304 304 l-data-sheets-1-28-13
TRANSCRIPT

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 1
Stainless Steel Structural Shapes: 304 and 304L Austenitic (Chromium-Nickel)
INTRODUCTION There are many grades of austenitic stainless steels, the most popular of which are 304 and 304L. Those
two account for about half of the total stainless steel production in the United States. Those are the two
grades we will address on this data sheet. Other grades include 316 316L, 317, 317L, 321, 347. Stainless
Structurals can manufacture shapes in almost any of the austenitic grades, plus nickel, duplex and exotic
alloys. If you need a particular grade, ask your sales representative.
Stainless Structurals’ shapes are stripped from plate with lasers, laser fused together, straightened,
ground, de-twisted and passivated. They are produced to ASTM-A-1069, which also includes a number of
other specifications.
Austenitic (18-8) stainless steel alloys possess significant beneficial properties. They are strong, light,
ductile, aesthetically pleasing and readily available in a variety of forms. They resist corrosion and
oxidation; fabricate and clean easily; and prevent contamination of products. They have also exhibited
good strength and toughness when exposed to cryogenic conditions.
Stainless Structurals offers two variations of the 18-8 stainless steels:
§ AISI 304 (S30400)
§ AISI 304L (S30403)
Of the two types, 304 is the most widely used alloy, followed by 304L. 304L is typically used for welded
applications that must resist intergranular corrosion. The essential difference is in the carbon content,
which is required to be lower in 304L than 304. These two grades are frequently supplied dual certified as
304/304L. This means that the carbon content, which is expressed as a maximum in both grades, is in
compliance with the maximum carbon content called for by each specification. In addition the dual
certified material meets the minimum mechanical properties, which are required to be higher in 304.
Therefore, the dual certification means the material is in full compliance with both specifications, providing
the higher minimum strength requirements for one grade along with the better intergranular corrosion
resistance of the other.

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 2
Some popular applications of these two grades are in food processing, appliances and dairy. Standards
and specifications have been developed to guide the manufacture, construction and use of these grades.
