1 st application for an ippc licence from road, on 28/11/1991, as affirmed by the company's...
TRANSCRIPT

'This report has been cleared for Submission to the Board by
Signed: p19"mk Date: ddd/'* 01 P.Nolan:
, I n mental Protection Agency
A0 Gkntoolhomodil om LDwmhnu Comhshooii
e
To: Directors
From: , Ciara Maxwell - LICENSINGUNIT I II Date: 1 St March 2007
APPLICATION FOR AN IPPC LICENCE FROM CADBURY IRELAND LIMITED, MALAHIDE ROAD, COOLOCK, DUBLIN 5, RE: LICENCE REGISTER PO809-01.
Submissions received:
Company Cadbury Ireland Limited was established approximately fifty years ago at Malahide Road, Coolock, Dublin 5. Cadbury Ireland Limited re-registered as a private company (Reg. No. 8306) on 28/11/1991, as affirmed by the company's Certificate of Incorporation. Cadbury Ireland Limited is a member of Cadbury Schweppes PLC.
The installation is involved in the manufacture of chocolate and confectionary. The activity is located in an industrial estate. The Cadbury site occupies an area of c.5 hectares and incorporates extensive landscaped grounds including a staff pitch and putt course. The Santry River forms the north-eastern boundary of the site. Environmental Management follows the requirements of IS01400 1, although the applicant has not yet sought accreditation.
Page 1 of 12

-. . -. . . . -. . . . . . . . .- . . . . . . . . . . . - . . . . . -. . . . . . . . .. . . _. - .. . .- .. .. .. .. - - - ..
The most recent planning permission obtained for the site related to a new vehicular and pedestrian entrance off the Oscar Traynor Road with 62 additional car park spaces, granted 4/01/2002 by Dublin City Council (Grant Order No.: P0030). There are approximately 1,500 employees. The installation operates year-round, on a three-cycle shift basis, from Monday to Saturday. Production output is varied subject to demand for particular products. Maintenance operations are generally carried out over the weekend.
Process Description The manufacturing areas on the site are divided into Blocks A, B, C and K. [A former production area known as ‘E’ Block is now empty.] Blocks A, B and C are involved in the manufacture of chocolate confectionary products. Block K is involved in the production of cocoa butter and cocoa mass from cocoa beans. Activities on-site involve the following process operations:
1. cocoa bean and butter process; 2. chocolate making process involving blending of chocblate crumb with coca butter; 3. individual production lines for each type of chocolate bar, using moulds or extruders
depending on the type of product. Each line includes wrapping and packaging operations;
4. bagger process. Equipment involved in these processes includes mixers, rollers, conveying and packaging equipment, ovens and cooling equipment and storage vessels for raw and intermediary materials, (i.e., tanks, intermediate bulk containers (IBCs) and a sugar silo).
Cocoa butter is produced in Block K (the Cocoa Block). Imported cocoa beans are processed by winnowing (process to remove shells). Particulate emissions from the winnowing process are abated by a cyclone at the Shell Dust Unit. The waste shell material is transported off-site for use in the horticultural industry. The products from the winnowing process are cake and cocoa butter.
The cocoa butter is refined by centrifugal separation and a filter press. Cocoa butter is then passed through a deodoriserf unit, which removes contaminants by distillation. Typical contaminants include caffeine and unwanted solids. The deodorisation process includes a distillation stage, followed by the use of a vapour scrubber to condense the fat from the vapours as a water-free product. The waste output from the deodoriser unit, (c. 1.2 tonnes per annum of deodoriser fat), is stored in IBCs and is collected by authorised contractors for disposal as hazardous waste by incineration abroad. Following deodorisation, the cocoa butter is stored in tanks for blending with chocolate crumb to make chocolate.
The cake from the winnower is steam-heated in a screw conveyor (Turbo Mill) to produce cocoa mass. Particulate emissions to air arising from this process are vented to atmosphere at the Cocoa Stack. Cocoa mass is transported off-site to the Cadbury, Rathmore factory (Licence application Reg. No. PO795-Ol), where it is used to make chocolate crumb.
Chocolate crumb is delivered from the Cadbury factory in Rathmore, Co. Kerry. It is milled on the Coolock site prior to conching, (a method of kneading which gives the chocolate its smooth texture and taste). Particulate emissions from the two chocolate crumb mills on-site (located in blocks B and rC) are abated using bag filters.
Cocoa butter blends are melted, mixed with fruit, nuts, etc. The mixture is then moulded or extruded depending on the type of product. The finished product is then wrapped, packaged and bagged. Dust arising from wafer cutters in Block A is removed by a central vacuum
Deodorisation is the use of steam distillation to strip free fatty acids and other highly volatile components, under vacuum conditions, from oils and fats. (Source: IPPC Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, August 2006.)
