1 mislabel prevention: an integrated & multi- faceted approach george e. dunaif, ph.d., dabt...
TRANSCRIPT

1
Mislabel Prevention: An Integrated & Multi-
faceted ApproachGeorge E. Dunaif, Ph.D., DABT
VP-Global Food Safety
2
Mislabeling Control Strategy
1. Successful label application - begins with label design
2. Supported by label supplier
3. Label receipt controls
4. Label storage procedures
5. Label delivery cross-checks
6. Label Operator Training and functional checks
7. Maintained through rigorous Plant site controls
8. Leverage Technology to assist Operator
9. Audit to maintain gains
Multi-Faceted Layered Approach
3
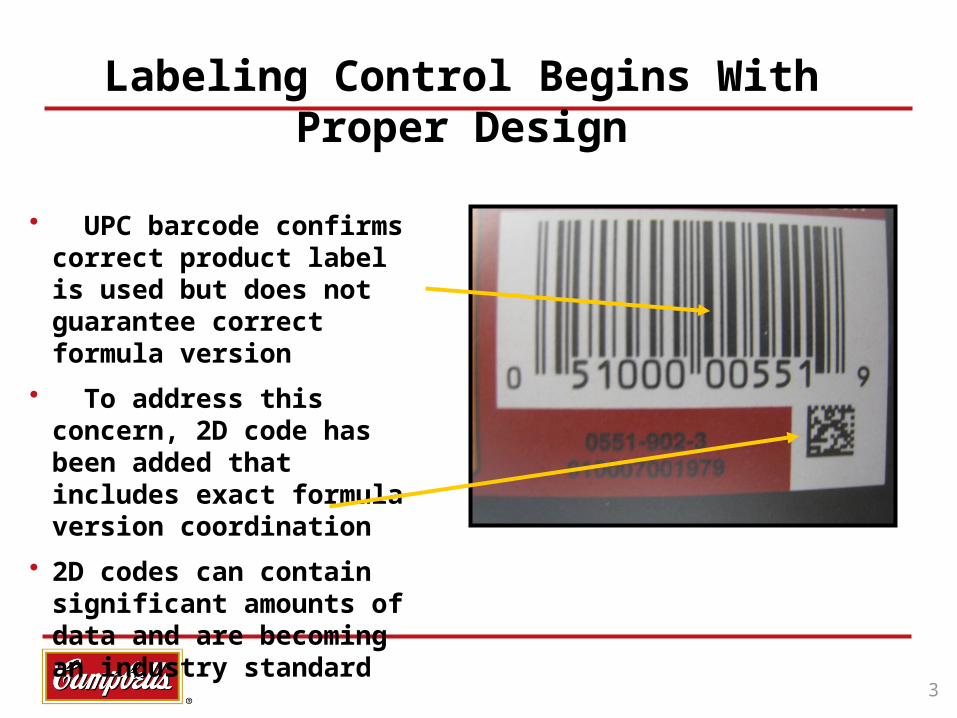
• UPC barcode confirms correct product label is used but does not guarantee correct formula version
• To address this concern, 2D code has been added that includes exact formula version coordination
• 2D codes can contain significant amounts of data and are becoming an industry standard
Labeling Control Begins With Proper Design
4
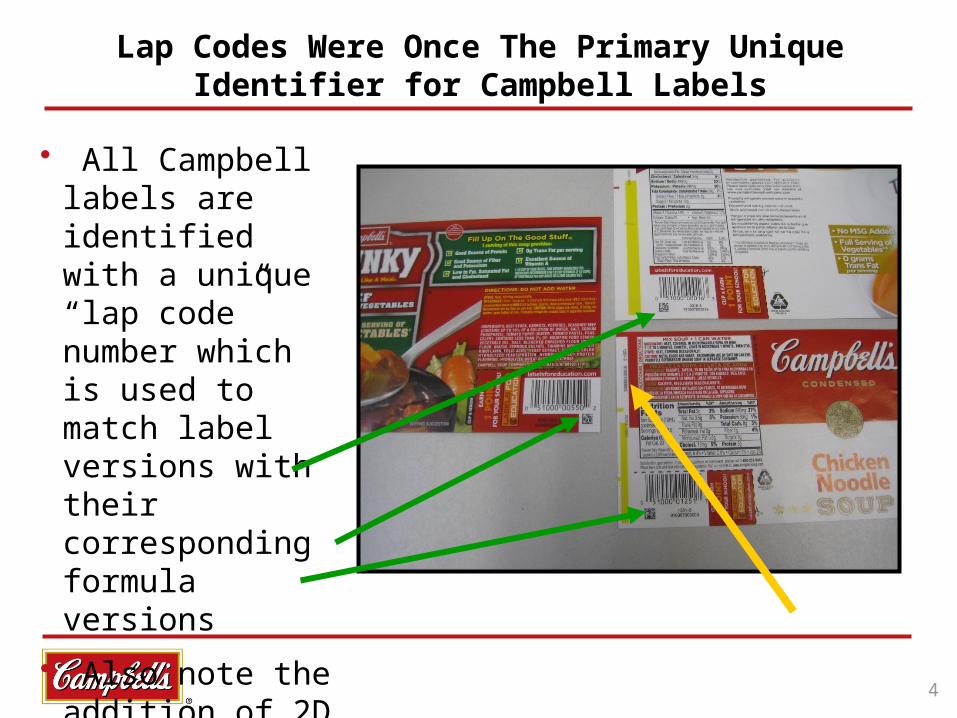
• All Campbell labels are identified with a unique “lap code” number which is used to match label versions with their corresponding formula versions
• Also note the addition of 2D code next to traditional UPC barcode
Lap Codes Were Once The Primary Unique Identifier for Campbell Labels

5
Paper Copies and Associated Approvals are Maintained in All Plants and the WHQ

6
• Incoming pallets of labels are treated as secure items
Security and Control of Labels is Carefully Maintained within the Plant

7
• Label cases must be factory sealed with tape unique to the supplier
• Each pallet delivery contains only one label variety. No mixing of labels on a pallet.