The guidelines are listed herewith.
SPECIFICATIONS AND CERTIFICATIONS The following table provides the list of US specifications for the two popular grades.
Table 1: ASTM and ASME Specifications
Product Form Specification
ASTM ASME Plate, Sheet and
Strip A 240 SA-240
Laser Fused Structural Shapes
A1069
The specifications stipulate allowable stresses for the various product forms of the alloys. Within the
ASME Boiler and Pressure Vessel Code (Section II, Part D), the allowable stresses are given for 304 for
use up to a maximum temperature of 1500°F (816°C); and 304L up to 800°F (426°C).
In addition to ASTM and ASME, the National Sanitation Foundation accepts all alloy variations for food
preparation and storage; and the Dairy and Food Industries Supply Association (Sanitary Standards
Committee) approves all variations for contact with dairy products.
gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 3
PROPERTIES This section outlines the chemical composition, physical and mechanical properties of 304 amd 304L.
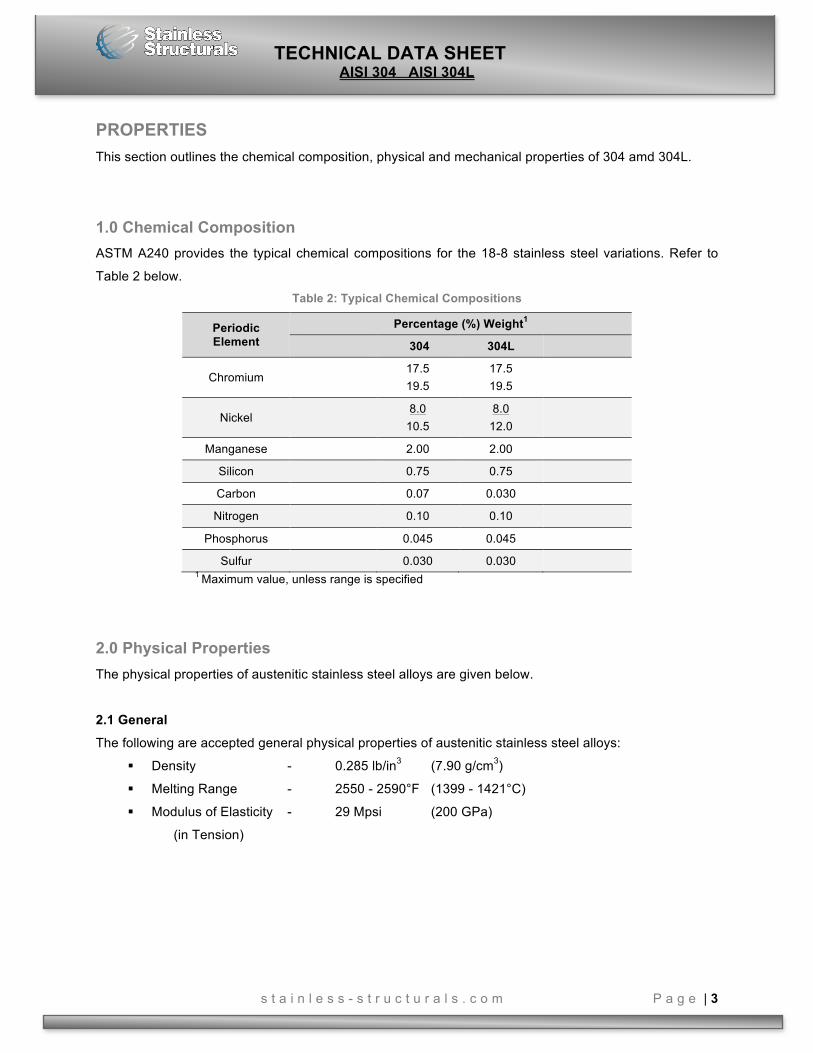
1.0 Chemical Composition ASTM A240 provides the typical chemical compositions for the 18-8 stainless steel variations. Refer to
Table 2 below. Table 2: Typical Chemical Compositions
Periodic Element
Percentage (%) Weight1
304 304L
Chromium
17.5 19.5
17.5 19.5
Nickel
8.0 10.5
8.0 12.0
Manganese 2.00 2.00
Silicon 0.75 0.75
Carbon 0.07 0.030
Nitrogen 0.10 0.10
Phosphorus 0.045 0.045
Sulfur 0.030 0.030 1 Maximum value, unless range is specified
2.0 Physical Properties The physical properties of austenitic stainless steel alloys are given below.
2.1 General
The following are accepted general physical properties of austenitic stainless steel alloys:
§ Density - 0.285 lb/in3 (7.90 g/cm3)
§ Melting Range - 2550 - 2590°F (1399 - 1421°C)
§ Modulus of Elasticity - 29 Mpsi (200 GPa)
(in Tension)

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 4
2.2 Thermal
The following are accepted thermal properties of the alloys:
§ Specific Heat:
°F °C Btu/lb/°F J/kg.K
32 - 212 0 - 100 0.12 500
§ Linear Coefficient of Thermal Expansion:
Temperature Range Coefficients
°F °C in/in/°F cm/cm/°C
68 - 212 20 - 100 9.2 x 10-6 16.6 x 10-6
68 - 212 20 - 100 11.0 x 10-6 19.8 x 10-6
§ Thermal Conductivity
Temperature Range Btu/hr.ft.°F W/m.K
°F °C
212 100 9.4 16.3
932 500 12.4 21.4
Although other metals exhibit higher thermal conductivities, the stainless steel alloys are able to more
efficiently transfer heat through the maintenance of smooth, clean surfaces.
