5.2. decuparea !;>i perforareaold.unitbv.ro/portals/15/admitere/2017/bibliografiemaster/ipfa/4...
TRANSCRIPT

5.2. DECUPAREA !;>I PERFORAREA
Dccuparca �i perforarea sint operatii de taiere dupa contur inchis prin care se obtin piese plane de diferite forme.
Dimensiunile de gabarit ale pieselor care se pot obtine prin decupare sau perforare variaza de la citiva milimetri pina la citiva metri, iar grosimea tablei din care se �tanteaza piesele ajunge pina la 20 ... 25 mm. 1.imitele inferioare ale dimensiunilor pieselor depind de constructia celei mai mici �tante posibile, iar limitele superioare ale acestora sint in functie de forta de presare �i dimensiunile de gabarit ale utilajelor existente in dotarea intreprinderii. Insa, ca urrnare a aparitiei �i extinderii la scara industriala a diverselor procedee moderne de prelucrare, limitele dimensiunilor pieselor obtinute cu ajutorul utilajelor clasice pot fi cu mult depa�ite; laserul �i electroeroziunea
85
fac posibila prelucrarea orificiilor �ubmilimetrice, iar. in�talatii!e .. spcci�le . deprelucrare cu energii �i viteze man (v. 5.8) nu pun rnca cond1tn restrictive dimensiunilor maximc de gabarit ale pieselor de prelucrat.
5.2.1. l'ROCESUL DECUP.'\IUl-l'ERFORARIJ
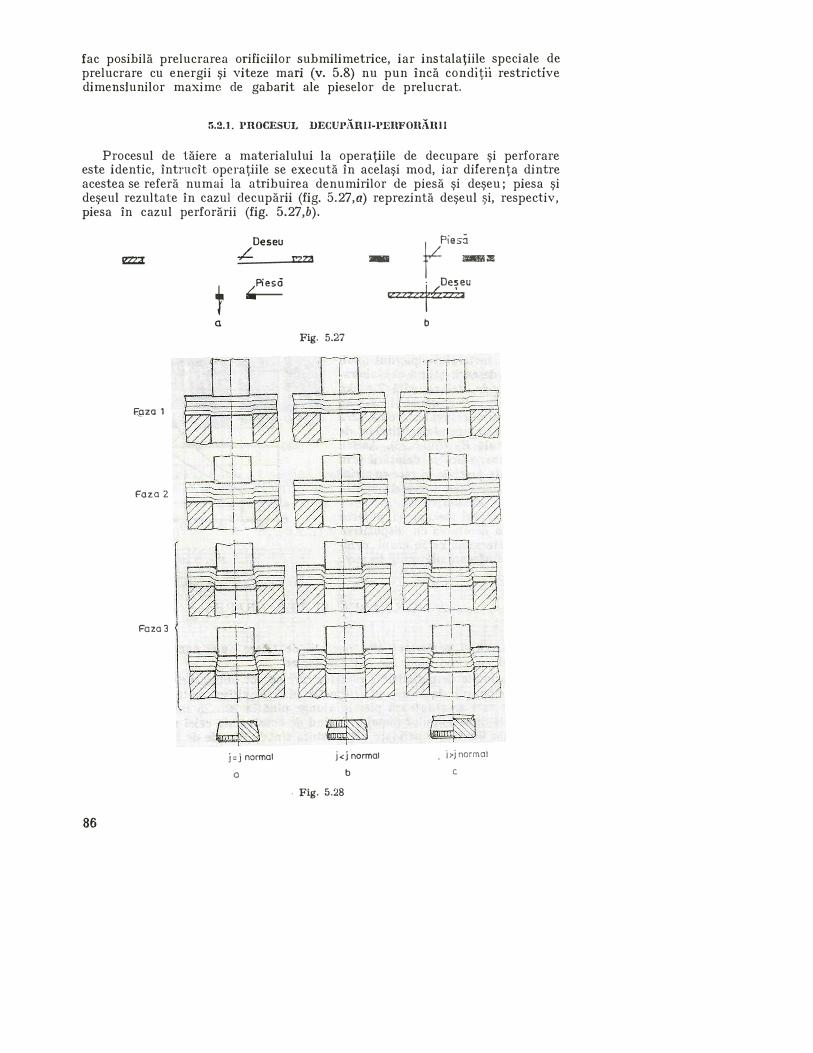
Procesul de taiere a materialului la operatiile de decupare �i perforare este identic, intrncit operatiile se executa in acela�i mod, iar diferen�a dint.re acestea se refera numai la atribuirea denumirilor de piesa �i de�eu; piesa �i de�eul rezultate in cazul decuparii (fig. 5.27,a) reprezinta de�eul �i, respect.iv, piesa in cazul perforarii (fig. 5.27,b).
vzza
F-gza 1
Faza 2
Faza3
86
Deseu /, ezza
Piesa
-e I/ nee+
t (Pieso · Deseu
vzzzzzt6zzia
a
i=i normal
0
Fig. 5.27
j.cj normal
b
. Fig. 5.28
b
. i>i normal
C

Poansonul l}i p1aca ti'iietoare ale l}tantelor de decupare-perforare reprezinta nil}te cutite de forma inchisa cu muchiile taietoare conjugate. ln consecinta, procesul decuparii-perforarii pieselor din tabla este analog cu procesul de taiere a tablelor cu foarfece sau cu l}tante (v. 4.1).
La operatiile de decupare-perforare se disting, ca l}i in cazul celorlalte operatii de taiere, trei faze ale procesului de forfecare dupa cum urmeaza (fig. 5.28):
1) faza elastic a in care semifabricatul este comprimat §i indoit putinin cavitatea placii taietoare; tensiunile §i deformatiile din material nu depa§esc limitele elasticitatii;
2) faza plasiica in care poansonul patrunde in material, pe o anumitaadincime h:, provocind presarea acestuia in cavitatea placii taietoare cu o accentuata incovoiere �i intindere a fibrelor; deformatiile materialului devin permanente, iar tensiunile depa§esc limita de curgere §i cresc continuu astfel incit la sfir§itul acestei faze tensiunile din materialul aflat in apropierea muchiilor taietoare ale sculelor §tantei ajung la valoarea lor maxima corespunzatoare rezistentei la forfecare;
3) faza de forfecare in care se produc microfisuri §i a poi macrofisuri.Acestea apar intii la muchia taietoare a placii active, apoi la muchia taietoarc a poansonului §i se propaga in materialul semifabricatului pe directia planelor de alunecare dupa care are loc separarea piesei de semifabricat. Poansonul, dcplasindu-se in continuare, impinge piesa decupata (in cazul perforarii, del}cul) prin orificiul placii taietoare.
La prima §i la a doua faza ale procesului de decupare-perforare, viteza de patrundere a poansonului in material se mic�oreaza, iar odata cu iuceperea fazei a treia ne§te brusc, depal}ind viteza de regim, dupa care revine la valoarea normala (fig. 5.29). Concomitent cu cre�terea bruscii a vitezei de deplasare a bcrbecului, organele mobile ale presci lovcsc puternic in articulatii, ca
h 1-/--.i----...=--� 2 I\
� 1---'1.
I
\ --+----1-----1-,::'.l"'
� �h " 6 ' -� dep!osare<
1 eploso� � sore inc O ln aol --.....,,,__ -'=9,..,0_0
___.
.... _ 6.,.,.0.;::0�.:...__. 3-10�0-...::
cc.:::::--10..J.0
Fig. 5.29
urmare a jocului l}i arcuirii batiului presei, provocind acel zgomot caracteristic, nedorit, intilnit in sectiile de presarc la rece.
Conform diagramei prezentate in figura 5.29, procesul de �tantare, la
presele cu excentric sau cu manivcla, arc loc in domeniul 30° �ex �0° Aceasta
se explica prin faptul ca forta nominala F,. a preselor cu excentric sau cu
manivela este cea clczvoltata in momentul cind ex 30°. De aceea, reglarea �tantei pe prese se face astfel incit procesul de �tant,are sa inceapa atunci cind a� 30° (fig. 5.30). ' ln procesul de decupare-perforare cu o l}lanta la care jocul (v. 5.2.4.)dintre scule este normal, fisurile de forfecarc care apar la muchia taietoare a· poansonului coincid cu fisurile de forfecare care a par la muchia taietoare a pliicii active formincl o suprafata comuna de forfecare (fig. 5.28,a).
