50 vetri, ceramiche e cmc: tipologie e tecnologie · compattazione e sinterizzazione di polveri con...
TRANSCRIPT

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 1 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
CAPITOLO
50
50 VETRI, CERAMICHE E CMC:
TIPOLOGIE E TECNOLOGIE
Sinossi
materiali ceramici e i vetri sono caratterizzati da
legami forti di tipo ionico o covalente, che legano
elementi metallici e non-metallici in strutture
cristalline solitamente complesse. La restrizione al
movimento relativo degli atomi all’interno di queste
strutture rende conto delle caratteristiche di elevata
durezza e rigidezza che accomunano i materiali
appartenenti a questa classe. I materiali ceramici
tradizionali sono impiegati in innumerevoli
applicazioni anche grazie alle loro proprietà di
rigidezza oltre che di resistenza meccanica, all’usura,
alle alte temperature e agli agenti aggressivi; d’altra
parte la loro intrinseca fragilità non consente il loro
utilizzo in applicazioni strutturali avanzate quali quelle
di tipo aerospaziale.
La necessità di migliorare le caratteristiche di
resistenza alla frattura dei materiali ceramici ha spinto
la ricerca allo studio di vetri e ceramici tenacizzati e di
compositi a matrice ceramica (CMC), che hanno visto
il loro massimo sviluppo a partire dagli anni ’80.
Parallelamente, sono stati sviluppati ceramici avanzati
funzionali, nei quali vengono sfruttate principalmente
particolari caratteristiche elettriche, ottiche, termiche,
magnetiche, ecc. ottenute mediante un accurato
controllo della microstruttura e/o della composizione.
Il principale vantaggio ricercato nello sviluppo di ceramici
avanzati strutturali è quindi l’incremento della tenacità e
dell’energia assorbita durane la frattura. Nella pratica, il
miglioramento della tenacità si traduce solitamente anche
in un incremento della resistenza, poiché viene ritardato o
annullato il cedimento prematuro di tipo fragile.
L’aggiunta di fibre o particelle di rinforzo nei CMC,
inoltre, può comportare anche un incremento del modulo
elastico, anche se tale risultato è sensibilmente più ridotto
rispetto ai compositi a matrice polimerica e metallica.
Nel caso dei vetri, la necessità di migliorare la tenacità,
mantenendo le caratteristiche di trasparenza, ha
fortemente limitato la possibilità di operare a livello di
composizione e/o microstruttura. In questo caso, il
miglioramento della tenacità può essere ottenuto a seguito
di trattamenti termici (tempra) o per accoppiamento di
materiali diversi (multistrato).
In questo capitolo vengono prese in esame le principali
ceramiche tecniche, i vetri, i materiali vetroceramici e,
soprattutto, i compositi a matrice ceramica, che già
attualmente rivestono una grande importanza in ambito
aerospaziale, ma che assicurano uno sviluppo ancora più
promettente nel prossimo futuro.
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 2 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
50.1 Ceramiche avanzate, vetri,
vetroceramici
i è accennato al fatto che la principale ragione per
cui i materiali ceramici, pur presentando buone
potenzialità per applicazioni avanzate in condizioni di
alte temperature come per componenti di turbine
aeronautiche o parti di motori a combustione interna,
non hanno trovato nel passato estese applicazioni è
legata alla loro fragilità, espressa mediante il fattore di
intensificazione degli sforzi K1c. Si può, infatti,
osservare che i valori di K1c dei ceramici tradizionali è
circa 1/50 rispetto a quello di metalli comuni. Questo è
legato al fatto che, nei metalli, la deformazione
plastica che avviene in corrispondenza dell’apice di
un’eventuale cricca consente un elevato assorbimento
di energia di deformazione. Diversamente, nei
ceramici e nei vetri, la propagazione di cricche o difetti
avviene senza apprezzabile plasticità, con
assorbimento di energia estremamente ridotto. Lo
sviluppo di materiali tenacizzati e CMC ha consentito
di raggiungere e superare valori di K1c pari a 15 MPa
*m0,5
(K1c di leghe Al 20÷50 MPa *m0,5
).
I meccanismi di tenacizzazione sfruttati nel casi dei
diversi ceramici sono sostanzialmente riconducibili a
tenacizzazione per trasformazione, generazione di
microcricche, deviazione del percorso della cricca. La
Figura 50.1 mostra i diversi meccanismi di
tenacizzazione.
Figura 50.1 – Meccanismi di tenacizzazione nei ceramici
La tenacizzazione per trasformazione prevede la
modifica della struttura cristallina del materiale a
seguito di sollecitazione in una nuova struttura
cristallina con volume maggiore. La concentrazione di
sforzo all’apice di una cricca provoca, quindi,
l’espansione e la tendenza a chiusura della stessa
cricca durante la sua propagazione. Nell’allumina
tenacizzata con zirconia (ZTA) è presente una struttura
bifasica costituita da zirconia tetragonale in una matrice
continua di allumina. ZTA contiene tipicamente 10-20 %
di particelle di zirconia (Zr02) disperse in allumina (Figura
50.2). La zirconia subisce una trasformazione martensitica
indotta da sforzo che genera un aumento di volume del 4-
5% e che consente l’arresto della propagazione della
frattura.
Figura 50.2 – Immagine TEM di allumina con 15 % di
zirconia (scura). Si nota la presenza di microcricche (mc).
Analogo meccanismo opera nella zirconia parzialmente
stabilizzata (PSZ), costituita da una microstruttura formata
da fasi tetragonale e cubica (Figura 50.3). La fase
tetragonale, metastabile, si trasforma in monoclina sotto
sforzo, con aumento di volume e chiusura della cricca.
Figura 50.3 – Zirconia parzialmente stabilizzata (PSZ)
È ben noto che l’attivazione di una cricca porta in genere
alla rottura prematura a causa della concentrazione di
sforzo che si genera all’apice della stessa. La formazione e
la propagazione di una singola cricca comporta
dissipazione di energia meccanica che, per materiali
fragili come i ceramici, è normalmente piuttosto piccola.
