muszą być sporządzone rysunki zestawieniowe (schematy montaŜowe) wraz ze szczegółami połączeń montaŜowych oraz wykazy elementów.
Na rysunkach szczegółów montaŜowych podaje się wyłącznie: − oznaczenia łączonych elementów konstrukcyjnych (symbole literowo-cyfrowe), − połoŜenie najbliŜszych osi konstrukcji, − opis zastosowanych łączników (śrub lub spoin), − przewidywany wymiar szerokości szczeliny montaŜowej oraz sposób jej
kompensacji. Na rys. 12 zestawiono trzy rodzaje rysunków konstrukcji stalowej wieŜy. Na rys. 12a)
przedstawiono rysunek projektu budowlanego konstrukcji wieŜy. Rys. 12b) jest rysunkiem wykonawczym pojedynczego segmentu wieŜy, będącego równieŜ elementem wysyłkowym / konstrukcyjnym. Z kolei na rys.12 c) przedstawiono przykład rysunków dokumentacji warsztatowej pojedynczych pozycji.
3.8. Specyfikacja
Specyfikacja techniczna opracowana zgodnie z wymaganiami rozporządzenia [N13],
obok specyfikacji istotnych warunków zamówienia, stanowi podstawę określenia przedmiotu i zakresu robót budowlanych objętych umową kontraktową pomiędzy zamawiającym a wykonawcą robót budowlanych. Specyfikacja stanowi część umowy kontraktowej, stąd wszelkie jej zmiany, a w tym wynikające z niej skutki rzeczowe, finansowe i prawne, winny być przeprowadzane w takim samym trybie jak zmiana umowy kontraktowej na realizację zamówionych prac.
Specyfikacja techniczna słuŜy do ustalenia właściwego standardu wykonania poszczególnych robót budowanych jak i całego obiektu budowlanego.
W specyfikacji technicznej poza wymienionym przedmiotem i zakresem robót winno się podawać wyłącznie te dane i wymagania, w tym wszelkie wymagania specjalne, które stanowią niezbędne uzupełnienie, doprecyzowanie wymagań stawianych w aktualnych normach. Formę specyfikacji i jej zakres tematyczny precyzuje rozporządzenia [N13].

388
zestaw
+ ~17,23
pomiarowy
+ ~15.00
zestawpomiarowy
pode
st r
oboc
zy
drab
ina
nr 4
drab
ina
nr 3
beton podkładowy B10#16
4xM24-fajkowe
B 20
Lmin=950HpwHp m npm
Ht m npm± 0,00 pp
182 18
22
16
179
8
7
2
2
18 17
16
7
8
21
9 2 2
4
22
15
13
14
5
1
1
22
12
11
3
2
2
4
5
14
15
20
1
1
1
211
3
12
19
22
4 5
2
3
6
11 12
212019
1
22
2120191
2222
19 20 21
22
1
22 22
Rys. 12.Przykłady rysunku wieŜy stalowej a) budowlanego, b) wykonawczego
pojedynczego segmentu wieŜy, c) warsztatowego wybranych pozycji

389
Podawany zakres informacji naleŜy kaŜdorazowo dostosować do opisywanego przedmiotu zamówienia. W przypadku prostych obiektów budowlanych moŜna nie opracowywać szczegółowej specyfikacji technicznej, ale wówczas jej funkcję powinien spełnia sam projekt.
Uwzględniając wymagania rozporządzenia [N13] oraz norm z zakresu realizacji konstrukcji stalowych PN-B-06200:2002 [N2] i PN-EN 1090-2 [N6], w szczegółowej specyfikacji technicznej naleŜy ująć wymagania dla poszczególnych etapów wykonania konstrukcji metalowej:
1) Ogólną część informującą o przedmiocie zamówienia, zakresie robót budowlanych
podstawowych i towarzyszących, informację o terenie budowy, a w szczególności definicje pojęć i określeń nigdzie wcześniej niezdefiniowanych, a wymagających zdefiniowania w celu jednoznacznego zrozumienia uŜywanych zapisów dokumentacji projektowej i specyfikacji technicznej. Administracyjnym elementem kaŜdej specyfikacji jest podanie nazw i kodów dla grupy, klasy i kategorii robót zgodnie z obowiązującym układem systematycznym – Wspólnego Słownika Zamówień CPV [N14].
2) Informację o właściwościach technicznych materiałów wymaganych do realizacji zamówienia, a w szczególności dotyczących:
− głównych materiałów konstrukcyjnych: − gatunku stali konstrukcyjnej wraz powołaniem na normę materiałową,
wraz z określeniem dodatkowych wymagań odnośnie np. udarności, zawartości szczególnie istotnych, dla dalszych wymagań, pierwiastków składu chemicznego materiału;
− rodzaju wyrobów hutniczych, z których ma być wykonana konstrukcja, z kaŜdorazowym powołaniem się na indywidualne normy poszczególnych wyrobów wraz z określeniem dodatkowych wymagań np., podwyŜszonej płaskości, tolerancji wykonania, wymagań długości, wymagań odnośnie dodatkowych badań technicznych wyrobu, które naleŜy wykonać przed rozpoczęciem produkcji konstrukcji, dopuszczalnych wad powierzchni i niezgodności geometrycznych kształtu;
− elementów – wyrobów gotowych (np. kraty pomostowe) – poprzez określenie wymagań odnośnie rodzaju materiału, rodzaju powłoki antykorozyjnej, wartości charakterystycznych cech wymiarowych wyrobu wraz z powołaniem się na normy wyrobu;
− materiałów dodatkowych: − materiałów spawalniczych – informację o przewidzianych do stosowania
materiałach spawalniczych podstawowych oraz dodatkowych, dostosowanych do przyjętych technologii spawania z rozróŜnieniem przeznaczenia na procesy spawania prowadzone w wytwórni oraz na placu budowy; przy opisywaniu materiałów naleŜy powołać się na normy wyrobów, z podaniem danych technicznych i innych wymagań, np. ograniczenie zawartości wodoru, wymaganej udarności spoiwa, itp.;
− łączników śrubowych – przez określenie klasy wytrzymałościowej łączników, dokładnego wyspecyfikowania rodzaju łączników z uwagi na sposób gwintowania – np. przez podanie numeru normy wyrobu łączników, klasy jakości wykonania, klasy nakrętek, rodzaju, sposobu

