기획특집: 3d 프린팅 기술 - cheric.org · polyjet (photopolymer hetting) - 폴리젯 적층...
TRANSCRIPT

KIC News, Volume 18, No. 1, 2015 27
3차 산업혁명 3D Printing
송 현 우⋅김 세 현†
영남대학교 나노메디컬유기재료공학과
A Third Industrial Revolution 3D Printing
Hyun Woo Song and Se Hyun Kim†
Department of Nano, Medical and Polymer Materials, Yeungnam university
Abstract: 3D 프린팅은 산업혁명 이후의 새로운 3차 산업혁명이라고 불리며 가장 이상적인 생산방식을 지향한다. 미
국은 이미 3D 프린터 관련 특허를 무수히 보유하고 있으며 다른 나라들 또한 3D 프린터를 위해 많은 돈을 투자하고
있다. 이 논문은 효용성이 존재하는 3D 프린터와 공정방법 소재에 대한 소개와 앞으로의 전망에 대하여 다방면으로
논하였다.
Keywords: 3D printer, material, smart
1. 여는글
1)
지금까지 우리가 알고 있는 프린터란 모니터에
나타난 글자와 그림을 종이에 인쇄하는 기계였다.
글이나 사진 파일을 열어놓은 상태에서 인쇄 버튼
을 누르면 종이에 그대로 카피되어 나오는 방식이
었다. 기존의 사고방식을 깨고 새로운 메커니즘으
로 작동하는 3차원 프린터는 특정 소프트웨어로
그린 3차원 설계도를 보고 입체적인 물건을 인쇄
한다. 놀랍게도 이 진기한 기계는 이미 30년 전에
세상에 나왔었다. 1984년 미국의 찰스 홀이 설립
한 회사인 3D 시스템즈사는 플라스틱 액체를 굳
혀 물건을 만드는 프린터를 세계 최초로 개발해냈
다. 이미 항공/자동차 산업에서는 시제품을 만드
는 용도로 산업용 3D 프린터를 사용해 오고 있었
고, 그래서 Rapid Prototyping을 의미하는 기계가
3D 프린터의 동의어로 종종 사용되고 있다. 2012
년 세계경제포럼(WEF)은 미래 10대 기술을 발표
하면서 3D 프린터를 두 번째로 꼽았으며, 제러미
리프킨은 “3차 산업혁명의 특징은 누구나 기업가
†주저자 (E-mail: [email protected])
가 돼 혁신적 아이디어를 제품으로 만드는 것이
다. 3D 프린터는 3차 산업혁명의 주인공이다”라
고 극찬했다. 3D 프린터가 주목받는 핵심 이유는
재료가 가볍고 필요한 제품을 소재의 낭비 없이
맞춤 생산할 수 있으며, 제품 출시가 획기적으로
빠르기 때문이다. 최근 들어 이슈가 되는 이유는
기술 관련 특허가 만료되고, 이로 인해 가정에까
지 보급될 수 있는 저렴한 프린터가 속속 만들어
지고 있기 때문인데, 현재 대부분의 보급형 프린
터는 120만원∼250만원 사이에서 구입이 가능하
다. 이러한 흐름에 발맞춰 세계 각국에서 3D 프린
터를 상용화하기 위한 노력들이 늘어나고 있으며
기술 개발에 박차를 가하고 있다.
2. 3D 프린터
2.1. 인쇄방식
3D 프린터는 인쇄 방식에 따라 크게 두 가지로
나누어진다. Top - down 형식으로 인쇄하는 절삭
형과 Bottom - up 형식으로 인쇄하는 적층형이 있
다. 현재 보급형 프린터들이 대부분 첨가식 가공
기획특집: 3D 프린팅 기술
기획특집: 3D 프린팅 기술
28 공업화학 전망, 제18권 제1호, 2015
*출처: http://3dprinting.tistory.com/
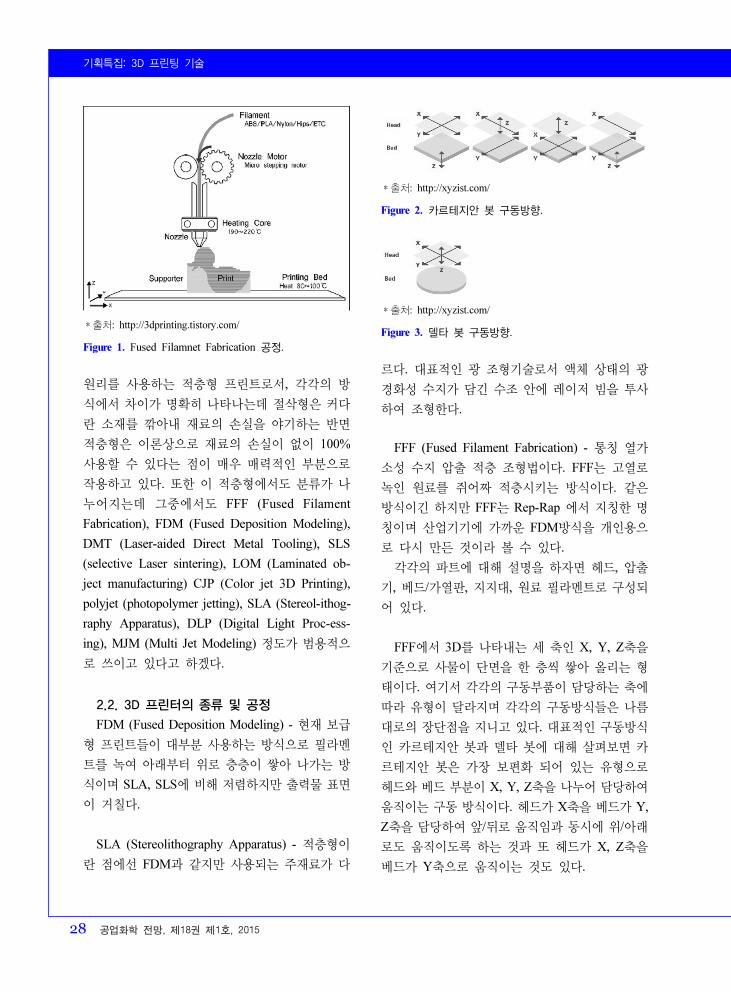
Figure 1. Fused Filamnet Fabrication 공정.
*출처: http://xyzist.com/
Figure 2. 카르테지안 봇 구동방향.
*출처: http://xyzist.com/
Figure 3. 델타 봇 구동방향.
원리를 사용하는 적층형 프린트로서, 각각의 방
식에서 차이가 명확히 나타나는데 절삭형은 커다
란 소재를 깎아내 재료의 손실을 야기하는 반면
적층형은 이론상으로 재료의 손실이 없이 100%
사용할 수 있다는 점이 매우 매력적인 부분으로
작용하고 있다. 또한 이 적층형에서도 분류가 나
누어지는데 그중에서도 FFF (Fused Filament
Fabrication), FDM (Fused Deposition Modeling),
DMT (Laser-aided Direct Metal Tooling), SLS
(selective Laser sintering), LOM (Laminated ob-
ject manufacturing) CJP (Color jet 3D Printing),
polyjet (photopolymer jetting), SLA (Stereol-ithog-
raphy Apparatus), DLP (Digital Light Proc-ess-
ing), MJM (Multi Jet Modeling) 정도가 범용적으
로 쓰이고 있다고 하겠다.
2.2. 3D 프린터의 종류 및 공정
FDM (Fused Deposition Modeling) - 현재 보급
형 프린트들이 대부분 사용하는 방식으로 필라멘
트를 녹여 아래부터 위로 층층이 쌓아 나가는 방
식이며 SLA, SLS에 비해 저렴하지만 출력물 표면
이 거칠다.
SLA (Stereolithography Apparatus) - 적층형이
란 점에선 FDM과 같지만 사용되는 주재료가 다
르다. 대표적인 광 조형기술로서 액체 상태의 광
경화성 수지가 담긴 수조 안에 레이저 빔을 투사
하여 조형한다.
FFF (Fused Filament Fabrication) - 통칭 열가
소성 수지 압출 적층 조형법이다. FFF는 고열로
녹인 원료를 쥐어짜 적층시키는 방식이다. 같은
방식이긴 하지만 FFF는 Rep-Rap 에서 지칭한 명
칭이며 산업기기에 가까운 FDM방식을 개인용으
로 다시 만든 것이라 볼 수 있다.
각각의 파트에 대해 설명을 하자면 헤드, 압출
기, 베드/가열판, 지지대, 원료 필라멘트로 구성되
어 있다.
FFF에서 3D를 나타내는 세 축인 X, Y, Z축을
기준으로 사물이 단면을 한 층씩 쌓아 올리는 형
태이다. 여기서 각각의 구동부품이 담당하는 축에
따라 유형이 달라지며 각각의 구동방식들은 나름
대로의 장단점을 지니고 있다. 대표적인 구동방식
인 카르테지안 봇과 델타 봇에 대해 살펴보면 카
르테지안 봇은 가장 보편화 되어 있는 유형으로
헤드와 베드 부분이 X, Y, Z축을 나누어 담당하여
움직이는 구동 방식이다. 헤드가 X축을 베드가 Y,
Z축을 담당하여 앞/뒤로 움직임과 동시에 위/아래
로도 움직이도록 하는 것과 또 헤드가 X, Z축을
베드가 Y축으로 움직이는 것도 있다.