La generazione di numerose microcricche consente invece
di moltiplicare l’energia meccanica necessaria per il
processo di frattura, incrementando così la tenacità del
materiale. La presenza di fasi disperse, particelle o fibre
permette di attivare la formazione di microcricche diffuse
aumentando l’energia di deformazione necessaria a
S

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 3 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
portare a frattura il materiale. Un simile meccanismo
avviene nel caso della tenacizzazione con gomma di
polimeri fragili (Cap.26).
La presenza di fasi disperse o di un’adeguata
microstruttura può attivare un processo di deviazione
della cricca (o delle cricche) che, seguendo un
percorso irregolare, richiede un’energia superiore per
la sua propagazione. La propagazione lungo
l’interfaccia tra i grani o tra fasi diverse, la deviazione
del percorso di propagazione lungo la superficie di
fibre in compositi rappresentano modi di deviazione
delle cricche che possono incrementare in modo
significativo la tenacità di materiali altrimenti fragili.
Spesso, questi diversi meccanismi operano
contemporaneamente e in sinergia producendo effetti
di tenacizzazione particolarmente significativi.
Nei materiali ceramici, gli atomi sono organizzati in
strutture cristalline, ordinate a lungo raggio e
solitamente complesse. I vetri possiedono una struttura
più disordinata, con arrangiamento ordinato a corto
raggio.
Si prenda ad esempio la silice (SiO2) (Figura 50.4),
sostanza alla base della più diffusa classe di vetri, che
può presentare diversi stati di aggregazione. Se la
silice viene fusa e raffreddata lentamente, solidifica
alla temperatura di fusione in una delle sue possibili
forme cristalline, tutte basate sull’arrangiamento
regolare della struttura tetraedrica della silice. Quando
viene raffreddata velocemente dallo stato fuso non c’è
sufficiente tempo per la formazione di un
arrangiamento regolare, cristallino; le strutture
tetraedriche della silice formano un reticolo amorfo,
vetroso (Figura 50.5).
Figura 50.4 – Cella unitaria della silice (SiO2)
Figura 50.5 – Rappresentazione schematica della
struttura di silice cristallina (a), silice amorfa, vetrosa
(b), vetro siliceo con soda (c)
Anche il vetro siliceo, come i polimeri amorfi, è
caratterizzato da una temperatura di transizione vetrosa
(Tg), a cui avviene il rammollimento graduale del
materiale fino a diventare un fluido viscoso, lavorabile
(Figura 50.6). La presenza di additivi, come ad esempio il
sodio, favorisce il mantenimento di una struttura amorfa
(formatori di vetro e modificanti), anche con velocità di
raffreddamento basse.
Figura 50.6 – Viscosità del vetro siliceo in funzione della
temperatura
Il ciclo di raffreddamento del vetro dopo la formatura
comporta la generazione di tensioni residue che ne
aumentano la fragilità. Trattamenti di ricottura che
consistono nel riscaldamento al di sotto della temperatura
di rammollimento, seguito da raffreddamento lento,
permettono di ridurre l’entità delle tensioni residue,
migliorando la resistenza a shock termici.
Viceversa, un comune trattamento termico di vetri ad alte
prestazioni è la tempra. La tempra termale consiste nel
riscaldamento del vetro a temperatura superiore a Tg e
successivo raffreddamento rapido in getto d’aria o in olio.
Questo genera tensioni residue di compressione sulla
superficie e trazione nel cuore (Figura 50.7). Lo stato di
compressione favorisce la chiusura di eventuali cricche o
difetti superficiali aumentando in modo significativo la
tenacità.
Figura 50.7 – Stato tensionale conseguente ad un processo di
tempra del vetro

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 4 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Nella tempra chimica, lo stato di compressione
superficiale viene ottenuto a temperature inferiori per
effetto delle diffusione di atomi di grandi dimensioni
(ad esempio potassio) che vanno a sostituire atomi di
dimensioni inferiori (ad esempio sodio). Questa
tecnica produce una minore profondità dello stato
tensionale e ridotte distorsioni ottiche.
In certe condizioni è possibile promuovere la
cristallizzazione parziale del vetro (devetrificazione)
per ottenere un materiale vetro-ceramico. I vetro-
ceramici sono anche definiti come materiali
policristallini a grani fini ottenuti per trattamento
termico e cristallizzazione controllata di vetri di
composizione opportuna. Naturalmente non tutti i vetri
possono produrre vetro-ceramici: alcuni non
cristallizzano, altri cristallizzano in modo non
controllato.
Un vetro-ceramico è costituito tipicamente da una
frazione dal 50 al 98% di fase cristallizzata e le sue
proprietà dipendono dalle caratteristiche delle singole
fasi e dalla quantità di fase cristallina. In genere un
vetro-ceramico presenta proprietà meccaniche
superiori al corrispondente vetro e può mostrare
caratteristiche particolari; ad esempio, alcuni vetro-
ceramici LAS (Li2O-Al2O3-SiO2) hanno coefficiente di
dilatazione termica estremamente basso. Uno degli
importanti vantaggi dei vetro-ceramici è che possono
essere lavorati con le comuni tecniche dei vetri e
portati a cristallizzazione successivamente. La Figura
50.8 mostra lo schema di un processo di formatura e
cristallizzazione in due fasi di un vetro-ceramico LAS.
In altre situazioni la lavorazione richiede la formatura,
compattazione e sinterizzazione di polveri con metodi
simili a quelli delle ceramiche tecniche. In generale la
sinterizzazione porta a materiali con migliori
prestazioni meccaniche.
Figura 50.8 – Ciclo termico di formatura e
cristallizzazione di un vetro-ceramico LAS
I materiali ceramici e i vetri di maggiore interesse
ingegneristico, molti dei quali costituiscono anche matrici
per CMC, sono classificati in Tabella 50.1.
