zuercher tank regulators principles of tank...
TRANSCRIPT
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
Why Inertisation (blanketing) of Tanks? General Tank inertisation or “blanketing” is required in many applications where products or liquids stored in the tank are processed and/or filled into and emptied from the tank on a regular basis. Controlled blanketing and ventilation with nitrogen using pressure reducing (blanketing) and relief (ventilation) self-acting regulating valves helps to reduce nitrogen costs and considerably reduce the risk of environmental pollution and explosion
Inertisation (blanketing) Reactors processing different batches require ongoing blanketing of the space above the process media in the tank or reactor. When batch processing is completed, reactors are shut down and may be cleaned through the opened manhole. However, this requires that the air in the vessel or reactor after cleaning be removed (inertisation), through the controlled ingress of an inert gas – Nitrogen - before the next process begins.
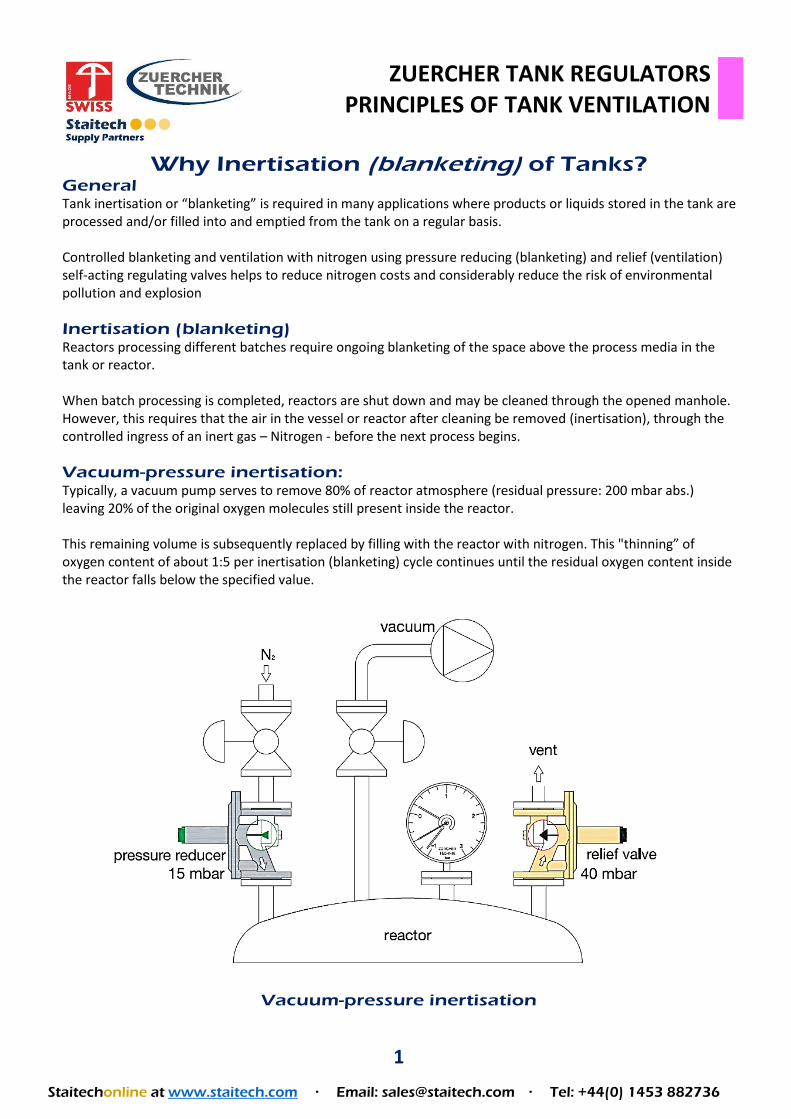
Vacuum-pressure inertisation: Typically, a vacuum pump serves to remove 80% of reactor atmosphere (residual pressure: 200 mbar abs.) leaving 20% of the original oxygen molecules still present inside the reactor. This remaining volume is subsequently replaced by filling with the reactor with nitrogen. This "thinning” of oxygen content of about 1:5 per inertisation (blanketing) cycle continues until the residual oxygen content inside the reactor falls below the specified value.