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 29
*출처: http://www.3digitalk.com/
Figure 4. Laser-aided Direct Metal Tooling.
다음으로 델타 봇에 대해 설명하자면 카르테지
안 봇과 같이 가장 많이 쓰이고 있는 유형으로서
X, Y, Z축의 구동부가 헤드, 베드로 나뉘어 있지
않고 헤드 한 부분으로 이루어져 있다.
압출기는 원료(필라멘트)를 녹여 노즐까지 전달
해 주는 기구이다. 압출기에는 대표적으로 두 가
지 방식이 있는데 다이렉트 압출기와 보우든 압출
기로 나누어진다. 다이렉트 압출기는 원료 교체가
매우 용이하고, 노즐에 전달하기 쉽지만 인쇄 속
도가 느리다. 보우든 방식은 헤드의 무게를 대폭
으로 줄여 보다 빠르게 인쇄할 수 있지만 원료 교
체를 수동으로 해야 하기 때문에 번거로우며 압출
기에서 필라멘트가 케이블을 타고 원료 노즐 초입
까지 전달되는 과정에서 노즐 초입부와 케이블이
일체의 직경이 아닌 것이 많아 필라멘트가 제대로
전달되지 못하는 문제점이 있다.
가열판은 일반 조형판과 달리 열을 전달할 수
있다. 조형판 아래에 있는 경우도 있고, 조형판 자
체가 가열기능을 포함하고 있는 경우도 있다. 원
료들은 가열되어 압출된 후 금방 식어버리기 때문
에 조형판에 제대로 붙어있지 못하는 경우가 많은
데 구동부의 지속적인 움직임으로 인한 기체 진동
으로 인쇄물이 조형판에서 떨어지게 된다. 이러한
현상을 가열판이 일정 온도에서 녹는 원료들을 인
쇄 도중 조형판에 떨어지지 않게 해주며 원료들
의 녹는 온도에 따라 가열판 온도도 조절하여 사용
한다.
지지대는 3D 프린터의 특성 때문에, 허공에 조
형할 수 없으므로 어떠한 물체를 바로 세워서 인
쇄한다고 했을 경우, 인쇄되는 동안 조형물을 지
지해줄 지지대의 역할을 한다. 인쇄가 완료된 후
이 지지대는 떼어내 제거하면 된다.
사용하는 원료는 필라멘트이다. 일반적으로 열
가소성 플라스틱류를 사용한다. 기본적으로 acryl-
onitrile butadiene styrene copolymer (ABS)와
ploy lactic acid (PLA)를 사용한다. ABS는 흔히
볼 수 있는 플라스틱 제품들이고, PLA는 친환경
소재로 생분해성 원료이다. 이외에도 다양한 원료
들이 있는데 이러한 원료들은 녹는점이 다르고,
같은 원료라도 제조사에 따라 조금씩 다른 성질을
가지기 때문에 사용할 때 주의를 필요로 한다. 이
러다 보니 노즐이 어느 정도의 고온까지 올라가
느냐에 따라 기기의 성능이 정해진다고 봐도 무방
하다.
DMT (Laser-aided Direct Metal Tooling) - 레
이저 가열 증착 조형
레이저 금속 성형 기술로서, 고출력 레이저 빔
을 이용, 금속 분말을 녹여 붙이는 방식으로 3D
CAD 모델 데이터로부터 직접 금속 제품과 금형
의 데이터를 얻어 빠르게 만들어 낼 수 있는 기술
이다. CAD에서 얻은 3차원 디자인을 2차원 단면
을 물리적으로 한 층씩 적층 함으로써 3차원 형상
을 만들어 내는 것이다.
SLS (Selective Laser Sintering) - 선택적 레이저
소결
SLS는 소결 방식을 이용한 3D 프린터이며
SL-M 3D 프린터와 유사하다. 분말로 이루어진 재
료를 고열의 레이저로 녹여 적층하여 입체 조형하
는 방식이다. 소재를 롤러를 이용해 한 층씩 레이
어를 만들어주고 레이저빔을 적당한 각도로 반사
해 선택적으로 오브젝트를 성형한다. 정밀도가 높

기획특집: 3D 프린팅 기술
30 공업화학 전망, 제18권 제1호, 2015
*출처: http://www.tavco.net/
Figure 7. Color jet printing.
*출처: http://thelibraryofmanufacturing.com/pressing_sinter-
ing.html
Figure 6. 소결의 원리.
*출처: http://en.wikipedia.org/
Figure 8. SLA 공정원리.
*출처: http://www.protec3d.de/rapid-prototyping_3d-drucken/
Figure 5. Selective Laser Sintering (SLS).
지만, 속도는 느린 편에 속한다.
SLS 프린터는 레이저, 다이내믹 미러, 소결, 레
벨링 롤러, 보충 분말함, 조형 분말함, 원료 분말로
구성되어 있다.
다이내믹 미러란 조형 분말함의 조형 범위 안에
서 X, Y축으로 레이저 빔을 정교하게 조사하는 역
할을 한다.
소결이란, 고체의 분말에 압력을 가하여 단단하
게 만든 다음 그 물질의 녹는점에 가까운 온도로
가열하여 가루가 서로 접한 면에서 접합이 이루어
지거나 일부가 증착하여 성형되는 방식을 말한다.
SLS 방식에서도 원재료를 매우 고운 미세 가루를
사용하며 레이저를 이용하여 가열한다.
레벨링 롤러란 보충 분말함 밖에 있다가 보충
분말함 내 하부 피스톤으로 분말이 상승하면, 조
형 분말함까지 보충 분말을 밀어주며 채우는 역할
을 한다.
CJP (Color Jet 3D Printing) - 광경화성 수지 적층
조형
CJP는 잉크젯 적층방식을 사용하는 프린터로
프린터의 헤드 노즐에서 액체상태의 결합제를 파
우더 상태의 재료에 분사하여 모형을 만드는 방식
으로 분말파우더를 롤러시스템으로 한층 도포한
후 프린팅 헤드에서 액상바인더를 분사하는 방식
으로 액상 바인더가 파우더 속으로 침투하여 한
층씩 적층 인쇄된 레이어별 이미지들이 결합하여
3차원 입체 형상을 만든다.
SLA (Sterolithography Apparatus) - 광경화성
수지 적층 조형
Photomasking 방식과 함께 대표적인 광 조형
3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 31
*출처: http://www.3digitalk.com/rp_method/160
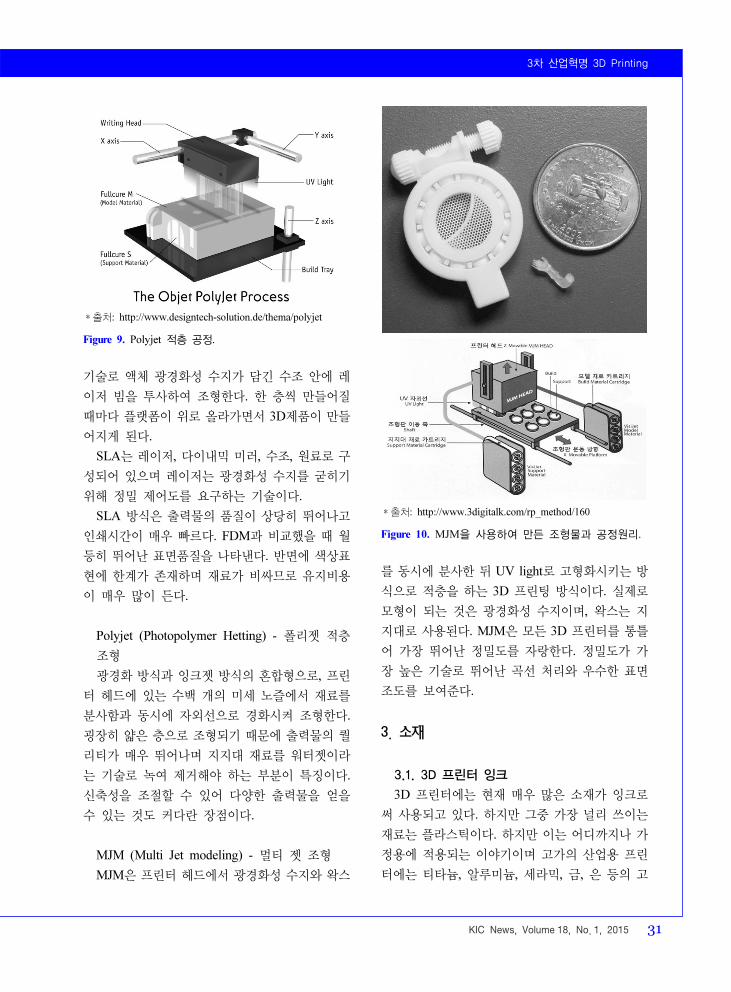
Figure 10. MJM을 사용하여 만든 조형물과 공정원리.
*출처: http://www.designtech-solution.de/thema/polyjet
Figure 9. Polyjet 적층 공정.
기술로 액체 광경화성 수지가 담긴 수조 안에 레
이저 빔을 투사하여 조형한다. 한 층씩 만들어질
때마다 플랫폼이 위로 올라가면서 3D제품이 만들
어지게 된다.
SLA는 레이저, 다이내믹 미러, 수조, 원료로 구
성되어 있으며 레이저는 광경화성 수지를 굳히기
위해 정밀 제어도를 요구하는 기술이다.
SLA 방식은 출력물의 품질이 상당히 뛰어나고
인쇄시간이 매우 빠르다. FDM과 비교했을 때 월
등히 뛰어난 표면품질을 나타낸다. 반면에 색상표
현에 한계가 존재하며 재료가 비싸므로 유지비용
이 매우 많이 든다.
Polyjet (Photopolymer Hetting) - 폴리젯 적층
조형
광경화 방식과 잉크젯 방식의 혼합형으로, 프린
터 헤드에 있는 수백 개의 미세 노즐에서 재료를
분사함과 동시에 자외선으로 경화시켜 조형한다.
굉장히 얇은 층으로 조형되기 때문에 출력물의 퀄
리티가 매우 뛰어나며 지지대 재료를 워터젯이라
는 기술로 녹여 제거해야 하는 부분이 특징이다.
신축성을 조절할 수 있어 다양한 출력물을 얻을
수 있는 것도 커다란 장점이다.
MJM (Multi Jet modeling) - 멀티 젯 조형
MJM은 프린터 헤드에서 광경화성 수지와 왁스
를 동시에 분사한 뒤 UV light로 고형화시키는 방
식으로 적층을 하는 3D 프린팅 방식이다. 실제로
모형이 되는 것은 광경화성 수지이며, 왁스는 지
지대로 사용된다. MJM은 모든 3D 프린터를 통틀
어 가장 뛰어난 정밀도를 자랑한다. 정밀도가 가
장 높은 기술로 뛰어난 곡선 처리와 우수한 표면
조도를 보여준다.
3. 소재
3.1. 3D 프린터 잉크
3D 프린터에는 현재 매우 많은 소재가 잉크로
써 사용되고 있다. 하지만 그중 가장 널리 쓰이는
재료는 플라스틱이다. 하지만 이는 어디까지나 가
정용에 적용되는 이야기이며 고가의 산업용 프린
터에는 티타늄, 알루미늄, 세라믹, 금, 은 등의 고

