wire erosion dressing for contactless dressing of grinding ... · wire erosion dressing for...
TRANSCRIPT
Manufacture | Machining _____________________________________________________________________________________
Wire erosion dressing for contactless Dressing of Grinding Wheels The precise dressing of Diamond grinding wheels serves two purposes: Generation of the required geometry and manufacturing of the optimum topography. In mechanical processes the wheels are subject to high loads. A new contactless process utilizes the erosion wire for dressing.
Jörg Springmann
Dressing processes are used to profile and sharpen industrially
manufactured grinding wheels
used as machining tools.
Conventional dressing processes
impose mechanical load on the contact area of dressing tool and
grinding wheel. Vibration absorbing dressing units are
therefore required to achieve the
desired quality. _____________ Jörg Springmann is Director and Project Engineer at ITS-Technologies GmbH & Co. KG in 78727 Oberndorf a/N., Germany. Phone (0 74 23) 87 67-35, [email protected], www.its-technologies.de
ITS wire erosion dressing now
represents a novel dressing
strategy for metal bond CBN and Diamond grinding wheels.
Electric Pulse Dressing and
Profiling in two Steps
On the one hand, dressing shall
sufficiently reduce the grinding
wheel’s binding matrix in order to
achieve high surface quality during
grinding. On the other hand the wheel and dressing tool need to
be cooled in such a way as not to
destroy the abrasive compound by means of micro cracks or heat
strain.
With wire erosion dressing – now
offered by ITS – an erosion wire
serves as the dressing to (illustration 1). This method can
be explained as follows: The rotationally symmetrical grinding
wheels will be clamped into an
additional axis (illustrations 5 and
2). This component is called the
rotational axis and is designated
as ITS-RSI-42. It continuously
turns the grinding wheel. The required speed depends on the
grinding wheel diameter and the
erosion process. In a first roughing pass the desired grinding wheel
geometry using the erosion process will be applied. The
second and final pass will shape
the ideal grinding wheel
topography.
This will be achieved using a contactless electric pulse erosion
process applied to the grinding wheel in continuously cooled
deionised water. The main benefit
of wire erosion dressing: the contact area is not subject to
mechanical load. This contactless
method allows for most precise
concentricity demands of less than 0.002mm at highest profile
accuracy. The process now makes
it possible to manufacture finest contours which could not have
been achieved before. For instance precise inner radii of r ≈ 0.05mm
(illustrations 4 and 7) can now be
manufactured.
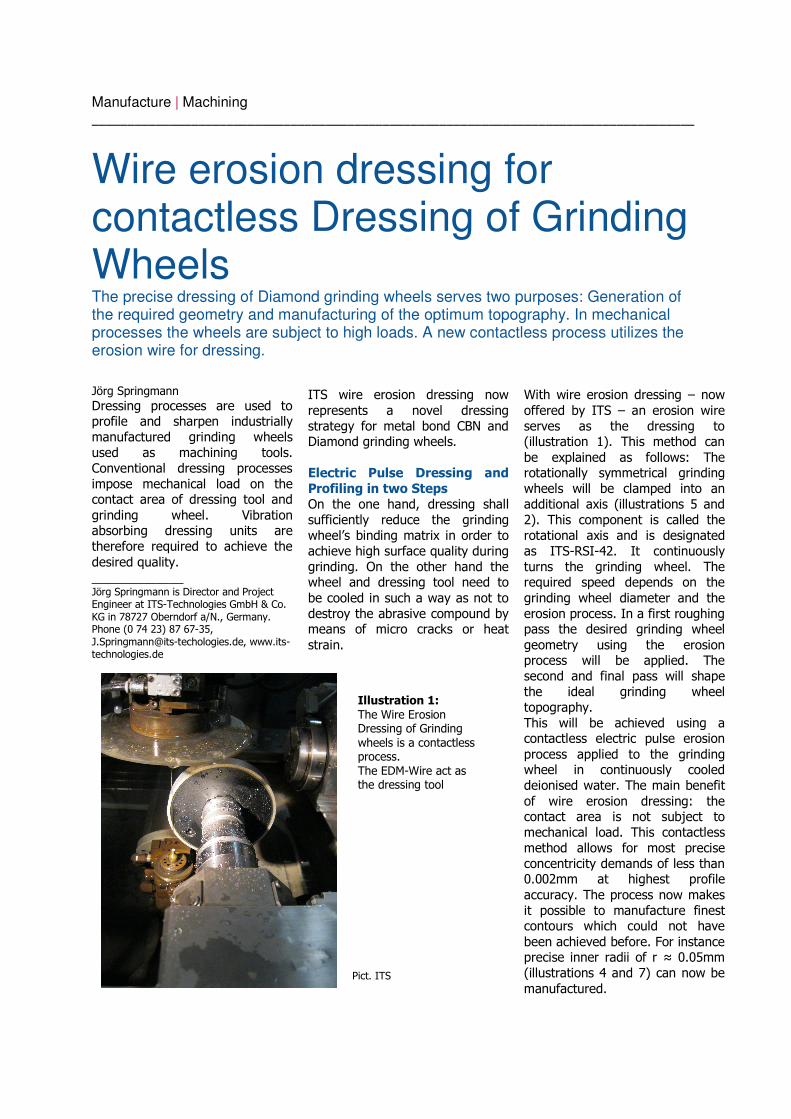
Illustration 1:
The Wire Erosion Dressing of Grinding
wheels is a contactless process.