Vacuum-pressure inertisation 1
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
Why Inertisation (blanketing) of Tanks? – Continued
Overpressure inertisation: Alternatively, in pressure-resistant reactors, instead of the vacuum-pressure inertisation procedure described above, inertisation (blanketing) can be achieved through overpressure rather than vacuum-pressure. The pressure inside the reactor is increased to 1 bar by pumping in inert gas which is subsequently relieved to atmospheric pressure. In this process, the thinning of oxygen content amounts to some 1:2 per inertisation (blanketing) cycle. If the pressure inside the reactor is increased to 2 bar, the thinning rate is about 1:3, and so on. Once the reactor has been inerted and ready for the process to start, the low-pressure differential pressure regulators change over from the inertisation (blanketing) mode to the normal ventilation (reducing/relieving or “breathing”) mode as the tank/reactor fills and empties, as both blanketing and ventilation regulators are used in tandem to maintain blanketing pressure.
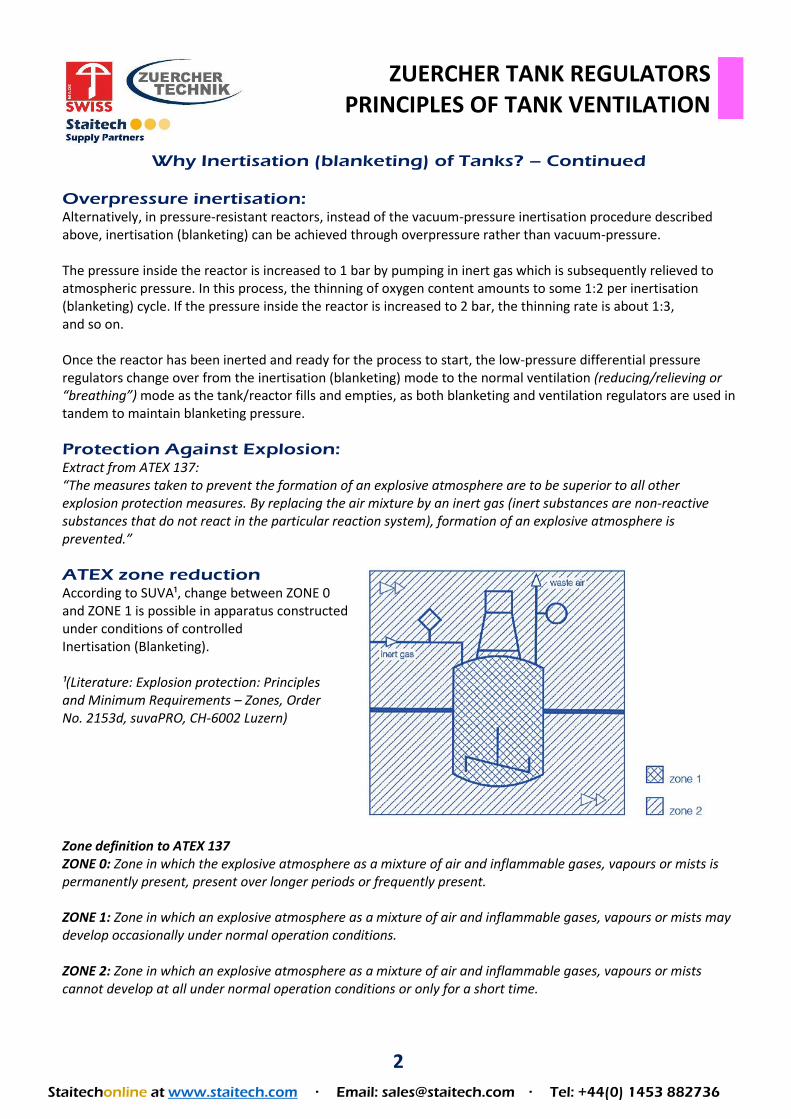
Protection Against Explosion: Extract from ATEX 137: “The measures taken to prevent the formation of an explosive atmosphere are to be superior to all other explosion protection measures. By replacing the air mixture by an inert gas (inert substances are non-reactive substances that do not react in the particular reaction system), formation of an explosive atmosphere is prevented.” ATEX zone reduction According to SUVA¹, change between ZONE 0 and ZONE 1 is possible in apparatus constructed under conditions of controlled Inertisation (Blanketing). ¹(Literature: Explosion protection: Principles and Minimum Requirements – Zones, Order No. 2153d, suvaPRO, CH-6002 Luzern)
Zone definition to ATEX 137 ZONE 0: Zone in which the explosive atmosphere as a mixture of air and inflammable gases, vapours or mists is permanently present, present over longer periods or frequently present. ZONE 1: Zone in which an explosive atmosphere as a mixture of air and inflammable gases, vapours or mists may develop occasionally under normal operation conditions. ZONE 2: Zone in which an explosive atmosphere as a mixture of air and inflammable gases, vapours or mists cannot develop at all under normal operation conditions or only for a short time.