390
wykonania i wymaganej grubości powłok antykorozyjnych, oraz rodzaju podkładek i wymaganego rodzaju zabezpieczenia, a takŜe ich twardości, wraz z powołaniem się na odpowiednie normy wyrobu;
− materiałów do wykonania zabezpieczenia antykorozyjnego – określenie rodzaju materiałów przewidzianych na wykonanie powłok zabezpieczenia antykorozyjnego, z podaniem rodzaju spoiwa, rodzaju farb przeznaczonych na poszczególne warstwy zabezpieczenia, koloru (z określeniem wymaganej zawartości części stałych), podaniem rodzaju wypełniacza (z określeniem wymagań odnośnie wymaganej trwałości zabezpieczenia w okresie eksploatacji), określenia wymagań antykorozyjnych przez podanie klasy środowiska korozyjnego wg normy PN-EN 12499.
W informacjach dotyczących wyrobów hutniczych naleŜy podać dokładnie wymagane właściwości mechaniczne, fizyczne i chemiczne materiałów, gatunki stali. NaleŜy wystrzegać się jednoznacznego wskazywania wyrobów przez podawanie nazw handlowych poszczególnych producentów, co moŜe powodować problemy z zastosowaniem materiałów zamiennych o identycznych właściwościach.
Dla kaŜdego z wyŜej wymienionych wyrobów naleŜy określić warunki ich: − przechowywania na kaŜdym z ewentualnych etapów realizacji i przetwarzania, − transportu materiałów i wyrobów na wytwórnię lub plac budowy, w tym
transportu i czynności operacyjnych w czasie montaŜu konstrukcji, − dostawy – zabezpieczenia materiałów i wyrobów na czas transportu i
składowania, gabarytach i cięŜarze elementów, − składowania materiałów i wyrobów na kaŜdym z etapów czynności wytwórczych
i operacyjnych, − kontroli jakości materiałów i wyrobów na poszczególnych punktach kontrolnych,
takich jak: a) dostawa materiałów podstawowych i dodatkowych do magazynu
wytwórni, podwykonawców lub budowy, b) kontrola materiałów lub powstałych z nich wyrobów / pozycji
stanowiących części składowe wytwarzanych elementów składowych konstrukcji, np. cięcie profilowe rur wykonywane u podwykonawcy, wykonywanie dodatkowych obróbek technologicznych w zakresie technologii mechanicznych (np. przeciąganie, gięcie, procesy obróbki skrawaniem, obróbki termicznej, cięcie, wiercenie lub przebijanie otworów),
c) warunki kontroli wyrobów gotowych jak i półfabrykatów (komponentów) dostarczanych na plac budowy.
W opisie poszczególnych etapów czynności kontrolnych, naleŜy określić dokładnie rodzaje kontrolowanych parametrów i ich dopuszczalne wartości. Wartości wymaganych parametrów powinny być określone na podstawie odniesienia do odpowiednich norm materiałowych jak i wyrobów.
KaŜdorazowo naleŜy wskazać, jeśli zachodzi taka potrzeba, parametry w stosunku do których z przyczyn technologicznych związanych z dalszą obróbką oraz scalaniem konstrukcji, warunki zaostrzenia kontroli przez podanie innych specjalnych wymagań. Wymagania te mogą dotyczyć np.:
− dostawy materiałów o gwarantowanej i kontrolowanej udarności, − dostawy materiałów bez rozwarstwień w przypadku wyrobów grubych,

391
− dodatkowej kontroli ciśnieniowej rur ze względu na ich szczelność, − podwyŜszonej płaskości elementów, − tolerancji długości prefabrykatów, − warunków geometrycznych styków montaŜowych. W treści tego punktu naleŜy równieŜ zasygnalizować konieczność przeprowadzania
ewentualnych kontroli w zakresie magazynowania, wytwarzania, i składowania materiałów i wyrobów u wykonawców.
3) Wymagania dotyczące sprzętu i maszyn niezbędnych do realizacji inwestycji lub
zalecanych do wykonania robót budowlanych. W przypadku realizacji konstrukcji stalowych naleŜy określić rodzaj:
− sprzętu do cięcia materiałów w celu podzielenia go na poszczególne pozycje, − sprzętu do ukosowania brzegów elementów do spawania, − sprzętu do cięcia profilowych rur, np. gdy zachodzi konieczności łączenia i
spawania rur pod róŜnymi kątami, − wymaganego sprzętu spawalniczego stosowanie do przyjętych metod spawania, − wymaganego sprzętu dźwigowego z podziałem na wytwórnię i plac budowy, − sprzętu do realizacji prac antykorozyjnych, w tym gabaryty komór śrutowniczych
i malarskich, sprzęt do śrutowania, do metalizacji natryskowej oraz sprzętu malarskiego, np. pompy malarskie,
− wymaganych elementów dodatkowych takich jak osłony tymczasowe, np. stałe lub mobilne namioty do prowadzenia prac spawalniczych i antykorozyjnych.
4) Wymagania dotyczące środków transportu, z podziałem na transport:
− materiałów podstawowych i pomocniczych, − półfabrykatów, − wyrobów gotowych, − transport na placu budowy,
NaleŜy określić wymagania stawiane środkom transportu z uwagi na zabezpieczenie transportowanych materiałów i wyrobów przed:
− wpływem otaczającego środowiska, − zmianą połoŜenia elementów w trakcie transportu, − moŜliwością powstania deformacji i innych uszkodzeń elementów podczas
transportu. JeŜeli z powodów technologicznych zachodzi konieczność ograniczenia wymiarów i masy elementów wysyłkowych to naleŜy to równieŜ określić. Ograniczenie to powinno być uwzględnione w projekcie montaŜu.
5) Wymagania dotyczące wykonania robót budowlanych z podaniem sposobu wykończenia poszczególnych elementów, tolerancji wymiarowych, szczegółów technologicznych oraz niezbędne informacje dotyczące odcinków robót budowlanych, przerw i ograniczeń a takŜe wymagania specjalne.
W punkcie tym naleŜy jak najdokładniej przedstawić wymagania kwalifikacyjne i organizacyjne stawiane wykonawcom poszczególnych prac jak i dokładnie scharakteryzować wymagania technologiczne realizacji poszczególnych prac ze wskazaniem czynności zalecanych, alternatywnych oraz niedopuszczalnych (jeśli takie występują).

