17. sheet metal bending e-mail: assoc.prof.dr. ahmet zafer Şenalp e-mail:...
TRANSCRIPT

17. Sheet Metal Bending17. Sheet Metal Bending
Assoc.Prof.Dr. Ahmet Zafer Şenalpe-mail: e-mail: [email protected]@gmail.com
Mechanical Engineering DepartmentGebze Technical University
ME 612ME 612 Metal Forming and Theory of Plasticity Metal Forming and Theory of Plasticity
Dr. Ahmet Zafer Şenalp ME 612
2Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
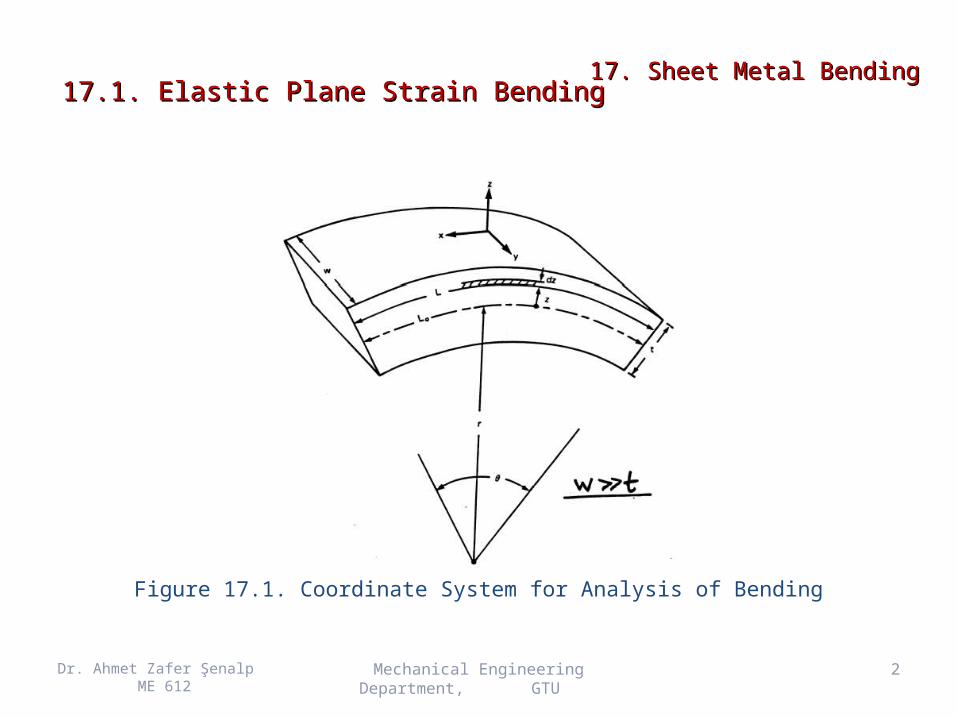
17.1. Elastic Plane Strain Bending17.1. Elastic Plane Strain Bending
Figure 17.1. Coordinate System for Analysis of Bending
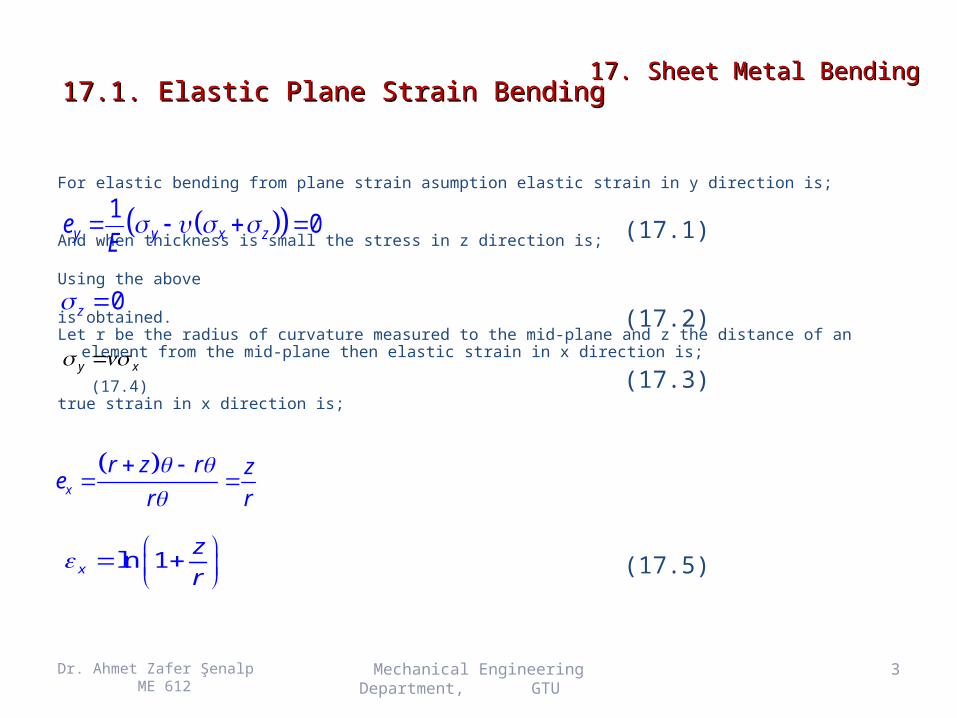
For elastic bending from plane strain asumption elastic strain in y direction is;
And when thickness is small the stress in z direction is;
Using the above
is obtained.Let r be the radius of curvature measured to the mid-plane and z the distance of an element from the mid-plane then elastic
strain in x direction is;
(17.4)true strain in x direction is;
Dr. Ahmet Zafer Şenalp ME 612
3Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.1. Elastic Plane Strain Bending17.1. Elastic Plane Strain Bending
(17.1)
(17.2)
(17.3)
10y y x ze
E
0z
x
r z r ze
r r
ln 1x
z
r
(17.5)
xy