Security and Control of Labels is Maintained during Shipment to and Storage at the Plants

8
• Continuous Roll labels are treated in the same manner
Roll Stock Labels are Utilized on Some Products

9
• Each label case from the supplier displays all pertinent identification information on the outside of each case
Secure Boxes of Labels do NOT need to be Opened Prior to their Use
10
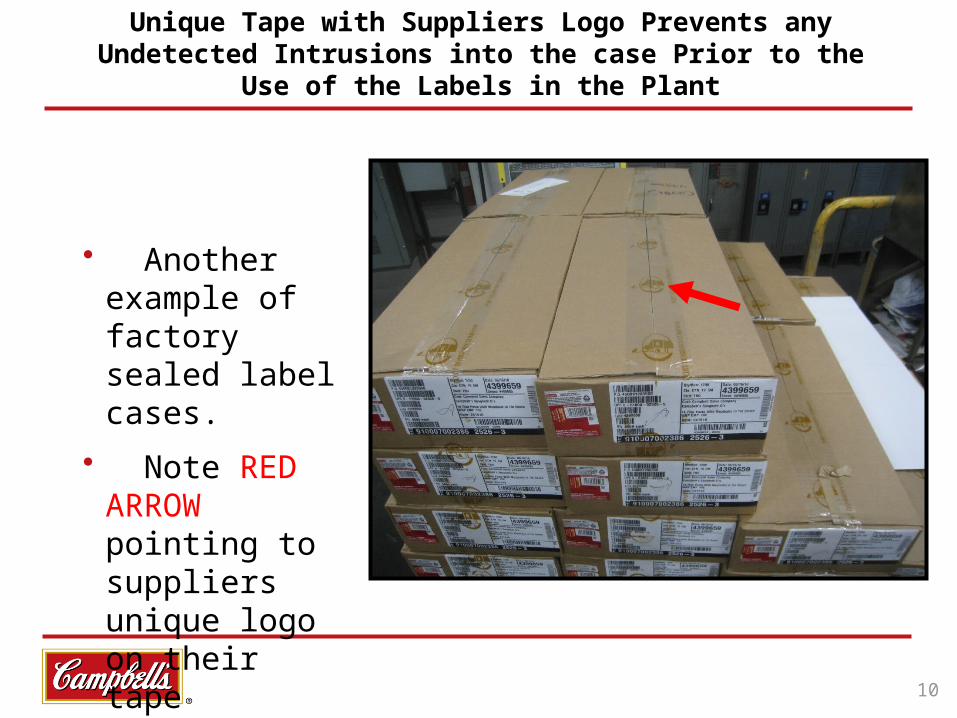
• Another example of factory sealed label cases.
