vi seminar on enzymatic hydrolysis of biomass … · 3 welcome we would like to express our great...
TRANSCRIPT
VI SEMINAR ON ENZYMATIC HYDROLYSIS OF BIOMASS
6 - 10/December/1999
VENUE: Hotel DevilleAv. Herval, 26
REALIZED BY: Universidade Estadual de Maringá/Centro de TecnologiaDepartamento de Engenharia Química
ORGANIZING COMMITEE:
Profª. Dr.ª Gisella Maria Zanin Prof. Flávio Faria de Moraes, Ph.D. Prof. Dr. Ivo Neitzel
SECRETARIAT:
Marilza S. K. Nery Sueleni M. Batista Edival de Oliveira Letícia Rodrigues Bueno Claudemir de Souza
ADDRESS:
Departamento de Engenharia Química/CTCUniversidade Estadual de MaringáAv. Colombo, 5790 - Bloco E46 - Sala 0987020-900 - Maringá - PR - Brasil
CONFERENCE CHAIR:
Professora Dr.ª Gisella Maria ZaninProfessor Flávio Faria de Moraes, Ph.D.Telefone/Phone: (00 55) 44 263 2652Fax: (00 55) 44 261 4447; 263 3440E-mail: [email protected]; [email protected]: [email protected]
2
SCIENTIFIC COMMITTEE:
Dr. Alfredo E. Maiorano (IPT)Dr. Antonio Bonomi (IPT)Dr. Carlos R. Soccol (DEQ/UFPR)Dr.ª Célia R. G. Tavares (DEQ/FUEM)Dr. Cesar Costapinto Santana (FEQ/UNICAMP)Dr.ª Elba P. S. Bon (IQ/UFRJ)Dr. Geraldo L. Sant'Anna Junior (COPPE/UFRJ)Dr.ª Heizir F. de Castro (FAENQUIL)Dr. José D. Fontana (DB/UFPR)Dr. Luiz P. Ramos (DQ/UFPR)Dr.ª Maria Helena A. Santana (FEQ/UNICAMP)Dr.ª Maristella O. Azevedo (UnB)Dr. Nelson Durán (IQ/UNICAMP)Dr. Yong K. Park (FEA/UNICAMP)Dr. Willibaldo Schmidell Netto (EPUSP)
SUPPORT:
We would like to express our deepest gratitude to the University Sectors, the FinancingAgencies and Business Companies for the support received, which made it possible for us torealize this Seminar.
The Organizing Committee
UNIVERSITY SECTORS
. Diretoria de Finanças e Orçamento
. Pró-Reitoria de Extensão e Cultura
. Centro de Tecnologia
. Departamento de Engenharia Química
. Programa de Pós-Graduação em Engenharia Química
FINANCING AGENCIES and BUSINESS COMPANIES
. CNPq - Conselho Nacional de Desenvolvimento Científico e Tecnológico
. NREL – National Renewable Energy Laboratory/DOE/CO-USA
. Hotel Deville
. Ícaro Viagens e Turismo
. Cobra Coral
. Analitica
. Hipperquímica
. NATRONTEC
. Livraria e Papelaria BOM LIVRO
. INDUSLAB
. STEVIAFARMA INDUSTRIAL S.A.
3
WELCOME
We would like to express our great pleasure in receiving you at the "VI Seminar onEnzymatic Hydrolysis of Biomass" that we now realize.
We wish that your stay in Maringá will be enjoyable and profitable.
The Organizing Committee
SCIENTIFIC PROGRAM
The scientific Program includes lectures contributed by invited speakers and technicalpapers to be presented in oral sessions and posters.
CULTURAL AND SOCIAL ACTIVITIES
Cultural and social activities include musical sessions, a cocktail and fraternizingdinners (costs to be shared by participants).
4
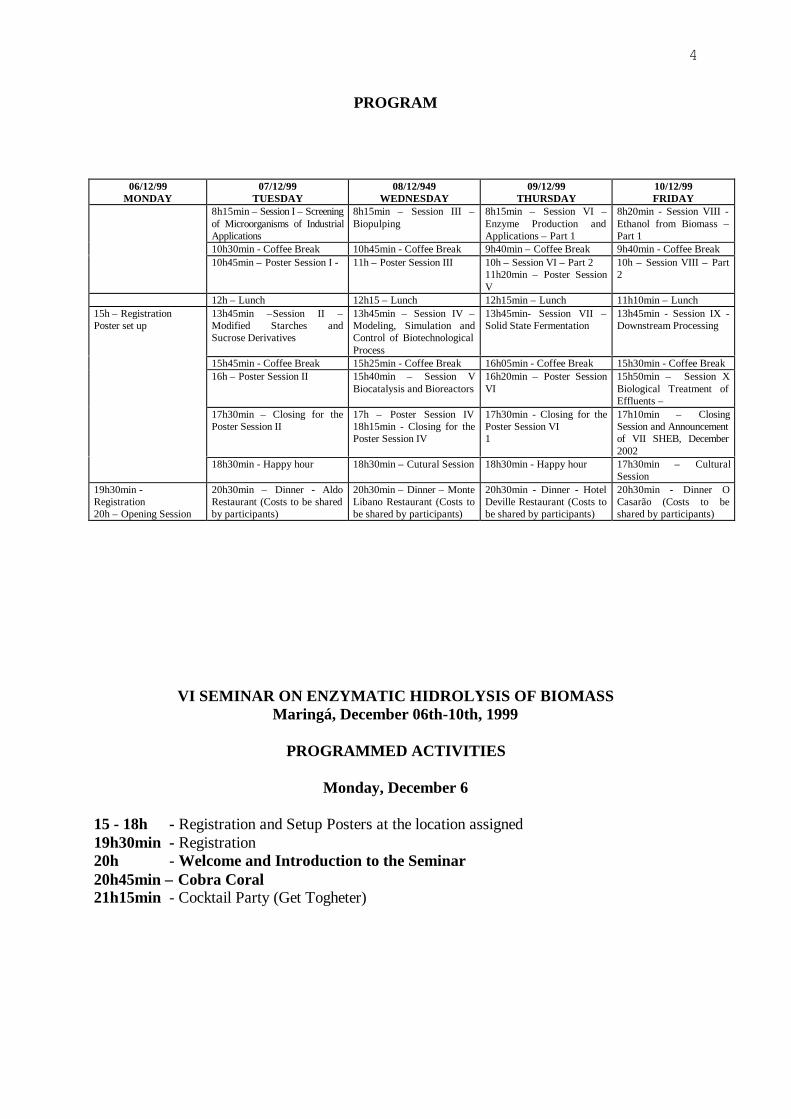
PROGRAM
06/12/99MONDAY
07/12/99TUESDAY
08/12/949WEDNESDAY
09/12/99THURSDAY
10/12/99FRIDAY
8h15min – Session I – Screeningof Microorganisms of IndustrialApplications
8h15min – Session III –Biopulping
8h15min – Session VI –Enzyme Production andApplications – Part 1
8h20min - Session VIII -Ethanol from Biomass –Part 1
10h30min - Coffee Break 10h45min - Coffee Break 9h40min – Coffee Break 9h40min - Coffee Break10h45min – Poster Session I - 11h – Poster Session III 10h – Session VI – Part 2
11h20min – Poster SessionV
10h – Session VIII – Part2
12h – Lunch 12h15 – Lunch 12h15min – Lunch 11h10min – Lunch15h – RegistrationPoster set up
13h45min –Session II –Modified Starches andSucrose Derivatives
13h45min – Session IV –Modeling, Simulation andControl of BiotechnologicalProcess
13h45min- Session VII –Solid State Fermentation
13h45min - Session IX -Downstream Processing
15h45min - Coffee Break 15h25min - Coffee Break 16h05min - Coffee Break 15h30min - Coffee Break16h – Poster Session II 15h40min – Session V
Biocatalysis and Bioreactors16h20min – Poster SessionVI
15h50min – Session XBiological Treatment ofEffluents –
17h30min – Closing for thePoster Session II
17h – Poster Session IV18h15min - Closing for thePoster Session IV
17h30min - Closing for thePoster Session VI1
17h10min – ClosingSession and Announcementof VII SHEB, December2002
18h30min - Happy hour 18h30min – Cutural Session 18h30min - Happy hour 17h30min – CulturalSession
19h30min -Registration20h – Opening Session
20h30min – Dinner - AldoRestaurant (Costs to be sharedby participants)
20h30min – Dinner – MonteLibano Restaurant (Costs tobe shared by participants)
20h30min - Dinner - HotelDeville Restaurant (Costs tobe shared by participants)
20h30min - Dinner OCasarão (Costs to beshared by participants)
VI SEMINAR ON ENZYMATIC HIDROLYSIS OF BIOMASSMaringá, December 06th-10th, 1999
PROGRAMMED ACTIVITIES
Monday, December 6
15 - 18h - Registration and Setup Posters at the location assigned19h30min - Registration20h - Welcome and Introduction to the Seminar20h45min – Cobra Coral21h15min - Cocktail Party (Get Togheter)
5
Tuesday Morning, December 7
08h15min - Session I - " Screening of Microorganisms of Industrial Applications”
. Chair: Prof. Dr. José Domingos Fontana - DB/UFPR.
. Cochair: Profª. Dr.ª Rosane Marina Peralta - DBQ/UEM
. Lecture I: "An Overview of Successful Metabolic Engineering of SaccharomycesYeasts for Effective Cofermentation of Glucose and Xylose from RenewableCellulosic Biomass".
. Professor Nancy W. Y. Ho – Purdue University – West Lafayette, IN - USA.08h55min - Discussion09h10min – Oral 1: "Utilização de Mutano Produzido por Cepa Padrão de Streptococcus
mutans (ATCC 25175) na Seleção de Fungos Produtores de Glucan- α-D-(1→ 3)Glicosidases e Glucan-α-D-(1→ )-Glicosidases”.Maria do Amparo C. Pacheco e Josely E. Umeda – DBQ/UEM
09h25min - Discussion09h30min – Oral 2: “Enzimas Secretadas por Espécies Fúngicas Isoladas do Solo da Região
Petrolífera de Urucum – AM.O. C. C. Fernandes; Maria Francisca S. Teixeira e A. Herrera – Depto.Parasitologia/UFAM.