For small strains:
But:
Placing Eq (17.2) into the above eq.;
is obtained. In this case;
and E’ is defined as the plane strain elastic modulus.
Dr. Ahmet Zafer Şenalp ME 612
4Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.1. Elastic Plane Strain Bending17.1. Elastic Plane Strain Bending
(17.6)
(17.7)
(17.8)
(17.10)
x x
ze
r
1x x y zeE
21x xe
E
21x
E z
r
21y
E vz
r
21
EE
(17.9)
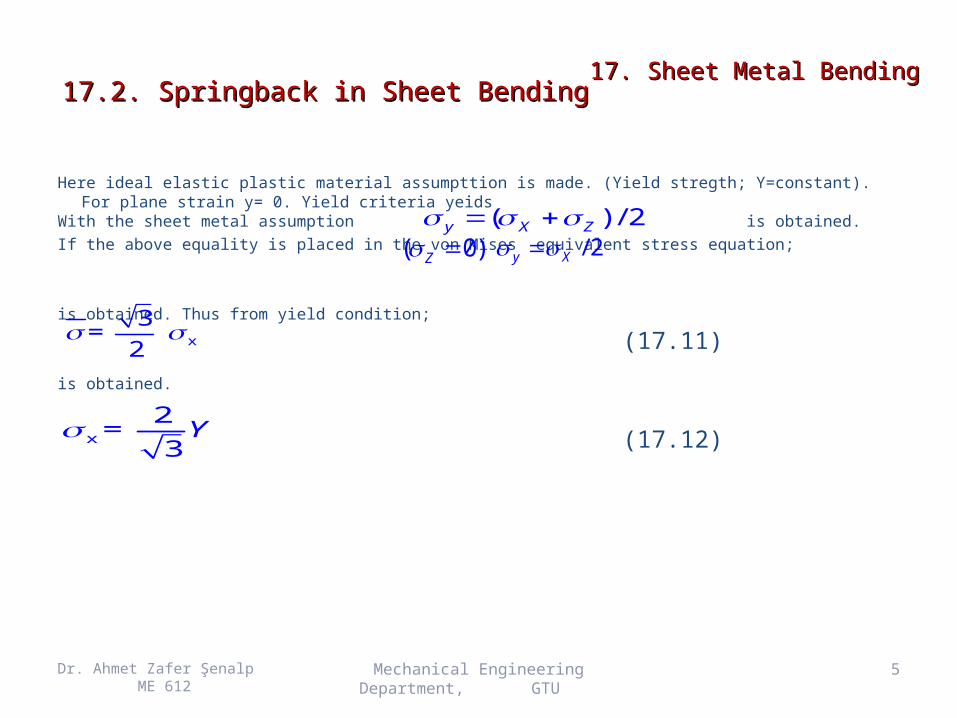
Here ideal elastic plastic material assumpttion is made. (Yield stregth; Y=constant). For plane strain y= 0. Yield criteria yeidsWith the sheet metal assumption is obtained.If the above equality is placed in the von Mises equivalent stress equation;
is obtained. Thus from yield condition;
is obtained.
Dr. Ahmet Zafer Şenalp ME 612
5Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
(17.11)
(17.12)
( ) / 2y X Z ( 0)Z / 2y X
x
3 =
2
x
2 =
3Y

