2.3 fmea 2.4 kaizen, 5-9 s´s
TRANSCRIPT

FMEAKAIZEN
5/9 S´S
SISTEMAS DE MANUFACTURA

Integrantes:
Castillo Castro Luis Alejandro08070598
Cortes Morato Anai 08070520
Flores del Ángel Cindy Luz08070660
Lárraga Ríos Mireya 08070666
Reyes Pérez Jorge Ricardo08070605
CatedráticaMII. Elsa Margarita Mijares Fong
5j7B10:00 – 11:00

FMEA
FMEA Failure Modes and Effects AnalysisAnálisis Modal de Fallos y Efectos (AMFE)
¿Qué es?
• El AMEF fue aplicado por vez primera por la industria aeroespacial en la década de los 60, e incluso recibió2 una especificación en la norma militar americana MIL-STD- 16291 titulada “Procedimientos para la realización de análisis de modo de fallo, efectos y criticidad”.
Paul James (1996), Gestion de la Calidad Total, Mexico: Prentice Hall
FMEA
• En la década de los 70 lo empezó2 a utilizar Ford, extendiéndose más tarde al resto de fabricantes de automóviles.
• En la actualidad es un método básico de análisis en el sector del automóvil que se ha extrapolado satisfactoriamente a otros sectores.
• Este método también puede recogerse con la denominación de AMFEC (Análisis Modal de Fallos, Efectos y su Criticidad), al introducir de manera remarcable y más precisa la especial gravedad de las consecuencias de los fallos.
Paul James (1996), Gestion de la Calidad Total, Mexico: Prentice Hall
FMEA
Definición Exacta
“El AMEF es un método dirigido a lograr el aseguramiento de la Calidad, que mediante el análisis sistemático, contribuye a identificar y prevenir los modos de fallo, tanto de un producto como de un proceso, evaluando su gravedad, ocurrencia y detección, mediante los cuales, se calculará el Numero de Prioridad de Riesgo, para priorizar las causas, sobre las cuales habrá que actuar para evitar que se presenten dichos modos de fallo.”
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
Parámetros de Evaluación
Gravedad del fallo (S)
Probabilidad de ocurrencia (O)
Probabilidad de no detección (D)
Número de Prioridad de Riesgo:
NPR = S * O * D
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
OBJETIVO
Buscar nuevas ideas, métodos, sugerencias y/o soluciones mediante la utilización de guías y el trabajo en equipo.
Reducir el riesgo en fallos.
Asegurar que los fallos sean detectados.
Introducir en las empresas la filosofía de la prevención.
Valorar la eficacia de las acciones tomadas y ayudar a documentar el proceso.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
¿Cuándo se realiza un AMEF?
Cuando se diseñen nuevos procesos o diseños.
Cuando cambien procesos o diseños actuales sea cual fuere la razón.
Cuando se encuentren nuevas aplicaciones para los productos o procesos actuales.
Cuando se busquen mejoras para los procesos o diseños actuales.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
EL AMEF se puede dar por finalizado cuando se ha fijado la fecha de comienzo de producción en el caso de AMEF de diseno o cuando todas las operaciones han sido identificadas y evaluadas y todas las características críticas se han definido en el plan de control, para el caso de AMEF de proceso.
En cualquier caso, siempre se puede reabrir un AMEF para revisar, evaluar o mejorar un diseno o proceso existente, según un criterio de oportunidad que se fijará en la propia empresa.
Como regla general los archivos del AMEF habrán de conservarse durante el ciclo completo de vida del producto (AMEF de diseno) o mientras el proceso se siga utilizando (AMEF de proceso).
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
Tipos de AMEFDe Diseño
De Proceso
Por ejemplo, en el sector del automóvil:
AMFE de diseño va dirigido al producto, es decir, al diseno del automóvil y sus componentes.
AMFE de proceso está dirigido al proceso de fabricación, es decir a los medios de producción que se utilizan.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
AMEF de diseno
Análisis preventivo de los disenos.
Anticiparse a los problemas y necesidades de los mismos.
Es un paso previo lógico al AMFE de proceso. (Se tiende a mejorar el diseno, para evitar el fallo posterior en producción).
Se hace un estudio de la factibilidad para ver si se es capaz de resolver el diseno dentro de los parámetros de fiabilidad.
Se realiza el diseno orientándolo hacia los materiales, compras, ensayos, producción.
Se analiza la elección de materiales, configuración física, dimensiones, tipos de tratamiento a aplicar y los posibles problemas de realización.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
AMEF de proceso
Es el “análisis de modos de fallos y efectos” potenciales de un proceso de fabricación.
Se analizan, posibles fallos que pueden ocurrir en los diferentes elementos del proceso: materiales, equipo, mano de obra, métodos y entorno.
La fiabilidad del producto final no depende solo de este AMFE, sino de la calidad del diseno de las piezas que lo componen.
Solo puede esperarse una fiabilidad optima cuando se haya aplicado previamente un AMFE de diseno y un AMFE de proceso en proveedores.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
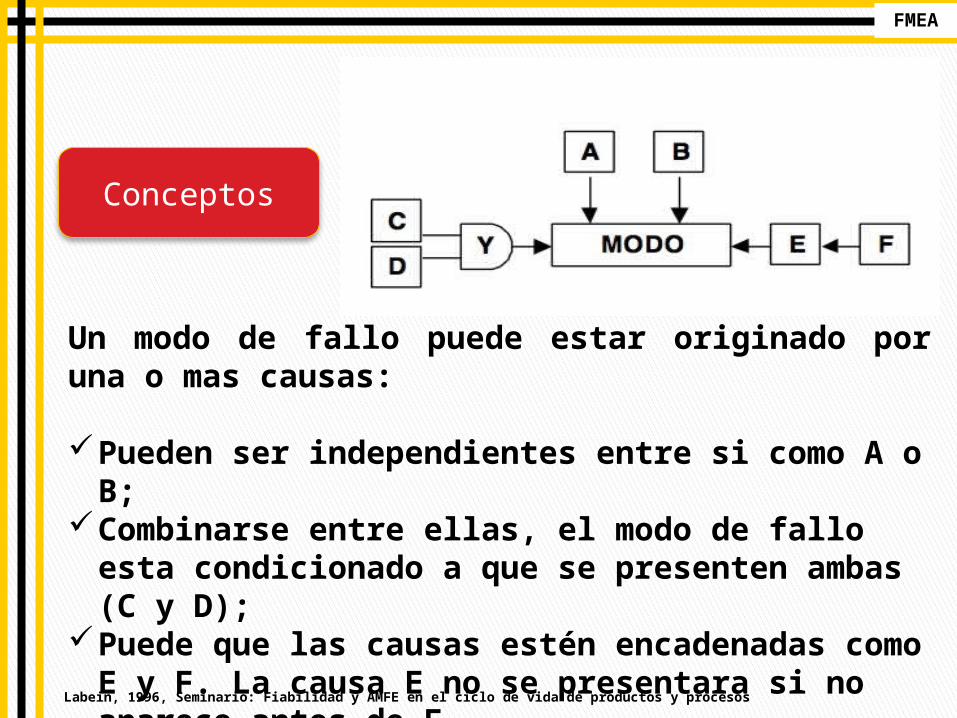
Conceptos
Un modo de fallo puede estar originado por una o mas causas:
Pueden ser independientes entre si como A o B; Combinarse entre ellas, el modo de fallo esta
condicionado a que se presenten ambas (C y D);Puede que las causas estén encadenadas como E y F.
La causa E no se presentara si no aparece antes de F.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
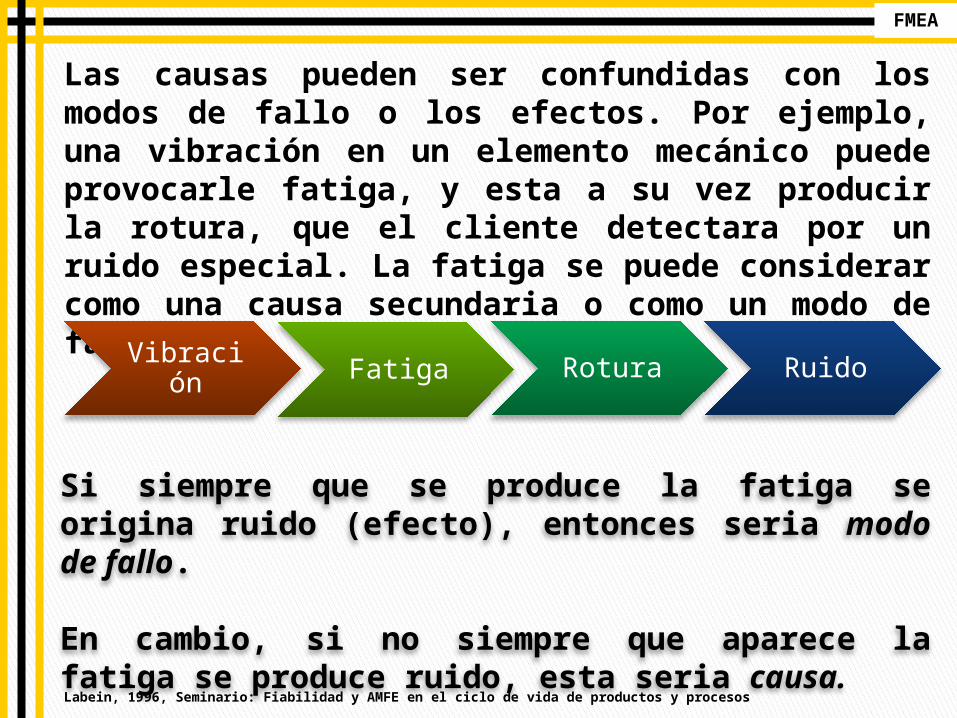
Las causas pueden ser confundidas con los modos de fallo o los efectos. Por ejemplo, una vibración en un elemento mecánico puede provocarle fatiga, y esta a su vez producir la rotura, que el cliente detectara por un ruido especial. La fatiga se puede considerar como una causa secundaria o como un modo de fallo.
Vibración Fatiga Rotura Ruido
Si siempre que se produce la fatiga se origina ruido (efecto), entonces seria modo de fallo.
En cambio, si no siempre que aparece la fatiga se produce ruido, esta seria causa.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos
FMEA
Definición de Cliente
La definición de cliente para un AMEF potencial de proceso debe ser normalmente visto como el “Usuario Final”. Sin embargo, el cliente puede ser la siguiente operación.
Cuando está completamente implementada, la disciplina AMEF requiere un AMEF de proceso para todos los procesos o partes nuevas y en los procesos o partes de uso común para nuevas aplicaciones o ambientes.
Este es iniciado por un ingeniero del departamento responsable de ingeniería de procesos.
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
Definición de Detectabilidad
Si durante el proceso se produce un fallo o cualquier “output” defectuoso, se trata de averiguar cuan probable es que no lo “detectemos”, pasando a etapas posteriores, genereando los consiguientes problemas y llegando en el ultimo termino a afectar al usuario final.
Bestraten Manuel, Notas Técnicas de Prevención. Instituto Nacional de Seguridad e Higiene en el trabajo, Espana 2004
FMEA
Bestraten Manuel, Notas Técnicas de Prevención. Instituto Nacional de Seguridad e Higiene en el trabajo, Espana 2004
Definición de Frecuencia
Definición de Gravedad
Mide la repetitividad potencial u ocurrencia de un deter- minado fallo, es lo que en términos de fiabilidad o de pre- vención llamamos la probabilidad de aparición del fallo.
Mide el dano normalmente esperado que provoca el fallo en cuestión, según la percepción del cliente – usuario. También cabe considerar el dano máximo esperado, el cual iría asociado también a su probabilidad de generación.
FMEA
Esta técnica
se aplica en:
Fase de Diseño
Montaje y Fabricación
Comercialización
Organización áreas funcionales de la empresa
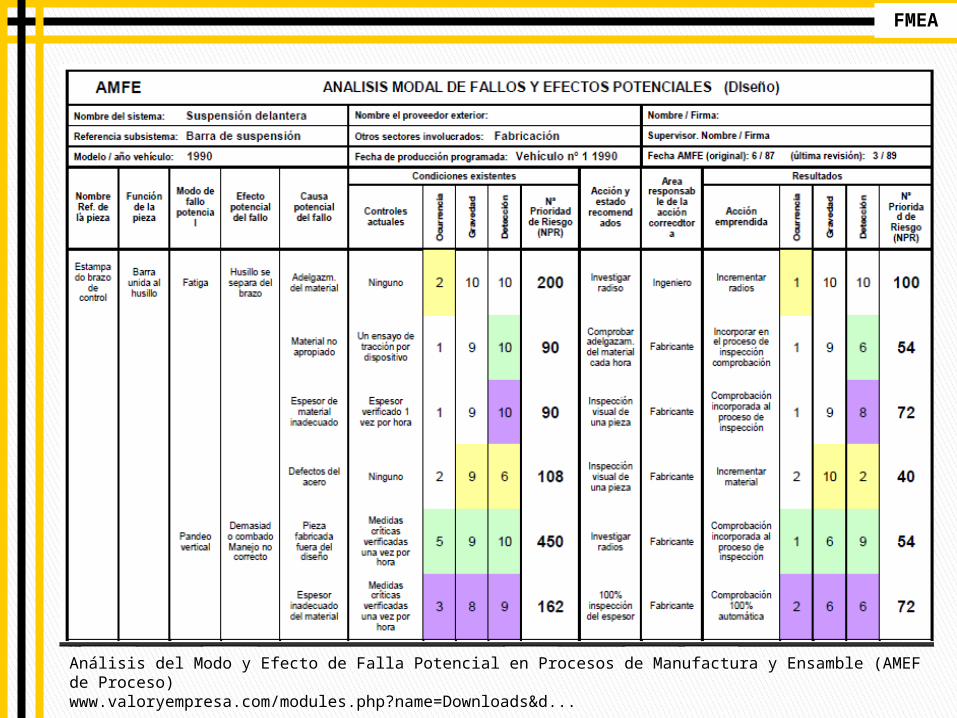
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
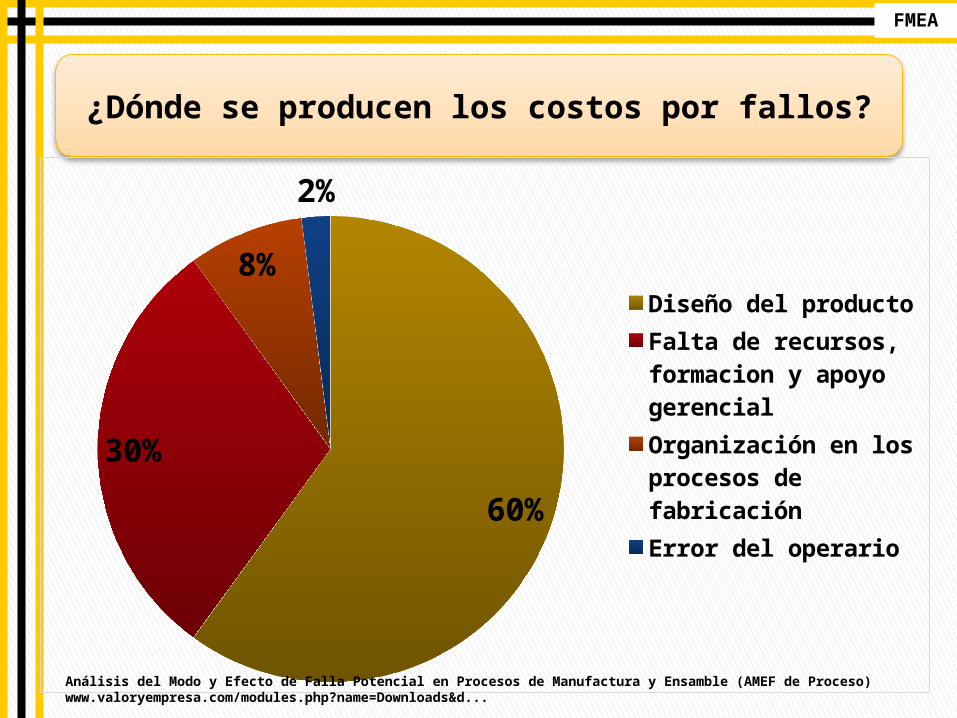
¿Dónde se producen los costos por fallos?