09h45min - Discussion09h50min – Oral 3: “Produção de Proteases por Bacillus subtilis e Streptomyces
viridosporus”. L. M. F. Gottschalk; M. R. da Silva; E. M. M. Oliveira; Valéria F.Soares; V. S. Ferreira e Elba P. S. Bon. Instituo de Química/UFRJ; Rio de Janeiro– RJ.
10h05min - Discussion
10h10min – Oral 4: “Caracterização da Isoamilase de Flavobacterium sp – Clonagem eExpressão do Gene IAM em Escherichia coli”.Helia H. Sato; Yong K. Park; G. F. Barry and G. M. Kishore –FEA/UNICAMP.
10h25min – Discussion
10h30min – Coffee Break
10h45min – Poster Session I - Poster 1 to 40
. Chair: Profª. Dr.ª Gisella Maria Zanin – DEQ/UEM.A list of Poster titles is given at the end of this program.
12h00min - Lunch
6
Tuesday Afternoon, December 7
13h45min - Session II: " Modified Starches and Sucrose Derivatives”.
. Chair: Dr. Alfredo Eduardo Maiorano – AB/DQ/IPT.
. Cochair: Profª. Dr.ª Graciette Matioli - DFF/UEM.
. Lecture II - "Selected Application of Starchy Products in the Pharmaceutical,Chemical, Fermentation and other Technical Industries".Dr. Roland Beck, Cerestar USA – Hammond, IN
14h15min - Discussion14h25min – Oral 5 – “Immobilization of CGTase and Production of Cyclodextrins in a
Fluidized-Bed Reactor”.Paulo W. Tardiolli; Gisella M. Zanin and Flávio Faria de Moraes –DEQ/UEM.
14h40min – Discussion14h45min – Oral 6 - “Cassava Starch Maltodextrinization through Thermo-Pressurized
Aqueous Phosphoric Acid Hydrolysis”.Prof. Dr. José Domingos Fontana; Maurício Passos; José Luiz F. Trindadeand Luiz Pereira Ramos – DB/UFPR
15h00min – Discussion15h05min – Oral 7 – “Produção de Polihidroxialcanoatos em Biorreator Tipo Airlift”.
L. Z. Tavares e J. G. da Cruz Pradella – AB/DQ/IPT15h20min – Discussion15h25min – Oral 8 – “Hidrólise da Fécula de Mandioca 15 e 30% em Reatores Bifásico e
Trifásico Utilizando Amiloglicosidase Imobilizada em Quitina”.Valéria F. Soares; Denise M. G. Freire e Elba P. S. Bon – IQ/UFRJ
15h40min – Discussion
15h45min – Coffee Break
16h00min – Poster Session II – Poster 1 to 40
. Chair: Profª. Dr.ª Gisella Maria Zanin - DEQ/UEM.A list of Poster titles is given at the end of this program.
17h30min – Closing for the Poster Session II
18h30min – Happy Hour
Tuesday Evening, December 7
20h30min - Dinner - Aldo Restaurant (Italian Food) - (Costs to be shared by participants)
7
Wednesday Morning, December 8
08h15min - Session III - "Biopulping".
. Chair: Prof. Dr. Geraldo Lippel Sant’Anna Jr. – COPPE/UFRJ
. Cochair: Profª. Dr.ª Aneli de Melo Barbosa – DBQ/UEL
. Lecture III - "Effect of Mono, Di and Tri-Deletion Mutants of TrichodermaCellulases on the Chemistry and Degree of Polymerization of CellulosicFibers”.A. Zandoná Filho; José D. Fontana and Luiz Pereira Ramos – DQ/UFPR
08h45min - Discussion09h00min – Oral 9 - "Kraft Pulp Biobleaching by Phenol Oxidases".
Maria Eleonora A. de Carvalho; Milva C. Monteiro and Geraldo L.Sant’Anna Jr – DEBIQ/FAENQUIL
09h20min – Discussion09h25min – Oral 10 – “Corn Steep Liquor for Laccase Production”.
Maria Bernadete de Medeiros e Maria Eleonora A. de Carvalho –DEBIQ/FAENQUIL
09h40min – Discussion09h45min – Oral 11 – “Detection of Hydroxamates and Cathecols Siderophores Secreted by
Liquid Cultures of Wood-Rotting Fungi”D. A. S. Napoleão; A. H. Machuca and Adriane M. F. Milagres –DEBIQ/FAENQUIL
10h00min – Discussion10h05min – Oral 12 – “Polpas Acetosolv de Bagaço de Cana Branqueadas por Xilanase:
Classificação Usando FTRI e Análise por Componentes Principais”.Adilson R. Gonçalves e Denise S. Ruzene – DEBIQ/FAENQUIL
10h20min – Discussion10h25min – Oral 13 – Influence of Temperature on the Growth and Xylanase and β-
Xylosidase Production by Aspergillus fumigatus”.Nélio S. Girardo; Cinthia G. Boer; Cristina G,. M. de Souza and Rosane M.Peralta – DBQ/UEM.
10h40min – Discussion
10h45min - Coffee Break
11h00min – Poster Session III - Poster 41 to 80
. Chair: Profª. Dr.ª. Gisella Maria Zanin – DEQ/UEM
12h15min – Lunch
8
Wednesday Afternoon, December 8
13h45min - Session IV - "Modeling, Simulation and Control of Biotchnological Process".. Chair: Prof. Dr. Ivo Neitzel – DEQ/UEM.. Cochair: Prof. Dr. Pagandai Pannir Selvam - DEQ/UFRN. Lecture IV: "Modelling of Solid-State Fermentation Bioreactors".
Dr. David A. Mitchell; Deidre M. Stuart and Penjit Sangsurasak –DEQ/UFPR
14h15min - Discussion14h25min – Oral 14: "Modeling of Ruminococcus albus Growth on Mixed Substrates".
Prof. Dr. Alexander D. Kroumov - DEQ/UEM.14h40min – Discussion14h45min – Oral 15 – “Utilização de Modelos Gaussianos na Representação da Cinética
Microbiana”.Pedro Sérgio Pereiralima e Manuel F. Barral – IPT
15h00min – Discussion15h05min – Oral 16 – “Modelagem Matemática do Crescimento de Células de Hibridoma
para a Produção de Anticorpo Monoclonal”.Danidtza Suaréz; Elisabeth F. P. Augusto; Margarette S. Oliveira; PatríciaR. Vilaça e Antonio M. F. L. J. Bonomi – AB/DQ/IPT
15h20min – Discussion15h25min – Oral 17 - Modelagem da Ultrafiltração do Suco de Acerola em Membrana
Cerâmica. Sueli T. D. Barros; Elisabete S. Mendes; Cid. M. G. Andrade eLeila Peres. Departamento de Engenharia Química/UEM, Departamento deTecnologia de Polímeros/UNICAMP .
15h40min – Discussion15h45min - Coffee break16h00min - Session V: "Biocatalysis and Bioreactors".
. Chair: Profª. Dr.ª Elba P. S. Bon - IQ/UFRJ.
. Cochair: Prof. Dr. José Eduardo Olivo - DEQ/UEM
. Lecture V – “Fructose-Glucose Isomerization in a Continuous Vortex FlowReactor (VFR)”.Profª. Dr.ª Raquel Lima C. Giordano; Roberto C. Giordano and CharlesL. Cooney – DEQ/UFSCar
16h30min – Discussion16h40min – Oral 18 – “Esterificação em Fase Gasosa Catalisada por Lipases Suportadas em
Fase Sólida”.Victor Haber Pérez; Gustavo Paim Valença e Everson Alves Miranda –DPB/FEQ/UNICAMP
16h55min – Discussion17h00min – Oral 19 – “Aplicação de um Biorreator AirLift com Circulação Externa em
Fermentações com Ralstonia eutropha”.Márcia R. S. Pedrini; José A. R. de Souza; Gláucia M. F. Aragão e AgenorFurigo Jr. – DEQ/DEA/UFSC
17h15min – Discussion17h20min – Poster Session IV – Poster 41 to 8018h25min – Cultural Session – Grupo Folclórico Fogança.
Wednesday Evening, December 820h30min - Dinner – Monte Libano Restaurant (Costs to be shared by participants)
9
Thursday Morning, December 9
08h15min - Session VI - "Enzyme Production and Applications ". – Part 1. Chair: Prof. Dr. Yong K. Park – FEA/UNICAMP.. Cochair: Profª. Dr.ª Ângela Maria Moraes – DPB/FEQ/UNICAMP. Lecture VI – “Fermentation of Lignocellulosic Hydrolysates: Inhibition and
Detoxification”.Dr. Eva Palmqvist and Bärbel Hahn Hägerdal – DANISCO Biotechnology,Copenhagen, DK
08h45min - Discussion.09h00min – Oral 20 "Production of Transgalactosylated Oligosaccharides (TOS) by β-
Galactosyltransferase Activity from Penicillium simplicissimum”.Rubens Cruz; V. D. Cruz; J. G. Belote; M. O. Khnayfes; C. Dorta; L. H. O.Santos e C. R. Andriolo – DCB/UNESP - Assis
09h15min - Discussion.09h20min – Oral 21- "Aspectos da Inibição do Crescimento e Repressão pela Glicose no
Cultivo de A. awamori para a Produção de Glicoamilase”.Gorete R. Macedo; Maria Candida R. Facciotti e Willibaldo Schmidell –DEQ/UFRN e DEQ/EPUSP
09h35min - Discussion.
09h40min – Coffee Break
10h00min - Session VI - " Enzyme Production and Applications ". – Part 2. Chair: Profª. Dr.ª Raquel Camargo de Lima Giordano – DEQ/UFSCar.. Cochair: Prof. Dr. Adalberto Pessoa Jr. - DF/USP.. Lecture VII – “Obtenção de Xilitol por Fermentação de Hidrolisados de
Biomassa”.Dr. Sílvio Silvério da Silva – DEBIQ/FAENQUIL
10h30min – Discussion10h40min – Oral 22– “Estudo da Influência da Substituição da Inulina Comercial por Extrato
de Chicória na Produção de Endo-Inulinase”.Regina M. .M. Gern; Maria de Fátima Carvalho-Jonas; Jorge Ninow eSandra A. Furlan – Universidade Da Região de Joinville.