기획특집: 3D 프린팅 기술
32 공업화학 전망, 제18권 제1호, 2015
Ethylene (Monomer) → Polyethylene (polymer)
Figure 11. Polyethylene.
Figure 12. Polyethylene Molecular Chain.
*출처: http://plasticlumber.timpletcher.com/history-high-den
sity-polyethylene-hdpe/
Figure 13. Schematic of Linear and Branched Arrangements.
가의 금속재료들도 사용되고 있다. 이렇게 고가의
재료들이 주류를 이루는 이유는 3D 프린터를 사
용하면 재료의 낭비가 없기 때문이다. 특히, 3D
프린터의 발명은 PE가 있었기에 가능했다. 1988
년 스트래터시스의 창업자 스콧 크럼프는 딸에게
줄 장난감을 만들고 있었다. 그는 폴레에틸렌과
왁스를 섞은 혼합물질을 글루건에 채워서 한 겹씩
덧대면서 모양을 만들어 냈다. 이것이 3D 프린트
방식의 시초가 되었고, 특허를 내면서 사업을 시
작하게 되었다. 현재는 입체형태를 만들어 내기
위해 사용되는 소재가 다양해지고 있지만(현재 개
발된 3D 프린터 잉크 소재는 30가지 이상) 3D 프
린터의 최초의 잉크는 폴리에틸렌이었다.
이 외에도 Metal, Plastic, Glass, Chocolate,
Biomaterials, Wood, Ceramics 등도 사용하는데
일반 가정용이 아니라 산업용 고가의 3D 프린터
에 사용된다.
3.2. 고분자 및 금속소재
3.2.1. Polyethylene (PE)
에틸렌의 중합으로 생기는 사슬 모양의 고분자
화합물이다. 중합법에 따라 여러 가지가 생성되는
데, 밀도에 따라 저밀도 폴리에틸렌과 고밀도 폴
리에틸렌으로 구별된다. 저밀도 폴리에틸렌은 각
종 병이나 냉장고의 제빙용 상자 등의 원료로 쓰
인다.
선형 PE의 분자량은 대체 200,000에서 500,000
사이인 PE는 특히 초고분자량 폴리에틸렌 혹은
UHMWPE로 부르기도 한다. PE는 비닐 고분자로
서 에틸렌 단량체를 중합하여 제조한다. 비선형
폴리에틸렌은 고온, 고압하에서 유리라디칼 중합
으로 제조하며, 선형 PE는 Ziegler-Natta polymer-
ization을 사용하여 제조한다.
3.2.2. Hide Density Polyethylene (HDPE)
분자가 적고 결정성이 높은 밀도 0.95 이상의
PE, 경도, 기계적 강도, 내열성 등이 우수하나 가
공성이 열악하다. 공업적 제법에는 알킬알루미늄
- 할로젠화 티탄을 촉매로 하는 저압법(치들러 법)
과 실리카-알루미나-크로미나 촉매에 의한 중압법
이 있다.
HDPE는 FDM 증착 모델링 기술을 사용하여 3
차원 프린터용 잉크로 사용될 수 있다.
3.2.3. Polypropylene (PP)
폴리프로필렌은 구조적으로 비닐계 고분자로서
고분자 주쇄에 있는 탄소 중의 하나에 메틸기가
결합하여 있다는 점 외에는 폴리에틸렌과 유사하
다. 폴리프로필렌은 Ziegler-Natta poly-merization
에 의해 제조된다.
1980년대 중반 독일의 Kaminsky 교수와