392
PoniŜej przedstawiono schemat informacji dla powyŜszych wymagań z podziałem na róŜne ich zakresy:
− Wymagania odnośnie zalecanego potencjału wytwórczego w stosunku do wykonawcy:
− informacja o wymaganej klasie wykonania konstrukcji wg norm przedmiotowych, to jest: PN-B-6200 [N2] i PN-EN 1090-2 [N6];
− informacja o konieczności posiadania świadectw kwalifikacyjnych do realizacji określonych konstrukcji, np. mostów, zbiorników ciśnieniowych;
− informacja o konieczności posiadania zweryfikowanego zaplecza wytwórczego w zakresie procesów spawalniczych np. wg PN-M-69009:1987 [N11];
− informację o wymaganiach odnośnie personelu robotniczego, szczególnie tych stanowisk dla których wymagane jest udokumentowanie kwalifikacji np. świadectwa kwalifikacyjne dla spawaczy, operatorów sprzętu;
− informacja o wymaganiach odnośnie personelu nadzorczego wykonawcy, a szczególności odnośnie takich specjalności jak:
− nadzoru spawalniczego, − nadzoru geodezyjnego, − nadzoru antykorozyjnego, − nadzoru budowlanego.
− Wymagania odnośnie opracowań projektowych i technologicznych oraz organizacyjnych koniecznych do spełnienia przez Wykonawcę, a dotyczących:
− wykonania projektu warsztatowego konstrukcji, − wykonania projektów technologicznych realizacji szczególnie trudnych i
waŜnych elementów konstrukcji, − wykonania projektu technologii spawania, − wykonania projektu technologii zabezpieczenia antykorozyjnego, − wykonania projektu montaŜu i scalania konstrukcji na placu budowy, − programu wytwarzania konstrukcji w wytworni, − programu scalania i montaŜu konstrukcji na placu budowy.
− W zakresie technologii wytwarzania elementów jak i budowy obiektu naleŜy określić wymagania i informacje odnośnie roŜnych typów obróbki i prac warsztatowych:
− obróbki elementów (kontrola wymiarów wyrobów, sposobów cięcia elementów, wymagań i sposobów wykonania obróbki swobodnych brzegów, sposobów przeprowadzenia ukosowania krawędzie elementów do spawania, wymagań odnośnie prostowania i gięcia),
− procesów specjalnych czyli prac spawalniczych - dopuszczonych do realizacji z podziałem na prace warsztatowe i montaŜowe,
− dopuszczalnych zakresów odchyłek geometrycznych moŜliwych do akceptacji w ramach wytwarzania elementów na warsztacie i na montaŜu,
− warunków przygotowania powierzchni elementów pod przewidziane do realizacji zabezpieczenia antykorozyjne,
− warunków wykonania zabezpieczenia antykorozyjnego konstrukcji;

393
− informację o elementach dodatkowego wyposaŜenia i oprzyrządowania (uchwyty, otwory) związane z technologią samej produkcji warsztatowej w zakresie konstrukcji metalowej jak i prac antykorozyjnych oraz czynności montaŜowych;
− informację o wymaganiach dotyczących połączeń – styków montaŜowych - wymagania odnośnie przygotowania powierzchni stykowych.
W miejscu tym naleŜy wspomnieć o wymaganiach odnośnie projektu technologii spawania, która powinna uwzględniać wszystkie wymogi wynikające z dokumentacji projektowej, specyfikacji i zawierać m.in.:
− dobór metody spawania; − dobór materiałów spawalniczych odpowiednich do metody spawania, cech
wytrzymałościowych, chemicznych jak charakterystyki przyszłego obciąŜenia (obciąŜenia statyczne / dynamiczne / zmęczeniowe);
− dobór parametrów spawania; − sposób przygotowania krawędzi blach i kształtowników do spawania; − określenie kolejność wykonywania połączeń spawanych w celu zapewnienia
moŜliwości odkształceń jak i ograniczenia do minimum ewentualnych odkształceń i napręŜeń pospawalniczych powstałych w wytwarzanych elementach;
− plan kontroli spoin; − wytyczne wykonywania kontroli spoin. Technologia spawania musi obejmować procesy spawalnicze przewidziane do
wykonania zarówno w zakładzie prefabrykacji jaki podczas prac montaŜowych na placu budowy.
6) Opis działań związanych z kontrolą, badaniami oraz odbiorem wyrobów i robót
budowlanych w nawiązaniu do dokumentów odniesienia. NaleŜy jednoznacznie podać informacje o wymaganym zakresie i rodzaju badań
technicznych koniecznych do przeprowadzenia wraz ze sposobem ich dokumentowania i z podziałem na:
− badania nieniszczące dotyczące dostarczanych materiałów, np., dodatkowe badania materiału na rozwarstwienie;
− badania nieniszczące dotyczące połączeń spawanych, np. VT, MT, UT, RT, PT i inne;
− badania połączeń spręŜanych; − badania geometrii – pomiary geometrii w róŜnych stanach wytwarzania
elementów i montaŜu konstrukcji; − badania i sprawdzenia dotyczące powłok zabezpieczenia antykorozyjnego, − warunki i sposoby przeprowadzenia obciąŜenia próbnego. Dla kaŜdej z przyjętej próby badawczej naleŜy jednoznacznie określić: − sposób przeprowadzenia badania – przez odwołanie się do norm
przedmiotowych, − wymagania odnośnie kwalifikacji personelu badawczego, − wymagania odnośnie wartości granicznych badanych cech fizycznych, wg
postanowień norm odbiorowych [N2, N6] i przedmiotowych.

394
7) Wymagań odnośnie przedmiaru i obmiaru robót. Stosownie do przyjętych dla całego zadania inwestycyjnego sposobów określenia
jednostek obmiarowych naleŜy podać: − podział na poszczególne przedmiarowe pozycje realizacyjne z uwzględnieniem
koniecznego stopnia szczegółowości, − jednostki obmiarowe dla poszczególnych pozycji przedmiarowych, − zasady ustalania wartości obmiarowych.
8) Opis sposobu odbioru robót budowlanych. W punkcie tym naleŜy szczegółowo i jednoznacznie określić wymagania dotyczące
formy, zakresu i czasu wykonywania poszczególnych czynności odbiorowych wraz z wymienieniem rodzaju wymaganych dokumentów stanowiących podstawę jego przeprowadzenia. Czynności te naleŜy podzielić na następujące etapy:
− odbiór konstrukcji na wytwórni, − odbiór konstrukcji w trakcie budowy obiektu, − odbiór końcowy. Odbiór polega na komisyjnych oględzinach konstrukcji, sprawdzeniu wyników
wszystkich badań oraz kontroli przewidzianych w programie wytwarzania i montaŜu konstrukcji. W ogólnym przypadku wytwórca powinien przedstawić poszczególnym komisjom odbiorowym:
− dokumentację projektową zawierającą wszystkie zmiany wprowadzone w czasie budowy,
− rysunki warsztatowe, − protokół z pomiaru geometrii elementów składowych wytworzonej konstrukcji, − inwentaryzację powykonawczą obiektu, − dziennik wytwarzania, − dziennik budowy, dziennik montaŜu, − dziennik prac spawalniczych, − świadectwa odbiorowe uŜytych materiałów, − dokumenty poświadczające jakość zastosowanych wyrobów zgodnie z ustawa o
wyrobach budowlanych [N18], − świadectwa kontroli laboratoryjnej, − protokoły odbiorów częściowych; − protokół z próbnego montaŜu, − inne dokumenty przewidziane w programie wytwarzania.
Jeśli jest wymagane przeprowadzenie próbnego montaŜu w wytwórni to naleŜy w tym punkcie określić sposób jego przeprowadzenia.
9) Opis sposobu rozliczenia robót podstawowy, tymczasowych i prac towarzyszących. Ta część specyfikacji uzaleŜniona jest od warunków kontraktowych zawartych w warunkach umownych i moŜe przewidywać:
− oddzielne lub łączne płatności za roboty podstawowe, tymczasowe i towarzyszące,
− podział na elementy wg jednostek obmiarowych.
10) Dokumenty odniesienia – dokumenty będące podstawą do wykonania robót budowlanych, w tym:

395
− wszystkie elementy dokumentacji projektowej, − normy, − aprobaty techniczne, − inne dokumenty, − ustalenia techniczne.
3.9. Kontrola procesu projektowania
Kontrola procesu projektowania powinna obejmować wszystkie fazy projektu
rozpoczynając od załoŜeń projektowych a kończąc na wymaganiach dla uŜytkownika. Tradycyjny sposób sprawdzania dokumentacji projektowej przez innego uprawnionego inŜyniera (weryfikatora) jest właściwy w odniesieniu do konstrukcji klasy EX2 (kontrola normalna). W przypadku konstrukcji klasy EX3 wymagana jest zaostrzona kontrola polegająca na sprawdzeniu dokumentacji przez niezaleŜnego i/lub specjalistycznego weryfikatora, w zakresie ustalonym w planie jakości. Dodatkowa weryfikacja konstrukcji klasy EC4, wykonana przez inną jednostkę projektową, powinna obejmować przeprowadzenie niezaleŜnych obliczeń sprawdzających oraz porównania ich z wynikami sprawdzanego projektu. Doświadczenia ostatnich lat wykazały, jak bardzo potrzebna jest niezaleŜna, dodatkowa kontrola zewnętrzna. Dlatego teŜ, obowiązek bezpośredniego zlecania i monitorowania kontroli zewnętrznej projektowania obiektów klasy EC4 powinien naleŜeć do inwestora. W normie PN-EN 1990 [N7] przedstawiono trzy poziomy nadzoru przy projektowaniu (DSL – Design Supervision Levels). Poziomy nadzoru przy projektowaniu mogą być powiązane z klasą niezawodności wybranej według waŜności konstrukcji i zgodnie z wymaganiami krajowymi albo załoŜeniami projektowymi oraz wdroŜone za pomocą odpowiednich środków zarządzania jakością. Patrz 2.5.
Tablica 4. Poziomy nadzoru przy projektowaniu [N7]
Tablica B4 - Poziomy nadzoru przy projektowaniu (DSL) [N7] Poziomy nadzoru
przy projektowaniu Charakterystyka
Minimalne zalecane wymagania przy sprawdzaniu obliczeń, rysunków i specyfikacji
1 2 3 DSL 3
odniesiony do RC3 nadzór zaostrzony
Sprawdzenie przez stronę trzecią: Sprawdzanie przez inna jednostkę projektową
DSL 2 odniesiony do RC2
nadzór normalny Sprawdzenie zgodnie z procedurami jednostki
projektowej DSL 1
odniesiony do RC1 nadzór normalny
Autokontrola: Sprawdzenie przez autora projektu
4. Wykonanie konstrukcji stalowych
4.1. Ustalenie klasy wykonania
W normach polskich [N2] określone są trzy klasy konstrukcji przedstawione w tablicy 5.
W normach zharmonizowanych zasady wykonania konstrukcji stalowych są przedstawione w dwóch normach PN-EN 1090-1 [N5] oraz PN-EN 1090-2 [N6]. Kluczowym dla całego procesu wykonania konstrukcji jest określenie klasy wykonania EXC (en: execution classes). Norma PN-EN 1090-2 [N6], w pkt.4.1.2 określa cztery klasy wykonania oznaczone od EXC1 do EXC4, poczynając od najmniej rygorystycznej EXC1 do najbardziej

396
rygorystycznej EXC4. Klasy wykonania mogą być stosowane do całej konstrukcji, części konstrukcji albo do jej konkretnych szczegółów. W ramach jednej konstrukcji moŜe występować kilka klas wykonania. Natomiast szczegół lub grupa szczegółów przypisywane są zwykle jednej klasie wykonania. Klasa wykonania moŜe być dobrana odpowiednio do kategorii wymagań.
Klasę wykonania przyjmuje się na podstawie: − klas konsekwencji zniszczenia CC1÷CC3 (en: consequences classes), − kategorii uŜytkowania SC1÷SC2 (en: service categories), − kategorii produkcji PC1÷PC2 (en: production categories).
Zasady przyjmowania klas konsekwencji zniszczenia konstrukcji podano w tablicy 2, zgodnie z normą PN-EN 1990 [N7].
Tablica 5. Klasyfikacja konstrukcji [N2] Klasa
konstrukcji Kryteria klasyfikacji
1
− Konstrukcje jak w klasie 2, których awaria pociągnęłaby za sobą znaczne zagroŜenie Ŝycia ludzi lub duŜe straty materialne
− Konstrukcje wykonane ze stali kategorii wyŜszej niŜ S355 − Konstrukcje dla których w obliczeniach przyjęto współczynnik
konsekwencji zniszczenia większy niŜ 1 − Konstrukcje o specjalnych wymaganiach co do kontroli i odbioru
wykonywanego przez stronę trzecią − Konstrukcje do których stosuje się materiały i procesy technologiczne
nie ujęte w [N2]
2
− Konstrukcje obciąŜone statycznie lub dynamicznie (naraŜone na zmęczenie), wykonane ze stali konstrukcyjnej niestopowej lub niskostopowej kategorii nie wyŜszej niŜ S355
− Konstrukcje, w których występują szczególne rozwiązania konstrukcyjno-technologiczne, jak połączenia śrubowe spręŜane, pasowane, połączenia nitowe, połączenia przygotowane do montaŜowego spawania głównych elementów nośnych oraz elementy o masie ponad 20 t
3 − Konstrukcje obciąŜone statycznie (nie naraŜone na zmęczenie),
wykonane ze stali konstrukcyjnej niestopowej kategorii nie wyŜszej niŜ S235, o grubości materiału t ≤ 30mm
Zakwalifikowanie projektowanego obiektu do jednej z dwóch kategorii uŜytkowania SCX wynika z intensywności oddziaływań sejsmicznych i zmęczeniowych. Konstrukcje zlokalizowane w rejonach niskiej aktywności sejsmicznej oraz będące pod wpływem najniŜszego stopnia oddziaływań zmęczeniowych od dźwignic naleŜy zakwalifikować do kategorii SC1, analogicznie jak wszystkie konstrukcje będące pod wpływem oddziaływań przewaŜająco statycznych (Tablica 6). Z kolei kategorie produkcji PCX zaleŜą od tego czy konstrukcja stalowa jest spawana czy teŜ nie i od przyjętego gatunku stali (tablica 7).
Poszczególnym elementom konstrukcji lub jej częściom mogą być przypisane zarówno róŜne kategorie uŜytkowania jak i róŜne kategorie produkcji. W załączniku B normy PN-EN 1090-2 [N6], w pkt. B3 sformułowano procedurę ustalania klas wykonania obejmującą 3 kroki postępowania:

397
a) wybór klasy konsekwencji zniszczenia (CC), z uwzględnieniem potencjalnych konsekwencji zniszczenia elementu (katastrofy konstrukcji), w postaci strat ludzkich, ekonomicznych i związanych z degradacją środowiska (patrz PN-EN 1990);
b) określenie kategorii uŜytkowania (SC) oraz kategorii produkcji(PC), (patrz Tablica B.1 i B.2) (tabl. 6 i 7);
c) ustalenie, w zaleŜności od CC, SC i PC, klasy wykonania według tablicy B.3. Klasa wykonania ustala projektant w porozumieniu z zleceniodawcą robot, biorąc pod
uwagę krajowe przepisy techniczno-budowlane. W tym procesie decyzyjnym poŜądane są opinie ze strony kierownika projektu i wykonawcy konstrukcji, w kontekście uregulowań obowiązujących w miejscu realizacji konstrukcji.
W Tablicy B.3 (tabl. 8) podano zaleŜności, jakie zaleca się brać pod uwagę przy ustalaniu klasy wykonania na podstawie określonej klasy konsekwencji oraz wybranych kategorii produkcji i uŜytkowania.
Tablica 6. Kryteria oceny kategorii uŜytkowania wg PN-EN 1090-2 [N6]
Tablica B.1. Zalecane kryteria kategorii uŜytkowania [N6] Kategoria
uŜytkowania Kryteria
1 2
SC1
− Konstrukcje i elementy projektowane na oddziaływania przewaŜająco statyczne, np. budynki
− Konstrukcje, elementy i połączenia projektowane na oddziaływania sejsmiczne w rejonach niskiej aktywności sejsmicznej, gdy wymagana jest niska klasa ciągliwości DCL*
− Konstrukcje i elementy projektowane na oddziaływania zmęczeniowe od dźwignic klasy S0**
SC2
− Konstrukcje i elementy projektowane na oddziaływania zmęczeniowe wg EN 1993 (np. mosty drogowe i kolejowe, dźwignice klas od S1 do S9**, konstrukcje wraŜliwe na drgania wywołane wiatrem, tłumem lub maszynami wirnikowymi)
− Konstrukcje, elementy i połączenia projektowane na oddziaływania sejsmiczne w rejonach średniej i wysokiej aktywności sejsmicznej, gdy wymagana jest średnia lub wysoka klasa ciągliwości DCM* lub DCH*
* DCL, DCM, DCH (ductility classes) klasy ciągliwości wg EN 1998-1 ** Klasyfikacja oddziaływań zmęczeniowych od dźwignic-patrz EN 1991-3 i EN 13001-1

398
Tablica 7. Kryteria oceny kategorii produkcji wg PN-EN 1090-2 [N6] Tablica B.2. Zalecane kryteria kategorii produkcji [N6]
Kategoria produkcji
Kryteria
1 2
PC1 − Elementy niespawane, wykonane ze stali dowolnego gatunku − Elementy spawane, wykonane ze stali gatunków niŜszych niŜ S355
PC2
− Elementy spawane, wykonane ze stali gatunku S355 i wyŜszych − Elementy kluczowe dla integralności konstrukcji, scalane za pomocą
spawania na terenie budowy − Elementy formowane na gorąco lub poddawane obróbce termicznej
podczas wytwarzania − Elementy dźwigarów kratowych z rur okrągłych (CHS), które
wymagają profilowania końców Wymagana klasa (bądź klasy) wykonania konstrukcji lub jej części powinna być
określona w specyfikacji wykonawczej. JeŜeli klasa wykonania nie jest określona, to naleŜy przyjąć EXC2.
Tablica 8. Klasy wykonania EXC wg PN-EN 1090-2 [N6]
Tablica B.3. Zalecane zaleŜności przy ustalaniu klas wykonania [N6] Klasy konsekwencji
zniszczenia CC1 CC2 CC3
Kategoria uŜytkowania SC1 SC2 SC1 SC2 SC1 SC2 PC1 EXC1 EXC2 EXC2 EXC3 EXC3* EXC3* Kategorie
produkcji PC2 EXC2 EXC2 EXC2 EXC3 EXC3* EXC4 * W przypadku konstrukcji specjalnych w rozumieniu przepisów krajowych lub konstrukcji, których zniszczenie groziłoby ekstremalnymi konsekwencjami naleŜy stosować klasę EXC4
4.2. Wymagania jakości konstrukcji stalowych
Zgodnie z normami polskimi [N2] zarówno wykonawca jak i producent konstrukcji
stalowych są zobowiązani do zapewnienia określonej w projekcie jakości poprzez zastosowanie właściwych materiałów, metod wytwarzania i montaŜu oraz nadzoru technicznego i kontroli. Stalowe konstrukcje budowlane mogą być wytwarzane i montowane zaleŜnie od klasy konstrukcji określonej w tablicy x, tylko przez wykonawców mających zakładowy system jakości i zakwalifikowanych do I lub II grupy zakładów wg PN-87/M-69009 [N11]. Producenci konstrukcji zaliczeni do III grupy wg [N2] mogą wytwarzać tylko elementy niespawane lub elementy spawane, ale nie przenoszące obciąŜeń.
Norma PN-EN 1990 [N7], pkt. 2.5 określa zasady zarządzania jakością W celu wykonania konstrukcji, odpowiadającej wymaganiom i załoŜeniom przyjętym w projekcie, zaleca się podjęcie odpowiednich środków zarządzania jakości. Środki te obejmują:
− określenie wymagań niezawodności, − środki organizacyjne, − kontrole w stadium projektowania, wykonania i utrzymania.

399
Zasady kontrolowania procesu projektowania przedstawiono w punkcie 3.9, wykonania w pkt. 4.3. Do podstawowych elementów procesów kontroli naleŜą procedury systemu oceny zgodności, przedstawione w Załączniku ZA.2.1 [N5]: Tablica 9. System oceny zgodności stalowych wyrobów i elementów konstrukcyjnych [N5]
Tablica ZA.2. System oceny zgodności stalowych lub aluminiowych elementów konstrukcyjnych [N5]
Wyrób Przeznaczenie Poziom lub klasy System oceny
zgodności Stalowe lub aluminiowe elementy konstrukcyjne
Elementy konstrukcyjne we wszystkich rodzajach konstrukcji
2+
System 2+: Patrz CPD Załącznik III.2 (ii). Postępowanie podstawowe to certyfikacja zakładowej kontroli produkcji przez jednostkę notyfikowaną na podstawie wstępnej inspekcji zakładu i zakładowej kontroli produkcji oraz ciągłego nadzoru, oceny i akceptacji zakładowej kontroli produkcji.
W tablicy ZA.2 przedstawiono system oceny zgodności stalowych lub aluminiowych
elementów konstrukcyjnych na podstawie mandatu M/120 II „Metalowe wyroby konstrukcyjne i wyroby pomocnicze”, którego wymagania zostały opisane w Tablicy ZA1. System ten jest zgodny z decyzją Komisj 98/214/WE zmieniona decyzją 01/596/WE, jak podano w Załącznku 3 do mandatu ”Metalowe wyroby konstrukcyjne”. Podział zadań przy ocenie zgodności elementów konstrukcyjnych pomiędzy producenta i jednostkę certyfikującą przedstawiono w tablicy 10.
Tablica 10. Podział zadań przy ocenie zgodności stalowych elementów konstrukcyjnych Zadania Treść zadania
Wstępne badanie typu
Zakładowa kontrola produkcji
Odpowiednie parametry odnoszące się do właściwości podanych w tablicy 11
Zadania producenta
Próby, badania i kontrola w wytworni Odpowiednie właściwości wg tablicy 11
- wstępnej inspekcji zakładu i FPC Zadania jednostki
certyfikującej
Certyfikacja FPC przez jednostkę notyfikowaną na podstawie:
- ciągłego nadzoru, oceny i aprobaty FPC
Odpowiednie parametry odnoszące się do właściwości podanych w tablicy 11
FPC: zakładowa kontrola produkcji (factory production kontrol)