10h55min - Discussion11h00min – Oral 23– “Lipase Production by Penicillium restrictum Using Solid Waste of the
Industrial Babassu Oil Production”.Márcia Brandão Palma; Andreas K. Gomber; Karina H. Seitz; Silvia C.Kivatinitz; Leda R. Castilho and Denise M. G. Freire – DEQ/FURB.
11h15min – Discussion
11h20min - Poster Session V – Poster 81 to 130. Chair: Profª. Dr.ª Gisella Maria Zanin - DEQ/FUEM.
12h15min - Lunch.
10
Thursday Afternoon, December 9
13h45min - Session VII - "Solid State Fermentation".. Chair: Profª. Dr.ª Sônia Maria Alves Bueno - DPB/UNICAMP.. Cochair: Prof. Dr. Marcelino Luis Gimenes - DEQ/UEM.. Lecture VIII: “Novas Perspectivas da Fermentação no Estado Sólido na
Produção de Metabólitos de Interesse Industrial.”Prof. Dr. Carlos Ricardo Soccol – DEQ/UFPR
14h15min - Discussion.14h25min – Oral 24- "Otimização de Variáveis de um Sistema de Fermentação em Substrato
Sólido em Colunas para a Produção de β-Galactosidase de Scopulariopsissp".Rodrigo de Oliveira Moraes e Maria Helena Andrade Santana –DPB/UNICAMP
14h40min - Discussion.14h45min – Oral 25– “Estudo de Diferentes Microrganismos na Produção de Pectinase por
Fermentação Semi-Sólida”.Adriana B. Dartora; Telma E. Bertolin; Jorge Alberto V. Costa e MauricioM. da Silveira - CEPA/UPF.
15h00min – Discussion15h05min – Oral 26– “Important Parameters of the Continuous Fermentation of Sugar Cane
Bagasse Hemicellulosic Hydrolysate for the Production of Xylitol”.Ernesto Acosta; Sílvio Silvério da Silva and Maria das Graças Felipe –DEBIQ/FAENQUIL.
15h20min – Discussion15h25min – Oral 27– “Forma de Preservação do Microrganismo e sua Influência na Síntese
de Glicoamilase por Aspergillus”.Ailto Merlo; Jesus M. Z. Aguero; Patrícia R. Vilaça; Celso R. D.Pamboukian; Alberto C. Badino; Aldo Tonso; Willibaldo Schmidell; MariaCândida R. Facciotti – DEQ/EPUSP.
15h40min – Discussion15h45min – Oral 28– “Influência da Composição do Meio de Cultivo em Fermentação Semi-
Sólida de Aspergillus awamori NRRL 3112 com a Utilização deVermiculita como Suporte Inerte”.Janice Casara; Willibaldo Schmidell; Alfedro E. Maiorano e Telma E.Bertolin – AB/DQ/IPT
16h00min – Discussion
16h05min - Coffee break.16h20min - Poster Session VI – Poster Poster 81 to 130
. Chair: Profª. Dr.ª Gisella Maria Zanin - DEQ/UEM.
17h30min – Cultural Session or Happy Hour
Thursday Evening, December 9
20h30min - Dinner - Hotel Deville Restaurant – Costs to be shared by participants
11
Friday Morning, December 10
08h15min - Session VIII - "Ethanol from Biomass" – Part 1. Chair: Prof. Dr. Luiz Pereira Ramos – DQ/UFPR... Cochair: Profª. Dr.ª Teresa Cristina B. Paiva – DEBIQ/FAENQUIL
. Lecture IX - "NREL Experience on the Production of Bioethanol fromLignocellulosic Materials ".Dr. James D. McMillan - Biotechnology Center for Fuels and Chemicals;National Renewable Energy Laboratory – Golden, CO, USA
08h45min - Discussion.08h55min – Lecture X – “Fermentação Contínua por Levedura Floculante”.
Dr. Carlos Coelho de Carvalho Neto – NATRONTEC – Estudos eEngenharia de Processos Ltda., Rio de Janeiro
09h25min – Discussion09h35min – Lecture XI – “Experiência Industrial na Produção de Etanol a partir de Farinha
Amilácea de Coco de Babaçu”.Edmond A. Baruque Filho; Maria da Graça Baruque e Geraldo LippelSant’Anna – TOBASA S/A.
10h05min – Discussion10h10min - Coffee Break10h30min – Session VIII - "Ethanol from Biomass" – Part 2
. Chair:. Profª. Dr.ª Inês Conceição Roberto – DEBIQ/FAENQUIL
. Cochair: Prof. Dr. Jorge L. Ninow – DEQ/UFSC.. Oral 29- "Estudo da Pré-Viabilidade Técnica-Econômica da Hidrólise de
Biomassa para a Obtenção do Etanol”.Alfredo Eduardo Maiorano; P. B. M. Azevedo e F. A. A. Russo – AB/IPT
10h55min – Discussion11h00min – Oral 30 “Development of Integrated Enzyme-Based Process Technology for
Ethanol Production from Biomass”.James D. McMillan; Nancy Dowe; Joseph D. Farmer; Jenny Hamilton;Robert Lyons; Ali Mohagheghi; Mildred M. Newman; Juan Carlos Sáez;Daniel J. Schell; David W. Templeton and Tholudur, A. – NREL/USA
11h15min - Discussion.11h20min – Oral 31– “Desempenho de Pichia stipitis na Fermentação Alcoólica de
Hidrolisado de Bagaço de Cana”.F. H. X. de Brito; L. C. Martins; M. L. M. Leal e Nei Pereira Jr –DEB/UFRJ.
11h35min – Discussion11h40min – Lecture XII - “Influence of Cellulases on Indigo Backstaining During Stone
Wash Processes”.Prof. Dr. Jürgen Andreaus; Rui Campos and Artur Cavaco-Paulo –DQ/FURB.
12h10min - Discussion12h20min - Lunch
12
Friday Afternoon, December 10
13h45min - Session IX - "Downstream Processes”.. Chair: Dr. Paulo T. V. Rosa - DPB/UNICAMP.. Cochair: Profª. Dr.ª Rosângela Bergamasco - DEQ/FUEM.. Lecture XIII - "Purificação de Enzimas Intracelulares por Extração Líquido-
Líquido”.Prof. Dr. Adalberto Pessoa Jr. – DF/USP
14h15min - Discussion.14h25min – Oral 32- "Estudo da Dinâmica da Adsorção de Inulinases em Colunas”.
César C. Santana e Fábio R. C. da Silva – DPB/UNICAMP.14h45min - Discussion.14h50min – Oral 33– “Estudo da Ação da β-Galactosidase na Hidrólise de Lactose”.
A. M. D. Teixeira; Vicelma L. Cardoso e A. M. F. Xavier – DEQ/UFU15h05min – Discussion15h10min – Oral 34– “Recuperação de Aprotinina através de Afinidade por Quelato
Metálico: Adsorção Via IMAC”.Rosana E. Tamagawa; Everson Alves Miranda e Mookambeswaran A.Vijayalakshmi – DPB/UNICAMP.
15h25min – Discussion
15h30min - Coffee break.15h50min - Session X - "Biological Treatment of Effluents".
. Chair: Prof. Dr. Adilson Roberto Gonçalves. - DEBIQ/FAENQUIL.
. Cochair: Profª. Dr.ª Célia Regina G. Tavares. - DEQ/FUEM.. Lecture XIV - "Biofilter: A Consolidated Biological Waste Gas Treatment
Technology”.Prof. Dr. Attilio Converti and Mario Zilli – Department of Chemical &Process Engineering, Genoa University, Italia.
16h20min - Discussion.16h30min – Oral 35– “Minimização de Resíduos na Indústria do Couro”.
Célia Regina G. Tavares e E. A. Almeida – DEQ/UEM.16h45min - Discussion.16h50min – Oral 36 "Adaptação de Biomassa para Concentrações Elevadas de Fenol e
Nitrogênio Amoniacal Utilizando Lodos Ativados”.A. J. M. P. Costa; D. M. Morita; P. Alem Sobrinho e J. V. Leite – IPT.
17h05min – Discussion
17h10min - Closing Session.
17h30min – Cultural Session – Apresentação do Coral UEM.
Friday Evening, December 10
20h30min - Dinner – O Casarão.
13
POSTER SESSION
The purpose of this Session is to promote informal discussion. Thsese discussions
may begin with a question from an interested person, or you may initiate the discussion by
poionting out a particular feature of your work and allowing questions and answers to evolve
from that point. Keep your presentation conversational, rather than a lecture or reading a
summary of your report.
Try not confine your attention to a single individual for an extended period of time.
Instead, suggest additional discussions at the conclusion of the Session.
Be at your location during most of the poster session time.
Materials must remain posted during the entire Poster Session and until Thursday,
December 9, 17h30min.
Set up your Poster on December 7, before 8h30min.
POSTER PRESENTATIONS
Poster 1 – Efeito de Diferentes Carboidratos no Metabolismo de Células BHK-21. Patrícia R.Vilaça; Elisabeth F. P. Augusto e Margarette S. Oliveira. Agrupamento deBiotecnologia; Divisão de Química – IPT, SP.
Poster 2 – Isolamento e Estudo de Bactéria Produtora de Biotensoativos. Maria Benincasa,Jonas Contiero e Iracema de Oliveira Moraes. Instituto de Química –UNESP/Araraquara – SP.
Poster 3 – Evaluation of Growth of 15 Strains Isolated from New-Borns in Different Media inRelation with their Probiotic Activiyt. Maria Eugênia B. Tristão; K. CarmenEtsuko Higaskino and Carlos Ricardo Soccol – Laboratório de ProcessosBiotecnológicos/Departamento de Engenharia Química/ UFPR – Curitiba- PR.
Poster 4 – Probiotic Action of Some Strains of the Human New Borns Intestinal FloraAgainst Enterotoxigenic Bacteria. K. Carmen Etsuko Higaskino; Maria EugêniaB. Tristão and Carlos Ricardo Soccol. Laboratório de ProcessosBiotecnológicos/Departamento de Engenharia Química/ UFPR – Curitiba- PR.