Cind jocul dintre sculele �tan�ei este mai mic decit eel normal (fig. 5.28,b), in special cind grosimea semifabricatului este mare, suprafetele de forfecare riu mai coincid ci se propaga paralel una fata de cealalta; portiunea inelara de material care se afla 111tre ce]c doua suprafete cste taiatii prin deplasarea in continuare a poansonului care provoaca noi fisuri de forfecare, iar piesa
87:
F
/
Fig. 5.31
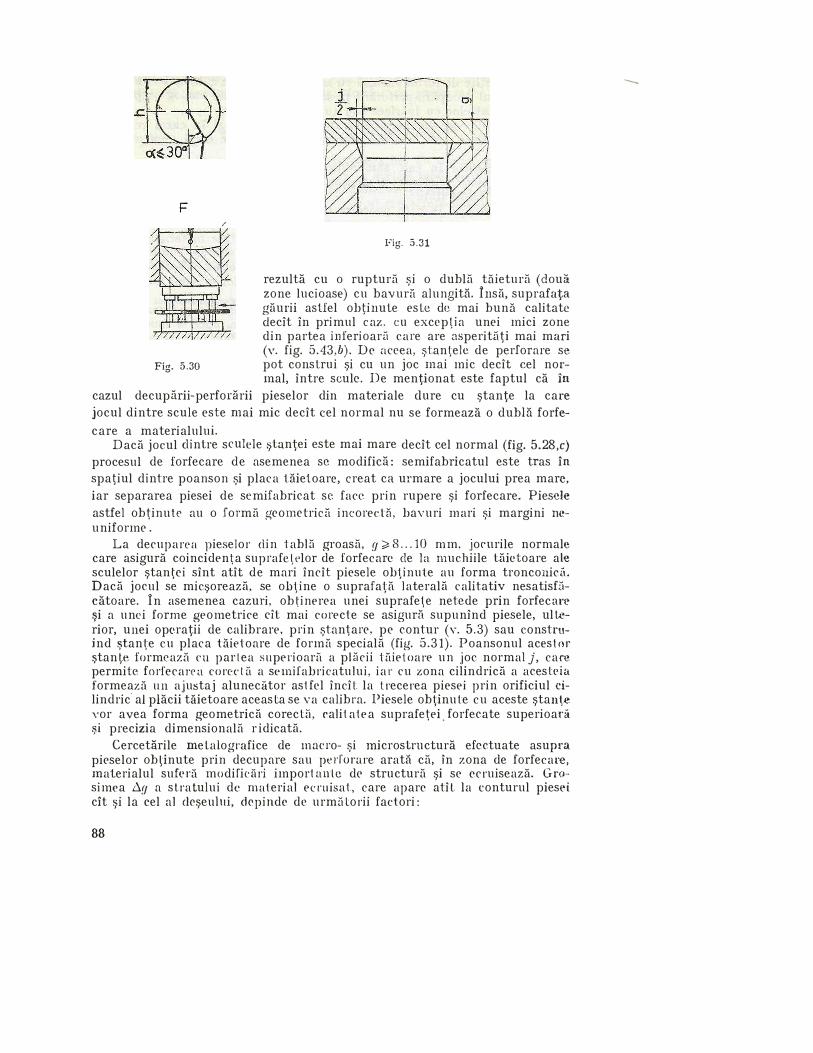
rezulta cu o ruptura �i o dubla t5ietura (doua zone lucioase) cu bavura alungit5. Insa, suprafata gaurii astfel obtinute esle de mai bun5 calitatc decit in primul caz. cu exceppa unei mici zone din partea inferioar5 care are asperituti mai mari (v. fig. 5 .43,b). De accea, �tantelc de perforare se
Fig. 5.30 pot construi �i cu un joc mai mic decit eel nor-mal, intre sculc. De mentionat este faptul ca in
cazul decupiirii-perforarii pieselor din materiale <lure cu �tante la care jocul dintre scule este mai mic decit eel normal nu se formeaza o dubHi forfecare a materialului.
Daca jocul clintre scule!e �tantei este mai mare decit eel normal (fig. 5.28,c) procesul de forfecare de asemenea se modificii: semifabricatul este tras in spatiul dintre poanson �i placa tiiietoare, creat ca urmare a jocului prea mare, iar separarea piesei de semifabricat se face prin rupere �i forfecare. Piesele astfel obtinutc au o forma gcornctrica incoreclii, bavuri rnari �i margini neuniforme.
La decuparca pieselor din tabla groasa, g): 8 ... 10 mm, jornrile normale care asigurii coincidenta suprafe\elor de forfecare de In muchiile taietoare ale sculelor �tantci sint atit de mari incit piesele obtinute au forma tronconic[1 . Daca jocul se mic;,oreaza, se obtine o suprafaP, Jaterala calitativ nesatisfacatoare. In asemenea cazuri, obtinerea unei suprafe1e netede prin forfecare �i a unci forme geometrice dt mai corecte se asigur5 supunind piesele, ul lerior, unei operatii de ealibrare, prin �tantare, pe contur (v. 5.3) sau construind �tante cu placa trtietoare de forma speciala (fig. 5.31). Poansonul acestor �tan�e formcazii rn parlea superioarii a placii taietoare un joc normal j, care permite forfecarra corerla a semifabricatului, iar cu zona cilindrica a acesteia formeazii un ajustaj alunecator astfel incit la trecerea piesei prin orificiul cilindric· al placii tiiietoare aceasta se va calibra. Piesele obtinute cu aceste �tante vor avea forma geometrica corectii, ca lit at ea suprafetei. forfecate superioarii �i precizia dimensionala r idicata.
Cercetiirile melalografice de macro- �i microstructura efcctuate asupra pieselor obtinute prin decupare sau perforare aratii ca, in zona de forfecare, materialul sufcrii modificiiri import::mlc de structura �i se ecruiseazii. Grosimea 11g a slratului de material ecruisat., care apare atil la conturul piesei cit ;;i la eel al de�euhti, depinde de urmi'itorii factori:
88
-
-
1) proprietatile mecanice �i structura initiala ale materialului semifabri-catului;
2) grosimea semifabricatului;3) valoarea jocului dintre sculele �tantei;4) calitatea muchiilor taietoare ale sculelor �tantei;5) viteza de �tan tare.Cind �tanta este corect proiectata �i executata �i bine intretinuta, gro
simea stratului de material ecruisat depinde de proprietatile mecanice ale materialului, grosimea semifabricatului �i, in special, de viteza de �tantare.
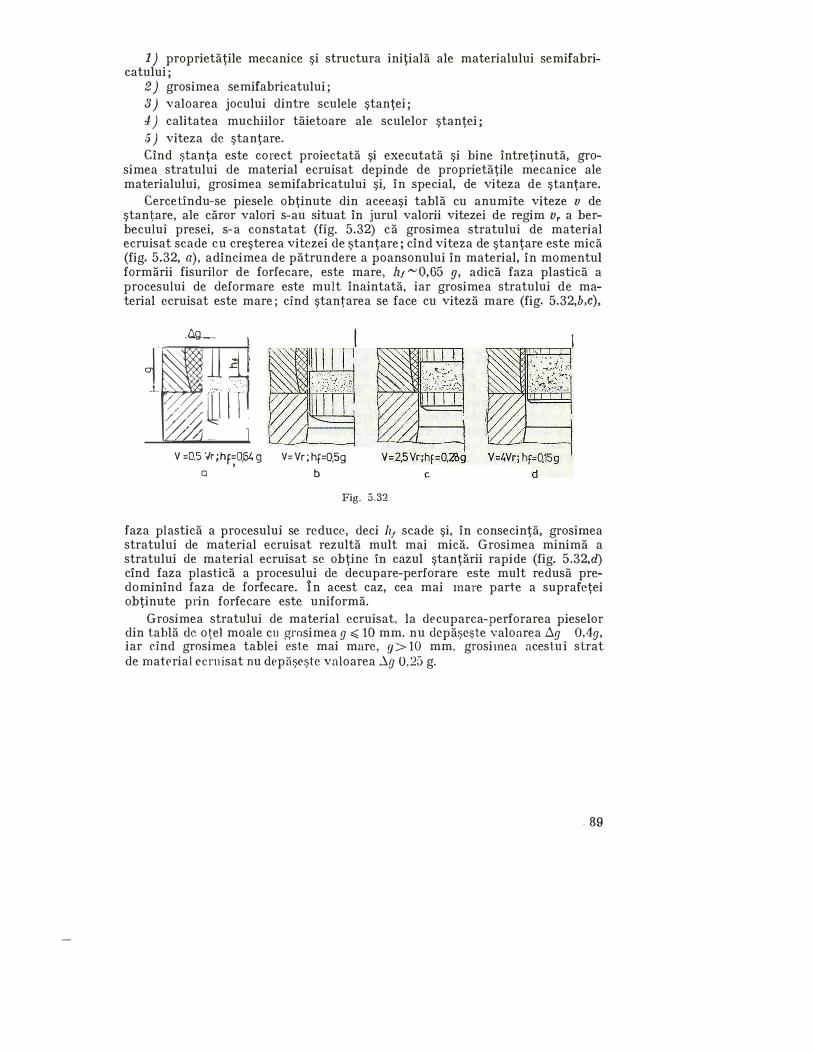
Cercetindu-se piesele obtinute din aceea�i tabla cu anumite viteze v de �tan-tare, ale caror valori s-au situat in jurul valorii vitezei de regim v, a berbecului presei, s-a constatat (fig. 5.32) ca grosimea stratului de material ecruisat scade cu cre�terea vitezei de i;;tantare; cind viteza de �tantare este mica (fig. 5.32, a), adincimea de patrundere a poansonului in material, in momentul formarii fisurilor de forfecare, este mare, h1 "'0,65 g, adica faza plastica a procesului de deformare este mult inaintata, iar grosimea stratului de material ecruisat este mare; cind �tantarea se face cu viteza mare (fig. 5.32,b,c),
� I
{lil1� 1/� -- I V =0,5 './r; hf=0,6L. g
'
a
V=Vr;hf=0,5g
b
I I
C:
Fig. 5.32
faza plastica a procesului se reduce, deci h1 scade �i, in consecinta, grosimea stratului de material ecruisat rezulta mult mai mica. Grosimea minima a stratului de material ecruisat se ohtine in cazul �tantarii rapide (fig. 5.32,d) cind faza plastica a procesului de decupare-perforare este mult redusa predominind faza de forfecare. In acest caz, cea mai mare parte a suprafctei ohtinute prin forfecare este uniforma.
Grosimea stratului de material ecruisat, la decuparca-perforarea pieselor din tabla de otel moale cu grosimea g � IO mm, nu clcpa�c�te valoarea D.g 0,4g, iar cincl grosimea tablei este mai mare, g> IO mm, grosimea acestui strat de material ccruisat nu depa�e�te valoarea D.g 0,25 g.
. 89
P .\ U T.l·'. A A T ll EI A
PROCEDEE DE MATRI'f ARF
6
lNDOIUEA
Tmloin·a PS le una clinln· ('Pie l1w.i raspindite opcratii de nrntrita.1f la rrce. Prin a1·easlft opl'rh\ie SP oh\jn piese diwrse din tabla sau din diferitc laminate profilate.
Opera \ia dr indoirc reprrzinta deformarea prin curharc a unei parti a semifabricalt:lui 111 iurul uuei anumilc a:x,c dc1mrniti1 axa de indoirc.
-In fun<'ti<' de di;�H'n1>iunilc �i forma pieselor de prelucrat, de profilul ini\ial al [iemifabricatului $i de volumul pro,ductiei, incloirea sc poate realiza cu ajut.on,I 1i1:it.ril.elor. ae(io11ale de prese, la ma$ini speciale de indo,ire $i la inslah,(ii speC'ialc rnannale san mecanizalc. 1ncloirca. piesdor de dimensiuni mici �i rnijlocii sc n•alizeazli, in majoritatca cazuri!or, .cu ajutorul matri-1elor: iar arcska sinl at'(iono.te de pres�' mceanicc (cu exct'niric, cu manivela ·$i cu f'ricl�t1nt') �i. mai rar, de prese hidraulice.