• Note RED ARROW pointing to suppliers unique logo on their tape
Unique Tape with Suppliers Logo Prevents any Undetected Intrusions into the case Prior to the Use of the Labels in the
Plant
11
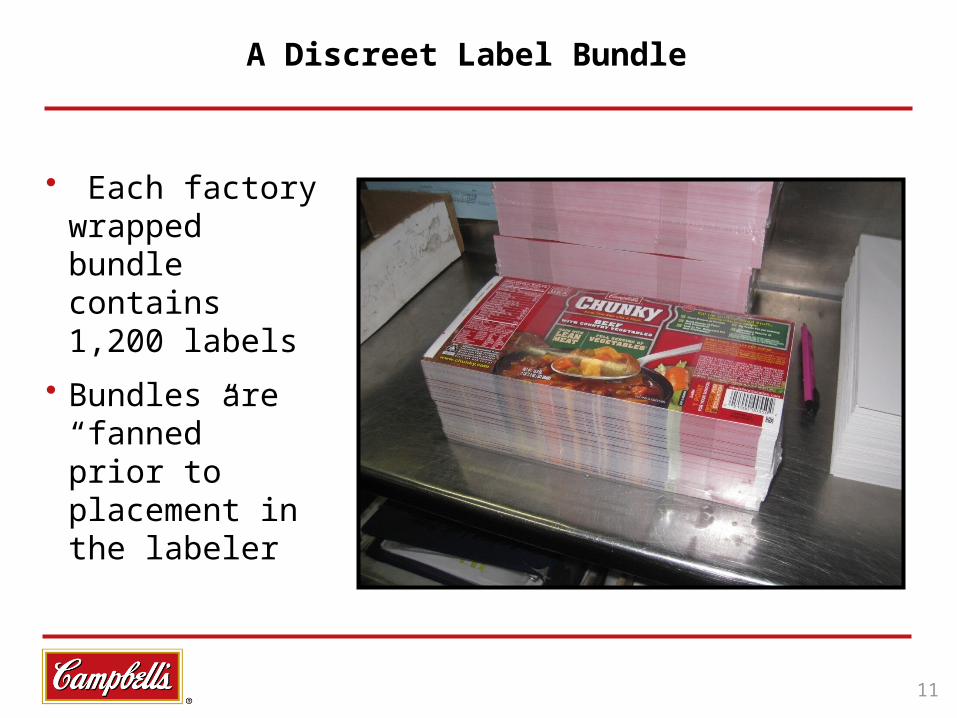
• Each factory wrapped bundle contains 1,200 labels
• Bundles are “fanned” prior to placement in the labeler
A Discreet Label Bundle
12
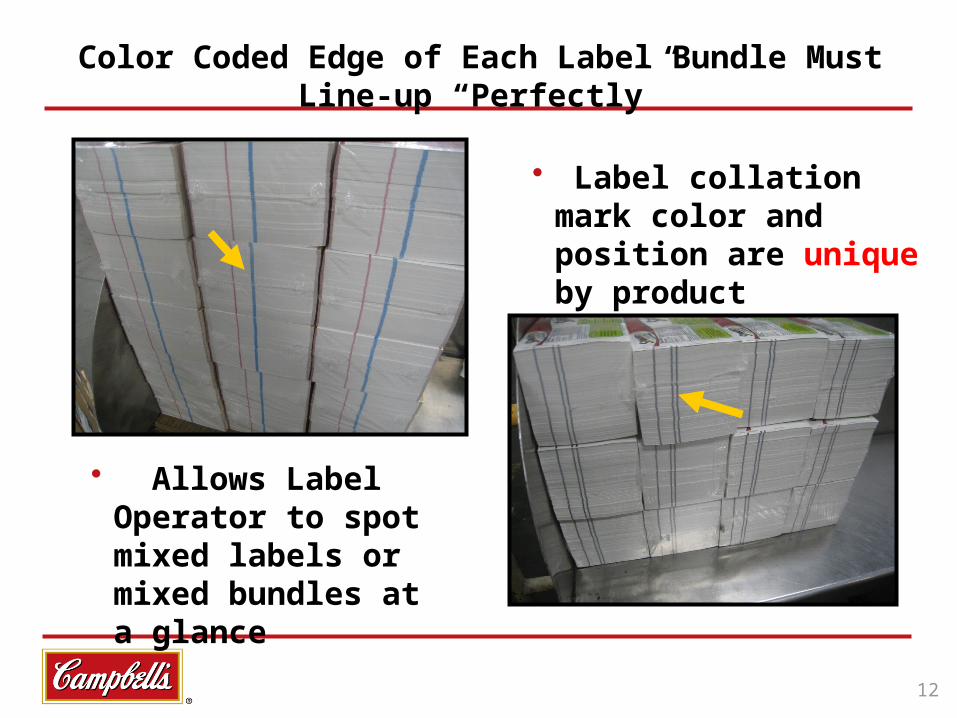
• Label collation mark color and position are unique by product
• Allows Label Operator to spot mixed labels or mixed bundles at a glance
Color Coded Edge of Each Label Bundle Must Line-up “Perfectly”
13
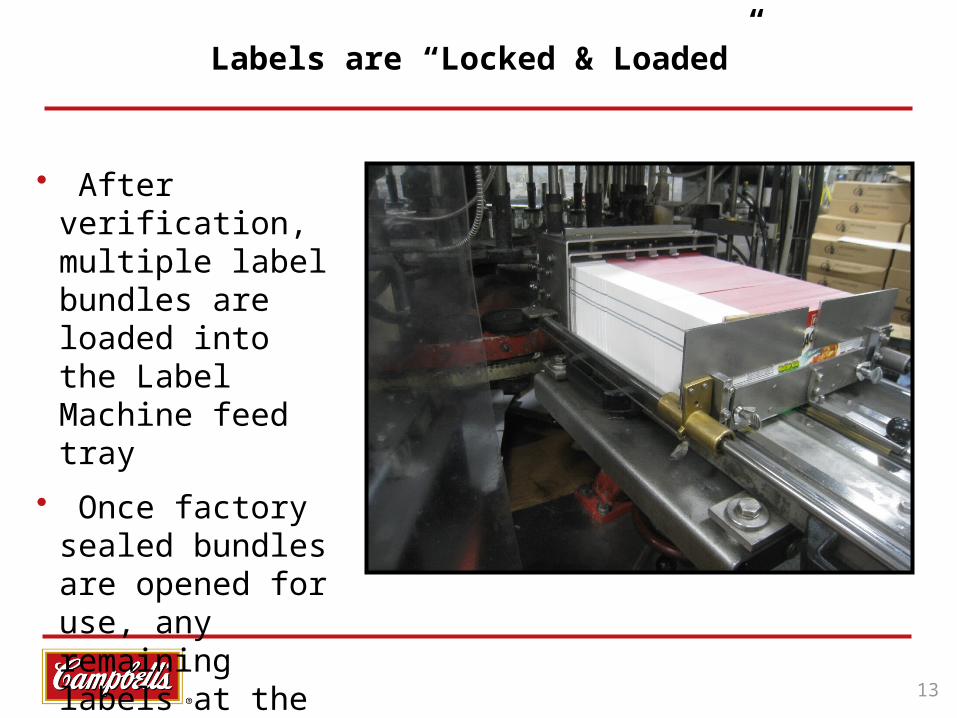
• After verification, multiple label bundles are loaded into the Label Machine feed tray
• Once factory sealed bundles are opened for use, any remaining labels at the end of a run must be discarded
Labels are “Locked & Loaded”

14
• A label sample from the top and bottom of each bundle is inspected for the correct “Lap Code”. These labels are initialed by the Label Machine Operator and retained. Results are recorded on a traditional checksheet.
• In addition, an independent double-check of the retained and initialed labels is conducted and recorded