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 33
*출처: http://mslab.polymer.pusan.ac.kr/sub4/pp.html
Figure 17. Isotactic Block과 Atactic Block을 가지는 폴리
프로필렌.
*출처: http://mslab.polymer.pusan.ac.kr/sub4/pp.html
Figure 18. TEFLON polymer (segment).
Figure 15. Isotactic Polypropylene.
*출처: http://commons.wikimedia.org/wiki/File:Polypropylene
.svg
Figure 14. Polypropylene.
Figure 16. Atactic Polypropylene.
Brin-tzinger 교수가 메탈로센을 사용해서 입체 선
택적으로 중합할 수 있다는 것을 발표하였다. 이
메탈로센 촉매 중합을 하면 새로운 구조의 폴리프
로필렌을 만들 수 있다. 즉, 서로 다른 입체규칙
도를 가진 폴리프로플렌을 제조할 수 있다. 대부
분 폴리프로필렌은 메틸기가 한쪽 방향으로만 결
합하여 있는 isotactic 형태이다.
블록 공중합체를 제조할 수 있다는 점은 메탈로
센 촉매를 가치 있게 만드는 중요한 인자이다.
Isotactic block와 atactic block을 가지는 폴리프로
필렌을 제조할 수 있다.
이 고분자는 매우 우수한 탄성체이다. 그 원리
는 복잡하게 얽혀있는 isotactic과 atactic 덕분이
다. Isotactic block은 결정성을 보이지만 비결정성
이며 고무의 성질을 보이는 atatic block과 연결되
어 있다. 수많은 작은 결정성 블록과 마찬가지로
많은 비결정성(고무성) 블록이 교차하여 나타남으
로써 결과적으로 우수한 탄성력을 지니게 된다.
PP는 가장 많이 쓰이는 PLA에 비해 Flexural
Modulus와 Flexural Strength가 압도적으로 높은
수치를 나타내고 있다. 그에 반하여 충격강도, 연
신율은 낮은 수치를 보였다. 사실 PLA는 아직
FDM의 필라멘트 형태로 손쉽게 만들기 어렵다.
조금 더 많은 연구가 필요하지만, PP가 나타내는
Flexural Modulus와 Flexural Stre-ngth의 높은 수
치는 가까운 미래에 3D 프린터의 출력물의 질과
종류를 다양하게 만들어 줄것으로 기대할 수 있다.
3.2.4. Poly tetra fluoro ethylene (PTFE)
내약품성이 뛰어나며, 넓은 온도에서 특성이 변
화하지 않는다. 불연성에 내후성이 좋으며, 비점착
성으로 마모계수도 작고 무독성이다. 이러한 성질
때문에 라이닝, 프라이팬, 같이 열악한 환경에 노
출되는 제품으로 사용되곤 한다.
PTFE는 FDM (FFF) 방식의 3D 프린터에 사용
되는 원료이다. FDM (FFF)의 노즐과 익스트루더
를 연결해주는 Barrel의 원료로써 사용된다. PTFE
는 테플론으로 유명한 플라스틱인데 녹는점이 높
고 열전도율이 낮으며 마찰계수가 낮은 특성이 있
다. 이는 핫엔드에 사용하기에 최적의 특성이며
기존의 Barrel들이 필라멘트를 제대로 전달하지
못하거나 쉽게 막히는 경우가 다반사이며 심지어
녹는 경우도 발생한 것에 반해 PTFE를 사용한
Barrel은 이러한 단점들을 모두 종식할 수 있었다.

기획특집: 3D 프린팅 기술
34 공업화학 전망, 제18권 제1호, 2015
Figure 20. Polystyrene.
*출처: http://wakalics.blogspot.kr/2015/01/fdmfff-3d.html
Figure 19. PEEK를 Barrel로 사용하고 내부에 PT-FE 튜브
를 넣은 노즐의 구조.
Figure 21. Syndiotactic Polystyrene & Atactic Polystyrene.
3.2.5. Polyetherether ketone (PEEK)
내열성이 뛰어난 열가소성 수지로, 폴리이미드
에 비해 성형 가공이 용이하다. PEEK의 연속 사
용 온도는 240 ℃ 정도지만 유리섬유 등으로 강화
하면 300 ℃까지 올라간다. 내열성면에서는 폴리
이미드 수지보다 낮은 물성이지만, 폴리이미드와
는 달리 고온으로 가열하면 녹기 때문에 다른 수
지와 마찬가지로 용이하게 성형 및 가공이 가능하
며 생산 코스트 면에서도 폴리이미드 수지보다 유
리하다.
PEEK는 유리섬유, 탄소섬유와 조화를 잘 이루
며, 내열성이 더욱 향상되기 때문에 복합재료로
항공 우주분야에 대한 사용도 예상된다.
PTFE를 사용한 Barrel은 기존보다 뛰어난 물성
을 보였지만 중대한 결함이 있었다. PTFE Barrel
은 필라멘트를 넣으면 그 압력을 견뎌내지 못하고
나사산이 뭉개져 버렸다. 이를 막기 위해 사용된
것이 바로 PEEK이다.
3.2.6. Polystyrene (PS)
폴리스타이렌은 가격이 저렴하고 강한 플라스
틱으로 일상생활에서 흔히 접할 수 있다. 자동차
나 비행기의 모델로도 사용되며 여러 제품의 포장
이나 보온재로도 사용되며 흔히 열가소성 플라스
틱이라 부르기도 한다.
폴리스타이렌은 비닐 고분자이고, 구조적으로
긴 탄화수소 사슬에 있는 탄소에 페닐 기가 결합
하여 있다. 폴리스타이렌은 스타이렌 단량체를 유
리 라디칼 중합하여 제조한다.
메탈로센 촉매의 등장으로 Syndiotactic
poly-styrene, Atactic polystyrene으로 나뉘게 된
다. Syndiotactic polystyrene은 규칙성을 띠고 있
으며 결정성이지만 Atactic polystyrene은 규칙성
이 없는 무정형질이다.
결정성인 Syndiotactic polystyrene는 270도에서
용융된다.
3.2.7. Poly (methyl methacrylate) (PMMA)
PMMA는 투명 플라스틱으로서 안전유리로 사

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 35
*출처: http://de.wikipedia.org/wiki/Polymethylmethacrylat
Figure 22. Poly (methyl methacrylate) (PMMA).
*출처: http://en.wikipedia.org/
Figure 23. ABS (Acrylonitrile, 1,3-butadiene, st-yrene).
용됩니다. PMMA는 일반 유리보다 투명하다. 그
정도는 PMMA의 두께가 30cm가 넘어도 투명도
가 그대로 살아있을 정도이다. 이러한 성질 때문
에 대형 수족관에서 사용되고 있다.
이 외에도 영하권 온도에서 윤활유나 기계유 등
의 점도가 올라가 껌과 같은 형태로 되는 경향이
있는데 이때 PMMA를 기름에 녹여 첨가하면 영
하권 온도에서도 점도의 변화 없이 사용할 수 있다.
PMMA는 높은 인장 강도와 내열성을 지니고
있으며 Investment casting에 많이 사용된다. 다른
재료를 사용하여 프린팅하면 표면이 매끄럽게 나
오지 않는 데 PMMA를 사용하게 되면 그 어느 재
료보다도 Sharp한 표면과 높은 정확도를 얻을 수
있다.
3.2.8. Acrylonitrile butadiene styrene (ABS) -
F-DM
Acrylonitrile, 1,3-butadiene, styrene을 중합하여
얻어지는 공중합체로 성상은 옅은 아이보리색의
고체로 착색이 쉽고 표면광택이 좋으며 기계적,
전기적 성질 및 내약품성이 우수하여 가정용 사무
실용 전자제품 및 자동차의 표면 소재로 주로 사
용한다.
ABS는 현재 전 세계 3D 프린터 사용자의 80%
정도가 사용하고 있는 대표적인 소재이다. ABS는
일반플라스틱과 유사한 강도를 지니지만, 착색과
성형성이 우수하다. 내충격, 강도, 내수성, 전기적
성질이 우수하다. 반면에 고온에서 변형을 주의해
야 하며 밀폐된 공간에서 플라스틱 냄새가 날 수
있는 단점이 존재한다. 내구성은 매우 뛰어나지만
녹은 뒤 굳는 데 걸리는 소요시간이 짧아 3D 프린
터의 원료로 사용하면 완성된 후에 갈라지거나 바
닥에 붙는 현상이 발생한다.
순수한 ABS 외에도 ABSplus, ABSi, ABS-M30,
ABS-M30i, ABS-ESD7 등이 각각의 용도에 맞게
사용되고 있다.
3.2.9. Poly Lactic Acid (PLA) - FDM
옥수수의 전분에서 추출한 원료로 만든 친환경
수지이다. 뜨거운 음식을 담거나, 아기가 입으로
물거나 빨아도 환경호르몬은 물론, 중금속 등 유
해 물질이 검출되지 않아 안전하다. 사용 중에는
일반 플라스틱과 동등한 특징을 가지지만 폐기 시
미생물에 의해 100% 생분해되는 재질이다.
ABS와 더불어 3D 프린팅에 가장 많이 쓰이는
원료인데 ABS의 단점을 보완해 줄 수 있는 원료
이다. PLA는 녹은 뒤 식어서 다시 굳기까지 시간
이 오래 걸려서 수축이 거의 일어나지 않는다. 실
제로 프린팅을 해보면 갈라짐과 바닥에 붙는 문제
가 거의 발생하지 않는다. 하지만 또 ABS와는 반
대로 내열성과 강도가 상대적으로 떨어져 내구성
이 낮다는 단점이 있다.