Pi<•sele ohtinute prin indoire la recc din tabla pol a\'C'a clifrritc profile(formr) atil in scc(iune tra11s\·t'rsalii dL �i 111 sectiunc longitudinala.
Grcsimca maxima a srmifahricalclor picselor de indoit poate ajungc pinala Yaloafra de 100 mm.
Prin indoirc sc pot confecti.ona atil picsr mctaliee cit �i pirsc nemelalice.Picself· 11rnwlalic(' eonfec(iirnate prin indoirc sc intilnesc rnai rar in industria cons! rnetoan· de ma�ini.
1i. l. l'HOCE:S-·t:L iNDOlH!I l'IESELO!�
Jn'doirea la rl'ce a pirselor· din lahla. san Ji11 altc laminate profilatc, rcprezinUi un pro('es cit cldormare cb;tico-plaslicli.
Y.rocesul Lehnologic de 111.doirc. a picsclor metalicc sc rcalizcaza pc seama ddorma\iilor n'man('nle, care apar in malcrial in timpul dcformarii.
Din punct de \Tdnc khnologic, se <:unosc doua cazuri de indoire: 1) indoirra tu n,,:'.i:t de curbur:1 mica ln·'<'nr:�. ii corespunde un grad rnarc
:de ddormare· plastic·[l a materia1uh.i.i;·· · ,.
2) indoirca CH raz:1 de curbura mare c·(trPia ii corespunde un ,grad micde .dcfonnnrc piaslit:1 a matcrialu,J11i ..

Tn induslria constructoarc de ma!jini, majoritalca piesdor sc excc11l1i cu raza mica de curbura.
La indoirca pieselor cu raza mica de curhura, tcnsiunilc !ji ddorma\iile 1111 sc conccnlrcaza sub muchia poansonului ci sc propagu pe o Jungiml' mare
a
b
r:
Fig. 6.1
a scmifahricatului cuprins intrc reazeme. adica inlrc umerii placii de indoire (fig. G. I). Curbura inlcrioara a semifabricalului, care apare la in<'l'putul indoirii. are o raza mai mare dedl raza cle rurb11rr1 a muchici poansonuh1i. A Lil raza de c·urh11rr1 cit !;ii hrn!ul de indoirc sc mic$oreaza lrrplat, ck la r1 la r, �i. rcspecti,·. de la /1 la lr. Semifabricatul, aYind o razi"t de curhura care sc• mic!jorcaz£1 continuu, se rcazema pe placa acti,·a a malri(ei de indoirc (Jig. IU, a), in doua pnnclc (de-a lungul a doua linii). iar la un momcnl dat (fig. (U. b) ajungc in contact c·u poanso1111l in trei punclt• (de-a lungul a lr<'i linii). La sfir!jilul c·ursci acliYc a bt'rbecului prcsci, rind arc Joe �i presarea putt'rnica de caliJm•, SC'mirahricalul ia rontnct complcL cu poansonul �i cu suprafc\ele phrnc acl iw ale plrtcii de indoire (fig. u.1. c).
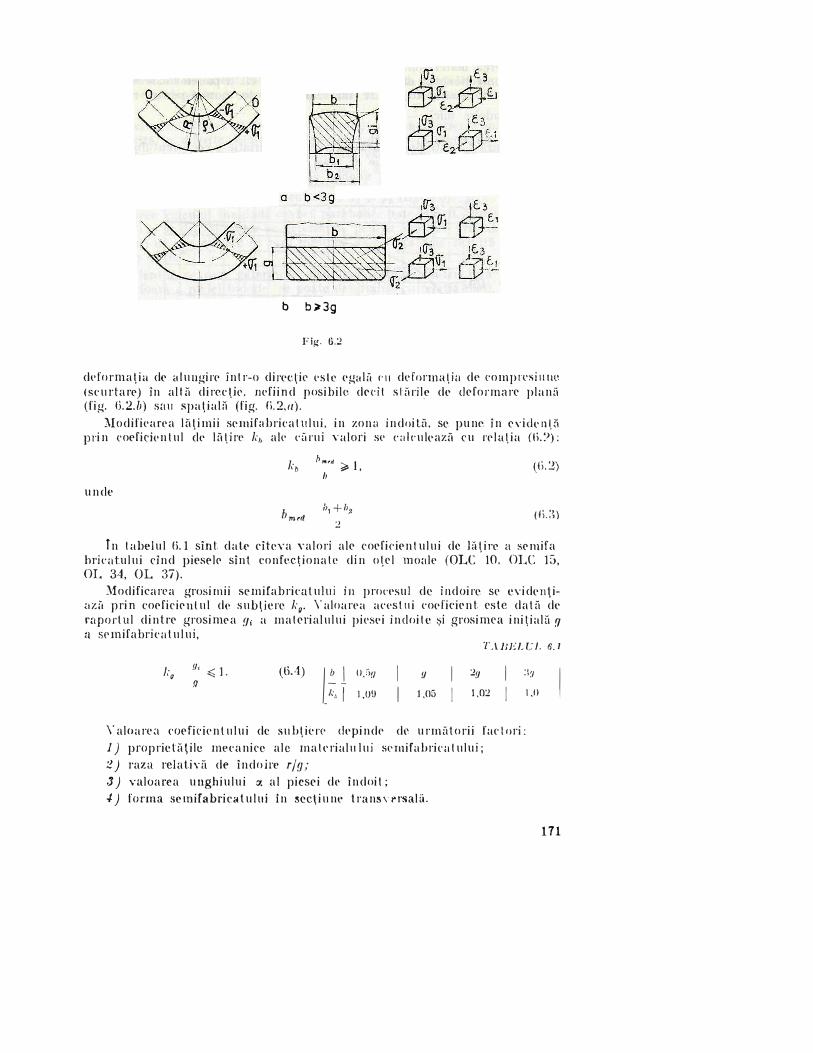
Procesul de ddorrn.m, St' realizeazr1 difcril pe ficcnrc parlc a semifabri<"nlului (fig. (:i.2). SlTalurile de metal situate spr<' inlcriornl piesci sc eomprimii in clirectie longiludinalii. d(•Ycnind mai s<'urlC',
�i se lnngcsc in direc\it' lrnnsYersala prnclucind. in anumile razuri. Jr1\iea piesei. Slralurile de metal siluatc spre cxt.c·riorul piesci sc intind in clin'dic longituclinala. producincl alungirca malerialuh1i. �i sr comprimi\ in dirrc·\it' LransYersal:1 Jarind srt cleYini:i posibil:1 inguslarca piesei. lntre slra-1urilt· (fibrrle) de metal intinsc �i celc comprimak se afla sLratul r1t'ulru 0-0 a cfrrui lungime eslc c•gala cu lungim<'a inj\iala a SC'llli[nhrfralului.
La incloirca pit•selor din semifabricale inguslc, b<Jy. are lol' o dcformurra1·cr11tuaLa n scqiunii Lransversale (fig. G.2.a). Accasla conslii in mic�orarca grosimii semifabricatului pe portiunca indoil[1. l:1\ir<'a sprc inle.riornl picsci iji inguslarca sprc cxtcriorul acesteia. cu formarca unei c:urhuri lrnnsYcrsalc Yizibile. A!;iadnr, in timpul indoirii, sec\iunea drC'plunghiularf1 a scmifabricat ului sc transform:1 inlr-un trapez deforrnal.
La indoirea picselor din semifabricatc late, c.:u lii(imea b �3g, arc loc. de
asement•a, o sub\icre a matcrialului, insa src\innC'a transYcrsalfr a scmifahricalului sc Jt'
forrn('azi:i foartc pu\in. ca urmare a rezislentei mai mari a malc
rialului can• sc• opunc dC'J'urm:r!iei (fig. (i.2.b) .. \�a sc explica faplul c:1 slarca de ll-nsiunp �i de ddormarc a nralcrialului. Ia indoirca pirselor din semirabrientc ingust1·, rind dcforma\iilr trans\'C'rsale SL' produc r<'lati,· n�or, ts!(• diferil.a de stnrca de lensinne �i de cl{'[ornrare cart' arc loe la indoirca pi{'sl'lur din semifabricate late.
Dupii cum sc ubscrvi:i din figura ti.2, conform lc•gii constan\ci Yo�umului rnaterialului inainle ;;i dupa dcforrnarea semifahricalului, cxprirnatr1 prin relatia gcneral:I (ti. I),
170
(6. I)
b bit3g
Fig. 6.2
ddorma\ia de ,duugire inlr-o dircqie ('Slc egr1l{1 rn ddorma(ia de comprt·sitt11c (scurtarc) in allii dircc(ie. nefiind posibilc drcil st[1ril.c de deformarc plani\ (fig. G.2.b) sa11 spa\iala (fig. G.2,a).
l\Iodifiearca lii!imii scmHahricalului, in zona indoiUi, sc pune in cvickn\.'i p rin coeficientul cl<' liiti rc k1, alP cf1rui valori sc• e:1kulcazii cu rcla!ia (15.'>):
ko I>,.,. >.: 1 ,,,.. 'b
(IL�)
uncle
bm,rt •\+", (Ii.:�)
:.l
fn labelul G.l sint date ritcva valori ale coeficientului de l:1\irc a scmifa hricatului cind piesclc sint confoctionatc din otcl moale (OLC 10, OLC 15, OL 34, OL 37).
Modificarca grosimii semifabricatuh1i i11 proecsul de indoirc sr cvidcntinza prin cocficic11lul de sub!icrc k
g. \'aloarca aeestui eoeficient cste da1i\ de
raportul dint.re grosimca {Ji a malerialului piesei incloilc �i grosimca initialii g n. semifabricatului,
'LlHJ;'L[;I. 6.1
J;g
fl, � ]. (H.4)
/ :.,, / O,:;y I I '2f! I :t:,
I g
g
I I J,09 1,05 I 1,0:l 1,IJ
\'aloarca coefieientului de suL\icre dcpindl' de urm[1torii faclori: 1) proprictf1\ile mecanicc ale matcrial11 lui S(•mifaLri('a l ului;2) raza relativa de indoirc r/g;
J) valoarea uughiului o; al picsei de indoit;,I.) fonna scmifabricatulni in scctiunc• transYrrsalii.