• These HACCP Critical Control Point checksheets are then scrutinized by a Quality Department Records Reviewer before product is allowed to ship
Check Sheets are Checked and then Checked Again
15
• After confirmation that each container entering the label machine is correct, each label is scanned at high speed to verify the correct label is being used. Red LED lights are focused on each label to assist in scanning accuracy
• Both the vision system and the label scanner are set-up via a central computer system
Scanner Technology is Utilized to Assure that the Correct Labels are being Utilized
16
• Placards are placed at key areas at each label line that clearly identify the correct product code being labeled
• Each Campbell product has its own unique code
Each of the Unique Product Codes Are Displayed at the Line as the Product is Produced & Labeled
17
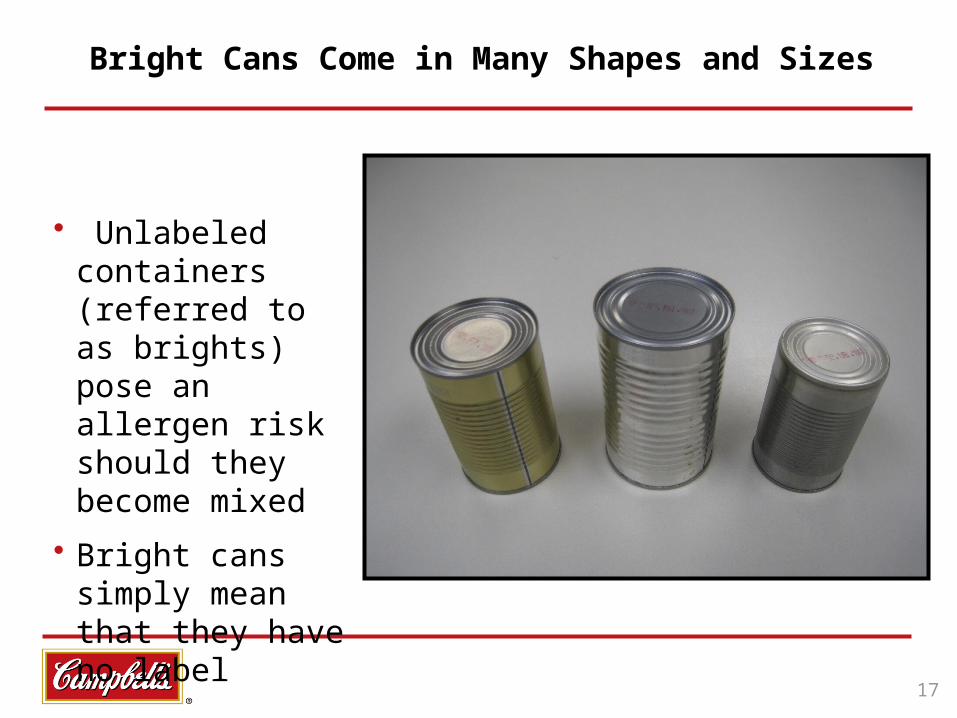
• Unlabeled containers (referred to as brights) pose an allergen risk should they become mixed
• Bright cans simply mean that they have no label
Bright Cans Come in Many Shapes and Sizes
18
• Another example of “bright” cans. Entire pallets like this pose an even greater threat should they become mixed
• So how do we identify container contents if no label is present?