기획특집: 3D 프린팅 기술
36 공업화학 전망, 제18권 제1호, 2015
*출처: http://en.wikipedia.org/
Figure 24. Poly Lactic Acid (PLA).
Figure 26. Polycarbonates.
Figure 25. Nylon 12.
3.2.10. Nylon
일반적으로 내충격성이 우수하며 인장 강도, 항
복점, 경도 등의 기계적 성질은 결정화도에 의해
크게 영향을 받으며, 결정화도는 성형 방법, 성형
조건, 열처리 등에 의해 변한다. 나일론은 보통의
유기 용제에 녹지 않는다. 알칼리에 대해서도 강
한 저항성을 가지고 있지만, 강한 산에는 용해하
며 또 가수 분해된다. 용제로서는 페놀, m-크레졸
등의 페놀류, 포름산 등이 사용된다.
3D 프린팅에 사용되는 Nylon은 Nylon 12가 많
이 사용되고 있다. Nylon 12는 가장 견고하며, 다
른 적층 제조 기술보다 휴식시간 및 내피로성을
100-300% 향상 시킬 수 있다.
FDM Nylon 12는 반복적인 스냅과 마찰 결합
삽입을 포함하기에 높은 내피로성을 요구하는 어
플리케이션을 제작할 때 사용된다.
3.2.11. Polycarbonate
뛰어난 내열성, 기계적 특성, 전기적 특성 등을
균형적으로 갖추고 있고 또한 투명하고 자기 소화
성을 보이며 널리 쓰이고 있다.
PC는 사출블로우 성형으로 기계부품과 전자기
기 부품, 잡화 이외의 필름 시트에도 이용되고 있다.
PC는 신속한 툴링, 높은 내구성을 가지고 있는
우수한 엔지니어링 재료로 기능성 시제품, 및 최
종 사용 부품을 제작한다. PC의 높은 인장 강도
및 굽힘 강도는 픽스처, 금속 굴절에 대한 패턴 및
복합 작업에 자주 사용된다. 소량 제조 및 맞춤화
가 가능한 것도 큰 장점이다.
3.2.12. 금속소재
금속소재는 일반적으로 높은 물성 때문에 가정
용보다는 산업용으로 많이 쓰이고 있다. 그중 가
장 대표적으로 많이 쓰이고 있는 금속들로는 티타
늄, 알루미늄, 금, 은, 플래티늄이 대표적이다.
Ti는 타이타늄, 티타늄 혹은 티탄으로 명명되며
원자 번호는 22이다. 가볍고 단단하고 내부식성이
있는 전이 금속 원소로 은백색의 금속광택이 있
다. 순수한 티타늄은 낮은 물성치 때문에 강한 내
식성이 요구되는 곳을 제외하곤 대부분 합금으로
많이 쓰인다. 녹는점이 약 1670 ℃라 일반 가정집
에서 사용하기에는 무리가 있어 고가의 산업용
3D 프린터에만 사용되는 재료이다.
티타늄 합금은 실온의 결정 구조에 따라 4가지
로 나뉘며 시중에서는 ASTM 기준 등급으로 구분
된다.
Al은 은백색의 부드러운 금속으로 전성, 연성이
풍부하며 박이나 철사로 만들 수 있다. 성질은 순
도에 따라 다른데 전기의 양도체로, 비저항은 구
리의 약 1.6배이다. 또 비중으로 보아 전형적인 경
금속이다.
공기 중에 방치하면 산화물의 박막을 생성하여
광택을 잃는다. 가볍고 튼튼하며 산화에 강해 산
업 전반에 널리 쓰인다. 특히 항공우주 분야와 교
통, 건축 분야에서 많이 쓰인다.
알루미늄은 가늘게 뽑을 수 있는 연성이 크며,
전기 전도성 또한 좋으므로 3D 프린터의 원료로

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 37
사용하기 위해 필라멘트화 할 때 매우 유리할 것
으로 예상이 된다.
AU 즉 금을 3D 프린터 잉크로 사용하기 위해
선 5가지 단계가 필요하다. 우선 모델은 특별한 고
해상도 프린터를 사용하여 프린팅 해야 한다. 그
런 다음 Liquid plaster가 부어진 컨테이너에 넣는
다. Plaster가 세팅하고 왁스가 용광로 밖으로 흘
러 나오면 안에는 몰드가 되기 위한 pl-aster만 남
아있게 된다. 녹아내린 금은 틀에 넣고 딱딱하게
굳힌다. Plaster가 깨지고 나면 금으로 만들어진
제품을 볼 수 있다. 이는 공정 중 환경이 매우 중요
하다. 금에 불순물이 끼지 않게 주의해 주어야 한다.
Ag는 3D 프린터를 이용하면 기존보다 훨씬 훌
륭한 품질의 Ag 제품을 만날 수 있다. 공정도 금
보다 훨씬 단순하게 3단계로 압축된다.
은 제품은 고해상도 3D 왁스 프린터를 사용하
여 lost-wax법을 사용한다. 마찬가지로 3D 프린터
의 왁스모델을 컨테이너에 넣고 Liquid plaster를
제작된 틀에 뿌려준다. Plaster가 붙은 뒤 왁스가
녹아내리고 나면 녹은 은이 plaster 틀에 들어가게
된다. Plaster는 은의 바깥쪽으로 드러나게 되고
표면이 매끄러운 제품이 완성된다.
3.3. 스마트소재의 종류와 특성
스마트 물질은 재료자체가 감지, 구동, 제어, 학
습 및 계산 등의 능력을 보유하여 외부 자극에 의
하여 그 모습이 2차원에서 3차원으로 혹은 3차원
에서 2차원으로 가역적으로 변화하거나 물리적 성
질이 변화가 나타나는 물질을 일컬어 말한다. 이
러한 물질로는 겔, 공액고분자, 형상기억 고분자/
합금 등이 있고, 이러한 재료에 영향을 끼칠 수 있
는 외부 자극으로는 온도, 습도, 빛, 전기장, 용매
조성, pH의 변화 등이 있다.
Piezoelectric - 압력에 의해 전압이 생기는 소
재(전자저울, 전기가스라디에이터)
압전효과를 나타내는 결정은 대칭성 중심이 결
여되어있어서 응력을 받지 않는 상태에서도 포텐
셜의 차이가 있어야 한다. 이러한 결정에 기계적
응력이 가해지면 이 차이를 증가시키거나 감소시
켜 분극의 변화를 초래한다. 반대로 외부에서 전
기장 세기를 바꾸면, 결정의 이온간 거리에 전기
장의 방향으로 팽창 또는 수축이 일어난다. 대표
적 압전체로는 SiO2, Rochell, BaTiO3, PbTiO3,
PbZrO3 등이 있다. 이러한 압전효과를 나타내는
세라믹을 압전세라믹이라 부르며 압전전환소자,
고전압변환기, 초음파진동기 등에 사용된다.
Magnetostrictive - 기계적 압력에 의해 자성이
변화하여 형상이 변화
강자성체를 자화했을 때, 자성체의 외형이 변하
는 현상이다. 변형된 크기와 원래 크기의 비율은
극히 작다. 자기변형이 일어나는 두 가지 이유는
물체에 강자성이 발생할 때 결정격자가 탄성에너
지와의 합이 최소가 되도록 변하기 때문이며, 자기
구역이 자화되는 방향으로 뒤틀어지기 때문이다.
이 변형에 의해 자성체 내부에 변형력이 생긴다.
Shape memory alloys, polymers - 온도 변화
또는 압력 변화에 의해 기억된 형태로 되돌아가는
소재
형상기억 폴리머는 형상기억 합금과 그 원리가
유사하다. 온도나 압력 변화에 의해 저장되어있던
형태로 돌아갈 수 있다. 이를 이용하여 의료, 의학
분야에서 매우 큰 역할을 해낼 것으로 많은 전문
가가 예측하고 있으며 이미 이를 이용한 인공장기
를 프린트해내는데 성공하였으며 임상실험이 멀
지 않았다고 얘기하고 있다.
Thermochromic/Photochromic - 온도, 빛에 반
응하여 색이 변화하는 소재(낮과 밤에 따라 어둡
기가 달라지는 선글라스)
감온변색소재라고 일컬어지는 이 소재는 외부
온도에 의해 색상이 사라지거나 나타나는 기능을
말하며 일반적으로 온도변화를 눈으로 식별해야
할 필요가 있거나 기능성 패션의 표현이 필요할
때 적용한다.
광색성은 어떤 물질이 빛의 조사에 의하여 착색

