1 bms confidential pubd 13745 green process analysis for solvent reduction in pharmaceutical...
TRANSCRIPT

1BMS Confidential PUBD 13745
Green Process Analysis for Solvent Reduction in Pharmaceutical Synthesis
C. Stewart Slater and Mariano J. Savelski, Rowan University, Department of Chemical Engineering,
Glassboro, NJ
The 11th Annual Green Chemistry & Engineering Conference
U. S. Environmental Protection Agency - Region 2
New York, NY March 17, 2010
Adapted from the following papers:
Slater and Savelski, Trends in Solvent Management in the Pharmaceutical Industry”, Paper 656a, 2009 Meeting of the American Institute of Chemical Engineers, Nashville, TN, November, 2009.
Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.

2BMS Confidential PUBD 13745
Academic-Industrial Interaction
• Process case studies with a green chemistry and engineering component
• Three pharmaceutical company partners– Bristol-Myers Squibb*– Novartis– Pfizer
• Project outcomes show P2 impact– Waste reduced– Energy saved– Carbon footprint reduced– Cost saved
• “Paper-projects” / design-based, experimentally-based or combination thereof
B
R
P
N
Slater and Savelski, “Partnerships between Academia and the Pharmaceutical Industry to Advance Green Engineering,” EPA Conference on Creating Business Value: Green Quality through Green Chemistry and Green Engineering in the Pharmaceutical Industry, New York, NY, January 2008

3BMS Confidential PUBD 13745
Pharmaceutical Industry
• Highly regulated
• Long R&D timeline
• Batch processes
• High valued final product – API (Active Pharmaceutical
Ingredient)
• High E-factor– High solvent use and waste
generated per final product

4BMS Confidential PUBD 13745
Typical Drug Synthesis – “Campaigns”
• Multi-step transformations – Intermediate compounds
• Isolations (purification)
ReactionCrystallization/
Recrystallization
Filtration or Wash Step
DIstillation
R-1API
WasteWaste
I-1 I-1
Crystallization/Recrystallization
I-5I-5
S-16R-5 S-15S-2S-1
Filtration
Waste
S-17
I-5
Reaction
I-1I-5
S = Solvent – vary in number and complexity for each stepR = Reactant – vary in number and complexity for each stepI = IntermediateAPI = Active Pharmaceutical Ingredient

5BMS Confidential PUBD 13745
Solvent Issues
• Solvent use can account for up to 80-90% of total mass of an API synthesis
– Majority are organic solvents
• Solvent costs over life cycle
– Pay to purchase
– Pay to use (energy and associated costs)
– Pay to dispose
• E-Factor 25->100 kg/kg of API
• Not optimal by any standard
• Practice green chemistry & engineering
Sheldon, Chem Ind, 1 (1997) 12Slater and Savelski, J. Environ. Sci. Health, A42, 1595-1605, 2007

6BMS Confidential PUBD 13745
Methanol
Dichloromethane
Toluene
Acetonitrile
Chlorobenzene
N-Butyl Alcohol
N-Methyl-2-Pyrrolidone
N,N-Dimethylformamide
Ammonia
Formic Acid
Various Other Solvents
Pharma Industry Profile
• US EPA Toxic Release Inventory (TRI) 2008
• 88 MMkg waste
• Top ten solvents account for 72% of waste
TRI.NET. Washington (DC): Environmental Protection Agency (US), Office of Environmental Information. 2009 - [modified 12/5/2009, cited 2/23/2009].

7BMS Confidential PUBD 13745
LCA System Boundaries
Raw Materials
Solvent Manufacturing
Utilities
APIManufacture
Waste Incineration
Emissions
Emissions
Emissions
Emissions
Slater and Savelski, Innov. Pharma. Tech., 29, 78-83, 2009

8BMS Confidential PUBD 13745
Life Cycle Assessment Tools
• SimaPro 7.1 (Pré Consultants, Amersfoort, Netherlands)
– Features a large database of chemicals, materials, and processes (utilities)
– Generate modular LCAs for processes
– LCIs of raw material and energy use; emissions to the air, water, and ground
– Analysis of green house gas (GHG) emissions
• Ecosolvent (Safety and Environment Group, Zurich, Switz.)
– Moderate size database of chemicals
– Used to generate LCAs for waste solvent treatment and compare options

9BMS Confidential PUBD 13745
Solvent Manufacture
45%Incineration
55%
– Basic Life Cycle Analysis
– Shown for typical solvent manufacture
– Waste Incineration w/ energy recovery – still method commonly used
– Neglecting in-process use
Major Waste Contributions

