109n9 innovations rpp - semantic scholar fileinnovations • forming lasting bonds m ost anyone...
TRANSCRIPT
A 430 VOLUME 109 | NUMBER 9 | September 2001 • Environmental Health Perspectives
Innovations
Phot
oDisc

Environmental Health Perspectives • VOLUME 109 | NUMBER 9 | September 2001 A 431
Innovations • Forming Lasting Bonds
Most anyone would agree that oneof the most important aspects ofpeople’s love affairs with theirautomobiles is the color of the
vehicle. Whether vibrant red, stately gray,or stealthy black, the color of a car sayssomething about its driver (or at least,advertising has convinced us it does). Somaking the color last is an importantconsideration in automobile manufactur-ing. But color is not the only consideration.Equally if not more important is fuel effi-ciency and emissions ratings. Today, a newprocess that enables auto body parts madeof lightweight and environmentally friendlypolypropylene plastic to be permanentlycoated with paint—once an impossibility—may allow vehicle manufacturers to appealto car buyers on both the aesthetic and eco-nomic levels.
Polypropylene is a marvelous substance.It’s lightweight, it’s durable, it’s easy andinexpensive to manufacture, and it uses fewenvironmentally damaging chemicals. For allthese benefits, it does have its flaws. Due toits molecular makeup, the surface ofpolypropylene is all but impossible to paintor to bond with any other substance, makingit difficult to use in some applications,including automobile manufacturing. Usinga process that has been dubbed “SICOR”(for silane-on-corona), Voytek Gutowski, aresearcher with Australia’s federal scienceagency, the Commonwealth Scientific andIndustrial Research Organisation (CSIRO),has been able to treat these types of polymersto create a surface that is both paintable andbondable.
The process was tested by Australian car-maker Holden (a division of GeneralMotors) by attaching treated polypropylenebody side moldings to a Holden vehicle,which was then durability-tested over 40,000km on the test track at Lang Lang ProvingGround, 95 km southeast of Melbourne. Inorder to predict field performance, addition-al laboratory tests on identical parts were car-ried out through extremes of heat andhumidity simulating environmental condi-tions likely to be encountered. At the end ofthe tests, according to Larry Little, chief ofCSIRO Building, Construction, andEngineering, “it proved impossible toremove the moldings without damaging thedoor panels themselves. Other tests showed[SICOR] bonds automotive paint to moldedpolymer parts like bumper bars so stronglythat the polymer itself will break before thepaint can be pulled from the surface.”
Chemical VelcroPolypropylene is part of a chemical familyknown as the polyolefins. Polypropylene is
formed of linked carbons, the first linked totwo hydrogen atoms, the second to a hydro-gen atom and a methyl group (CH3).According to Gutowski, polyolefins aredesirable engineering plastics for several rea-sons. “Polyolefins such as polypropylene canbe made either very rigid or extremely flexi-ble,” he says. “They don’t shatter easily, nordo they degrade easily with exposure to theelements, and they’re easily processable.
The problem, says Gutowski, is that topaint or bond these plastics, their surfacesmust first be modified, and the processescurrently used to do that involve the use ofsolvents containing such environmentallyhazardous substances as toluene and xylene.According to the Agency for ToxicSubstances and Disease Registry, exposure toincreasing levels of toluene can cause symp-toms including hearing and color vision loss,nausea, depression of the central nervous sys-tem, reversible kidney damage, and death,while exposure to xylene can cause nausea,pulmonary edema, and death. SaysGutowski, “SICOR provides a way to primethe surface of these plastics without resortingto hazardous chlorinated solvents or chlori-nated primer ingredients.”
Because of their molecular structure,polyolefins are exceptionally nonreactive.A look at the structure of the moleculeshows that chemically inert hydrocarbonatoms take up all of the available bondingsites. According to current adhesion theo-ries, the main mechanism for adhesioninvolves intimate molecular contact,attained by intermolecular or valenceforces exerted by molecules in the surfacelayers of the adhesive and adherend. Thetask then is to create new bonding sites onthe surface of the polymer.
