424 e fruitjuice
DESCRIPTION
tesssTRANSCRIPT

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 1/16
Process Technology or theFruit Juice and Primary Industries
Innovative Engineering –
Quality in Line.
Process Engineering
GEA TDS GmbH

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 2/16
GEA TDS …
… is established on an interna-
tional level as a specialist or
technically and economically
optimised process technology
in the treatment o milk prod-
ucts, ood and juice.
GEA TDS possesses the necessary know-
how or the design and manuacture o
hygienic, aseptic and sterile plants or
the production o liquid products. Forproject engineering and customer
service, GEA TDS oers international
attendance and short reaction times
by local presence and, o course, Ater-
Sales-Service. Experienced and compe-
tent expert teams deliver technical
solutions tailored to the customer’s
needs.
Product programme for the fruit
juice and primary industries
complete process lines■
short time heaters■
valves, pumps, components■
deaeration technology ■
mixing plants■
tubular heat exchangers■
plate heat exchangers■
CIP plants■
homogenisers■
process automation and integration■
engineering, implementation and■
service
7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 3/16
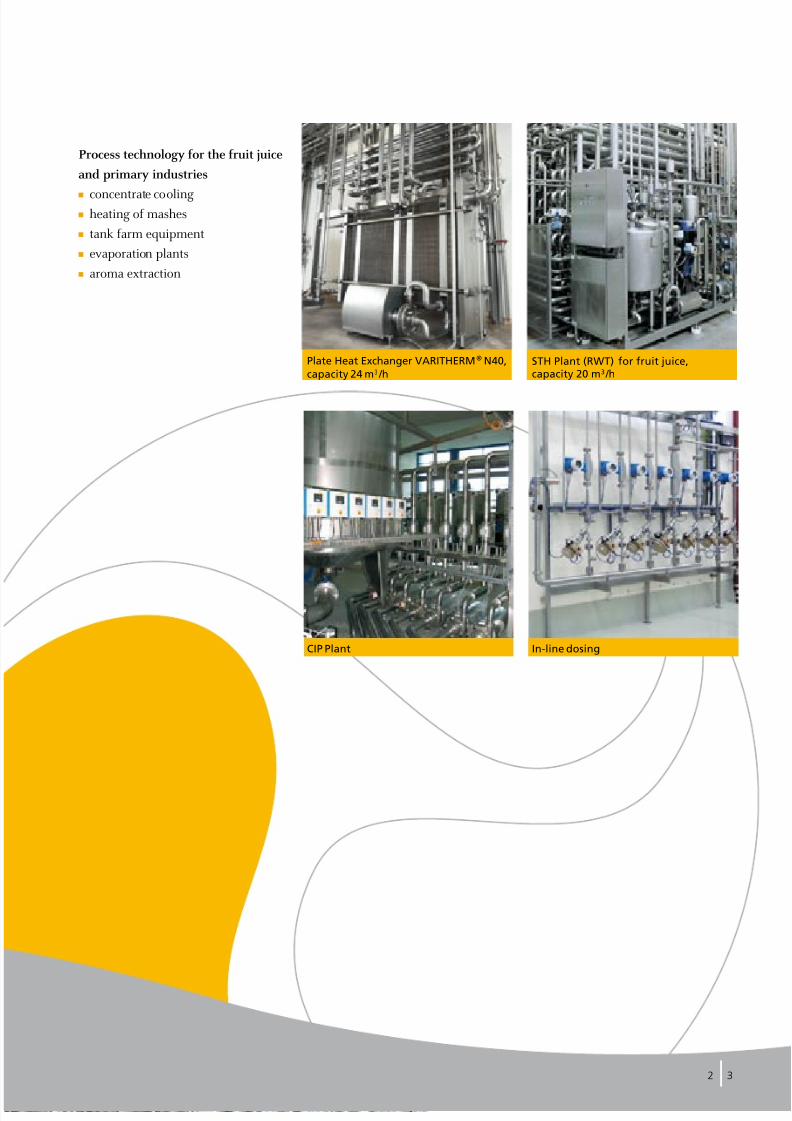
Process technology for the fruit juice
and primary industries
concentrate cooling■
heating o mashes■
tank arm equipment■
evaporation plants■
aroma extraction■
Plate Heat Exchanger VARITHERM® N40,
capacity 24 m3 /h
CIP Plant
STH Plant (RWT) or ruit juice,capacity 20 m3 /h
In-line dosing
32
7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 4/16
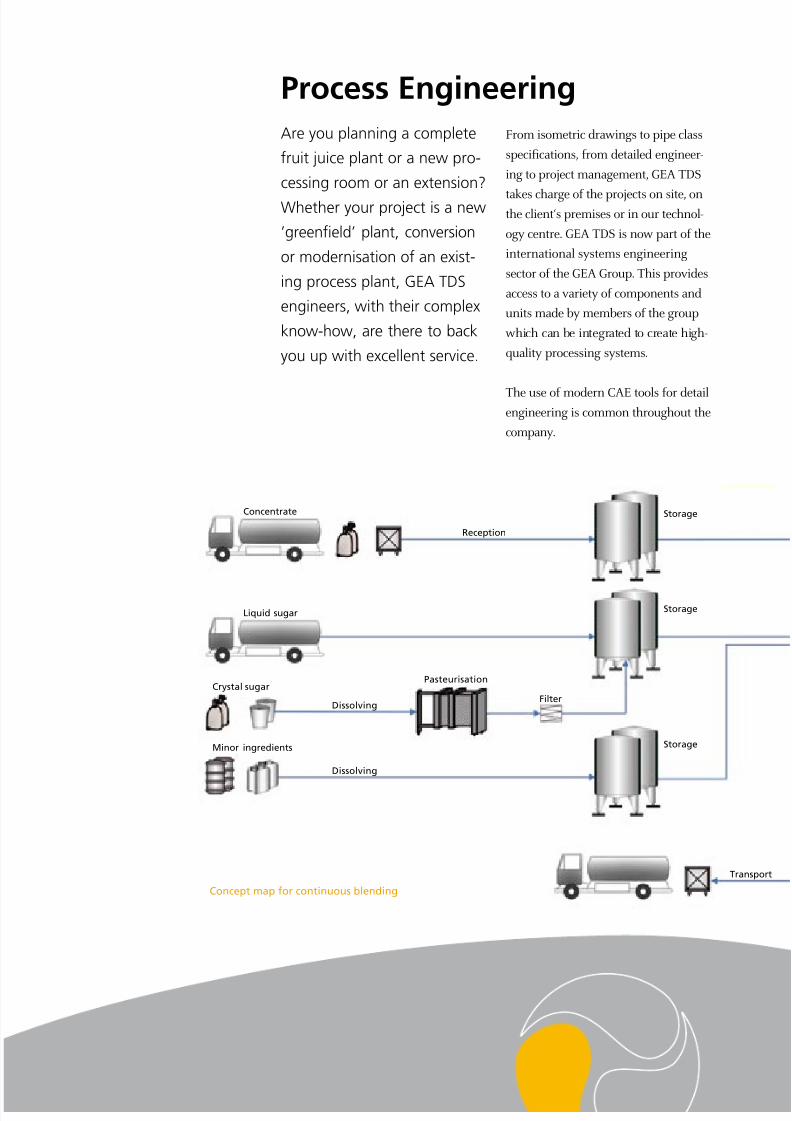
Process Engineering
Are you planning a complete
ruit juice plant or a new pro-
cessing room or an extension?
Whether your project is a new
’greeneld’ plant, conversion
or modernisation o an exist-
ing process plant, GEA TDS
engineers, with their complex
know-how, are there to back
you up with excellent service.
From isometric drawings to pipe class
specications, rom detailed engineer-
ing to project management, GEA TDS
takes charge o the projects on site, onthe client‘s premises or in our technol-
ogy centre. GEA TDS is now part o the
international systems engineering
sector o the GEA Group. This provides
access to a variety o components and
units made by members o the group
which can be integrated to create high-
quality processing systems.
The use o modern CAE tools or detailengineering is common throughout the
company.