400
Tablica 11. Właściwości elementów konstrukcyjnych uwzględniane w ocenie zgodności [3] Właściwości Metody oceny
1 2 Tolerancje wymiarów i kształtów
Kontrola badania według PN-EN 1090-2
Spawalność Sprawdzenie dokumentów kontroli pod względem zgodności z wymaganiami wyspecyfikowanymi dla wyrobu konstrukcyjnego.
Odporność na kruche pękanie, odporność na uderzenia
Sprawdzenie dokumentów kontroli pod względem zgodności z wymaganiami wyspecyfikowanymi dla wyrobu konstrukcyjnego.
Nośność
Obliczenia według odpowiedniej części PN-EN 1993 lub badania konstrukcji według właściwej Europejskiej Specyfikacji technicznej Wytwarzanie według specyfikacji elementu i PN-EN 1090-2
Wytrzymałość zmęczeniowa
Obliczenia według odpowiedniej części PN-EN 1993 Wytwarzanie według specyfikacji elementu i PN-EN 1090-2
Odporność ogniowa
Obliczenia według PN-EN 1993, PN-EN 1994 dla właściwości R lub badanie i klasyfikacja zgodne z PN-EN 13501-2 dla właściwości R, E i/lub M Wytwarzanie według specyfikacji elementu i PN-EN 1090-2
Reakcja na ogień Sprawdzanie składników powłok zgodnie z PN-EN 13501-1 Substancje niebezpieczne
Sprawdzenie zgodności wyrobów konstrukcyjnych z Normami Europejskimi
Trwałość Sprawdzenie przygotowana powierzchni zgodnie ze specyfikacja elementu.
W tablicy 11 zestawiono właściwości elementów konstrukcyjnych podlegające kontroli
w ramach sytemu oceny zgodności oraz metody oceny zgodności. Producent wyrobu, wytwarzanego w ramach technologii certyfikowanej, będzie upowaŜniony do sporządzania deklaracji zgodności i oznakowania CE oraz do wprowadzania (dostawy) wyrobu na rynek.
4.3. Kontrola procesu realizacji
W dawnych czasach nadzór nad kontrolą jakości robot budowlanych prowadzony był
przez inspektorów nadzoru inwestorskiego lub firm specjalistycznych. Po wprowadzeniu systemu ISO odpowiedzialność za kontrolę jakości przejęły przedsiębiorstwa wykonawcze, które taki system wdroŜyły. W praktyce okazało się, Ŝe system chrakteryzujący się brakiem kontroli zewnętrznej nie zawsze zapewnia właściwy poziom jakości. Niezbędny jest nadzór ze strony inwestora, a konstrukcje wymagające wyŜszego poziomu niezawodności powinny mieć zapewnioną dodatkową kontrolę zewnętrzną. Zgodnie z normą PN-EN 1990 [N7] konstrukcje klasy EX3 i EX4 wymagają kontroli zaostrzonej lub specjalistycznej. Zakres i sposób kontroli powinien być szczegółowo określony w planie jakości. Dodatkowa kontrola moŜe mieć charakter ogólny i obejmować całość procesu realizacji albo dotyczyć wybranych procesów technologicznych lub elementów konstrukcji. W normie PN-EN 1990 [N7] przedstawiono trzy poziomy inspekcji (IL – Inspection Levels). Poziomy inspekcji mogą być powiązane z klasami zarządzania jakością, wybranymi i wdroŜonymi za pomocą odpowiednich środków zarządzania jakością. Patrz punkt 2.5.