The EDM-Wire act as the dressing tool
Pict. ITS

Manufacture | Machining _____________________________________________________________________________________
Limitations to outer radii only
apply in terms of grit size and the
binding material used. Even highly
tapered grinding wheels with
precise geometry can be created (illustration 3).
A further benefit of this process is the absence of thermal strain to
the binding. Grinding wheels
dressed using this method are
highly open-pored and therefore
offer sufficient chip space.
Additionally there are no chipped
particles in the binding matrix that may lead to poor grinding quality
on the initial workpiece. The
grinding wheels’ load time has proven to increase by several
magnitudes.
It is even possible to
manufacture shaping and
profile rollers. Users of wire erosion dressing
particularly appreciate the
relatively quick and flexible manufacture of novel grinding
wheel profiles, thus generating a substantial competitive edge
compared to conventional
methods. Dressing using this
process can be carried out more
often compared to other methods since only a minimum of correction
will be performed on the grinding wheel. Hence only a small amount
of grinding material will be lost.
Wire erosion dressing makes it quite simple to manufacture form
and profile rollers, which will then
be used as conventional
mechanical dressing tools for mass
production. ITS customers
particularly benefit from quick
reaction times to profile changes and adaptations. New, testing and
special profiles can be
manufactured within shortest time schedules using simple 2D contour
specifications. Profile generation of inner profiles and multiple profiles
as well as complete wheel sets can
be carried out in a single clamping
process.
Continuous miniaturization of
technical components and tools will lead to even smaller grinding
wheels in order to preserve highest machining precision, e.g.
for gear modules with minimum
radii. Conventional mechanical
dressing processes will certainly
reach their limits in such cases.
Automatic holders and robots enhance productivity even
further
ITS wire erosion dressing opens up completely new application
areas. Depending on the grinding wheel characteristics, in particular
in terms of diameter and weight,
the user can choose between various rotational spindle types:
For a wheel diameter of up to
100mm the ITS-MS-24 model can
be used. For wheels with diameters between 100mm and
250mm the ITS-RSI-42 takes over
the dressing process (illustration 5). Both rotational spindles feature
a particularly precise concentricity. The ITS-MS-24 for example offers
a spindle concentricity of ≤
0.001mm at speeds of up to 3000
min -1. The larger ITS-RSI-42
offers a spindle concentricity of ≤
0.003mm at speeds of up to 1500
min-1.
There is also a choice of different
tool holders available. Productivity
can be enhanced further using
automated tool holder systems
and robot loading of the spindle. ITS-Technologies spindles in
combination with the latest
Mitsubishi Electric wire cutting machine series can achieve
optimum feasibility, processing time and quality. Close and
intensive cooperation with
Mitsubishi Electric Europe permits further optimization of quality and
process stability in grinding wheel
profiling.
Illustration 2: cup grinding wheel machining submerged in erosion
fluid.
Illustration 4: Grinding wheel with 0.05mm inner radii.
Illustration 3: 60° tapered CBn grinding wheel.
Pict. ITS
Pict. ITS
Pict. ITS

Manufacture | Machining _____________________________________________________________________________________
Following you will find a short brief
on the features of wire erosion
dressing for metal bond CBN and
Diamond grinding wheels:
▶ Requirements: Binding material
and bonding material of the grinding body must be made of
electrically conductive material.
▶ Application scope: Manufacture
of inner radii down to r ≈ 0.05mm. Outer radii are only limited by
grain size and binding material. Profile generation of inner profiles
and multiple profiles as well as
complete wheel sets can be carried out in a single clamping
process. Miniature components are
machinable.
This results in high profile accuracy in the micrometer range,
high concentric accuracy and
open-pored wheels with finest contours; binding matrix
components do not chip and only the binding material will be
machined; precise geometries and
topographies can be achieved;
higher load times and multiple
dressing operations are possible. Even the manufacture of novel
contours using 2D contour
specifications can be achieved quickly and easily. Productivity
enhancing automation options and flexible tool holders complete the
performance profile.
Illustration 5: Example for use of the rotation spindle ITS-RSI-42.
Illustration 7: Further application example for wire erosion dressing.
Pict. ITS
Pict. ITS
Illustration 6: A grinding wheel on the HSK holder.
Pict. ITS
www.its-technologies.de