Concentrate
Liquid sugar
Crystal sugarPasteurisation
Dissolving
Reception
Transport
Storage
Storage
Storage
Filter
Dissolving
Minor ingredients
Concept map or continuous blending

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 5/16
Heating plant / deaeration / homogenisation
Pasteurisation
Steriletank
Filler
Pasteurisation
Blending
Premix Ready-to-drink Product
Carbonation
Deaeration o water
MixerHomogeniser Deaeration
Storage
Detailed engineering
layout planning and detailed■
coordination/clariication o details
inventory taking on site■
design o pipe layout and■
instrumentation
arrangement o components■
calculation o material requirements■
and technical speciications
deinition o interaces■
coniguration and dimensioning■
o instrumentation and control
equipment
technical description o the■
processes
quality assurance and■
quality control
monitoring o time schedules■
cost control■
supervision o construction and■
installation work
commissioning o plant components■
supervision o commissioning■
technical support or production■
process optimisation■
documentation■
For project planning and engineering
the main focus points are:
preliminary design■
support in approval planning■
preliminary planning and layouts■
selection/dimensioning o ■
process equipment
production o tender documents■
or process plants
54

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 6/16
Mix-Processing
One o the key production
steps in the ruit juice and
primary industries is product
mixing. In the mixing process
the individual raw materials are
blended in exact proportions
with each other, and mixed to
orm a marketable product.
Basic mixing takes place in batch
mode, i.e. a particular quantity o
a certain product is manuactured.
For exact determination o the weighto the individual components either
scale balances or mass ow meters can
be used as required – in the ruit juice
industry today it is normally mass ow
meters that are used. Product mix-
ing using scale balances is normally
used in mixing processes where there
are many components and the quan-
tities involved are small. GEA TDS
oers the ideal equipment or prod-uct mixing using mass ow meters in
the orm o the GEA Varimass System.
With the Varimass System the various
components are integrated at a valve
matrix using a varying number o mix-
ing lines, according to their mixing
duty. Their quantities are registered by
means o mass ow meters.
The raw materials are introduced to
the valve matrix either individually or
rom a storage tank, depending upon
the customer’s requirements. Smallquantities prepared in advance (solids,
avourings, etc.) are similarly intro-
duced to the mixing matrix exactly in
accordance with the recipe, as are the
container materials rom the container
station.
A very high level o exibility is
achieved by constructing the valve
matrix using VARIVENT® Mixproo Valves that are secure against impact
loads. By means o this design, and by
the valves’ integrated liting actuators,
cleaning o the component and mix-
ture lines can take place in parallel
with the mixing process.
For product mixing using weighing
technology the individual component
lines, contrary to the GEA Varimassprinciple, are not integrated at a valve
matrix, but at one or more weighing
tanks. In the weighing tanks the
individual components are weighed
one ater another and conveyed to the
appropriate mixing tanks. In a variant
o the mixing process, using weighing
technology, the mixing tanks are
directly tted with load cells.
Dissolving station
Manual addition
Storage tanks
Mixing valvearrangement
Water
Optional
Mixer Pasteuriser Filler
Sugar syrup
Reception
Water
Water
Scale
Minor ingredients
Blendingtanks
Container
Blending concept map

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 7/16
A urther variant o the prod-
uct mixing process is provided
by continuous in-line mixing
technology.
In this procedure we blend the indi-
vidual components or a prepared
premix direct prior to the ollowing
processing. Using this technology the
available capacity o the ingredients
or nal product can be increased.
A mixing plant that is optimised andmatched to customer requirements
increases the efciency and reliability
o the product mixing process. This
enables customers to react with a high
degree o exibility to the rapidly devel-
oping requirements o the market and
to achieve considerable cost reductions.
Our aim is to create and oer optimised
plant designs to meet individual cus-
tomer requirements.
Tank arm Small volume mixing system
Valve matrix or mixing
In-line dosing
76
7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 8/16
Pasteurisation plant
Fruit juices as well as beverage
bases require a long shel lie.
Conservation o the product
shall be achieved by ecient
processing without aecting
the product quality.
This task is achieved by thermal
treatment o the product using a
pasteuriser. In a short time heating
plant (STHT plant) the product isheated or a short time to the required
temperature and rapidly cooled down.
Plate or tubular heat exchangers at
choice are used to heat the product
to the required pasteurisation temper-
ature.