Tabella 50.1 – Classificazione di ceramici ingegneristici
Durezza
Vickers
Impieghi (*)
Ossidi
Silice (vetro) 650 S O C
Silicati LAS (vetroceramici) 600 S
Allumina 2000 S E O C
Zirconia 1150 S
Carburi metallici
Ti, V, Cr, Y, Zr, Mo, Hf, Ta, W 2000-3000 S
Carburi non metallici
Si, B 2000-3000 S
Nitruri metallici
Ti, V, Cr, Y, Zr, Mo, 2000+ S, C
Nitruri non metallici
Al, B, Si S, E, C
Boruri
Ti, V, Cr, Zr, Mo, Ta, W, C 2000+ S, C
Siliciuri
Mo, elem. transiz. 1000-1500 E
Carbonio
Pirolitico <20 S, C
Diamante 5500-7000 S
(*) S-strutturali, O-ottici, E-elettrici, C-compositi
50.2 Meccanismi di tenacizzazione nei
compositi a matrice ceramica
entre nei compositi a matrice polimerica o metallica
rinforzi come fibre, whiskers o particelle vengono
usati per aumentare la resistenza e la rigidezza, nei
compositi a matrice ceramica questi sono impiegati
primariamente per migliorare la tenacità, così da potere
disporre di materiali con adeguate prestazioni in un ampio
range di temperatura.
Figura 50.9 – Confronto tra le resistenze specifiche di
diverse classi di compositi in funzione della temperatura.
M

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 5 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 50.10 – Confronto tra il comportamento a
trazione di ceramici monolitici CMC.
Figura 50.11– Meccanismi di debonding e pull-out. La
micrografia mostra l’estrazione delle fibre (pull-out)
durante l’apertura di una cricca.
La Figura 50.9 mostra un confronto tra le
caratteristiche di resistenza specifica di diverse classi
di compositi in funzione della temperatura. I
miglioramenti di tenacità ottenuti nei compositi a matrice
ceramica sono dovuti a meccanismi di dissipazione di
energia come distacco dell’interfaccia fibra/matrice
(debonding), deviazione della cricca (crack deflection),
azione di legame delle fibre (fiber bridging), estrazione
delle fibre (pull-out); questi meccanismi avvengono
progressivamente durante la frattura del materiale. Il
diverso comportamento di ceramici monolitici e compositi
è illustrato in Figura 50.10; si osserva l’importante
aumento dell’energia necessaria per portare a completa
rottura il composito.
Gran parte di questa energia viene dissipata attraverso i
meccanismi di deviazione del percorso della cricca,
debonding e pull-out, questi ultimi illustrati in Figura
50.11 Perché questi meccanismi siano efficienti è
necessario che le interazioni all’interfaccia fibra/matrice
siano relativamente deboli: se l’interfaccia è resistente, la
cricca può attraversare indisturbata il materiale tagliando
le fibre e con scarsa dissipazione di energia. Il controllo
dell’interfaccia è quindi cruciale; in genere vengono
utilizzate fibre con rivestimenti con funzione protettiva e
che forniscono un’interfaccia fibra/matrice debole.
Deviazione della cricca
L’interazione tra il rinforzo e il fronte della cricca può
modificarne la propagazione, rendendola non planare,
generando stati di sforzo misti con componenti di apertura
e di taglio combinate e percorsi di propagazione deviati.
In tutti i casi la propagazione della cricca richiede un
contributo di energia superiore. Molti diversi fattori
possono contribuire alla deviazione del percorso di
propagazione, come ad esempio interazioni tra cricca e
campi di sforzi residui derivanti da diversi coefficienti di
dilatazione o di proprietà elastiche. Nei sistemi rinforzati
con particelle o fibre corte il contenuto e le dimensioni del
rinforzo (lunghezza/diametro, aspect ratio) hanno un
importante influenza sul meccanismo e sull’energia di
deviazione, come schematizzato in Figura 50.12, anche se
per contenuti superiori al 20 % in volume la tenacità
approssima un valore limite (Figura 50.13).
Figura 50.12 – Schema del meccanismo di tenacizzazione
per deviazione della cricca (R=aspect ratio)
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 6 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
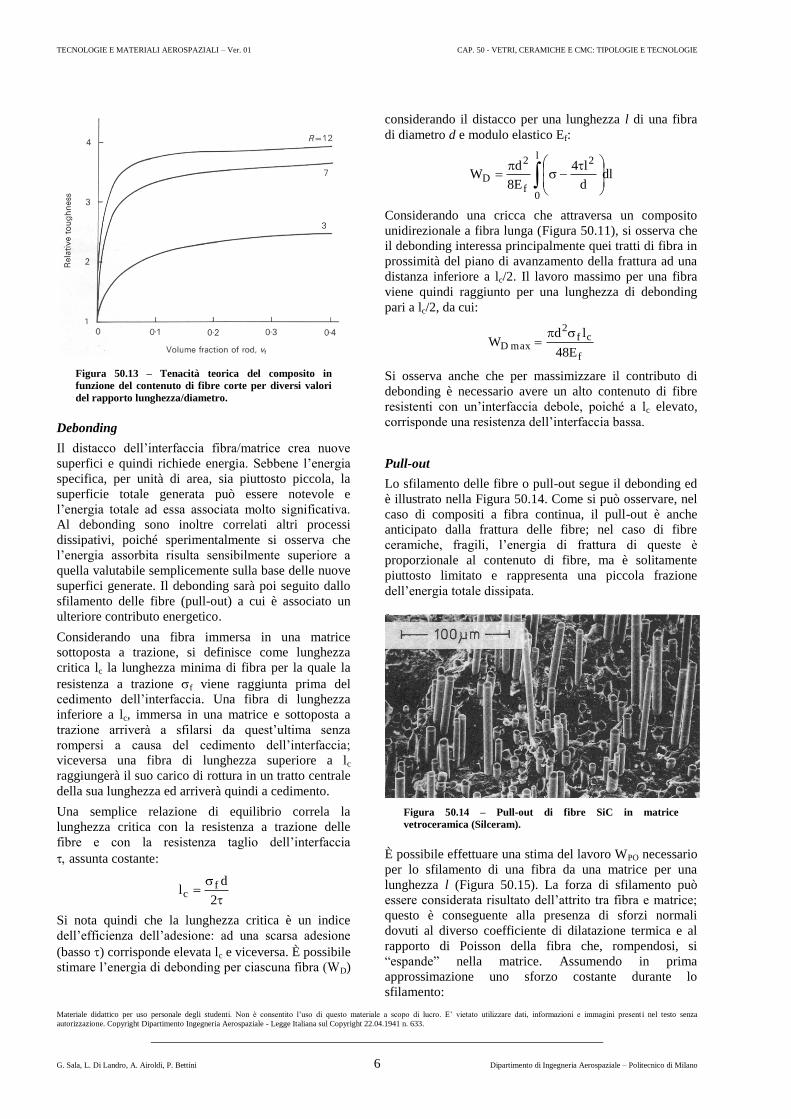
Figura 50.13 – Tenacità teorica del composito in
funzione del contenuto di fibre corte per diversi valori
del rapporto lunghezza/diametro.