Bright Stacking is a Common Practice in the Canned Food Industry
19
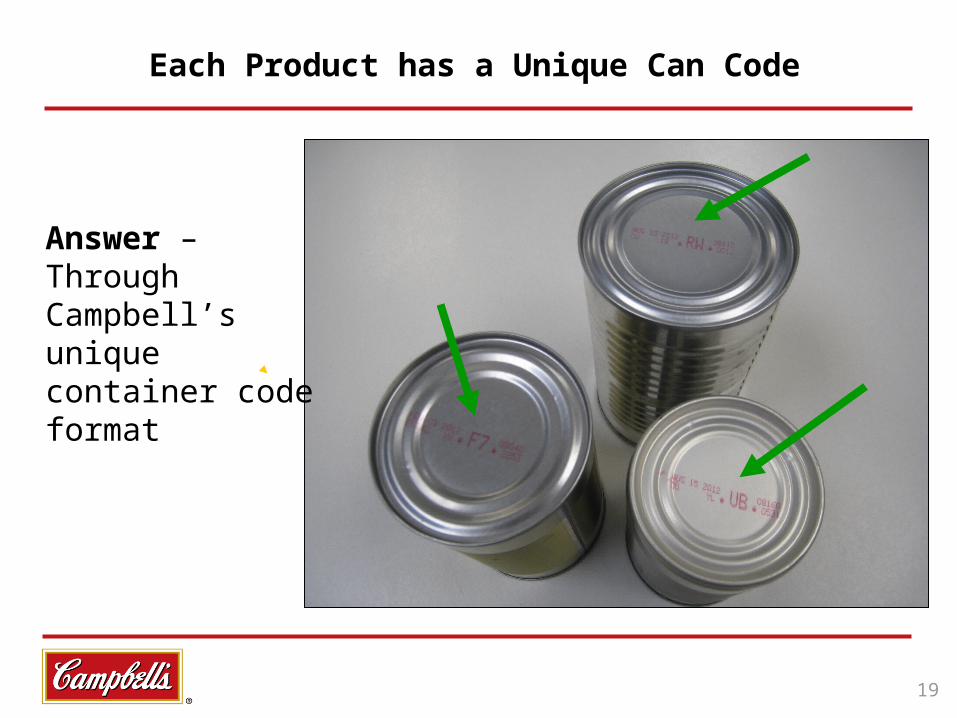
Answer – Through Campbell’s unique container code format
Each Product has a Unique Can Code
20
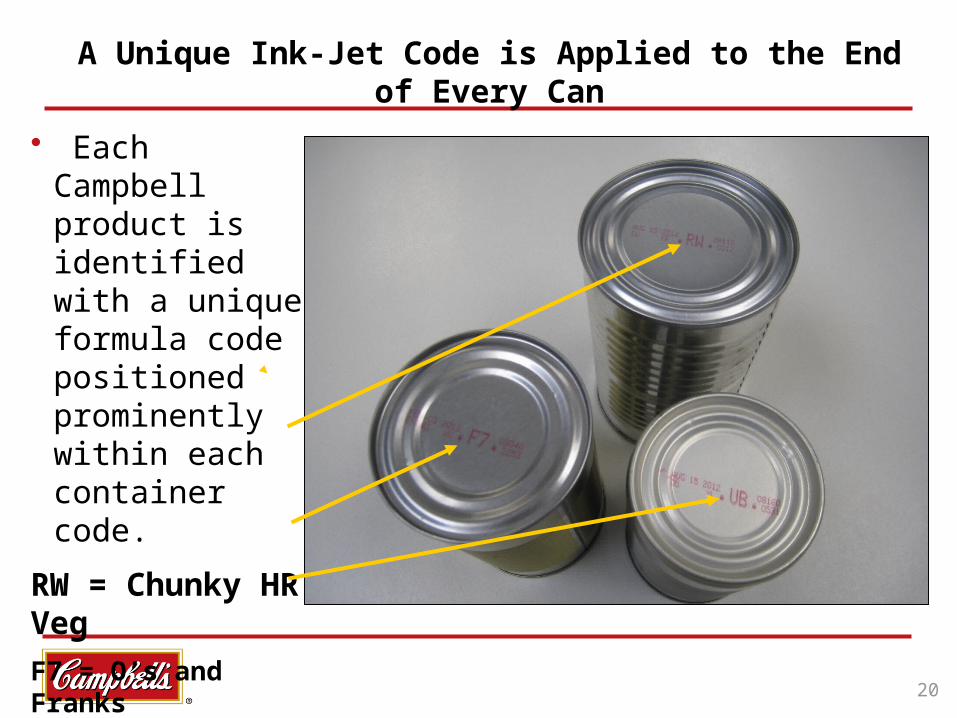
• Each Campbell product is identified with a unique formula code positioned prominently within each container code.