The heat treatment system to be used
depends rst o all on the properties o
the product to be treated. The correct
design o the pasteuriser as well as theselection o appropriate components
allow the treatment o the ollowing
products:
Smoothies■
ruit juices and drinks with and■
without cells, pulp and CO2
vegetable juices■
primary products■
mashes■
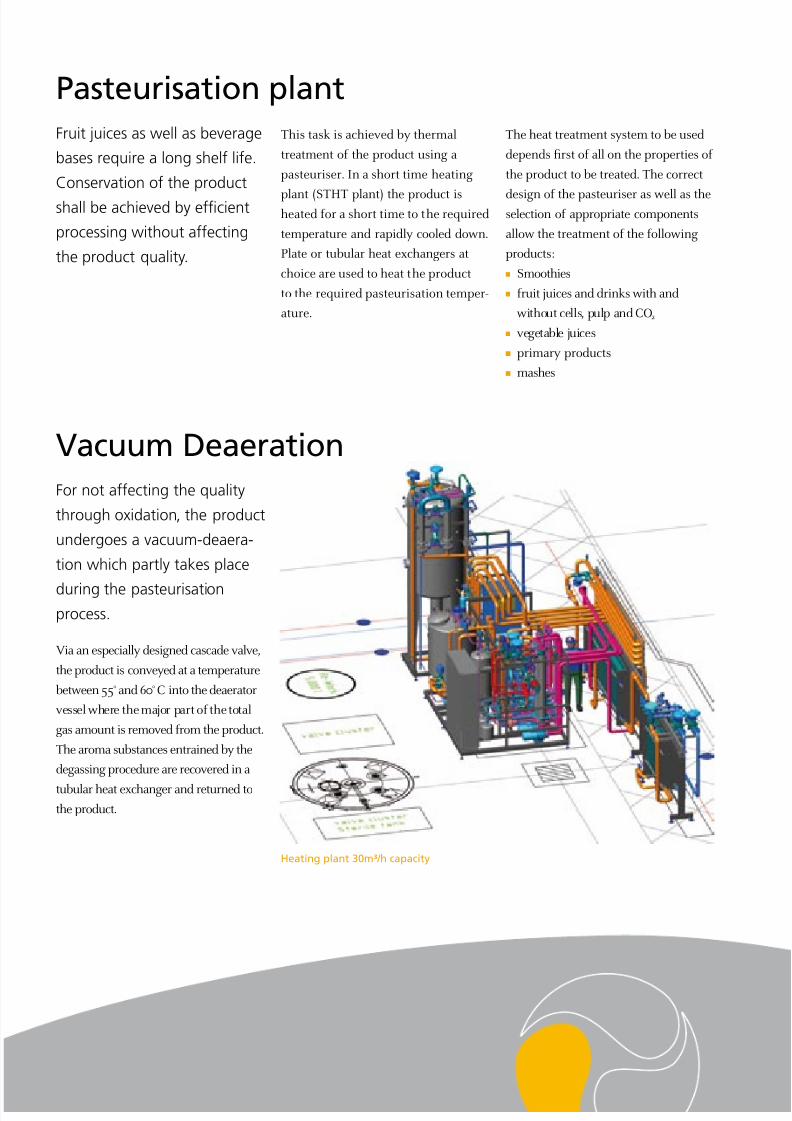
Vacuum Deaeration
For not aecting the quality
through oxidation, the product
undergoes a vacuum-deaera-
tion which partly takes place
during the pasteurisationprocess.
Via an especially designed cascade valve,
the product is conveyed at a temperature
between 55° and 60° C into the deaerator
vessel where the major part o the total
gas amount is removed rom the product.
The aroma substances entrained by the
degassing procedure are recovered in a
tubular heat exchanger and returned to
the product.
Heating plant 30m³/h capacity

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 9/16
Homogenisation
The GEA Niro Soavi high-
pressure homogenisers and
microsizers refect the latest
innovative developmentsand show excellent results
in respect to capacity and
reliability.
The capacity ranges rom 10 l/h to
50,000 l/h at an operating pressure
o 1,500 bar max. For special appli-
cations, a homogenising pressure o
2,000 bar max. can be achieved. The
Ariete series are capable o process-
ing products at temperatures up to
180° C. Special operating conditions,
e.g. adherence to hygienic and aseptic
requirements or treatment o abrasive,
viscous or corrosive liquids, can be
ullled with the standard treatment
programme.