10BMS Confidential PUBD 13745
Water6%
Air94%
Solvent Life Cycle Inventory
Total Raw Materials Used* kg 1.74
Total Water Used kg 1506
Total Cumulative Energy Demand MJ-Eq 65.1
Total Air Emissions kg 1.78
CO2 Emissions kg 1.75
CO Emissions kg 2.61E-03
Methane Emissions kg 1.28E-02
NOX Emissions kg 4.42E-03
NMVOC Emissions kg 1.97E-03
Particulate Emissions kg 1.40E-03
SO2 Emissions kg 5.89E-03
Total Water Emissions kg 1.22E-01
VOC Emissions kg 5.01E-07
Total Soil Emissions kg 1.66E-04
Total Emissions kg 1.91
*Excluding water
Based on manufacture of 1 kg of Generic Solvent
Soil <0.01%
CO2 is 92% of life cycle emissions

11BMS Confidential PUBD 13745
Green Chemistry and Engineering
• Greener solvent selection / solvent substitution
– Elimination of highly hazardous solvents
• Solvent reduction– Recovery techniques– Novel approaches to separations– Telescoping– Novel reaction media (ionic liquids)– Biocatalytic routes– Solid-state chemistry
Slater and Savelski, Trends in Solvent Management in the Pharmaceutical Industry”, Paper 656a, 2009 Meeting of the American Institute of Chemical Engineers, Nashville, TN, November, 2009.

12BMS Confidential PUBD 13745
Rowan University Clinics
• Modeled after medical schools
• Student-faculty problem solving teams
• Applied research, development, design
• Partnership: Industry, Federal/State Agency, Foundation
• Multidisciplinary
• Two 3 hour labs/wk, 1 hr/wk meeting with professor/industry
• Both semesters of Junior & Senior year and Masters students

13BMS Confidential PUBD 13745
Rowan’s Project Based Curriculum
Industry
Courses
Clinics

14BMS Confidential PUBD 13745
• Development of greener adsorption process for pharmaceutical synthesis at East Hanover, NJ R&D facility
• Heck coupling reaction used to produce pharmaceutical intermediate, A3, for multiple drug syntheses
• Batch adsorption technique is currently used to remove palladium (Pd) catalyst from a reactor producing drug intermediate; A3
– Requires solvent and detergent rinses
Novartis Project

15BMS Confidential PUBD 13745
• Proposed greener fixed bed adsorption design is more efficient in Pd removal, reduces solvent and waste
• Evaluate potential impact; lab scale process run at R&D facility was scaled-up in a simulation and analyzed for economic impact and environmental footprint
Green Approach

16BMS Confidential PUBD 13745
Batch Adsorption – Base Case
• Scaling-up current process to 100 kg of A3 manufacturing scale
Reaction
150 kg A1
1 kg B1
5 kg B2
383 kg B3
155 kg Ay
72 kg A2
P-5
Adsorption
Activated carbon120 kg
P-7
Cleaning
650 kg MeOH4,093 kg water
Micro-90
120 kg Activated carbon Crude Rxn. Mix
Cleaning Waste650 kg MeOH4,093 kg water
Micro-90Filtration
4-8 hr & 70 °C
Crude Rxn. Mix
w/ 100 kg A3
B1
B2
Palladium CatalystA1 + A2 + AX A3 + AY
17BMS Confidential PUBD 13745
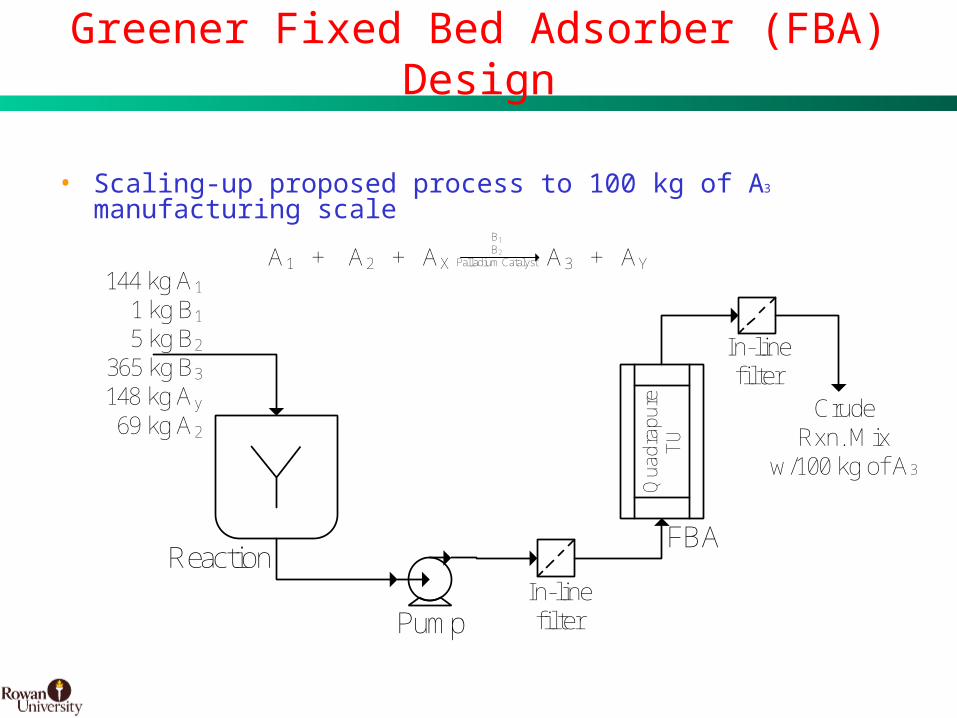
Greener Fixed Bed Adsorber (FBA) Design
• Scaling-up proposed process to 100 kg of A3 manufacturing scale
Reaction
144 kg A1
1 kg B1
5 kg B2
365 kg B3
148 kg Ay
69 kg A2
PumpIn-linefilter
FBA
In-linefilter
Crude Rxn. Mix
w/100 kg of A3
Qua
drap
ure
TU
B1
B2
Palladium CatalystA1 + A2 + AX A3 + AY

