08 shotcrete quality control & testing for an underground
TRANSCRIPT

Shotcrete Quality Control and Testing for an Underground Mine in Canada
By Dudley R. (Rusty) Morgan
andMazin Ezzet
AMEC Earth & Environmental, a division of AMEC Americas Limited
SHOTCRETE FOR AFRICA CONFERENCEMisty Hills Conference Centre
South Africa2-3 March, 2009

Subject of Presentation
General IntroductionStandards and CodesShotcrete Materials Requirements
– Cementing Materials– Aggregates– Mixing Water– Chemical Admixtures
Shotcrete Performance Requirements

Subject of Presentation (continued)
Quality Control Testing– Aggregates– Batching and Supply (Plastic Shotcrete)– Hardened Shotcrete

Shotcrete Quality Control Organizational Chart

New Underground Gold Mine in British Columbia

Portal at Decline into Underground Mine

Mobile Mass Batcher Unit Discharging into Ready-Mix Concrete Truck

Remixer Unit for Hauling Shotcrete Down Decline

Remixer Unit Discharging into Shotcrete Pump at Back of Shotcrete Sprayer

Remote Control Shotcrete Sprayer

Manipulator Arm on Remote Control Shotcrete Sprayer
Shooting ASTM C1550 Round Test Panels

Ready for Shotcreting Underground

Drilling Face for next Round of Blasting
Note Shotcrete with Bolts and Plates

Standards and Codes
American Concrete Institute (ACI)
American Society for Testing and Materials (ASTM)
Canadian Standards Association (CSA)
National Ready Mix Concrete Association (NRMCA)
Concrete Plant Manufacturer’s Bureau (CPMP)

Standards and Codes
Standard Test Method for Obtaining and Testing Drilled Cores of Shotcrete
ASTM C1604
Standard Specification for Mixing Water Used in Production of Hydraulic Cement Concrete
ASTM C1602
Standard Specification for Flexural Toughness of Fibre Reinforced Concrete (Using Centrally Loaded Round Panel)
ASTM C1550
Standard Specification for Materials for ShotcreteASTM C1436
Specification for Admixtures for ShotcreteASTM C1141
Standard Practice for Preparing and Testing Specimens from Shotcrete Test Panels
ASTM C1140
Specification for Fibre Reinforced ConcreteASTM C1116
Standard Test Method for Specific Gravity, Absorption, and Voidsin Hardened Concrete
ASTM C642-82
Standard Test Methods for Chemical Analysis of Hydraulic Cements
ASTM C114

Standards and Codes (continued)
Cementitious Materials for Use in ConcreteCSA A3001-03
Methods of Test and Standard Practices for ConcreteCSA A23.2-04
Concrete Materials and Methods of Concrete ConstructionCSA A23.1-04
Canadian Standards Association (CSA)
Specifications for Materials Proportioning and Application of Shotcrete
ACI 506.2-95
Guide to ShotcreteACI 506R-05
American Concrete Institute (ACI)

Shotcrete Materials
Cementing Materials– Portland Cement: CSA Type GU– Fly Ash: CSA Type F or CI– Silica Fume: CSA Type SF
Other Cementing Materials– Natural Pozzolans– Calcined Metakaolins– Ground Granulated Blast Furnace Slag

Limits for Deleterious Substances and Physical Properties of Aggregates
1216MgSO4 soundness lossA23.2-9A
50-Impact and abrasion lossA23.2-16A
6-Unconfined freeze-thaw testA23.2-29A
1720Micro-Deval testA23.2-23A
20-Flat and elongated particles Procedure A, ratios 4:1
A23.2-13A
1.03.0Material finer than 80 µmA23.2-5A
0.50.5Low-density granular materialsA23.2-4A
0.251Clay lumpsA23.2-3A
Coarse Aggregate
Fine AggregateStandard RequirementsCSA Test Method
Maximum Percentage byMass of Total Sample
Property

Grading Limits for Fine Aggregate
0-380 µm
2-10160 µm
10-35315 µm
25-65630 µm
50-901.25 mm
80-1002.5 mm
95-1005 mm
10010 mm
FA1Sieve Size
Total Passing Sieve, Percentage by Mass

Grading Limits for Coarse Aggregate
0-51.25 mm
0-102.5 mm
10-305 mm
85-10010 mm
10014 mm
Total Passing Sieve, Percentage by MassNominal Size of Aggregate

Grading Limits for Combined Aggregates
0-380 µm
2-10160 µm
8-20315 µm
20-35630 µm
35-551.25
50-702.5 mm
70-855 mm
90-10010 mm
10014 mm
Total passing sieve, percentage by massSieve Size

Graph of ACI No. 1 & No. 2 Gradings
0
20
40
60
80
100
120
0.08 0.16 0.315 0.63 1.25 2.5 5 10 14
Metric Sieve Size
Perc
ent P
assi
ng
ACI Gradation 1 Limits
ACI Gradation 2 Limits
Combined % Passing