2.3 Electrical
Electrical resistivity properties include:
Temperature Range Microhm-in Microhm-cm
°F °C
68 20 28.3 72
212 100 30.7 78
392 200 33.8 86
752 400 39.4 100
1112 600 43.7 111
1472 800 47.6 121
1652 900 49.6 126
gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 5
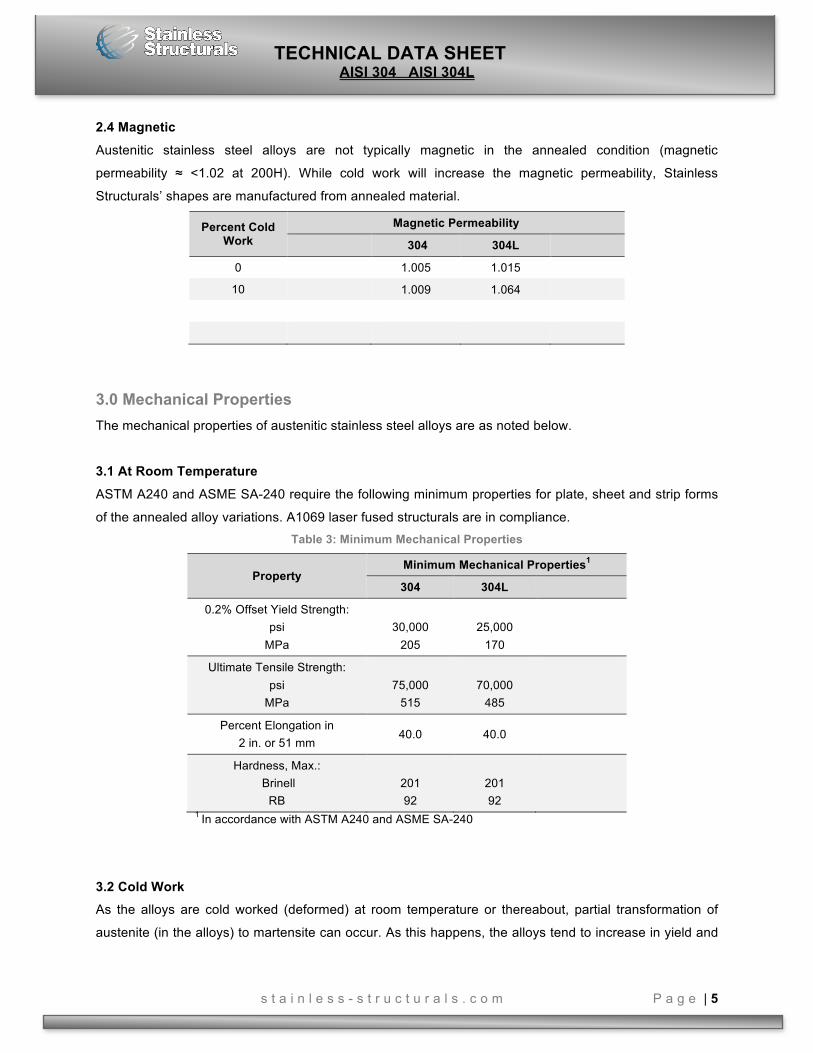
2.4 Magnetic
Austenitic stainless steel alloys are not typically magnetic in the annealed condition (magnetic
permeability ≈ <1.02 at 200H). While cold work will increase the magnetic permeability, Stainless
Structurals’ shapes are manufactured from annealed material.
Percent Cold Work
Magnetic Permeability 304 304L
0 1.005 1.015
10 1.009 1.064
3.0 Mechanical Properties The mechanical properties of austenitic stainless steel alloys are as noted below.
3.1 At Room Temperature
ASTM A240 and ASME SA-240 require the following minimum properties for plate, sheet and strip forms
of the annealed alloy variations. A1069 laser fused structurals are in compliance. Table 3: Minimum Mechanical Properties
Property Minimum Mechanical Properties1
304 304L
0.2% Offset Yield Strength: psi
MPa
30,000
205
25,000
170
Ultimate Tensile Strength: psi
MPa
75,000
515
70,000
485
Percent Elongation in 2 in. or 51 mm
40.0 40.0
Hardness, Max.: Brinell
RB
201 92
201 92
1 In accordance with ASTM A240 and ASME SA-240
3.2 Cold Work As the alloys are cold worked (deformed) at room temperature or thereabout, partial transformation of
austenite (in the alloys) to martensite can occur. As this happens, the alloys tend to increase in yield and
gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 6
ultimate strength while decreasing in elongation. Austenitic stainless structural shapes are not supplied in
the cold worked condition. .