60%
30%
8%
2%
Diseno del productoFalta de recursos, formacion y apoyo gerencialOrganización en los procesos de fabri-caciónError del operario
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
FMEA
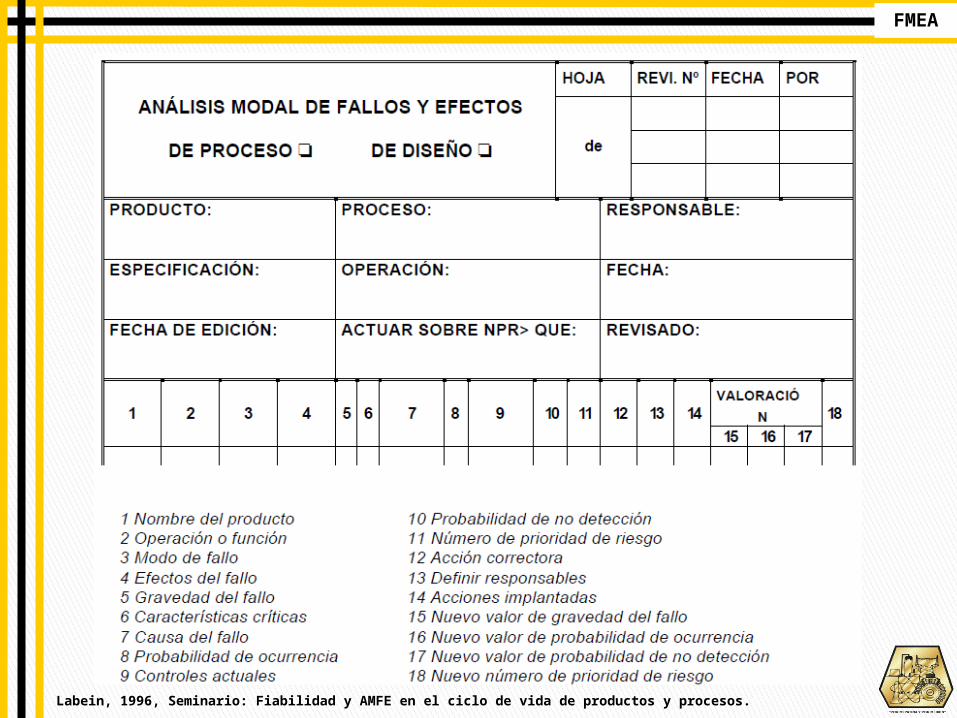
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.
FMEA
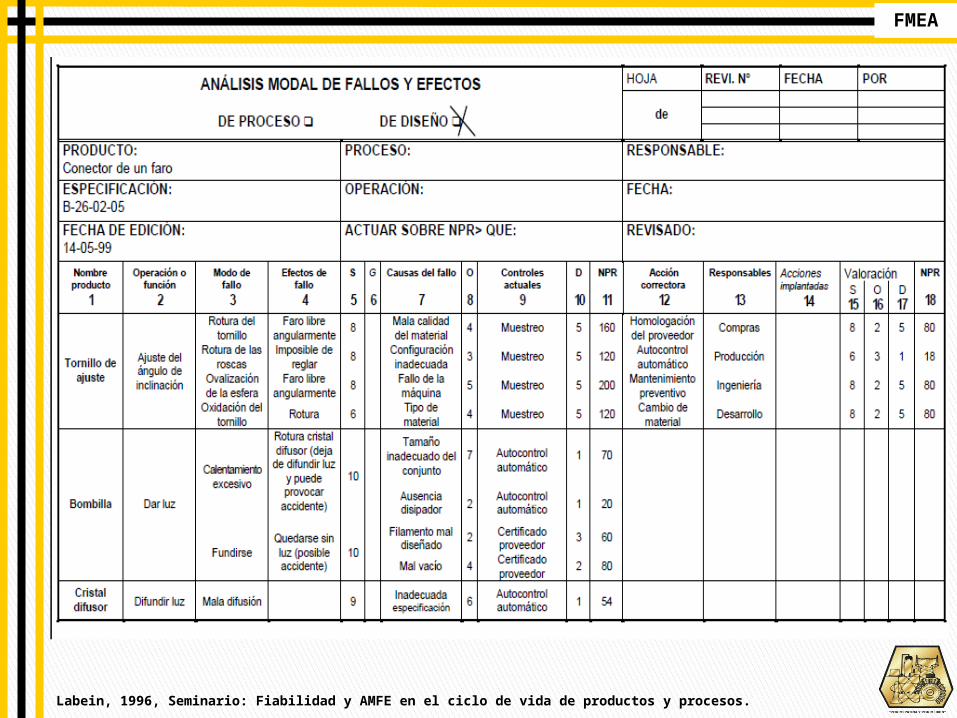
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
Identifica modos de falla potencial relacionados al producto
• Evalúa los efectos potenciales de las fallas en los clientes
Identifica las causas potenciales de los procesos de manufactura o ensamble e identifica variables del proceso para enfocar los controles para reducir la ocurrencia o la detección de las condiciones de falla.
• Desarrolla una lista de modos potenciales de falla, para establecer un sistema preventivo de las acciones correctivas
Documenta los resultados de los procesos de manufactura o ensamble
¿Que abarca el AMEF potencial del proceso?
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
El responsable de ingeniería debe asegurar que existan representantes de todas las áreas que están involucradas directa y activamente.
Deben incluir, pero no limitarse a: Diseno, Ensamble, Manufactura, Materiales, Calidad, Servicio y Proveedores.
Debe ser iniciado antes de o en la etapa de factibilidad.
Tomar en cuenta todas las operaciones de manufactura
Debe ser un catalizador para estimular el intercambio de ideas
Componentes individuales hasta el ensamble
Formación del equipo:
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
El AMEF de proceso:
•Asume al producto como un diseño que puede ser logrado conforme a las intenciones bajo las cuales fue diseñado.
•Las fallas potenciales que pueden ocurrir por una falla de diseño NO necesitan, pero pueden ser incluidas en un AMEF de proceso. Su efecto e impacto es cubierto por el AMEF de diseño.
•El AMEF de proceso no hace cambios al diseño, pero toma en consideración las características del diseño relativas al proceso de manufactura o ensamble planeado para asegurar, que el producto final satisface las necesidades del cliente.
•La disciplina de AMEF también puede asistir en el desarrollo de maquinaria o equipo nuevo.
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
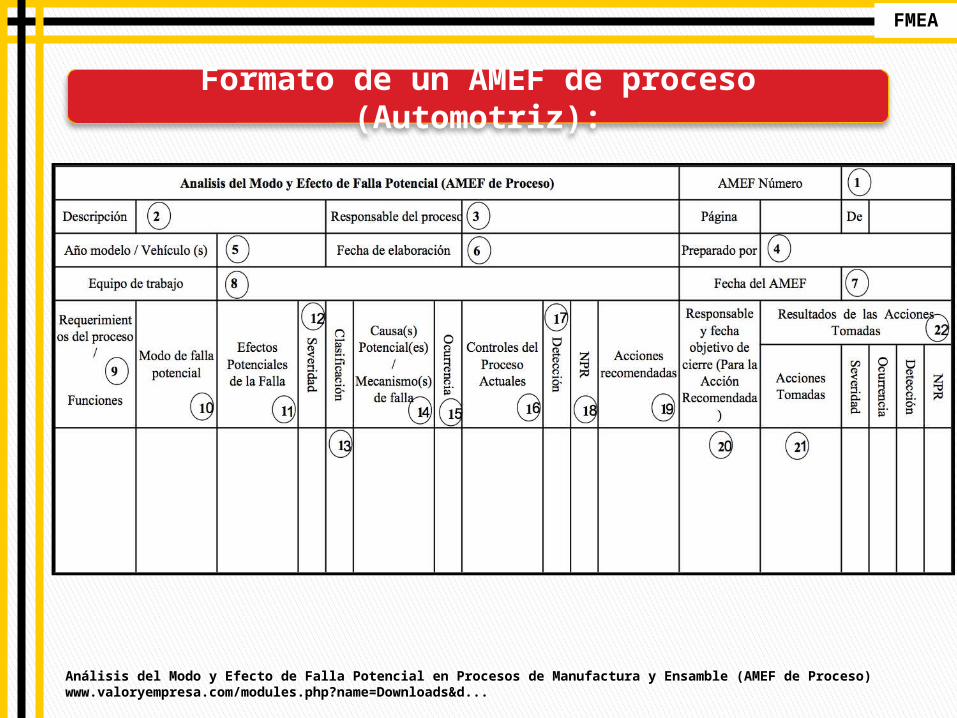
Formato de un AMEF de proceso (Automotriz):
Análisis del Modo y Efecto de Falla Potencial en Procesos de Manufactura y Ensamble (AMEF de Proceso)www.valoryempresa.com/modules.php?name=Downloads&d...
FMEA
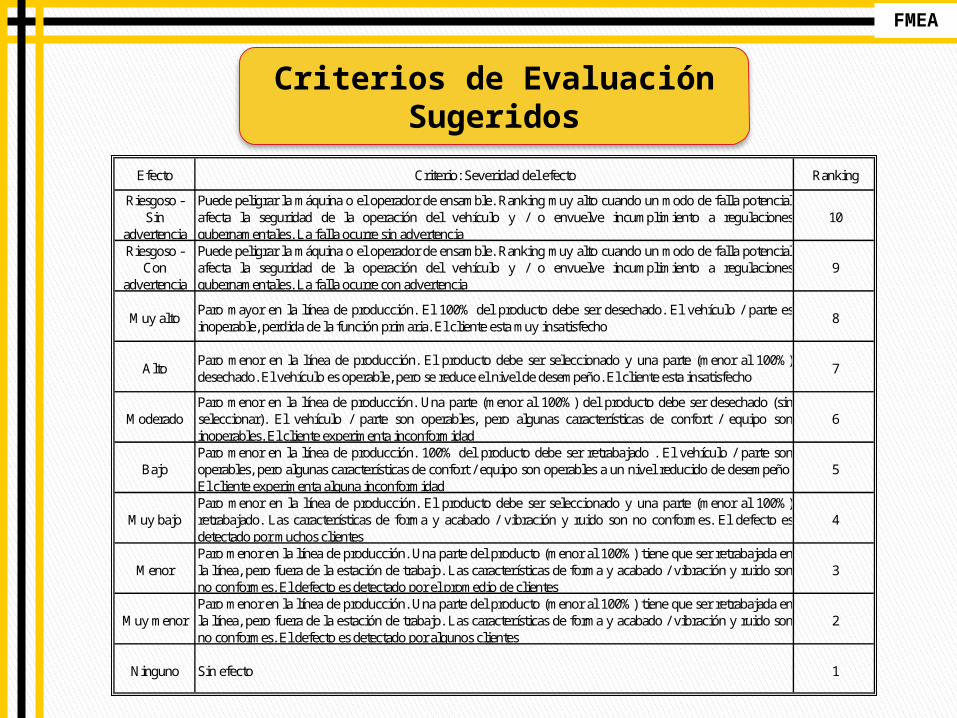
Criterios de Evaluación Sugeridos
Efecto Criterio: Severidad del efecto Ranking
Riesgoso - Sin
advertencia
Puede peligrar la máquina o el operador de ensamble. Ranking muy alto cuando un modo de falla potencialafecta la seguridad de la operación del vehículo y / o envuelve incumplimiento a regulacionesgubernamentales. La falla ocurre sin advertencia
10
Riesgoso - Con
advertencia
Puede peligrar la máquina o el operador de ensamble. Ranking muy alto cuando un modo de falla potencialafecta la seguridad de la operación del vehículo y / o envuelve incumplimiento a regulacionesgubernamentales. La falla ocurre con advertencia
9
Muy altoParo mayor en la línea de producción. El 100% del producto debe ser desechado. El vehículo / parte esinoperable, perdida de la función primaria. El cliente esta muy insatisfecho
8
AltoParo menor en la línea de producción. El producto debe ser seleccionado y una parte (menor al 100%)desechado. El vehículo es operable, pero se reduce el nivel de desempeño. El cliente esta insatisfecho
7
ModeradoParo menor en la línea de producción. Una parte (menor al 100%) del producto debe ser desechado (sinseleccionar). El vehículo / parte son operables, pero algunas características de confort / equipo soninoperables. El cliente experimenta inconformidad
6
BajoParo menor en la línea de producción. 100% del producto debe ser retrabajado . El vehículo / parte sonoperables, pero algunas características de confort / equipo son operables a un nivel reducido de desempeño.El cliente experimenta alguna inconformidad
5
Muy bajoParo menor en la línea de producción. El producto debe ser seleccionado y una parte (menor al 100%)retrabajado. Las características de forma y acabado / vibración y ruido son no conformes. El defecto esdetectado por muchos clientes
4
MenorParo menor en la línea de producción. Una parte del producto (menor al 100%) tiene que ser retrabajada enla línea, pero fuera de la estación de trabajo. Las características de forma y acabado / vibración y ruido sonno conformes. El defecto es detectado por el promedio de clientes