기획특집: 3D 프린팅 기술
38 공업화학 전망, 제18권 제1호, 2015
*출처: Adv. Drug. Deliv. Rev., Vol. 58, pp. 1655-70.
Figure 27. 약물 송달시스템(생체에 대한 약물의 안정성, 유
효성 혹은 신뢰성을 높이기 위해 투여 기술과 체형을 개선
하고 약물의 생체 내 거동을 제어하는 시스템)에 사용되는
외부 자극의 종류와 스마트 폴리머의 반응들.
되거나 변색하고 어두운 곳에서는 원상태로 되돌
아가는 성질을 가지는 것으로 염화은 등을 혼입한
포토크로믹 유리나 아조 화합물 등을 분자 사슬 중
에 부가시킨 포토크로믹 고분자에서 볼 수 있다.
자동차 앞유리나 안경렌즈로 응용이 가능하다.
FerroFluid (액체자석) - 자성입자를 액체에 분
산시켜 만든 것(위조방지 지폐 마그내틱 잉크, 스
피커 파워 컨트롤)
액체자석이란 강자성을 띠는 입자인 자성 나노
입자로 구성되어 있다. 대표적인 자성 나노입자의
예로는 산화철, 페라이트 등이 있다. 이 자성 분말
은 브라운 운동을 통해 개시된다. 실질적으로 응
용할 때는 자성 분말을 액체에 분산시킨, 액체 자
석 형태로 응용한다. 자기장이 있는 부분만 자기
력선을 따라가기 때문에, 자기장의 세기와 방향을
변화시킴으로써 자유자재로 조종할 수 있다. 하지
만 자성 입자들이 잘 분사되어 있어야 하기 때문
에 계면활성제 혹은 자성입자 표면에 탄화수소 고
리를 접착해야 한다. 이는 MRI와 위조방지를 위
한 자기잉크에 쓰이며 광학적인 응용도 연구되고
있다.
Chromogenic systems - 전기, 광학, 온도 변화
에 반응하는 컬러 변화(일반적인 미생물의 색소생
산능력, LCD)
Halochromic - 산의 변화에 따라 컬러가 변하
는 소재, 금속의 부식 정도에 따라 컬러가 변하는
페인트
일반적으로 무색 또는 연하게 착색되어 있는 물
질이 진한 산 혹은 염과 반응하여 진하게 착색한
물질을 생성한다.
Self healing - 손상을 수리하기 위해 원래의 상
태로 회복하는 능력을 갖춘 소재
말 그대로 스스로 손상을 치유하는 소재인데 이
미 시중에 핸드폰 케이스 등으로 구입할 수 있으
며 후면 커버에 흠집 방지 필름을 입혀 스마트폰
커버에 생기는 가벼운 흠집을 수 분 이내에 스스
로 치유한다.
Dielectric elastomers (Des) - 외부 전기 영향아
래 최대 300%까지 변형 가능한 소재
흔히 유전성 탄성체 혹은 토크를 발휘하는 고분
자라고도 불리는 이 재료는 블록 공중합 고분자인
자체 정렬 고분자와 미네랄 오일과 같은 블록 선
택형 올리고머의 혼합을 통해 제조된 것이다. 저
비용, 저중량, 견고한 기계 성질로 인해 생물 근육
을 모방할 수 있다. 또한, 개발된 재료는 전기 에
너지를 기계적인 일로 변환하는 특성인 전자기계
커플링 효율이 우수하고, 성질변화가 거의 없다.
외부 자기장이 필름의 반대면 전극으로부터 재료
에 가해지면 탄성체의 활성 영역이 측방으로 확장
되도록 재료는 수축한다. 이러한 수축은 맥스웰
Stress에 기인하며 이것이 바로 유전 탄성체가 작
동하는 원리이다.
Stimulus-sensitive polymer - 자극 감응형 폴
리머
스마트 폴리머는 온도, 습기와 같은 외부의 물
리적 또는 화학적 자극을 감지하고 형상이나 사이
즈를 변형하는 기능 때문에 인텔리전트 폴리머,
자극 감응형 폴리머 라고도 한다.

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 39
*출처: (Polymer Sci. Tech., Vol. 14, pp.431-7)
Figure 28. 온도감응형 스마트 폴리머의 형태변화(대표적
인 온도 감응형 스마트 폴리머).
*출처: Adv. Drug. Deliv. Rev., Vol. 54, pp. 79-98
Figure 29. 글루코스 감응형 스마트 폴리머를 이용한 개략
적 인슐린 약물 송달 시스템.
Temperature-sensitive polymer - 온도 감응형
폴리머
온도 감응형 폴리머는 상온에서는 액체 형태
이지만, 체온과 같은 높은 온도에서 겔 형태로 수
축하는 고분자이다. 이들은 낮은 온도에서는 물
에 용해되지만 저임계 용액 온도(LCST - lower
critical solution temperature)를 경계로 물에 대한
고분자의 용해성이 감소하고, 탈수화가 일어나서
겔 수축 변형하는 것이다. 이에 따라 겔 내부 약물
방출을 천천히 방출하게 할 수 있다.
이런 고분자를 이용하면 파클리탁셀과 같은 항
암제를 함유시켜 상온에서 액체 형태의 주사제를
만들 수 있다. 이 주사제를 고형암 환자의 병소에
투여하면, 고형암 병소에 주입된 후 체온에서는
겔 모양으로 수축 변형하여 즉, 체내의 고형암 병
소에서 항암제 저장소가 형성되고, 항암제가 장시
간에 걸쳐서 천천히 방출되므로, 매우 효율적으로
항암제를 암세포로 전달할 수 있다. 또한, 이런 온
도 감응형의 고분자를 응용하면 피부 온도 이하에
서는 액상이지만 피부 온도에서는 고탄성의 겔 패
치를 형성하여 피부를 보호하면서 약물을 천천히
방출하게 할 수 있다.
또 다른 예로는 약물 송달 시스템이 있는데, 보
통 인슐린 의존형 당뇨병 환자의 경우, 하루에 3∼
4회 정도 인슐린 주사를 맞아야 하므로 주사 투여
에 의한 불편함이나 통증을 호소한다. 그런데 글
루코스를 감지하는 스마트 폴리머를 응용한다면
정확한 시간에 적절한 양의 인슐린을 당뇨병 환자
들에게 투약할 수 있다.
이런 약물 송달 시스템에서는 혈액 등 외부에
글루코스가 없을 때, 글루코스 감응형 스마트 폴
리머의 고분자 막 역시 팽윤이 되지 않고, 고분자
내에 있는 인슐린도 외부로 확산하지 않는다. 하
지만 혈당이 상승한 상태 즉, 글루코스가 고분자
막 안으로 확산하여 들어오면, 고분자에 달려 있
는 글루코스 센서인 글루코스 산화효소와 글루코
스가 반응하여 글루콜릭 산 즉, 산성 물질을 만든
다. 고분자 주변이 이런 산성 물질로 인하여 낮은
pH로 변화하면, 고분자 막이 팽윤하여 고분자 내
에 있는 인슐린이 방출하게 되고, 혈당도 떨어질
것으로 기대할 수 있다. 한편, 외부에 글루코스가
없을 때는 다시 고분자 막이 수축하고, 인슐린의
확산도 자동으로 차단된다.