171

Subtierca materialnlui in proresul de indoire esle specifica atit piesrlor care se confectioneazii din semifabricate inguste cit �i pieselor care se conft ·rtionenza din semifabricale late, iar aceasta are Joe numai penlru raze rrl.1-tiYe de incloirc mici, ::._ � 5.
!n figura 6.3 .csle prezenlata diagrama de Yaria\ic a rocficienlului clc �uhticr<> a materialului in funcpc de raza rclatid de indoire a pieselor conf<·r· tionatc din otel moal<', tine! unghiul arestora are Yalnnrl'a cc=!l0° .
4,5 Jjlg
Fig. 6.3
Cine! drforma\iile ·plastice air malNialnlui sinl mici. C'azul indoirii pi ('St'lor <'ll ·razii de curburii lnarc, stralul nrutru al clrformatiilor ll'<'l'r prin ·mi jl11l'al grosimii pirsei (fig. 6.4). iar raza sa de curhurii sc calrukazii cu rcla\ia (11.:i1:
La indoirea picselor c·u raza· de curbura mica, drforma\iilc• remanenll' sinl.mari, iar stratul neutru al deforma(iilor sc deplaseazii sprc slralurilr cl1 · material comprimate (fig. (3.:"5). Ha�a cir curburi.'t a slralului ncul rn al clef ,rma\iilor, la indoirea pieselor din scmifa1nfratr cu sec(iunca dreplunghiuiari'i. sc dctermina cu relatia ((i.ti) sau rn rela\ia (_6.7):
p=r+:r0g,
p =kv(r +0,5k
gg),
Fig. 6.4 . I , Fig,. 6.5 .
( IJ, [j)
(6.7)
.,
i,
undc x0 este un coeficient care t,ine seama de pozitia stratului ncutru al deformatiilor �i depinde de aceia�i factori care dctermina �i subtierea mate1ialului.
!ntruc1t, la indoirea pieselor cu un anumit unghi, subtierea matcrialuluics1c cliferita in diferite sectiuni racliale, ajungind ca in sectiunea axiala sa fie maxima, raza stratului neutru elementar estc diferita in aceste sectiuni. Prin urrnare, la indoirea cu raze relative mici, stratul neutru al deforma�iiJor nu este un arc de cerc, cu o anumitrt raza, ci o curba de tipul parabolei cupri nsa intre douii arce de cerc cu raze le p1 �i p2 (fig. 6.5).
Deoarecc calculul lungimii curbei paraholice estc dificil, lungimea strat ului neutru al deformatiilor se determina, penlru scopuri practice, aproximindu-1 cu un arc de cerc cu raza minima, p p 1, a�a cum rezulta din rela[iile (6.6) �i (6.7).
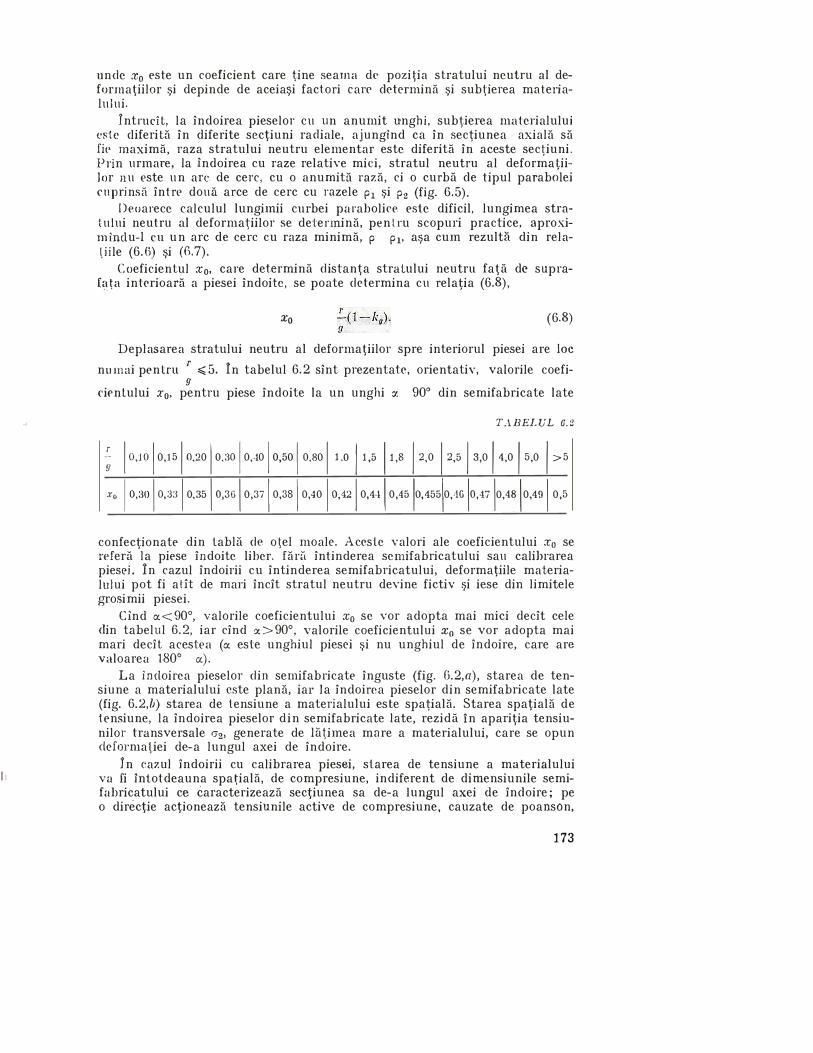
Coeficientul x0, care determina distanta stratului neutru fata de supraftita intcrioara a piesei indoite, se poate determina cu relatia (6.8),
Xo (6.8)
Deplasarea stratului neutru al deformatiilor spre interiorul piesei are Joe numai pcntru r �5. ln tabelul 6.2 sint prezentatc, orientativ, valorile coefi
u tienlului :r0, pentru piese indoite la un unghi (J. 90° din semifabricate late
TABELUL 6.2
: I O,JO I 0 ,15 10,20 I 0 ,30 I 0,40 I 0,50 I 0,80 11,0 11,5 11,8 12,0 12,5 13,0 1 4,0 1 5,0 I > 5
r0 I 0,30 I 0,3 :J I 0,35 10,361 0,371 0,38 1 0,40 I 0,42 1 0,44 1 0 ,45 10,45510,16 10,47 10,4� 10,49 10,5
confectionate din tabla de otel moale. Accstc valori ale coeficientului x0 se refera Ia piese indoitc lihcr. Iara intinderea scmifabricatului sau calihrarea piesei. In cazul indoirii cu intinderea semifabricatului, deformatiile materialului pot fi am de mari incit stratul neutru devine fictiv �i iese din limitele grosi mii piesei.
Cind a<90°, valorile coeficientului x0 sc vor adopta mai mici decit cele din tabelul 6.2, iar cind a>90° , valorile coeficientului x0 se vor adopta mai mari decit acestea (a este ungbiul piesei �i nu unghiul de indoire, care are valoarea 180° a).
La indoirca pieselor din semifabricate inguste (fig. G.2,a), starea de tensiune a materialului cste plana, iar Ia indoirea pieselor din semifabricate late (fig. 6.2,b) starea de tensiune a materialu!ui este spatiala. Starea spatiala de 1ensiune, la indoirea pieselor din semifabricate late, rezida in aparitia tensiunilor transversale a2, generate de 15.timea mare a materialului, care se opun deforma�iei de-a lungul axei de indoire.
1n cazul indoirii cu calibrarea piesei, starea de tensiune a materialului va fi intotdeauna spatiala, de compresiune, indiferent de dirnensiunile semifahric_atului ce caracterizeaza sectiunea sa de-a Iungul axei de indoire; pe o directie actioneaza tensiunile active de compresiune, cauzate de poanson,
173
7
A}IRUTISAUEA
7.1. DEFINI'fIE. CLASIFICARI
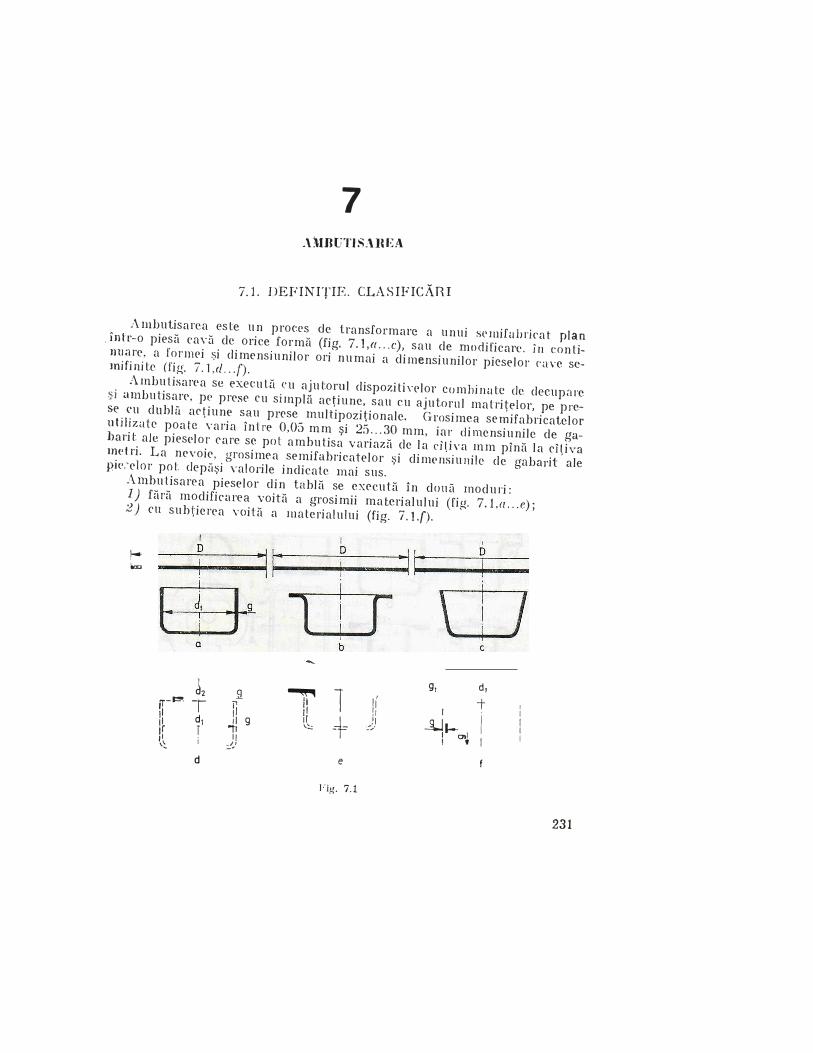
Ambutisarea este un proccs de transformarc a unui scmifabrirat plan.inlr-o piesa cavi.i de orice formi:i (fig. 7.1,a ... c), sau de modificarc. in continunrc, a formei )i dimensiunilor ori numai a dimensiunilor picselor cave scmifinite (fig. 7. 1,d .. .f). Ambutisarea se executi:i cu ajutorul dispozith·elor comhinate de decupare',-i ambutisare, pc prcse cu simpli:i actiune, sau cu ajutorul matritelor, pe prese cu dnbla actiune sau prese multipozitionale. G rosimea semifabricatclorutilizatc poate varia intre 0,05 mm !;ii 25 ... 30 mm, iar dimensiunilc de gabarit ale piesclor care se pot ambutisa variaza de la ci\iYa mm pina la ci!ivamclri. La ncvoic, grosimea semifabricatelor �i dimensiunilc de gabarit alepk.'clor pot dep5�i valorile indicate mai sus. Ambutisarea pieselor din tabla se exccuta in dona moduri: 1) fara modificarea voita a grosimii materialului (fig. 7.1,a ... e);2) CU subtierca YOita a materialului (fig. 7.1,n.
