2009 npra q&a and technology forum - afpm · hydrogen plant seminar and q&a sud-chemie the...
TRANSCRIPT
1958 2009
Omni Fort Worth HotelFort Worth, TexasOctober 11 – 14, 2009
Fort Worth, Texas
2009 NPRA Q&A and Technology Forum

Sunday October 11, 2009
5:00 pm – 7:00 pm Registration Meet and Greet Ballroom Prefunction
Monday October 12, 2009
7:00 am – 6:30 pm Registration Ballroom Registration8:00 am – 8:45 am • General Session Texas F
• Keynote Address and Presentation of the Lifetime Service Awards Texas F
8:45 am – 12:00 pm • Energy P&P Texas F• Blending, Biofuels, and
Product Quality P&P Fort Worth 1-49:00 am – 10:00 am • Plant Automation:
Plenary Session Fort Worth 5-810:00 am – 10:15 am Coffee Break Ballroom Prefunction10:15 am – 12:00 pm Plant Automation: Fort Worth 5-8
Fundamentals I12:00 pm – 2:00 pm Lunch in Exhibit Hall Texas A-E2:00 pm – 5:15 pm • Gasoline Processes Q&A Texas F
• FCC P&P Fort Worth 1-4• Plant Automation:
Fundamentals II Fort Worth 5-83:15 pm – 3:30 pm Refreshment Break Ballroom Prefunction5:15 pm – 6:30 pm Reception in Exhibit Hall Texas A-E
Tuesday October 13, 2009
7:00 am – 5:00 pm Registration Ballroom Registration8:00 am – 8:45 am General Session:
Keynote Texas F8:45 am – 12:00 pm • FCC Q&A Texas F
• Gasoline Processes P&P Fort Worth 1-4• Plant Automation:
Filling Knowledge Gaps Fort Worth 5-810:00 am – 10:15 am Coffee Break Ballroom Prefunction12:00 pm – 2:00 pm Lunch Texas A-E2:00 pm – 5:15 pm • Crude & Vacuum Distillation
and Coking Q&A Texas F• Hydroprocessing P&P Fort Worth 1-4• Plant Automation:
Cyber Security Fort Worth 5-83:15 pm – 3:30 pm Refreshment Break Ballroom Prefunction
Wednesday October 14, 2009
7:30 am – 8:00 am Continental Breakfast Ballroom Prefunction7:30 am – 10:00 am Registration Ballroom Registration8:00 am – 11:00 am Plant Automation:
Enabling the Real-Time Enterprise (Why IT Matters) Fort Worth 5-8
8:00 am – 11:15 am • Hydroprocessing Q&A Texas F• Crude & Vacuum Distillation
and Coking P&P Fort Worth 1-49:15 am – 9:30 am Coffee Break Ballroom Prefunction
Schedule of EventsTable of Contents
1 Introduction
2 Session Information
2 Sponsors
4 Keynote Address
4 Monday Sessions
4 Peter G. Andrews Lifetime Service Awards Presentation
8 Tuesday Sessions
11 Wednesday Sessions
13 Q&A Panelists
17 NPRA Committees
18 Questions 1 - 17
19 Questions 18 - 25
20 Questions 26 - 36
21 Questions 37 - 46
22 Questions 47 - 58
23 Questions 59 - 67
24 Questions 68 - 80
25 Questions 81 - 87
26 Exhibition Information
27 Exhibitors Directory
30 Hospitality Information
31 Affiliate Directory
Cover photos courtesy of Motiva Enterprises, Port Arthur, Texas (1958) andMarathon Oil Corporation,Garyville, LA.(2009). Marathon will complete amajor expansion of theGaryville refinery this fall.
2009 NPRA Q&A and Technology Forum
Even more than usual, the emphasis in 2009 is on operating efficiently and reducing productioncosts. Companies are focused on squeezing out nonessential costs to ensure their survivalthrough the present economic downturn and taking a conservative approach to operations. The 2009 NPRA Q&A and Technology Forumrecognizes that priorities have shifted to maximizingthe effectiveness of the resources that you alreadyemploy so the program addresses today’s problemsand challenges and helps you sort through potentialsolutions as you discuss these issues with panelistsand other attendees. Today’s competitive refiningenvironment requires attention to process safety,superior technology, innovation, and efficient operations. The shared knowledge of the refiners,petrochemical producers, catalyst and chemicalssuppliers, plant automation specialists, processlicensors, engineering firms, and other industryexperts at the Q&A and Technology Forum canhelp steer you through the economic storm.
One of the emphases of the 2009 Q&A andTechnology Forum program will be process safetyand its primary importance in plant operations anddesign. Each session will include questions or presentations on proven practices for improvingprocess safety.
October 11 - 14, 2009
The Q&A and Technology Forum program has four major components to give attendees theindustry's most comprehensive meeting onprocess technology and the optimization of refineryoperations. This year the program includes anExhibition which will showcase catalyst, chemical,and technology providers, engineering companies,licensors and other industry suppliers in one convenient location. As usual, the Q&A sessionswill have panels of industry experts from refiningcompanies and technology providers who willrespond to questions and engage attendees in adiscussion of today’s tough issues while thePrinciples & Practices (P&P) sessions will focus on practical issues, the fundamentals of goodoperations, and the elimination of persistent problems. The P&P sessions will be ideal for operations superintendents, process engineersand others who can benefit from a training session that complements the Q&A sessions.Finally, the Plant Automation & Decision Supportsessions will provide plant automation and information technology professionals a comprehen-sive program on the latest developments in thisrapidly evolving field.
All attendees who register for the Q&A andTechnology Forum will be able to attend any of the Q&A, Plant Automation, or P&P sessions, as well as the luncheons and reception in theexhibit hall. You will have more program choicesand be able to structure your own ‘personal’ program from the diverse elements available inthe different sessions.

Table Top Exhibition
This year NPRA introduces the Q&A and Technology Forum Table TopExhibition. This exhibition will showcasecatalyst, chemical, and technologyproviders, engineering companies, licensors and other industry suppliers in one convenient location. These companies are valuable resources insolving plant problems and improvingperformance. Attendees will have 5½hours of exhibit hall time with lunch bothMonday and Tuesday being served in the exhibit hall, as well as a 1½ hourreception on Monday evening. This timewill offer an excellent opportunity to network with others and focus on yourplant’s particular needs.
Q&A Sessions The Questions
Industry experts from refining companiesand other technology specialists willrespond to the selected questions andthen engage the attendees in a discussionof the relevant issues. The questions forthe Q&A panel are organized into fourOperations & Technology sessions:
Crude & vacuum distillation and coking(safety and environmental; desalting; furnace operations; distillation; cokeproduct quality; and coker yields,throughput, and operations);Fluid catalytic cracking (FCC) (safety and environmental; catalyst; mechanicaland reliability; and process);Gasoline processes (safety; alkylation;biofuels; blending; hydrotreating; isomerization; petrochemicals; and reforming);Distillate hydroprocessing (process safety; biodiesel; catalyst contaminants;corrosion; design issues; hydrocracking;pressure drop; and start-up/shutdownoperations)
In the course of responding, the panelists will address:Safety and Environmental Performance –Protecting our co-workers, neighbors, and facilities is our first priority.Operations – Common (and uncommon) operational problems and how to solve them.Technology – Identifying the best technology and applying it appropriatelyto improve the bottom line.
Each of these topics is important to theindustry and the panel-led discussion willprovide valuable guidance in operatingsafely, solving technical and operationalchallenges, improving the bottom line,and attaining excellence.
Others in the industry have confrontedand solved the problems that you faceright now. The NPRA Q&A andTechnology Forum is the best place tofind those people, whether panelists,technology vendors or other attendees.
•
•
•
•
•
•
•
2
Session Information
Sponsors
Q&A Screening MeetingGrace Davison
Q&A Panel MeetingKBR
Monday Morning Coffee BreakAspen Technology
Monday Afternoon Refreshment BreakBJ Chemical Services
Tuesday Morning Coffee BreakGrace Davison
Wednesday Early Bird Coffee & Rolls URS Washington Division
Q&A Electronic Session Counters:Baker Hughes
Conference BagBASF
Session Audio/VisualGasoline Processes Q&A and Hydroprocessing Q&ACB&I Crude & Vacuum Distillation and Coking Q&AGE Water & Process Technologies
Show DailyHydrocarbon Processing
NPRA also thanks our media supporters:FUEL, Hydrocarbon Engineering,Hydrocarbon Processing, Oil and GasJournal, and PTQ

3
Principles & PracticesSessions
Plant Automation &Decision Support
Session Information
Post-Conference RefiningTechnology Seminars
The Post-Conference Refining TechnologySeminars will be held Wednesday after-noon (October 14) between 12:00 pm and5:00 pm. The seminars offered are:
Be Prepared for the Challenges in the New Paradigm Criterion Catalysts and Technologies Criterion experts will present a series ofpapers and discussions on the applicationof cutting edge catalyst systems andsome time-tested solutions which haveproven to be robust in any environment.The seminar aims to provide you withsome key operational tactics that fit yourshort and long-term strategies for success.
Hydrogen Plant Seminar and Q&A Sud-ChemieThe seminar will provide hands-on knowledge and key understanding toengineers, operators, and other hydrogenplant stakeholders. Pretreatment, steammethane reforming, and shift conversionwill be covered along with critical catalysts applications, and overall plantoptimization. Attendees will have anopportunity to ask questions, and sharebest practices.
The Principles & Practices (P&P) sessionsare discussion-oriented sessions, primarilydesigned for the engineer whose overalloperating experience is less than 20 years.The P&P sessions will complement theinformation exchange that occurs in theQ&A sessions. Each of the sessions willaddress the fundamentals of good operation and the foundational principlesfor the technologies that are commonlyemployed. These sessions will usuallyhave short presentations followed by atime where attendees can ask furtherquestions or present their own particularproblems and benefit from the collectiveexperience of the other attendees. The sixP&P sessions address:
Crude & vacuum distillation and cokingtopics such as: safety; desalting high-saltcrudes; unconventional heat exchangers;pre-treating opportunity crudes; coke drumfailure mechanisms; coker drum inspectiontechniques; and coker heater optimization.Energy management topics such as: astrategic overview of energy consumption;heater efficiency factors; factors that affect energy use of major consumers; crude preheat train efficiency; and the steam system’s role in overall energy performance. Fluid Catalytic Cracking (FCC) topics such as: safety; troubleshooting; turnaround best practices; and environmental imperatives. Blending, Biofuels, and Product Qualitytopics such as: blending best practices;blending biofuels; managing RVP; andproduct quality issues.Gasoline topics such as: mitigation ofreformer feed contaminants; reformerheater management; proven practices for alkylation unit turnarounds; and theconsequences of different benzene reduction strategies. Hydroprocessing topics such as: autodepressuring systems; monitoring ULSDoperations; and compressor reliability.
•
•
•
•
•
•
The Plant Automation & Decision Supportsessions are for attendees whose responsibilities overlap between processengineering, unit operations, process control, and planning. This “conferencewithin a conference” will have its own program and will provide a comprehensivearray of topics for plant automation professionals. The Plant Automation &Decision Support program will have five separate sessions:
A Plenary Session featuring “…A Look Back” 50 Years of PlantAutomation by Dennis Cima, ChevronFundamentalsFilling Knowledge GapsCyber SecurityEnabling the Real-Time Enterprise (Why IT Matters)
The Plant Automation & Decision Support Sessions are designed by operating companies for operating companies and are ideal for those individuals who are responsible for Plant Automation, process control, planning and scheduling, informationtechnology, and modeling/simulation.
Conference registrants will be able to attend any session of their choosing in the Plant Automation or Q&A programs.
•
••••
•
•