3
Muy menorParo menor en la línea de producción. Una parte del producto (menor al 100%) tiene que ser retrabajada enla línea, pero fuera de la estación de trabajo. Las características de forma y acabado / vibración y ruido sonno conformes. El defecto es detectado por algunos clientes
2
Ninguno Sin efecto 1
FMEA
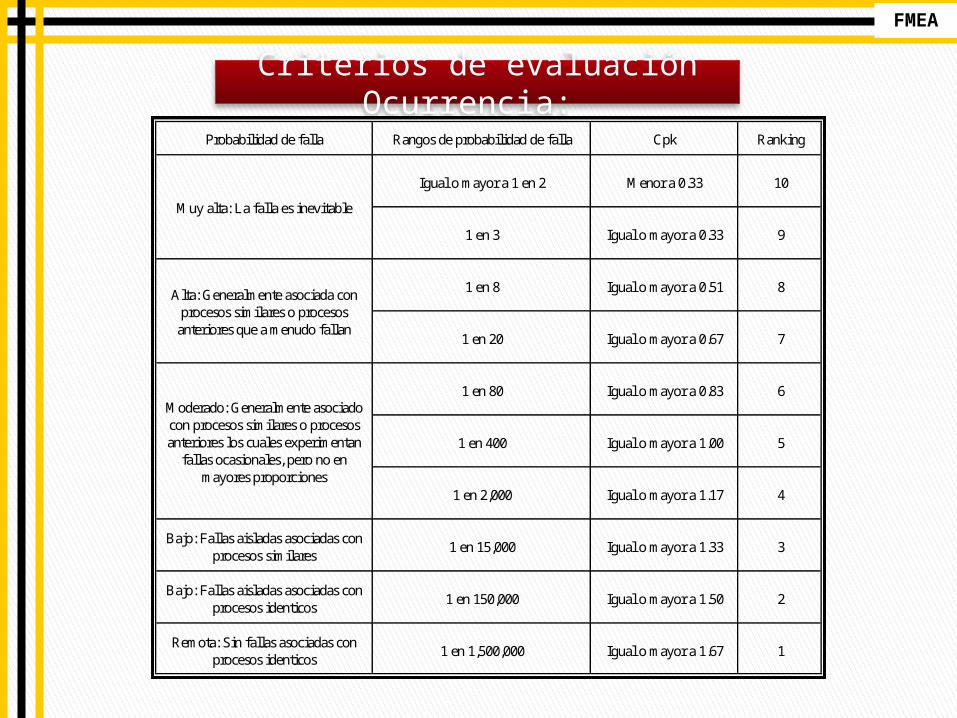
Criterios de evaluación Ocurrencia:
Probabilidad de falla Rangos de probabilidad de falla Cpk Ranking
Igual o mayor a 1 en 2 Menor a 0.33 10
1 en 3 Igual o mayor a 0.33 9
1 en 8 Igual o mayor a 0.51 8
1 en 20 Igual o mayor a 0.67 7
1 en 80 Igual o mayor a 0.83 6
1 en 400 Igual o mayor a 1.00 5
1 en 2,000 Igual o mayor a 1.17 4
Bajo: Fallas aisladas asociadas con procesos similares
1 en 15,000 Igual o mayor a 1.33 3
Bajo: Fallas aisladas asociadas con procesos identicos
1 en 150,000 Igual o mayor a 1.50 2
Remota: Sin fallas asociadas con procesos identicos
1 en 1,500,000 Igual o mayor a 1.67 1
Muy alta: La falla es inevitable
Alta: Generalmente asociada con procesos similares o procesos
anteriores que a menudo fallan
Moderado: Generalmente asociado con procesos similares o procesos anteriores los cuales experimentan
fallas ocasionales, pero no en mayores proporciones
FMEA
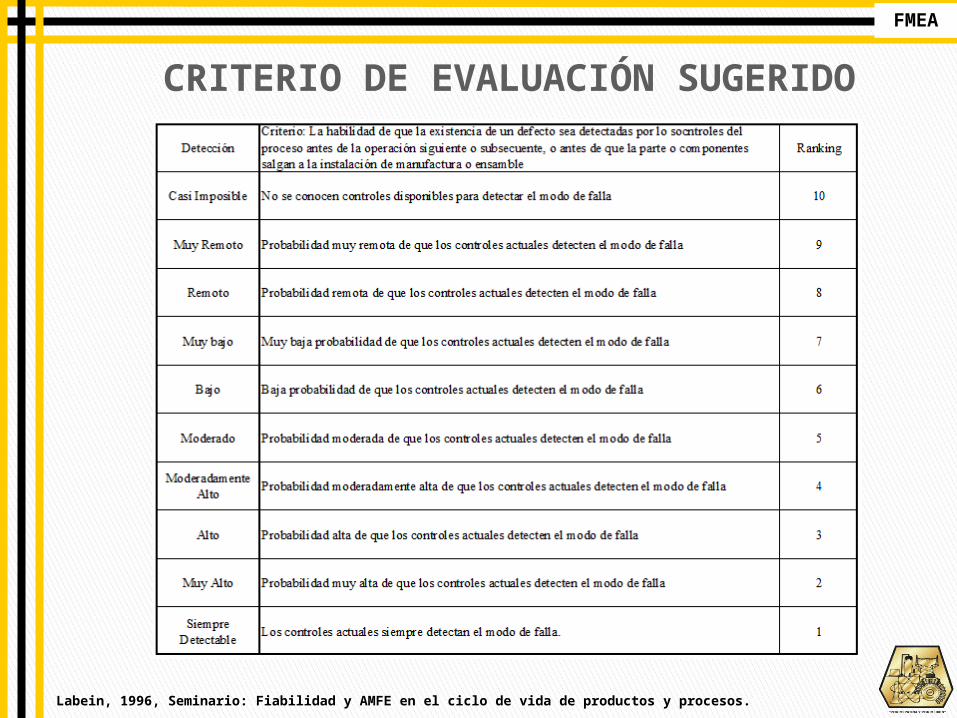
CRITERIO DE EVALUACIÓN SUGERIDO
FMEA
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.
FMEA
18. NÚMERO DE PRIORIDAD DE RIESGO (NPR)
El Número de Prioridad de Riesgo es el producto de los rankings de Severidad (S), Ocurrencia (O) y Detección (D).
NPR = (S) X (O) X (D)
Este valor debe ser usado para prioritizar las acciones del proceso.
El NPR debe estar entre el “1” y el “1,000”.
FMEA
22. NPR RESULTANTE
Después de que las acciones correctivas han sido identificadas, estimar y registrar el ranking resultante de ocurrencia, severidad y detección.
Calcular el NPR resultante. Si no se han tomado acciones, no llene el “NPR Resultante” y deje las columnas en blanco. Todos los NPR’s resultantes deben ser revisados y si es necesaria alguna acción, repita del paso 19 al 22.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.

FMEA
Seguimiento:
El ingeniero del proceso es responsable de asegurar que las acciones recomendadas sean implementadas.
El AMEF es un documento vivo y debe reflejar siempre el último nivel del diseno, así como las últimas acciones relevantes, incluyendo aquellas que ha ocurrido después del inicio de producción.
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.
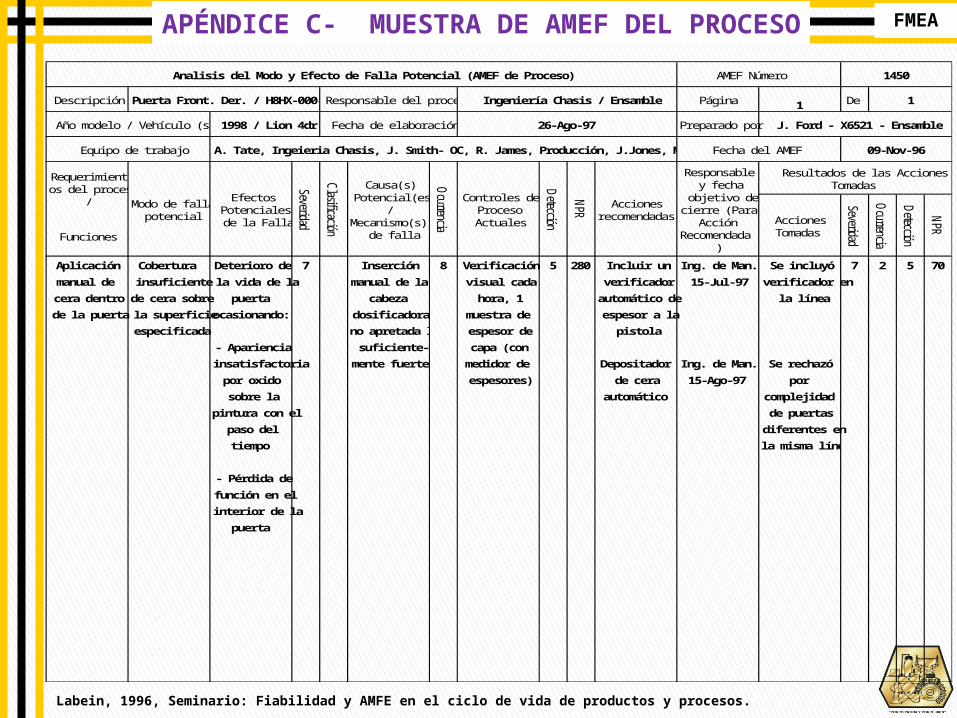
FMEAAPÉNDICE C- MUESTRA DE AMEF DEL PROCESO
7052
De
7
1
Se incluyó
verificador en
la línea
Se rechazó
por
complejidad
de puertas
diferentes en
la misma línea
Página
Preparado por
Ing. de Man.
15-Jul-97
Ing. de Man.
15-Ago-97
Incluir un
verificador
automático de
espesor a la
pistola
Depositador
de cera
automático
2805Verificación
visual cada
hora, 1
muestra de
espesor de
capa (con
medidor de
espesores)
8Inserción
manual de la
cabeza
dosificadora
no apretada lo
suficiente-
mente fuerte
7Deterioro de
la vida de la
puerta
ocasionando:
- Apariencia
insatisfactoria
por oxido
sobre la
pintura con el
paso del
tiempo
- Pérdida de
función en el
interior de la
puerta
Cobertura
insuficiente
de cera sobre
la superficie
especificada
Descripción
Aplicación
manual de
cera dentro
de la puerta
1998 / Lion 4dr
Responsable del proceso
Fecha de elaboración
Fecha del AMEF 09-Nov-96
Analisis del Modo y Efecto de Falla Potencial (AMEF de Proceso)
Equipo de trabajo A. Tate, Ingeieria Chasis, J. Smith- OC, R. James, Producción, J.Jones, Mantenimiento
Año modelo / Vehículo (s)
Puerta Front. Der. / H8HX-000-A
1450
1Ingeniería Chasis / Ensamble
26-Ago-97
AMEF Número
J. Ford - X6521 - Ensamble
Acciones recomendadas
Responsable y fecha
objetivo de cierre (Para la
Acción Recomendada
)
Resultados de las Acciones Tomadas
Acciones Tomadas
NPR
Detección
Ocurrencia
Severidad
Causa(s) Potencial(es)
/ Mecanismo(s)
de falla
Controles del Proceso Actuales
Ocurrencia
NPR
Detección
Modo de falla potencial
Efectos Potenciales de la Falla
Severidad
Clasificación
Requerimientos del proceso
/
Funciones
Labein, 1996, Seminario: Fiabilidad y AMFE en el ciclo de vida de productos y procesos.

FMEA
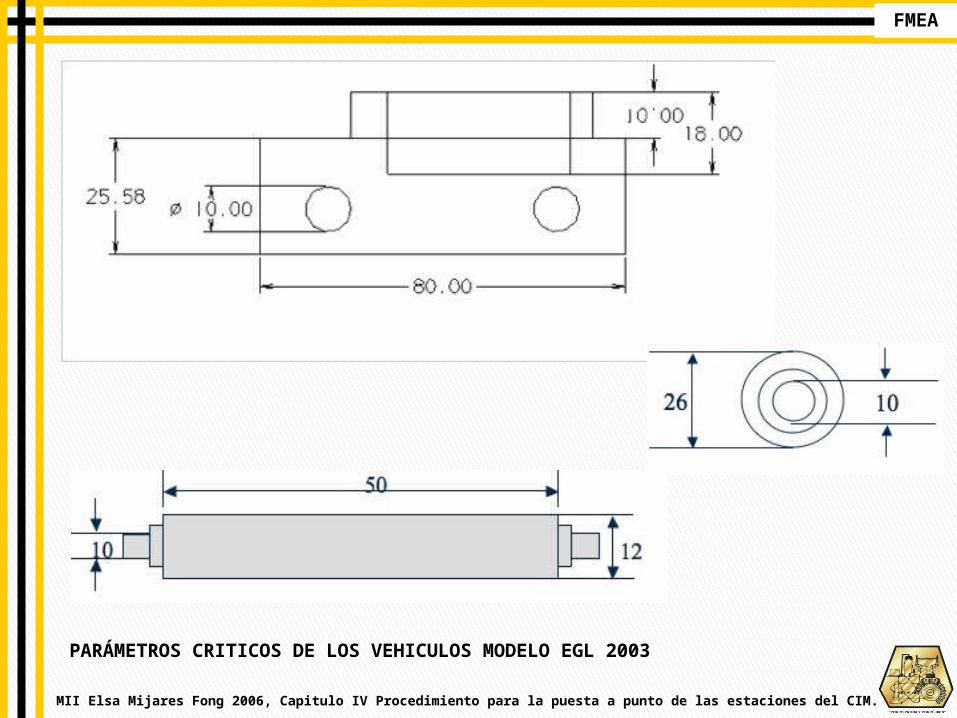
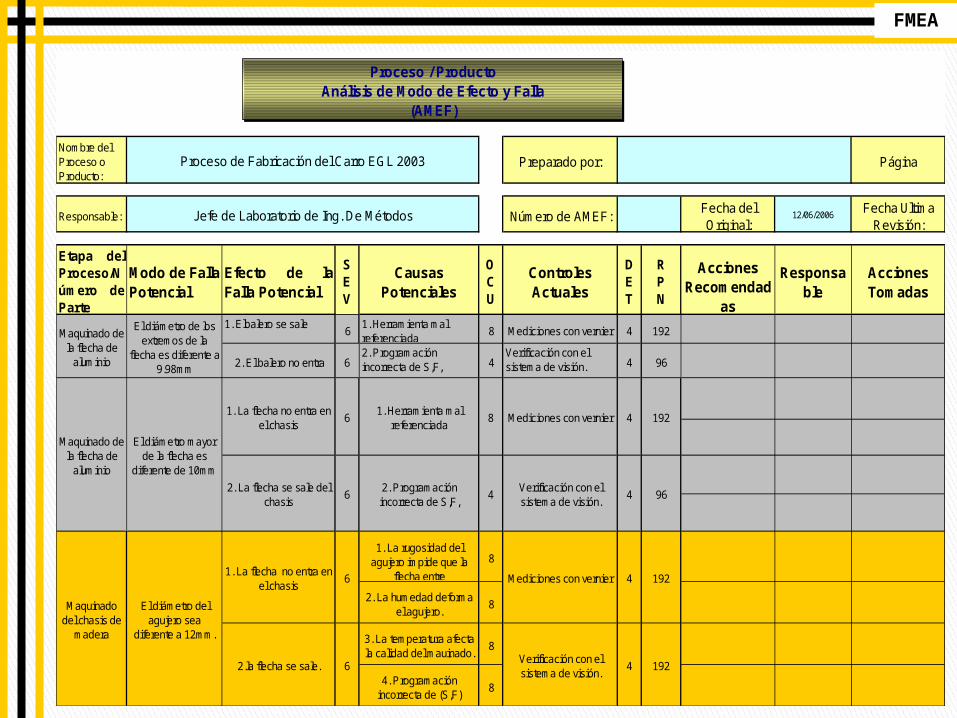
Ejemplo de AMEF en el maquinado de vehículos modelo EGL 2003
Selección de los CTQ´S.