RW = Chunky HR Veg
F7 = O’s and Franks
UB = Broc Cheese
A Unique Ink-Jet Code is Applied to the End of Every Can
21
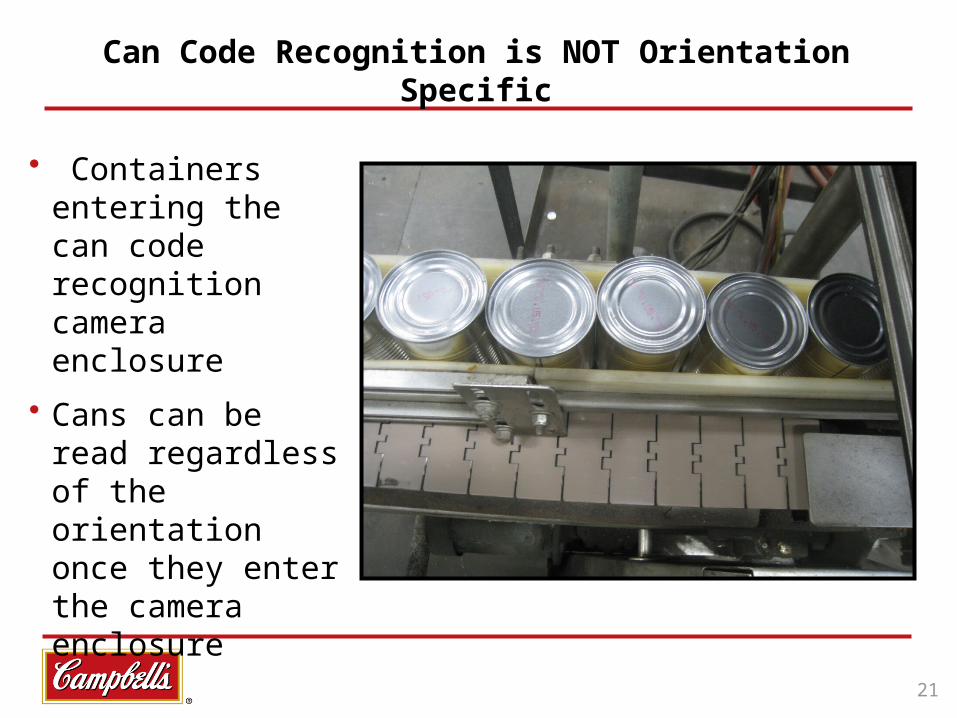
• Containers entering the can code recognition camera enclosure
• Cans can be read regardless of the orientation once they enter the camera enclosure
Can Code Recognition is NOT Orientation Specific
22
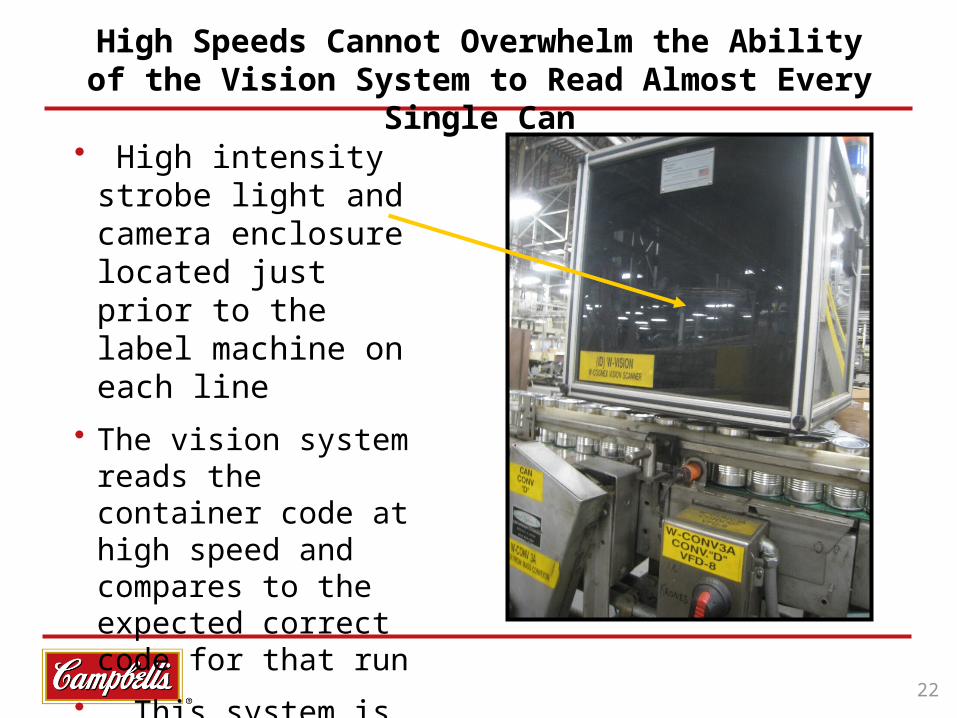
• High intensity strobe light and camera enclosure located just prior to the label machine on each line
• The vision system reads the container code at high speed and compares to the expected correct code for that run
• This system is capable of handling Campbell’s highest speed label lines, approaching 20 cans/second
High Speeds Cannot Overwhelm the Ability of the Vision System to Read Almost Every Single Can

23
• Character recognition system (Cognex Corp) searches each container code for the unique product identifier. In this example, U5. If code matches, a green pass decision is displayed.