In the SICOR process, the untreatedsubstrate is first oxidized using either aflame process or a coronal discharge (elec-trical arc comprising ionized air) process.Says Gutowski, “When you oxidize thesurface you actually convert some elementsof the plastic into chemically receptivesites, such as hydroxyl [OH] or carboxyl[COOH] groups. These sites are good forsome less demanding bonding-type orprinting applications, but not all, andthat’s where our special chemical treatmentcomes in.”
In the SICOR process, once the surfaceis oxidized, the next step is to coat it with agraft chemical—a hydrolyzed silane—whichprovides a molecular “bridge” between theoxidized polymer surface and the materialbonded to that surface. The exact nature ofthe bond between the polymer surface andthe silane will vary depending upon the for-mulation of the silane. At the initial stages of
development, the plastic was immersed inthe silane solution for a period of up to 30seconds, then oven-dried, but that step waslater replaced by a more industrially practicalon-line spray process, followed by a quickdrying by an infrared drying element or hotair gun placed above the conveyor.
Gutowski says, “The trick is that onefunctional end of the graft chemical is reac-tive with appropriate attachment sites of theoxidized polymer surface, while the otherfunctional group on the same graft chemicalis chemically reactive with the material to beput in contact with the SICOR-treated sur-face. That could be live cells or proteins,adhesive, metallic coating, or any othermaterial of interest to the end user.”
What’s left at this point is somethingthat Gutowski describes as “chemicalVelcro.” The polymer surface has beenlinked to one end of the applied bonds,while the other end of these molecularbridges waits to latch on to whatever isapplied to it: paints, inks, sealants, glues, etc.The SICOR process affects only a molecularlayer on the polymer’s surface, so the basicproperties of the polymer remain un-changed. And once modified, the polymerappears to maintain its newfound abilitiesindefinitely (samples under study are at twoyears and counting).
Opher Yom-Tov, a former GeneralMotors design/project engineer, says thebenefits of the SICOR process are twofold: itwill reduce or eliminate the need for toxicchemicals in plastic processing for the indus-try, and it will allow for the use of morelightweight plastics components. “Before thisprocess was developed,” he says, “most com-ponents, like side moldings, were made ofextruded PVC [polyvinyl chloride]. PVC isquite a hazardous substance to manufacture,as it requires a great many additives to makeit moldable, and gives off many noxiouschemicals, including chlorides, which cancombine with water vapor to formhydrochloric acid. PVC is also under heavyfire as a source of dioxin. Polypropylene isinexpensive, and it’s easy and pretty safe tomanufacture.”
Revving Up While the SICOR process is still being devel-oped for use in the automotive paintingprocess, many engineers are already enthusi-astic over this process that calls for fewer sol-vents, increases adhesion, and facilitates therecycling of automotive parts—somethingbeing increasingly emphasized as countriesaround the world struggle to reduce the masscrowding of shrinking landfill areas.
Auto manufacturers may use polypropy-lene in body side protective moldings and
bumper bars, among other applications.CSIRO has run a range of adhesive bondingtests on the SICOR process with goodresults. For example, using SICOR on low-density polypropylene with a cyanoacrylatecreated a bond four times stronger than thatcreated by corona discharge alone, while testsof Acetal (the common name for a difficult-to-bond polymer) using two types of siliconesealants showed a strength rating of up to 24newtons (the unit of force required to detacha 0.5 mm layer of a silicone sealant from thesurface of a 1 cm width of SICOR-modifiedAcetal substrate). By comparison, corona dis-charge alone yielded a strength rating of3.25–7.5 newtons.