4
KeynoteAn Outlook for Transportation Fuels
General Session
8:00 am – 8:45 amTexas F
2009 Peter G. Andrews Lifetime Service AwardsThe Peter G. Andrews Lifetime ServiceAward honors members who have madelong lasting contributions to the value and vitality of the NPRA Q&A Meeting.Recipients of this award have served as Q&A Panelists, screening committeemembers, and, most importantly, activeparticipants in the dialogue that is fundamental to the meeting. During theircareers, the recipients have demonstrateda willingness to pass on their knowledgeand expertise to future generations inthis forum, have made significant contributions to the meeting’s quality,and have emphasized the importance of sharing knowledge in making continuous improvements.
Lifetime Service Awards
MondayOctober 12, 2009
PresidersMike Facker, Western Refining Kevin Proops, Solomon Associates
Energy Consumption Kevin Proops, Solomon Associates
Solomon data will be used to frame thediscussion of refinery energy consump-tion. The areas that are identified as themost important or that offer the greatestpotential for economical reductions willbe discussed in more detail by subject matter experts
Factors Affecting Heater Efficiency Andrew Craig, InServ
Process heaters are one of the major fuelconsumers in a refinery and even smallimprovements in energy efficiency canyield significant savings.
Preheat Exchange Design and Optimization Eric Hutchins, Processing Consulting
Services, Inc. (PCS)
Crude preheat trains commonly offer significant opportunities to improve energy performance. Heat exchangerdesign and selection to optimize heatrecovery, minimize the impact of fouling,and meet practical capital constraints will be reviewed along with non-traditionalheat transfer equipment applications.
Steam System OptimizationBruce Pretty, KBC Advanced
Technologies
Pinch analysis can provide insights intothe potential for improving steam systemperformance and ways to reduce energyconsumption with low capital costs.
Energy Management Principles & Practices
8:45 am – 12:00 pmTexas F
Lee TurpinTurpin Consulting
Steven ElwartErgon, Inc
Jeff MorrisPresident & CEO, Alon USA, LP

5
MondayOctober 12, 2009
PresidersSonny Loudon, CITGO Petroleum Anthony Hall, Sunoco
RFS2 Regulation Prabhakar Nair, UOP
The 2007 Energy Act introduced additional biofuels and additional complexity into the renewable fuels regulations. This presentation willaddress the key changes proposed byUS EPA for the second renewable fuelsiteration including the various categoriesof biofuels, sustainability requirementsand implications for US refining industry.
Gasoline Blending Best PracticesAnthony Hall, Sunoco
Gasoline blending can be automated, but excellent performance is not auto-matic. This presentation will outline bestpractices for blending.
Biofuel Blending Kim Peyton and Philip Bureman, Nalco
The introduction of large (and increasing)volumes of ethanol into the gasoline pooland several different types of biodieselinto diesel products has presented anumber of challenges to maintainingproduct quality. This discussion willinclude topics such as biofuel production,transportation, storage, and combustion.
Ethanol Blending Light Component AlternativesSolomon Associates
Additional quantities of ethanol in finished gasoline will displace other lightcomponents which will need an alternatedisposition or a reconfiguration of therefinery’s processes. There are severalpossible strategies to discuss.
Blending , Biofuels, and Product Quality Principles & Practices
8:45 am – 12:00 pm Fort Worth 1-4
PresiderPaul Bonner, Honeywell
“... A Look Back” 50 Years of Plant AutomationDennis Cima, Chevron
The Plant Automation & Decision SupportCommittee celebrated 50 years of contribution to NPRA at last year’s PADSTechnology Conference. As we deal with the current challenges faced by the refining and petrochemical industriesand look ahead in this Conference at evenmore difficult regulatory and businesschallenges that lie ahead, we need to take a look back over the las 50 years in Plant Automation, the advancementsmade, the challenges faced and over-come as we face the current challengesthat lie ahead.
This presentation is a walk down memorylane for some and a peek into “ancient” history before the digital age for others. By taking “… a look back” we can takesolace in the past Plant Automatonachievements to face new challenges.
Plant Automation:Plenary Session
9:00 am – 10:00 am Fort Worth 5-8
How Best to Represent Complex Process Operations in Refinery LP Models Robert Powell, KBC
The vast majority of petroleum refiners use simple linear “Base-Delta” models torepresent complex process units in theirmost important economic and planningtool, the venerable LP. In this presentation,a typical refinery LP will be used as abasis to quantify what level of technicaldetail makes sense in representing keyunits such as FCCs, hydrocrackers, andreformers in an LP. The study will start with the simplest approach (fixed yields),to the industry’s current acceptedmethodology (Base-Delta) to the use ofmore advanced (non-linear models) andinvestigate if use of these different modelslead to economically different optimumoperations. As a side study, we will lookat the penalty refiners pay for the inaccu-rate yields and properties generated bypoor or outdated unit models in the LP.
Justification of DCS Investments and Measurement of Hard Dollar BenefitsRussell Brown, Solomon
In today's economy all major expendituresmust have hard economic justification. In the past, hard dollar benefits ofautomation projects have been difficult to identify. Solomon Associates hasdeveloped and patented a methodologyto baseline, target and measure the reliability impacts of new automation systems. This method has been provenby successful application on refineryprocess units, but is applicable to petrochemical, chemical, plastics, power and other industrial operations.
6
MondayOctober 12, 2009
PresiderPaul Bonner, Honeywell
Scheduling for Performance: From Managing Inventory to Managing QualityMark Georgen, Tesoro
Refineries are looking for ways to improveprofits under the pressures of business climate, regulatory compliance, and customers’ demands. One way is toimprove the utilization of current assetsthrough scheduling for performance.Scheduling refining processes is thusreaching beyond inventory managementto quality management to cope with feedstock variations, process unitlimitations, and product requirements.With the forecasting power of schedulingtools, our refineries are tracking the quality of crude oil charges to ensure that the crude units are operating in theright mode.
Plant Automation:Fundamentals I
10:15 am – 12:00 pm Fort Worth 5-8
PresiderPaul Bonner, Honeywell
Optimal Gasoline BlendingDavid Seiver, ConocoPhillips
The ConocoPhillips Wood River refineryhas three in-line (direct to pipeline) gaso-line blenders that rely on a sophisticatedoptimization system utilizing on-line NearInfrared (NIR) analyzers to certify gasolineproperties. Optimal Gasoline Blendingcontributes more than half of the APC savings of the entire refinery. The blendingcontrol system is a TDC-3000 utilizingHoneywell’s Blend Ratio Control (BRC) to control recipe ratios. The systems needed to effectively and optimally in-lineblend and on-line certify are many. The presentation focuses on the workprocesses, systems, and keys to optimally blend gasoline in a competitiverefining economy.
Plant Automation:Fundamentals II
2:00 pm – 5:15 pm Fort Worth 5-8
Gasoline Processes Q&A
2:00 pm – 5:15 pmTexas F
Audio/Visual Services Sponsored by CB&I
Russell Brown, Solomon AssociatesBecca Bundick, Mustang EngineersPete Cooley, Flint Hills ResourcesKurt Detrick, UOPWilliam Kostka, ExxonMobilJonathan Rich, Motiva Enterprises
See page 18 for questions

Removing the Trials and Tribulations of PID TuningMark Darby, CMiD Solutions
A new approach based on optimizationtechnology is described for reducingthe time and effort required to tune PID
loops, without the need to iterate. Forinteracting loops, modern identificationtechniques are used to develop an accurate multivariable dynamic model.For single loop applications, simplifiedmodeling techniques tailored to instrument technician level can be used.The resulting model is used in an optimization that explicitly considersprocess-specific safety and operabilityobjectives associated with the controlledand manipulated variables to determineoptimal PID tuning parameters. A keyfeature of the approach is that robustnessmargins are explicitly addressed toensure stability in case of future plant-model mismatch. The methodology andtechnology will be described in detail andresults will be presented for an interestingindustrial application.
Center for Operation PerformanceAlarm Research ResultsDave Strobhar, Beville Engineering
This presentation will demonstrate theresults of alarm research funded by the Center for Operator Performance.Alarm rates were presented to subjects via two different display formats.Statistically significant differences wereobserved in performance for both alarmrate and presentation.
MondayOctober 12, 2009
7
Optimizing Blending OperationsAcross ChevronHimal Munsif, Chevron and Dimitrios
Varvarezos, Aspen Technology
Refineries today strive to maximize margins from available componentstreams, while producing a range of products that meet challenging regulatoryand market requirements. Optimizing theoverall blending process is the key formaximizing refinery profits. The tool used,Aspen MBO, is an event-based, multi-period and multi-blend solution that generates optimal blending schedules for both short and long-term campaigns.
This presentation shows the workflowaround an optimized blending processthat satisfies demand, reacts to changesin fuel standards and reduces costly quality giveaway, inventory holding costs,stock-outs and overages. It describes thesuccessful deployment of Aspen MBO ateight Chevron refineries, the lessonslearned and the benefits captured. The presentation discusses the projecttimeline, the organizational structure and the change management processassociated with a rollout of such scope.The benefits of deploying a state-of-artblending solution are presented along with the challenges that were overcomealong the way.
PresidersBill Wilson, BP and CJ Farley, Astron
SafetyMike Wardinsky, ConocoPhillips
ConocoPhillips has developed a safetysystem to reduce the risk of FCC ESPfires and explosions. This presentationreviews FCC ESP fire and explosion frequency, causes and prevention stepsand then gives general industry guidelines for ESP fire and explosionrisks as well as steps identified fromLOPA reviews.
Turnaround PlanningTBD
FCC turnarounds are complex anddemanding. Planning the turnaround well is essential to executing safe turnarounds that meet their targets forcost and schedule.
Troubleshooting Catalyst LossesGary Ash, ChevronBob Ludolph, Sunoco
This presentation will describe typicalsources of catalyst losses and a systematic way to identify them.
Environmental PerformanceAndrew Nation, BPBill Henning, ConocoPhillips
This presentation will address particulatematter (PM) emissions control with afocus on three main topics:
a comparison of various PM measurement methodologies; PM emissions control using dry electrostatic precipitators; PM emissions control using wet gasscrubbers.
FCC Principles & Practices
2:00 pm – 5:15 pm Fort Worth 1-4
•
•
•