El diámetro de los agujeros maquinados en el chasis de los vehículos.
El diámetro mayor de la flecha de los ejes que se ensambla en los agujeros del chasis.
El diámetro menor de la flecha de los ejes donde se ensamblan las ruedas y el diámetro interior de los baleros que sirven de ruedas.
MII Elsa Mijares Fong 2006, Capitulo IV Procedimiento para la puesta a punto de las estaciones del CIM.
FMEA
PARÁMETROS CRITICOS DE LOS VEHICULOS MODELO EGL 2003
MII Elsa Mijares Fong 2006, Capitulo IV Procedimiento para la puesta a punto de las estaciones del CIM.
FMEA
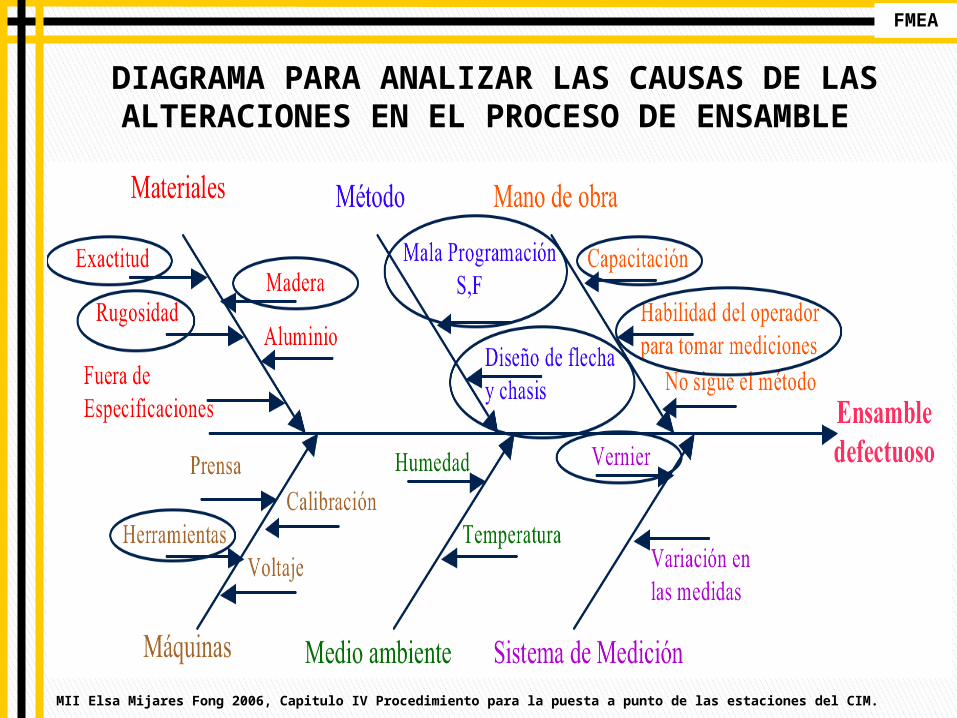
MII Elsa Mijares Fong 2006, Capitulo IV Procedimiento para la puesta a punto de las estaciones del CIM.
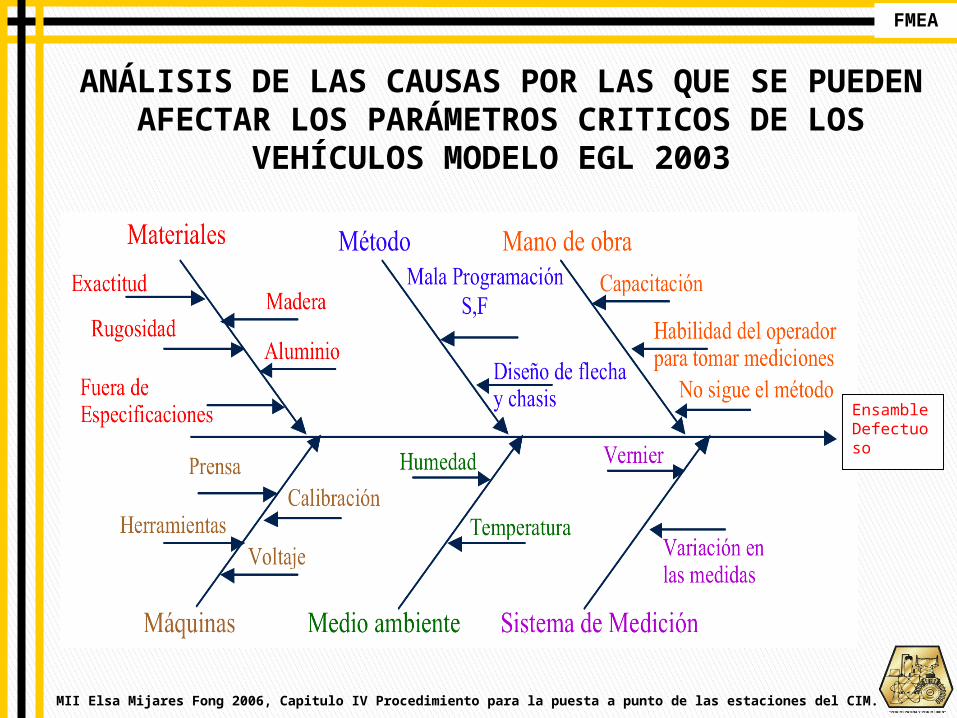
ANÁLISIS DE LAS CAUSAS POR LAS QUE SE PUEDEN AFECTAR LOS PARÁMETROS CRITICOS DE LOS
VEHÍCULOS MODELO EGL 2003
Ensamble Defectuoso
FMEA
Nombre del Proceso o Producto:
Preparado por: Página
Responsable: Número de AMEF:Fecha del Original:
12/06/2006Fecha Ultima
Revisión:
Etapa delProceso/Número deParte
Modo de Falla Potencial
Efecto de laFalla Potencial
SEV
Causas Potenciales
OCU
Controles Actuales
DET
RPN
Acciones Recomendad
as
Responsable
Acciones Tomadas
1. Elbalero se sale 6
1. Herramienta mal referenciada
8 Mediciones con vernier 4 192
2. El balero no entra 62. Programación incorrecta de S,F, 4
Verificación con el sistema de visión. 4 96
1. La rugosidad del agujero impide que la
flecha entre
8
2. La humedad deforma el agujero.
8
3. La temperatura afecta la calidad del mauinado.
8
4. Programación incorrecta de (S,F)
8
192
96
Maquinado del chasis de
madera
El diámetro del agujero sea
diferente a 12mm.
1. La flecha no entra en el chasis
2.la flecha se sale.
6
6
Mediciones con vernier
Verificación con el sistema de visión.
4
4
1. Herramienta mal referenciada
2. Programación incorrecta de S,F,
8
4
6
6
Maquinado de la flecha de
aluminio
El diámetro mayor de la flecha es
diferente de 10mm
192
192
Maquinado de la flecha de
aluminio
El diámetro de los extremos de la
flecha es diferente a 9.98mm
1. La flecha no entra en el chasis
Mediciones con vernier
Verificación con el sistema de visión.
4
4
2. La flecha se sale del chasis
Proceso de Fabricación del Carro EGL 2003
Jefe de Laboratorio de Ing. De Métodos
Proceso / Producto Análisis de Modo de Efecto y Falla
(AMEF)
FMEA
MII Elsa Mijares Fong 2006, Capitulo IV Procedimiento para la puesta a punto de las estaciones del CIM.
DIAGRAMA PARA ANALIZAR LAS CAUSAS DE LAS ALTERACIONES EN EL PROCESO DE ENSAMBLE
FMEA
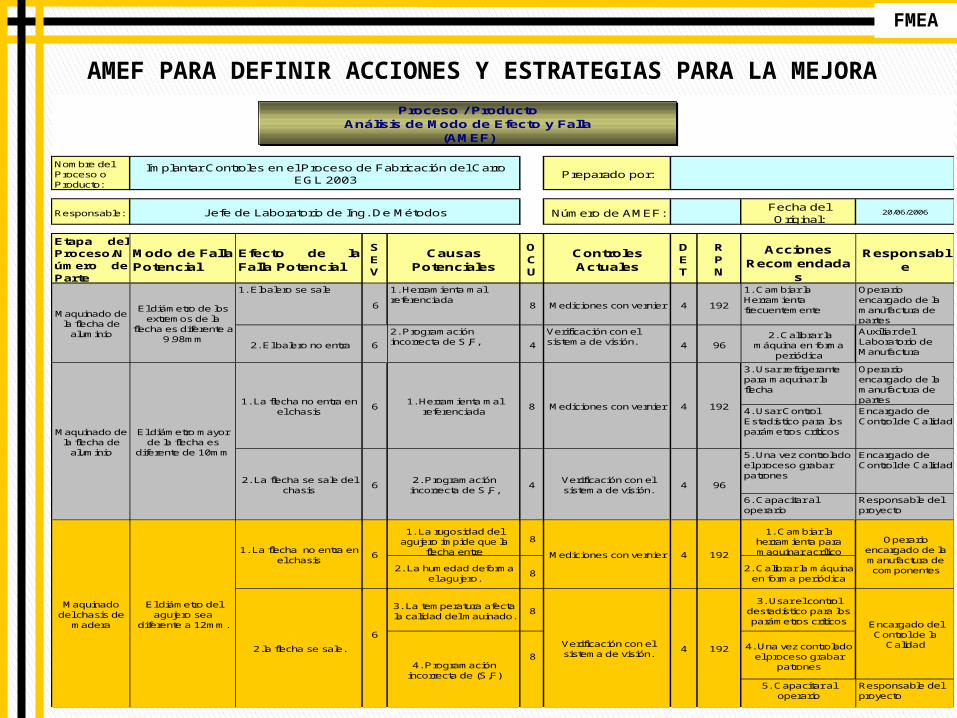
AMEF PARA DEFINIR ACCIONES Y ESTRATEGIAS PARA LA MEJORA
Nombre del Proceso o Producto:
Preparado por:
Responsable: Número de AMEF:Fecha del Original:
20/06/2006
Etapa delProceso/Número deParte
Modo de Falla Potencial
Efecto de laFalla Potencial
SEV
Causas Potenciales
OCU
Controles Actuales
DET
RPN
Acciones Recomendada
s
Responsable
1. Elbalero se sale
6
1. Herramienta mal referenciada
8 Mediciones con vernier 4 192
1. Cambiar la Herramienta frecuentemente
Operario encargado de la manufactura de partes
2. El balero no entra 6
2. Programación incorrecta de S,F, 4
Verificación con el sistema de visión. 4 96
2. Calibrar la máquina en forma
periódica
Auxiliar del Laboratorio de Manufactura
3. Usar refrigerante para maquinar la flecha
Operario encargado de la manufactura de partes
4. Usar Control Estadístico para los parámetros críticos
Encargado de Control de Calidad
5. Una vez controlado el proceso grabar patrones
Encargado de Control de Calidad
6. Capacitar al operario
Responsable del proyecto
1. La rugosidad del agujero impide que la
flecha entre
81. Cambiar la
herramienta para maquinar acrílico
2. La humedad deforma el agujero.
82. Calibrar la máquina
en forma periódica
3. La temperatura afecta la calidad del mauinado.
83. Usar el control
destadístico para los parámetros críticos
84. Una vez controlado
el proceso grabar patrones
5. Capacitar al operario
Responsable del proyecto
Operario encargado de la manufactura de componentes
Encargado del Control de la
Calidad
192
96
6
Mediciones con vernier
Verificación con el sistema de visión.
6
6
4 192
4
4
Maquinado de la flecha de
aluminio
El diámetro mayor de la flecha es
diferente de 10mm
1924
1. Herramienta mal referenciada
2. Programación incorrecta de S,F,
8
4
61. La flecha no entra en
el chasis
Maquinado de la flecha de
aluminio
El diámetro de los extremos de la
flecha es diferente a 9.98mm
1. La flecha no entra en el chasis
Mediciones con vernier
2. La flecha se sale del chasis
El diámetro del agujero sea
diferente a 12mm.
Maquinado del chasis de
madera
2.la flecha se sale.
4. Programación incorrecta de (S,F)
Verificación con el sistema de visión.
Implantar Controles en el Proceso de Fabricación del Carro EGL 2003
Jefe de Laboratorio de Ing. De Métodos
Proceso / Producto Análisis de Modo de Efecto y Falla
(AMEF)

KAIZEN
KAIZEN ( 改善 ):
“KAI”= Cambio y “ZEN”= Bueno, en japonés; el uso común de su traducción al castellano es "mejora continua" o "mejoramiento continuo“.
Por otra parte, significa mejoramiento continuo en la vida personal, familiar, social y de trabajo. Cuando se aplica al lugar de trabajo, Kaizen significa un mejoramiento continuo que involucra a todos –gerentes y trabajadores por igual.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSA)
KAIZEN
La base de la milenaria filosofía Kaizen es:
“Hoy mejor que ayer”
“Mañana mejor que
hoy”
Kaizen
El mensaje de la estrategia de Kaizen es que no debe pasar un día sin que se haya hecho alguna clase de mejoramiento en algún lugar de la companía.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
OBJETIVO:
Haciendo uso de ciertos sistemas, lograr lo óptimo en materia de calidad, costo y entrega.
Calidad no sólo hace referencia a la calidad de los productos o servicios terminados, sino también a la calidad de los procesos que se relacionan con dichos productos o servicios. Costo se refiere al costo total, que incluye diseno, producción, venta y suministro de productos o servicios. Entrega significa despachar a tiempo el volumen solicitado. De tal forma cuando se cumplen las tres condiciones de calidad, costo y entrega, los clientes están plenamente satisfechos.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
Al hacer Kaizen los trabajadores van mejorando los estándares de la empresa y al hacerlo podrán llegar a tener estándares de muy alto nivel y alcanzar los objetivos de la empresa.
Es por esto que es importante que los estándares nuevos creados por mejoras o modificaciones sean analizados y contemplen siempre la seguridad, calidad y productividad de la empresa.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
Origen:El concepto Kaizen fue introducido en Japón a finales de la década de 1950 y principios de la década de 1960 por expertos como W. E. Deming y J.M.Juran.