Poster 5 – Scheme of Plate Screening that Help in Selecting new Bacterial Isolates thatProduce CGTase with Higher Gamma-CD Selectivity. Graciette Matioli; GisellaMaria Zanin and Flávio Faria de Moraes. Departamentos de Farmácia eFarmacologia e Engenharia Química/ UEM; Maringá – PR.
Poster 6 – Effect of the Source of Starch upon Cyclodextrin Yield and upon Selectivity forProducing Gamma-Cyclodextrin with Glycyrrhizin in the Reaction Medium.Graciette Matioli; Gisella Maria Zanin and Flávio Faria de Moraes.Departamentos de Farmácia e Farmacologia e Engenharia Química/ UEM;Maringá – PR.
14
Poster 7 – Determinação da Dextrose Equivalente de Amido de Milho que Proporcione maiorProdução de Ciclodextrinas com a CGTase de Bacillus firmus. Regiane B.Mazzoni; Cristiane Moriwak; Gisella Maria Zanin; Flávio Faria de Moraes eGraciette Matioli. Departamentos de Farmácia e Farmacologia e EngenhariaQuímica/ UEM; Maringá – PR.
Poster 8 – Modelagem da Adsorção da Gama-Ciclodextrina por Cromatografia de AfinidadeBioespecífica com Glicirrizina Imobilizada. Ana Paula Miranda Sousa; GisellaMaria Zanin e Flávio Faria de Moraes. Departamento de Engenharia Química/UEM; Maringá – PR.
Poster 9 – Interferência de Íons Metálicos e Compostos Orgânicos na Produção deCiclodextrinas. Monique Barbosa de Assis Marques; Gisella Maria Zanin eFlávio Faria de Moraes. Departamento de Engenharia Química/ UEM; Maringá –PR.
Poster 10 – Produção de Ciclodextrinas com o Substrato Amido de Milho Contendo no MeioReacional a Molécula Bioespecífica Glicirrizina. Monique Barbosa de AssisMarques; Gisella Maria Zanin e Flávio Faria de Moraes. Departamento deEngenharia Química/ UEM; Maringá – PR.
Poster 11 – Atividade e Energia de Ativação da Enzima Ciclodextrina-Glicosil-TransferaseImobilizada em Sílica de Porosidade Controlada. Maria Beatriz G. L. Lorencini;Gisella Maria Zanin e Flávio Faria de Moraes. Departamento de EngenhariaQuímica/ UEM; Maringá – PR.
Poster 12 – Produção de Butirato de Butila Empregando Lipase Imobilizada em Sílica dePorosidade Controlada. Cleide Maria f. Soares; Heizir Ferreira de Castro; MariaHelena Andrade Santana e Gisella Maria Zanin. DEBIQ/FAENQUIL;DPB/UNICAMP e DEQ/UEM.
Poster 13 – Análise de Componentes Principais (PCA) Aplicada na Determinação deCoeficientes de Conversão em Processos Biotecnológicos. Pedro SérgioPereiralima e Eduardo Aoun Tannuri. IPT/SP.
Poster 14 – Modelagem de Acumulação de Poli- β-Hidroxibutirato por Alcaligenes eutrophus(DSM 545). Gláucia M. F. Aragão e Jean-Louis Uribelarrea. Departamento deEngenharia Química e Alimentos/UFSC e Départment de Génie Biochimique etAlimentaire/INSA, Toulose/França.
Poster 15 – Simulação Dinâmica e Estudo Técnico Econômico de Bioconversão para Co-Geração de Energia e Secagem Usando Simulador SUPERPRO DESIGNER. M.M. Bayer; J. Marinho Neto; P. Pannir Selvam e W. S. Novaes. Departamento deEngenharia Química/UFRN, Natal – RN.
Poster 16 – Produção e Formulação de Produto Natural de Baixo Custo, Rico em Vitaminas eProteínas, à Base de Microalga Spirulina e Vegetais. F. C. G. Souza; W. S.Novaes e P. Pannir Selvam. Departamento de Engenharia Química/UFRN, Natal –RN.
Poster 17 – Modeling Cellobiose Hydrolysis by Cellobiase. Luiza P. V. Calsavara; FlávioFaria de Moraes e Gisella Maria Zanin. Departamento de Engenharia Química/UEM; Maringá – PR.
15
Poster 18 – Modeling of Fluidized Bed Bioreactor at High Organic Loads. Alexander D.Kroumov; Marcelino L. Gimenes and Rosângela Bergamasco. Departamento deEngenharia Química/ UEM; Maringá – PR.
Poster 19 – Biofilm Model of Fluidized Bed Bioreactor with Product Inhibition Kinetics.Alexander D. Kroumov and Marcelino L. Gimenes. Departamento deEngenharia Química/ UEM; Maringá – PR.
Poster 20 – Aproveitamento de Subprodutos da Indústria Alcooleira na Formação de ÉsteresAromatizantes por Via Enzimática. Regina Y. Moriya; Ernandes B. Pereira eHeizir F. de Castro. Departamento de Engenharia Química/FAENQUIL; Lorena –SP.
Poster 21 – Activity and Energy of Activation of Free and Immobilized Cellobiase Enzyme.Luiza P. V. Calsavara; Flávio Faria de Moraes e Gisella Maria Zanin.Departamento de Engenharia Química/ UEM; Maringá – PR.
Poster 22 – Influência da Temperatura, Concentração de Catalisador e do Co-Solvente naTransformação Química de Biomoléculas. J. M. Carter; L. Marzorati; AlfredoEduardo Maiorano; A. Craveiro; A. C. R. Severo e C. Matumoto. IPT/SP;IQ/USP e Vallée S/A.
Poster 23 – Determination and Evaluation of the Stability and Kinetic Parameters of theEnzyme β-Xylosidase. Francislene A. Hasmann; R. R. P. Silva; AdalbertoPessoa Jr. e Inês C. Roberto. DEBIQ/FAENQUIL; Lorena – SP e FCF/USP; SãoPaulo – SP.
Poster 24 – Analysis of a Taylor-Poiseuille Vortex Flow Reactor – I: Flow Patterns and MassTransfer Characteristics. Roberto de Campos Giordano; Raquel de Lima C.Giordano; Duarte Miguel F. Prazeres and Charles L. Cooney. Departamento deEngenharia Química/UFScar; Centro de Engenharia Biologia e Química/InstitutoSuperior Técnico, Lisboa e Chemical Engineering Department/MIT.
Poster 25 – Síntese de Enzimas Coagulantes por Fermentação com Mucor miehei. GuilhermeG. Silveira; Rosana B. França; Euclides H. Araújo; Eloízio J. Ribeiro.Departamento de Engenharia Química/UFU; Uberlândia – MG.
Poster 26 – Influence of KLa on Hexokinase production by Saccharomyces cerevisiae. Daniel
P. Silva; Adalberto Pessoa Jr. and Michele Vitolo. Biochemical andPharmaceutical Technology Department/FCF/USP; São Paulo – SP.
Poster 27 – Hidrólise de Lactose de Soro por Meio de β-Galactosidase Imobilizada. MarcelaPanaro Mariotti; Erwing Paiva Bergamo; Henrique Celso Trevisan e RaederPinto. Departamento de Bioquímica e Química Tecnológica/IQ/UNESP;Araraquara – SP.
Poster 28 – Effect of the Temperature in the Activity and Stability of Crude Extract of FPaseof Aspergillus niger IZ-9. Claudio L. Aguiar and Tobias J. B. Menezes.Departamento de Agro-Indústria, Alimentos e Nutrição/ESALQ/USP, Piracicaba– SP.
Poster 29 – Seleção de Fungos Celulolíticos”.Leda Isabel L. C. Valente e Pedro de Oliva-Neto – DCB/UNESP.

16
Poster 30 – Desenvolvimento de Meio para a Produção de Xilanases por Aspergillusawamori. M. F. E. Santana; M. F. S. Matos; M. C. A. Fontes; M. C. C. Fonseca; J.L. S. Lemos e Nei Pereira Jr. Departamento de Engenharia Bioquímica/EQ/UFRJ;Rio de Janeiro – RJ.
Poster 31 – Purificação de uma Malato Desidrogenase de Origem Microbiana. Luiz EduardoThans Gomes; Hideko Yamanaka e Cecilia Laluce. Departamento de QuímicaAnalítica/IQ/UNESP, Araraquara – SP.
Poster 32 – Caracterização Físico-Química da Pectina do Suco de Acerola. Elisabete ScolinMendes; S. C. Costa; Sueli t. D. Barros e Larissa M. Fernandes. Departamentosde Engenharia Química e Bioquímica/ UEM; Maringá – PR.
Poster 33 – Fatores Influenciando a Formação de Enzimas Xilanolíticas pela ArquebactériaHipertermofílica Pyrodictium abyssi. Carolina M. Andrade; Maria CristinaMaia; Garo Antranikian e Nei Pereira Jr. Departamento de EngenhariaBioquímica/EQ/UFRJ; Rio de Janeiro – RJ.
Poster 34 – Production of Amylases by Aspergillus tamarii. Francieli A. Lima; Sophia R. F.Pedrinho; Fabiana G. Moreira; Veridiana Lenartovicz; Cristina G. M. de Souzaand Rosane M. Peralta. Departamento Bioquímica/UEM; Maringá – PR.
Poster 35 – Estudo da Suplementação da Palha de Arroz e sua Influência nos Índices deProdução de Pleurotus sajor-caju. V. M. C. S. Santos; M. M. Mendonça e SandraA. Furlan. PGB/MIP/UFSC e UNIVILLE/Joinville – SC.
Poster 36 – Avaliação da Influência da Fração de Inóculo e da Suplementação da Palha deBananeira nos Índices de Produção de Pleurotus sajor-caju. V. M. C. S. Santos;M. M. Mendonça e Sandra A. Furlan. PGB/MIP/UFSC e UNIVILLE/Joinville –SC.
Poster 37 – The Influence of Salts and Organic Solvents on Laccase Activity from Pleurotusostreatus str. Florida. Oldair D. Leite; Asae S. Endo; Bruna S. Bernardo; SuelyM. Obara-Doi; Rafael C. Fonseca and Aneli M. Barbosa. Departamento deBioquímica/UEL; Londrina – PR.