According to Joseph Gomory, lead engi-neer for exterior systems at Holden, hiscompany had traditionally used extrudedPVC parts for body side moldings, but, hesays, “For our [completely redesigned] VTSeries II [car] model, injection molding wasrequired because of the shape of the parts.”Injection molding evolved from metal diecasting, but unlike molten metals, polymermelts have a high viscosity and cannot sim-ply be poured into a mold. Instead, a largeforce must be used to inject the polymerinto a hollow mold cavity. Injection mold-ing is the most widely used process for mak-ing parts, as part complexity is virtuallyunlimited, sizes can range from small tovery large, and excellent tolerance control ispossible. Disadvantages include high initial
equipment investment, high startup andrun costs, and the fact that the part itselfmust be designed for effective molding.During the development phase of the VTSeries II program, says Gomory, the compa-ny encountered “serious injection moldingproblems with the PVC body side moldingsbeing developed by our supplier. . . . Ourengineers were aware of the SICORprocess, which had been experimentallyevaluated for adhesion, and judged it to besuitable for production. We decided toimplement the SICOR process usingpolypropylene to achieve a significant costand mass reduction over PVC.”
Gomory explains that the weight ofbody side moldings is dependent on theirshape, but is generally around 1.0–1.5 kg onmost Holden vehicles. Because the specificgravity of PVC is around 1.4 while that ofpolypropylene is around 0.9, a weight sav-ings of approximately 0.5 kg was achievedby using SICOR. “This is a small amountcompared to the 1,500 kg mass of typicalvehicles,” he says, “but is quite significantwhen it comes to typical mass reductionefforts in the car industry.”
Holden entered into a joint developmentprogram with CSIRO, plastic injectionmolding and tooling company Socobell, andADX, a New Zealand machinery supplier, toset up production facilities for SICOR, wherepolypropylene would be prepared for bothadhesion and painting. “All requirements for
adhesion were met [in the testing],” saysGomory, “but we ran into some difficultieswith painting. The surface activation energyrequired from the flaming process for prepa-ration of surfaces prior to the application ofthe SICOR fluid for a part that is to bepainted is higher than that for a surfacebeing prepared for adhesion. Unfortunatelyfor us, the painted version of the body sidemoldings was deleted from the program forother reasons before we had a chance toresolve these problems.”
Says Gomory, “Initially, I think CSIROunderestimated the robustness requirementsneeded for the SICOR process in an indus-trial environment, especially for painting.The shape of parts is limited by standardcommercially available flaming units, as thecorrect flame zone has to contact all relevantsurfaces of the part to be treated. This can beovercome by designing special flame units tosuit the part, but this would be expensive.”He continues, “In industry, we also havehuman error, process variability, wear andtear on equipment, contamination, and awhole host of things that can go wrong.Sufficient safety margin is required in anindustrial process to allow for these things,and the SICOR fluid needed to be robustlyformulated to cater to these variables.Additionally, the design and construction ofthe SICOR machine is very important.”