Sin embargo, la mayoría de los nuevos conceptos, sistemas y herramientas que hoy son utilizadas han sido desarrolladas en Japón.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
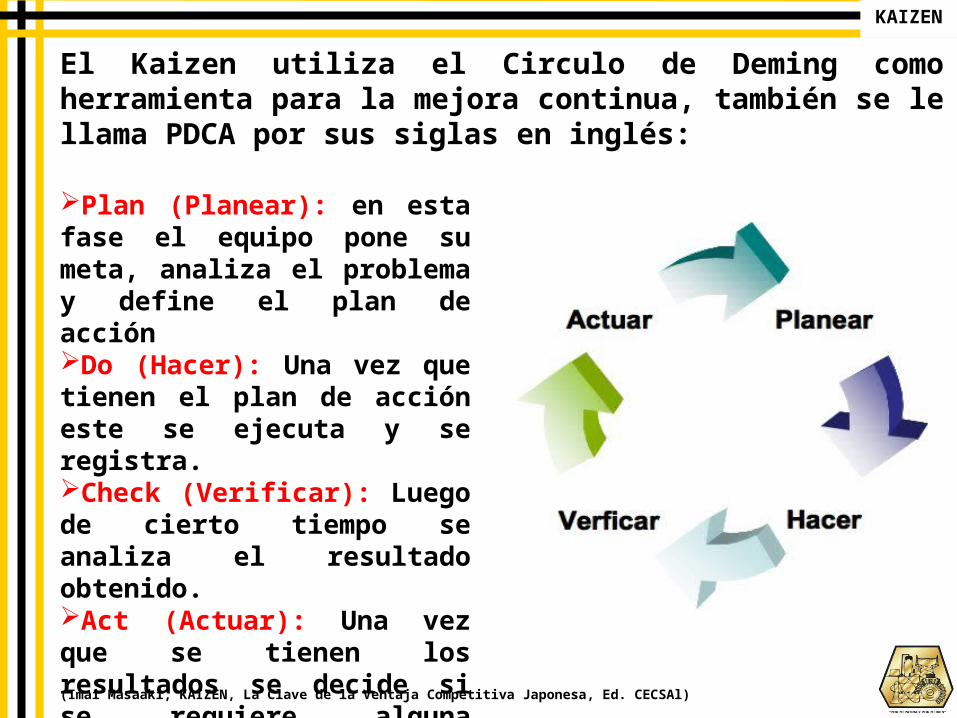
El Kaizen utiliza el Circulo de Deming como herramienta para la mejora continua, también se le llama PDCA por sus siglas en inglés:
Plan (Planear): en esta fase el equipo pone su meta, analiza el problema y define el plan de acción Do (Hacer): Una vez que tienen el plan de acción este se ejecuta y se registra. Check (Verificar): Luego de cierto tiempo se analiza el resultado obtenido. Act (Actuar): Una vez que se tienen los resultados se decide si se requiere alguna modificación para mejorar.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
El Kaizen se apoya en la puesta en práctica e interacción de los siguientes sistemas fundamentales:
Control Total de la Calidad (CTC) El Sistema de Producción JIT El Mantenimiento Productivo Total (MPT) Actividades de grupos pequenos (círculos de
calidad) El Sistema de Sugerencias
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
Control Total de la Calidad (CTC)
El concepto de “control total de la calidad” fue originado por el Dr. Armand V. Feigenbaum, quien sirvió en los anos 50 como gerente de control de calidad en la sede de General Electric en Nueva York.
Según Feigenbaum, el CTC puede definirse como:
“Un sistema eficaz para integrar los esfuerzos en materia de desarrollo de calidad, mantenimiento de calidad y mejoramiento de calidad realizados por los diversos grupos en una organización, de modo que sea posible producir bienes y servicios a los niveles más económicos y que sean compatibles con la plena satisfacción de los clientes”.
(Kaoru Ishikawa, ¿Qué es el Control Total de Calidad? La Modalidad Japonesa, Ed. Norma)
KAIZEN
• Las actividades organizadas que involucran a todos los miembros de una companía- gerentes y trabajadores- en un esfuerzo totalmente integrado hacia el mejoramiento del desempeno en todos los niveles.
• Este desempeno mejorado está dirigido hacia la satisfacción de metas funcionales transversales como calidad, costo, desarrollo del potencial humano y desarrollo de nuevos productos.
• Se supone que estas actividades conducirían, al final, a una mayor satisfacción del cliente.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
El CTC dentro del sistema Kaizen reúne seis características, siendo éstas las siguientes:
• El CTC aplicado en toda la empresa, con la participación de todos los empleados, y no sólo en determinados procesos, sectores, áreas o productos.
• Pone un máximo énfasis en la educación y el entrenamiento.
• Utiliza las actividades del Círculo de Calidad como herramienta fundamental.
• Hace uso de la Auditoría del CTC.• Aplicación de los métodos estadísticos.• Un sistema para la recopilación y evaluación de datos.
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
El uso de la calidad total conlleva ventajas, pudiendo citar como ejemplos las siguientes:
• Potencialmente alcanzable si hay decisión del más alto nivel.
• Mejora la relación del recurso humano con la dirección.
• Reduce los costos aumentando la productividad.
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN

Sistema de Producción JIT
Este sistema se orienta a la eliminación de todo tipo de actividades que no agregan valor, y al logro de un sistema de producción ágil y suficientemente flexible que dé cabida a las fluctuaciones en los pedidos de los clientes.
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
Los fenómenos que suponen una desventaja en la vida cotidiana de las empresas y que impiden su funcionamiento eficaz y al mínimo coste son los que se enumeran a continuación:
• Almacenes elevados;
• Plazos excesivos;
• Retrasos;
• Falta de agilidad, de rapidez de reacción;
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
• Emplazamiento inadecuado de los equipos,
• Recorridos demasiados largos;
• Tiempo excesivo en los cambios de herramientas;
• Proveedores no fiables (plazos, calidad);
• Averías;
• Problemas de calidad;
• Montones de desechos, desorden;
• Errores, faltas de piezas;
• Despilfarros (hombres, tiempo, materiales, equipos,
locales).Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
Estas falencias son el producto de:
La distribución inadecuada de las
máquinas y recorridos muy
largos
La duración de los cambios de
herramienta.Las averías
Los problemas de calidad.
Las dificultades con los
suministradores.
La práctica del JIT implica la supresión de tales anomalías.
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
Los conceptos fundamentales en los que se basa el sistema JIT y a través de los cuales se desarrolla toda la filosofía de producción son los siguientes:
1
•La flexibilidad en el trabajo (shojinka) que permite adecuar el número y funciones de los trabajadores a las variaciones de la demanda.
2
•El fomento de las ideas innovadoras (soifuku) por parte del personal para conseguir mejoras constantes en el proceso de producción.
3
•El autocontrol de los defectos (jidoka) por parte de los propios procesos productivos para impedir la entrada de unidades defectuosas en los flujos de producción
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
Entre las ventajas de la aplicación del Sistema Justo a Tiempo se tienen:
• Reducción del 75 al 95% en plazos y stocks• Incremento de un 15 a un 35% en la productividad
global.• Reducción del 25 al 50% de la superficie utilizada.• Disminución del 75 al 95% de los tiempos de
cambios de herramientas.• Reducción del 75 al 95% de los tiempos de parada
de las máquinas por averías o incidencias.• Disminución del 75 al 95% del número de defectos
Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios, Cómo implementar el Kaizen en el sitio de trabajo – Masaaki Imai – MacGraw Hill – 1998
KAIZEN
Mantenimiento Productivo Total (TPM)
• El TPM se originó y se desarrolló en Japón, por la necesidad de mejorar la gestión de mantenimiento para alcanzar la velocidad con la que se automatizaron y sofisticaron los procesos productivos.
• Inicialmente el alcance del TPM se limitó a los departamentos relacionados con los equipos, más tarde los departamentos de administración y de apoyo (desarrollo y ventas) se involucraron.
• El TPM ha sido asimilado en el seno de la cultura corporativa de empresas en Estados unidos, Europa, Asia y América Latina.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
• El TPM está dirigido a la maximización de la efectividad del equipo, durante toda la vida del mismo.
• Involucra a todos los empleados de un departamento y de todos los niveles; motiva a las personas para el mantenimiento de la planta a través de grupos pequenos y actividades voluntarias, y comprende elementos básicos como el desarrollo de un sistema de mantenimiento, educación del mantenimiento básico, habilidades para la solución de problemas y actividades para evitar las interrupciones.
(Imai Masaaki, KAIZEN, La Clave de la Ventaja Competitiva Japonesa, Ed. CECSAl)
KAIZEN
MISIÓN:
La misión de toda empresa es obtener un rendimiento económico, sin embargo, la misión del TPM es lograr que la empresa obtenga un rendimiento económico CRECIENTE en un ambiente agradable como producto de la interacción del personal con los sistemas, equipos y herramientas.
OBJETIVO:
“Maximizar la efectividad total de los sistemas productivos por medio de la eliminación de sus perdidas por la participación de todos los empleados en pequenos grupos de actividades voluntarias”.
Recuperado el 02/Octubre/2011 de: http://hemaruce.angelfire.com/tpm.pdf
KAIZEN
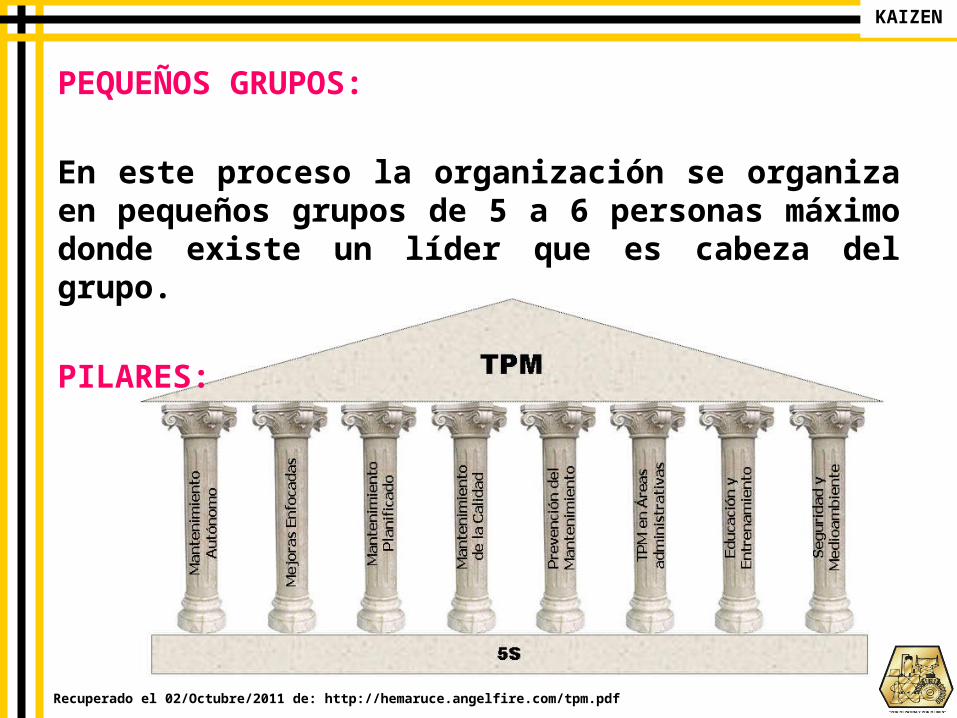
PEQUEÑOS GRUPOS:
En este proceso la organización se organiza en pequenos grupos de 5 a 6 personas máximo donde existe un líder que es cabeza del grupo.
PILARES:
Recuperado el 02/Octubre/2011 de: http://hemaruce.angelfire.com/tpm.pdf
KAIZEN
TPM EN LOS DEPARTAMENTOS DE APOYO:
Objetivo: “Eliminar las pérdidas en los procesos administrativos y aumentar la eficiencia”.
El TPM es aplicable a todos los departamentos, en finanzas, en compras, en almacén, para ello es importante es que cada uno haga su trabajo a tiempo. En estos departamentos las siglas del TPM toman estos significados:
T Total Participación de sus miembros
P Productividad
M Mantenimiento de clientes actuales y búsqueda de nuevos
Recuperado el 02/Octubre/2011 de: http://hemaruce.angelfire.com/tpm.pdf
KAIZEN
Actividades de grupos pequenos
Entre las estrategias del kaizen se encuentran las actividades de grupos pequenos, siendo el más común el Círculo de Calidad. Los mismos no sólo persiguen temas atinentes a la calidad, sino también cuestiones relativas a costos, seguridad y productividad.
Las actividades de los círculos de calidad empezaron en Japón en 1962. Hoy se desarrollan ampliamente en otras partes del mundo.
(Kaoru Ishikawa, ¿Qué es el Control Total de Calidad? La Modalidad Japonesa, Ed. Norma)
KAIZEN
Los círculos de calidad es un pequeno grupo de trabajadores que se reúnen voluntariamente para estudiar un problema de trabajo o una posible mejora del producto, pero no basta con identificar los fallos o los aspectos a mejorar. La misión del círculo es analizar, buscar y encontrar soluciones, y proponer la más adecuada a la Dirección.
Entre los propósitos de los círculos de calidad en toda la empresa, encontramos los siguientes:
•Contribuir al mejoramiento y desarrollo de la empresa.
a)
•Respetar a la humanidad y crear un lugar de trabajo amable y diáfano donde valga la pena estar
b)
•Aprovechar y potenciar al máximo todas las capacidades del individuo.
c)
(Kaoru Ishikawa, ¿Qué es el Control Total de Calidad? La Modalidad Japonesa, Ed. Norma)
KAIZEN
En cuanto a los pilares sobre los que se sustentan los círculos de calidad tenemos:
El reconocimiento a todos los niveles de que nadie conoce mejor una tarea, un trabajo o un proceso que aquel que lo realiza cotidianamente
El respeto al individuo, a su inteligencia y a su libertad.
La potenciación de las capacidades individuales a través del trabajo en grupo La referencia
a temas relacionados con el trabajo.