2
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
Why Inertisation (blanketing) of Tanks? – Continued
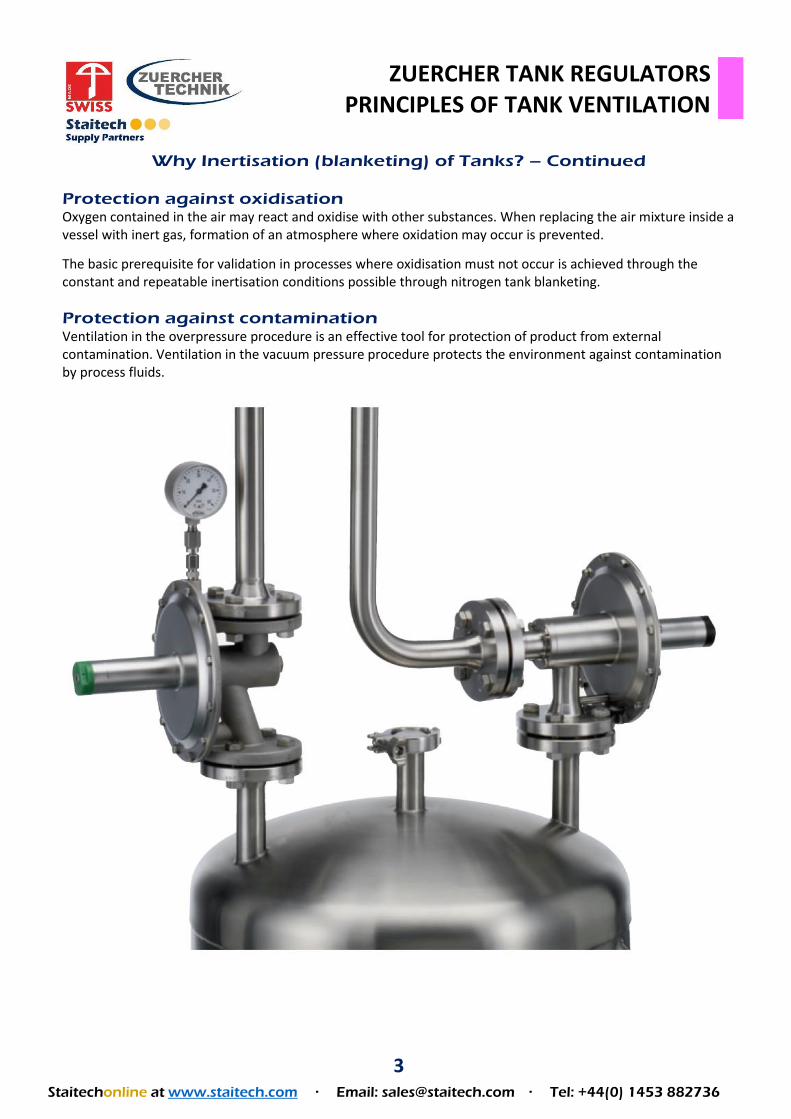
Protection against oxidisation Oxygen contained in the air may react and oxidise with other substances. When replacing the air mixture inside a vessel with inert gas, formation of an atmosphere where oxidation may occur is prevented.
The basic prerequisite for validation in processes where oxidisation must not occur is achieved through the constant and repeatable inertisation conditions possible through nitrogen tank blanketing.
Protection against contamination Ventilation in the overpressure procedure is an effective tool for protection of product from external contamination. Ventilation in the vacuum pressure procedure protects the environment against contamination by process fluids.
3
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
Why Ventilation of Tanks?
General Two pressure regulators are required for optimum ventilation. One self-acting pressure regulating (reducing) valve (blanketing) is needed for the nitrogen flow-in ("breathing-in”), and one self-acting back-pressure regulating relief valve is required for gas flow-out ("breathing-out”). The ventilation process takes place in a pressure range of 10 – 50 mbar in order to minimize the inert gas consumption. The aim of each ventilation process is to maintain the inert status inside the reactor throughout the production process in the vessel.