Page 2 of 12
. . . . . . . . . . - - . - ~ - ~ . .
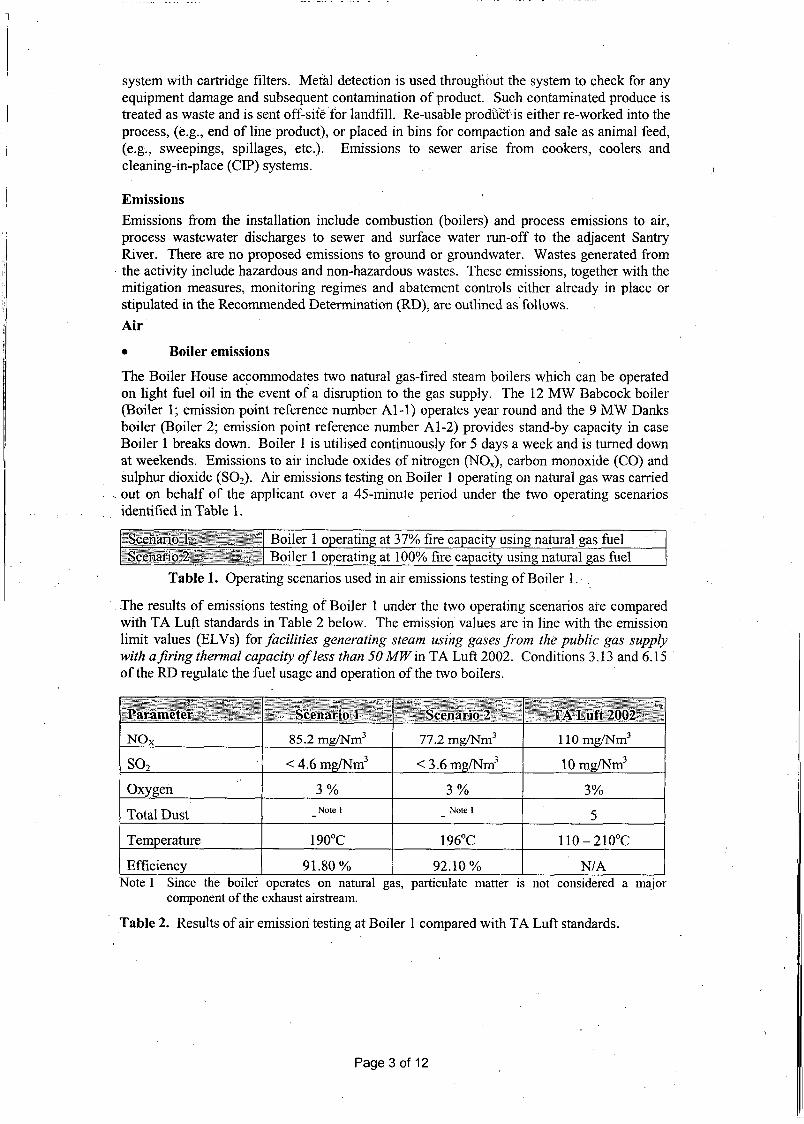
Scenario 1 ~ Boiler 1 operating at 37% fire capacity using natural gas fuel
system with cartridge filters. Metal detection is used throughout the system to check for any equipment damage and subsequent contamination of product. Such contaminated produce is treated as waste and is sent off-siie for landfill. Re-usable product' is either re-worked into the process, (e.g., end of line product), or placed in bins for compaction and sale as animal feed, (e.g., sweepings, spillages, etc.). Emissions to sewer arise from cookers, coolers and cleaning-in-place (CIP) systems.
, Scenario2
Emissions Emissions from the installation include combustion (boilers) and process emissions to air, process wastewater discharges to sewer and surface water run-off to the adjacent Santry River. There are no proposed emissions to ground or groundwater. Wastes generated from the activity include hazardous and non-hazardous wastes. These emissions, together with the mitigation measures, monitoring regimes and abatement controls either already in place or stipulated in the Recommended Determination (RD), are outlined as follows. Air
e Boiler emissions
Boiler 1 operating at 100% fire capacity using natural gas fuel
The Boiler House accommodates two natural gas-fired steam boilers which can be operated on light fuel oil in the event of a disruption to the gas supply. The 12 MW Babcock boiler (Boiler 1; emission point reference number Al-1) operates year round and the 9 MW Danks boiler (Boiler 2; emission point reference number A1-2) provides stand-by capacity in case Boiler 1 breaks down. Boiler 1 is utilised continuously for 5 days a week and is turned down at weekends. Emissions to air include oxides of nitrogen (NO,), carbon monoxide (CO) and sulphur dioxide (SO2). Air emissions testing on Boiler 1 operating on natural gas was carried out on behalf of the applicant over a 45-minute period under the two operating scenarios identified in Table 1.