In aseptic process technology,
product saety takes top
priority. Food processors use
sterile tanks as storage or
buer tanks.
When producing beverages
containing CO2, carbonation
is integrated into the overall
line concept.
Aseptic storage prevents recontamina-
tion o the product and helps to ensure
a long shel lie and stability.
Ater pasteurisation, hygienic treatment
o the product is required. Sterile tanks
can perorm a buer unction in the
process upstream o the lling line.
GEA TDS oers carbonation o bev-
erages. Gaseous CO2 is added to the
product. This continuous process can
be integrated into the overall processeither upstream or downstream o the
thermal treatment.
Sterile tank
Carbonation
98
Sterile tank
Carbonisation system
Homogeniser
7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 10/16
VARITHERM®
Plate Heat Exchanger
The core piece in process
plants are heat exchangers– they are used or cooling,
heating, pasteurising or UHT
heating. GEA TDS use plate
and tubular heat exchangers
depending on the plant
conguration.
As a central module in thermal processtechnology, the plate heat exchanger has
always been the cornerstone in systems
engineering: design and development are
continuously adapted to the needs o the
changing market and trends in product
specications.
The advantages at a glance:
thermal treatment o products■
containing cells and ruit pulp
eicient heat transer, i.e. small heat■
exchange area and thus low
investment costs
high degree o heat recovery (up to■
96 %), this means low energy costs
low space requirements due to large■
heat transer surace in a compact
assembly
easy adaptation to changed capacity ■
parameters by expansion or reduction
o plates, i.e. high-lexibility
short dwelling times in the heat■
treatment section, thus gentle product
treatment
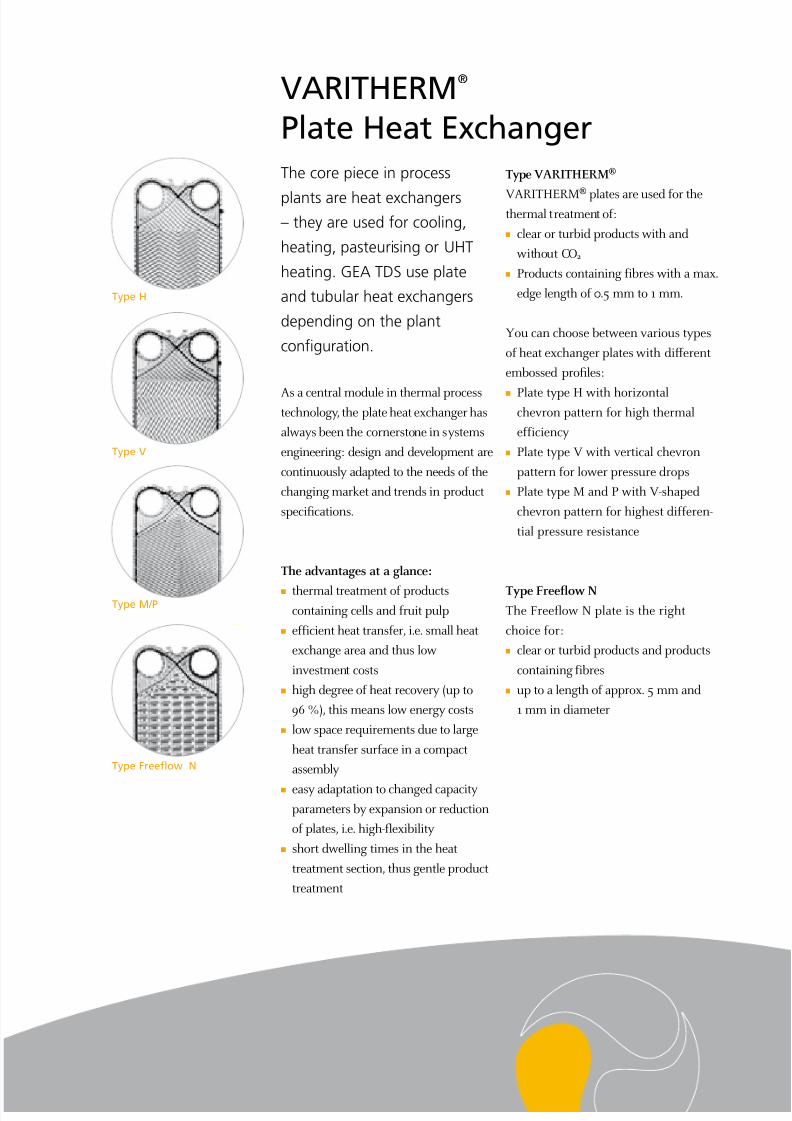
Type VARITHERM®
VARITHERM®
plates are used or thethermal treatment o:
clear or turbid products with and■
without CO2
Products containing ibres with a max.■
edge length o 0.5 mm to 1 mm.