Pilares
(Kaoru Ishikawa, ¿Qué es el Control Total de Calidad? La Modalidad Japonesa, Ed. Norma)
KAIZEN
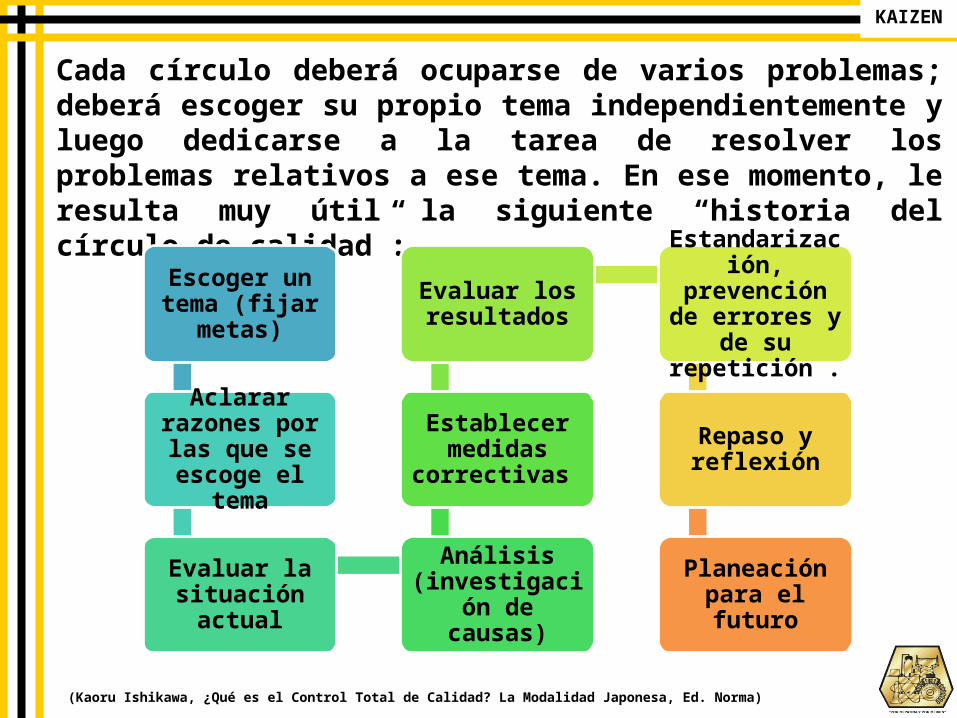
Cada círculo deberá ocuparse de varios problemas; deberá escoger su propio tema independientemente y luego dedicarse a la tarea de resolver los problemas relativos a ese tema. En ese momento, le resulta muy útil la siguiente “historia del círculo de calidad”:
Escoger un tema (fijar
metas)
Aclarar razones por las que se escoge el tema
Evaluar la situación
actual
Análisis (investigación
de causas)
Establecer medidas
correctivas
Evaluar los resultados
Estandarización, prevención
de errores y de su repetición .
Repaso y reflexión
Planeación para el futuro
(Kaoru Ishikawa, ¿Qué es el Control Total de Calidad? La Modalidad Japonesa, Ed. Norma)
KAIZEN
Una característica humana importante es la capacidad para pensar y generar conocimiento.
Debemos ser siempre conscientes de los problemas que existen en la empresa y enfrentar las cosas con una actitud interrogante.
SISTEMA DE SUGERENCIAS.
El sistema de sugerencias funciona como una parte integral del kaizen orientado a individuos, y hace énfasis en los beneficios de elevar el estado de ánimo mediante la participación positiva de los empleados.
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
KAIZEN
KAIZEN
Los gerentes y supervisores deben inspirar y motivar a su personal a suministrar sugerencias, sin importar lo pequena que sean. La meta primaria de este sistema es desarrollar empleados con mentalidad kaizen y autodisciplinados.
Un sistema de sugerencias tiene una estructura básica simple. Cada día, los trabajadores hallan solución a los problemas que encuentran en el trabajo, escriben y presentan sus ideas de mejora en calidad de sugerencias
Las sugerencias hacen los trabajos más fáciles, más seguros y más eficientes, reducen errores y costos, mejoran el servicio y hacen que los clientes estén más contentos.
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad

Ademas existen beneficios substanciales desde el punto de vista personal de los trabajadores, mejorando su moral y autoestima entre otras cosas.
El sistema de sugerencias es una parte integral del Kaizen orientado al individuo. La alta administración debe implantar un plan bien disenado para asegurar que el sistema de sugerencias sea dinámico.
KAIZEN
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
Los principales temas de sugerencias de las companías japonesas son en orden de importancia:
Mejoramientos en el trabajo propio.
Ahorros en energía, material y otros recursos.
Mejoramientos en el entorno de trabajo.
Mejoramientos en las máquinas y procesos.
Mejoramientos en artefactos y herramientas.
KAIZEN
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
Además de hacer a los empleados conscientes del Kaizen, los sistemas de sugerencias proporcionan a los trabajadores la oportunidad de hablar con sus supervisores y entre ellos mismos.
Al mismo tiempo, proporcionan la oportunidad de que la administración ayude a los trabajadores a tratar con los problemas.
De este modo, las sugerencias son una oportunidad valiosa para la comunicación bidireccional tanto en el taller como para el autodesarrollo del trabajador.
KAIZEN
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
1. Hacer realidad aquellas ideas que sean factibles.
2. Fomentar tanto las sugerencias individuales como las de grupo.
3. Asegúrese que todas las personas, independientemente de su cargo, no tengan reparos en hacer sugerencias.
4. Incluya sugerencias para los planes de mejora y para los problemas que deberían acometerse inmediatamente.
5. Procese rápidamente las sugerencias, póngalas en práctica rápidamente, dé razones cuando no se adopten las sugerencias y publique los resultados.
FMEAKAIZEN
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
6. Considere la relación entre los sistemas de sugerencias y los de normalización, ya sea ISO 9000 u otros para la mejora continua.
7. Establezca sistemas de evaluación y recompensa. Haga que las sugerencias se adopten fácilmente. Base la recompensa en resultados acumulados, concediendo premios o elogios, cuando se hagan las sugerencias, cuando se adopten, un ano después, cinco anos después, etc.
8. No preocuparse por las variaciones cíclicas del número de sugerencias, trabaje para mejorar la calidad de las mismas.
KAIZEN
ING. NELSON H. PAGELLA Consultor Ingeniero y Especialista en Calidad
Despliegue de políticas, tendiente a la plena participación de todos los niveles y áreas de la empresa en las actividades de planificación como en las de control y evaluación.
El despliegue de la política se refiere al proceso de introducir las políticas para Kaizen en toda la companía, desde el nivel más alto hasta el más bajo.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
La dirección debe establecer objetivos claros y precisos que sirvan de guía a cada persona y asegurar de tal forma el liderazgo para todas las actividades kaizen dirigidas hacia el logro de los objetivos.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
Como la estrategia cae en cascada hacia las categorías inferiores, el plan debe incluir planes de acción y actividades cada vez más específicas.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
Un importante aspecto del despliegue de la política es su prioridad.
El establecimiento de la prioridad es una parte inherente del diagrama de Pareto, con frecuencia utilizado en las actividades del círculo del control de calidad y este mismo concepto se aplica también en el despliegue de las metas.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm

Debido a que son limitados los recursos que pueden movilizarse, es esencial que se asignen prioridades. Una vez que se ha hecho esto, puede desplegarse una lista cada vez más clara y específica de las medidas y planes de acción en los niveles inferiores de la administración.
Así, el despliegue de la política es un medio para que el cometido de la alta administración sea realizado por los niveles inferiores.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
Los objetivos principales que se buscan con el despliegue de políticas son:
• Integrar a todo el personal de una organización hacia los objetivos clave utilizando medios indirectos en vez de presión directa, creando un sentimiento de necesidad y convencimiento.
• Integrar todas la tareas, ya sean rutinarias o de mejora, en función de los objetivos clave de la empresa coordinando todos los esfuerzos y recursos.
• Realinear eficazmente los objetivos y actividades en función de los cambios de entorno.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
Los asesores de TBM pueden trabajar con su equipo de liderazgo para desarrollar metas de avance, ayudar a que todos entiendan los cambios requeridos para lograrlas y concentrarse en los dos o tres avances con los que se obtendrán resultados óptimos.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
Como ex-líderes de negocios, nuestros consultores tienen anos de experiencia directa en la aplicación de despliegue de políticas. Ellos le podrán ayudar a establecer objetivos de avance de tres o cinco anos, traducirlos en prioridades y metas anuales, y establecer propósitos concretos de desempeno.
KAIZEN
http://www.zeusconsult.com.mx/arthkanri.htm
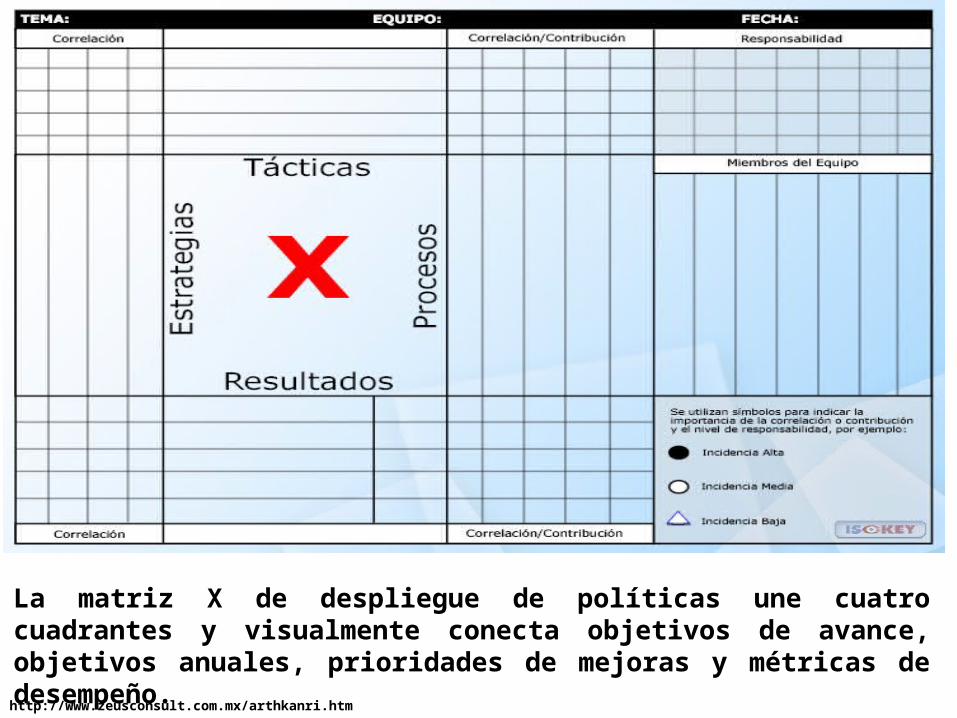
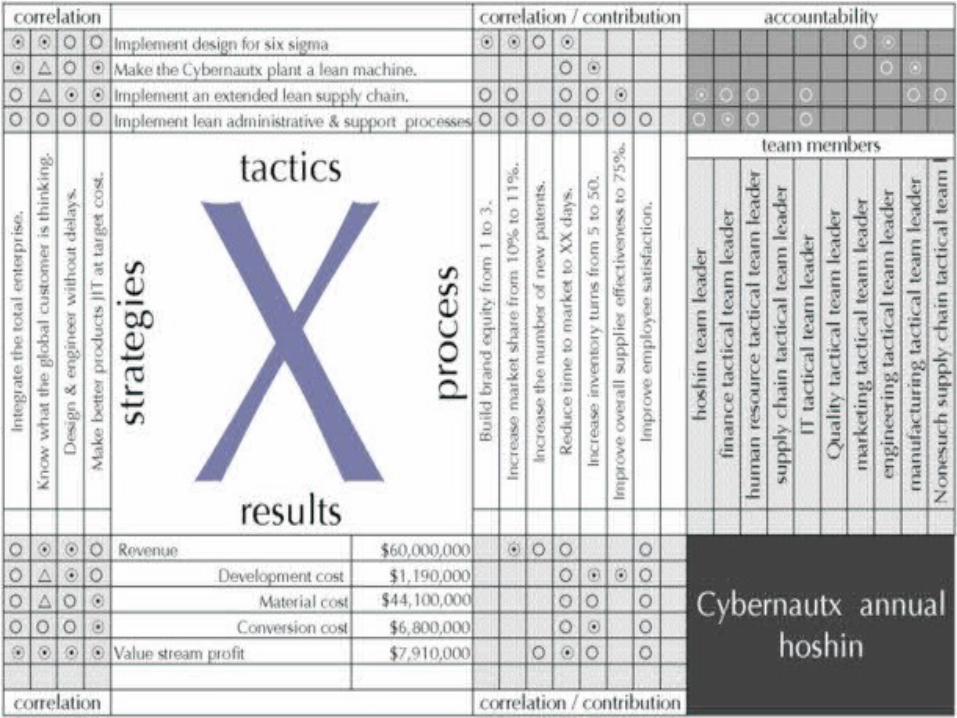
La matriz X de despliegue de políticas une cuatro cuadrantes y visualmente conecta objetivos de avance, objetivos anuales, prioridades de mejoras y métricas de desempeno.
http://www.zeusconsult.com.mx/arthkanri.htm
Basado en la utilización del Análisis de Funciones, Coste Objetivo y Tabla de Costes, persigue como objetivo la reducción sistemática de los costes, para lo cual se analizan de forma pormenorizada y metódica los niveles de fallas, desperdicios (mudas en japonés), componentes y funciones, tanto de los procesos y actividades, como de los productos y servicios generados.
KAIZEN
SISTEMA DE COSTOS JAPONÉS
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
FUNCIONAMIENTO
Cuando un cliente retira productos de su lugar de almacenamiento, el kanban, o la senal, viaja hasta el principio de la línea de fabricación o de montaje, para que se produzca un nuevo producto.
Se dice entonces que la producción está guiada por la demanda y que el kanban es la senal que el cliente indica para que un nuevo producto deba ser fabricado o montado para rellenar el punto de stock.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Kanban es un sistema de senales. Como su nombre sugiere, Kanban históricamente usa tarjetas para senalar la necesidad de un artículo.
El sistema Kanban fue inventado debido a la necesidad de mantener el nivel de mejoras por la Toyota. Kanban se hizo un instrumento eficaz para apoyar al sistema de producción en total.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
KANBAN se implementa en cuatro fases:
Fase 1: Entrenar a todo el personal en los principios de KANBAN, y los beneficios de usarlo.
Fase 2: Implementar KANBAN en aquellos componentes con más problemas para facilitar su manufactura y para resaltar los problemas escondidos. El entrenamiento con el personal continua en la línea de producción.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Fase 3: Implementar KANBAN en el resto de los componentes, esto no debe ser problema ya que para esto los operadores y a han visto las ventajas de KANBAN, se deben tomar en cuenta todas las opiniones de los operadores ya que ellos son los que mejor conocen el sistema.
Es importante informarles cuando se va estar trabajando en su área.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Fase 4: Esta fase consiste de la revisión del sistema KANBAN, los puntos de reorden y los niveles de reorden, es importante tomar en cuenta las siguientes recomendaciones para le funcionamiento correcto de KANBAN:
a) Ningún trabajo debe ser hecho fuera de secuencia.
b) Si se encuentra algún problema notificar al supervisor inmediatamente.