Parameter ' e , , I Scenario 1 Scenario 2 TA Luft 2002
Table 1. Operating scenarios used in air emissions testing of Boiler 1.
.The results of emissions testing of Boiler 1 under the two operating scenarios are compared with TA Luft standards in Table 2 below. The emission values are in line with the emission limit values (ELVs) for facilities generating steam using gases from the public gas supply with aJiring thermal capacity of less than 50 MW in TA Luft 2002. Conditions 3.13 and 6.15 of the RD regulate the fuel usage and operation of the two boilers.
NOX
so2 Oxygen
Total Dust
85.2 mg/Nm3 77.2 mg/Nm3 110 m g / ~ r n ~
< 4.6 mg/Nm3 < 3.6 mg/Nm3 10 mgmm3
3 % 3 % 3%
5 Note 1 Note 1
Temperature
Efficiency
190°C 196°C 110 - 210°C
91.80 Yo 92.10 Yo NIA
Page 3 of 12
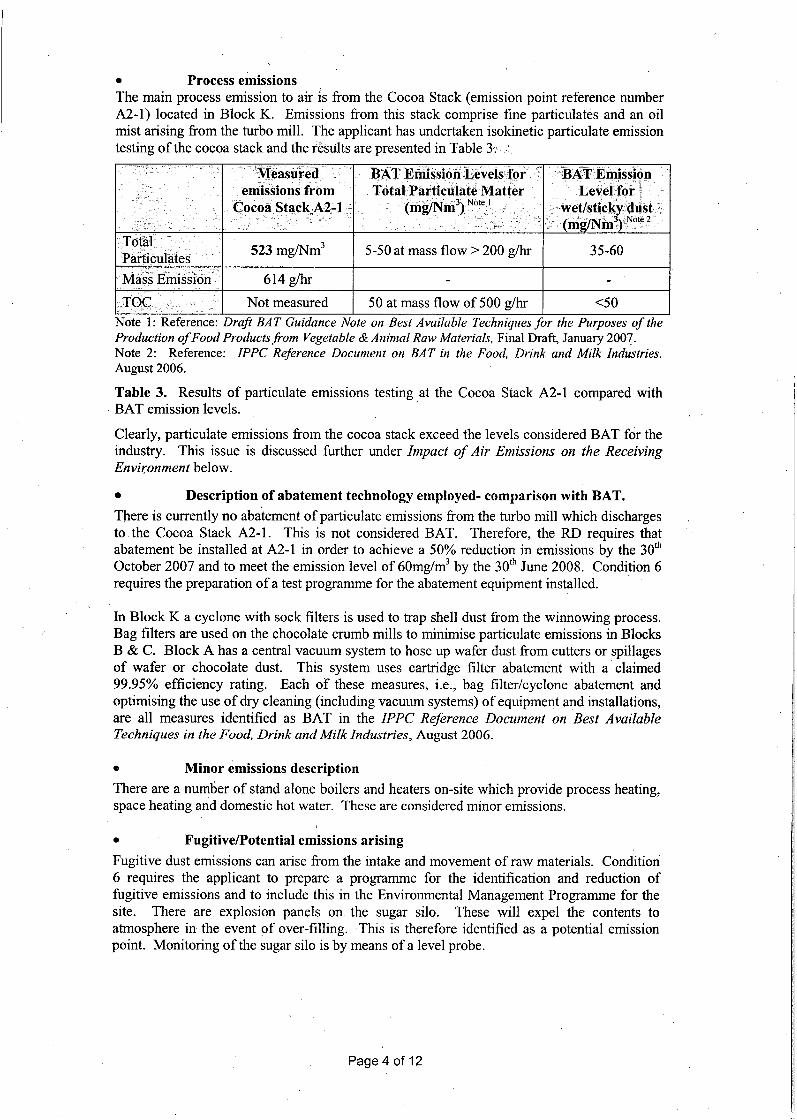
a Process emissions The main process emission to air is from the Cocoa Stack (emission point reference number A2-1) located in Block K. Emissions from this stack comprise fine particulates and an oil mist arising from the turbo mill. The applicant has undertaken isokinetic particulate emission
Note 1 : Reference: Draft BAT Guidance Note on Best Available Techniques for the Purposes of the Production of Food Productsfiom Vegetable & Animal Raw Materials, Final Draft, January 2007. Note 2: Reference: IPPC Reference Document on BAT in the Food, Drink and Milk Industries, August 2006.
Table 3. Results of particulate emissions testing at the Cocoa Stack A2-1 compared with BAT emission levels.
Clearly, particulate emissions from the cocoa stack exceed the levels considered BAT for the industry. This issue is discussed further under Impact of Air Emissions on the Receiving Environment below.