Keynote
Behind Enemy Lines – Sticking Up for the Refining Industry in Washington, DC
Greg ScottExecutive Vice President, NPRA
General Session
8:00 am – 8:45 am Texas F
Plant Automation: Filling Knowledge Gaps
8:45 am – 12:00 pm Fort Worth 5-8
TuesdayOctober 13, 2009
PresiderAdi Punuru, ExxonMobil
Agile Supply Chain PlanningCraig Acuff, M3 Technology
Refinery planning begins with settingconstraints and targets, and optimizingan objective function in a LP model. This presentation describes a planningworkspace for accomplishing rapid iterative supply chain optimization including LP synthesis.
Optimization and Carbon CapsDustin Beebe, Prosys
In light of the tightening U.S. emissionregulations, this presentation analyzestwo major solutions: optimization via control and carbon sequestration. The range of possibilities and interactionbetween the solutions will be discussed.
Capturing As-Built Assets forDocumentation and VirtualizationGeorge Bauer, INOVx
Both refiners and producers in the oil and gas industry are beginning to developintelligent virtual asset models for theirkey facilities based upon highly accuratelaser scans of their assets. These laserscans and resulting models enable as-built asset documentation to be produced more efficiently while beingmore complete in content. In addition,these companies are finding these models can reduce the amount of reworkand RFIs during the construction phaseof projects by nearly 80%. The laserscanned as-built model enables engineering to accelerate the basic anddetailed design phases, while significantlyincreasing the quality and accuracy ofthe final designs.
The level and quality of detail in the laser scan based model is proving to surpassthat produced by traditional surveyingmethods. In the later stages of the assetlifecycle, the virtual asset model is beingleveraged as a basis for entirely new, virtualization enabled, work processes in areas such as reliability, operations,and maintenance.
Decision Support for ProactivePerformance DetectionHamdy Noureldin, Saudi Aramco
The presentation identifies new technolo-gies and techniques in measuring plantdata, operating the plant and controllingthe plant using proactive and intelligentpractices and technologies that focus on detecting errors, reconciling data, providing early detection of performancedeteriorations, on line isolation and identification of faults, theory of consultants, digital and on-line risk monitoring and deployment of activitybased costing that map suchperformance monitoring to the safety of the plant, the economic health of theplant, the integrity of the plant and theproductivity of the operators running the plant.
Improving Plant Performance and Safety in Continuous Processes Through ModularProcedural Automation Maurice Wilkins, Yokogawa
This presentation explores the issues surrounding procedural operations incontinuous processes and proposes a standards-based approach to managethese that will provide operational savings and improve safety.
8

9
TuesdayOctober 13, 2009
PresidersLarry Lew, ChevronKerry Rock, ABB Lummus
Reformer feed contaminants, their impact on operations and mitigation approaches Michael Newton, Roddey EngineeringBill Kostka, ExxonMobil Research &
Engineering
This presentation will identify commonreformer contaminants (sulfur, nitrogen,heavy hydrocarbons, chloride, andwater), their impact on operations, andmitigation approaches.
Impact of various benzene reduction approaches Becca Bundick, Mustang Engineers
The latest MSAT II regulations will be discussed as well as compliance strategies to reduce benzene levels in gasoline. The compliance strategiesinclude reducing benzene precursors in catalytic reformer feed via fractionation,saturating benzene in light straight run naphtha, installing a reformate splitter to produce a benzene-rich stream followed by hydroprocessing toremove benzene, removing benzene from reformate, or purchasing benzene credits from other refineries.
Gasoline Processes Principles& Practices
8:45 am – 12:00 pmFort Worth 1-4
FCC Q&A
8:45 am – 12:00 pmTexas F
Ting Chan, KBR Richard Doss, CITGO PetroleumCheryl Joyal, BPMike McKee, ChevronJeff Sexton, Marathon OilMichael Zehender, Grace Davison
See page 20 for questions
Turnaround recommendations and best practices for sulfuric and HF alkylation unitsSteve Mathur, ChevronRick Vice, Marathon Oil
Turnarounds in alkylation units presentsome special execution challenges. This presentation will address strategiesand tactics that refiners have employedto improve turnaround performance.
Reformer heater managementEd Shepherd, Chevron
The reformer heater is a major fuel con-sumer so its performance is important tooptimizing reforming costs.
Hydroprocessing Principles & Practices
2:00 pm – 5:15 pmFort Worth 1-4
PresidersGarry Kirker, Valero Energy Vito Bavaro, Shell Oil
Safety – SIS AutodepressuringRobert Redelmeier, Shell Global Solutions
Safety-instrumented systems (SIS) provide additional security for hydrocracker operations, but need tobe carefully designed to be effective and trouble-free. This presentation willdiscuss some proven practices for SIS autodpressuring.
ULSD Unit Monitoring Philip Hardesty, Marathon OilJosh Santrock, Marathon Oil
This presentation will cover the basics of monitoring the performance of a ULSD hydrotreater, identifying problems,and solving them.
Compressor ReliabilityTBD
Good compressor reliability is essentialto hydrotreater and hydrocracker operations to maintain catalyst performance, extend catalyst life, and operate safely. This presentation will describe the fundamentals of monitoring compressor performanceand what types of improvements candeliver a step change in performance.
TuesdayOctober 13, 2009
10
PresiderSteven Elwart, Ergon
CyberSecurity RoadmapsJohan Nye, ExxonMobil Research & Engineering Company
Security Management –Key for SuccessErnie Rakaczky, Invensys
Throughout the process of implementinga strong Cyber Security Program wemust make sure the considerations of a Life-Time of managing this program are also implemented. Through this presentation the key elements to be considered will be reviewed, from day-to-day operational requirements tothe on-going continual optimization of the program.
We will look at the infrastructure that is needed and evaluate the cost of implementing that Infrastructure, weighing that cost against internal delivery resource and/or possible external partners. Essential SecurityManagement attributes will be highlighted,with review of the required processesand procedures to succeed in managingthe Cyber Security program for yourprocess Control Network.
Cyber Security for Wireless Field and Plant NetworksNeil Peterson, Emerson
Modern wireless technology includesfield networks for field devices and plant networks for assets and people.This presentation discusses the cybersecurity methods built in to a modernwireless system, including advancedstandards-based encryption as well as authentication, verification, key management, and anti-jamming techniques.
Benchmarking Process Control SecurityRussell Brown, Solomon
This presentation describes the key areasSolomon uses to benchmark process control cyber security. The benchmarkstudy was part of the Solomon WorldwideAPC and Automation study, and remainsopen for participation. In today's environ-ment, it is important to understand howvulnerable your automation system is, andwhat you can do to improve your situation.
Panel Discussion: Cyber Security forthe Refining Professional
Dealing with computers and technologyis a fact of life for anyone working intoday’s refineries. NPRA surveyed technical professionals who do not workwith IT or DCS and asked what areas in cyber security they would like to knowmore about and how cyber securityrelates to their responsibilities in the refinery.
This panel, consisting of two operatingcompany representatives and two vendorcompany representatives, will answer thequestions from the survey and will takequestions from the floor.
The panel will explain, in terms everyonecan understand, how to best utilize the cyber technology in the refinery and how cyber security is also everyone’s responsibility.
Plant Automation: Cyber Security
2:00 pm – 5:15 pmFort Worth 5-8
Crude & Vacuum Distillation and Coking Q&A
2:00 pm – 5:15 pm Texas F
Audio/Visual Services Sponsored by GE Water & Process Technologies
Kevin Bradley, SunocoRonald Gonzales, ConocoPhillipsVijay Krishnan, CITGO PetroleumSim Romero, KBC Advanced
TechnologiesJeff Zurlo, GE Water & Process
Technologies
See page 22 for questions

11
WednesdayOctober 14, 2009
PresiderSteve Williams, Aspen Technology
The Digital Refinery: Progress and PromiseDoug White, Emerson
We are reminded daily of the rapidadvances in computing and communication and the ways in whichthese advances change the way we liveand work. Technology developments inhigh performance computing and highspeed communication, and theadvanced analytical and optimizationmethods based on this infrastructurehave been the foundation for manyadvances in refinery sensors, automation,and information technologies. Theseadvances have significantly changed theway refineries operate and will causecontinuing change in the future, leadingto what is termed “The Digital Refinery”.
Plant Automation: Enabling The Real-Time Enterprise (Why IT Matters)
8:00 am – 11:00 am Fort Worth 5-8
Enabling the Real-Time EnterpriseCliff Pedersen, PexI
Essentially all operating plants and factories have installed three levels ofsystems and software to increaseplant/factory performance over the pastthirty years - equipment monitoring/con-trol (Operations & Asset Management),data retention/analysis (ProductionManagement) and financial/fiduciaryreporting (Business Management) withdata transfer to a corporate EnterpriseResource Planning (ERP) system, thefourth level. Interchange of data/informa-tion between applications at each levelas well as among levels has beenachieved but usually on an application-to-application basis (point-to-point). As difficult as that was to achieve, the situation is exacerbated when the enterprise demands a more coordinatedand synergized operation among theplants/factories - interfacing the plant/production systems to the business/enterprise systems has become a major issue.
This presentation examines the need fora common application interface wherebyevery application can push/pull data fromevery other application through a common transport layer, as well as introduce the Open O&MTM Initiative - a collaboration of standards based onconnectivity, communications and on data interchange, driven byOwner/Operator companies to realize significant cost/performance benefits for the manufacturing industry.
From Taillights to HeadlightsGlen Sartain, Teradata
This presentation illustrates specificexamples of how the petrochemical refining industry relates to the supplychain story and how other manufacturingindustry customers have found a greatdeal of success with integration of dataand achieving an enterprise view of theirbusiness beyond Excel spreadsheets.We will parallel those experiences toshow how you can achieve maximumbenefit from changing the way you viewyour business.
Optimizing the Refining Fuels ValueChain by Leveraging Streaming RealTime Business Intelligence, UnifiedCommunications, and Dynamic OfficeBusiness ApplicationsMike Bannon, Microsoft
Advances in information technology (IT)are providing the opportunity to revolutionize the way the fuels valuechains are managed and optimized. This presentation explores the journeydown alternative paths to enable the session audience to both understand andmake decisions regarding the adoption of these new technologies and whichpath best suits their needs.
Hydroprocessing Q&A
8:00 am – 11:15 amTexas F
Audio/Visual Services Sponsored by CB&I
Allan Arbo, Irving OilBill Bandy, Tesoro PetroleumJimmy Laurito, Marathon OiUjjal Mukherjee, Chevron Lummus GlobalDave Pappal, Valero EnergySteve Wiseman, Axens
See page 24 for questions

12
WednesdayOctober 14, 2009
PresidersDaryl Hanson, Valero EnergyEric Hutchins, PCS
Coker Heater Design / OptimizationSim Romero, KBC Advanced
Technologies
The presentation will address the various design and operating practicesfor a delayed coker's fired heater with a focus on heater fouling mechanismsand mitigation and the effects of feedstock, equipment design and operations on heater coil coking. Finally, innovative ideas, tools, and equipment will be presented.
Crude Pre-treatment and Overhead Treatment Developments Larry Kremer, Baker Petrolite
Opportunity crudes can represent a challenge for crude desalters to handle.Pretreatment can help refiners handlevariations in crude oil quality, crude handling, and blending to improvedesalter performance and mitigate crude unit overhead corrosion.
Crude Desalter Best Practices and Optimization Tom Collins, Petreco
This presentation will address best practices in desalting including mixing,interface control, distribution, voltages,and emulsion resolution and present acase history of a new, modified design.
Coke Drum Metallurgy, Design and Failure Mechanisms Bob Wright, Stress Engineering
Understanding coke drum failure mechanisms leads to improvements indrum design that improve drum life andensure mechanical integrity.
Current Coke Drum Inspection TechniquesJacqueline Cameron, CIA Inspection
Laser profiling scanners and video cameras have routinely been deployed in coke drums since 1994 to measuredeformities and check for visual indicationof problems. The interpretation of bulgemapping and visual indications allows an operator to focus subsequent inspections on problem areas noted from this inspection. Cracks initiating from the outside diameter of a coke drum are difficult to distinguish until theyare well through the cladding, but thereare new technologies to profile thesecrack type indications.
Heat Recovery/Integration Krishnan Chunangad, ABB Lummus,
Crude & Vacuum Distillation and Coking Principles & Practices
8:00 am – 11:15 amFort Worth 1-4