t
.__
12 91 d 1 g � l 1' t ;r- = T i' 'I ,1 I ii I
k- ni i I ',
!I+
1' 3- I ,, d1 g �� :) I !, I 11
I o, I I ,, ; 11 I ',: .!,'
d e f
r:ig. 7.1
231
a b
Fig. 7.2
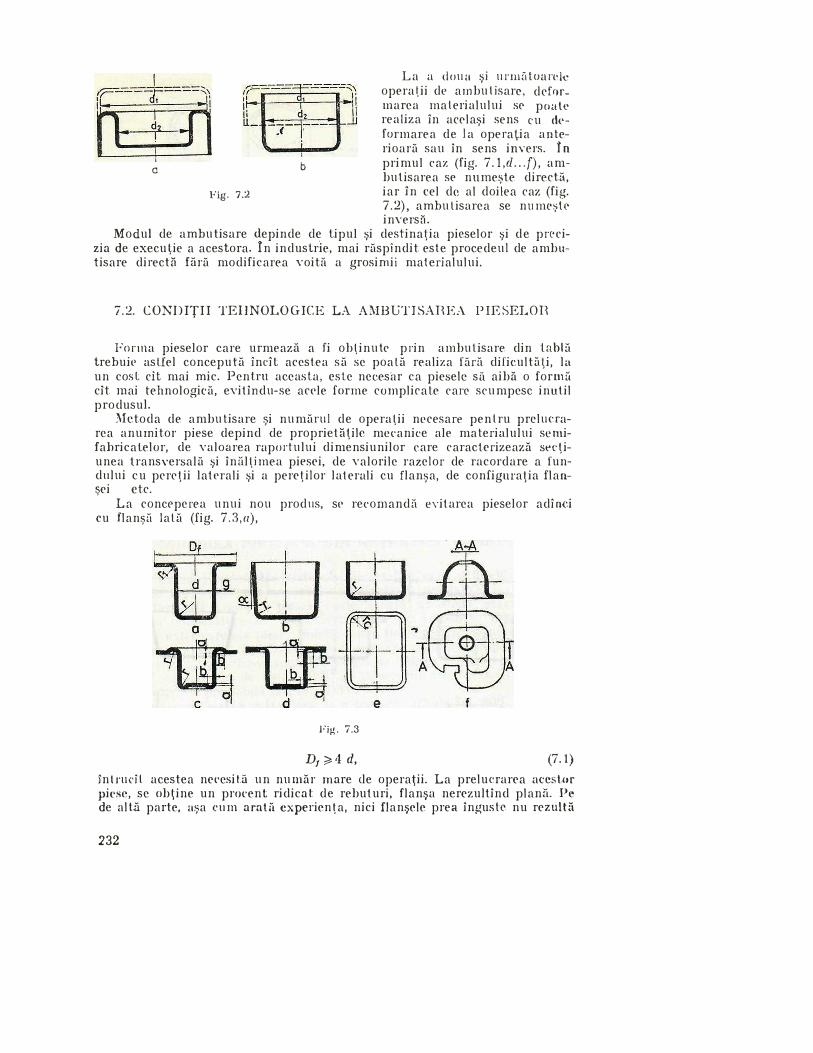
La a doua �i urm[tloarl'l\'. opera\ii de ambulisarc, dcfr>rmarca malerialului sc poatc realiza in accla�i sens cu ckformarea de la opera�ia anterioara sau in sens ill\·ers. In primul caz (fig. 7.1,d ... f), ambutisarea se nlllne�le directr1, iar in eel de al doilea caz (fig. 7.2), ambulisarca se numc�te in versa.
Modul de ambutisare depinde d� tipul �i destinatia pieselor �i de precizia de execu�ie a acestora. In induslrie, mai raspindit este procedeul de ambutisare directrl Hira modificarea voit[t a grosimii materialului.
7.2. CONDITII TEIINOLOGICE LA AMBuTISAHEA PIESELOH
f'onna pieselor care urmeazii a fi ob\inutc prin ambutisare din tabla trebuic aslfel conceputa incil accslea sa sc poala realiza farii dificult5.\i, la un cosL cit mai mic. Pcnlrn accasla, estc nccesar ca pieselc sii aiba o forma cit mai tehnologica, evitindu-se accle forme complicalc care scumpcsc inulil prod usu!.
Mctoda de ambutisare �i numarul de opera\ii nccesare penlru prclurrarca anurnitor piese depind de propriela1ile mecanice ale materialului scmifabricalelor, de valoarea raportului dimensiunilor care caractcrizeaza sc-c\iunea lransversala �i inlil\imea piesci, de valorilc razclor de racordare a fundului cu pcrc\ii latrrali �i a perc\"ilor lalerali cu flan�a. de configura\ia flan-�ci etc.
La conccpcrea unui nou produs, se recomandii eYitarca pieselor adinci ru flan�a !ala (fig. 7.3,a),
Fig. 7.3
D1
�4 d, (7.1) inlrucil acestea nc(·csiU:i un nurnar mare cle operatii. La prelucrarca accslor picsc, sc obtine un procent ridicat de rebuturi, flan�a nerczullind planii. Pe de alla parte, a�a cum arnla expericn!a, nici flan�clc prea ingustc nu rczultii
232
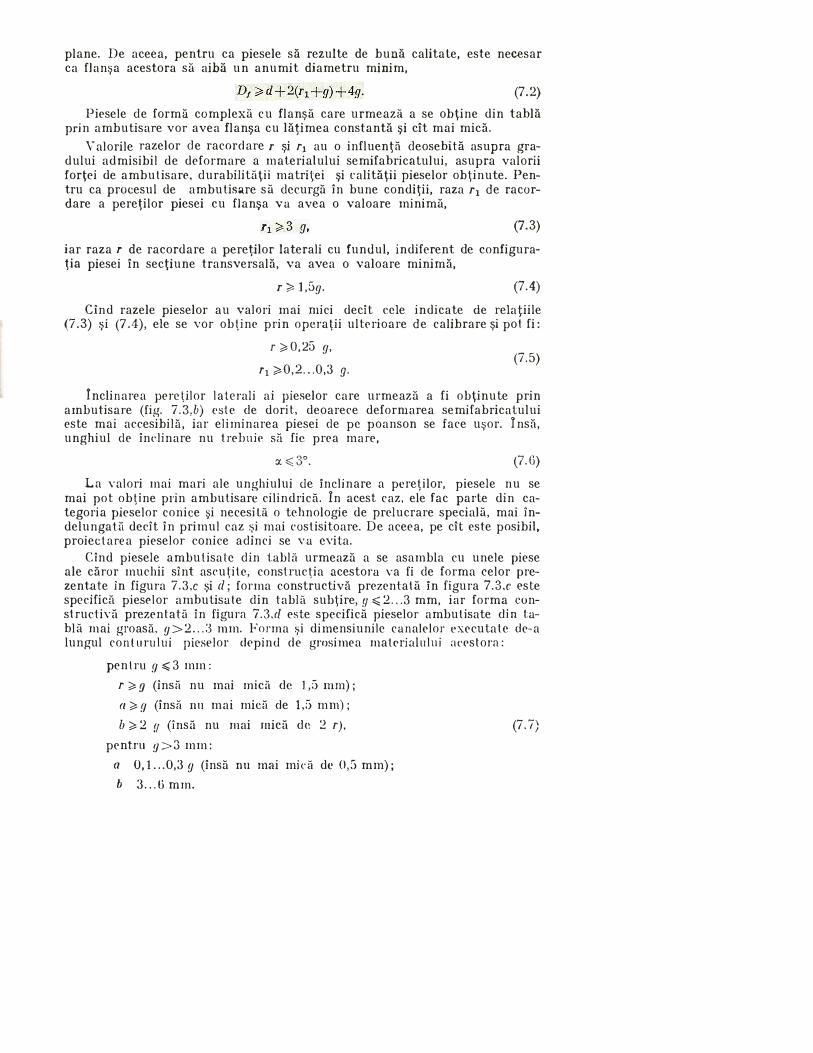
plane. De aceea, pentru ca piesele sa rezulte de buna calitate, este necesar ca flan�a acestora sa aiba un anumit diametru minim,
(7.2)
Piesele de forma complexa cu flan�a care urmeaza a se obtine din tabla prin ambutisare var avea flan�a cu latimea canstanta �i cit mai mica.