Ventilation So, the term “Ventilation” applies when two self-acting regulators (Reducing and Relieving), work in tandem for the safe ingress and egress of inert gas into a process vessel or reactor thereby removing oxygen by providing a “blanket” of inert gas – Nitrogen – into the empty space of the vessel preventing internal and external contamination, explosion, oxidization of the process and reduced Nitrogen costs when the blanketing system is a closed system rather than ventilation to athmosphere.
Ventilation under vacuum-pressure or overpressure conditions
Overpressure ventilation: If ingress of oxygen into the process is to be avoided (e.g. in the presence of solvents), ventilation takes place under overpressure conditions.
Vacuum pressure ventilation: If the escape of process gas is to be avoided, (e.g. in case of toxic fluids), ventilation should take place under vacuum pressure conditions, examples of typical overpressure or vacuum-pressure ventilation processes are illustrated below
Optimisation of inertisation costs The working points preset on the pressure reducing and back-pressure relief regulators should be placed as far from each other as possible so that a wide pressure range without increased gas consumption can be obtained. Costs may be drastically reduced by minimum nitrogen consumption. ▪ Minimisation of nitrogen procurement costs
▪ Minimisation of product loss through discharge into the waste air system ▪ Minimisation of waste air preparation
4
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
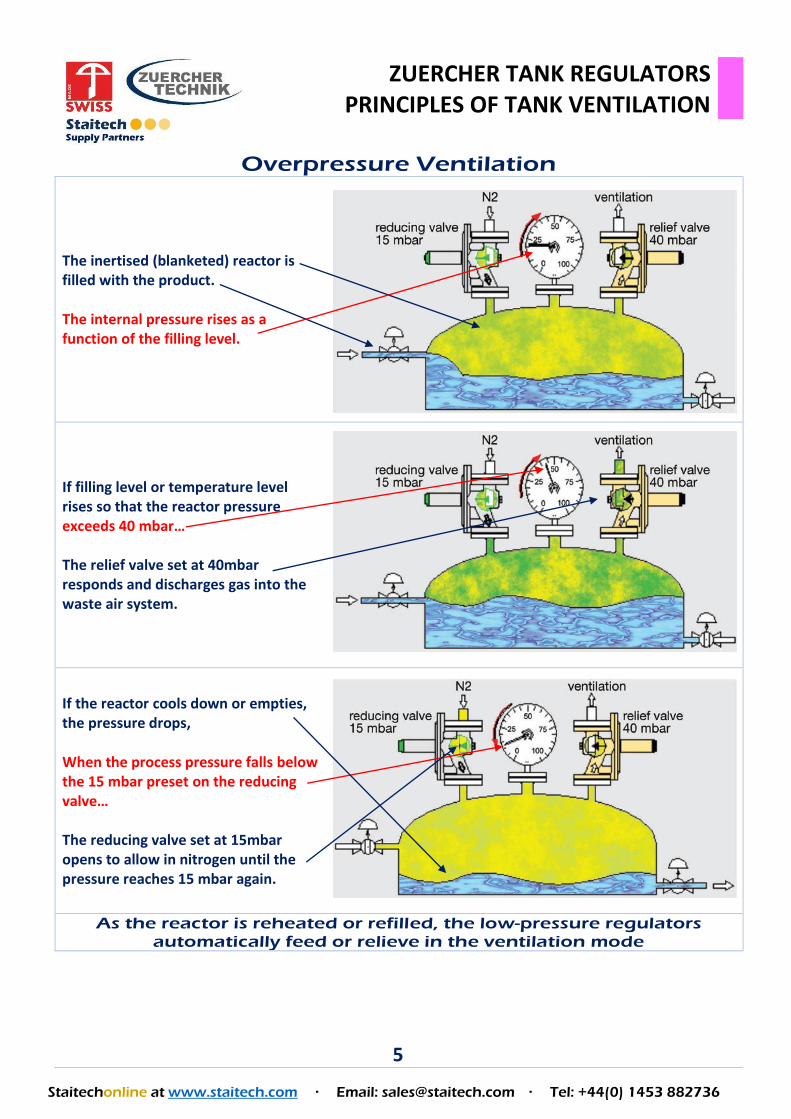
Overpressure Ventilation
The inertised (blanketed) reactor is filled with the product. The internal pressure rises as a function of the filling level.
If filling level or temperature level rises so that the reactor pressure exceeds 40 mbar… The relief valve set at 40mbar responds and discharges gas into the waste air system.