401
Zakres prowadzenia kontroli zewnętrznej oraz odbiorów inwestorskich na wytwórni uzaleŜniony jest od stopnia realizowanej prefabrykacji. W ogólnym przypadku kontrole / odbiory powinny być przeprowadzone po wykonaniu: − szczepiania poszczególnych pozycji w elementy, − prac spawalniczych oraz potwierdzeniu ich jakości i prawidłowości wynikami badań
NDT, − montaŜu próbnego, − zabezpieczenia antykorozyjnego.
Tablica 12. Poziomy inspekcji [N7]
Tablica B5. Poziomy inspekcji (IL) [N7] Poziom inspekcji Charakterystyka Wymagania
1 2 3 IL3
odniesiony do RC3 Inspekcja zaostrzona Inspekcja przez stronę trzecią
IL2 odniesiony do RC2
Inspekcja normalna Inspekcja zgodna z procedurami jednostki wykonawczej
IL1 odniesiony do RC1
Inspekcja normalna Autoinspekcja
W ramach czynności kontrolnych naleŜy równieŜ uwzględnić wykonywanie powierzchni
referencyjnych na powłokach zabezpieczenia antykorozyjnego. Norma PN-EN 1090-1 [N5], w pkt. 6.3 określa zasady organizacji zakładowej kontroli
produkcji. Producent powinien ustanowić i utrzymywać udokumentowany system zakładowej kontroli produkcji (FPC), w sposób zapewniający, Ŝe produkty dostarczane na rynek są zgodne z zadeklarowaną charakterystyką. System FPC powinien zawierać pisemne procedury, regularnych kontroli oraz badań i/lub ocen, a takŜe wykorzystania wyników do kontroli wyrobów konstrukcyjnych w elementach, wyposaŜenia i procesu produkcyjnego elementu.
Kontrola prac wytwórczo – montaŜowych na placu budowy prowadzona jest ze strony wykonawcy przez kierownika budowy wraz z podległymi mu słuŜbami oraz przez inspektora nadzoru inwestorskiego, jako przedstawiciela inwestora na budowie. Kierownik budowy ma obowiązek zgłaszać kaŜdorazowo, w trakcie postępu prac, wykonanie wszelkich prac podlegających zakryciu, celem przeprowadzenia ich kontroli przez inspektora. W przypadku konstrukcji stalowych istotnymi elementami takiej kontrolą jest zakończenie jednych i rozpoczęcie kolejnych etapów realizacji. W ramach kontroli prac na placu budowy naleŜy przeprowadzić sprawdzenie: − poprawności wytyczenia obiektu, − usytuowania osi łoŜysk i śrub kotwiących, − nośnych rusztowań montaŜowych, − geometrii konstrukcji w trakcie realizacji prac montaŜowych, przed spawaniem styków, − ustawienia elementów do spawania, − jakości połączeń spawanych wykonywanych na budowie, − jakości wykonania śrubowych połączeń spręŜanych pomiędzy elementami, − jakości wszelkich prac ulegających zakryciu, − jakości prac antykorozyjnych wykonywanych na budowie, − geometrii konstrukcji po pracach montaŜowych,
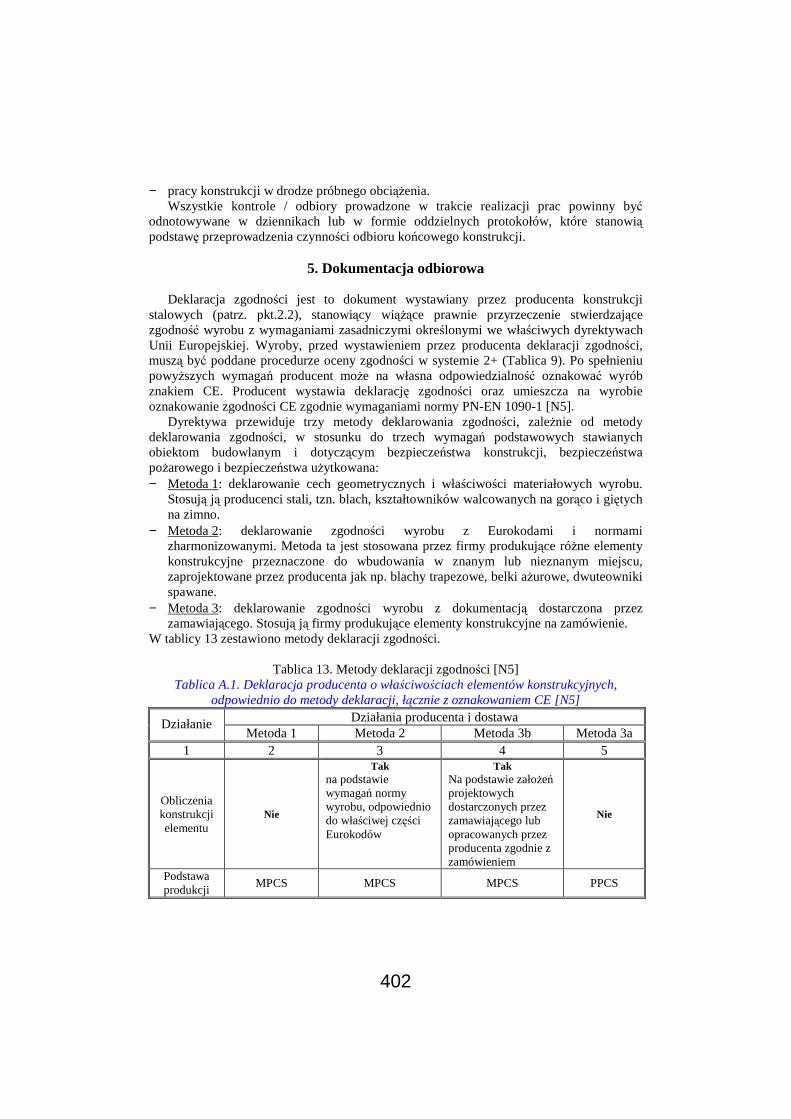
402
− pracy konstrukcji w drodze próbnego obciąŜenia. Wszystkie kontrole / odbiory prowadzone w trakcie realizacji prac powinny być
odnotowywane w dziennikach lub w formie oddzielnych protokołów, które stanowią podstawę przeprowadzenia czynności odbioru końcowego konstrukcji.
5. Dokumentacja odbiorowa Deklaracja zgodności jest to dokument wystawiany przez producenta konstrukcji
stalowych (patrz. pkt.2.2), stanowiący wiąŜące prawnie przyrzeczenie stwierdzające zgodność wyrobu z wymaganiami zasadniczymi określonymi we właściwych dyrektywach Unii Europejskiej. Wyroby, przed wystawieniem przez producenta deklaracji zgodności, muszą być poddane procedurze oceny zgodności w systemie 2+ (Tablica 9). Po spełnieniu powyŜszych wymagań producent moŜe na własna odpowiedzialność oznakować wyrób znakiem CE. Producent wystawia deklarację zgodności oraz umieszcza na wyrobie oznakowanie zgodności CE zgodnie wymaganiami normy PN-EN 1090-1 [N5].
Dyrektywa przewiduje trzy metody deklarowania zgodności, zaleŜnie od metody deklarowania zgodności, w stosunku do trzech wymagań podstawowych stawianych obiektom budowlanym i dotyczącym bezpieczeństwa konstrukcji, bezpieczeństwa poŜarowego i bezpieczeństwa uŜytkowana: − Metoda 1: deklarowanie cech geometrycznych i właściwości materiałowych wyrobu.
Stosują ją producenci stali, tzn. blach, kształtowników walcowanych na gorąco i giętych na zimno.
− Metoda 2: deklarowanie zgodności wyrobu z Eurokodami i normami zharmonizowanymi. Metoda ta jest stosowana przez firmy produkujące róŜne elementy konstrukcyjne przeznaczone do wbudowania w znanym lub nieznanym miejscu, zaprojektowane przez producenta jak np. blachy trapezowe, belki aŜurowe, dwuteowniki spawane.
− Metoda 3: deklarowanie zgodności wyrobu z dokumentacją dostarczona przez zamawiającego. Stosują ją firmy produkujące elementy konstrukcyjne na zamówienie.
W tablicy 13 zestawiono metody deklaracji zgodności.
Tablica 13. Metody deklaracji zgodności [N5] Tablica A.1. Deklaracja producenta o właściwościach elementów konstrukcyjnych,
odpowiednio do metody deklaracji, łącznie z oznakowaniem CE [N5] Działania producenta i dostawa Działanie
Metoda 1 Metoda 2 Metoda 3b Metoda 3a 1 2 3 4 5
Obliczenia konstrukcji elementu
Nie
Tak na podstawie wymagań normy wyrobu, odpowiednio do właściwej części Eurokodów
Tak Na podstawie załoŜeń projektowych dostarczonych przez zamawiającego lub opracowanych przez producenta zgodnie z zamówieniem
Nie
Podstawa produkcji
MPCS MPCS MPCS PPCS