9
There is currently no abatement of particulate emissions from the turbo mill which discharges to the Cocoa Stack A2-1. This is not considered BAT. Therefore, the RD requires that abatement be installed at A2-1 in order to achieve a 50% reduction in emissions by the 30* October 2007 and to meet the emission level of 60mg/m3 by the 30th June 2008. Condition 6 requires the preparation of a test programme for the abatement equipment installed.
Description of abatement technology employed- comparison with BAT.
In Block K a cyclone with sock filters is used to trap shell dust from the winnowing process.
B & C. Block A has a central vacuum system to hose up wafer dust from cutters or spillages of wafer or chocolate dust. This system uses cartridge filter abatement with a claimed 99.95% efficiency rating. Each of these measures, i.e., bag filterhyclone abatement and optimising the use of dry cleaning (including vacuum systems) of equipment and installations, are all measures identified as BAT in the IPPC Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, August 2006.
/ Bag filters are used on the chocolate crumb mills to minimise particulate emissions in Blocks
a Minor emissions description There are a number of stand alone boilers and heaters on-site which provide process heating, space heating and domestic hot water. These are considered minor emissions.
a PugitiveD'otential emissions arising Fugitive dust emissions can arise from the intake and movement of raw materials. Condition 6 requires the applicant to prepare a programme for the identification and reduction of fugitive emissions and to include this in the Environmental Management Programme for the site. There are explosion panels on the sugar silo. These will expel the contents to atmosphere in. the event of over-filling. This is therefore identified as a potential emission point. Monitoring of the sugar silo is by means of a level probe.
Page 4 of 12

0 Odour issues The applicant states that there have been no recent complaints in relation to odour from the installation. The area of the site with most potential for odour generation is the K Block, where cocoa butter is produced. The deodoriser unit in Block K includes a vapour scrubber and two-stage condenser to trap any contaminants or particulate matter distilled from the cocoa butter. A vacuum is generated using four steam injectors to reduce the pressure from atmospheric to less than 3 bar. The steam and vapours are condensed. Re-circulated water is used to cool the vapours. This water becomes acidic and a free fatty acid (FFA) scrubber is used to scrub the FFAs. There are no significant emissions to air from the deodoriser. The waste “deodoriser fat” generated is collected and stored in intermediate bulk containers (IBCS).
,
Impact of Air Emissions on the Receiving Environment The installation is located, in Zone or Agglomeration A (Dublin Conurbation) in accordance with the Air Quality Standards Regulations 2002, (S.I. No. 271 of 2002). Air dispersion modelling was carried out for Boiler 1 (emission point reference number Al-1) utilising natural gas and the emissions from the cocoa stack (emission point reference number A2-1). The model used was the U.S. EPA approved AERMOD GIS Pro Prime (Version 5.1.4). The modelling assessment accounts for all sensitive receptors within a 1.5km radius inside and outside the installation boundary using a 50-metre Cartesian gnd network. Topography and building wake effects were taken into consideration in the modelling exercise. Dublin Airport was chosen as the representative meteorological station. Meteorological data for the year 2002 provided the worst-case GLCs having run three years of sequential meteorological data (2001 - 2003).
The results of the modelling exercise are claimed by the applicant to represent ‘worst-case scenario’ conditions. However the predicted ground level concentrations cannot be considered to accurately reflect the ‘worst-case scenario’ for the following reasons:
1. Emissions from the cocoa stack were assumed to occur 12 hours each day over a standard year. However, during peak production weeks the cocoa stack is operated on a twenty-four hour basis for up to 4.5 days. During off-peak weeks, operation of the cocoa stack would be less frequent.
2. The model assumes that abatement giving rise to a reduction of 50% in particulate emissions is achieved in the cocoa stack. There is currently no such abatement on the cocoa stack.
3. The model includes a particulate contribution of 50 mg/Nm3 to account for particulate emissions from the operation of Boiler 1. However, as the boiler runs on natural gas, which results in significantly lower levels of particulates, the use of this figure is considered inappropriate.
,-
The predicted GLCs for Scenario 2 (Boiler 1 operating.@ 100% fire capacity) are marginally higher than those predicted for Scenario 1 (Boiler 1 operating @ 37% fire capacity). Table 4 shows the results of modelling emissions from Boiler 1 operating at 100% fire capacity (Scenario 2) and the cocoa stack (assuming 50% abatement of particulates) compared with relevant air quality standards. For comparison with Air Quality Standards the model assumes that the total particulate matter emitting from the stack sources is of the fraction size PMlo.
Page 5 of 12

Note 1: Air Quality Standards Regulations (S.I. No. 271 of 2002). Note 2: Reducing standard to be hlly achieved by the year 2010. Note 3: Limit for the protection of ecosystems; averaging period - Calender year and winter (I October
Table 4. Predicted GLCs compared with National Air Quality Standards for Boiler 1 operating at 100% firing capacity and the cocoa stack (assuming 50% abatement of particulate emissions).
to 31 March).