Poster 38 – Low Molecular Weight Compounds Oxidative Activity Produced by Wood-Rotting Fungi. C. L. Medeiros; A. Machuca and Adriane M. F. Milagres.Departamemnto de Biotecnologia/FAENQUIL; Lorena – SP.
Poster 39 – Crescimento de Aspergillus japonicus 586 em diferentes temperaturas e Produçãode Enzimas Pectinolíticas. M. F. S. Teixeira; J. L. Lima Filho e N. Durán.Departamento de Parasitologia/UA e LIKA/UFPE.
Poster 40 – Estudo Comparativo entre Penicilina G Acilases Produzidas por E. coli e B.megaterium 14945. Laura Marina Pinotti; Astréa F. Souza Silva; Rubens Monti eRaquel L. C. Giordano. Departamento de Engenharia Química/ UFSCar, SãoCarlos – SP.
Poster 41 – Purification and Multipoint Immobilization of Penicillin G Acylase Produced byBacillus megaterium ATCC 14945. Laura Marina Pinotti; Astréa F. Souza Silva;Rubens Monti and Raquel L. C. Giordano. Departamento de EngenhariaQuímica/UFSCar, São Carlos – SP.
17
Poster 42 – Imobilização de Lipase Microbiana em Quitosana e Caracterização de suasPropriedades Hidrolíticas. Ernandes B. Pereira; Heizir ferreira de Castro eGisella Maria Zanin. Departamento de Engenharia Química/UEM e FAENQUIL,Maringá – PR.
Poster 43 – Production of Lactooligosaccharides from Lactose using β-Galactosidase.Alexandre B. Azevedo; Flávio Faria de Moraes and Gisella Maria Zanin.Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 44 – Influência do Tratamento Enzimático nos Sucos de Acerola e Abacaxi. M. C. deAvelar; Sandra P. Almeida; Elisabete S. Mendes; Gisella Maria Zanin e SueliTeresa D. de Barros. Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 45 – Sucrolytic and Ureolytic Activities in the Carotenogenic Pink-Orange YeastPhaffia rhodozyma. Daniele S. Persike; Maria H. R. Santos; Marileusa D.Chiarello and José Domingos Fontana. Departamento de Bioquímica/UFPR,Curitiba – PR.
Poster 46 - Production of High-Gravity Beer: an Alternative to the Traditional Process.Roberto Barbosa de Almeida; João Batista de Almeida e Silva; Urgel de AlmeidaLima and Adilson Nicanor de Assis. Departamento de Biotecnologia/FAENQUIL,Lorena – SP.
Poster 47 – Adição de Maltose na Produção de Glicoamilase pelos Sistemas Batelada eBatelada Alimentada por Fermentação Semi-Sólida. Gean Delise Leal Pasquali;Telma Elita Bertolin e Jorge Alberto V. Costa. Centro de Pesquisa emAlimentação/UFP e Departamento de Engenharia Química/FURG, Passo Fundo –RS.
Poster 48 – Avaliação da Produção de Goma Xantana em Soro de Leite. Marcia Nitschke eVanessa Rodrigues. ICB/UPF, Passo Fundo – RS.
Poster 49 – Isolation and Physiological Study of Lactic Acid Bacteria as Probiotics forChiken. Elizete F. Reque; Carlos Ricardo Soccol and Sebastião G. Franco.Departamento de Engenharia Química/UFPR, Curitiba – PR.
Poster 50 – Characterization of the Fruity Aroma Compounds Produced by Ceratocystisfimbriata in Solid State Fermentation of Coffee Husk. Marlene Soares; CarlosRicardo Soccol; Pierre Christen; Ashok Pandey and Maurice Raimbault.Departamento de Engenharia Química/UFPR, Curitiba – PR.
Poster 51 – Aroma Production by Kluyveromyces marxianus in Solid State Fermentation ofCassava Bagasse. Adriane B. P. Medeiros; Carlos Ricardo Soccol ; AshokPandey and Pierre Christen. Departamento de Engenharia Química/UFPR,Curitiba – PR.
Poster 52 – Citric Acid Production by Aspergillus niger in Solid State Fermentation usingAgro-Industrial Wastes. Luciana P. S. Vandenberghe; Carlos Ricardo Soccol;Ashok Pandey and Jean-Michel Lebault. Departamento de EngenhariaQuímica/UFPR, Curitiba – PR.
Poster 53 – Production of Edible Mushroom Pleurotus ostreatus on Coffee Husk. Fan Leifa;Carlos Ricardo Soccol and Ashok Pandey. Departamento de EngenhariaQuímica/UFPR, Curitiba – PR.
18
Poster 54 – New Beverage with Probiotic Activity for Human use from Cow Milk Whey andCassava Starch. Maria C. R. D. Santos; Carlos Ricardo Soccol and Gisele M.Buczenko Departamento de Engenharia Química/UFPR, Curitiba – PR.
Poster 55 – Nutricional Factors for the Production of Gibberelic Acid by Solid StateFermentation of Coffee Husk. C. M. M. Machado; Carlos Ricardo Soccol; B. H.Oliveira and Ashok Pandey. Departamento de Engenharia Química/UFPR,Curitiba – PR.
Poster 56 – Biological Detoxification of Coffee Husk by Aspergillus niger using a Solid StateFermentation System. Débora Brand; Fernando Kawata; Ashok Pandey andCarlos Ricardo Soccol. Departamento de Engenharia Química/UFPR, Curitiba –PR.
Poster 57 – Production of Substrates for Biotechonological Processes from Hydrolysis ofCoffee Husk. Adenise L. Woiciechowski; Carlos Ricardo Soccol; Ashok Pandeyand E. Busato. Departamento de Engenharia Química/UFPR, Curitiba – PR.
Poster 58 – Studies on Extraction of Extra-Cellular Protease from Solid Cultures ofPenicillium citricum. Sandro Germano; Valeria M. G. Lima; Maria L. Fernandes;Carlos R. Soccol; Ashok Pandey and Nadia Krieger. Departamento de EngenhariaQuímica/UFPR, Curitiba – PR.
Poster 59 – Sugarcane Bagasse Hydrolysate as a Source of Carbon for MicrobiologicalXylitol Production. Rita C. L. B. Rodrigues; Maria da Graça A. Felipe; SilvioSilvério da Silva; Ismael M. Mancilha and Michele Vitolo. Departamento deBiotecnologia/FAENQUIL, Lorena – SP.
Poster 60 – Hidrolisado Hemicelulósico de Bagaço de Cana-deAçúcar como Substrato para aProdução de Xilitol em Diferentes Taxas de Aeração. T. A. Morita e SilvioSilvério da Silva. Departamento de Biotecnologia/FAENQUIL, Lorena – SP.
Poster 61 – Evaluation of the use of Immobilized Whole Cells on Xylitol Production fromSugarcane Bagasse Acid Hydrolysate. Walter de Carvalho, Sílvio Silvério daSilva; Michele Vitolo e Ismael M. de Mancilha. Departamento deBiotecnologia/FAENQUIL, Lorena – SP.
Poster 62 – Estudo do Crescimento de Pseudomonas putida IPT-046 com Vistas à Produçãode Polihidroxialcanoatos de Cadeia Média. S. C. Diniz; J. G. C. Gomez; L. F. daSilva; M. da Costa; M. K. Taciro; S. R. da Silva e J. G. C. Pradella. IPT/SP.
Poster 63 - Produção de Elastômeros Biodegradáveis a partir de Óleos Vegetais. S. R. Silva,J. G. C. Gomez; M. Costa; M. K. Taciro; L. F. Silva; A. L. Santos e J. G. C.Pradella. IPT/SP.
Poster 64 – Tratamento de Água Residual de Petróleo em Guamaré/RN: Simulação deProcesso de Tratamento Biológico e Análise Econômica Comparativa. R. S.Bittelbrunn e P. Pannir Selvam. Departamento de Engenharia Química/UFRN,Natal – RN.
Poster 65 – Estudo Comparativo entre duas Cepas de Saccharomyces cerevisiae CCT 1530 eCCT 1531 para a Produção de Proteínas Uniceclulares a partir de Hidrolisado deAmido de Mandioca. Rita de Cássia S. Curto; Agenor Furigo Jr. e Jorge L.Ninow. Departamento de Engenharia Química/UFSC, Florianópolis – SC.
19
Poster 66 – Estudo do Crescimento de Três Leveduras do Vinho Produtoras de AromasAlimenatres. Denise E. Moritz; Jorge L. Ninow e Agenor Furigo Jr.Departamento de Engenharia Química/UFSC, Florianópolis – SC.
Poster 67 – Experimental Design for the Production of Ethyl Esters from Soybean Oil. G.Zagonel; P. P. Zamora and Luiz Pereira Ramos. Departamento deQuímica/UFPR, Curitiba – PR.
Poster 68 – Acid-Catalyzed Steam Treatment (Steam-Explosion) of Eucalyptus grandisWood Chips. A. Emmel; A. L. Mathias; F. Wypych and Luiz Pereira Ramos.Departamento de Química/UFPR, Curitiba – PR.
Poster 69 – Estudo do Processo de Secagem de Leveduras Residuais da Indústria de Álcoolpor Secador Spray. Marcelino L. Gimenes; Karina B. Rodrigues e Helder V.Roma. Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 70 – Utilização de Zeólita na Purificação da Dextrana: Efeito da Troca Iônica.Classius Ferreira da Silva; Nádia Regina C. Fernandes e Francisco MaugeriFilho. Departamentos de Engenharia Química/UEM e UINOESTE, Maringá – PR.
Poster 71 – Purification of the Extract of Stevia rebaudiana Bertoni through Adsorption inModified Zeolites. Élida de Paula Moraes and Nádia Regina C. FernandesMachado. Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 72 – Analysis of the Performance of Modified Zeolites Separation Glucose-FructoseMixture. Ana Luisa Martinelli; Nádia Regina C. Fernandes Machado and GisellaM. Zanin. Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 73 – Study of the Influences of pH and Temperature on the Recovery of β-Xylosidasesby BDBAC Reversed Micelles. Francislene A. Hasmann; R. R. P. Silva;Adalberto Pessoa Jr. and Inês C. Roberto. DEBIQ/FAENQUIL: e FCF/USP.