Figure 17.2. Strain and stress distribution across sheet thickness. Bending strain (a) varies linearly across the section. For the non-work hardening stress-strain relation (b), the bending moment causes the stress distribution in (c). Elastic unloading after removal of the loads results in the residual stresses shown in (d).
Dr. Ahmet Zafer Şenalp ME 612
6Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
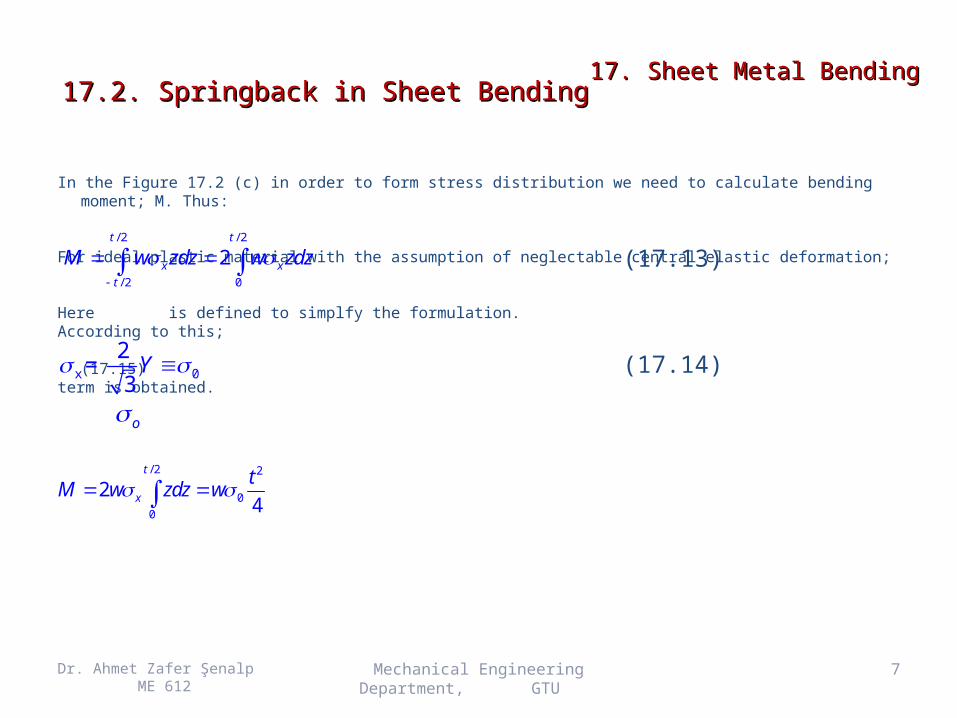
In the Figure 17.2 (c) in order to form stress distribution we need to calculate bending moment; M. Thus:
For ideal plastic material with the assumption of neglectable central elastic deformation;
Here is defined to simplfy the formulation.According to this;
(17.15)term is obtained.
Dr. Ahmet Zafer Şenalp ME 612
7Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
(17.13)
(17.14)
/ 2 / 2
/ 2 0
2t t
x x
t
M w zdz w zdz
x 0
2 =
3Y
o
/ 2 2
0
0
24
t
x
tM w zdz w