Debonding
Il distacco dell’interfaccia fibra/matrice crea nuove
superfici e quindi richiede energia. Sebbene l’energia
specifica, per unità di area, sia piuttosto piccola, la
superficie totale generata può essere notevole e
l’energia totale ad essa associata molto significativa.
Al debonding sono inoltre correlati altri processi
dissipativi, poiché sperimentalmente si osserva che
l’energia assorbita risulta sensibilmente superiore a
quella valutabile semplicemente sulla base delle nuove
superfici generate. Il debonding sarà poi seguito dallo
sfilamento delle fibre (pull-out) a cui è associato un
ulteriore contributo energetico.
Considerando una fibra immersa in una matrice
sottoposta a trazione, si definisce come lunghezza
critica lc la lunghezza minima di fibra per la quale la
resistenza a trazione f viene raggiunta prima del
cedimento dell’interfaccia. Una fibra di lunghezza
inferiore a lc, immersa in una matrice e sottoposta a
trazione arriverà a sfilarsi da quest’ultima senza
rompersi a causa del cedimento dell’interfaccia;
viceversa una fibra di lunghezza superiore a lc
raggiungerà il suo carico di rottura in un tratto centrale
della sua lunghezza ed arriverà quindi a cedimento.
Una semplice relazione di equilibrio correla la
lunghezza critica con la resistenza a trazione delle
fibre e con la resistenza taglio dell’interfaccia
assunta costante:
2
dl fc
Si nota quindi che la lunghezza critica è un indice
dell’efficienza dell’adesione: ad una scarsa adesione
(basso ) corrisponde elevata lc e viceversa. È possibile
stimare l’energia di debonding per ciascuna fibra (WD)
considerando il distacco per una lunghezza l di una fibra
di diametro d e modulo elastico Ef:
dld
l4
E8
dW
l
0
2
f
2
D
Considerando una cricca che attraversa un composito
unidirezionale a fibra lunga (Figura 50.11), si osserva che
il debonding interessa principalmente quei tratti di fibra in
prossimità del piano di avanzamento della frattura ad una
distanza inferiore a lc/2. Il lavoro massimo per una fibra
viene quindi raggiunto per una lunghezza di debonding
pari a lc/2, da cui:
f
cf2
maxDE48
ldW
Si osserva anche che per massimizzare il contributo di
debonding è necessario avere un alto contenuto di fibre
resistenti con un’interfaccia debole, poiché a lc elevato,
corrisponde una resistenza dell’interfaccia bassa.
Pull-out
Lo sfilamento delle fibre o pull-out segue il debonding ed
è illustrato nella Figura 50.14. Come si può osservare, nel
caso di compositi a fibra continua, il pull-out è anche
anticipato dalla frattura delle fibre; nel caso di fibre
ceramiche, fragili, l’energia di frattura di queste è
proporzionale al contenuto di fibre, ma è solitamente
piuttosto limitato e rappresenta una piccola frazione
dell’energia totale dissipata.
Figura 50.14 – Pull-out di fibre SiC in matrice
vetroceramica (Silceram).
È possibile effettuare una stima del lavoro WPO necessario
per lo sfilamento di una fibra da una matrice per una
lunghezza l (Figura 50.15). La forza di sfilamento può
essere considerata risultato dell’attrito tra fibra e matrice;
questo è conseguente alla presenza di sforzi normali
dovuti al diverso coefficiente di dilatazione termica e al
rapporto di Poisson della fibra che, rompendosi, si
“espande” nella matrice. Assumendo in prima
approssimazione uno sforzo costante durante lo
sfilamento:

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 7 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
WPO = forza media di sfilamento * lunghezza =
l)l
(*2
d
=
2
d 2l
Figura 50.15 – Curva di debonding e sfilamento di una
fibra.
Come già discusso, se la lunghezza del tratto di fibra
da sfilare è più lungo di lc/2, lo sforzo nella fibra
raggiungerà il limite di rottura e questa si fratturerà. La
massima lunghezza di sfilamento sarà quindi pari a lc/2
e il lavoro di sfilamento massimo per una fibra sarà:
WPO max = 16
d
8
d cf2
c ll 2
In generale l’effettiva lunghezza media di sfilamento,
sia nel caso di fibre continue che nel caso di fibre
corte, risulta una frazione della lunghezza critica e
l’energia di pull-out mediata su ciascuna fibra sarà
inferiore rispetto al valore massimo indicato.
Si osserva in ogni caso che l’energia di debonding e di
pull-out aumentano all’aumentare della lunghezza
critica, cioè al diminuire della resistenza
dell’interfaccia. Una scarsa adesione, quindi, è
necessaria per avere un’elevata dissipazione di
energia. Nella realtà, a seguito della riduzione della
resistenza delle fibre con la lunghezza (vedi Cap. 34),
ne risulta un valore ottimale di adesione, comunque
basso, che consente di massimizzare l’energia di frattura.
50.3 Tecnologie di produzione di CMC
Miscelazione convenzionale e compattazione
Questa è una semplice estensione dei metodi di
produzione di ceramiche tecniche e alcuni vetroceramici a
partire da polveri. La polvere della matrice viene
miscelata con il rinforzo in forma di particelle o whiskers
e con un legante. La miscela viene quindi compattata e
portata a cottura o pressata a caldo. La tecnica presenta
problemi legati soprattutto alla difficoltà di ottenere una
miscelazione omogenea e ad evitare la formazione di
aggregati, in particolare nel caso di whiskers.