기획특집: 3D 프린팅 기술
40 공업화학 전망, 제18권 제1호, 2015
4. 3D 프린터의 응용방안
3D 프린트의 활용 및 응용방안은 매우 광범위
하게 분포되어있다. 일생생활에서부터 우주까지
적용할 수 있다. 우선 일상생활에서는 간단한 생
활용품을 즉석에서 만들어 사용할 수 있게 된다.
아직 원료의 한계로 인하여 제작 가능 범위는 좁
지만, 아이디어에 따라 유용한 물건들을 큰 비용
없이 직접 제작해낼 수 있다. 이는 창업이나 벤처
기업 등지에도 영향을 미칠 전망이다.
3D 프린팅 기술 지원 중 가장 많이 요청되는 제
품의 형태는 사출금형용 제품이며 약 50%나 차지
하고 있다. 이는 금형 생산에 큰 비용이 소모되기
때문에 설계단계에서 3D 프린팅된 시제품을 이용
하여 확인하고자 하는 의도이다. 최근 의료용 제
품에 대한 지원이 증가하고 있는데, 의료용 제품
은 다양한 곡면형상을 포함하고 있어 단순히 화면
을 통해 보는 것과 실제 제품에는 많은 차이가 있
기 때문이다. 이처럼 대부분 설계 형상을 확인하
고자 3D 프린팅을 활용 하나 기어나 조립품 등 구
조적인 문제점을 찾기 위해 3D 프린팅을 요청하
는 사례도 있다.
3D 프린터의 조형물은 표면품질이 좋지 않다는
문제점이 종종 제기되기도 한다. 그 이유는 bot-
tom-up (적층식) 공정에서 오는 한계와 같은 것인
데 금속 제품이나 산업용 제품 중에는 날카로운
표면이 필수불가결한 부분이 존재한다. 그러므로
몇몇 전문가들은 3D 프린터의 목적 및 사용처를
섬세한 기술이 필요한 부분에 한정적으로만 사용
하는 것이 바람직하다고 주장하기도 한다.
이미 수많은 연구자 및 의사들이 3D 프린터를
이용하여 인공 장기를 만드는 것에 성공하였으며
제대로 기능을 유지하는 것까지 확인하였다. 물론
아직 임상적으로 활용할 수 있는 정도는 아니지만
이와 같은 기술이 계속해서 발전하게 된다면 3D
프린터가 생명을 살리는 의료업계에 매우 중요한
기술로 채택될 것이다.
그 외에도 의족이나 의수의 제작에도 매우 큰
장점을 나타내고 있는데 의족이나 의수는 제작
과정에 드는 비용과 시간이 많이 든다. 어린 나이
의 어린아이의 경우 성장하는 정도에 따라 지속
해서 장비를 교체해줘야 하므로 소비자의 부담이
매우 크게 나타난다. 이러한 문제점을 인지하고
최근에 3D 프린터를 활용해 저렴하게 의수나
의족을 제작해 활용하는 사례가 크게 증가하고
있다.
그리고 보형물로도 사용될 수 있으며 영국의 한
회사에서는 손상된 신체 부위를 대체할 수 있는
보형물을 3D 프린터로 제작하는데 성공하였으며
기존에 수작업으로 만들던 방식에 비해 기간은 3
달가량에서 2일로 비용은 700만 원에서 20만 원
수준으로 낮춰졌다. 하지만 수제 보형물에 비해
정교함이 떨어지는 것이 문제이다.
이 외에도 인공 턱뼈를 제작하거나, 자신의 귀
에 꼭 맞는 보청기를 제작하는 등 의료 분야에서
3D 프린터는 개인에게 꼭 맞는 제품을 보다 저렴
하고 빠른 시일 내에 제작해준다는 점에서 각광받
고 있다.
또한 최근 미국에서 한 공학생들이 3D 프린터
를 이용하여 장애인들을 위한 휠체어를 만들었는
데 기존에 비해 매우 경량화 되어 있고 구조를 개
선하여 많은 힘을 들이지 않고도 움직일 수 있는
휠체어를 만들어 세간의 주목을 받은 사례도 있다.
마지막으로 예술/문화/패션 부분에서도 사용될
수 있는데 예술/문화의 경우 세계적인 박물관들
이 보유하고 있는 미술품들 중 그간 공개하지 못
했던 작품들을 사람들이 쉽게 접할 수 있게 될 전
망이다.
5. 3D 프린터 시장전망
국내외 3D 프린팅 시장 현황 및 전망
3D 프린터는 개발된 지 오래되었지만 여전히
사람들에게 있어서는 새로운 기술이다. 이 새로운
기술은 사람들이 받아들이기까지 시간이 걸리는데
이러한 그래프를 Roger의 개혁확산이론이다. Roger
의 개혁확산이론은 몇 가지 기준이 존재하는데 기
준의 충족 정도를 측정하여 그래프를 나타낸다.

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 41
*출처: http://blog.naver.com/jcmr/10178476712
Figure 30. Roger의 개혁확산이론.
*출처: http://epartner.ldcc.co.kr/epro_com/popup_news.jsp?
seq=367&news_type=I
Figure 31. 3D 프린터 특허보유현황, 보급률, 점유율, 시장
전망.
여러 기관에 의하면 3D 프린터가 2040년에 1인
당 1대가 될 것이라는 전망을 내놓았다. 3D 프린
터는 그래프의 초기 위치에 존재하고 있는데 이는
그간 유래 없이 빠른 속도로 보급된다는 것을 나
타내며 이는 상당히 밝은 시장전망을 의미한다.
3D 프린터의 대표적 시장조사기관인 Wholers
Associates에 따르면 2012년 제품과 서비스를 포
함한 세계 3D 프린팅 시장규모를 전년도 대비
28% 증가한 22억 달러로 추산하였다. 처음 서비
스가 시작한 1987년도부터 2012년까지 3D 프린
팅은 연평균 25.4%의 성장세를 보이고 있다. 3D
프린터와 서비스를 포함한 전체 프린팅 시장은
2021년까지 109억 달러 규모로 성장할 것으로 전
망하고 있다. 또한, 2012년 현재 3D 프린터 누적
설치대수(5만 6856대)를 기준으로 시장규모를 조
사한 결과 미국, 독일, 일본, 중국, 영국 순으로 나
타났으며 5개국이 전체 시장의 70%를 차지하고
있다.
Figure 31에 나와 있는 자료에 의하면 국내 3D
프린팅 시장 규모는 2011년 약 200억 원 규모로
추정되며, 3D 프린터 보급 현황은 1,300대로 세계
8위에 머물러 있다고 나와 있다. 하지만 전체적인
시장점유율을 살펴보면 미국, 일본, 독일, 중국과
는 매우 큰 격차를 나타내고 있으며 특히 1위인
미국과는 거의 19배나 차이가 나는 것을 볼 수 있
다. 심지어 고가의 산업용 프린터의 지표를 나타
내는 금속 3D 프린터의 시장 점유율은 측정조차
되기 어려운 수준으로 현재 다른 국가들에 비해
매우 뒤처져 있는 모습을 보이고 있다.
최근 3년간 전체 3D 프린팅 시장의 규모가 커
지면서 3D 프린터 제조업체도 함께 성장하였으
며, 동시에 산업용과 개인용으로 분리된 시장구조
를 통합하고 시너지를 얻기 위해 업계 M&A가 활
발히 진행 중이다. 또한, 2D 인쇄기기 업체와 마
찬가지로 자사의 기기에 호환되는 소재 카트리지
판매 시장을 구축하고 있다.
국내에서 3D 프린터 관련 원천기술을 보유한
업체는 ‘캐리마’와 ‘인스텍’으로 산업용 3D 프린
터와 스캐너를 제조하고 있다. 또 차원 역설계
S/W를 개발하여 3D System에 인수된 ‘아이너스
기술’ 등이 있다. 개인용 3D 프린터는 주로 오픈
소스에 기반을 두고 있으며, 커뮤니티와 결합하여
완제품, 키트, 설계권을 거래하는 시장을 형성하고
있다.
현재 원천기술 보유와 기술 확산성의 문제로 세
계시장뿐 아니라 국내에서도 기술 표준과 사용경
험 측면에서 선도자가 시장을 점유하고 있는 상황

기획특집: 3D 프린팅 기술
42 공업화학 전망, 제18권 제1호, 2015
*출처: http://epartner.ldcc.co.kr/epro_com/popup_news.jsp?
seq=367&news type=I)
Figure 32. 세계 3D 프린터 시장규모 전망.
이다. 국내에서는 기존 기술의 세계 특허로 인해
현재 사용 중인 기기 시장의 접근이 어렵고, 미국
시장 특허를 꾸준히 모방하는 등 기업 차원의 노
력은 진행되고 있으나 국가적으로 원천기술 R&D
개발 지원이 미비하다.
그리고 3D 프린터나 S/W 개발은 이루어지고
있으나 3D 프린팅용 신소재 관련 개발 시스템이
부족하다. 미국은 탄소섬유, 중국은 티타늄, 일본
은 모래, 독일은 생체조직 등 각국에서는 원천기
술 개발과 함께 신소재 개발 부문에서도 국가 또
는 업체 주도의 R&D 시스템도 2014년 들어 시작
하였다.
3D 컴퓨팅 비즈니스는 시작된 지 약 25년이 지
났지만, 기술 개발 등의 문제로 아직 본격적인 상
용화 시장이 형성되지 않은 단계라고 할 수 있다.
미국 시장조사업체 Gartner에 따르면, 3D 프린팅
은 2011년 7월 기준으로 현재 관련 기술에 대한
관심이 높아지는 관심고조기에 막 들어가는 단계
에 있으며, 주류 기술로 수용되기까지는 앞으로 5
∼10년은 지나야 할 것으로 예상된다. 전 세계 3D
프린터 시장은 향후 소재 등 기술 개발과 가격 하
락에 따라 크게 확대될 전망이다.
부품을 3D 프린팅으로 생산하면 미리 부품을
생산해 창고에 비축할 필요가 없으며, 오래된 부
품도 도면만 가지고 있으면 다시 3D 프린팅으로
제작할 수 있어 제조 효율성을 크게 증대시킬 수
있기 때문이다. 아직은 기업이 거의 대다수 수요
를 차지하고 있으나, 보급형 3D 프린터의 대중화
로 최종 소비자의 수요도 늘어날 것으로 예상된다.
3D 프린터 시장조사기관인 Wohlers는 3D 프린
팅은 현재 1960년대 반도체 산업과 비슷한 수준에
도달했으며, 앞으로 얼마나 성장할지는 예측하기
어렵다고 말했다. Wholers Associates, Inc (2012)
자료에 의하면, 3D 프린터의 산업별, 국가별 시장
점유율 현황은 주로 전자제품과 선진국을 중심으
로 시장이 형성되어 있음을 알 수 있다.
먼저, 산업별 점유율을 보면, 소비재/전자제품
이 20.3%로 가장 많은 비중을 차지하며, 다음으로
자동차/운송(19.5%), 의료/치과(15.1%), 항공/우주
(12.1%) 순을 차지하고 있다. 한편, 국가별 점유율
을 살펴보면 미국이 38.3%로 가장 크며, 다음이
일본 10.2%, 독일 9.3%, 중국 8.6% 순이며, 한국
은 2.2%를 차지하고 있다.
또한 Fartner에 따르면 3D 프린터가 오는 2016
년에 대중화될 것으로 전망하면서 3D 프린터의
혁신이 예상보다 빨리 진행될 것이라고 밝혔다.
특히, 기업용 3D 프린터 시장이 활성화되어 디자
인 분야에서 3D 프린터를 이용한 제품 혁신이 활
발하게 진행될 것으로 전망되고 있다.
글로벌 3D 프린팅 제조 및 관련 서비스 시장은
3D 프린터 시장조사기관인 Wohlers가 2019년 61
억 달러로 전망하였는데, 3D 프린팅으로 제조된
제품의 가치를 더할 경우 133억 달러에 달할 전망
이다. 3D 프린터 업체는 산업용 프린터를 중심으
로 성장하여 왔으나 최근 규모의 경제 효과 및 기
술 발달로 인한 원가절감 등으로 개인용 시장 성
장이 가속화되는 추세이고, 현재 미국, 일본, 독일,
중국 시장이 전체 시장의 절반 이상을 차지하고
있으며 소비재/전자제품, 자동차/운송, 의료/치과,
항공/우주 영역에서의 활용이 확대되고 있다.
2012년 기준 글로벌 산업용 3D 프린터 시장은
M&A를 통해 성장한 Stratasys와 3D Systems
양사의 과점체제가 구축되어 있다. Stratasys는
2011년 5월 Solidscape를, 2012년 2월 Object를