Combustion gases The results of modelling show that the predicted ground level concentrations of combustion gases (NO, and SOz) from Boiler 1 operating on natural gas are well within acceptable limits. When combined with baseline levels, obtained from a number of Zone A sites throughout urban and suburban Dublinf, the results are in line with National Air Quality Standards (S.I. No. 271 of 2002).
Particulates With regard to particulate emissions, maximum ground level concentrations are predicted to occur in the vicinity of the Cocoa Block and about the northern boundary of the installation. The modelling assessment assumes a baseline concentration of 1 7pg/m3 and states that subject to the proposed achievement of 50% particulate abatement on the cocoa stack, there shall be no breach of the relevant air quality standards for PMlo. However, it is clear that maximum 24 hour ground level concentrations arising from current emissions from the cocoa stack (c. 39 pg/m’), when added to the background levels (17 pdm’), are in breach of the National Air Quality Standard of 50 pg/m3.
The applicant proposes to install a stainless steel gauze particulate filter on the flue and to monitor the filter by means of a differential pressure sensor. Schedule B requires that 50% abatement of particulates be achieved by 30th October 2007, which the applicant claims is achievable by installing a particulate filter. The RD stipulates that maximum emission levels of 60 mg/Nm3 for particulates and 50 mg/Nm3 for TOC be attained by 30th June 2008.
i
’ EPA National Air Quality Monitoring results for a number of monitoring stations in the Dublin area measured between the years 1999 - 2005.
Page 6 of 12

Condition 6.14 requires the preparation of a test programme for abatement equipment installed to reduce particulate and TOC emissions from the Cocoa Stack.
Emissions to Sewer
The applicant currently discharges trade effluent to the foul sewer under licence from the Sanitary Authority (Reg. Ref. PCLS/23/96). Process and washdown water enters the on-site foul waste drain network and is routed via grease traps to the monitoring points (“Monitor 1” & “Monitor 2’7, located near the Cocoa Block (Block ‘K’). The wastewater streams then discharge to the Sanitary Authority sewer at emission point reference number SE-01. Monitoring of emissions to sewer is currently undertaken by the applicant using two flow proportional composite samplers at “Monitor 1’’ and “Monitor 2”.
Maximum discharges occur during washdown and cleaning-in-place (CIF’) operations. The wastewater is currently treated at four grease traps located in Blocks A, B, E and K. Each of the grease traps comprise three traps positioned in series. The treatment method used is Biological Aerated Filter Treatment. A biological concentrate (liquid microbial product) is pumped into the polyethylene filter media within the grease traps (1 litre per day). Air is pumped in to optimise microbial activity. This treatment maintains the effluent pH within the range 6 to 10 and reduces the load to the sewer.
A discharge request was issued to the Sanitary Authority (SA) under Section 99E of the EPA Acts 1992 and 2003. In their response, the SA has consented to the discharge, stipulating concentration and mass flow limits. Maximum permissible daily flow has been reduced from 700m3 to 450m3. Analysis of monitoring results for 2005 and 2006 shows that the flow recorded is generally below 300m3 per day, therefore the applicant should have no difficulty with the new limit. The SA specifies daily ‘mean’ concentration limits and daily ‘mean’ loading limits for BOD, COD, suspended solids, oils, fats and greases and phosphates. However, since the monitoring stipulated in the discharge consent for these parameters is based on a 24 hour flow proportional composite sample, it is considered that the figures should more appropriately represent concentration and mass load limits based on a 24 hour composite sample.
CIP operations are considered BAT for equipment cleaning, as described in the IPPC Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, (i.e., BREF Document). No overall conclusions were reached in preparation of the BREF document, as to whether it is better to treat wastewater from FDM installation on-site or off- site, except for some primary techniques. The primary techniques identified in the BREF Document include the removal of fat using a fat (grease interceptor) trap, if the wastewater contains animal or vegetable FOG (fats, oils and greases) and to apply neutralisation to strongly acid or alkaline waste water. At this installation, neutralisation by means of biological aerated filter treatment is currently undertaken at four individual grease traps. Schedule C.3.1 requires that treatment be carried out at five grease traps on-site.
The SA has stipulated a number of consent conditions which have been incorporated into the RD. Condition 5 requires that all cooling tower drains shall discharge to the foul sewer and Condition 11 stipulates that a log detailing the usage of all cooling water and boiler water treatment chemicals be maintained by the licensee and submitted to the Sanitary Authority on an annual basis and submitted to the Agency as part of the AER. The Sanitary Authority also proposes the following condition:
e Best Available Technology (BAT) for the relevant class (7.8) shall be used toprevent, minimise, manage and treat pollutants in the wastewater stream discharging to foul sewer under this consent. A report shall be prepared and submitted to the Agency and Dublin City Council within 6 months of the date of issue of this licence examining on-site and off-site BAT options.