Poster 74 – Remoção de Auto-Anticorpos de Pacientes com Doenças Auto-Imunes através deFiltração em Membranas de Afinidade. R. C. A. Ventura; R. L. Zollner; C.Legallais; M. A. Vijayalakshmi e Sônia M. A. Bueno. Departamento deProcessos Biotecnológicos/UNICAMP, Campinas – SP.
Poster 75 – Purificação de Imunoglobulina G a partir do Plasma Humano UtilizandoCromatografia de Afinidade com Íons Metálicos Imobilzados-IMAC. SandraVançan e Sônia M. A. Bueno. Departamento de ProcessosBiotecnológicos/UNICAMP, Campinas – SP.
Poster 76 – Membranas de Poli(Etersulfona)/Ppoli(vinilpirrolidona) Aplicadas em Processosde Ultrafiltração. F. S. Paiva, A. M. F. Xavier e Vicelma L. Cardoso.Departamento de Engenharia Química/UFU, Uberlândia – MG.
Poster 77 – Lipase Production by Penicillium restrictum using Solid Waste of the IndustrialBabassu Oil Production. Márcia Brandão Palma; Andreas K. Gombert; KarinaH. Seitz; Sílvia C. Kivatinitz; Leda R. Castilho e Denise M. G. Freire.Departamentos de Engenharia Química/FURB, USP, UFMar del Plata,Departamento de Bioquímica/ UFCordoba, Faculdade de Farmácia/UFRJ.
Poster 78 – Protein Extraction in a Pulsed Bell-Shaped Meshes Micro-Column. JoseaneRodrigues Moro; Ana Paula B. Rabelo e Elias B. Tambourgi. Departamento deEngenharia de Sistemas/UNICAMP, Campinas – SP.
20
Poster 79 – Influence of Agitation on Hesokinase and Glucose 6-Phosphate DehydrogenaseExtraction by Aqueous Two-Phases Systems. Marcela Z. Ribeiro; Maria A.Souza; Adalberto Pessoa Jr. and Michele Vitolo. Departamento de Bioquímica eFarmácia Tecnológica/USP, São Paulo – SP.
Poster 80 – Método de Extração e Determinação da Massa Molecular de PolihidrobutiratoProduzido por Alcaligenes eutrophus DSM 545. Elda S. Silva; Rosane A. R. M.Piccoli e Antonio M. F. J. Bonomi. Agrupamento de Biotecnologia/IPT, SãoPaulo – SP.
Poster 81 – Utilização do Tratamento Térmico no Estudo da Viabilidade de Alcaligeneseutrophus DSM 545 – Inativação Enzimática e Coalescência de Grânulos. MarisaZuccolo; R. C. P. Alli e J. G. C. Pradella. Agrupamento de Biotecnologia/IPT,São Paulo – SP.
Poster 82 – Remoção de Auto-Anticorpos por Adsorção Seletiva: Estudo Comparativo entreDois Sistemas de Afinidade Pseudobioespecífica. L. C. L. Aquino; Paulo T. V.Rosa; M. A. Vijayalakshmi e Sônia M. A. Bueno. Departamento de ProcessosBiotecnológicos/UNICAMP, Campinas – SP.
Poster 83 – Adsorção de Fibrinogênio e Albumina do Soro Humano na Superfície de Vidro,Policarbonato e Policloreto de Vinila (PVC). Paulo T. V. Rosa; Antônio C.Arruda e Cesar C. Santana. Departamento de ProcessosBiotecnológicos/UNICAMP, Campinas – SP.
Poster 84 – Recovery of Aprotinin from Industrial Effluent by Adsorption onto ImmobilizedChymotrypsin. Ana Carolina Barros de Genaro and Everson Alves Miranda.Departamento de Processos Biotecnológicos/UNICAMP, Campinas – SP.
Poster 85 – Clarificação do Suco de Acerola Despectinizado por Processo com Membrana.Larissa M. Fernandes; Elisabete S. Mendes; S. C. Costa e Sueli T. D. Barros.Departamento de Engenharia Química/UEM, Maringá – PR.
Poster 86 – Modelagem da Ultrafiltração do Suco de Acerola em Membrana Cerâmica. SueliT. D. Barros; Elisabete S. Mendes; Cid. M. G. Andrade e Leila Peres.Departamento de Engenharia Química/UEM, Departamento de Tecnologia dePolímeros/UNICAMP.
Poster 87 – Ultrafiltration/Diafiltration of Steviarebaudiana Bertoni Leaves Extract byPolisulphone Membranes. Silvana R. M. Moreschi; Rosângela Bergamasco andMarcelino L. Gimenes. Departamento de Engenharia Química/UEM, Maringá –PR.
Poster 88 – Purification and Concentration of Stevia reabudiana Bertoni by MicroporousMembranes. Silvana R. M. Moreschi; Rosângela Bergamasco; Marcelino L.Gimenes; M. H. M. Reis and A. C. Di Pietro. Departamento de EngenhariaQuímica/UEM, Maringá – PR.
Poster 89 – Estudo da Miscibilidade e Morfologia da Blenda PHB/PLLA. Mirella Vanin;Cesar C. Santana e E. R. Duek. Departaemnto de ProcessosBiotecnológicos/UNICAMP, Campinas – SP.
Poster 90 – Evaluation of the Performance of an Airlift Reactor for Treatment of TCFBleaching Effluent with Free and Immobilized Cells of Lentinus edodes. TeresaCristina B. Paiva; M. C. Bertolini; L. A. B. A. Castro; S. C. Oliveira and N.Durán. Departamento de Biotecnologia/ FAENQUIL, Lorena – SP.
21
Poster 91 – Biological Removal of Residual Aromatic Compounds from Pulp and PaperEffluents after Flocculation and Coagulation. Claudenice Rodrigues; Hélio G.Filho; Edson M. dos Reis and Jorge Nozaki. Departamento de Química/UEM,Maringá – PR.
Poster 92 – Chrome Shavings Hydrolysis using Alcalase and Characterization of SolubleProteins. Andréa Renata Malagutti; Alexandre Tadeu Paulino; Juliane Dametto;Cláudia C. M. Kimura; Eurica M. Nogami and Jorge Nozaki. Departamento deQuímica/UEM, Maringá – PR.
Poster 93 – Avaliações Preliminares do Estado Trófico (Parâmetros Físicos versus Biomassa)do Rio que Abastece a Cidade de Toledo (Parte I). K. R. Freitas; M. T. Veit eMárcia R. S. Fagundes. Departamento de Engenharia Química/UNIOESTE,Toledo – PR.
Poster 94 - Avaliações Preliminares do Estado Trófico (Nutrientes versus Biomassa) do Rioque Abastece a Cidade de Toledo (Parte II). M. T. Veit; K. R. Freitas e Márcia R.S. Fagundes. Departamento de Engenharia Química/UNIOESTE, Toledo – PR.
Poster 95 – Influence of pH, Temperature, and Carbon Source on Methanogenic Activity ofan Anaerobic Reactor of Gelatin Industry. Rosângela Bergamasco; A. M. S.Vieira; Celia R. G. Tavares and B. P. Dias Filho. Departamento de EngenhariaQuímica/UEM, Maringá – PR.
Poster 96 – Estudo da Cinética da Degradação Biológica de Efluente da Indústria deLaticínios. Edson R. Rodrigues; Marcelino L. Gimenes; Rosângela Bergamasco;Alexander D. Kroumov e B. P. B. Filho. . Departamento de EngenhariaQuímica/UEM, Maringá – PR.
Poster 97 – Utilização do Reator Seqüencial para o Tratamento de Efluentes da Indústria dePapel e Celulose. A. N. M. Rodrigues; Rosângela Bergamasco; Célia R. G.Tavares; Elenice. T. Abreu e Marcelino L. Gimenes. Departamento de EngenhariaQuímica/UEM, Maringá – PR.
Poster 98 – Estudo do Reagente Fenton para a Degradação de Águas Residuárias da Indústriade Papel Celulose. A. N. M. Rodrigues; Rosângela Bergamasco; Célia R. G.Tavares; Elenice. T. Abreu e Marcelino L. Gimenes. Departamento de EngenhariaQuímica/UEM, Maringá – PR.
Poster 99 – Produção de β-Ciclodextrina e Aplicação no Encapsulamento de Drogas dePrimeiro Tratamento da Tuberculose: Um Trabalho Multidisciplinar. H. O. S.Lima; G. M. Zanin; F. F. de Moraes; A.M. Moraes; L. M. A Pinto; E. de Paula;M. C. B Villares e M. H. A. Santana. DPB/UNICAMP; DEQ/UEM;ICB/UNICAMP; FCM/UNICAMP.
Poster 100 – Encapsulamento de Medicamentos em Lipossomas para a Terapia Primária deTuberculose por Inalação. Oselys R. Justo; Maria Helena A. Santana e Ângela M.Moraes. Departamento de Processos Biotecnológicos/UNICAMP, Campinas – SP.
Poster 101 – Utilização de Recobrimento com Fosfolipídios para a Hemocompatibilização dePVC. Paula R. Marreco; Giuliana P. Alves; Maria Helena A. Santana e Ângela M.Moraes. Departamento de Processos Biotecnológicos/UNICAMP, Campinas –SP.
Poster 102 – Encapsulamento de Vitamina C em Lipossomas para a Aplicação emPreparações Dermatológicas. Marcelo Simioni Pontes e Ângela Maria Moraes.Departamento de Processos Biotecnológicos/UNICAMP, Campinas – SP.
22
Poster 103 – Reaproveitamento do Rejeito de uma Unidade Produtora de Polpa de Acerolapara a Produção de Vinagre. C. F. A. Silva; V. Trindade; S. G. F. Leite e M. A. Z.Coelho. Departamento de Engenharia Bioquímica/ UFRJ, Rio de Janeiro – RJ.
Poster 104 – Influência das Características da Membrana sobre a Atividade da EnzimaImobilizada na Hidrólise de Óleo de Babaçu em reator com Membrana. FábioMerçon; Geraldo Lippel Sant’Anna Jr e Ronaldo Nobrega. COPPE/UFRJ, Riode Janeiro – RJ.