13
Allan Arbo, Irving Oil, is Front EndEngineering & Design Manager for IrvingOil Limited in Saint John, New Brunswick,Canada. He is currently part of the development team working on the proposed new “Eider Rock” Refinery inSaint John following several years in whichhe has provided leadership to, and managed the front end definition on the majority of the hydroprocessing, FCCU & othercapital upgrade projects including the recent ULSD program.He began his career with Irving as a process engineer on thehydrocracker, hydrogen plant and HDS units, followed by threeyears on-shift as a field and console technician on severalhydroprocessing and other refinery units and has over 18 yearsof refining experience in operations, technical management /support, and major capital project development.
Allen holds a BSChE from the University of New Brunswick.
Bill Bandy, Tesoro, is the TechnicalManager at Tesoro Refining and MarketingCompany’s Mandan, ND petroleum refinery. He previously worked as aHydroprocessing Consultant for Tesoro’srefineries and as a Process Engineerresponsible for several hydrotreaterrevamps at the Mandan refinery. He is a licensed ProfessionalEngineer and has worked in the refining industry for 17 years.
Mr. Bandy holds a PhDChE from the Colorado School of Mines,a MEng from Clemson University, and a BSc from Rose-HulmanInstitute of Technology.
Kevin Bradley, Sunoco, Inc, Kevin is the Crude Unit Process Specialist for Sunoco Refining & Supply.He is responsible for identification and coordination of new opportunity crudes,standard crude unit practices acrossSunoco facilities and the identification ofcrude unit capital projects that are aligned with the company'sstrategic operating goals and its vision of top tier performancein safety, reliability and energy utilization. He has nine years of experience with Sunoco in refinery Technical Services,Operations Supervision, Turnaround Coordination and ProjectExecution. Prior to joining Sunoco, he worked for ten years in the petrochemical industry in various technical and operational roles.
Kevin holds a BSChE from the University of Delaware.
Russell Brown, Solomon Associates,|oversees Solomon’s consulting efforts in the refining industry which focus on helping Fuels Study clients achieve sustainable improvement by maximizingmargins on existing assets. Prior to accepting this position, Russell ledSolomon’s APC/Automation practicewhere he co-authored theWorldwide Refining APC/Automation Study. Additionally, Russellparticipated as a team member on performance improvementinitiatives in the refining industry, serving as process controlexpert and light oils processing expert. He began his career asa Senior Engineer with Conoco R&D in 1990.
Throughout his career, Russell has focused on using mathematical and statistical techniques to develop innovativeand profitable solutions for clients. Russell is a licensed PE inthe state of Oklahoma.
Becca Bundick, Mustang Engineers, is a Senior Consulting Process Engineer forMustang Engineers and Constructors, L.P.,Houston Texas. Her 12 years with Mustanginclude process design assignments ranging from front-end studies to detailed process design for petroleumrefining projects.
Becca holds a BSChE from Texas A&M University.
Ting Chan, KBR, is presently the FCCTechnology Manager for KBR Technologyin Houston. He is involved in FCC technology development and licensingactivities for KBR’s Fluid Catalytic CrackingProcess. Ting started his career withTexaco and now has over 25 years ofexperience in the petroleum refining industry. Ting is the inventorfor numerous US patents relatied to FCC and other refiningtechnologies. In particular, he is the inventor of the FCC Direct-Coupled Cyclone Technology.
Ting received a BSChE from Massachusetts Institute ofTechnology and a MSChE from Texas A&M University. Mr. Chan is a registered professional engineer in Texas.
NPRA Q&A Panelists

Ron Gonzales, ConocoPhillips, is one ofthe leaders of ConocoPhillips’ Crude andFractionation network which consists ofengineers from all of the company’s refineries. In this role, Ron is involved in thedesign, troubleshooting, optimization, andbenchmarking of the crude and vacuumunits, as well as fractionators used in various other servicesthroughout the corporation. During his 17 years with the company, he has also held positions in controls, and modeling.Prior to joining the corporate engineering staff in 2002, Ronworked in operations at the Billings, Montana refinery for 10 years, where he focused on the crude/vacuum, FCC, and hydrotreating units.
Ron received an AS in Engineering from Northern Oklahoma College.
Cheryl Joyal, BP, is the FCCU TechnicalConsultant for BP Refining Technologylocated in Naperville, IL. She providestechnical and operating support for 11FCC units with a specialty in the area ofFCCU Catalyst and Environmental technologies. She has spent most of her22 years with Amoco/BP in the FCCU area and has held variouscentral and site positions including operations engineer, refineryand chemical plant unit supervision, and refinery technologyconsultant before being appointed to her central global role.
Cheryl holds a BSChE Engineering/French from Carnegie-Mellon University, and an MSChE/PhD fromNorthwestern University.
Bill Kostka, ExxonMobil Research &Engineering, is the Group Lead forReforming and Isomerization for ExxonMobilResearch and Engineering Company,Fairfax, Virginia. He is responsible for allaspects of reforming and isomerizationR&D, catalyst management and technicalsupport, and also leads an IP team for light hydrocarbonupgrading. He has experience with refineries throughout theworld. After graduation, he worked for Mobil Research andDevelopment Corporation in Paulsboro, New Jersey until Mobilmerged with Exxon in 1999. He has over 28 years of experiencein the hydrocarbon processing industry.
Mr. Kostka holds BSChE, a MSChE, and a Ph.D. from PurdueUniversity.
Pete Cooley, Flint Hills Resources, is aSenior Product Coordinator (Scheduler) for Flint Hills Resources refinery, PineBend, MN. He is currently responsible for product blending and optimization, product quality, and process engineeringsupport in the tank farm area. He has fiveyears of refinery experience as a process engineer in the sulfuricacid alkylation, fixed bed and CCR reforming, naphthahydrotreating, and isomerization process units. He also has four years of experience in the gasoline blending and productsdistribution area.
Pete holds a BS degree from the University of Minnesota.
Kurt Detrick, UOP, is a Process Specialistin the Operating Technical Servicesdepartment of UOP in Des Plaines, Illinois.He is responsible for technical support forUOP-licensed HF Alkylation, DetergentAlkylation, and light paraffin Isomerizationunits around the world. He has spent over28 years of experience in the hydrocarbon processing industry.
Mr. Detrick holds a BSChE from Iowa State University.
Richard Doss, CITGO Petroleum, isManager of the Senior Engineering Groupat the CITGO Petroleum Corporation, LakeCharles, La. Refinery (LCMC). This groupprovides technical support, special studiesand mentoring for all CITGO refinery locations. Richard has developed and presented seminars on operations optimization and troubleshooting for both CITGO and PDVSA locations. His background includes process engineering support for mostrefinery units. He supervised the LCMC Operations Engineeringgroups for the Thermal, Fluid Catalytic Cracking and Acid,Alkylation and Treating areas. He has worked at the LCMCsince 1991, except for two years as technical support for thecorporate office. He previously worked as process and projectengineering support for the FCC and Alkylation units at theFarmland Industries, Coffeyville, Kansas, refinery.
Richard has a BSChE from the University of Tulsa. He is a registered Professional Engineer in the state of Oklahoma.
14
NPRA Q&A Panelists

15
Vijay Krishnan, CITGO Petroleum,presently is a Senior Refining Consultant in the technical department of CITGORefining & Chemicals, L.P. Corpus ChristiRefinery which he joined in December2008. Prior to that he spent 12 years inUOP LLC’s engineering, Refining andPetrochemical Services, and Continuing Services Departmentsproviding technical service for UOP technologies and consultingon profit improvement in refineries and petrochemical plantsaround the world. He has also worked for PDVSA at severalrefinery sites in Venezuela and Curacao in various technical andmanagement capacities for 15 years and has been associatedwith many heavy oil and conversion projects and operation ofrefineries and petrochemical plants. Before that he worked atSyncrude Canada for 8 years in engineering and operationstechnical services.
Krish is a 1970 graduate Chemical Engineer from BITS, Pilani, India.
Jimmy Laurito, Marathon Oil Corporation,is the Technical Services Manager at theMarathon Petroleum Company St. PaulPark, MN refinery. He has served the company in numerous roles including operations supervision, project engineering,and process support at the company’sKentucky and Louisiana refining divisions. Throughout hiscareer with Marathon he has typically been responsible forsome aspect of hydroprocessing. Prior to joining Marathon, he was employed by Bryan Research & Engineering and PCI Engineering.
Mr. Laurito holds a BS in Biochemistry and a BSChE from Texas A&M University.
Mike McKee, Chevron, is the FCC ProcessExpert for Chevron Global Downstream,Richmond California, where he is responsi-ble for technical support, technology application and business improvement forChevron’s global FCC units. He is alsoresponsible for Chevron’s various FCC customer-supplier relationships. Mike has 25 years of experience in the petroleum refining industry.
Mike holds a BSChE from the University of California at Davis.
Ujjal Mukherjee, Chevron LummusGlobal, is the Technology Director forChevron Lummus Global. He has workedin refining and petrochemicals for twenty-eight years of which the last eighteenyears have been in high-pressurehydroprocessing involving processdevelopment, engineering, and operations. Ujjal has worked onprojects in the Americas, Europe, Middle East, Asia, and Africa.His special area of expertise is technology development inresidue and distillate hydrocracking. Ujjal has several patents inhigh-pressure hydroprocessing and has authored chapters onhydrocracking.
Ujjal holds a BSChE, a MSChE, and a MBA.
Dave Pappal, Valero Energy Corporation,is a Technology Advisor. His responsibilitiesinclude project development in support ofValero’s strategic objectives, best practicesdevelopment and operations support forhydroprocessing. Major activities sincejoining Valero have included low sulfurgasoline and ULSD project development, construction and commissioning.
Prior to joining Valero, Mr. Pappal worked with Mobil TechnologyCompany at the Paulsboro Technical Center. Experienced in allthe major refining process areas including FCC, catalyticreforming, aromatics technologies, conventional and catalyticlubes and hydroprocessing/hydrocracking. Served as a memberof transition teams to integrate Mobil assets into ExxonMobilprior to and after the closing of the Exxon and Mobil merger.
Dave holds a BSChE from Pennsylvania State University and an MSChE and Biochemical Engineering degree from the University of Pennsylvania.
Sim Romero, KBC AdvancedTechnologies, a Principal Consultant where he supports refiners on questionsinvolving the expansion, optimization andtroubleshooting of their resid conversionunits. Sim has over 25 years experiencein delayed coking and heavy oil conversionand has worked for Valero Energy, Conoco, BP, ARCO, Bechtel and ExxonMobil
NPRA Q&A Panelists