Page 7 of 12

It is considered that the installation satisfies BAT, as discussed above and as confirmed under the section headed “Best Available Techniques (BAT)” below. Therefore, the RD does not include this specific condition. However, Condition 1 1 .14 requires the licensee to investigate and prepare a report which examines further options for prevention, minimisation, management and treatment of pollutants in the wastewater stream discharging to sewer, having regard to BAT. The report shall be submitted to the Agency and the SA within 6 months of the date of grant of licence.
Monitoring of emissions to sewer Schedule (2.3.2 stipulates the monitoring requirements for emissions to sewer. The emission point reference number SE-01 refers to the actual point of connection with the Sanitary Authority sewer. Sampling shall be undertaken upstream of SE-01 at sample points “Monitor 1” and “Monitor 2” where composite samplers shall sample each of the two streams separately and flow, pH and temperature .of each stream shall be continuously monitored. In order to demonstrate compliance with the emission limit values (mg/l) and mass emission limits (kg/day) stated in Schedule B.3, each twenty-four hour flow proportional composite sample taken from each of sample points “Monitor 1” and “Monitor 2” shall be analysed separately. The concentration of each sample shall then be multiplied by the respective flow rate and the results shall be added to give the mass emission (kg/day). The mass emission shall then be divided by the sum of the two flow rates to calculate the average concentration (mg/l) of the combined emission to sewer at SE-0 1.
Emissions to Waters
There are no process emissions to water from the installation.
Surface Water
Surface water run-off from hard-standing areas of the site and building roofs discharge to the Santry River which adjoins the site. There are three discharge points SW1, SW2 and SW3 to the River. SW2 and SW3 have isolating valves and manhole access for sampling. SW1 drains the pitch and putt course and is currently inaccessible for sampling.
The applicant notified the Agency of two incidents which occurred during the application process. The first of these occurred on 3/10/2006 when a lm3 container of glucose fell from a forklift truck on an internal road. The storm drains were isolated by shut-off valves and a waste contractor was employed to clean up the viscous liquid which had solidified on the internal road. The contractors then emptied the drainage system ensuring that no pollutant could enter the river system. The applicant has instructed forklift dnvers to use a sling to prevent container slippage in future. The second reported incident involved a Cocoa Bean delivery truck which entered the site on 24/1 U2006 and leaked diesel on internal roads from its fuel tank. The drains to the river were isolated via valves and the waste contractor was used to clean roads and drains. Training of site security personnel in undertaking a visual inspection of all delivery trucks was put in place to prevent recurrence. The response procedure for spills has been added to the site’s Emergency Procedures Manual.
Schedule C of the RD specifies the monitoring requirements for surface water discharges from the site, to include weekly visual inspection, pH, conductivity and COD sampling at SW2 and SW3. SW1 is not associated with a process area of the site and is not accessible. Therefore, monitoring at this point is not required.
The Santry River lies in Hydrometric Area 09 and discharges to the sea at Dollymount. In the Agency’s 2002 biological river quality monitoring programme the shallow upper reaches of this small urban stream were found to be seriously polluted at Clonshaugh Road Bridge (upstream of the Cadbury installation) and assigned a Q2 rating. The Agency’s downstream monitoring point for the river at Bettyglen (downstream of the Cadbury installation) was found to be inaccessible at the time of the survey. The RD does not require ambient river
Page 8 of 12

monitoring to be carried out, on the basis that only uncontaminated surface water run-off shall be discharged to the river and that the potential for contamination of the river from on-site activities is low. Condition 3.8 requires the licensee to undertake a firewater risk assessment within six months of the date of grant of licence to determine whether the activity should have a firewater retention facility. In the event that a significant risk exists for the release of contaminated firewater, the applicant shall prepare and implement a suitable risk management programme, with the agreement of the Agency.
Emissions to groundgroundwater
There are no proposed emissions to ground or groundwater. Domestic effluent arising from toilets, washrooms and canteen is discharged - separately from trade effluent discharge - to Sanitary Authority sewer for treatment at Ringsend Waste Water Treatment Plant. There are no groundwater boreholedwells on-site and there is no known contamination of the site. Condition 6 requires the applicant to carry out integrity testing of all underground pipes, tanks and bunding structures and containers within twelve months of the date of grant of licence and every three years thereafter.