NOTA:***KANBAN sólo puede aplicarse en fábricas que impliquen producción repetitiva.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
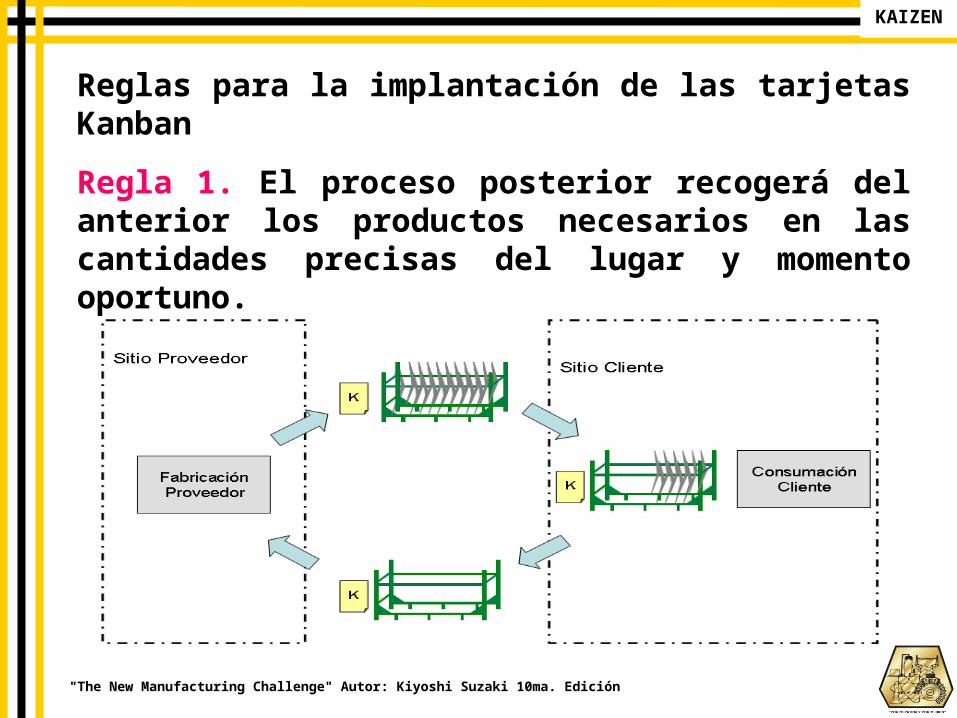
Reglas para la implantación de las tarjetas Kanban
Regla 1. El proceso posterior recogerá del anterior los productos necesarios en las cantidades precisas del lugar y momento oportuno.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Se crea una pérdida si el proceso anterior abastece de partes y materiales al proceso subsiguiente en el momento que éste no los necesita o en una cantidad mayor a la que necesita.
La peor pérdida ocurre cuando los procesos no pueden producir lo que realmente es necesario, cuando éstos están produciendo lo que no es necesario.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Para asegurarse de que se cumpla esta regla:
Se prohibirá cualquier retirada de piezas o elementos sin la correspondiente utilización del Kanban.
Se prohibirá la retirada de piezas o elementos en cantidades mayores que las especificadas en los Kanban.
Regla 2. El proceso precedente deberá fabricar sus productos en las cantidades recogidas por el proceso siguiente.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Por tal motivo se prohíbe una producción mayor que el número de tarjetas Kanban. Por otra parte, cuando en un proceso anterior hayan de producirse varios tipos de piezas, su producción deberá seguir la secuencia con que se han entregado los diversos tipos de Kanban.
Puesto que el proceso siguiente requerirá unidades únicas o lotes de tamano reducido a fin de conseguir el nivelado de la producción, el proceso anterior deberá llevar a cabo frecuentes preparaciones de máquina según los requerimientos asimismo frecuentes del proceso posterior, SMED.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Regla 3. Los productos defectuosos nunca deben pasar al proceso siguiente.
El incumplimiento de esta regla comprometería la existencia misma del sistema Kanban. Si llegaran a identificarse en el proceso siguiente algunos elementos defectuosos, tendría lugar una parada de la línea, al no tener unidades extras en existencia y devolvería los elementos defectuosos al anterior proceso.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
La parada de la línea del proceso siguiente resulta obvia y visible para todos. El sistema se basa pues en la idea de autocontrol siendo su propósito el evitar la repetición de defectos.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Regla 4. El número de Kanban debe minimizarse.
Puesto que el número de Kanban expresa la cantidad máxima de existencias de un determinado elemento, habrá que mantenerse tan pequeno como sea posible. La autoridad final para modificar el número de Kanban se delega en el supervisor de cada proceso.
Si un proceso se perfecciona gracias a la disminución de tamano del lote y al acortamiento del plazo de fabricación será posible disminuir a su vez el número de Kanban necesarias.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
FMEAKAIZEN
El número de Kanban a minimizar viene determinado por la expresión: Nº de Kanban=(Demanda media tiempo de terminación+Stock de seguridad)/(Capacidad de los contenedores).
Regla 5: KANBAN ES UN MEDIO PARA EVITAR ESPECULACIONES.
Regla 6. Balancear la producción.
Para que podamos producir solamente la cantidad necesaria requerida por los procesos subsecuentes, se hace necesario para todos los procesos mantener al equipo y a los trabajadores de tal manera que puedan producir materiales en el momento necesario y en la cantidad necesaria.
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
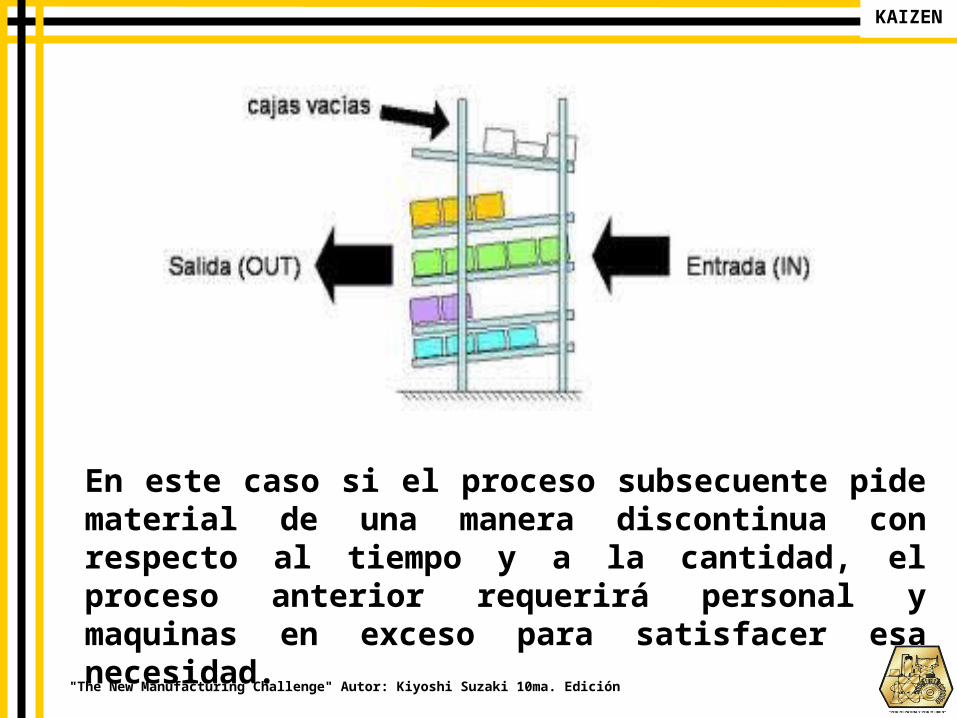
En este caso si el proceso subsecuente pide material de una manera discontinua con respecto al tiempo y a la cantidad, el proceso anterior requerirá personal y maquinas en exceso para satisfacer esa necesidad.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
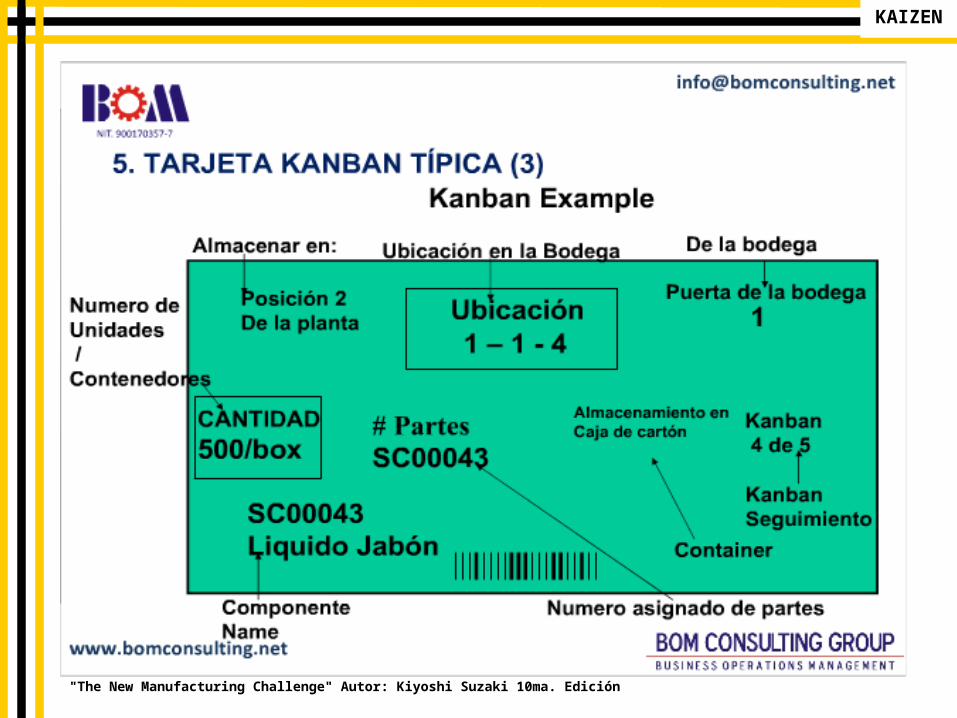
Información necesaria en una etiqueta de KANBAN.
1.- Número de parte del componente y su descripción.
2.- Nombre/Número del producto.
3.- Cantidad requerida.
4.- Tipo de manejo de material requerido.
5.- Donde debe ser almacenado cuando sea terminado. 6.- Punto de reorden.
7.- Secuencia de ensamble/producción del producto.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
VENTAJAS DEL USO SISTEMAS JIT Y KANBAN.
1.- Reducción de los niveles de inventario.
2.- Reduccion de WIP (Work In Process).
3.- Reducción de tiempos caídos.
4.- Flexibilidad en la calendarización de la producción y la producción en sí.
5.- El rompimiento de las barreras administrativas (BAB) son archivadas por KANBAN.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
6.- Trabajo en equipo, círculos de calidad y autonomación (decisión del trabajador de detener la línea).
7.- Limpieza y mantenimiento (housekeeping).
8.- Provee información rápida y precisa.
9.- Evita sobreproducción.
10.- Minimiza desperdicios.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición

OTROS TIPOS DE KANBAN
También se utilizan los siguientes tipos de tarjetas Kanban:
Kanban urgente. Se emite en caso de escasez de una pieza o elemento.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
Kanban de emergencia.
Se emitirá de modo temporal un Kanban de emergencia cuando se requieran materiales o elementos para hacer frente a unidades defectuosas, averías de la maquinaria, trabajos extraordinarios o esfuerzos especiales en operaciones de fin de semana.
Kanban orden de trabajo.
En tanto que los Kanban hasta ahora mencionados resultan de aplicación a una línea de fabricación repetitiva de productos, un Kanban orden de trabajo se dispone para una línea de fabricación específica y se emite con ocasión de cada orden de trabajo.
KAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición
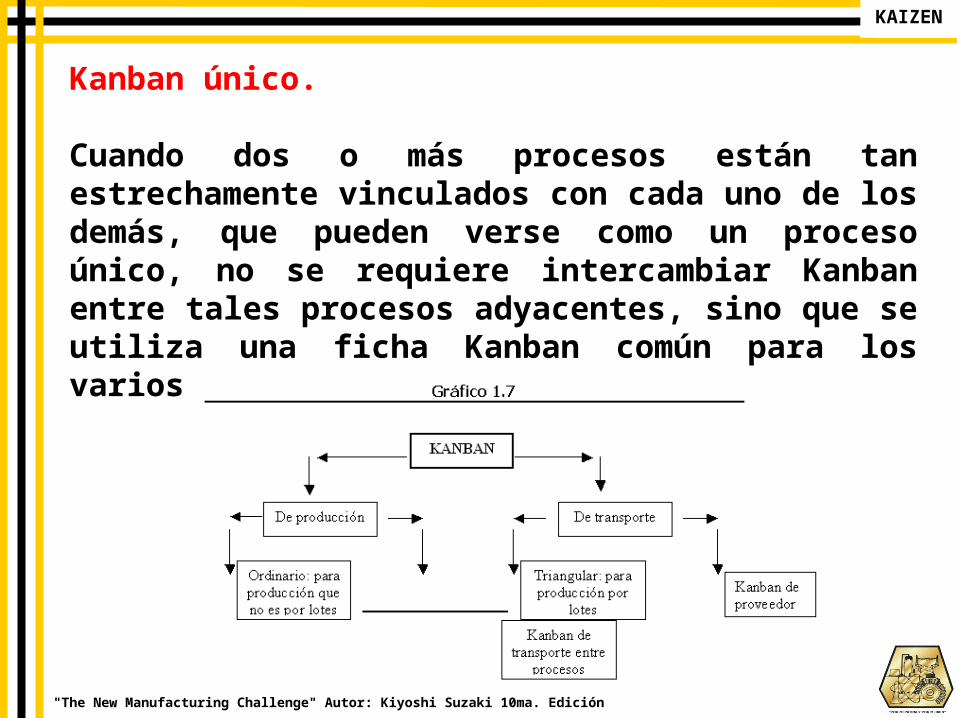
Kanban único.
Cuando dos o más procesos están tan estrechamente vinculados con cada uno de los demás, que pueden verse como un proceso único, no se requiere intercambiar Kanban entre tales procesos adyacentes, sino que se utiliza una ficha Kanban común para los varios procesos.
FMEAKAIZEN
"The New Manufacturing Challenge" Autor: Kiyoshi Suzaki 10ma. Edición

El gran objetivo del kaizen es la eliminacion total de las 7 mudas descritas por Onho. Dichas mudas son:
Las mudas por sobreproducción:
El exceso de insumos y productos terminados o en proceso origina la necesidad de mayores espacios físicos, incrementando los costes de manipulación, los costes de administrar los stock, mayores costes financieros, costes por roturas, vencimientos y fuera de moda, además de entorpecer las labores diarias. Las mudas por exceso de inventarios: aparición del costo de almacén y de administración del mismo.
FMEAKAIZEN
http://www.tuobra.unam.mx/publicadas/040810083831.html Autor: Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios
Las mudas de procesamiento:
reproceso generados por el proceso incorrecto o por descuido de los operarios, o bien re procesos generados por el manejo inadecuado y ruptura de los productos teniendo estos que pasar nuevamente por la línea de producción
Las mudas por transporte:
traslados internos innecesarios, productos de los malos disenos tanto de las plantas como de los procesos productivos, lo cual generan costos pero no agregan valor para los consumidores finales.