Poster 105 – Evaluacion de Las Condiciones de Hidrolisis Enzimática del Bagacillo de Canãen un Biorreactor de Membrana. Oscar García-Kircher; Guadalupe I. García G.;Norberto Pérez S.; Emilio R. Rangel P.; Guillermo Reyes H. e Víctor RodriguezV. Departamento de Bioprocesos/UPIBI, Ticomán, México.
Poster 106 – Eficiência da Imobilização de HRP usando Diferentes PANI’s. Kátia Flávia F.Silva; J. G. A. Freitas; J. S. Neto; V. C. Fernandes; C. L. Araújo; F. G. Pereira; J.L. Silva; M. C. Cardoso e C. H. Collins. IQ/UNICAMP, Campinas – SP.
Poster 107 – Estudo da Velocidade de Crescimento de Colônias de Fungos em Placas dePetri, com Meio Ágar Farelo de Arroz. Antenor F. Costa; Jorge A. V. Costa e C.S. Costa. FURG, Rio Grande – RS.
Poster 108 – Influência da Fonte de Nitrogênio no Crescimento da Cianobactéria Spirulinaplatensis. Karla L. Cozza; Jorge A. V. Costa; G. Magagnin; L. S. Arrieche e L.Oliveira. FURG, Rio Grande – RS.
Poster 109 – Análise da Fermentação de Maltotriose por Saccharomyces cerevisiae. ClaudioZastrow e Boris Stambuk. Departamento de Bioquímica/UFSC, Florianópolis –SC.
Poster 110 – Produção de Pectinases de Penicillium italicum em Embalagens dePolipropileno. Marcia L. Rizzatto; E. Gomes e R. M. Alegre. Laboratório deBioquímica dos Processos e Microbiologia Aplicada/UNESP, São José do RioPrêto – SP.
Poster 111 – Produção de Xilanase Termoestável por Bacillus SP 77-2 Alcalofílico em Farelode Trigo e Estabilidade Enzimática em Temperatura Ambiente. Valquíria B.Tavares; D. A. Bocchini; M. M. C. N. Soares; E. Gomes e R. da Silva.Laboratório de Bioquímica dos Processos e Microbiologia Aplicada/UNESP, SãoJosé do Rio Prêto – SP.
.Poster 112 – Produção de Xilanase por Bacillus SP-1 em Fermentação Submersa Utilizando-se Meio Nutriente Enriquecido com Diferentes Resíduos Agrícolas. Daniela A.Bocchini; V. B. Tavares; T. Iembo; E. Gomes e R. da Silva. Laboratório deBioquímica dos Processos e Microbiologia Aplicada/UNESP, São José do RioPrêto – SP.
Poster 113 – Caracterização da Exopoligalacturonases da Levedura RE-16 Produzida porFermentação Semi-Sólida. Silvio J. F. Souza; Heloiza F. Alves; Eleni Gomes eRoberto da Silva. Laboratório de Bioquímica dos Processos e MicrobiologiaAplicada/UNESP, São José do Rio Prêto – SP.
Poster 114 – Produção de Ciclodextrina Glicosiltransferase de Bacillus sp, E16 porFermentação Semi-Sólida. Heloiza F. Alves; E. Gomes e Roberto da Silva.Laboratório de Bioquímica dos Processos e Microbiologia Aplicada/UNESP, SãoJosé do Rio Prêto – SP.
23
Popster 115 – Análises Químicas da Fermentação em Bagaço de Cana-de-Açúcar pelo FungoHumicola grisea var. termoidea. Edjan Heise de-Paula; Alexandre Emmel; LuizPereira Ramos e Maristella de O. Azevedo. Laboratório de BiologiaMolecular/UNB, Brasília – DF.
Poster 116 – Influência do Álcool Vertrílico na Produção de Lacases e de Corpos deFrutificação do Pleurotos ostreatus em Meio Sólido. Helio H. Suguimoto; AneliM. Barbosa; A. Albanese e Raul J. H. Castro-Gómez. Engenharia deAlimentos/UNOPAR e Departamentos de Bioquímica e Tecnologia de Alimentose Medicamentos/UEL, Londrina – PR.
Poster 117 – Estudo de um Biorreator Tipo Tambor Rotativo para o Enriquecimento Protéicodo Farelo de Arroz. R. Ogrodowski; R. Wendt; H. Treichel; C. P. Saraiva e JorgeV. A. Costa. FURG, Rio Grande – RS.
Poster 118 – Produção de Xilitol por Candida guilliermondii IM/UFRJ 50088: Estimativa daDemanda Específica de Oxigênio. M. A. P. Gimenes; W. B. Aguiar Jr.; L. F. F.Faria; O. Q. F. Araújo e Nei Pereira Jr. Departamento de EngenhariaBioquímica/UFRJ.
Poster 119 – Estudo Comparativo dos Processos de Separação e Encapsulação de Microalgasusando Polímeros Naturais e Derivados da Biomassa Residual do Mar. Osvaldo L.Palhares e P. V. Pannir Selvam. Departamento de Engenharia Química/UFRN,Natal – RN.
Poster 120 – Lipase de Penicillium restrictum: Caracterização e Hidrólise de Triglicerídeos.Robson N. Branco; Geraldo Lippel Sant’Anna Jr. e Denise M. G. Freire.COPPE e Faculdade de Farmácia/UFRJ, Rio de Janeiro - RJ.
Poster 121 – Seleção de Linhagens Bacterianas Produtoras de Pectinoliase e Caracterizaçãodas Enzimas. C. D. Poy; Marcia M. C. N. Soares; Roberto da Silva e E. Gomes.Laboratório de Bioquímica dos Processos e Microbiologia Aplicada/UNESP, SãoJosé do Rio Prêto – SP.
Poster 122 – Seleção de Linhagens Microbianas Produtoras de Poligalacturonase. Marcia M.C. N. Soares; Roberto da Silva e E. Gomes. Laboratório de Bioquímica dosProcessos e Microbiologia Aplicada/UNESP, São José do Rio Prêto – SP.
Poster 123 – Caracterização de Bagaço de Cana Pré-tratado por Explosão a Vapor: Separaçãode Carboidratos e Compostos Aromáticos. Hellen C. M. Cunha e Flávo T. daSilva. Departamento de Biotecnologia/FAENQUIL, Lorena – SP.
Poster 124 – Clarificacion Enzimatica de Caldo de Fermentacion de Polisacarido Xantano. L.Aguillar; S. Pérez; G. Bueno; I. Goyre e M. López. DepartamentoBioquimica/ICIDCA, La Habana – Cuba.
24
ABSTRACTS
25
LECTURE

26
AN OVERVIEW OF SUCCESSFUL METABOLIC ENGINEERING OFSACCHAROMYCES YEASTS FOR EFFECTIVE COFERMENTATION OFGLUCOSE AND XYLOSE FROM RENEWABLE CELLULOSIC BIOMASS
Nancy W. Y. Ho*
Laboratory of Renewable Resources Engineering (LORRE)Purdue University, West Lafayette, Indiana 47907, USA
Cellulosic biomass is renewable, available at low cost, and existent in great abundance all over the world,especially in Brazil and in the United States. Cellulosic biomass is therefore an attractive feedstock for theproduction of ethanol-fuel and numerous other industrial products by fermentation. However, one seriousobstacle is that the major sugars derived from cellulosic biomass include not only glucose but also xylosewith a ratio of glucose to xylose approximately 2 or 3 to 1. The Saccharomyces yeasts are unable toferment xylose to ethanol or use it for growth. Since1980, scientists worldwide have actively been tryingto develop metabolically engineered Saccharomyces yeasts to ferment xylose. In 1993, we succeeded inthe development of the first metabolically engineered Saccharomyces yeasts, containing xylosemetabolizing genes cloned on a high copy-number plasmid, that can effectively ferment xylose as well asglucose to ethanol. In 1995, we further succeeded in creating the super-stable highly-effectivemetabolically engineered glucose-xylose-cofermenting Saccharomyces yeasts, containing multiple copiesof the same xylose-metabolizing genes stably integrated onto the yeast chromosomes. This stable yeastwas created by a much more effective new method, which we invented, for integrating multiple copies ofmultiple genes into the yeast chromosomes. The uniqueness of our approach in the metabolic engineeringof the Saccharomyces yeasts to ferment and utilize xylose for growth is that we have taken carefulconsiderations in our design not just to metabolically engineer a yeast to ferment xylose but also to (1)effectively direct the metabolic flux towards the production of ethanol rather than the production ofbyproducts such as xylitol, (2) effectively coferment both glucose and xylose simultaneously so that themixed sugars will be fermented as fast as possible, (3) use rich medium for growth and fermentation so asto make the engineered yeast grow and ferment sugars faster, (4) integrate all cloned genes, in multiplecopies if necessary, into the yeast chromosome so that the resulting yeasts will be suitable for industrialuse without requiring additional modifications. We were able to accomplish all these because we clonedinto the Saccharomyces yeasts not only a functional xylose reductase gene (XR) and a functional xylitoldehydrogenase gene (XD) which are known to be missing in the yeast chromosome, but also a third gene,the xylulokinase gene (XK), even though all the Saccharomyces yeasts do contain a functional XK.Furthermore, we also replaced the signal sequences that control the expression of the three cloned geneswith the sequences that control the expression of yeast glycolytic genes. Of equal importance was oursuccessful development of a much more effective new method for integrating multiple copies of multiplegenes into the yeast chromosomes. Recently, we have succeeded in developing more super-stablemetabolically engineered Saccharomyces yeasts such as 259A(LNH-ST) and 424A(LNH-ST) with similarefficiencies in cofermenting glucose and xylose as our first super-stable engineered Saccharomyces yeast,1400(LNH-ST). This proves our theory that most wild type Saccharomyces yeasts can be metabolicallyengineered for effective cofermentation of glucose and xylose with our technology. More importantly,these engineered new yeasts are free from any legal restraints and can be licensed through PurdueUniversity to any company that plans to produce ethanol from cellulosic biomass. Another importantrecent finding is that our stable metabolically engineered yeasts can repeatedly coferment glucose andxylose (using pure sugars or sugars from cellulosic biomass hydrolysates) to ethanol with high efficienciesfor numerous cycles requiring very little nutrients. The technology outlined above can easily be expandedto make yeast for the production of other important industrial products, using glucose and xylose derivedfrom cellulosic biomass as the feedstock.