Dispersione e compattazione di sospensioni
A causa della difficoltà di miscelare omogeneamente per
via convenzionale, sono a volte preferiti processi a umido,
che trattano sospensioni (slurry). La Figura 50.16 mostra
uno schema delle fasi di processo. La dispersione delle
fasi solide nella sospensione viene ottenuta mediante un
controllo del pH della soluzione acquosa e mediante
agitazione, solitamente tramite ultrasuoni.
Figura 50.16 – Schema del processo slurry di produzione di
CMC.
I metodi che coinvolgono slurry sono particolarmente
idonei per compositi con rinforzi particellari, whiskers o
fibre corte. Una tecnica per la produzione di compositi a
fibra lunga e matrice vetrosa o vetroceramica, tramite
slurry, prevede il passaggio di fibre attraverso una
sospensione a base acquosa. Le fibre impregnate vengono
avvolte su un tamburo rotante a formare un nastro a

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 8 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
singola lamina. Il nastro viene quindi tagliato a misura
e le lamine sono sovrapposte a formare un laminato
prima della compattazione, essicazione e pressatura a
caldo (Figura 50.17). Nel caso di vetroceramica è
previsto un trattamento termico successivo di
devetrificazione. La tecnica consente di raggiungere un
elevato contenuto di fibre con buon allineamento (Figura
50.18).
Figura 50.17 – Fasi del processo slurry di produzione di CMC.
Figura 50.18 – Sezione di un laminato CMC cross-ply
ottenuto via slurry.
Processi in fase liquida
Tecniche di infiltrazione di matrice liquida attraverso
una preforma di fibre, in modo simile ai compositi a
matrice metallica, sono in linea di principio possibili
anche nel caso di matrici ceramiche. Tuttavia le
reazioni di interfaccia alle alte temperature richieste
limitano fortemente tale possibilità. Solo nel caso di
vetri e vetroceramica sono state adottate tecniche di
infiltrazione (matrix transfer molding) per la
produzione di componenti finiti come tubi a parete
sottile, difficilmente ottenibili per altre vie. La tecnica
(Figura 50.19) prevede il posizionamento di una preforma
di rinforzo secco all’interno di uno stampo e l’infiltrazione
della matrice vetrosa fusa per effetto di calore e pressione.
Figura 50.19 – Produzione di CMC tramite infiltrazione di
matrice vetrosa (matrix transfer molding).
Alcuni materiali ceramici, come carburo di silicio (SiC) o
carbonio (grafite), possono essere ottenuti per pirolisi
(PIP – polymer impregnation and pyrolysis) di un
precursore polimerico (carbosilani nel caso di SiC; resine
fenoliche, pece, resine epossidiche nel caso di
carbonio/grafite). La Figura 50.20 mostra lo schema del
processo. I processi per la produzione di compositi

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 9 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
ceramici a matrice carbonio e SiC saranno descritti
successivamente.
Figura 50.20 – Produzione di CMC tramite impregnazione e pirolisi di polimero precursore.
Tecniche sol-gel
Un sol è una sospensione di particelle nanometriche (<
100 nm) solitamente ottenute per precipitazione a
seguito di reazione in soluzione. La condensazione a
seguito di eliminazione del solvente, solitamente
acqua, e/o di reazione chimica determina la
trasformazione in uno stato colloidale di alta viscosità
(gel); la successiva essiccazione e cottura porta alla
formazione del materiale ceramico.
La bassa viscosità del sol consente l’impregnazione di
preforme di fibre a bassa temperatura e l’ottenimento
di componenti a geometria complessa. Tuttavia
l’essicazione comporta generalmente elevati ritiri
volumetrici e, di conseguenza, la necessità di fasi di
impregnazione ripetute per aumentare la densità della
matrice. In molti casi, per ottenere il materiale
ceramico desiderato, sono necessari trattamenti di
calcinazione e/o sinterizzazione a temperature
superiori a quelle richieste per la sola essicazione. La
Figura 50.21 mostra le possibili sequenze operative.
La miscelazione del sol o del gel con rinforzi
particellari o whiskers conduce ad una buona
dispersione, solitamente migliore rispetto a quella
ottenuta con tecniche convenzionali.
Matrici e fibre ceramiche sono ottenute per via sol-gel
a partire da soluzioni colloidali di composti (spesso
metallo-organici) a base di alluminio, boro, silicio,
titanio, zirconio, etc. Esempi di fibre ceramiche per
applicazioni avanzate ottenute per via sol-gel sono le
fibre Nextel (a base di silice e zirconia) e le fibre Saffil
(allumina e silice).
La zirconia (ZrO2), può essere ottenuta per calcinazione di
particelle di idrossido di zirconio (Zr(OH)4), a loro volta
ottenute per via sol-gel a seguito di precipitazione per
reazione di una soluzione di ZrOCl2 in ammoniaca:
ZrOCl2 + NH3 + H2O 2NH4Cl + Zr(OH)4
Figura 50.21 – Schema del processo sol-gel di produzione di
CMC.
Deposizione da vapore
Diversi metodi di produzione di CMC coinvolgono la
deposizione della matrice da vapore; questi metodi
includono la deposizione chimica da vapore (CVD),
l’evaporazione e i processi assistiti da plasma come il
bombardamento ionico e lo sputtering. Tra queste, CVD

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 10 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
consente in generale un migliore controllo della
composizione e della velocità di deposizione anche se
richiede temperature di processo normalmente più
elevate. Nella CVD, reazioni chimiche in fase vapore
producono del solido che si deposita sulla superficie di
un substrato riscaldato. Tecniche CVD consentono di
produrre fibre ceramiche, rivestimenti (coating) o di
infiltrare preforme di rinforzo e generarne la matrice.
In quest’ultimo caso il processo viene denominato
infiltrazione chimica di vapore (CVI). I gas reattivi che
si evolvono per riscaldamento di una fase liquida o
solida sono diluiti in un gas inerte, il carrier gas, che li
trasporta nel reattore. I gas infiltrano il substrato
riscaldato posizionato nel reattore; una reazione
chimica avviene allo stato gassoso generando un
prodotto solido che si deposita come matrice (Figura
50.22).