Chemical Limits for Mixing Water
C160350,000Total solids by mass
C114600Alkalies as (Na2O + 0.658 K2O)
C1143000Sulphate as SO
C1141000Chloride as Cl
ASTM Test MethodLimitsMaximum Concentration In Mixing Water, ppm

Chemical Admixtures
Water Reducing AdmixturesSet Retarding or Hydration Controlling AdmixturesAir Entraining AdmixturesSet Accelerators Added at Nozzle

Fibres
Steel Fibres: ASTM C1116 Type I and ASTM A 820
Synthetic Fibres: ASTM C1116 Type III

Typical Shotcrete Performance Requirements
2 MPaMinimum early age compressive strength before re-entry under shotcrete
Penetrometer as calibrated against beams tested as
equivalent cubes
*Minimum Joules energy at 40 mm deflection in round panel test
ASTM C1550
9 %18 %
Maximum values of boiled absorptionMaximum volume of permeable voids
ASTM C642
10MPa30 MPa40 MPa
Minimum compressive strength of shotcrete cores
1 Day7 Days28 Days
ASTM C1604 & CSA A23.2 –14C
2-5 %Air content – as shotCSA A23.2 – 4C
10-30oCTemperature(at discharge into shotcrete pump)
-
170 ±20 mmSlump(at discharge into shotcrete pump)
CSA A23.2 – 5C
0.40Maximum water/cementing materials ratio-
Performance RequirementPropertyTest Method

Fibre Reinforced Shotcrete Testing in North America
Steel fibre synthetic macro-fibre reinforced shotcrete in NorthAmerica has been tested to the following ASTM Standards:
ASTM C1018: Standard test method for flexural toughness and first-crack strength of fiber-reinforced concrete (using beam with third point loading) first published 1984, withdrawn 2006
ASTM C1609: Standard test method for flexural performance of fiber-reinforced concrete (using beam with third point loading) first published 2005
ASTM C1550: Standard test method for flexural toughness of fiber reinforced concrete (using centrally loaded round panel)

ASTM C1018 and ASTM C1609 Beam Test

ASTM C1018 Load vs Deflection Curve
Test Results Include:– First crack and ultimate flexural strengths (MPa)– Toughness Indices I5, I10, I20, etc– Residual Strength Factors R5,10, R10,20, etc.
Problems of reliability with this test method and withdrawn in 2006
Fibre Shotcrete Tests

Flexural Toughness Performance LevelsMorgan and Chen, 1995

Fibre Shotcrete Beam Tests
ASTM C1609 Load vs Deflection Curve

ASTM C1550 Round Panel Test

ASTM C1550 Round Panel Test

Technical Report

Typical Shotcrete Mixture Design
1.0105Yield (m3) =2354Total
0.0202-2.0At Shot (%)
--2.5Air Content:At Pump (+/- 1.5%)
0.00669106.0Macro Synthetic Fibre
0.001210001.2Hydration Controlling Admixture, L
0.002510002.5High Water Reducing Admixture, L
0.18501000185Estimated Water, L
0.494526491310Fine Aggregate (SSD)
0.13852744380Coarse Aggregate (10-2.5mm, SSD)
0.0205220045Silica Fume
0.13653150430Cement Type GU
Volume[m3]
Density [kg/m3]
Mass per m3 SSD Agg [kg]Material

Shotcrete Quality Control Certification and Testing
AggregatesBatch PlantMixersPlastic ShotcreteHardened Shotcrete

Shotcrete Aggregates Testing Frequency
Each daySurface Moisture in Fine and Coarse AggregatesA23.2-11A
6 monthsRelative Density and Absorption of Coarse AggregateA23.2-12A
1 weekOrganic Impurities Colour TestA23.2-7A
6 monthsRelative Density and Absorption of Fine AggregatesA23.2-6A
Each deliverySieve Analysis of Fine and Coarse AggregatesA23.2-2A
1 yearAlkali Silica ReactivityA23.2-25A
1 yearPetrographic AnalysisA23.2-15
6 monthsMgSO4 Soundness LossA23.2-9A
6 monthsImpact and Abrasion LossA23.2-16A
6 monthsUnconfined Freeze-thaw TestA23.2-24A
6 monthsMicro-Deval TestA23.2-23A
6 monthsFlat and Elongated ParticlesA23.2-13A
1 weekMaterial Finer than 80 µmA23.2-5A
6 monthsLow Density Granular MaterialsA23.2-4A
6 monthsClay LumpsA23.2-3A
Testing FrequencyPropertyCSA Test Method