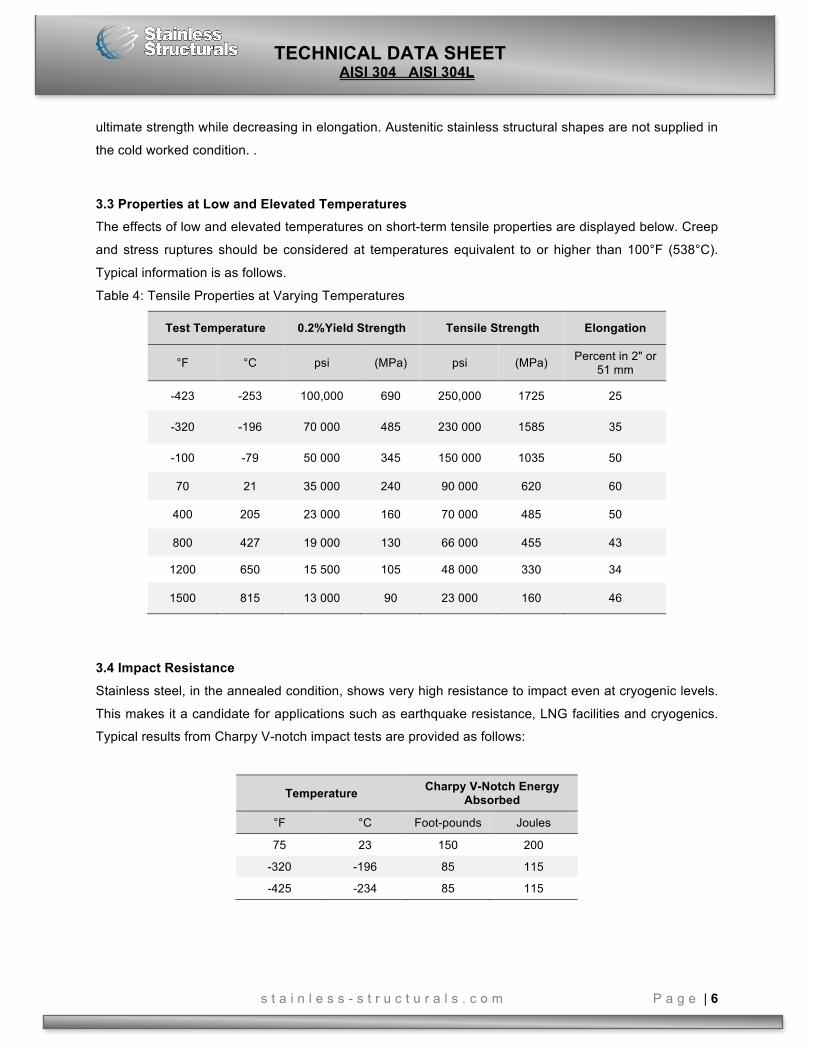
3.3 Properties at Low and Elevated Temperatures The effects of low and elevated temperatures on short-term tensile properties are displayed below. Creep
and stress ruptures should be considered at temperatures equivalent to or higher than 100°F (538°C).
Typical information is as follows.
Table 4: Tensile Properties at Varying Temperatures
Test Temperature 0.2%Yield Strength Tensile Strength Elongation
°F °C psi (MPa) psi (MPa) Percent in 2" or 51 mm
-423 -253 100,000 690 250,000 1725 25
-320 -196 70 000 485 230 000 1585 35
-100 -79 50 000 345 150 000 1035 50
70 21 35 000 240 90 000 620 60
400 205 23 000 160 70 000 485 50
800 427 19 000 130 66 000 455 43
1200 650 15 500 105 48 000 330 34
1500 815 13 000 90 23 000 160 46
3.4 Impact Resistance
Stainless steel, in the annealed condition, shows very high resistance to impact even at cryogenic levels.
This makes it a candidate for applications such as earthquake resistance, LNG facilities and cryogenics.
Typical results from Charpy V-notch impact tests are provided as follows:
Temperature Charpy V-Notch Energy Absorbed
°F °C Foot-pounds Joules
75 23 150 200
-320 -196 85 115
-425 -234 85 115

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 7
3.5 Fatigue Strength
The fatigue strength, or endurance limit, represents the maximum amount of stress below which the
material is unlikely to fail after 10 million cycles in the air environment. For the austenitic stainless steels,
this figure is typically 35% of the tensile strength. A number of factors affect fatigue strength. A smooth
surface will provide greater strength than a rough or corroded surface. Fatigue strength is dependent on
many factors, so the quoted value can vary significantly.
4.0 Corrosion Resistance 4.1 General Corrosion
All variations of the austenitic stainless steel alloys show desirable resistance to corrosion within
moderately oxidizing and reducing environments. This resistance is due to the high chromium content in
these alloys, in which a microscopic layer of chromium oxide seals the surface.