Valarile razelar de racardare r �i r1 au o influenta deasebita asupra gradului admisibil de deformare a materialului semifabricatului, asupra valarii for\:ei de ambutisare, durabilitatii matritei �i calitatii pieselor abtinute. Pentru ca procesul de ambutisare sa dccurga in bune canditii, raza r1 de racordare a peretilar piesei cu flan�a va avea o valoare minima,
(7.3)
iar raza r de racordare a peretilor laterali cu !undul, indiferent de configuratfa piesei in sectiune transversala, va avea o valaare minima,
r;,, 1,5g. (7.4)
Cind razele pieselor au valari mai mici decit ccle indicate de relatiile (7.3) �i (7.4), ele se var ab(ine prin operatii ulteriaare de calibrare �i pot fi:
r �0.25 g,
'1 � 0,2 ... 0,3 g. (7.5)
f nclinarea peretilor laterali ai pieselor care urmeaza a fi obtinute prin arnbutisare (fig. 7.3,b) es1e de dorit, deoarece deformarea semifabricatului este mai accesibila, iar eliminarea piesei de pc paanson se face u�or. Insa, unghiul de inclinare nu trebuie sa fie prea mare,
a:,,; 30_ (7.6)
La valori mai mari ale unghiului <le inclinare a peretilor, piesele nu se mai pot obtine prin ambutisare cilindrica. In acest caz, ele fac parte din categaria pieselor conice �i necesita o tehnolagie de prelucrare speciala, mai indelungata decit in primul caz �i mai c:osLisitaare. De aceea, pe cit este pasibil, proiectarea pieselor conice adinci se va cvita.
Cind piesele ambulisalc din iabli'i urmeaza a se asambla cu unele piese ale caror muchii sint ascutite, constrnctia acestara va fi de forma celor prezentate in figura 7.3,c �i d; forma canstructiva prezentata in figura 7.3,c este specificii. pieselar ambutisate din tabla subtire, g,,; 2 ... 3 mm, iar forma canstructiva prezentata in figura 7.3,d este specifica pieselor ambutisate din tabla mai groasa, g>2 ... 3 mm. Forma �i dirnensiunile canalelor executate de-a lungul conlurului picselor depind de grosimea matcrialului accstora:
pent ru g ,,; 3 mm :
r � .? (insa nu mai midi de 1,5 mrn);
a� g (insi'i zrn mai mica de 1,5 mm);
b � 2 .? (insii. nu mai mica de 2 r),
pentru g>3 mm:
a 0, l ... 0,3 g (insa rrn mai mfr a de 0,5 mm);
b 3 ... ti mm.
(7.7)
PreluC'rarea prin amlrntisarc din tabl:t a pieselor de forma paralelipipcdicii. (fig. 7.3.e) esLe mai dificila decit prelucrarea pieselor de forma corpurilor do rolatie. Stabilirea tehnologiei de prclucrare �i a numarului de operatii de amhutisare ncresare la aceste piese sc face in functie de valoarea razci r0 de racordarc a perc1;ilor laterali intre ci. Aceasta raza constituie paramctrul de baza la stabilirea tehnologici de prelucrare a picselor paralelipipedicc �i lrebuic sa aiba inlotdeauna o valoarc suficicnl de mare,
(7.9) A�a se cxplica faplul ca picselc de accasta formii au pere\ii laterali racorda\i int rP ei cu raze mari.
DatoriU1 neuniformitatii starii de deformatie a materialului, la ambulisarea unor piese apare pericolul de fisurarc sau culare (ondulare) a malerialului in anumite zone. ln cazul ca, din punet de veclere ronstructiv �i func(.ional, piescle permit, in zonele uncle estc iminenla sub�icrca cxcesiva a matcrialului sau cutarea acestuia (fig. 7.3.{) se vor rxecuta. in prealabil. perforiiri sa11 taieri locale. Prezenla gf1t1rilor �i a taicturilor locale pc suprafata semifabric:aLului contribuie la asigurarca unor condit,ii mai bunc de clcformarc a materialului �i, in acest fel, sc previnc aparitia rebutnrilor.
Dintre tipurilc de piesc prczcntatc mai sus, numarul minim de operatii de ambutisare necesare, in cazul unui grad de cleformarc cgal. sc inrcgistrcaza Ia prelucrarea pieselor cilindrice Cara flan�5.
Daca, din punct de vederc functional, 1111 cstc ncrcsara o forma ovalii sau conica a piesei, existcn\a trcptelor, a fundului inclinal (in special cind piesele sint paralclipipedice) sau a flan�ei accslca sc vor evita inlotdeauna.
7.3. PHOCESUL ,\l\IBGTIS,\HII PIESELOR FAH:\ :MODIFICAREA VOIT:\. A GHOSIMII :WATEHIALl"LUI
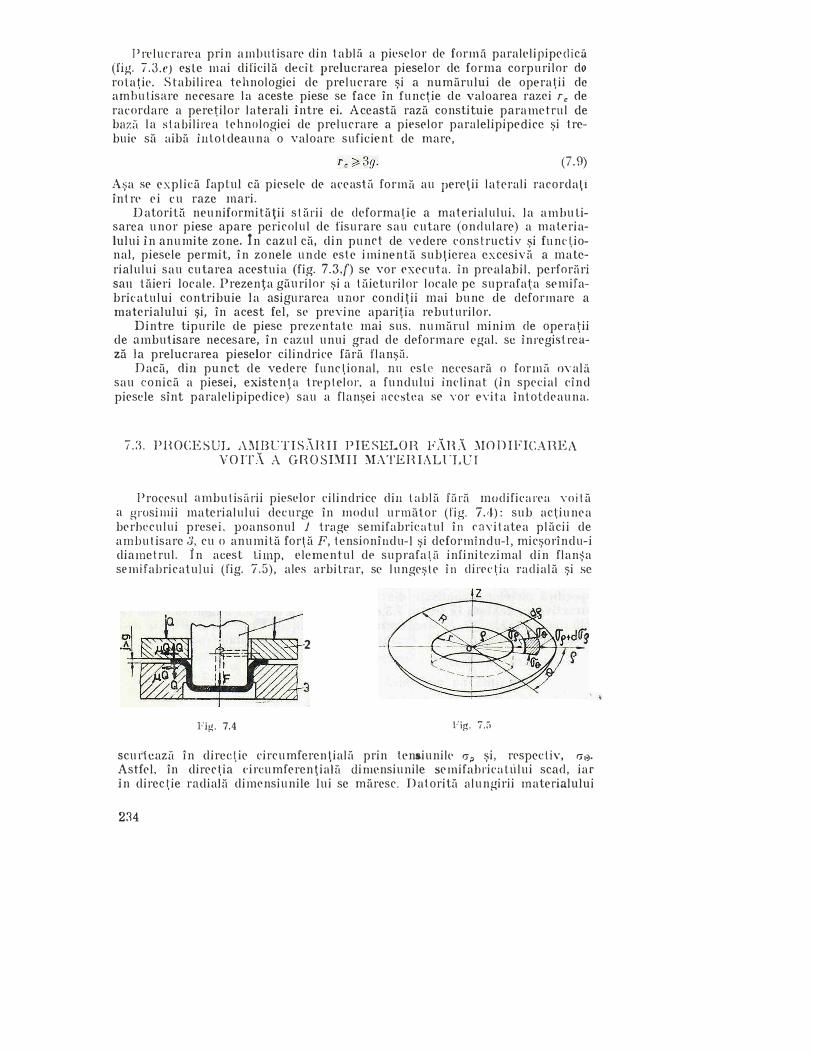
Procesul ambutisiirii picselor cilindrice din labia Hirii modificarca voita a grosimii materialului dee urge in modul urmiitor (l'ig. 7.4): sub actiu nea berbccului presei. poansonul J trage semifabricalul in ravitatea placii de ambulisarc 3, cu o anumita forta F, tensionindu-1 �i dcforminclu-1, mic�orindu-i diamelrul. 1n acesl Limp, clementul de suprafa!a infinitrzimal din flan$a semifabricatului (l"ig. 7.5), airs arbiLrar, sc lnnge�le in dirrqia radiala �i sc
2
Fig. 7.4 Fig. 7.:i
scu1'1cazr1 in direclic circumfercn�iala prin lenaiunile a.,
�i. respccliv, cre. Astfel, in dircc\ia circumfercn\iairt climcnsiunile scmifabricaLtilui scad, iar in direc\ie radialii dimcnsiunile Jui se marcsc. Datorita alungirii materialului
234

'
in directie radialii. gencrata de miqorarea roulinuii a diametrului JJ al semifabricatului pina la diamelrul d1 al piesei (fig. 7.6), inaltimea h a picsci ob\inute rezulta mult mai mare clecit diferenta dintrc raza initiala n a semifabricatului plan �i raza r a poansonului malrj\ci de ambutisare,
h>h' R r. (7. 10) In timpul proccsului de ambutisare. esle posibila picrderea slabilili\\ii
flan�ei semifabrieatului aviud Joe forrnarea cutelor (fig. 7.7). Tendin(a flan�ci de a se cuta in timpul deformarii C'Stc cu atil mai mare cu cit difercn\a razelor scrnifabrieatului �i picsei oh1inule esle mai mare.
'''�-�
�� / - . ..., ', v / '
..c: / I '
I · d,=2r ·..c: \ I \
� !--- ...)(� / ol II I 7 0
>1111-tl\\-� f 1 -- ·, D=2R
--r
Fig. 7.6 Fig. 7.7
CuLcle furrnalc.pe flan�a SC'mifabrica1ului in timpul dcform:irii sin! di"mniiloare desfi"t�ur:1rii nornrnle a proccsului de ambulisare, deoarecc la inlrarea semifabriralului ondulal in jocuJ dinlre poausou �i placa de ambulisare sc crceazi'I condi\ii fayorabile ruperii matcrialului. De aceea, in procesul de amliuli sare normalft a piesclor din labia nu trehuic si\ apari'I cute pe flan�a sc mifabricat ului.