You can choose between various types
o heat exchanger plates with dierent
embossed proles:
Plate type H with horizontal■
chevron pattern or high thermal
eiciency
Plate type V with vertical chevron■
pattern or lower pressure drops
Plate type M and P with V-shaped■
chevron pattern or highest dieren-
tial pressure resistance
Type Freeflow NThe Freeow N plate is the right
choice or:
clear or turbid products and products■
containing ibres
up to a length o approx. 5 mm and■
1 mm in diameter
Type H
Type V
Type M/P
Type Freelow N

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 11/16
VARITUBE®
Tubular Heat Exchanger
VARITUBE® S – the single-tube heat
exchanger or indirect heat exchangeor the treatment o products contain-
ing pieces. Product recovery is possible
using pigging technology.
VARITUBE® M –the multi-tube heat
exchanger or indirect heat exchange
is also suitable or products containing
particles o approx. 18 mm length.
VARITUBE® P – or the direct prod-uct/product heat exchange in all appli-
cations.
VARITUBE® SK – or the direct prod-
uct/product heat exchange o bre-
containing products up to a length o
30 mm.
Functional principle: Patented ow
devices installed on the bottom plateprovide additional acceleration and
generate a transverse ow, ensuring
that no bres collect on the tube
bottom. Longer production cycles
are thus achieved.
VARITUBE® HS – the multi-tube heat
exchanger or indirect heat exchange,
suitable mainly or hot water genera-
tion and heating o CIP media.
VARITUBE® E – Multitube with indi-
rect heat exchange, suitable mainly or
hot water generation and heating o
CIP media or medium thermal out-
puts and volume ow rates o up to
165 m3 /h.
The VARITUBE® Tubular Heat
Exchanger is specicallydesigned or the thermal
treatment o low- to high-
viscosity products and or
products containing particles,
pulp and bres. The VARITUBE®
system is mainly used in
heating, cooling and aseptic
systems.
VARITUBE® S and M, corrogatedand plain inner tubes
VARITUBE® P
VARITUBE® SK
VARITUBE® HS
VARITUBE® E
Profle o VARITUBE® SK
1110

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 12/16
Process Automationand Integration
Quality assurance and
increased productivity drivethe steadily increasing auto-
mation o plants and produc-
tion processes. The advan-
tages are obvious: labour and
production downtimes are
reduced and operator error
is saely ruled out. The plants
are upgraded so that all essen-
tial parameters relevant or the
production processes are auto-
matically controlled, monitored
and documented.
GEA TDS oers a wide spectrum o
innovative process automation systemsand services that range rom the provi-
sion o electronic process control up to
integrated, company-wide network
systems complete with the correspond-
ing management inormation systems.
Machine control systems, or separators,
homogenisers or lling machines or
example, can be homogeneously
integrated into the overall automation
system through the bus network.
GEA TDS uses the latest industrial stan-
dards or all automation projects. In this
respect batch processes are automated
in accordance with ISA-S88a as an
essential actor or a transparent, trace-
able production.
To adapt existing production plants to
new generations o automation systems(e.g. when replacing the visualisation
system or upgrading rom S5 to S7)
migration strategies will be developed
or you that allow sae conversion while
production continues to run.
Operation and Process Visualisation
All operator interaces are designed with
logical menu structures that allow intui-
tive operation o the plant. The operator
is comprehensively inormed at a glance
and guided progressively through the
system.

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 13/16
Documentation and Process
OptimisationThe supervisory control system allows
operators to record measured values and
switch status, thus creating the neces-
sary transparency or process optimi-
sation.