As a consequence, the applicability of the alloys range from food processing equipment and utensils in
food, beverage and dairy industries, to heat exchangers, piping, tanks and other process equipment for
human consumables. The alloys are used to contain household and industrial chemicals; and are used in
non-marine environments as architectural and structural materials such as handrails and building
facades.
Examples of 304/304L resistance to oxidizing (acidic) environments is given below
% Nitric Acid Temperature
°F (°C) Corrosion Rate Mils/Yr (mm/a)
10 300 (149) 5.0 (0.13)
20 300 (149) 10.1 (0.25)
30 300 (149) 17.0 (0.43)
Other laboratory data for 304 and 304L in the table below illustrate that these alloys are also resistant to
moderately aggressive organic acids such as acetic, citric and even reducing acids such as phosphoric.
The relatively high nickel content of these alloys helps provide resistance to moderately reducing
environments. The more highly reducing environments such as boiling dilute hydrochloric and sulfuric
acids are too aggressive for these materials. Other grades such as 316/316L should be considered.
Boiling 50 percent caustic is likewise too aggressive for 304/304L. Consult your sales representative if
you need assistance.
gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 8
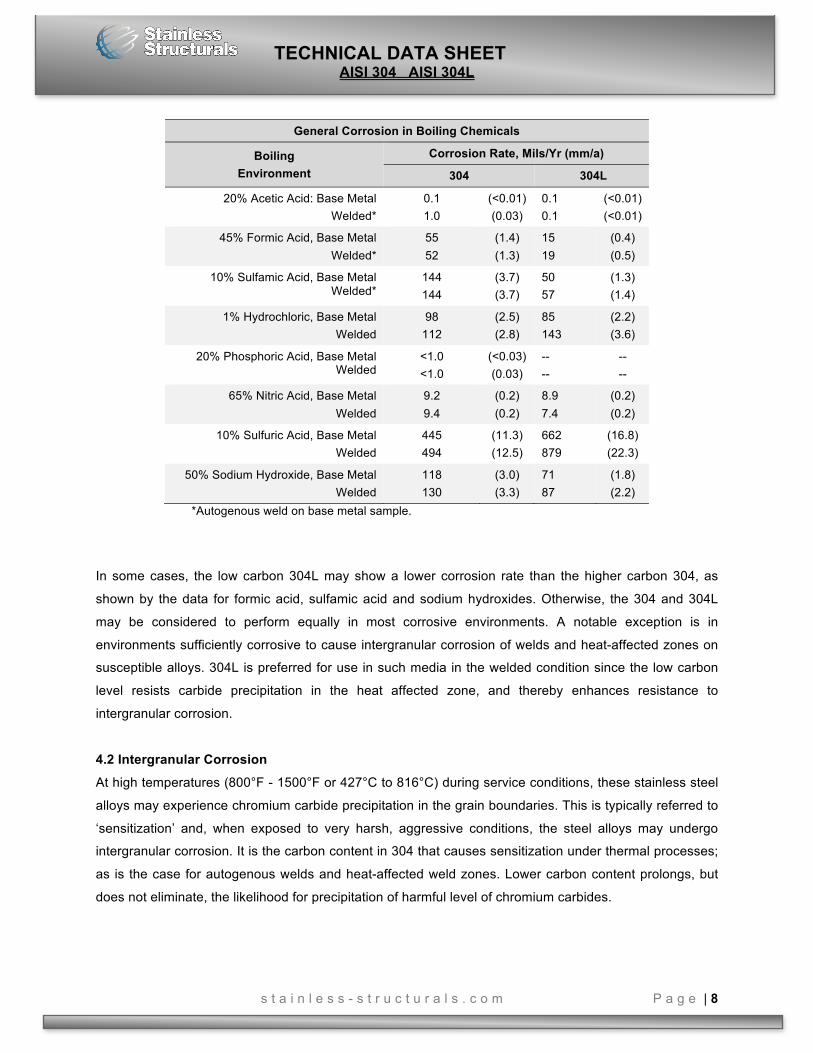
General Corrosion in Boiling Chemicals
Boiling Environment
Corrosion Rate, Mils/Yr (mm/a)
304 304L
20% Acetic Acid: Base Metal Welded*
0.1 1.0
(<0.01) (0.03)
0.1 0.1
(<0.01) (<0.01)
45% Formic Acid, Base Metal Welded*
55 52
(1.4) (1.3)
15 19
(0.4) (0.5)
10% Sulfamic Acid, Base Metal Welded*
144 144
(3.7) (3.7)
50 57
(1.3) (1.4)
1% Hydrochloric, Base Metal Welded
98 112
(2.5) (2.8)
85 143
(2.2) (3.6)
20% Phosphoric Acid, Base Metal Welded
<1.0 <1.0
(<0.03) (0.03)
-- --
-- --
65% Nitric Acid, Base Metal Welded
9.2 9.4
(0.2) (0.2)
8.9 7.4
(0.2) (0.2)
10% Sulfuric Acid, Base Metal Welded
445 494
(11.3) (12.5)
662 879
(16.8) (22.3)
50% Sodium Hydroxide, Base Metal Welded
118 130
(3.0) (3.3)
71 87
(1.8) (2.2)
*Autogenous weld on base metal sample.