16
NPRA Q&A Panelists
Jonathan Rich, Motiva Enterprises, is aProcess Engineering Technical Specialistfor the Motiva Enterprises RefiningCompany, Convent, Louisiana. He isresponsible for technical support and oversight for refinery optimizations involvinghydroprocessing, margin optimization andenergy utilization and also serves as a mentor for process engineers. He has over 23 years of experience in the hydrocarbon processing industry at several refineries in the United States.
Jonathan holds a BSChE from Oklahoma State University.
Jeff Sexton, Marathon Oil Corporation, isthe Cat Cracking technologist for MarathonOil Company located in Findlay, Ohio. He is responsible for FCC technical andoperating performance across Marathon’sseven refinery system. This includesresponsibility for technology selection, optimization, catalyst selection, environmental performance, reliability and unit debottlenecking. Marathon has revamped allseven units resulting in an increase of system capacity by 25%while maintaining 98% mechanical availability during Jeff’stenure. Jeff previously worked for UOP in a variety of FCCassignments and has worked on over 40 different FCC unitsaround the world. He has authored over 20 technical papers,holds six pending patents and has made several presentationsat the NPRA and other industry forums. Jeff is the currentlychairman of the U.S. EPA Consent Decree FCC Technical Teamand PSRI Technical Advisory Committee.
Jeff holds a BSChE from Rose-Hulman Institute of Technology.
Steve Wiseman, Axens, is the Manager of Technical Services for Axens NorthAmerica, Houston, Texas. Steve is responsible for the technical support for all of the Axens licensed units and catalystsales in North America, Mexico andColumbia. He was previously with AkzoNobel Catalyst / Albemarle for 15 years and prior to that withValero Refining Company and Sinclair Oil Corp.
Steve received his BSChE from the University of Kansas.
Michael Zehender, Grace Davison, is theNational Technical Sales Manager forGrace FCC Catalysts in Houston, Texas.He is responsible for technical service and sales of FCC catalysts to customeraccounts in North America. He has 20years experience in the petroleum processing industry including 16 years experience with FCCunits. He has worked for HOVENSA LLC and Valero Energy inaddition to his nine years with Grace Davison. His experienceincludes refineries in North America and all of Asia.
Mike holds a BSChE degree from the University of Cincinnati.
Jeffrey Zurlo, GE Water & ProcessTechnologies, is an HPI TechnologyManager where he provides global technical support, solutions development,and program optimization in the hydrocarbon process industry with a focuson phase separations, amine and sulfurtreatment, and fuel additives. He has 19 years of experience in process engineering, technical support, and technical sales.
Jeff holds a BSChE from Stevens Institute of Technology.
17
NPRA Committees
NPRA Manufacturing CommitteeRick Leicht, Chairman, NCRA
Ernie Cagle, Vice Chairman, Murphy Oil
Ann-Marie Ainsworth, Motiva EnterprisesB.N. Banakapur, Indian Oil CorporationEric Bluth, BPAl Cabodi, US OilJay Churchill, ConocoPhillips Steve Cousins, Lion Oil Jim Daniel, Houston Refining LPAlan Davis, ChevronKen Dillard, ErgonMike Drager, NuStar EnergyJoel Elstein, Flying JGary Fuller, Holly Joey Hagmann, Placid RefiningRobert Haugen, Coffeyville ResourcesFred Hill, Marathon PetroleumSteve Jackson, Hunt RefiningBob Kent, CITGO PetroleumPat Kimmet, CHS Paul Moote, Sinclair OilKevin Robles, SunocoLaura Ruiz, Afton ChemicalStephen Smiejan, HessJim Stump, Frontier RefiningNina Thornton, TOTAL PetrochemicalsSal Viscontini, Valero EnergyFrank Wheeler, Tesoro Petroleum
NPRA Q&A Screening CommitteeSimon Arends, LyondellBasell IndustriesMatthew Baebler, Tesoro CorporationVito Bavaro, Shell Global Solutions U.S.David Brosten, Shell Global Solutions U.S.Kenneth Bruno, Albemarle CorporationRoss Brunson, SUD-CHEMIE INC.James Campbell, Axens North AmericaRobert Carpenter, GE Water & Process
TechnologiesBill Cates, Hunt Refining CompanyKen Chlapik, Johnson Matthey CatalystsGerianne D'Angelo, Advanced Refining
TechnologiesLarry Denk, Aggreko, LLCMike Facker, Western Refining CompanyCJ Farley, Astron International, Inc.Jon Finch, Flying J Inc.Austin Fontenot, Houston Refining, LPAngelo Furfaro, UOP LLCThomas Germany, Calumet LubricantsPraveen Gunaseelan, ExponentStephen Haik, Motiva Enterprises LLCDaryl Hanson, Valero Energy CorporationTerrence Higgins, Hart Energy Publishing, LPDavid Hunt, Grace DavisonEric Hutchins, Process Consulting Services Inc.Jeff Johns, Chevron Corporation
Cheryl Lynn, Joyal BP p.l.c.Mark Keim, Coffeyville Resources LLCGarry Kirker, Valero Energy CorporationLawrence Kremer, Baker Petrolite CorporationLawrence Lacijan, UOP LLCGerald Lane, BP p.l.c.Charles LeRoy, ConsultantWarren Letzsch, Shaw Stone & WebsterLawrence Lew, Chevron CorporationGlenn Liolios, STRATCO-DuPontVilas Lonakadi, AMISTCOSamuel A. Lordo, Nalco CompanyArthur Loudon, CITGO Petroleum CorporationRobert Ludolph, Sunoco Inc.Ronald Marrelli, Holly Refining & MarketingSteven Mayo, Albemarle CorporationChristina McDowell, Tesoro CorporationSherard McIntosh, KBRJoseph McLean, BASF Catalysts, LLCHarvey McQuiston, Shaw Stone & WebsterDavid W. Mendrek, Murphy Oil USA, Inc.Rik Miller, ConocoPhillips CompanyPaul Moote, Sinclair Oil CorporationBrian Moyse, Haldor Topsoe, Inc.Donald Mulraney, CB&IMart Nieskens, Shell Global Solutions U.S.Jeffrey Oberlin, INTERCATFernando Oliveira, Petrobras - Petroleo
Brasileiro SACelso Pajaro, Sulzer ChemTechRoger Pelham, Pelham Consulting LLCJ. Randall Peterson, STRATCO-DuPontRon Pinaire, Flint Hills Resources, LPKevin Proops, Solomon Associates, Inc.Javier Quintana, Valero Energy CorporationKerry Rock, Lummus TechnologyJohn Roddey, Roddey Engineering Services, Inc.Charles Ross, Frontier Refining, Inc.Eugene Roundtree, ExxonMobil Research
& Engineering Co.Todd Sandifer, Catlettsburg Refining, LLCGlen Scheirer, ExxonMobil Research
& Engineering Co.Kevin Sitton, ConocoPhillips CompanyJeffrey Spearman, Barnes & Click Division
of R. W. Beck, Inc.Bryan Stephens, Western Refining CompanyBrent Stratton, Valero Energy CorporationRussell Strong, Champion Technologies, Inc.Mike Teders, Valero Energy CorporationRalph Thompson, Chevron CorporationMichael Toole, United Refining CompanySal Torrisi, Criterion Catalysts & TechnologiesLee Turpin, Turpin ConsultingKeith Whitt, Shell Global Solutions U.S.Wendy Wildenberg, Flint Hills Resources, LPJ. W. Wilson, BP Product North AmericaCraig Winslow, GE Water & Process TechnologiesWayne Woodard, Valero Energy CorporationJeffery Hazle, National Petrochemical
& Refiners Association (NPRA)
Plant Automation and Decision SupportCommittee and Associate MembersDennis Cima, Chair, Chevron Corporation
Darrell Bond, Celanese Ltd. Paul Bonner*, Honeywell Process SolutionsRichard Bowman, TOTAL Petrochemicals
USA, Inc. Steven Elwart, Ergon, Inc. Thomas Garvin, SAIC Eddie Habibi, Plant Automation Services, Inc. Craig Harclerode*, OSIsoft Phillip Hodges, Pasadena Refining System, Inc. Blake Larsen*, Western Refining Company Constantine Lau, YokogawaRajendra Jakhete, Sunoco Inc. Jeff Jones, ConocoPhillips Company Blaine McIntyre*, Matrikon Inc. Vibhor Mehrotra, Bechtel Corporation Bharat Naik, Jacobs Consultancy Inc. William Poe, Invensys Process Solutions Parrish Potts, AccentureAdinarayana Punuru*, ExxonMobil Research
& Engineering Co. Kevyn Renner*, Chevron CorporationKurt Rickard, LyondellBasell Industries Stephen Russell, Valero Energy Corporation Shane Scoles, Coffeyville Resources LLC Rene Stramwasser, CITGO Petroleum Corporation Bruce Taylor, Suncor Energy Inc. Douglas White, Emerson Process Management Steve Williams, Aspen Technology Inc. Gregory Scott, NPRADan Strachan, NPRA
Denotes Plant Automation ProgramCommittee Members
*