18BMS Confidential PUBD 13745
Comparison of Two Processes
Significant methanol solvent reduction: 31,850 kg/yrSignificant water savings: 160,433 kg/yrValues shown are kg/yr for annual production of 4,900 kg A3

19BMS Confidential PUBD 13745
Economic Comparison
$1,558,000
$597,000
80 %
32 %
4 %
64 %
18 %2 %
*Values shown are kg/yr for annual production of 4,900 kg A3

20BMS Confidential PUBD 13745
Life Cycle Inventory
Component Base Case(kg/yr)
FBA(kg/yr)
Reduction(kg/yr)
%
Raw Materials
406,000 22,400 383,600 94
Process Utilities
665 146 519 78
Disposal 81,600 4,700 76,800 94
TOTAL 488,300 27,200 460,900 94
CO2 315,700 18,600 297,100 94
• Emissions generated by the various components of the solvent life cycle; from cradle to grave
• Scaled up to annual production of 4,900 kg A3

21BMS Confidential PUBD 13745
Project Summary
• Fixed Bed Adsorber design greener when examined through LCA
• Total life cycle emissions reduced by 383,600 kg/yr, 94% reduction
– CO2 reduced by 297,100 kg/y
• Water utilization reduced 9.16 MM kg/yr, 95% reduction
• Operating cost savings of $0.96 MM/yr, 62% reduction

22BMS Confidential PUBD 13745
Pfizer Project
• Investigate solvent recovery alternatives to minimize waste from the Celecoxib manufacturing process
• Compare current process route with green engineering options– Waste stream reduction and solvent
recovery– Define operational sequences– Equipment and process steps required– Estimate costs and environmental
impacts– Make proposal / recommendations

23BMS Confidential PUBD 13745
• Student team interacts with– Manufacturing group in New York, NY
– Engineering group in Peapack, NJ
– Plant operations in Barceloneta, PR
Project Approach
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Mass Fraction IPA in Liquid
Mas
s F
ract
ion
IP
A in
Vap
or
760 torr
150 torr
3 bar
10 bar
25 bar
45 deg
• Analysis of large-scale API production at PR plant– Recovery of isopropanol from
water, other alcohols and dissolved solids
– Multiple waste streams with varying compositions
– Azeotropic mixtures add complexity

24BMS Confidential PUBD 13745
Process Flow Diagram
• IPA solvent recovery from final purification steps
• Segregate waste streams for best process design – Dryer Distillates and
(Centrifuge) Wash– Mother Liquor
• Pre-concentration for Incineration or Sale
• Integration of existing separation equipment inventory at plant
Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.
Centrifuge
IPA / Water Washes50% IPA
50% WaterIPA / Water Washes 49.2% IPA 49.6% H2O 0.71% MeOH & EtOH 0.5% TDS
Mother Liquor 34.5% IPA 45.2% H2O 8.45% MeOH 2.71% EtOH 9.10% TDS
Dryer
Wet Product Solids
Dryer Distillates
50.7% IPA 48.8% H2O 0.47% MeOH & EtOH 0% TDS
Celecoxib
Conc. & Sell ML
Recovery
SolventsWaterAPI
Other