Example 1:A steel sheet, 0.036 inches thick, is bent to a radius of curvature of 5.0 inches. The flow stress; Y=33*103 psi (i.e.
o=33*103 psi ).E’= 33*106 psi.1. What fraction of the cross section remains elastic? 2. What percent error does neglecting the elastic core cause in the calculation of the bending moment?Solution :1. The elastic strain at yielding is ex=0 /E,
where E’ is the plane-strain modulus, E/(1-2). The limit of the elastic core will be at z = r ex = r 0 / E’ . E’= 33*106 psi, z= 5*33*103 /33*106= 0,005 inch. The elastic fraction is 2*0.005/0.036 =0.28 or 28 %.
Dr. Ahmet Zafer Şenalp ME 612
8Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
2. To calculate the bending moment, for the elastic portion (0 ≤ z ≤ 0.005) x = εxE’=zE’/r and for the plastic portion( 0.005 ≤ z ≤ 0.018 ) , x = 0 and bending
moment;
Using the equation which neglects the elastic core,
Here,The error is ( 10.69 – 10,.42 ) / 10.42 = 0.026 or 2.6 %.
Dr. Ahmet Zafer Şenalp ME 612
9Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
0.005 0.0182
0
0 0.005
2 2 10.42E
M w z dz w zdz wr
2
30.036
33 10 10.964
wM x w

The external moment applied by the tools and the internal moment resisting bending must be equal, so Eq. (17.15) applies to both. When the external moment is released, the internal moment must also vanish. As the material unbends (springs back) elastically, the internal stress distribution results in a zero bending moment. Since the unloading is elastic,
M+∆M=0 (17.16)Since the unloading is elastic, ∆x =E’ ∆ex (17.17)The change in strain is given by
where r’ is the radius of curvature after springback. This causes a change in bending moment, M of
Dr. Ahmet Zafer Şenalp ME 612
10Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
z zer r
(17.18)
/ 2 / 22
0 0
1 12 2
t t
xM w zdz w E z dzr r
3 1 1
12
wE tM
r r
(17.19)
(17.20)

Since after springback, if Eq (17.15) and Eq (17.20) are equated:
or:
The resulting residual stress,
This is plotted in Figure (17.2.d). Note that on the outside surface where z=t/2 the residual stress is compressive, ’x = -o/2 dir. and on the inside surface z=-t/2 it is tensile ’x = + o/2.
Dr. Ahmet Zafer Şenalp ME 612
11Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
(17.21)
(17.22)
(17.23)
0M M
230' 1 1
12 4
w twE t
r r
031 1
r r tE
00 0 0
31 1x x x xE e E z E z
r r tE
0
31x
z
t
0 2
tz (17.24)

A similar development can be made for a work-hardening material. If then,
where dir.
Finally,
Since ∆M is still described as before and after spring back,
Finally,
Dr. Ahmet Zafer Şenalp ME 612
12Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
(17.25)
(17.26)
nK
nnx x
zK K r 1
24
3
n
K K
22
2 2
n
n
wK tM
n r
1 1 6 1
2 2
nK t
r r n E r t
13 2
12
n n
x
z zK
r n t
(17.27)

The variations of x, ∆x, and ’x through the section are shown in Figure 17.3. The magnitude of the spring back predicted can be very large.
Dr. Ahmet Zafer Şenalp ME 612
13Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
Figure 17.3. Stress distribution under bending moment and after unloading for a work-hardening material.