If the reactor cools down or empties, the pressure drops, When the process pressure falls below the 15 mbar preset on the reducing valve… The reducing valve set at 15mbar opens to allow in nitrogen until the pressure reaches 15 mbar again.
As the reactor is reheated or refilled, the low-pressure regulators automatically feed or relieve in the ventilation mode
5
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
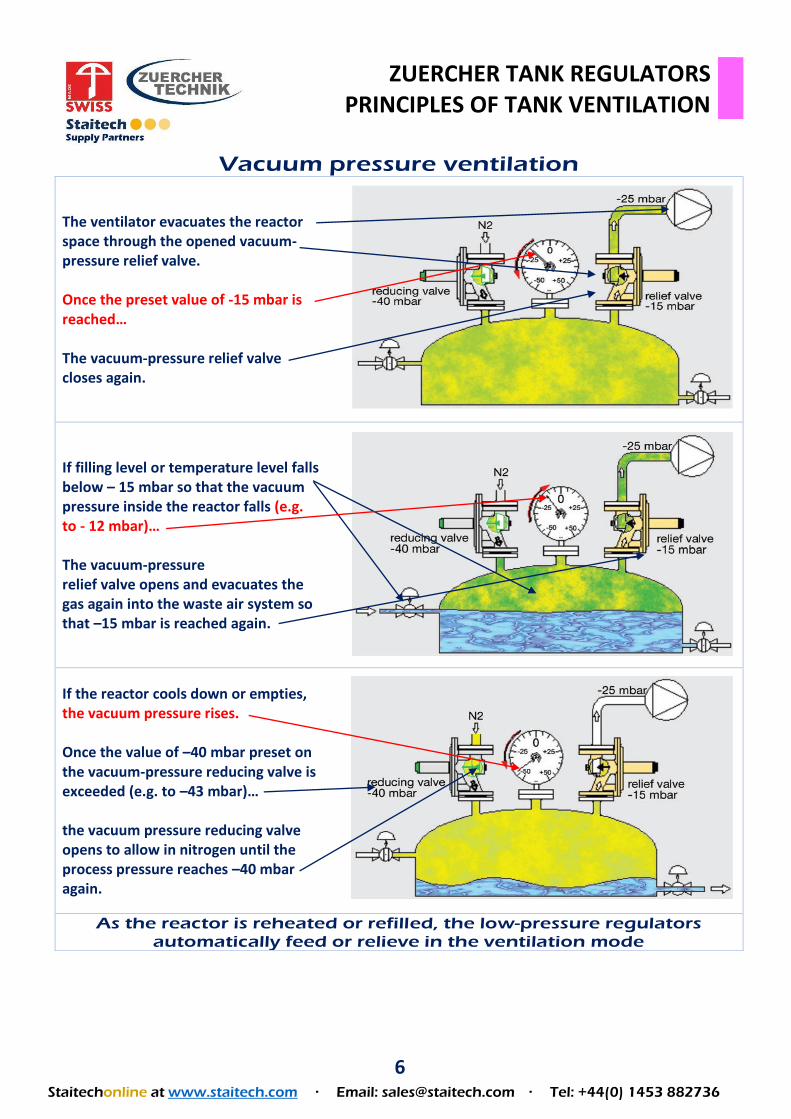
Vacuum pressure ventilation
The ventilator evacuates the reactor space through the opened vacuum-pressure relief valve. Once the preset value of -15 mbar is reached… The vacuum-pressure relief valve closes again.
If filling level or temperature level falls below – 15 mbar so that the vacuum pressure inside the reactor falls (e.g. to - 12 mbar)… The vacuum-pressure relief valve opens and evacuates the gas again into the waste air system so that –15 mbar is reached again.
If the reactor cools down or empties, the vacuum pressure rises. Once the value of –40 mbar preset on the vacuum-pressure reducing valve is exceeded (e.g. to –43 mbar)… the vacuum pressure reducing valve opens to allow in nitrogen until the process pressure reaches –40 mbar again.
As the reactor is reheated or refilled, the low-pressure regulators automatically feed or relieve in the ventilation mode
6

Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
Zuercher Regulator Range
Zuercher Quality
7
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
8
Staitechonline at www.staitech.com · Email: [email protected] · Tel: +44(0) 1453 882736
ZUERCHER TANK REGULATORS PRINCIPLES OF TANK VENTILATION
9