18
Gasoline
Safety1. What do you do with your HF acid
unit inventory during turnarounds?
2. What procedures do you use to protect personnel opening and entering HF and sulfuric alkylationunit vessels and piping during turn-arounds? How do you determine the required PPE level? Do you stepdown the level of PPE required at certain stages of the turnaround?
Alkylation3. What are refiners' experiences in
obtaining carbon steel piping and fittings with low residual element (RE)content for HF alkylation units withrespect to availability and cost?
4. Have you had issues with the freshHF acid pump suction head? Do youhave any recommendations for usinga medium besides charging nitrogento the fresh acid drum?
5. Where do you send the acid solubleoil (ASO) produced in the HF alkylation unit? What are the pros andcons of each alternative?
6. Water content in the HF acid catalystis a variable that can be used forimproving alkylate octane. Higherwater concentration improves octane,but accelerates corrosion. In yourexperience, what is the target waterconcentration that provides the bestbalance between alkylate octane andcorrosion rates? If you employ contin-uous monitoring of water concentra-tion in the acid via an on-line analyz-er, how do you control the water con-centration?
7. Do you conduct a component massbalance on the unit in order to determine true alkylate yield? Whatsteps are involved and what benefitsdo you obtain from gathering dataand calculating a true yield?
8. What test methods do you use foranalyzing total fluoride in alkylate,butane, and propane? How do youuse these data?
9. What benefits do you obtain from on-line water washing of the deisobu-tanizer column in a sulfuric acid alkylation unit? What precautionsneed to be taken? Discuss pros andcons of on-line vs. off-line washing.
10. What is the development status ofsolid acid catalyst for alkylation? How does it compare economically toconventional liquid acid technology?
Biofuels11. What are your plans for increasing
ethanol blending? What limits do you foresee on higher ethanol content in blends?
12. Are you considering any biofuel components other than ethanol in gasoline
Blending13. For those using NIR analyzers for
blending, how often do you updateyour models? Who updates yourmodel (internal resources, NIR vendor, other)? What is typical agree-ment between lab data and NIRdata? Are you using other analyzersystems besides NIR for blending?
14. The RVP specifications for reformulat-ed blendstocks for oxygenate blending (RBOB) continue to ratchetdown and will likely continue to do so given the increasing volumes ofethanol in the pool. What strategiesare you using to get the pool RVP to lower values? Are there any eco-nomical dispositions for pentanes?
Hydrotreating15. What are the latest sulfur guard bed
catalyst/adsorbent types and whatrun lengths have they achieved?Please list the alternative catalyst/adsorbent types and any new technology that is in bench testing,pilot plant testing or commercialapplications. Is anyone using any of these commercially?
16. What operating parameters and/orcatalyst types do your recommend for minimizing octane losses in FCCgasoline hydrotreaters? Please provide some details of the technolo-gy, the operating parameters, and the results.
17. How low can the hydrogen to hydro-carbon ratio be in the FCC gasolinehydrotreating unit before you experience high reactor pressuredrop? Please provide some details of your experiences with respect torun length limitations and operatingperformance.
Q&A and Technology Forum:Questions 1 – 17
19
Isomerization18. With MSAT II regulations driving
some refiners to maximize benzeneprecursor rejection from reformingunit feed, the C7+ content of isomer-ization feed is expected to increase.What criteria set the limit of heavymaterial in the isomerization unit feed,and what are the implications foreach type of isomerization catalyst(zeolitic vs. chlorided alumina, etc.)?
Petrochemicals19. Are there any new glycol types that
are available to increase the yields forUDEX-type units? Please share theapplications of these glycols from thestandpoint of optimum feed rangeand solvent to oil ratios. What is yourexperience with these alternatives?
20. Are there any new clay types or technology available to treat forBromine Index (BI) economically?What can you do to obtain longerclay life (e.g. increased temperature)?What maximum temperature for clayoperation do you recommend? Whatis your experience with pluggingproblems in the bed at end of life?
Reforming21. How low can the benzene content of
the reformate go just by tailoring thefeed (e.g. prefractionation)? Howdoes the quality of feed fractionation,feed composition, and type ofreformer affect the ultimate benzenelevel? Given all of the variables, whatis the lowest design level you wouldrecommend?
22. How do you mitigate fouling inreforming recycle compressors?Please address both centrifugal andreciprocating types. What are thepros and cons of your method andthe principal alternatives?
23. The biofuels mandate and changes in feed distillation are expected toreduce severity targets in reformingunits. How do the operating strate-gies of the CCR regenerator changewith low coke make?
24. When there is a substantial amount ofhydrogen in fuel gas it is difficult tovisually inspect the reaction furnaceflames and check for flame impinge-ment on the tubes. What do you useto reliably monitor temperatures ofreformer furnace tubes, e.g. skin thermocouples, ceramic coatings,spot or continuous infrared (IR)scans, etc.? What frequency do yourecommend for each method andhow reliable are they?
25. Do you have problems with the relia-bility and performance of regeneratorgas blowers in CCR reforming unitswith Chlorsorb systems? Is there anyalternative technology for this appli-cation? Our blowers in this servicetend to fail once per year on averageand sometimes within two months.What is the reliability experience ofother refiners for these blowers?
Q&A and Technology Forum:Questions 18 – 25
Notes
20
FCC
Safety & Environmental26. During start-up and shutdown,
do you keep the FCC emergencyshutdown system fully active, or doyou have to bypass some or all interlocks? Is the high reactor levelincluded as an FCC Interlock duringnormal operations? Have the FCCUvessel level instruments caused anynuisance trips and how have youaddressed this?
27. What are your guidelines for "safeparking" to maintain safe and reliableoperations:
• When FCC slide valves close andfeed is diverted;
• While dry circulating for extendedperiods of time?
28. What options are available to minimize CO emissions while operating with torch oil during FCCUstart-up? Are there similar considera-tions during hot standby operation?
29. For FCCU's with low (less than or equal to 40 vppm) stack NOx levels, what operational issues haveoccurred, and how have youaddressed them? Please include yourexperience with respect to regeneratoroperations and back-end controlequipment.
30. Have you used spent NaOH in the wet gas scrubber (WGS) toreduce NaOH costs? What are thebenefits and concerns when usingspent NaOH?
31. Please describe your experienceusing SOx reducing additives, NOxreducing additives and non-Pt combustion promoters to reduceregenerator stack emissions in commercial units with respect tousage rate, level of emissions controland cost effectiveness. When usingSOx reducing additives upstream of a WGS how have you optimized additive rate versus NaOH usage andhave you experienced any issueswith scrubber purge water quality?
32. Please describe your experienceinjecting NH3 to an electrostatic precipitator (ESP) for particulate matter (PM) control. Is there also animpact on stack NOx emissions?What variables impact theseobserved responses? Have youobserved a visible plume as a result of ammonia slip?
Mechanical & Reliability33. What mechanical modifications and
operating guidelines have you implemented to extend cyclone lifeand overall unit reliability?
34. What safety precautions do youemploy for inspection and monitoringof expansion joints in catalyst stand-pipes? Do you use snuffing steamrings or water sprays, and a system to detect loss of bellows containment? For monitoring, do you use inter-ply pressure detection,skin temperature monitoring or online techniques?
35. After applying cooling steam to hotspots on cold wall catalyst transferlines, flue gas lines, or vessels wehave seen these hot spots migrate or disappear altogether. Can youexplain this? What is the best coolingmedium for mitigating hot spots andhow should these hot spots be monitored throughout the run? Doesturning steam on and off damage therefractory or is there a better methodto monitor the hot spots?
• Have you experienced a recurringrefractory failure in FCC flue gaslines? What was the root cause anddid you address it?
36. Have you experienced FCC transferline fouling or coking between thereactor and main fractionator whileoperating at low riser outlet tempera-ture? What impact does that have onslurry circuit operations?
• During FCC start-ups, how often doyou have to change the circulatingslurry pump strainers? How longdoes it take you to clean a strainerfrom pump switch to ready to use?
• Do you design equipment or redundancy differently for differentfeed types?
Q&A and Technology Forum:Questions 26 – 36

21
Process37. Do you start the wet gas compressor
(WGC) with the second stage discharge to the gas plant open,blocked or partially blocked? Whatare the potential consequences ofstarting with the valve fully open or closed? Do you use a smallbypass valve around this block valveto limit the flow of gas to the gasplant at start-up?
38. What key process and catalyst variables should be monitored andcontrolled to prevent or resolve catalyst circulation issues?
39. What major areas do you evaluate for profit improvement opportunitiesand what actual benefits have yourealized? How do you benchmarkperformance to identify which areasto target for improvement?
40. What issues do you consider whenprocessing high nitrogen/high aromatic feeds such as whole synthetic crudes, gas oils from synthetic crudes, or heavy coker gasoils? Do you have any experiencewith different levels of hydrotreating of these feeds? How well do processmodels predict performance for thesetypes of feeds?
41. What concentrations of oxygen, COand CO2 have you observed in FCCfuel gas due to entrainment from theregenerator to the riser? What othercompounds (e.g. acetone, phenols)can be formed from these oxygensources? Where do they end up inthe products, and at what levels?
42. For a severely hydrotreated feedoperation, what catalyst and operatingcondition options do you have forincreasing regenerator temperature inorder to maintain low CO emissionsand regenerator operability?
Catalyst43. Please discuss strategies to maxi-
mize LCO yield from the FCCU toincrease refinery diesel yields underthe following scenarios:
• Reducing gasoline yield while main-taining octane;
• Minimizing the increase in bottomsyield;
• Rapidly adjusting operations to meetshifting economics favoring maximumLCO or maximum gasoline.
44. What impacts do unconventional metals (Pb, Ca, K, Mg, Fe) have oncatalyst performance and how doyou mitigate these effects? Are there interactions between any ofthese metals? How does Fe affectSO2 emissions?
45. What levels of ZSM-5 crystal are youusing in the FCC unit inventory? What impact does it have on the fullrange gasoline distillation? How doesthe concentration of feedstock metals(particularly nickel and vanadium)affect the deactivation rate of ZSM-5and its resulting propylene and butylene selectivities? What researchefforts are underway to improve ZSM-5's activity maintenance, especially directed towards increasing the propylene yield?
46. What is your experience using gaso-line sulfur reduction additives forlong-term control of gasoline sulfurand during cat feed hydrotreater(CFH) turnarounds?
Q&A and Technology Forum:Questions 37 – 46
Notes

22
Crude & Vacuum Distillation & Coking
Safety47. What are your current practices
for vessel and tower entry duringturnarounds regarding personal protection equipment (PPE), harnesses and fresh air? What criteria do you use for establishingexclusion zones?
Desalting48. How do you evaluate and manage
downstream increases in chemicaloxygen demand (COD) in thedesalter brine before discharge to wastewater?
Q&A and Technology Forum:Questions 47 – 58
Furnaces49. How are you managing heater and
boiler firing in light of ultra-low NOxburner implementations? Pleaseaddress CO, NOx, O2 and flame stability. How are you minimizingmaintenance and fouling in ultra-lowNOx burners?
50. What methods do you use to predictand/or measure corrosion for two-phase flow in furnace transfer lines?
Crude Distillation51. What are your concerns when feeding
crude units with transmix containingadditive packages, ethanol, biodiesel, etc
52. What parameters are important whendesigning or revamping a crudetower overhead system?
Vacuum Distillation53. What kinds of flow meters are you
using to measure flow of vacuumtower bottoms (VTB)? How accurateare they and what do you do to maximize accuracy of these measurements? Are there any recenttechnology advances in this area?
54. During an upset in our vacuum tower,the diesel section temperaturesurged 100°F. Following the episode,differential pressure increased on thedraw/pumparound cooler. After washing the cooler, we found a highconcentration of iron and chloride.Can you offer an explanation as tothe origin of this iron chloride?
55. What are your limitations on vacuumtower bottoms operating conditionswhen maximizing resid cut point?
Turnarounds56. What are your current typical turn-
around cycle lengths for CDU/VDU's?What are the most common criteriaused to establish that cycle length?
Coking — Safety & Environmental57. Are your operators logging and
investigating incidents when personalor area monitors detect H2S belowIDLH (immediately dangerous to lifeand health) range? Is this common oncoker top head decks?
58. The 2007 and 2008 Q&A panels havedescribed practices and proceduresto minimize emissions from cokedrums. Have you quantified the particulate and volatile organic compounds (VOC) emissions? Howeffective are your remediation steps?

23
Q&A and Technology Forum:Questions 59 – 67
Yield and Throughput62. In grassroots designs, what technolo-
gies best maximize transportationfuels from heavy vacuum residue? Is solvent deasphalting more costeffective than delayed coking?
63. How can coke yield and recycle rate be reduced to increase cokercapacity? What is the lowest recyclerate you have achieved for commercial operations?
64. What factors affect coker and visbreaker furnace fouling and whichones are most important? Is sodium a key driver? Are there effective operational or design changes tominmize fouling? Are antifoulantseffective in reducing furnace fouling?
Operations65. What operational changes are
required if larger (and thicker) cokedrums are installed? Please commenton cutting time, drum warming, andquench rates.
66. What factors contribute to fouling or corrosion in coke drum overheadpiping?
67. What best practices do you recom-mend for filtration of heavy coker gasoil (HCGO)? Where is the backwashstream sent and what are the impactson coker operations?
Product Quality59. What is the lowest practical volatile
carbon matter (VCM) coke from adelayed coker? Please answer forfuel and anode grades.
60. What coke morphology could weexpect when processing hydrotreatedheavy oils and residuum? Are therecompatibility issues when blendingthese streams with non-hydrotreatedresid? What kind of furnace run lengthcan we expect when processing alarge percentage of hydrotreated feedin the coker?
61. Some coker feeds produce soft, highVCM "sandy coke". The coke bed has a tendency to collapse during the cutting process causing cycledelays. What resid properties andoperation variables cause theseproblems? How can these be adjusted to minimize problems? Can you recommend some practicesto reduce coke drum bed collapse?
Notes