• For any mis-match condition, a full emergency stop condition is triggered
The Vision System Reads and Reacts to Each Can Code with Great Fidelity
24
• After all this effort to catch even single can mislabel events, how do we ensure they will be managed properly?
• Answer: Badge Scan Reset System. Only select authorized employees, primarily management, are allowed to restart a line after an emergency stop
Only Authorized Individuals Can Reset the System
25
• Campbell’s Barcode & Vision System main set-up screen
• Custom developed for Campbell Soup
Main Screen makes Controlling and Monitoring System Performance and Activities Simple
26
• Each production line is remotely monitored
• Top half of screen displays barcode read performance
• Bottom half of screen displays can code recognition system performance
Performance of Barcode Reader and Can Code Recognition can be Monitored in Real Time on the Plant Floor
27
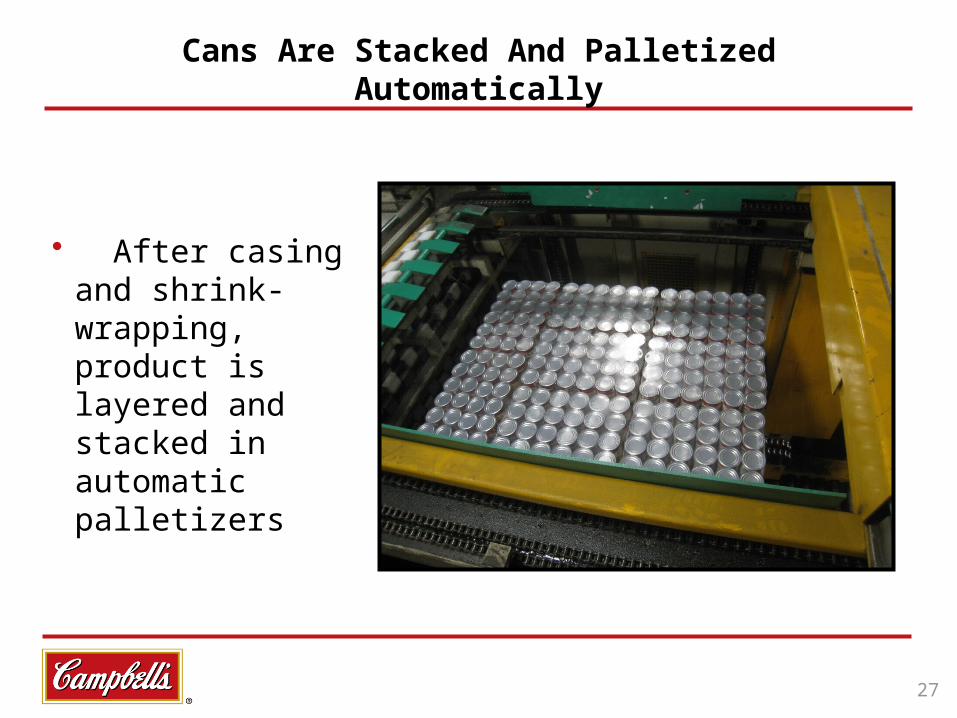
• After casing and shrink-wrapping, product is layered and stacked in automatic palletizers
Cans Are Stacked And Palletized Automatically

28
• Each pallet receives a computer
generated “License Plate” containing pertinent ID and
manufacturing data
Unique Identification & Key Information on Each Pallet
29
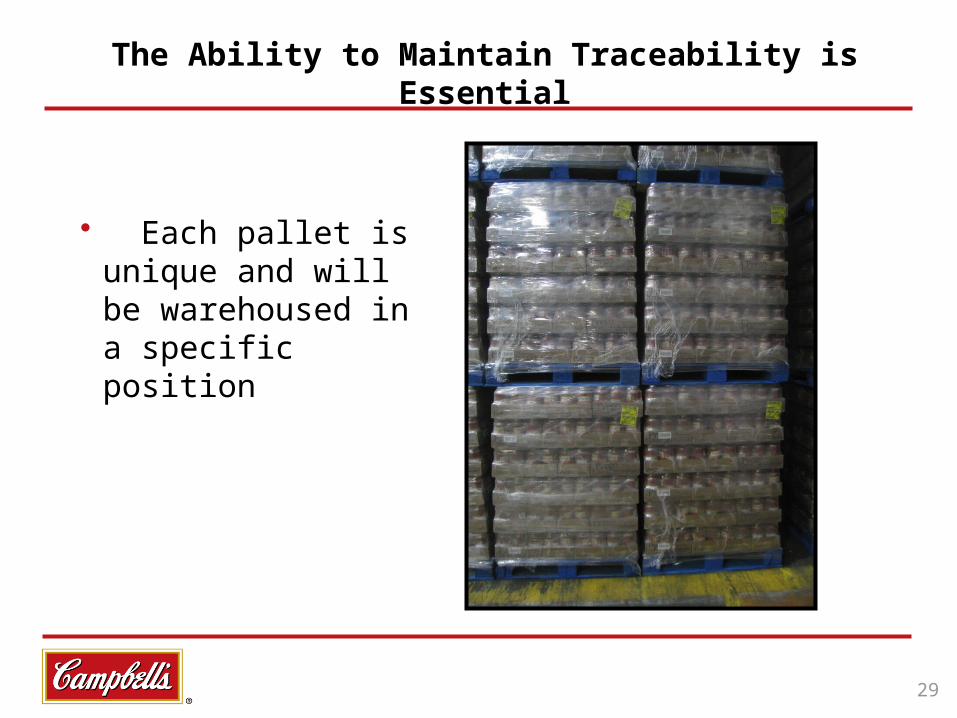
• Each pallet is unique and will be warehoused in a specific position
The Ability to Maintain Traceability is Essential
30
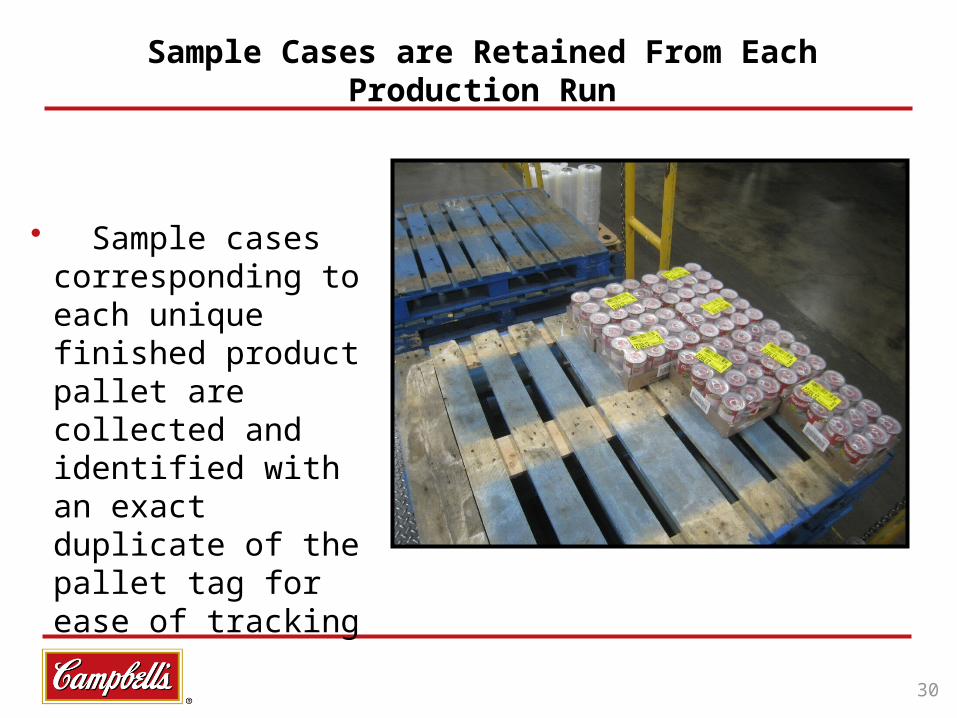