25BMS Confidential PUBD 13745
Green Design Analysis
• Base case
• Various design alternatives simulated with ASPEN– Distillation (Distill)-Pervaporation (PV) and
Distill-PV-Distill
– Distill-Molecular Sieve Adsorption
• Sale of Mother Liquor or incineration options
• Detailed analysis shown for– Distill–PV–Distill with Mother Liquor (ML)
SoldSavelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.

26BMS Confidential PUBD 13745
Proposed Distillation-PV-Distillation Process
• Purification for only part of waste stream– Centrifuge wash and Dyer distillates for recovery
– Mother liquor for (sale) use as generic solvent
• Overall 57% IPA recovered @ 99.1 wt% for reuse in process
• Other options of Distill-PV or PV only, yield different recoveries and purities
Water WasteWith TDS
CelecoxibWaste
IPA Product
Initial Distillation
Alcohol Waste
Second Distillation
Vacuum Pump Vacuum Pump
Design basis of 1000 kg waste/hr is used for illustrative purposes
Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.

27BMS Confidential PUBD 13745
Life Cycle Inventory Comparison
Total Base Case Emissions: 13.7 MM kg/yr
Total Dist-PV-Dist Emissions: 1.12 MM kg/yr
Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.
~92% decrease in total emissions

28BMS Confidential PUBD 13745
Environmental Summary
• Operation of Distill-PV-Distill system adds small environmental burden from utilities consumed when compared to overall LCA
• Pre-concentration of ML and sale off-sets environmental impact of producing virgin “generic” solvent when examining LCA
• Major LCI reductions from IPA manufacture and incineration avoidance
• LCA summary: Distill-PV-Distill/sell ML– Yearly reduction of 12.63 MM kg emissions/yr
(92% reduction from base case)– Yearly reduction of 11.55 MM kg CO2/yr (95%
reduction from base case)Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.

29BMS Confidential PUBD 13745
Economic Analysis
-1,000,000
0
1,000,000
2,000,000
3,000,000
4,000,000
5,000,000
6,000,000
Base Case Distil-PV-Distil-Sell ML
Design Case
An
nu
al C
ost
ML Concentrate sale
Membrane Modules
Operating Labor
Maintenance
Cooling Water
Electricity
Steam
Waste Disposal
Fresh IPA
72% Annual Cost Savings
Savelski and Slater, Hounsell, Pilipauskas, Urbanski,“Analysis of Separation Methods for Isopropanol Recovery in the Celecoxib Process,” Paper 290b, 2008 Meeting of the American Institute of Chemical Engineers, Philadelphia, PA, November 2008.
$3.82 MM/yr operating cost saving

30BMS Confidential PUBD 13745
Benefits of Partnership
• Exchange of new technical ideas
• Publicity/community relations
• Presentations/papers – dissemination to wider audience
• Industry gains knowledge, new approaches to R&D → manufacturing
• University develops expertise to advance the state-of-the-art
• New engineers graduate with knowledge in green processes

31BMS Confidential PUBD 13745
Looking into the future: FY 2010 P2 Grant Initiative
• Top Most Used Solvents: typical mixtures– Creation of a ready-to-use design tool to test candidate
streams for source reduction
• Examine separation feasibility
• Modular recovery system design
• Calculate the environmental footprint reduction (LCA)
• Calculate profitability (less raw materials, less energy, and less waste disposal)
• Advancing the knowledge base and transferability across region 2– Workshops on current practices in pharmaceutical solvent
reduction/reuse
– Workshops on Design Strategies for Solvent Recovery

32BMS Confidential PUBD 13745
Acknowledgements
PfizerJorge Belgodere, Peter Dunn, Greg
Hounsell, Daniel Pilipauskas, Frank Urbanski
NovartisThomas Blacklock, Michael Girgis
U.S. EPA Region 2 Grant NP97257006-0
Rowan University StudentsAnthony Furiato, Kyle Lynch, Timothy Moroz, Michael Raymond, Nydia Ruiz

33BMS Confidential PUBD 13745
Already on Amazon.com