Waste
e Hazardous
Hazardous waste streams include deodoriser fat, geadengine oil, laboratory chemical waste and waste detergents. The deodoriser fat is stored in IBCs in a designated compound. Hazardous laboratory wastes are stored in a dedicated hazardous materials storage area in bunded chemical storage containers. These are collected and either recovered or disposed of off-site by authorised contractors. Waste oil is stored in a Waste Oil Tank and is collected for recovery.
e Non-hazardous
Non-hazardous wastes generated on the site include: canteen waste, cardboard, plastics, paper, timber pallets, aluminium and scrap metal. These are segregated and stored in the dedicated non-hazardous waste management area. Plastic and cardboard packaging waste is baled on site for recycling off-site. Laminated packaging, i.e. the confectionary wrappers containing plastic and aluminium foil, is compacted on-site and is incinerated in a waste to energy plant abroad. Re-usable waste food product is used as animal feed, (c. 90 tonnes per month). Non re-usable food waste is sent to landfill. Cocoa shell waste, (c. 80 tonnes per month), is sent off-site for use in the horticultural sector as a fertiliser. Green waste from the landscaped grounds is transported by permitted contractor for cornposting off-site. Grease traps are emptied approximately every four weeks by authorised contractor. This waste, (c.10m3 per month), is transported off site for anaerobic digestion at a permitted site (WMP' 5/2000), BEOFS, Camphill Community, Ballytobin, Co. Kilkenny. Condition 1 1.10 requires the applicant to maintain a full record of the ultimate disposalhecovery destination facility for waste sent off-site for disposal/recovery and its appropriateness to accept the consigned waste stream, to include its permitAicence details and issuing authority, if required.
Noise
The site is located in a built-up industrial area with nearest domestic residences located opposite the entrance gate on the Old Malahide Road. The main noise sources on-site include the air compressors, air cooled chillers and cooling tower fans. Additional potential noise is generated by the fire pump and generators when operated as part of emergency drills. There have been no complaints 1odged.with the applicant in relation to noise in recent years.
\
The applicant has supplied the results of noise monitoring at five locations on the site boundary. Measurements were taken during daytime (1 1.30hrs - 16.30 hrs) and night-time (04.00 hrs - 06.00 hrs) hours between 3Ist October and 2"d November 2006. The standard daytime and night-time limits (55/45dB(A)) which are set for an industry operating in accordance with Best Available Techniques were exceeded at four of the five monitoring
Page 9 of 12

points. The results show daytime Le, ranges from 5 1.1 to 67 dB(A) and night-time Le, ranges from 43.4 to 57.3 dB(A). No tonal assessment of noise emissions was undertaken by the applicant. The installation is bounded on three sides by busy roads and traffic was identified as the main source of noise emissions during all sampling periods.
Schedule B.4 imposes limits of 55/45 dB(A) LAeq(30 minutes) at the site boundary to be monitored annually in accordance with the requirements of Schedule C.5. Condition 6.12 requires the licensee to undertake an annual noise survey and to prepare a programme for the mitigation of identified tonal and impulsive noise sources within twelve months of the date of grant of licence.
Nuisance
The applicant has identified moths as the most common pests on the site. The moths are known as Cocoa Moths, Ephista elutella. The juvenile stage of the moth reaches the factory in the raw material (cocoa beans). The applicant undertakes routine pest control as part of its quality control procedures. Moth control is undertaken using the insecticide Pybuthrin, which is assigned a risk phrases R5 1/53, (Toxic to aquatic organisms, may cause long-term adverse effects in the aquatic environment). Condition 5.4 requires the control of such nuisances at the installation without causing environmental pollution.
Use of Resources
0 Fuel
There is one main boiler on-site, the Babcock Boiler (12 MW), and a standby Danks boiler (8.8MW). There are boilers and heaters which provide process heating, space heating and domestic hot water and are considered minor emissions. All boilers and heaters operate on natural gas. The Babcock and Danks boilers can operate on gas oil if the need arises and are fired on oil for c.30 minutes each month to test their operability.
The applicant has been proactive in its approach to investigating measures for minimising energy consumption. A management strategy to achieve a 1% energy reduction per tonne of product produced over the five-year period from 2005 has been commenced.
0 Energy
The energy sources used are electricity, gas oil and water. The energy consumed in 2005 was 57.8 gigawatt-hours based on consumption of gas and electricity.
0 Water
Water supply is from the Dublin City Council mains supply. Water is used in some processes, such as making caramel and crkme. Water is also used for washing moulds and floors, for heating systems and for cooling tower make-up. There are nine cooling towers on- site which supply cooled water to refrigerant plants. The risk of a Legionella bacterial growth means that these towers must be regularly treated with chemicals to prevent an outbreak of Legionnaires’ Disease. Bacterial testing is carried out on a monthly basis.