• Sample cases corresponding to each unique finished product pallet are collected and identified with an exact duplicate of the pallet tag for ease of tracking
Sample Cases are Retained From Each Production Run
31
Food Safety Review – Current Practices And Future Plans to prevent or eliminate…
Finished Product Mislabeling: Performance Metrics
Real-time Performance Can Code Reader, Barcode Scanner, Performance
Badge Scan Reset Sensor
32
Summary
• Mislabel Prevention is a Top Priority for Campbell who has pioneered this advanced Vision System
• This food safety system is multi-faceted and integrated• Redundant checks involving the interface of both quality systems and
human oversight• System is capable of handling high throughput• Traceability is maintained along the continuum, including at the
finished product level• Campbell is a highly engaged partner who worked closely with key
suppliers, Cognex, Matrix and Tactical Controls in order to build a robust and highly accurate system that is now being marketed worldwide by these vendors

33
Acknowledgement & Thank You
• Craig Newberg, Plant Quality Manager, Napoleon, OH, the “father of the Vision System”
• Bryan Williams, Quality Manager-East Plant, Napoleon, OH, chief photographer
• Steve DeMuri, Sacramento Plant
• Ann Gasiorek, Global Quality Assurance & Food Safety
• Tom Braydich, WHQ Engineering
• Many, many others in the Supply Chain/Operations Quality and Global Quality Assurance & Food Safety teams within Campbell and our external partners who have made the Vision System a great food safety success story
• Thank you to all!