Figura 50.22 – Schema di produzione di composito a
matrice ceramica mediante CVI.
Tabella 50.2 – Gas reagenti e relative temperature di
reazione per la deposizione CVI .
Pur essendo la velocità di deposizione superiore a
quelle della maggior parte delle altre tecniche di
deposizione, questa resta tuttavia piuttosto limitata,
restando inferiore ai 2,5 mm/ora. I gas in uscita, che
consistono del carrier, di reagenti parzialmente
decomposti e alcuni prodotti di reazione, vengono
continuamente rimossi. Tecniche CVI sono impiegate per
la produzione di compositi carbonio/carbonio, CMC con
matrici di carburi, nitruri, boruri e allumina. Ad esempio,
la reazione che porta alla formazione di una matrice
ceramica SiC è la seguente:
SiCl4 (gas) + CH4 (gas) SiC (solido) + 4HCl (gas).
La Errore. L'origine riferimento non è stata trovata.
riporta i gas reagenti e le relative temperature di reazione.
50.4 Caratteristiche di alcuni compositi a
matrice ceramica per applicazioni
avanzate
n generale, grazie alle particolari caratteristiche di
resistenza termica, tenacità, rigidezza, durezza, ecc. tutti
i compositi a matrice ceramica trovano applicazioni in
settori avanzati, quali quello aerospaziale, nucleare, dei
trasporti, elettronico, biomedico. Di seguito vengono
descritte le caratteristiche di alcuni di questi materiali di
particolare rilievo.
Compositi carbonio/carbonio e carbonio/carburo di
silicio
La disponibilità di diverse tecniche di produzione, anche
relativamente economiche, e le loro caratteristiche,
rendono questi compositi di grande interesse in impieghi
diversi. Le loro applicazioni includono dischi di freni di
autoveicoli di alta gamma, veicoli industriali e aeromobili,
componenti di turbine a gas sollecitati ad alta temperatura,
protezioni termiche e bordi di attacco di missili e veicoli
spaziali, componenti di reattori nucleari, impianti
biomedici, elementi di forni industriali e attrezzature per
la lavorazione dei metalli.
Compositi C/C e C/SiC vengono impiegati sia con rinforzi
a fibra corta che con fibre continue e tessuti. Inoltre,
compositi a bassa densità, solitamente con fibre corte e
contenenti un alto grado di vuoto (da 70 a 90 %), trovano
applicazione come isolanti termici per alte temperature.
Due sono i principali processi adottati nella produzione di
C/C densi: l’infiltrazione in fase liquida seguita da pirolisi
(PIP) e l’infiltrazione chimica da vapore (CVI).
Per l’infiltrazione in fase liquida vengono impiegati
precursori diversi; i più comuni sono resine
termoindurenti (fenoliche, furaniche, poliimmidiche,
epossidiche) e pece. Un vantaggio delle resine
termoindurenti consiste nel fatto che la produzione inizia
con la formazione di un composito a matrice polimerica
tradizionale e possono essere pertanto impiegate diverse
tecniche ampiamente sviluppate. Il composito ottenuto
dalla reticolazione della resina a temperatura
relativamente bassa (200 - 250 °C) viene sottoposto a
pirolisi e carbonizzazione sotto vuoto o ambiente inerte a
temperatura dell’ordine di 1000 °C. Il polimero si
trasforma in una matrice di carbonio amorfo con rese
I

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 11 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
variabili da 45 a 80 %. Per ottenere un composito
denso sono quindi necessarie più fasi di impregnazione
e carbonizzazione ripetute. Per evitare rotture e
microcricche il processo viene condotto lentamente
così da consentire l’evoluzione dei gas di reazione; un
ciclo completo può richiedere diversi giorni. La
trasformazione della matrice in carbonio cristallino
(grafitizzazione) richiede trattamento a temperature
superiori a 2500 °C.
Elementi di protezione termica in C/C dello Space
Shuttle sono stati prodotti a partire da tessuti in
carbonio impregnati con resina fenolica Figura 50.23).
Figura 50.23 – Protezioni termiche in C/C dello Space
Shuttle e schema di produzione.
Figura 50.24 – Densità di compositi C/C in funzione
della temperatura di trattamento termico, ottenuti da
diversi precursori.
L’impregnazione con pece viene condotta in modo
simile. La pece, tuttavia, possiede proprietà liquido-
cristalline, così che la sua struttura allo stato solido
risulta parzialmente orientata (mesofase). Questa struttura
e l’impiego di processi ad alta pressione (fino a 1000 bar)
favoriscono la grafitizzazione ad alta temperatura e la
formazione di matrice a densità superiore, riducendo la
necessità di cicli successivi (Figura 50.24).
Compositi C/SiC possono essere prodotti con una tecnica
di pirolisi della matrice polimerica (PIP), seguita da
infiltrazione di silicio metallico fuso (melt infiltration –
MI o liquid silicon infiltration LSI). Dischi di freno per
veicoli e aeromobili vengono prodotti a partire da
compositi a fibra corta o laminati con tessuti di carbonio e
matrice polimerica, spesso fenolica, prodotti nella forma
del componente finale. La successiva pirolisi e
carbonizzazione a 900 - 1000 °C produce una matrice di
carbonio altamente porosa. Il componente cosi ottenuto
viene messo a contatto in forno sotto vuoto con silicio
fuso (a circa 1500 °C) che si infiltra nelle porosità,
reagisce con il carbonio amorfo a formare SiC e riduce la
porosità del manufatto. La reazione di Si con il carbonio
grafitico delle fibre di rinforzo, pur possibile, degrada in
modo limitato le caratteristiche del rinforzo. Il materiale
risultante è costituito da fibre di carbonio in matrice
complessa di SiC, carbonio e silicio non reagiti. Rispetto a
C/C, i compositi C/SiC possiedono superiore resistenza ad
ossidazione alle alte temperature (Figura 50.25).
Figura 50.25 – Disco freno di automobile in C/SiC ottenuto
mediante PIP-MI.
Compositi C/C possono essere ottenuti mediante CVI, che
implica la decomposizione termica di idrocarburi.