Nonetheless, the SICOR process openssome intriguing new avenues, as it will allow
A 432 VOLUME 109 | NUMBER 9 | September 2001 • Environmental Health Perspectives
Innovations • Forming Lasting Bonds
CSIR
O Bu
ildin
g, C
onstr
uctio
n, a
nd E
ngin
eerin
g
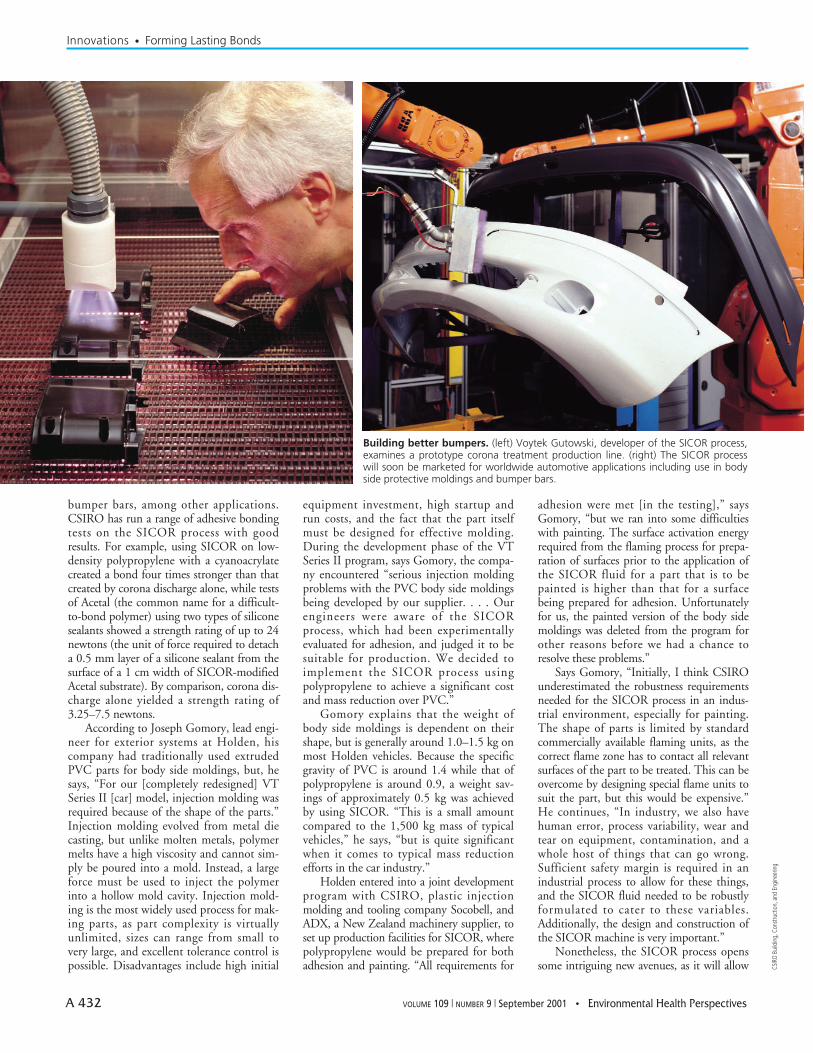
Building better bumpers. (left) Voytek Gutowski, developer of the SICOR process,examines a prototype corona treatment production line. (right) The SICOR processwill soon be marketed for worldwide automotive applications including use in bodyside protective moldings and bumper bars.

for the possible use of lighter-weight andmore easily recyclable plastics, processes thatuse fewer environmentally unfriendly chemi-cals, and both plastics and processes that areless expensive. CSIRO is continuing its devel-opment of the SICOR process to meet themore stringent requirements for painting ofparts in an industrial environment. “We hopeto evaluate these developments in the nearfuture,” Gomory says, “and we may then usethe SICOR process for painted parts.”
Costs and BenefitsThe SICOR process costs an estimated 8–10times less to use than the plasma technologycurrently in use for painting and adhesion,and it’s a continuous-flow process, capableof being used at conveyor speeds up to 300 m/min, so it can be easily incorporatedinto an existing process line (unlike plasma,which is a batch process operation). TheSICOR unit itself costs less than $500,000,compared to the $2.5 million of a plasmatreatment unit, and cost estimates for 5,000-unit auto bumper bar treatment runs about3¢ per unit for SICOR, compared to about23¢ per unit for plasma treatment.
Current automobile manufacturing reliesheavily on a variety of plastics to reduceweight and improve mileage, while enhancingsafety. One problem for the industry, accord-ing to Gutowski, is that plastic units are fre-quently composed of several different plastics:an instrument panel, for example, mightinclude an ABS polycarbonate substrate sothat it won’t shatter in an accident, coveredby a PVC or polyethylene foam for a softtouch and topped off by colored vinyl.
“These materials can’t be processedtogether for recycling,” Gutowski says,“because the resulting mix won’t have any ofthe [original] desired properties. It’s like mix-ing water and oil, or one of those marble cakemixes, where the layers remain distinct fromone another, yielding no mechanical integri-ty. On the other hand, the new generation
all-polyolefins instrument panels comprisingpolyethylene foam and polypropylene [parts]can be processed together, which wouldmake the whole recycling process much moreeconomical.”
Mark Sofman, manager of industryaffairs for the Vinyl Institute of Arlington,Virginia, says, “When you look at cars from
the recycling side, probably 75% of the cargets recycled, but that’s mostly the metalliccomponents, because it’s easy to separate outiron and steel using magnets and eddy cur-rents to remove the aluminum. Because ofthe number of different types of plastics usedin a car, recycling auto plastics is a tremen-dous challenge.”