FMEAKAIZEN
http://www.tuobra.unam.mx/publicadas/040810083831.html Autor: Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios
Las mudas por tiempos de espera:
apuntan tanto a los tiempos desaprovechados por la falta de insumos, la rotura de maquinas a raíz de tomar el mantenimiento como una muda o bien los tiempos de preparación de las máquinas y herramientas sin un método optimo.
Las mudas por fallas y reparaciones
consecuentemente la posteriores actividades de corrección o bien la pérdida lisa y llana de los elementos, está ello ocasionado en la falta de un control continuo y en la aplicación de medidas preventivas (poka-yoke) que permitan generar los productos y servicios correctos a la primera
FMEAKAIZEN
http://www.tuobra.unam.mx/publicadas/040810083831.html Autor: Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios
Las mudas por movimientos
movimientos generadores de desperdicios son todos aquellos que por no contemplar tanto un mejor diseno de los circuitos.
El kaizen no solo es posible aplicarlo en occidente, es además necesario y obligatorio sus puesta en marcha si se pretende seguir siendo competitivos en una economía globalizada.
Esa mejora continua debe tener como base el perfeccionamiento constante de profesionales directivos y personal den organizaciones que tengan en el aprendizaje continuo una forma y medio fundamental de continuar existiendo como tales en las próximas décadas
FMEAKAIZEN
http://www.tuobra.unam.mx/publicadas/040810083831.html Autor: Mauricio Lefcovich, Consultor en Administración de Operaciones y Estrategia de Negocios

Es una metodología que permite organizar el lugar de trabajo, mantenerlo funcional, limpio y con las condiciones estandarizadas y la disciplina necesaria para hacer un buen trabajo. El enfoque primordial de esta metodología desarrollada en Japón es que para que haya calidad se requiere antes que todo orden, limpieza y disciplina.
¿Qué son las 5´s?
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Con esto se pretende atender problemáticas en la oficinas, espacios de trabajo e incluso en la vida diaria, donde es relativamente frecuente que las personas no encuentren lo que buscan, exista desorden, urgencias para encontrar piezas o documentos, materiales en los otros lugares que no les corresponde, abundancia de cosas innecesarias y espacios sucios.
Obviamente ,bajo estas condiciones la productividad del trabajo disminuye y los procesos se vuelven más lentos y burocráticos.
¿Qué se pretende atender con la metodología?
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Manteniendo y mejorando asiduamente el nivel de 5S conseguimos una MAYOR PRODUCTIVIDAD que se traduce en: menos productos defectuosos.Menos averías.Menor nivel de existencias o inventarios.Menos accidentes.Menos movimientos y traslados inútiles.Menor tiempo para el cambio de herramientas.
beneficiosproductividad Productos defectuosos
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
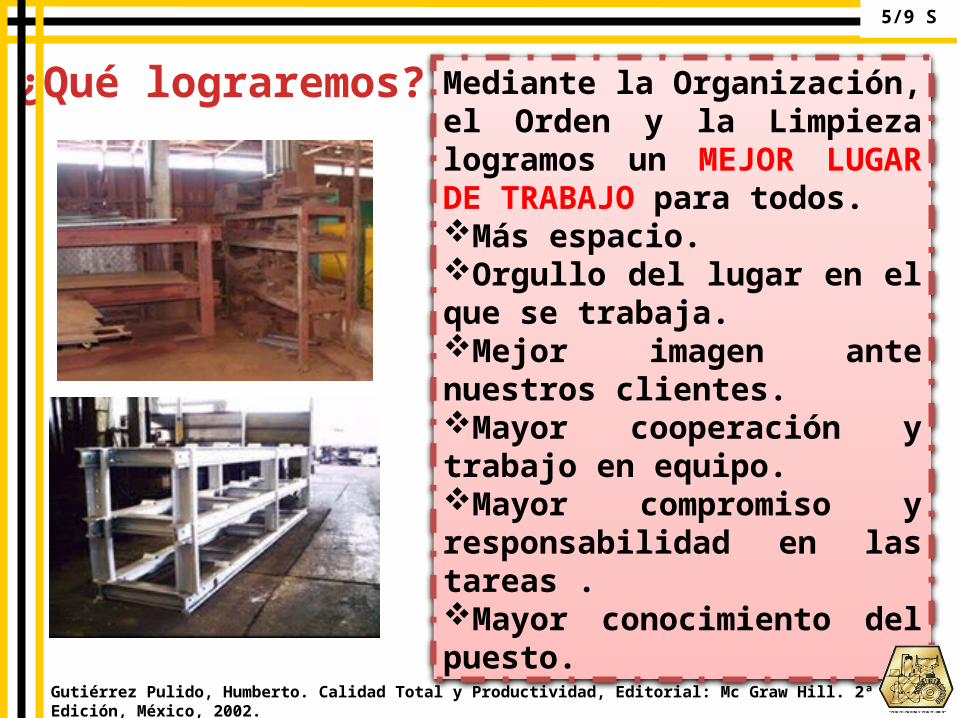
Mediante la Organización, el Orden y la Limpieza logramos un MEJOR LUGAR DE TRABAJO para todos. Más espacio.Orgullo del lugar en el que se trabaja.Mejor imagen ante nuestros clientes.Mayor cooperación y trabajo en equipo.Mayor compromiso y responsabilidad en las tareas .Mayor conocimiento del puesto.
¿Qué lograremos?
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Consiste en identificar y separar los materiales necesarios de los innecesarios y en desprenderse de éstos últimos.
SEIRI – ORGANIZACIÓN
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Para clasificar es necesario emprender las siguientes acciones:IDENTIFICAR aquello que es o no necesario de acuerdo al EL QUE (artículo u objetos) y a su FRECUENCIA DE USO.SEPARAR lo que es INNECESARIO, EXCESIVO, ADICIONAL de lo que es útil, adecuado y simple, y decidir lo que se puede almacenar, desplazar, vender, reciclar, regalar, o enviar a la basura.
REDUCIR los objetos utensilios y materiales de poca rotación y uso por medio de la reubicación en almacenes específicos, dejando libertad de movimiento (despejando pasillos, cajones, escritorios, alacenas, etc.) Este punto nos invita a quedarnos sólo con lo mínimo indispensable.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Consiste en establecer el modo en que deben ubicarse e identificarse los materiales necesarios, de manera que sea fácil y rápido encontrarlos, utilizarlos y reponerlos
SEITON – ORDEN
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Arreglar las cosas eficientemente de forma que se pueda obtener lo que se necesita en el menor tiempo posible.Identificar las diferentes clases de objetos.Designar lugares definitivos de almacenaje cuando el orden lógico y tratando de disminuir el tiempo de búsqueda.
¿Qué se debe de hacer?
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S

5/9 S
Consiste en identificar y eliminar las fuentes de suciedad, asegurando que todos los medios se encuentran siempre en perfecto estado de salud.
SEISO – LIMPIEZA
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
•Es más que barrer y trapear•Limpiando se encuentran situaciones anormales•Usar uniformes blancos, pintar de colores claros•Mantener los manuales de operación y/o programas de trabajo en buen estado•Mantener limpios y en buen estado los equipos y las instalaciones•Idear formas que permitan recuperar los deshechos de los equipos y mobiliarios.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Consiste en distinguir fácilmente una situación normal de otra anormal, mediante normas sencillas y visibles para todos.
SEIKETSU – control visual
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Mantener la limpieza de la persona por medio del uso de ropa de trabajo adecuada, lentes, guantes, cascos, caretas y zapatos de seguridad, así como mantener un entorno de trabajo saludable y limpio.Consiste en detectar situaciones irregulares o anómalas, mediante normas sencillas y visibles para todos.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
La disciplina consiste en evitar a toda costa que se rompan los procedimientos ya establecidos. solo si se implanta la autodisciplina y el cumplimiento de las normas y procedimientos adoptados, se podrá disfrutar de los beneficios que estos brindan.
Shitsuke -disciplina
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Implica cumplir con los principios de higiene y cuidados personales. Vencida la resistencia al cambio, por medio de información, la capacitación y brindándole los elementos necesarios, se hace fundamental la autodisciplina pata mantener y mejorar día a día el nuevo orden establecido.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
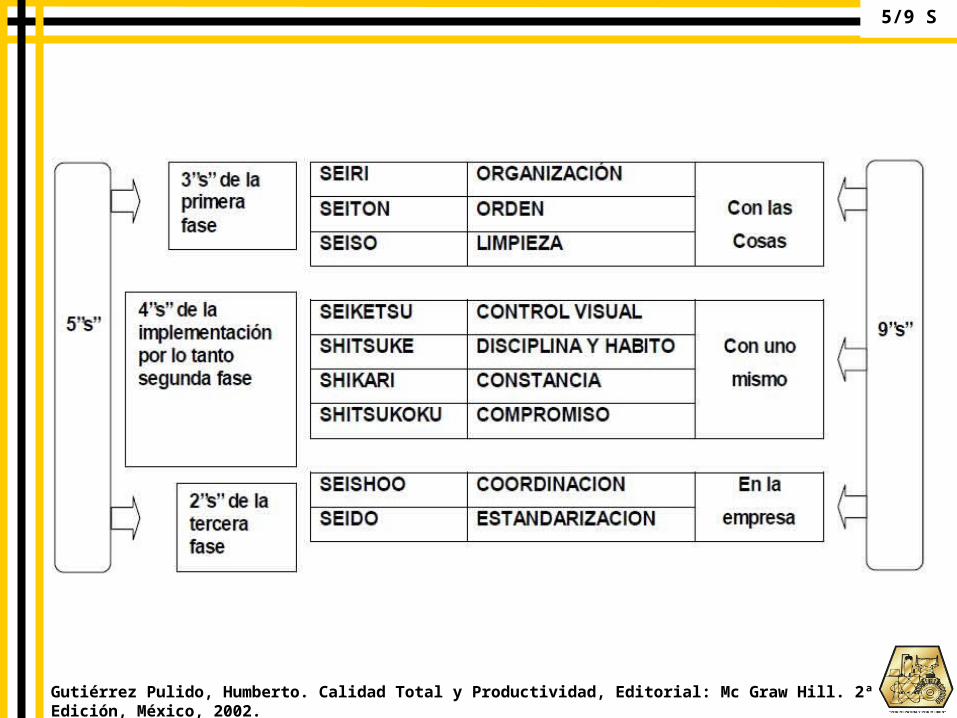
La metodología de las 9 “s” es un sistema que contiene las 5 “s” y posteriormente se agregaron 4 “s” para una mejor efectividad en el personal, de esta forma las fases quedan completas, las 9 “s” están evocadas a entender, implantar y mantener un sistema de orden y limpieza en la empresa, al aplicarlas tenemos retribuciones como una mejora continua, unas mejores condiciones de calidad, seguridad y medio ambiente de toda la empresa.
5´s + 4´sGutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Preservar en los buenos hábitos es aspirar a la justicia, en este sentido practicar constantemente los buenos hábitos es justo con uno mismo y lo que provoca que otras personas tiendan a ser justos con uno, la constancia es voluntad en acción y no sucumbir ante las tentaciones de lo habitual y lo mediocre. Hoy se requieren de personas que no claudiquen en su hacer bien (eficiencia) y en su propósito (eficacia)
Shikari (Constancia)
¡¡LA CONSTANCIA VENCE LO QUE LA DICHA NO ALCANZA!!
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S

La inconstancia ocasiona numerosos perjuicios como:
-Pérdida de tiempo, esfuerzos y recursos-Pérdida de la concentración-Imposibilidad de madurar ideas y concretar hechos-Dificultad para obtener resultados satisfactorios-Sentimientos de insatisfacción y descontento
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Esta acción significa ir hasta el final de las tareas, es cumplir responsablemente con la obligación contraída, sin voltear para atrás, el compromiso es el último elemento de la trilogía que conduce a la armonía (disciplina, constancia y compromiso), y es quien se alimenta del espíritu para ejecutar las labores diarias con un entusiasmo y ánimo fulgurantes.
Shitsukoku (Compromiso)
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Actuar en equipo con los compañeros.Como seres sociales que somos, las metas se alcanzan con y para un fin determinado, el cual debe ser útil para nuestros semejantes, por eso los humanos somos seres interdependientes, nos necesitamos los unos y los otros y también no participamos en el ambiente de trabajo, así al actuar con calidad no acabamos con la calidad, sino la expandimos y la hacemos mas intensa.Para lograr un ambiente de trabajo de calidad se requiere unidad de propósito, armonía en el ritmo y en los tiempos.
Seishoo (Coordinación)
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
NO SE PUEDE ENSEÑAR HABITOS DE ORDEN Y DE LIMPIEZA, TIRANDO DESPERDICIOS EN CUALQUIER LUGAR.NO SE PUEDE ENSEÑAR ORGANIZACIÓN, SIENDO UN MODELO DE DESORDEN.
NO SE PUEDE SER UN CURA, QUE PREDICA PERO NO PRACTICA.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Para no perderse es necesario poner señales, ello significa en el lenguaje empresarial un final por medio de normas y procedimientos con la finalidad de no dispersar los esfuerzos individuales y de generar calidad.Para implementar estos nueve principios, es necesarios planear siempre considerando a la gente, desarrollar las acciones pertinentes, checar paso a paso las actividades comprendidas y comprometerse con el mejoramiento continuo.
Seido (Estandarización)
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Sabemos que implementar estas acciones representa un camino arduo y largo, pero también comprendemos que aquellos con los cuales competimos día a día y lo consideran como algo normal, como una mera forma de sobrevivencia y aceptación de lo que esta por venir
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
•Evita la localización y búsqueda mental de modo que nos lleve solo unos cuantos segundos.•La idea de disminuir a cero el tiempo de localización y búsqueda de cada objeto.•Clasificar todos los recursos que necesito.•Asignar un lugar para cada objeto de acuerdo a un orden lógico y de fácil acceso.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
•Pintar la silueta en el lugar donde se almacena.•Control visual en inventarios y almacenes para lograr la cultura del supermercado.•Control visual para puntos de reorden.•Tiempo en ver que hay dentro de un gabinete es tiempo perdido, utiliza control visual.•Etiquetar los objetos y el lugar en que se almacenan (letra grande, pocas palabras, colores)
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Con la implementación de las 9 “s” se pueden obtener los siguientes resultados:
• Una mayor satisfacción de los clientes y/o trabajadores.• Menos accidentes.• Menos pérdidas de tiempo para buscar herramientas o papeles.• Una mayor calidad del producto o servicio ofrecido.• Disminución de los desperdicios generados.• Una mayor satisfacción de nuestros clientes.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S
Las herramientas utilizadas en las 9 “s” son las siguientes:
• Diagrama de Causa – Efecto.• Listas de verificación.• Entrevistas.• Instrucciones de trabajo.• Gráficos (Histogramas de Barras).• Fotografías del antes y después.• Gráficas de radar.
Gutiérrez Pulido, Humberto. Calidad Total y Productividad, Editorial: Mc Graw Hill. 2ª Edición, México, 2002.
5/9 S