Example 2:Find the tool radius necessary to produce a final bend radius of r’=10 in. in a part made from a steel of thickness 0.03 inches. Assume a yield
stress of 45.000 psi (0=45.000 psi) .
Solution :, t=0.03, psi,
Using above equation: r=4.2 in.Note: The springback problem is actually greater, since at a bend radius of 4.2 inches, the elastic core is z=r0/E’=4.2x45x103/33x106=0.0057
in. i.e., 38% of the cross section. This introduces 5 error in the moment value.
Dr. Ahmet Zafer Şenalp ME 612
14Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.2. Springback in Sheet Bending17.2. Springback in Sheet Bending
10r 0 45.000
031 1
r r tE
633 10E x
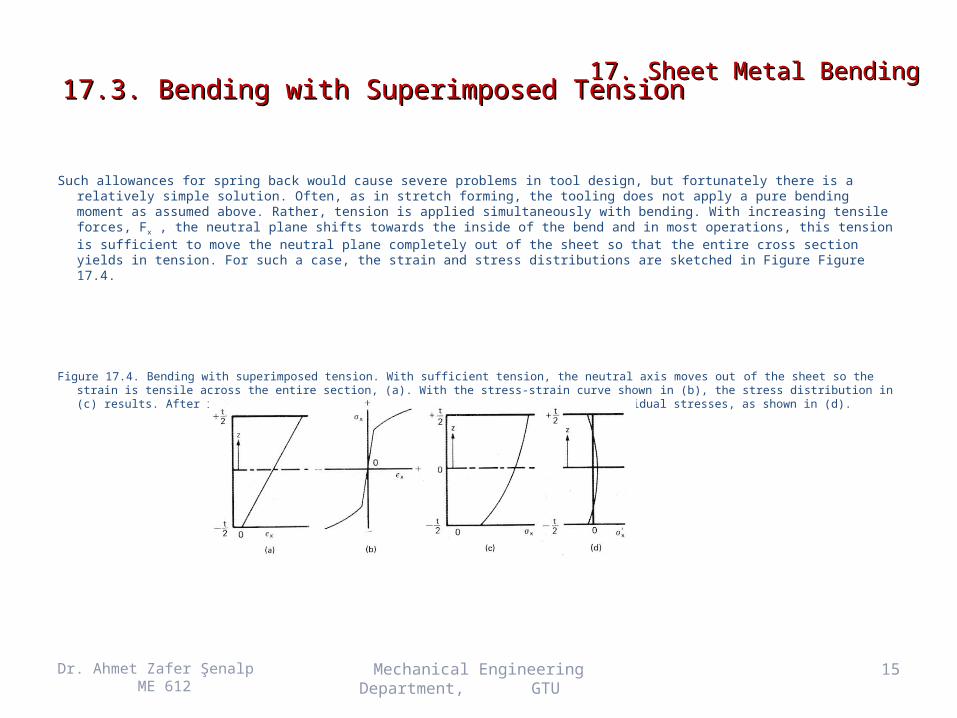
Such allowances for spring back would cause severe problems in tool design, but fortunately there is a relatively simple solution. Often, as in stretch forming, the tooling does not apply a pure bending moment as assumed above. Rather, tension is applied simultaneously with bending. With increasing tensile forces, Fx , the neutral plane shifts towards the inside of the bend and in most operations, this tension is sufficient to move the neutral plane completely out of the sheet so that the entire cross section yields in tension. For such a case, the strain and stress distributions are sketched in Figure Figure 17.4.
Figure 17.4. Bending with superimposed tension. With sufficient tension, the neutral axis moves out of the sheet so the strain is tensile across the entire section, (a). With the stress-strain curve shown in (b), the stress distribution in (c) results. After removal of the moment, elastic unloading leaves very minor residual stresses, as shown in (d).
Dr. Ahmet Zafer Şenalp ME 612
15Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.3. Bending with Superimposed Tension17.3. Bending with Superimposed Tension

If bend radius is too sharp, excessive tensile strain on outside surface can cause cracking, while buckling can occur on the inside surface. The limiting values of r/t have been shown to be function of the tensile ductility (% of elongation at fracture or % of area reduction at fracture).
where R = inside radius of curvature (i.e. R/t=r/t-1/2), And ( ).
Dr. Ahmet Zafer Şenalp ME 612
16Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.4. Sheet Bendability17.4. Sheet Bendability
11
2 r
R
t A (17.28)
0
0
fr
A AA
A
The above correlation is not accurate for sharp bends (low r/t), because the neutral axis shifts from the mid-plane and the amount of shift depends upon the applied tension and the frictional conditions. With tight bends (small r/h) the neutral axis shifts toward the inside; there are several reasons for this.
Dr. Ahmet Zafer Şenalp ME 612
17Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.4. Sheet Bendability17.4. Sheet Bendability

Dr. Ahmet Zafer Şenalp ME 612
18Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.4. Sheet Bendability17.4. Sheet Bendability
Figure 17.5. Correlation of limiting bend severity, R/t, with tensile ductility
The cross section at the inside will increase while the outside decreases and the magnitude of the true strain (and hence the flow stress in a work-hardening material) increases faster with z in compression than tension. As a consequence, the neutral axis moves inward to compensate for the higher stresses and greater cross section. In non-symmetric sections, transition from elastic to plastic flow will not occur simultaneously on both sides of the bend and, consequently, as yielding starts, there will be a shift of the neutral axis toward the heavier sections.
Dr. Ahmet Zafer Şenalp ME 612
19Mechanical Engineering Department, GTU
17. Sheet Metal Bending17. Sheet Metal Bending
17.4. Sheet Bendability17.4. Sheet Bendability