24
Pressure Drop76. Please describe your experience
using non-traditional grading materials (or other similar products)versus traditional grading materialsfor mitigating reactor pressure dropproblems due to particulates fornaphtha, distillate and gasoil applications.
77. Please describe your experiencesoperating fluid catalytic cracking(FCC) pretreat units in mild hydroc-racking (MHC) mode. What changesare required in catalyst and equipment? Comment on the qualityof converted diesel.
Design78. What is the proper design practice
for splitting two phase flow ahead of a fired heater in hydroprocessingunits? What design features do you recommend to avoid flow maldistribution problems ?
79. Please describe your experiencesusing alternative tube designs, suchas twisted tube exchanger bundles,in hydroprocessing preheat service.Have you experienced any cleaningissues or efficiency issues?
80. Please describe the advantages anddisadvantages of dual processingcoker naphtha with straight rundiesel/kerosene streams in a singlehydrotreater with downstream fractionation. Please address cost,fouling, flexibility, and hydrogen partial pressure.
Hydroprocessing
Safety 68. What responses do you recommend
for different sizes of hydrotreater furnace tube leaks? Discuss differentresponse options for large rupturesversus very small leaks.
69. What criteria do you use for decidingwhether remote manual and/or autodepressuring instrumentation andequipment are required for non-hydrocracking applications such asdiesel or gasoil hydrotreaters?
Biodiesel70. What challenges and concerns do
you have with hydroprocessingbiodiesel made from sources such aspalm oil, vegetable oil or animal fats?
Hydrocracking71. What hydrocracker-naphtha sulfur
levels do you see at end of cycle versus start of run? How do you handle sulfur above 0.2 wppm for the naphtha reformer?
72. What technologies are available for controlling polynuclear aromatics(PNA) in high-conversion hydrocrack-ing operations and how have youcontrolled PNA apart from bleedmanagement? Do you measure PNA specifically or do you employother techniques to control catalystdeactivation?
73. Please discuss the impact of coldhigh-pressure separator (CHPS) temperature on ammonia (NH3) concentration in the vapor and potential downstream corrosionissues associated with high NH3 concentration. In particular, discussoperating with the CHPS temperatureabove 150°F
Corrosion74. To prevent ammonium chloride
(NH4Cl) deposition, do you maintainthe bulk flowing temperature or theexchanger tube metal surface temperature above the depositionpoint? What margin do you try tomaintain between this temperatureand the calculated deposition temperature.
75. What advances in feed filtering ofcoker gasoil have been made overthe past three years in hardware orprocess best practices?
Q&A and Technology Forum:Questions 68 – 80
25
Q&A and Technology Forum:Questions 81 – 87
Start-up/Shutdown/Turnaround81. Does anyone bottom dump and water
wash the reactor walls during catalystchange-out where nitrogen-blanketingwould otherwise be required? Whenusing the water flood approach, wehave experienced extended delayswhen dumping and reloading ULSDreactor vessels. What can we do toexpedite this without compromisingsafety?
82. What techniques are you using toshut down and start up units withoutflaring? What equipment modificationshave you made to eliminate flaringduring shutdown/start-up?
83. Is ammonia used in the startup of ahydrocracker? Does it depend oncatalyst activity? If ammonia is notintroduced, then at what temperatureis the VGO (vacuum gas oil) introduced? Are there concerns withpermanent poisoning of the crackingcatalyst with organic nitrogen if VGOis introduced at lower temperaturesduring initial sulfiding and startup?
84. It is a common industry practice tomaintain hydrogen sulfide (H2S) presence when circulating hydrogen(H2) at operating temperature. Whatexperience do you have where activity was not significantly impactedas a result of high temperature operation without H2S presence?Please indicate how long you operated in this condition. Is thereany difference or concerns with heating up with nitrogen (N2) insteadof H2 in terms of reduction?
85. After a catalyst loading, is it yourstandard practice to flush the unit tocutter stock or slop until product isclear rather than recirculating back toa feed tank or directly back to the unitcharge? What are the concerns andrisks with recirculation?
Notes
Catalyst Contaminants86. Typically silica has been associated
with naphtha streams, but it is nowbeing seen in heavy oil feeds. Haveyou experienced silica in heavy oilfeeds? How does this impact catalystlife and how do you eliminate the silica or mitigate its impact?
87. How do you deal with catalyst deactivation issues when both silica and arsenic are present inhydrotreater feed?
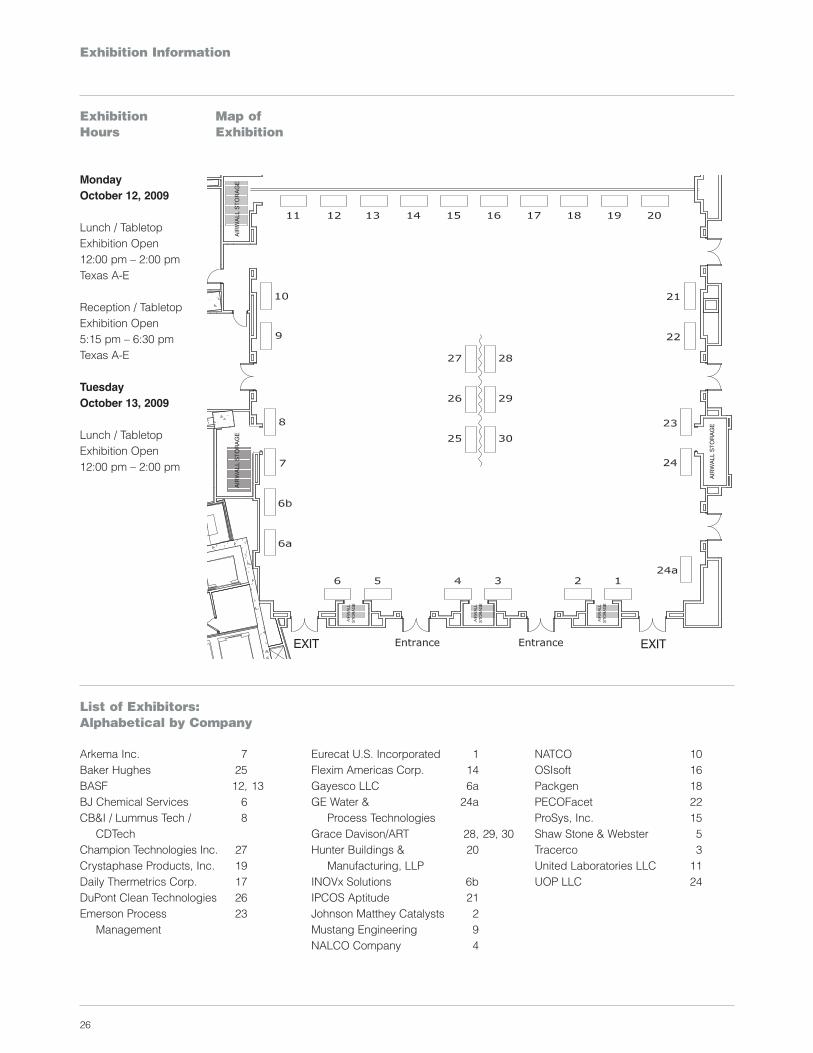
Exhibition Information
Map of Exhibition
Exhibition Hours
List of Exhibitors:Alphabetical by Company
Arkema Inc. 7Baker Hughes 25BASF 12, 13BJ Chemical Services 6CB&I / Lummus Tech / 8
CDTechChampion Technologies Inc. 27Crystaphase Products, Inc. 19Daily Thermetrics Corp. 17DuPont Clean Technologies 26Emerson Process 23
Management
Eurecat U.S. Incorporated 1Flexim Americas Corp. 14Gayesco LLC 6aGE Water & 24a
Process TechnologiesGrace Davison/ART 28, 29, 30Hunter Buildings & 20
Manufacturing, LLPINOVx Solutions 6bIPCOS Aptitude 21Johnson Matthey Catalysts 2Mustang Engineering 9NALCO Company 4
NATCO 10OSIsoft 16Packgen 18PECOFacet 22ProSys, Inc. 15Shaw Stone & Webster 5Tracerco 3United Laboratories LLC 11UOP LLC 24
MondayOctober 12, 2009
Lunch / Tabletop Exhibition Open12:00 pm – 2:00 pm Texas A-E
Reception / Tabletop Exhibition Open5:15 pm – 6:30 pm Texas A-E
TuesdayOctober 13, 2009
Lunch / Tabletop Exhibition Open12:00 pm – 2:00 pm
26