Tradizionalmente viene impiegato metano che si
decompone a carbonio, liberando idrogeno. La struttura
(amorfa o cristallina fine) del carbonio prodotto dipende
dalle condizioni di temperatura e pressione a cui viene
condotto il processo e dalle caratteristiche del substrato
(rugosità, porosità) che promuove la nucleazione della
struttura grafitica. La Figura 50.26 mostra le condizioni di
temperatura e pressione idonee alla formazione di grafite
pirolitica.
I processi CVI per la produzione di carbonio sono
essenzialmente tre: il metodo isotermo, in cui
l’infiltrazione del gas avviene a temperatura costante di
circa 1100 °C e bassa pressione (0,6-6 kPa); il metodo a

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 12 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
gradiente termico, in cui il substrato alla superficie del
componente è a temperatura inferiore rispetto al cuore
e la deposizione avviene a partire dal centro, evitando
così la formazione di “croste” superficiali; il metodo a
gradiente di pressione, meno usato, in cui il gas è
infiltrato in pressione (Figura 50.27).
Figura 50.26 – Effetto della pressione e della
temperatura sulla struttura del carbonio nella CVD.
Figura 50.27 – Metodi di infiltrazione chimica di vapore
CVI: (a) isotermo, (b) gradiente termico, (c) gradiente
di pressione.
La temperatura di grafitizzazione influenza le
caratteristiche meccaniche poiché all’aumentare della
grafitizzazione si riduce l’adesione tra matrice
carboniosa e fibre di rinforzo e si incrementa la
tenacità del composito per effetto di debonding e pull-
out. La Figura 50.28 mostra l’influenza della
temperatura di trattamento termico sulla curva sforzo
deformazione del materiale. I compositi C/C
mantengono le loro caratteristiche meccaniche fino a
temperature estreme (Figura 50.29), purché in assenza
di ossigeno. Al fine di garantire resistenza ad
ossidazione fino ad oltre 1400 °C possono essere
impiegati rivestimenti protettivi, ad esempio a base di
carburo o nitruro di silicio, che, avendo coefficiente di
dilatazione molto basso, riducono la possibilità di
rotture nel rivestimento di protezione superficiale.
Ulteriore protezione da ossidazione è ottenuta con
l’aggiunta di formatori di vetro, in grado di sigillare
eventuali cricche nel rivestimento superficiale. La
Figura 50.30 mostra i valori di dilatazione termica di
possibili materiali di protezione da ossidazione
superficiale.
Figura 50.28 – Effetto della temperatura di grafitizzazione
sul comportamento a flessione di compositi C/C prodotti da
precursore polimerico.
Figura 50.29 – Resistenza specifica in funzione della
temperatura di compositi C/C in assenza di ossigeno.

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 13 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 50.30 – Dilatazione termica di ceramici e vetri
per possibili impieghi in rivestimenti protettivi.
Compositi a matrice di allumina
L’allumina (Al2O3) è impiegata come materiale
ceramico in molte applicazioni di rilievo, in campo
elettrico ed elettronico, biomedico, industriale.
Allumina rinforzata con whiskers di SiC fino al 25%
viene ottenuta mediante il metodo slurry. L’aggiunta di
whiskers incrementa in modo rilevante il modulo
elastico (fino a 400 circa GPa), ma soprattutto la
resistenza e la tenacità. La Tabella 50.3 riporta le
caratteristiche meccaniche di compositi con diversi
contenuti di whiskers. Tali caratteristiche sono
mantenute fino a temperature di circa 1200 °C (Figura
50.31). La riduzione del coefficiente di dilatazione
termica che segue all’aggiunta di whiskers ne aumenta
significativamente la resistenza a shock termici.
L’allumina rinforzata con whiskers trova impieghi in
componenti che richiedono grande resistenza ad
erosione ed utensili per la lavorazione di materiali
duri.
Tabella 50.3 – Caratteristiche meccaniche di compositi
allumina/SiC (whiskers) per utensili da taglio.
SiC (%) 0 7 15 25
Densità (g/cm3) 3,9 3,8 3,8 3,7
Modulo elastico (GPa) 340 340 350 390
Modulo specifico (GPa/(g/cm3)) 87 89 92 105
Resistenza a flessione (MPa) 300 650 700 900
Tenacità (MPa*m0,5) 4,5 5,5 6 8
Coeff. Esp. Termica (106 * °C-1) 8 8 7 6
Figura 50.31 – Tenacità di compositi allumina/SiC a diversi
contenuti di whiskers in funzione della temperatura.
L’allumina si presta ad essere rinforzata per aggiunta di
zirconia; la ZTA (zirconia toughened alumina) contiene
fino al 20% di particelle fini di zirconia (ZrO2).
L’aumento di volume (circa 3%) che accompagna la
trasformazione di fase della zirconia da tetragonale a
monoclina durante il raffreddamento dalle condizioni di
processo genera microfratture nella matrice di allumina
che determinano un aumento di tenacità per formazione di
microcricche; questo è tuttavia accompagnato da
riduzione della resistenza (Figura 50.32).
Figura 50.32 – Tenacità e resistenza di compositi ZTA
allumina/zirconia non stabilizzata.
TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 14 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
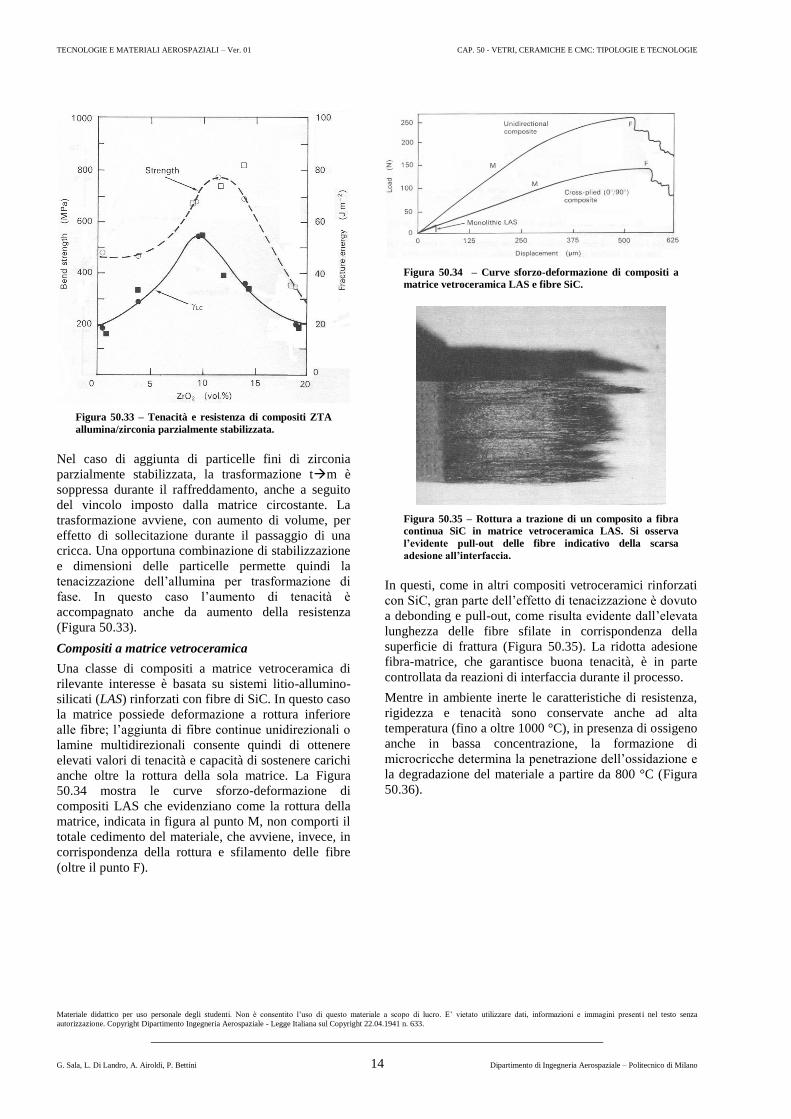
Figura 50.33 – Tenacità e resistenza di compositi ZTA
allumina/zirconia parzialmente stabilizzata.
Nel caso di aggiunta di particelle fini di zirconia
parzialmente stabilizzata, la trasformazione tm è
soppressa durante il raffreddamento, anche a seguito
del vincolo imposto dalla matrice circostante. La
trasformazione avviene, con aumento di volume, per
effetto di sollecitazione durante il passaggio di una
cricca. Una opportuna combinazione di stabilizzazione
e dimensioni delle particelle permette quindi la
tenacizzazione dell’allumina per trasformazione di
fase. In questo caso l’aumento di tenacità è
accompagnato anche da aumento della resistenza
(Figura 50.33).
Compositi a matrice vetroceramica
Una classe di compositi a matrice vetroceramica di
rilevante interesse è basata su sistemi litio-allumino-
silicati (LAS) rinforzati con fibre di SiC. In questo caso
la matrice possiede deformazione a rottura inferiore
alle fibre; l’aggiunta di fibre continue unidirezionali o
lamine multidirezionali consente quindi di ottenere
elevati valori di tenacità e capacità di sostenere carichi
anche oltre la rottura della sola matrice. La Figura
50.34 mostra le curve sforzo-deformazione di
compositi LAS che evidenziano come la rottura della
matrice, indicata in figura al punto M, non comporti il
totale cedimento del materiale, che avviene, invece, in
corrispondenza della rottura e sfilamento delle fibre
(oltre il punto F).
Figura 50.34 – Curve sforzo-deformazione di compositi a
matrice vetroceramica LAS e fibre SiC.
Figura 50.35 – Rottura a trazione di un composito a fibra
continua SiC in matrice vetroceramica LAS. Si osserva
l’evidente pull-out delle fibre indicativo della scarsa
adesione all’interfaccia.
In questi, come in altri compositi vetroceramici rinforzati
con SiC, gran parte dell’effetto di tenacizzazione è dovuto
a debonding e pull-out, come risulta evidente dall’elevata
lunghezza delle fibre sfilate in corrispondenza della
superficie di frattura (Figura 50.35). La ridotta adesione
fibra-matrice, che garantisce buona tenacità, è in parte
controllata da reazioni di interfaccia durante il processo.
Mentre in ambiente inerte le caratteristiche di resistenza,
rigidezza e tenacità sono conservate anche ad alta
temperatura (fino a oltre 1000 °C), in presenza di ossigeno
anche in bassa concentrazione, la formazione di
microcricche determina la penetrazione dell’ossidazione e
la degradazione del materiale a partire da 800 °C (Figura
50.36).

TECNOLOGIE E MATERIALI AEROSPAZIALI – Ver. 01 CAP. 50 - VETRI, CERAMICHE E CMC: TIPOLOGIE E TECNOLOGIE
Materiale didattico per uso personale degli studenti. Non è consentito l’uso di questo materiale a scopo di lucro. E’ vietato utilizzare dati, informazioni e immagini present i nel testo senza
autorizzazione. Copyright Dipartimento Ingegneria Aerospaziale - Legge Italiana sul Copyright 22.04.1941 n. 633.
G. Sala, L. Di Landro, A. Airoldi, P. Bettini 15 Dipartimento di Ingegneria Aerospaziale – Politecnico di Milano
Figura 50.36 – Resistenza di compositi vetroceramici
LAS/SiC in funzione della temperatura in ambiente
inerte e in presenza di aria.
Bibliografia [1] Askeland, D.R.,
“The Science and Engineering of Materials” 3a ed.
Chapman and Hall, 1996
[2] Callister W.D.,
“Scienza e Ingegneria dei Materiali”, 2a ed.
EdiSES srl, Napoli, 2008
[3] Campbell, F.C.:
“Manufacturing Technology for Aerospace Structural
Materials”,
Elsevier, Amsterdam NL, 2006
[4] Flinn R.A., Troian P.K.,
“Engineering Materials and Their Applications”,
J. Wiley, New York NY, 1995.
[5] Matthews F. L., Rawlings R.D.:
“Composite Materials",
CRC Press, Boca Raton FL, 1999