Recording o measured data is supple-
mented by a database-supported event
log with practice-oriented evaluation
eatures. This audit trail allows thetracking o individual batches or an
entire production.
Reporting and Batch Tracking
The process data is transerred onlineto an SQL database extended with
powerul evaluation tools:
the report generator can be cust-■
omised so you can conigure your
own application-oriented reports.
batch tracking in graphical or■
tabular orm helps you to keep
track o your products in accordance
with the EU regulation 178/2002.
The standardised approach allows you
to introduce a batch tracking system in
manageable steps at a known cost.
CIP curve
Signals STH
Track & Trace
Login
Reception
Fruit juice blending
1312

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 14/16
CIP (cleaning in-place) is the
commonly used method or
plant cleaning during the pro-
duction process where hygiene
is, o course, paramount.
Variable CIP systems are available or
dierent cleaning procedures. The diver-
sity o products and processes calls or
dierent methods or cleaning process
plants. Variable CIP systems are avail-
able or dierent cleaning procedures within the production process where
hygiene is paramount.
GEA TDS is always striving to nd the
optimum balance between chemicals,
mechanics, temperature and residence
time, with additional ocus on environ-
mental protection and down-times.
Using a modern CIP system ensures the
optimum quality assurance and increas-
es product quality.
CIP Recovery Systems
These CIP systems consist o various
cleaning medium tanks or drinking
water, cleaning solution and returned
water. The system or tank size is adjust-
ed to the cleaning cycles required. The
number o cleaning systems installed
determines the cleaning requency, the
simultaneous execution o operations
and the number o objects. The systemsare technically equipped and cong-
ured to meet the cleaning objectives
dened.
Single Use Cleaning System with
ECOCIP
The system consists o a detergent tank
or the ready-made cleaning solution,
pre-assembled on a base rame. The
cleaning solution is circulated and heat-ed up to the operating temperature.
Conductivity measurement and in-line
concentrate metering ensure that the
required amount o detergent is added.
The detergent ow rates are adjusted
by the cleaning program. CIP modules
are easy to integrate into the process
and oer the most appropriate clean-
ing even or demanding products.
CIP Plants
CIP batch cleaning assembly
CIP Plant

7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 15/16
Aseptic flling system
GEA TDS services also include
the assembly o entire plants.
A comprehensive range o
services is available throughoutthe entire service lie o your
plants, all designed to achieve
maximum productivity and
economic eciency.
With GEA Procomac we
respond to the need o the
beverage market or an overall
solution and can provide com-
petent on-the-spot services.
GEA Procomac based near
Parma in Italy is one o the
world’s leading suppliers o
cold aseptic lling technology.
The GEA TDS Ater-Sales programme
includes a permanent support service:
taking care o service and maintenance
directly ater hand-over o the plant.
Customer support also includes denedmaintenance and individual inspec-
tion agreements to ensure ault-ree
and reliable operation and to keep your
plant running efciently or years.
Their core business is the engineering,
manuacturing and installation o com-
plete lling lines or the beverage indus-
try both or conventional and asepticapplications. The proportion o aseptic
lling lines is about 70 % o all the lines
delivered.
GEA Procomac supplies complete lling
lines or juices, teas, still/carbonated
beverages, dairy products and water,
in a constantly high quality rom the
process technology to the packaging
technology.
Assembly and Ater Sales
Packing technology
1514
7/14/2019 424 e Fruitjuice
http://slidepdf.com/reader/full/424-e-fruitjuice 16/16
e - 0
8 / 0 9
i n f o r m - w e r b e a g
e n t u r . d e
Process Engineering
GEA TDS GmbHVoss-Straße 11/13 · 31157 Sarstedt · Germany
Phone +49 5066 990-0 · Fax +49 5066 990-163
Am Industriepark 2–10 · 21514 Büchen · Germany
Phone +49 4155 49-0 · Fax +49 4155 49-2724
Kruppstraße 3 · 48683 Ahaus · Germany
Phone +49 2561 8602-0 · Fax +49 2561 8602-130
www.gea-tds.com
Innovative Engineering –
Quality in Line.
To nd out more about your particular process
technology application, contact GEA TDS at
www.gea-tds.com
The juice industry produces many dierent products and this
brochure could not possibly describe all the potential process lines
available.