In some cases, the low carbon 304L may show a lower corrosion rate than the higher carbon 304, as
shown by the data for formic acid, sulfamic acid and sodium hydroxides. Otherwise, the 304 and 304L
may be considered to perform equally in most corrosive environments. A notable exception is in
environments sufficiently corrosive to cause intergranular corrosion of welds and heat-affected zones on
susceptible alloys. 304L is preferred for use in such media in the welded condition since the low carbon
level resists carbide precipitation in the heat affected zone, and thereby enhances resistance to
intergranular corrosion.
4.2 Intergranular Corrosion
At high temperatures (800°F - 1500°F or 427°C to 816°C) during service conditions, these stainless steel
alloys may experience chromium carbide precipitation in the grain boundaries. This is typically referred to
‘sensitization’ and, when exposed to very harsh, aggressive conditions, the steel alloys may undergo
intergranular corrosion. It is the carbon content in 304 that causes sensitization under thermal processes;
as is the case for autogenous welds and heat-affected weld zones. Lower carbon content prolongs, but
does not eliminate, the likelihood for precipitation of harmful level of chromium carbides.
gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 9
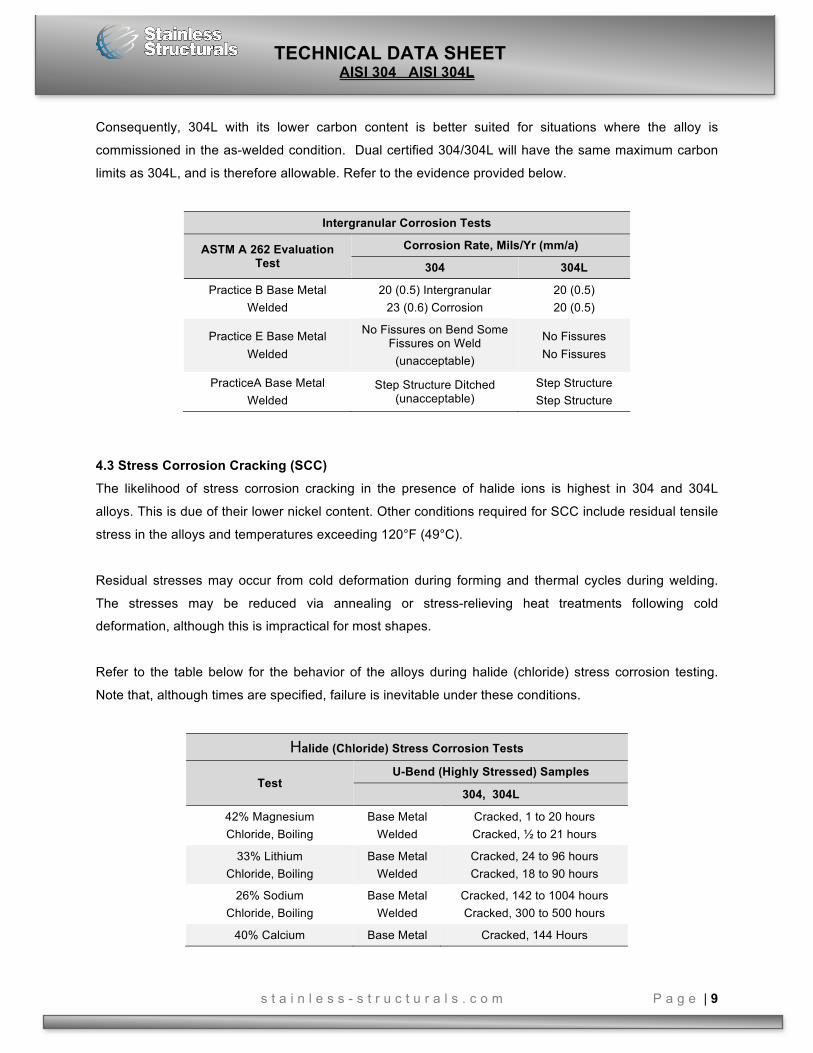
Consequently, 304L with its lower carbon content is better suited for situations where the alloy is
commissioned in the as-welded condition. Dual certified 304/304L will have the same maximum carbon
limits as 304L, and is therefore allowable. Refer to the evidence provided below.