27
Exhibitor Directory
BJ Chemical Services (6)707 N. LeechHobbs, NM 88240Phone: 575-391-2305Representative: Ramona [email protected]://www.bjservices.comBJ Chemical Services providesadvanced chemical treatment servicesfor the energy industry.
CB&I / Lummus Tech / CDTECH (8)3010 BriarparkHouston, TX 77507Phone: 832-513-1586Representative: Rachel [email protected]://www.cbi.comCB&I designs and builds some of theworld's largest energy infrastructure projects. CB&I affiliates LummusTechnology and CDTECH offer licensedtechnologies and related catalysts to therefining and petrochemical industries.
Champion Technologies, Inc. (27)3200 S.W. FreewaySuite 2700Houston, TX 77027Phone: 281-431-2561Representative: Rhonda [email protected] http://www.champ-tech.comChampion Technologies offers innovativeprocess chemical solutions to the refineryindustry. We have an experienced refinery service and technical supportteam exclusively focused on refineryprocess chemical treatment.
Crystaphase Products, Inc. (19)16945 Northchase DriveSuite 1610Houston, TX 77060Phone: 281-875-7617Representative: Gregory [email protected]://www.crystaphase.comCrystaphase Products, Inc.—The worldwide leader in Reactor Top BedTechnology and the only provider of reticulated reticulated ceramics to thehydrocarbon processing industry.
Daily Thermetrics Corp. (17)5700 Hartsdale DriveHouston, TX 77036Phone: 713-914-8427Representative: Walter [email protected]://www.dailyinst.comDaily Thermetrics’ CatTracker® CatalystTemperature Tracking System, the world-leading technology in Ultra HighPrecision Reactor Thermometry.
DuPont Clean Technologies (26)11350 Tomahawk Creek ParkwaySuite 200Leawood, KS 66211Phone: 913-327-3536Representative: Kevin [email protected]://www.cleantechnologies.dupont.comDuPont Clean Technologies include: BELCOAir Pollution Control Systems, STRATCO®
Alkylation Processes, IsoTherming®
Hydroprocessing Technology, Sulfur/SulfuricAcid Recovery and Regeneration.
Emerson Process Management (23)12301 Research BoulevardBuilding 3Austin, TX 78759Phone: 515-754-3011Representative: Lauren [email protected]://www.emersonprocess.com/solutionsEmerson is your total automation solutionsprovider to improve your energy efficiency,utilization, reliability, and safety.
Eurecat U.S. Incorporated (1)1331 Gemini St. Suite 310Houston, TX 77058Phone: 281-218-0669Soren [email protected]://www.eurecat.comEurecat U.S. Inc. is a member of the Eurecatgroup and its services include catalystregeneration, reactivation, Totsucat®
presulfiding, preactivation and resale.Eurecat group also includes Petroval, an affiliated catalyst dense loading company (Densicat®).
Arkema, Inc. (7)2000 Market StreetPhiladelphia, PA 19103Phone: 215-419-7834Representative: Bill [email protected]://www.arkema-inc.comArkema, a global chemical company with 60 years experience in thiochemistry,is the world leader in the production ofdimethyl disulfide (DMDS) catalyst sulfiding agent and provides a globalcatalyst activation service known industrywide as CARELFLEX, which isISO9001:2000 certified.
Baker Hughes (25)12645 West Airport Blvd.Sugar Land, TX 77478-6120Phone: 281-275-7490Representative: Scott [email protected]://www.bakerhughes.com/BAKERPETROLITEBaker Hughes offers Baker Petrolitechemical services and solutions that helprefiners and petrochemical manufacturersimprove feedstock flexibility, asset reliability, capacity utilization, energy efficiency, product quality and environmental compliance.
BASF Corporation (12, 13)1111 Bagby StreetSuite 2600Houston, TX 77002Phone: 713-759-3027Representative: Teresa [email protected]://www.catalysts.basf.com/refiningBASF delivers value resulting in more ofthe products you want. Products includeFCC Catalysts based on the renownedDMS and new Prox-SMZ platform technology, additives, co-catalysts,solutions and services.
28
Exhibitor Directory
FLEXIM Americas Corporation (14)1936 University AvenueBerkeley, CA 94704Phone: 713-498-6262Representative: Brian [email protected]://www.flexim.comClamp-on ultrasonic flow meter for refinery processes: vac resid/coker/FCCfeed/alkylation/gas flow/crude oil/acidconcentration meters.
Gayesco LLC (6a)2859 Westside DrivePasadena, TX 77502Phone: 713-941-8540Representative: Robert [email protected]://www.gayesco.comReactor temperature measurement systems & furnace temperature measurement systems
GE Water & Process Technologies (24a)4636 Somerton RoadTrevose, PA 19053Phone: 215-942-3686 Representative: Ms. Maria C. [email protected]://www.gewater.comGE Water & Process Technologies products and services.
Grace Davison/ART (28, 29, 30)7500 Grace DriveBldg. 25, 2nd FloorColumbia, MD 21044Phone: 410-531-8226 Representative: Elizabeth [email protected]://www.gracedavison.comGrace Davison is the world’s leading supplier of FCC catalysts and additives.Advanced Refining Technologies is thehydroprocessing joint venture of ChevronProducts and W. R. Grace & Co.
Hunter Buildings & Manufacturing, LLP (20)14935 Jacinto Port Blvd.Houston, TX 77015Phone: 281-744-2100Representative: Alisha [email protected]://www.hunterbuildings.comManufacturer of Modular Blast ResistantBuildings. Hunter Buildings not onlyoffers higher quality—we set the standard. As the world leader in the production of modular, blast-resistantsteel buildings, our structures are engineered to meet and exceed intensesafety and “blast” specifications.
INOVx Solutions (6b)100 PacificaSuite 300Irvine, CA 92618Phone: 949-468-7654Representative: George [email protected]://www.inovx.comRealityLINx software, asset virtualization
IPCOSAptitude Ltd (21)Carthouse III, Copley Hill Farm Business ParkBabraham Road, BabrahamCambridge, CB22 3GN, UKPhone: 281-477-7791Representative: Mark [email protected]://www.ipcosaptitude.comAPC products from IPCOSAptitude arepresented. AptiTune is a PID tuning product for interacting and non interactingloops. INCA Discovery is an identificationproduct for analyzing and buildingdynamic models.
Johnson Matthey Catalysts (2)Two TransAm Plaza DriveSuite 230Oakbrook Terrace, IL 60181Phone: 630-268-6300Representative: Tina [email protected]://www.jmcatalysts.comJohnson Matthey Catalysts offers a widerange of specialized, well-proven products, including hydroprocessing,purification, and hydrogen productioncatalysts, that enable our customers tomeet today's demands and prepare fortomorrow's challenges.
Mustang (9)16001 Park Ten PlaceHouston, TX 77084Phone: 713-350-7635Representative: Ronald [email protected]://www.mustangeng.comLeading provider of feasibilty studies,front-end and detailed engineering, procurement, construction managementand automation services for clients in therefining, chemicals and polymers, andpetrochemical industries.
Nalco Company (4)7705 Highway 90 ASugar Land, TX 77478Phone: 281-263-7769Representative: Samuel A. [email protected]://www.nalco.comNalco’s Energy Services division is aleader in providing on-site, problem-solving innovations to the global petroleum and petrochemical industries,delivered by an extensive network oftechnical field specialists working in morethan 130 countries.
29
Exhibitor Directory
PECOFacet (22)118 Washington StreetP.O. Box 640Mineral Wells, TX 76067Phone: 707-869-0310Representative: Laura [email protected]://www.pecofacet.comFilter, coalescer elements, sintered metalfilters, liquid coalescer demonstration,videos showing how coalescers and filters work, technical assistance forselecting elements to clean liquids andgases (e.g. amine, fuel gas)
Prosys Inc. (15)11814 Coursey BlvdSuite 408Baton Rouge, LA 70816Phone: 504-291-9591Representative: Katherine [email protected]://www.prosys.comProSys delivers high-quality, cost-effective,innovative process control systems consulting services and product solutions, covering modern control system technology's full range: basiccontrol. advanced control, human-machine interface, and alarmmanagement.
Shaw (5)1430 Enclave ParkwayPO Box 3546Houston, TX 77077-2023Phone: 281-368-4273 Representative: Brent [email protected]://www.shawgrp.comThe Shaw Group Inc. is a leading globalprovider of technology, engineering, procurement, construction, maintenance,fabrication, manufacturing, consulting,remediation and facilities managementservices for government and private sector clients in the energy, chemicals,environmental, infrastructure and emergency response markets.
TRACERCO (3)4106 New West DrivePasadena, TX 77507Phone: 630-268-6300 Representative: Tina [email protected]://www.tracerco.comTRACERCO, part of Johnson Matthey, pro-vides process diagnostics for the process industry to optimize production, troubleshoot operations, and minimize shutdown periods to reduceyour operating costs and maximize your profits.
United Laboratories International LLC (11)1200 N. FeatherwoodSuite 330Houston, TX 77034Phone: 832-775-1600Representative: Susan [email protected] http://www.zymeflow.comWorldwide leaders in providing innovativeand proven solutions in the areas of processunite decontamination.
UOP LLC (24)25 East Algonquin RoadDes Plaines, IL 60017-5017Phone: 847-391-2000 x7959Representative: Ketkesy [email protected]://www.uop.comA leading international supplier and licensorof process technology, catalysts, adsorbents, process plants, and consultingservices to the petroleum refining, petrochemical, and gas processing industries. UOP is a wholly-owned subsidiaryof Honeywell International, Inc.
NATCO (10)11210 Equity DriveSuite 100Houston, TX 77041Phone: 713-849-7500Representative: Marcus [email protected]://www.natcogroup.comRefining technology services and equipment company.
OSIsoft (16)777 Davis StreetSuite 250San Leandro, CA 94577Phone: 281-920-6189Representative: Craig [email protected]://www.osisoft.comOSIsoft representatives will display, discuss, and demo how the latest PISystem components support businessapplications such as: energy and carbonmanagement, condition-based maintenance, proactive analytics, and real-time business intelligence.
Packgen (18)60 First Flight DriveP.O. Box 1970Auburn, ME 4210Phone: 480-664-7266Representative: Celest [email protected]://www.packgen.comContainers for spent catalyst. Alternative(cost savings) over flow bins or drums.

Albemarle Sundance 3
October 11, 12, 13
Axens North America, Inc. Sundance 1
October 12, 13
CB&I / Lummus Technology / Sundance 6
CDTECH October 12
Champion Technologies, Inc. Texas I
October 12
Criterion Catalysts & Technologies Sundance 6
October 13
DuPont™ Clean Technologies Suite
October 12, 13
Emerson Process Management Sundance 5
October 12, 13
Grace Davison / ART Texas G /Texas H
October 12, 13
GE Water & Process Technologies Suite
October 12
Gulf Chemical & Metallurgical Corp. Texas J
October 12
Haldor Topsoe, Inc. Presidential Suite
October 12, 13
Honeywell Process Solutions Stockyards 2
October 12
INTERCAT, Inc. Presidential Suite
October 5, 6, 7
Johnson Matthey Catalysts / Sundance 4
TRACERCO October 12
Process Dynamics Suite
October 11
Shaw Suite
October 12
Süd-Chemie Inc. Presidential Suite
October 12
UOP LLC Suite
October 12, 13
Company Location and Dates Company Location and Dates
30
Hospitality Information
This guide is a listing of the companies who host hospitalityfunctions at the Q&A and Technology Forum. Open hours aredetermined by the individual host in compliance with NPRA’spolicy not to conflict with regularly scheduled Association sessions and activites to close by 1:00 am.

Affiliate Directory
CB&I / Lummus Technology / CDTECH Rachel Causey2103 Research Forest DriveThe Woodlands, TX 77380Phone: [email protected]
Champion Technologies, Inc.Rhonda Warzecha3200 SW FreewaySte 2700Houston, TX 77027Phone: [email protected]
Criterion Catalysts & TechnologiesZoe Stonebraker16825 Northchase DriveHouston, TX 77060Phone: [email protected]
DuPont Clean Technologies Pamela Pryor11350 Tomahawak Creek ParkwaySuite 200Leawood, KS 66211Phone: [email protected]
Emerson Process ManagementLauren Hagan2301 Research Blvd BuildingAustin, TX 78759Phone: [email protected]
GE Water & Process TechnologiesMaria Moreno4636 Somerton RoadTrevose, PA 19053Phone: [email protected]
Grace Davison / ARTBetsy Mettee7500 Grace DriveColumbia, MD 21044Phone: [email protected]
Gulf Chemical & Metallurgical Corporation Nancy WollamPO Box 2290Freeport, TX 77542Phone: [email protected]
Haldor Topsoe, Inc.Theresa Deitch10010 Bayport RoadPasadena, TX 77057Phone: [email protected]
Honeywell Process Solutions Margarita Ceballos2500 West Union Hills DrivePhoenix, AZ 85027Phone: [email protected]
continued on next page
Companies in bold are sponsors.
AlbemarleLaura Pecot451 Florida StreetBaton Rouge, LA 70801Phone: [email protected]
Aspen Technology Karsten Harstad200 Wheeler RoadSuite19Burlington, MA 01803Phone: [email protected]
Axens North America, Inc.Katherine Bui1800 St James PlaceSuite 500Houston, TX 77056Phone: [email protected]
Baker HughesHaley Zerwas12645 West Airport BlvdSugar Land, TX 77478Phone: [email protected]
BASF Catalysts LLCTeresa Garcia1111 Bagby StreetSuite 2600Houston, TX 77002Phone: [email protected]
BJ Chemical ServicesRamona Doty5005 MitcheldaleSuite 200Houston, TX 77092Phone: [email protected]
31
32
Affiliate Directory
Intercat, Inc.Jennifer Rennick2399 Hwy 34 SSuite C1Manasquan, NJ 0Phone: [email protected]
Johnson Matthey Catalysts / TRACERCOTina MossTwo Trans Am Plaza DriveSuite 230Oakbrook Terrace, IL 60181Phone: [email protected]
Process DynamicsJon Skeds2434 Deane Solomon RoadFayetville, AR 72704Phone: [email protected]
ShawMelissa McLean1430 Enclave ParkwayHouston, TX 77077Phone: [email protected]
Süd-Chemie Inc.Jill Parman1600 W Hill StreetLouisville, KY 40210Phone: [email protected]
UOP LLCKetkesy Herena25 East Algonquin RoadDes Plaines, IL 60016Phone: [email protected]
URS Washington DivisionTodd Frank10800 Richmond AvenueHouston, TX 77042Phone: [email protected]
Companies in bold are sponsors.

Notes

202.457.0480 www.npra.org
1667 K Street, NWSuite 700Washington, DC 20006
© 2009 National Petrochemical & Refiners Association
National Petrochemical & Refiners Association