Pr<'Yenirra formi.'irii culelor in flan�a semifahricalului se asigur[1 prin rc(incren acrsluia cu iMlul 2 (fig. 7 . .J). Inelul de re\inere eslc aqionat de lwrherul cxl<'rior al prc:wi sau prin arcuri elicoidale ru o anumila for�li Q' �Q $i. limilal. de ohicei, pc placa de ambulisare a matri\ei. In Limpul ambutis[1rii, .s('mifabric-al1tl sr dcplaseaza prin jocul astfel creat iulre placa de ambutisare $i iuclul de rc\incrc (j >g), nemaifiind posibil{1 ondularea sa. Totu$i, lcndinl.a semifabriC'atnlui de a se onclula cxist·r1 inlotdC'auna $i, ca urmare a acestria. semif abric-alul apnsii rll o anumiti\ for\f1 Q asupra p15cii de ambutisarc �i a inelului de rr\innr dind na$1-C're unor for\c cle frecare µQ. La rindul !or, for\elc de frecare dimint1eaza, iutr-o oareearc masuri\. graclul de dc[ormare a m:ilrrialului srmifabricatulu.i. De aceea. eslc 11C'C'('Sar ca aceste for\c de frccare sa fie cit mai miri posibile. In acesl stop. suprafc\elc active ale placii de ambulisare !;ii inelului de rctincrc se prelucreazi:\ dL mai fin, iar semifabricalelc se ung C'll un lulnifianl corespunzalor (Y. 7.8).
Tn anumilc concli(ii. in func\i<' ck Yiscozil:ilC'a lubrifianlului folosil �i de vilt·za de ambulis::.Ht'. csle posibil5. rcalizarca unui rcgim de frecnre hidrodi-11:irniri \. La realiznrea 1111tti asemcnea rcgim contrilrnie $i ingro�area 111ai :l('(·entuata a rnal<'rinlului la perifcria flan�ei semifabricaLului in limpul pro<'('Sului de clrfonnarC', care ajuta )a furmarca pcnei dr ungere rfig. 7.8).
Tcnsiunile <;;i dC>forma\iilP care apar in materialul semifabricatuli1i la opcral_ia de arnbulisarc sinl prczentale, simholic, in figura 7.0. Dupa cum sc ohSl'rdi. din acC'asta figura, starea de lensiune �i de c)dorma\ic a matcrialului in proC'rsul de ambutisare csle complexa �i diferi\ de la o zonrt la alla a semifabrical ului; in zona flan�<·i semifabricatului, slarca de tensium' csle spa\iala.
235

Jir; � ti
F
(1'& t� � (l#
Fig. 7.8 Fig. 7.9
Prczenta tensiunilor axiale ag
in flan�a plana a semifabricatului aralii ca grosimea materialului poate ramine constanta numai daca s-ar aplica o asemenea forta exterioara Q' care sa echilibreze forta rezistentii data de aceste tensiuni. Practic insa, pentru prevenirea formiirii cutelor in timpul deformarii, se aplica presiuni mult mai mici decit tensiunile a
g, pentru ca defor
marea materialului sa fie posibila. De aceea, proccsul de ambutisare normal este insotit de ingro�area materialului in zona flan�ei plane a semifabricalului. A!ja se explica faptul ca, in procesul de ambutisare, semifabricalul plan nu trebuie strins ci numai retinut pentru a nu se ondula. Subtierea materialului in zona toroidala a flan�ei �i in zona cilindricii a semifabricatului sc datore!jte tensiunilor de amb11tisare normale principale, a
.,. In orice zona a
semifabricatului tensiunilc ag
sint foarle rnici, in raport cu celelaltc tcnsiuni, neglijindu-se !ji, de aceea, starea de lensiune a materialului la amhutisarc este aproximatiY plana.
Trcbuie mentionat ca in zona toroidalii a flan�ei semifabricatului slart>a de trnsiunc a materialului cstc mai complexii decit se arata in figura 7.!.I; pe lingrt trnsiunile indicate aici. in material mai actioneazii �i lensiunile de fncoYoierc a caror valoare este influentatii sensibil de grosimea semifabricalului �i de raza r 111 de rotunjire a muchiei placii de ambutisare. De asemenea, in aceasta zona, asupra semifabricatului mai actioneaza !ji fortele de frecarc pe muchia placii de ambutisare.
In zona cilindrica a piesei a�Jioneaza, practic, numai tensiunile radiate r, ;; a caror Yaloare de vine maxima, iar in zona fundului piesei Yaloarea tcniunilor estc foarte mica, practic neglijabila.
Yariatia tensiunilor normale principale de-a lungul razci flan�ei plane � semifabricalului este prezenlata in figura 7.10.
Fig,_7.10
,
Tensiunile normale principale.)·adiale, a caror direct,ie coincide cu directia eforturilor maxime de ambutisare, se determina cu ajutorul ecuatiilor <liferentiale de echilibru in coorclonate polare (2.13).
de uncle
In cazul ambutisarii,
dap + Gp TO O,d;, p
dap
O'p 0'3,
(7.11)
(7.12)
In baza criteriului de plasticitate Huber-Mises-Hencky, exprimat prin relatia (2.38),
v3 CJ ••
�i a schemei din figura 7.5, rezolvarea relatiei (7.11) conduce la obtinerea urm atoarei expresii finale:
2 R ap �ac In
Vs r
(7.13)
Aceasta relatie sta la baza determinarii tensiunilor rnaxime de ambutisare a pieselor.
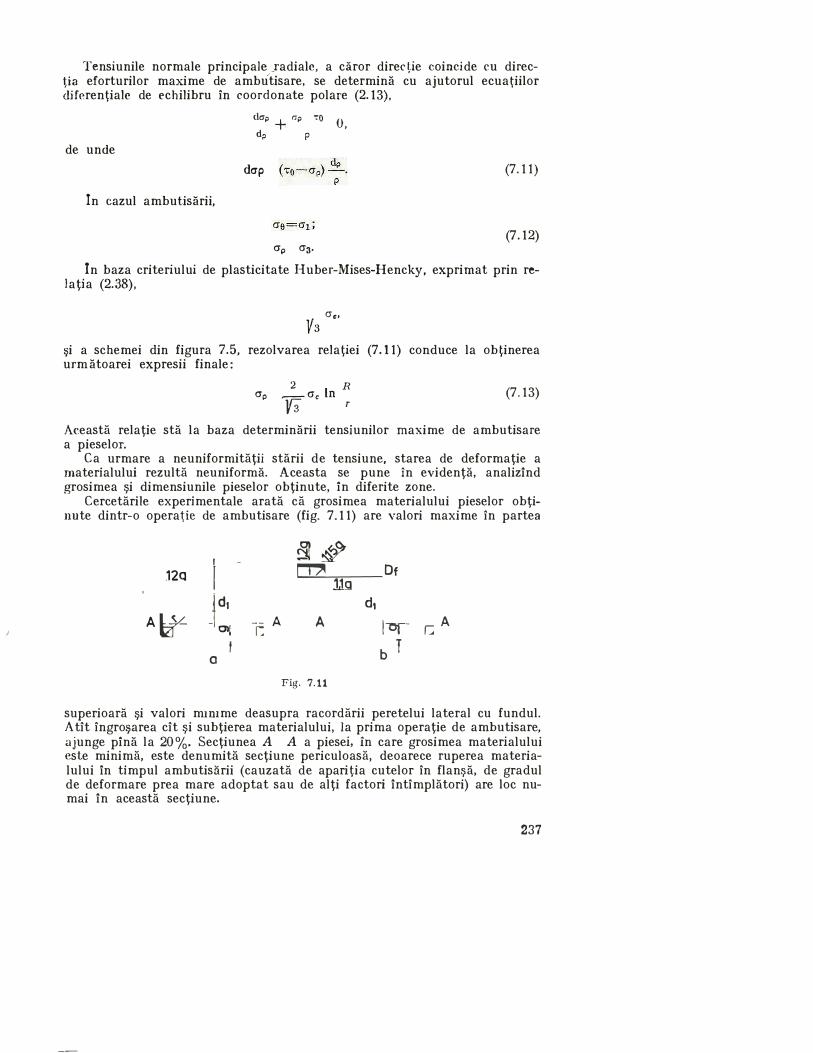
Ca urmare a neuniformitatii starii de tensiune, starea de deformatie amaterialului rezulta neuniforma. Aceasta se pune in evidenta, analizind grosimea i,i dimensiunile pieselor obtinute, in diferite zone.
Cercetarile experimentale arata ca grosimea materialului pieselor obtiuute dintr-o operatic de ambutisare (fig. 7.11) are valori maxime in partea
I - �$12a I
rr,, Of Ua '
id1 d,
A � -1 Olj -r: A A
I-or- r A
I b I
a
Fig. 7.11
superioara i,i valori mm1me deasupra racordarii peretelui lateral cu fundul. A tit ingro�area cit i,i subtierea materialului, la prima opera tie de ambutisare, ajunge pina la 20%. Sectiunea A A a piesei, in care grosimea materialului este minima, este denumita sectiune periculoasa, deoarece ruperea materialului in timpul ambutisiirii (cauzata de aparitia cutelor in flan�a. de gradul de deformare prea mare adoptat sau de alti factori intimplatori) are loc numai in aceasta sectiune.
237
---
Grosimea maxima a materialului pieselor cilindrice fara flan�a (fig. 7.11,a) ohtinute prin ambutisare dintr-o operatic se poate calcula, aproximativ, cu relatia (7.14):
(7.14)
iar grosimca maxima a materialului pieselor cilindrice cu flan�a (fig. 7.11,b) se poate dctermina, de asemenea aproximativ, cu rel a ti a (7.15):
g, =g V ;, (7.15)
Grosimea minima a materialului pieselor cilindrice, cu sau fara flan�a, ob\innte dintr-o operatic se poate determina, aproxirnativ, cu relatia:
[/1=
[/V �. (7 .16)
Subtierea materialului in zona periculoasa a pieselor arnbutisate este influentatii de urmatorii factori principali:
1) valoarea razei r pl de rotunjire a rnuchiei placii de ambu tisare; cu citaceasta va fi mai mica, restul factorilor de influentii raminind constanti, cu a tit subtierea materialului va fi mai accentuata;
2) gradul de deformare a materialului semifabricatului; cu cre�terea gradnlui de deformare, subtierea nrnterialului in sec\iunea periculoasa a piesci ambutisate va fi mai accentuata;
3) jocul dintre poanson �i placa de ambutisare; cind valoarea joculuidintre sculele matri�ei de ambutisare este mai midi decit valoarea normala, subtierea materialului estc mai accentuatii;
4) ungerea semifabricatelor; existenta ungerii �i alegerea corecta a lu-hrifiautului atenueaza subtierea materialului.