Shotcrete Batching and Supply Certification and Testing
Each batch of shotcrete produced
Batch records with solid materials in kg and liquids in L
NRMCA CPMB 100 M-07
Before use and every 6 months
Certification of ready mix concrete truck mixers and remixer units
NRMCA CPMB 100 M-07
At start of project and every 2 years
Certification of ready mixed concrete production facilities using truck mixing
NRMCA CPMB 100 M-07
Testing FrequencyTest ProcedureTest Method

Plastic Shotcrete QC Testing
At start of project and with any change in fibre type or dosage
Wash-out test to determine uniformity of fibre distribution at discharge from remixer unit
CSA A23.2-7C Modified
At start of project and with any change of mixture proportions
Air Content as-shot (without accelerator)
CSA A23.2-7C Modified
At start of project and with any change in mixture proportions
Air content of plastic shotcrete at discharge into remixer unit and at shotcrete pump
CSA A23.2-7C
Each batch of shotcrete produced
Shotcrete and ambient temperatures at discharge into remixer unit and at shotcrete pump
At beginning of each shiftSlump at discharge into shotcrete pump
CSA A23.2-5C
Each batch of shotcrete produced
Slump at discharge into remixer unitCSA A23.2-5C
Testing FrequencyTest ProcedureTest Method
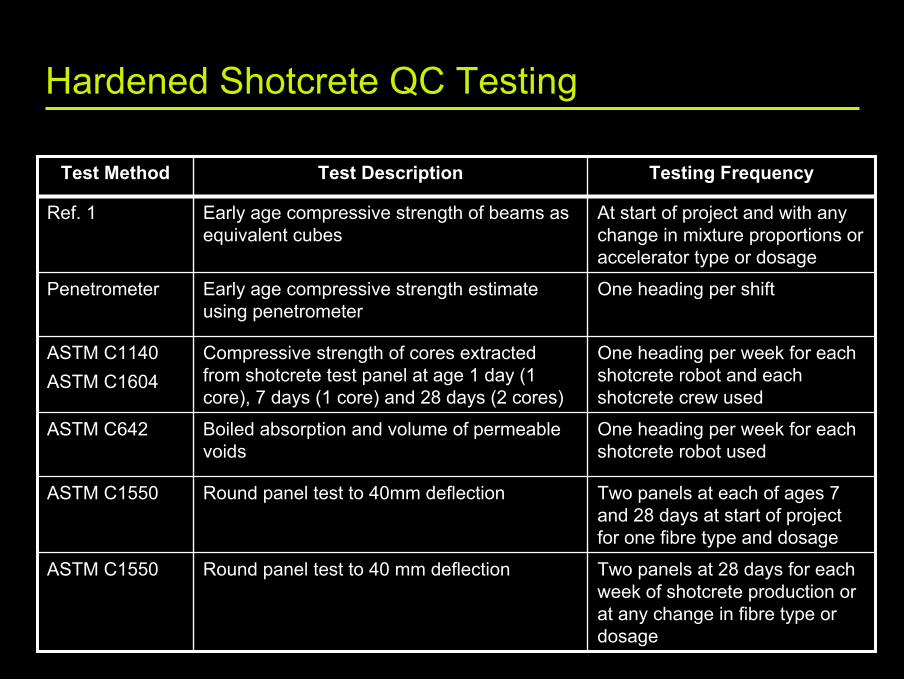
Hardened Shotcrete QC Testing
Two panels at 28 days for each week of shotcrete production or at any change in fibre type or dosage
Round panel test to 40 mm deflectionASTM C1550
Two panels at each of ages 7 and 28 days at start of project for one fibre type and dosage
Round panel test to 40mm deflectionASTM C1550
One heading per week for each shotcrete robot used
Boiled absorption and volume of permeable voids
ASTM C642
One heading per week for each shotcrete robot and each shotcrete crew used
Compressive strength of cores extracted from shotcrete test panel at age 1 day (1 core), 7 days (1 core) and 28 days (2 cores)
ASTM C1140ASTM C1604
One heading per shiftEarly age compressive strength estimate using penetrometer
Penetrometer
At start of project and with any change in mixture proportions or accelerator type or dosage
Early age compressive strength of beams as equivalent cubes
Ref. 1
Testing FrequencyTest DescriptionTest Method

Quality Assurance Plan
Shotcrete Quality Control– Shotcrete Materials Check List– Inspection and Test Plan (ITP)
a) Materialsb) Batching and Supplyc) Hardened Shotcrete
Shotcrete Quality Audit– Non-conformance Report (NCR)– Opportunity for Improvement Report (OFI)– Corrective Action Report (CAR)– Audit Report

Conclusions
Production of quality shotcrete in an undergroundenvironment requires:
Rigorous shotcrete specificationsImplementation of a quality management plan (follow ISO 9000 approach)Pre-production qualification of all materials and shotcrete mixture designImplementation of a systematic quality control inspection and testing plan for the aggregates, mix water and plastic and hardened shotcreteUse of nozzlemen and shotcrete batching, supply and application crew properly trained and qualified