Intergranular Corrosion Tests
ASTM A 262 Evaluation Test
Corrosion Rate, Mils/Yr (mm/a)
304 304L
Practice B Base Metal Welded
20 (0.5) Intergranular 23 (0.6) Corrosion
20 (0.5) 20 (0.5)
Practice E Base Metal Welded
No Fissures on Bend Some Fissures on Weld
(unacceptable)
No Fissures No Fissures
PracticeA Base Metal Welded
Step Structure Ditched (unacceptable)
Step Structure Step Structure
4.3 Stress Corrosion Cracking (SCC)
The likelihood of stress corrosion cracking in the presence of halide ions is highest in 304 and 304L
alloys. This is due of their lower nickel content. Other conditions required for SCC include residual tensile
stress in the alloys and temperatures exceeding 120°F (49°C).
Residual stresses may occur from cold deformation during forming and thermal cycles during welding.
The stresses may be reduced via annealing or stress-relieving heat treatments following cold
deformation, although this is impractical for most shapes.
Refer to the table below for the behavior of the alloys during halide (chloride) stress corrosion testing.
Note that, although times are specified, failure is inevitable under these conditions.
Halide (Chloride) Stress Corrosion Tests
Test U-Bend (Highly Stressed) Samples
304, 304L
42% Magnesium Chloride, Boiling
Base Metal Welded
Cracked, 1 to 20 hours Cracked, ½ to 21 hours
33% Lithium Chloride, Boiling
Base Metal Welded
Cracked, 24 to 96 hours Cracked, 18 to 90 hours
26% Sodium Chloride, Boiling
Base Metal Welded
Cracked, 142 to 1004 hours Cracked, 300 to 500 hours
40% Calcium Base Metal Cracked, 144 Hours

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 10
Halide (Chloride) Stress Corrosion Tests
Test U-Bend (Highly Stressed) Samples
304, 304L Chloride, Boiling --
Ambient Temperature Seacoast Exposure
Base Metal Welded
No Cracking No Cracking
4.4 Pitting/ Crevice Corrosion
Although SCC occurs in concentrated halide conditions, the alloys are suitable for fresh water and low
halide applications. 304 has been successfully used in surface condensers for cooling water with
concentrations of 1000 ppm chloride in power plants. Careful maintenance, cleaning and constant flow
were necessary.
Therefore, the halide concentration limit is typically taken as 100 ppm chloride; especially when crevices
may be present in the alloys. Evidence for this stems from 304 and 304L alloys showing no signs of
rusting or staining after the 100 hour, 5 percent neutral salt spray tests (ASTM B117). However, 304
stainless building facades, when exposed to sea blast or salt mists, exhibit pitting, crevice corrosion and
discoloration. So, at concentrations higher than 100ppm, crevice corrosion and pitting may occur; which is
why these alloys are not suitable for marine environments. Alloys containing molybdenum, e.g.,
316/316L, 317/317L, AL-6XN® or 254SMOare better suited for high chloride, acidic or heated
environments. . Stainless Structurals can provide all these grades, and more.