Cercetiirile experimenta'lc arata [22] ca la a dona �i urmatoarele operatii de ambntisare, pentru care gradul de deformare a materialului se adopta mai mic decit la prima operatic, grosimea semifabricatului nu se mai mic�oreaza sensibil, grosimea g raminind aproximativ constanta.
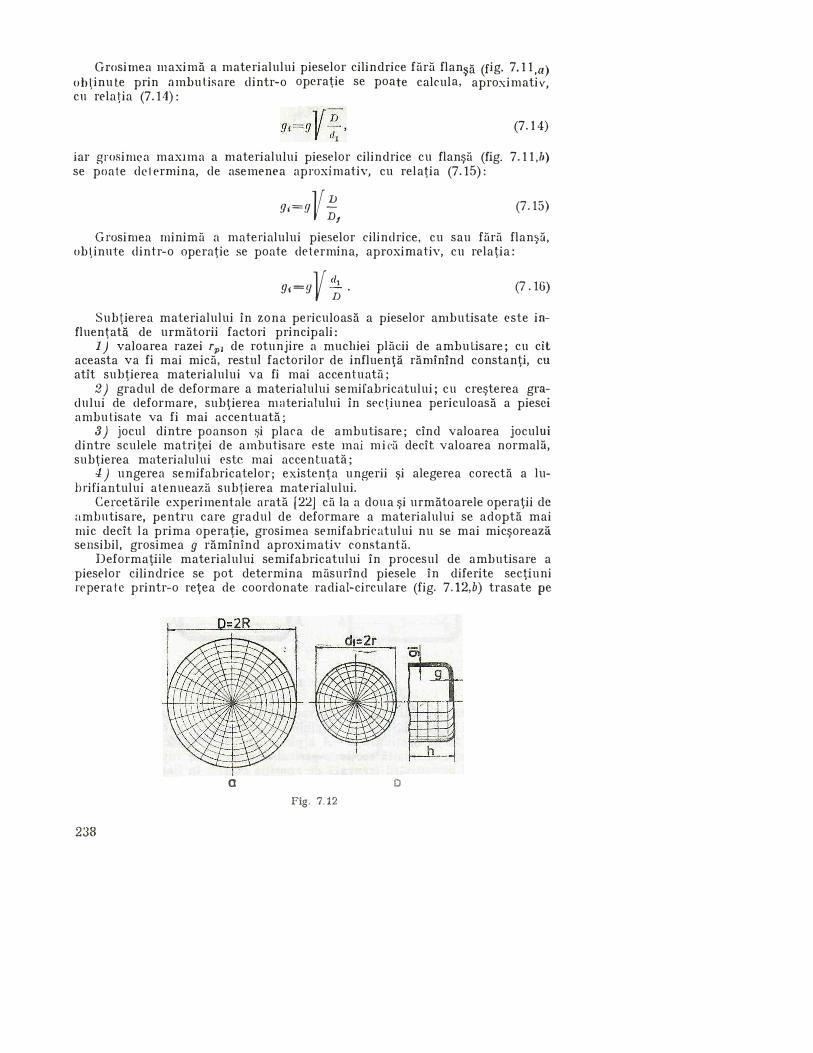
Deformatiile materialului semifabricatului in procesul de ambutisare a pieselor cilindrice se pot determina masurind piesele in diferite secµuni repera tc printr-o retca de coordonate radial-circulare (fig. 7.12,b) trasate pe
a 0
Fig. 7.12
238
scmifabricatul plan (fig. 7.12,a). Rezullatelc masuri'trilor astfel cfecluate sint prelucrate cu ajutorul rclatiilor (7.17):
l L n ;
ln r Ro
Ro
In llo :
r
t, In g, In g g !J,
(7 .17 /
Rezultate comparabile cu cele obtinute cu relatiile (7.17), suficient de precise pentru scopuri practice, se obtin �i cind sc detcrmina deforrna\iile relative. In acest scop, se u1ilizeaza relatiile (7.18):
E p
€;0
r. l?o .
//o,
r Ro Ho
Ro Ro
{/; {/ {/ {!<
{J !I
, (7. 18)
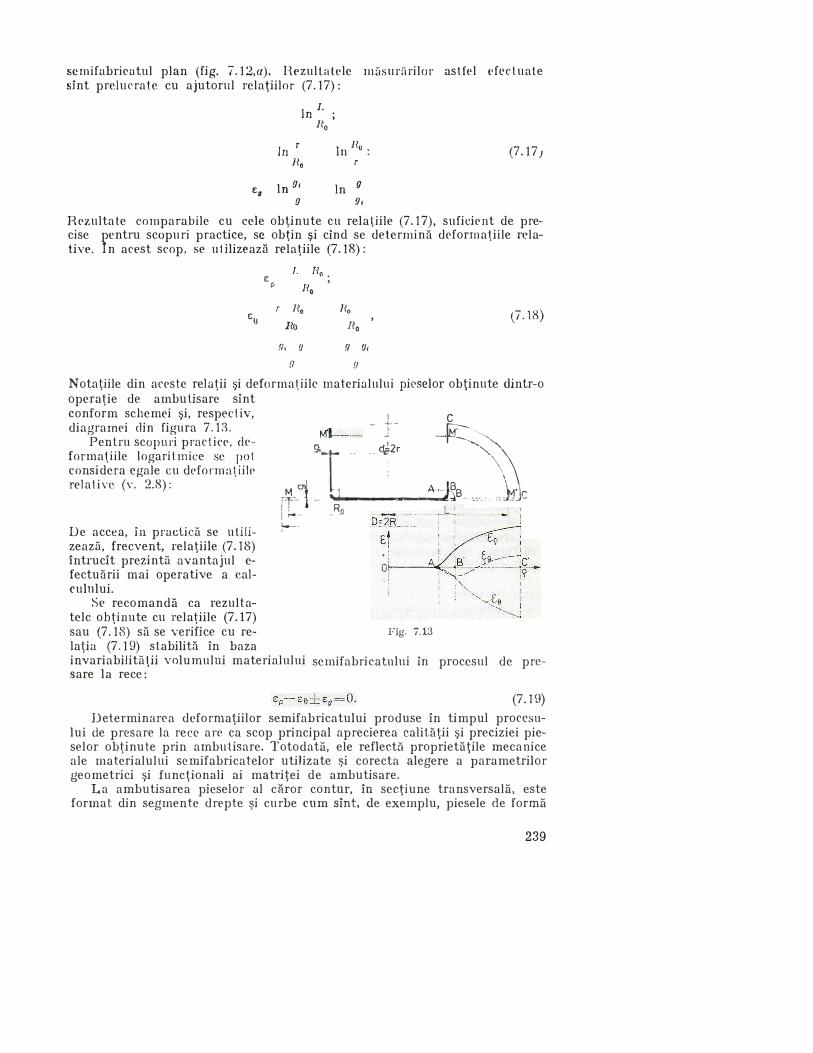
Notat.iile din acestc relatii �i deforma('iilc rnatcrialului pieselor obtinute dintr-o operatie de ambulisare sint conform schemei �i, respectiv, diagramei din figura 7.13.
I - i--
J
C
Pentru scopuri practice, deforma\iile Iogari tmice sc pot considera cgale cu deforma\iilr relati,·c (Y. 2.8):
-�..!f, .. ��-·-··_--_�_'.'�r __
A-..,.·-��ct"-�1c M oif Ft'-1--
De accea, in practica se ulilizeaza, frecvent, relatiile (7.18) intrucit prezinta avantajul cfectui'irii mai operative a cal-culnlui.
Se recomanda ca rezulta-telc obtinute cu relatiile (7.17) sau (7.18) si'i se verifice cu re-
i !..-f--
-R_o
Fig. 7.13
latia (7.19) stabilita in baza invariabilita\ii volumului materialului sare la rece:
semifabricatnlui in proccsul de pre-
(7.19) Determinarca dcformatiilor semifabricatului produse in timpul proccsu
lui de presare la recc are ca scop principal aprecierea caliUitii �i preciziei pieselor obtinute prin ambutisare. Totodatii, ele reflecta prop,rietiitile mecanice ale materialului semifabricatelor utilizate �i corecta alegere a parametrilor geometrici �i functionali ai matritei de ambutisare.
La ambutisarea pieselor al caror contur, in scctiune transversala, este format din segmente drepte �i curbe cum sint, de exemplu, piesele de forma
239

paralelipipcdica (fig. 7.14), starea de tensiune �i de deformatie a materialului semifabricatului in procesul de ambutisare este diferitii de cea a picselor cilindrice. Neuniformitatea tensiunilor �i a deformatiilor in aceea�i sectiune transversalli a pieselor cu contur format din segmente drepte �i curbe
Fig. 7.U
depinde de valoarca razei de curbura a elementelor componcnte �i de Jungimea segmentelor rectilinii. In materialul flan�ei din zonele colturilor de raza re
apar acelea�i tensiuni �i deformaµi ca la piesele cilindrice insa, cantitativ, sint mai mici decit la piesele cilindricc de acelea�i dimensiuni. De-a lungul laturilor rectilinii, tensiunile �i deformatiile circumferentiale cr0 !']i. rcspectiv, <:0 au anumite valori; in zona capetelor laturilor, vecine cu zonele curbe, acestea sint maxime dupa care ;scad pinli la zero, spre centrul laturii. Deci, in flan!'ja scmifabricatului din zonele centrale ale laturilor rectilinii tensiunilc �i deformaµile circumferentiale sint nule, procesul de deformare a materialului avind loc, aproximativ, ca la indoire. De aceea, in aceste zone, pinii spre fundul piesei, actioneaza numai tensiunile radiale a
p generate de forta
de tragere a sernifabricatului printre inelul de stringere !'ji placa de ambutisare �i. ca urmare a acestor tensiuni, apar deformatiile e:
? �i e:
v ale ciiror valori sint
neglijabile. De asemenea, in zona fundului piesei l'ensiunile i;;i deformatiilc sint neglijabile.
Determinarca deformatiilor materialului pieselor paralelipipedice, sau de alta forma, se face in acela�i mod �i cu acelea�i rclatii de calcul ca in cazul pieselor cili ndri ce.
240 ..