0 Materials
Raw materials used on-site include food ingredients in the following categories: acidity regulators, cereals, cocoa, colour, confections, dairy products, fats and oils, flavours, sweeteners, fruit and nuts. Other materials used include: chemicals used in the analytical and microbiological laboratories, cleaning materials and pest control chemicals. Refngerant gases used on-site include R-134a and R-22. R-22 is a HCFC refrigerant used in evaporators and air dryers on the site. It is an ozone-depleting substance and its use is to be phased out in accordance with the Control of Substances that Deplete the Ozone Layer Regulations 2006, S.I. No. 281 of 2006. Condition 6.17 of the RD requires the applicant to meet its user responsibilities in accordance with Article 8 of S.I. No. 281 of 2006 and amendments.
Page 10 of 12

Compliance with European Union Directives
IPPC Directive (1996/61/EC) This installation falls within the scope of Category 6.4(b) - Treatment and processing intended for the production of food products from animal raw materials (other than milk) with aFnished product production capacity greater than 75 tonnes per day - of Annex I of Council Directive 96/6 1/EC concerning integrated pollution prevention and control.
The Recommended Determination (RD) as drafted takes account of the requirements of the Directive. In particular, Condition 7 Resource Use and Energy EfJiciency provides conditions dealing with water, energy and raw materials use, reduction and efficiency on site. BAT is taken to be represented by the technologies described in the IPPC Reference Document on Best Available Techniques in the Food, Drink and Milk Industries, August 2006.
Large Combustion Plant Directive (200 1/1 80WC) The Large Combustion Plant Directive 2001/80/EC applies to combustion plants with a rated thermal input of equal to or greater than 50 MW, irrespective of the fuel used (solid, liquid or gaseous). The installation's combined thermal input falls below this threshold.
Seveso Directive (1 996/82/EC) An assessment of on-site storage shows that the activity is not one which falls under the scope of European Communities (Control of Major Accident Hazards Involving? Dangerous Substances) Regulations (S.I. No. 74 of 2006), i.e., the activity does not require compliance with Articles 6,7 and 9 of the Seveso I1 Regulations.
Emissions Trading Directive (2003/87/EC) The installation was granted a Greenhouse Gas Emissions Permit, (Reg. No. IE-GHG097-02), for combustion installations with a rated thermal input exceeding 20 MW, in accordance with Articles 5 and 6 of the European Communities (Greenhouse Gas Emissions Trading) Regulations, 2004 (S.I. No. 437 of 2004).
Habitats Directive (1 996/43/EC) & Birds Directive (1 979/409/EEC)
The installation is located in an area that consists predominantly of light industry and residential developments. There are no designated habitats in the vicinity of the installation. The River Santry, which flows alongside the installation, discharges to North Dublin Bay. North Dublin Bay is a Special Area of Conservation (Site Code 206), designated under the EU Habitats Directive (92/43/EEC). The area is also designated under the Birds Directive (1979/409/EEC) as North Bull Island Special Protection Area (Site Code 4006). The applicant does not discharge process effluent to the River Santry. Therefore, there are no likely environmental impacts on this designated area arising from activities on-site.
Best Available Techniques (BAT)
I have examined and assessed the application documentation and I am satisfied that the site, technologies and techniques specified in the application and as confirmed, modified or specified in the attached Recommended Decision comply with the requirements and principles of BAT. I consider the technologies and techniques as described in the application, in this report, and in the RD, to be the most effective in achieving a high general level of protection of the environment having regard - as may be relevant - to the way the installation is located, designed, built, managed, maintained, operated and decommissioned.
Fit & Proper Person Assessment
The Fit and Proper assessment requires three elements of examination:
. c
- Technical Ability
- Legal Standing
Page 11 of 12

- Financial Standing I
The applicant has submitted a copy of the knnual Review and Summary Financial Statement 2005 published by C a d b e Schweppes PLC together with a covering letter from the Finance Director stating that the financial statements of Cadbury Ireland Limited> are consolidated into the Group’s Statements. The applicant or other relevant person has had no convictions under relevant environmental legislation. The applicant and relevant staff possess the requisite technical knowledge and environmental management experience. It is my view that the applicant can be deemed a Fit and Proper person for the purpose of this licence.
Submissions
There were no submissions in relation to this application.
Recommended Determination (RD)
The RD gives effect to the requirements of the Protection of the Environment Act 2003.
Charges
The recommended charge for this installation, based on the predicted enforcement effort, is €10,760.
Recommendation
I recommend that the Proposed Determination be issued subject to the conditions and for the reasons as drafted in the RD.
Signed,
\! 6‘ % Ciara Maxwell
Procedural Note
In the event that no objections are received to the Proposed Determination of the application, a licence will be granted in accordance with Section 87(4) of the Environmental Protection Agency Acts 1992 and 2003 as soon as may be after the expiration of the appropriate period.
’
Page 12 of 12