5.0 Weldability Of all the high-alloy steels, the austenitic stainless steel alloys have been found to be the most weldable;
and all fusion and resistance welding processes may be used. However, care during welding must be
shown to prevent cracking and preserve the corrosion resistant properties of the alloys.
During welding, temperature gradients occur in the alloys. The temperatures range from the melting
temperature in the molten pool to the ambient temperature in the extremities. Higher carbon content in
the alloys means there is a greater chance that the welding thermal cycles will cause chromium carbide
precipitation. And this will reduce the corrosion resistant properties. To counteract precipitation, 304 or
304/304L dual should be used for applications in the welded condition. Conversely, full annealing can be
done to remove the precipitant and improve the corrosion resistance. In most cases, however, full
annealing is not practical for a structural shape or construct. Laser fused stainless structurals are not
generally susceptible to the temperature gradient problems as noted above. That is because the fusion is

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 11
very quick, the heat affected zone is much smaller than a conventional weld, and the joint cools much
more quickly.
304 and 304L grades will typically re-solidify with a small amount of post-weld ferrite. This is to minimize
the cracking susceptibility that austenitic steels show during welding.
308 (20% Cr-11% Ni) alloy is the preferred filler metal for welding 304/304L as it does not produce
martensite following multi-pass welds. And, to decrease to the tendency for hot cracking, the welding
environment is controlled in order to ensure the formation of a small amount of ferrite. 309 alloy (23%
chromium, 13.5% nickel) or nickel based filler metals are recommended in joining the austenitic alloys to
carbon steel. No filler metal is used in the production of A1069 laser fused structurals. The joints are
autogenous.
6.0 Heat Treatment Heat treating these alloys may be performed in order to remove the negative effects of cold forming
and/or to remove precipitated chromium carbides from their surfaces. To get both results, the alloys are
annealed, which occurs in the range of 1850°F (1010°C) to 2050°F (1121°C). To prevent the chromium
carbides from re-precipitating, cooling from these temperatures must be accomplished at high rates
through 1500-800°F (816°C – 427°C). As previously mentioned, heat treating is not practical for most
structural shapes due to their configuration and due also to their propensity for warping.
304 and 304L, like other austenitic grades, are not hardenable by heat treatment.
7.0 Cleaning Special care must be undertaken when these stainless steel alloys are fabricated. Likewise, routine
maintenance must be conducted while in use to ensure the alloys remain aesthetically pleasing and
corrosion resistant.
Fabrication:
During fabrication, the following cleaning habits should be employed:
§ Use inert gas processes in welding.
§ Use only stainless steel wire brushes to remove scale and slag, as carbon steel brushes can lead
to rusting of the surface.
§ Use passivating (descaling) solutions (e.g. mixture of nitric and hydrofluoric acids) for more
severe scale build-up during welding. The solutions should be quickly washed off after
application. This removes free iron from the surface, which could lead to surface corrosion.

gggdgdg
TECHNICAL DATA SHEET AISI 304 AISI 304L
s t a i n l e s s - s t r u c t u r a l s . c o m P a g e | 12
Use:
§ Pressure washing is recommended for normal maintenance on inland, light industrial and mild
applications.
§ More frequent washing should be used for heavy industrial application to prevent deposits that
could lead to corrosion and dullness.
§ Use non-abrasive cleaners, fiber brushes, sponge, or stainless steel wool to scrub off spots and
other deposits. If the material is polished, or if the appearance is important, limit the force used
with the stainless steel wool as it can leave permanent scratches on the stainless steel.
§ Clean and sterilize surfaces accordingly for critical applications. Use specially designed caustic
soda, organic solvent or mild acid solutions for additional cleaning in areas such as food
processing or pharmaceutical manufacturing. All such solutions must be washed off quickly.
Note that the products’ designs can impact on cleaning of the stainless steel alloys. Having equipment
free from sharp corners, crevices and rough welds can make cleaning. Polishing the surface of the
product also has a similar impact on cleanliness.
8.0 Surface Finishes Surface finishes for stainless steel structural shapes are noted below.
§ #1 Finish – hot rolled, annealed, and de-scaled surface. This is the standard;
– available in plate and sheet and all structural applications
– used in applications where smooth, bright finishes are not mandatory.
§ Polished finishes on structurals are available but may be costly Consult your Stainless Structurals
sales person for the most economical solution for your end use.