3차 산업혁명 3D Printing
KIC News, Volume 18, No. 1, 2015 43
*출처: Wohlers Associates inc. 2012
Figure 33. 3D 프린팅의 가치별 분류와 예상되는 이득.
인수하며 57.4%의 시장 점유율을 달성하였고, 3D
Systems는 SLA와 SLS 기술에 대한 원천 특허를
보유하고 있으며, 2011년 이후에만 25건의 M&A
를 통해 시장 점유율을 확대해 나가고 있다. 국내
산업용 3D 프린터 규모는 2012년 약 300억 원으로
추정되며, 대부분 해외 선도 기업의 수입제품이다.
세종정보기술이 3D systems, USL, Formetch 등의
제품을 판매하고 있으며, 시스템엔지니어링은
Stratasys, Object 제품을 판매 중에 있다. 현재 국
내 기업 중 실제 산업용 3D 프린터를 개발, 판매하
는 기업은 캐리마, 인스텍 등에 불과한 실정이며
게다가 2012년 국내에 설치된 3D 프린터 1,300여
대 중 캐리마와 인스텍의 제품은 약 40대 정도로
극히 미미한 상황이다.
현재 시장규모가 급격히 증가할 것으로 예상됨
에 따라 3D 프린터 관련 특허출원도 활발하게 진
행되고 있다. 3D 프린터 기술관련 특허출원은
1986년 후반 미국의 3D 시스템즈에서 찰스 헐에
의해 개발되어 출원한 것이 최초로 알려져 있다.
1990년대 초반에 표준특허가 출원되었고, 그동안
3D 시스템즈는 해당 분야의 특허 포트폴리오를
구축하여 특허침해소송을 통한 경쟁사의 시장진
입을 막아왔다.
최근 표준특허의 권고기간이 만료됨에 따라 기
술시장이 확산되고 있는 추세이고, 우리나라의 특
허출원도 2005년까지 19건에 불과하던 것이 2006
년에서 2011년 사이에 59건이 출원되면서 증가
추세를 나타내고 있다. 3D 프린팅 기술이 시장 형
성 초기 단계인 만큼 관련 기술의 특허출원은 앞
으로도 지속적으로 증가할 것으로 전망된다.
글로벌 업계 동향
미국, EU, 일본, 중국 등 세계 각국이 미래 제조
업의 핵심으로 3D 프린터 산업을 육성하고 있으
며 한국도 이에 관련된 산업 육성책을 마련하고
있다. IT 시장 조사기관인 Gartner에 따르면 10만
달러 미만 3D 프린터 세계 출하량은 2013년 5.6만
대에서 2014년 9.8만대 정도로 증가할 것으로 전
망하고 있으며 2020년이면 산업용 프린터 가격이
2,500달러 이하로 떨어질 것으로 전망하였다(현재
전문가용 3D 프린터는 평균 1.5만 달러 내외로
추산).
그리고 Wohlers Associates Report 2012에 따르
면 해외의 경우 3D 프린터 보급률은 2012년 한해
6,494대이며 1988년부터 집계된 누적대수는 총
49,035대이다. 한국의 경우 2013년 기준 보급용을
제외하고 약 1,300여 대의 산업용 장비가 누적 설
치된 것으로 파악되고 있으며 3D 프린팅 관련 시
장 규모는 2차 서비스와 생산물 가치를 포함 2001
년 11억 달러에서 2012년 47억 달러, 2019년에는
약 138억 달러로 전망하고 있다.
6. 결 론
현재 여러 선진국들이 3차 산업혁명의 핵심이
라 불리는 3D 프린터에 대한 연구, 특허 획득에
열을 올리고 있다. 하지만 이미 미국은 수많은 특
허를 지니고 있으며 시장 점유율 또한 미국이 압
도적인 차이로 우세하다. 현재 우리나라의 3D 프
린터 보유 현황은 미국, 일본, 독일, 중국, 영국, 프
랑스의 뒤를 이은 2%에 불과하며 이는 거의 3D
프린터에 대한 기여도가 없다고 말해도 과언이
아닐 듯하다.
이러한 현실을 정부에서도 깨닫고 현재 지원을
아낌없이 해주며 국내에서도 최근 3D 프린터의
보급률이 많이 올라가고 있지만, 실상은 그렇지
않다. 고가의 산업용 3D 프린터는 전무하다 해도

기획특집: 3D 프린팅 기술
44 공업화학 전망, 제18권 제1호, 2015
김 세 현
1997~2004 경북대학교 공업화학과 (학사)
2004~2010 포스텍 화학공학과 (공학박사)
2010~2011 포스텍 고분자 연구소 박사 후
연구원
2011~2013 University of Minnesota 박사 후
연구원
2013~현재 영남대학교 나노메디컬 유기재료
공학과 조교수
송 현 우
2008~2015 영남대학교 섬유패션학부 나노
소재 (학사)
2015~현재 영남대학교 유기신소재 공학과
석사
과언이 아니며 단지 새로운 사업 및 창업을 목표
로 하는 일부 영세업자들의 무분별한 구매에 의한
수치에 지나지 않는다. 영세업자들이 3D 프린터
를 이용하여 꾸미는 사업은 대부분 프라모델, 피
규어 관련한 단순한 사업들이며 새롭거나 획기적
인 아이디어는 전혀 없는 실정이다. 고로 이렇게
수치뿐인 성장이 아니라 3D 프린터에 대한 심도
있는 연구와 함께 다양한 강좌의 개설이 3D 프린
터의 보급과 병행되어야지만 보유 특허, 국가 기
술력 증가를 기대할 수 있다.
특히 3D 프린터의 최대 취약점이라 할 수 있는
표면 개질에 대한 연구가 조속히 진행되어야 하
며, 최대 취약점인 표면 개질이 개선 되어야지만
경제 성장의 원동력으로서의 가치를 해낼 것이다.
참 고 문 헌
1. Adv. Drug. Deliv. Rev., Vol. 58, iss. 15, 2006.
2. Polymer Sci. Tech., Vol. 14, iss. 6, 1989.
3. Adv. Drug. Deliv. Rev., Vol. 54, iss. 1, 2002.
4. 스마트소재(Smart Material)응용 4D 프린팅
해외 기술 동향 및 관련 스마트소재 기술 요소
동향. 2014.
5. 자이스트(xyzist.com).
6. Wohlers Associates report 2012.
7. IRS Global report 2012.