Most polypropylene currently taken fromscrapped vehicles comes from battery casings,Sofman says. “U.S. law requires the disman-tler to remove them because of the lead andsulfuric acid. And plastic fuel tanks, whichare also removed because of the risk of explo-sion, are made from polyethylene. The chal-lenge for industry is how to separate out thegreat variety of plastics.”
SICOR might not have an immediateimpact on recycling, says Sofman, but
rather an incremental one. Everything isdriven by economics, he says, and theapproach that provides the best return oninvestment will be the one that goes fur-thest. “A good manufacturer is always look-ing for the next good process,” he opines.“To the extent that a new surface treatmenttechnology allows them to get there, peoplewill pay for such a process.”
Gutowski envisions SICOR being usedacross a broad range of possibilities, includ-ing medical apparatuses, construction andarchitectural materials, and the broadeningof the range of useful substrates to includematerials not used until now because ofadherence problems, such as polyvinylidenefluoride (useful because of its resistance toacids, aliphatic and aromatic hydrocarbons,combustion, and aging).
In fact, CSIRO recently signed a $16 million licensing agreement with anundisclosed U.S. building products compa-ny to support a new line of building prod-ucts using recycled polyethylene, andVenture Industries, one of the largest pro-ducers of motor vehicle components in theUnited States, is working with CSIRO todevelop a fully commercial version ofSICOR.
Before SICOR becomes widely used, afew issues will have to be dealt with. “Theprocess seems to be very sensitive to themachinery used,” says Yom-Tov. “It’simportant that such a process have good[quality control] in its setup and design.With SICOR, you need to be sure of justthe right flame temperature and just theright speed of parts through the machine. Itseems to be a stable process, once you get itup and running, but there was a lot of trialand error for us to get it just right. It’sgoing to be an educational process, as eachuser builds on the experiences of the previ-ous users. I think there’s a good deal ofresearch and development still ahead tounderstand the full impact of this technolo-gy, and there’s just not enough data in yetto remove all of the risks.”
It’s a new process, Gutowski agrees, andhe adds that the people that are potentialusers need to be convinced that it’s a reli-able technology before they move awayfrom older tried-and-true methods.
“We’ll have to continue to demonstrateits robustness and cost-effectiveness in avariety of industries, and its benefits to theenvironment and to the health of the work-ers in those industries,” he says. “But Ithink, once fully verified, the range ofapplications is such that only our imagina-tions will provide the limitations.”
Lance Frazer
Environmental Health Perspectives • VOLUME 109 | NUMBER 9 | September 2001 A 433
Innovations • Forming Lasting Bonds
Sugge s t ed Read ingGutowski WS, Pankevicius ER. A novel surface treatment process for enhanced adhe-
sion of ultra-high modulus polyethylene to epoxy resins. Composite Interfaces1(2):141–151 (1993).
Gutowski WS, Russell L, Hoobin P, Filippou C, Li S, Bilyk A. A novel technology forenhanced adhesion of paints and adhesives to automotive TPOs. In: Proceedings ofTPOs in Automotive 2000, 23–25 October 2000, Novi, Michigan. Plymouth,Michigan: Executive Conference Management, Inc., 2000.
Gutowski WS, Wu DY, Li S. Process improvements for treatment of TPOs forenhanced adhesion of paints, sealants and adhesives. In: Proceedings of the 1999Society of Plastics Engineers Automotive TPO Global Conference, Dearborn,Michigan. Troy, Michigan: Society of Plastics Engineers, 1999.
Gutowski WS, Wu DY, Li S. Surface silanization of polyethylene for enhanced adhe-sion. Journal of Adhesion 43:139–155 (1993).
A sticky situation. SICOR is a new-genera-tion bonding technology that enables thesticking together of previously unbondable orhard-to-bond materials.
CSIR
O Bu
ildin
g, C
onstr
uctio
n, a
nd E
ngin
eerin
g