403
cd. tablicy 13. Metody deklaracji zgodności [N5] cd. tablicy A.1. Deklaracja producenta o właściwościach elementów konstrukcyjnych,
odpowiednio do metody deklaracji, łącznie z oznakowaniem CE [N5] 1 2 3 4 5
Deklaracja właściwości
elementu
Dane geometryczne i materiałowe, oraz informacje potrzebne innym do obliczeń i oceny konstrukcyjnej
Dostarczone elementy powinny być zgodne z niniejszą Normą Europejską w odniesieniu do odpowiednich części Eurokodów, przy wartościach wytrzymałości charakterystycznych lub obliczeniowych
Element dostarczony powinien być zgodny z MPCS i z zamówieniem
Element dostarczony powinien być zgodny z PPCS
Deklaracja producenta o zgodności ze specyfikacją elementu nie obejmuje aspektów
projektu, które nie są rozstrzygane przez producenta, ani tez nie potwierdza, Ŝe zostały one prawidłowo uwzględnione w specyfikacji.
Wyrób podlegający ocenie zgodności nieposiadający deklaracji zgodności, nie moŜe być wprowadzony do obrotu lub oddany do uŜytkowania na terytorium Unii Europejskiej. Istotnym elementem zapewnienia niezawodności obiektu budowlanego jest stosowanie odpowiednich procedur nadzoru i kontroli w całym procesie budowlanym, a takŜe w czasie całego okresu uŜytkowania obiektu. MoŜliwe są następujące sposoby prowadzenia kontroli: − autokontrola prowadzona przez osobę wykonującą daną pracę, − kontrola wewnętrzna prac prowadzona przez jednostkę wykonawczą (projektową lub
budowlaną) we własnym zakresie, zgodnie z ustalonymi w danej firmie procedurami lub systemem jakości,
− kontrola zewnętrzna prac prowadzona przez niezaleŜne od jednostki wykonawczej osoby lub jednostki (projektowe, kontrolne lub badawcze) zgodnie z ustalonymi procedurami,
− kontrole zgodności materiałów lub wyrobów wykonywane w ramach kontroli wewnętrznych lub zewnętrznych, zgodnie z właściwymi procedurami kontroli jakości. Zalecany w normie PN-EN 1990 sposób kontroli procesów projektowania, wytwarzania
i montaŜu, zaleŜnie od klasy niezawodności konstrukcji, uzupełniony o klasy wykonania, przedstawiono w tablicy 3.
Bibliografia
[1] Bródka J., Broniewicz M.: Projektowanie konstrukcji stalowych według Eurokodów.
PWT, Rzeszów 2010. [2] Cichocki J.: Część rysunkowa projektu. Poradnik projektanta konstrukcji
metalowych. Cz.1. Praca zbiorowa pod kierunkiem W. Boguckiego. Arkady 1980. [3] Czechowski A., Łaguna J.: Nowe zasady i wymagania normatywne dotyczące
wytwarzania i wprowadzania na rynek europejski metalowych elementów konstrukcyjnych. Konstrukcje Stalowe, Nr 5/2009, str. 26÷30.
[4] Czerkas K., Urbańska-Galewska E.: O wymiarowaniu rysunków w aspekcie technologii wytwarzania konstrukcji. InŜynieria i Budownictwo, nr 11, s. 423-425, 1985.

404
[5] Karpezo Z., Łaguna J.: Systemy kontroli procesu budowlanego konstrukcji metalowych według wymagań europejskich. Konstrukcje Stalowe, Nr 3/2010, str.34÷37.
[6] Urbańska-Galewska E.: O potrzebie uwzględniania tolerancji wybranych wymiarów na rysunkach konstrukcji stalowych. InŜynieria i Budownictwo, nr 6, s. 346-348, 2001.
[7] Urbańska-Galewska E.: Tolerancje w budowlanych konstrukcjach stalowych łączonych na śruby. Monografia nr 59, Wydawnictwo Politechniki Gdańskiej, Gdańsk 2005, s. 147, poz. bibl. 237, rys.80, tabl.20.
Normy, instrukcje i wytyczne
[N1] Dyrektywa Rady z dnia 21 grudnia 1988 r. w sprawie zbliŜenia przepisów
ustawowych, wykonawczych i administracyjnych Państw Członkowskich odnoszących się do wyrobów budowlanych 89/106/EWG (Dz. Urz. WE L 40/12 z 11.2.1989)
[N2] PN-B-06200:2002 Konstrukcje stalowe budowlane -- Warunki wykonania i odbioru -- Wymagania podstawowe
[N3] PN-EN ISO 5261:2002 Rysunek techniczny -- Przedstawianie uproszczone prętów i kształtowników
[N4] PN-EN ISO 6284:2001 Rysunek budowlany -- Oznaczanie odchyłek granicznych [N5] PN-EN 1090-1:2010 Wykonanie konstrukcji stalowych i aluminiowych -- Część 1:
Zasady oceny zgodności elementów konstrukcyjnych [N6] PN-EN 1090-2:2009 Wykonanie konstrukcji stalowych i aluminiowych -- Część 2:
Wymagania techniczne dotyczące konstrukcji stalowych [N7] PN-EN 1990:2004 Eurokod -- Podstawy projektowania konstrukcji [N8] PN-EN 22553:1997 Rysunek techniczny -- Połączenia spawane, zgrzewane i
lutowane -- Umowne przedstawianie na rysunkach [N9] PN-ISO 8991:1996 System oznaczeń części złącznych [N10] PN-M-01143:1982 Rysunek techniczny maszynowy -- Wymiarowanie -- Zasady
wynikające z potrzeb konstrukcyjnych i technologicznych [N11] PN-M-69009:1987 Spawalnictwo -- Zakłady stosujące procesy spawalnicze --
Podział [N12] Rozporządzenie Ministra Infrastruktury z dnia 3 lipca 2003 r. w sprawie
szczegółowego zakresu i formy projektu budowlanego (Dz.U. z 2003 r. Nr 120, poz. 1133)
[N13] Rozporządzenie Ministra Infrastruktury z dnia 2 września 2004 r. w sprawie szczegółowego zakresu i formy dokumentacji projektowej, specyfikacji technicznych wykonania i odbioru robót budowlanych oraz programu funkcjonalno-uŜytkowego (Dz.U. z 2004 r. Nr 202, poz. 2072)
[N14] Rozporządzenie nr 2195/2002 Parlamentu Europejskiego i Rady z dnia 5 listopada 2002 r. w sprawie Wspólnego Słownika Zamówień (Dz. Urz. WE L340/1 z16.12.2002)
[N15] Ustawa o systemie oceny zgodności z dnia 30 sierpnia 2002 r. (Dz.U. z 2002 r. Nr 166, poz. 1360)
[N16] Ustawa Prawo Budowlane z dnia 7 lipca 1994 r. (Dz.U. z 1994 r. Nr 89, poz. 414) [N17] Ustawa Prawo Zamówień Publicznych z dnia 29 stycznia 2004 r. – (Dz.U. 2004 r. Nr
19, poz. 177)

405
[N18] Ustawa o wyrobach budowlanych z dnia 16 kwietnia 2004 r. (Dz.U. z 2004 r. Nr 92, poz. 881)
Materiały reklamowe
[M1] Materiały reklamowe firmy AceCad Software [M2] Materiały reklamowe firmy BOCAD Polska sp. z o.o. [M3] Materiały reklamowe firmy TEKLA Structures

406