27
Selected Application of Starchy Products in the Pharmaceutical, Chemical,Fermentation and other Technical Industries
Roland Beck
Cerestar USA, 1100 Indianapolis Boulevard, Hammond, IN, 46320-1094, USA; phone(+1) 219 473-2000; Fax (+1) 219 473-6601
e-mail: [email protected]
Starchy Products are used to almost 50% for non-food purposes, whereby the paper andcorrugating industry consume more than half. About 20% of starchy products are used in thechemical, pharmaceutical, fermentation and other technical industries.In the fermentation industry starchy products face strong competition from molasses, sucroseand oil as carbon source. Corn steep liquor offers some additional advantages compared toinorganic nitrogen sources, e.g. vitamins and oligoelements.Glucose, however, not only serves as carbon source during fermentation processes, but in thecase of acarbose and deoxynojirimycine production the chemical structure of glucose is anintegral part of the products.In the pharmaceutical field starchy products are used essentially because of their nutritionalvalue, and their food-grade nature. Purity criteria though are very severe and products need tocomply with pharmacopoeial or FDA regulations.In the personal care industry polyols are the most important products in for instance toothpaste or mouthwashes, but also in cosmetic emulsions.The reactivity and stability of polyols is used in the polymer and resin industry, where sorbitolis used as polyol component in alkyd and melamine resins, as highly functional starter forpolyetherpolyols for polyurethanes. Dianhydrosorbitol, with its rigid ring structure impartshigher stability to polyesters when incorporated as a co-monomer. Starch as polymericmaterial is used as a polymer in biodegradable materials, such as expanded packaging chips orfilms for garbage bags.Starch-based products for detergents have received considerable interest in the past years.Glucose-based surfactants, i.e. alkyl polyglucosides and glucamides, have been fast growingin the last 5 years and have found a distinct market segment.Future trends in non-food applications are very difficult to predict, since various factors leadto the failure or success for new products. Being a natural product is not a selling argument,unless combined with an at least equal performance at the right price.

28
MODELLING OF SOLID-STATE FERMENTATIONEFFECT OF MONO, DI AND TRI-DELETION MUTANTS OF
Trichoderma CELLULASES ON THE CHEMISTRY AND DEGREE OFPOLYMERIZATION OF CELLULOSIC FIBERS
Zandoná Filho, A.,1,3 Fontana, J. D.2 and Ramos, L. P.3
1 Tuiuti University, [email protected]; 2 LQBB – Biomass Chemo/BiotechnologyLaboratory, Department of Biochemistry, UFPR – [email protected]; 3 Research
Center in Applied Chemistry, Department of Chemistry, UFPR –[email protected]
P.O. Box 19081 – Curitiba, PR, Brazil – 81531-990
The effect of mutant cellulase preparations on the degree of polymerization (DP) of threechemically defined cellulosic substrates was evaluated using high performance size exclusionchromatography (HPSEC) of the corresponding cellulose tricarbanilate derivatives. Theenzymes used for hydrolysis were kindly provided by Röhm Enzyme Finland Oy and wereobtained in a previous study by high frequency gene deletion of Trichoderma reesei strains(Suominen et al., Mol. Gen. Genet. 1993, 241, 523-530). As a result, the selective deletion ofeither one, two or three genes encoding for key components of the cellulase system wasobtained, yielding 4 single (CBH I-, CBH II-, EG I-, EG II-), 2 double (EG I/II-, CBH I/II-)and 2 tri-deletion mutants (EG II-/CBH I/II-, CBH II-/EG I/II-). Reaction controls werecarried out using Celluclast 1.5L and Novozym 188 (Novo Nordisk) and hydrolyses wereperformed at an enzyme loading of 40 mg protein/mg cellulose (Ramos et al., EnzymeMicrob. Technol. 1999, 24, 371-380).Three distinct cellulosic substrates were chosen to carry out this study: a dewaxed cottoncellulose and two fully bleached kraft pulps (Klabin do Paraná, Telêmaco Borba, PR) derivedfrom a hardwood (Eucalyptus grandis) and a softwood (Pinus taeda) species. These substrateshad virtually no lignin and cellulose contents with distinct ranges of DPw: 4500 AnGlc unitsfor cotton fibers, 3700 for eucalypt and 1220 for pine bleached kraft pulps. When cottoncellulose was used as a substrate, the highest shifts in cellulose DP were impaired byhydrolysis with monodeletion mutants. The amount of cellobiose accumulated in the reactionmixtures varied considerably among the enzymes and there was no evidence for shortoligomers in any of the hydrolysis mixtures. On the other hand, hydrolysis of both bleachedkraft pulps resulted in higher glucose yields and totally distinct GPC profiles: (a) the CBH I/IImutant released only 8% of soluble sugars from cotton fibers for a 6% decrease in DPw,whereas 12% of the hardwood kraft pulp was hydrolysed by this same enzyme with a muchgreater decrease of 54% in DPw, (b) deletion of CBH I had the greatest effect on hydrolysisyields but this was not necessarily reflected on changes in cellulose DP; (c) compared to CBHI, deletion of CBH II caused a relatively lower decrease in cellulose DP; and (d) theaccessibility of both EG I and EG II appeared to be greatly associated with the chemistry (e.g.,hemicellulose content) and/or supramolecular organization (e.g., pore volume, surface areaand crystallinity) of cellulose.Changes of cellulose DP were quite useful to predict the mode of action of the enzymes butconclusions could only be drawn together with a strict evaluation of hydrolysis yields. Bothdouble and three deletion mutants appear to have interesting properties for key applications inboth textiles and pulp and paper industries and we are currently evaluating the effect of theenzyme treatment over the mechanical properties of cellulose fibers.
(Supported by CNPq, PADCT-II, UFPR)

29
MODELLING OF SOLID-STATE FERMENTATION BIOREACTORS
1David A. Mitchell; 2Deidre M. Stuart & 3Penjit Sangsurasak
1Departamento de Engenharia Química, Universidade Federal do Paraná, 81531-970,CURITIBA, PR, BRAZIL.
2School of Natural Resource Sciences, Queenskand University of Technology,BRISBANE, 4001, AUSTRALIA.
3Department of Chemical Engineering, Kasetsart University, Chatuchak, Chatuchack,BANGKOK 10900, THAILAND
Solid-state fermentation (SSF) offers advantages over submerged liquid fermentation for theproduction of some microbiological products, but currently large scale applications are limitedby the lack of rational scale-up criteria. This work describes the use of mathematicalmodelling as a tool to guide the design and operation of packed bed and rotating drumbioreactors.We have developed a mathematical model which describes heat transfer in both the axial andradial derections in a packed bed bioreactor. Such bioreactors are required for those processesin which the microorganism cannot tolerate the shear forces generated during mixing of thesubstrate bed. Model predictios suggest that a high superficial velocity of the air flowingthrough the bed is the most crucial factor in minizing the axial temperature gradients whichare established in packed bed bioreactors. The height to diameter ratio is the most importantdesign consideration, with the bed height being limited by the maximum temperature at whichthe microorganism still produces the product with na acceptable productivity.We have also developed a mathematical model of heat transfer in a rotating drum bioreactor.The model recognizes three systems – the substrate bed, the headspace gases and thebioreactor wall. Each of these systems is treated as a well-mixed system. This model has usedto explore the scale-up of rotating drum bioreactors. The predictions suggest that, at a scale ofseveral tonnes of substrate, aeration rates of the order or 200 bioreactor volumes of dry air perhour will be required in order to prevent overheating.Mathematical models describing growth kinetics and the major transport phenomenacontrolling growth are useful tools in the design and scale-up of SSF bioreactors. They enablea rational approach to scale-up, although the predictions have yet to be proven in large scalebioreactors.

30
FRUCTOSE-GLUCOSE ISOMERIZATION IN A CONTINUOUS VORTEXFLOW REACTOR (VFR)
Raquel L. C. Giordano1*; Roberto de Campos Giordano1 , Charles L. Cooney2
1Departamento de Engenharia Química-Universidade Federal de São Carlos-C.P. 676 -CEP13565-905-São Carlos-SP-Brasil- e-mail: [email protected]
2Chemical Engineering Department, Massachusetts Institute of Technology, Cambridge,USA
This work focuses on the application of Taylor-Poiseuille flow in a heterogeneous enzymaticreactor. Two kinds of catalyst are employed: glucose isomerase, immobilized in gel carrierand in soluble form. Operational conditions are set to avoid intra- and extra-particle masstransfer effects when using gel particles. In this way, a wider range of rotation rates may becovered. Reactor geometry (radius ratio η = 0.677 and aspect ratio Γ = 18.30) and flow ratesare chosen to be adequate for bio-processes applications as a reaction and/or adsorptionsystem. Visualization with particles and injection of tracer confirm that, for the case studiedhere, an unusual flow pattern unfolds: vortex drift velocities decrease continuously withincreasing rotation rates of the inner cylinder, until the vortices stop their translation in theaxial direction. VFR performances are assessed and compared to ideal reactors, using thefructose-glucose isomerization as a model reaction. The conversion versus rotation rate curvefor rotations above 200 rpm presents a point of minimum at 400 rpm, with performance lowerthan the perfectly mixed reactor. This behavior is analyzed in view of the flow characteristics.The vortex agitation is found to be very gentle, without any noticeable damage to shear-sensitive particles.Keywords: vortex flow reactor, Taylor-Poiseuille flow, enzymatic reactor, glucose-fructose
isomerization

31
FERMENTATION OF LIGNOCELLULOSIC HYDROLYSATES:INHIBITION AND DETOXIFICATION
Eva Palmqvist1* and Bärbel Hahn Hägerdal2
1*Danisco Biotechnology, P.O. Box 17, DK-1001 Copenhagen Ke-mail: g7eap @danisco.com
2Department of Applied Microbiology, Lund University, S-22100 Lund, Sweden
The ethanol yield and productivity obtained during fermentation of lignocellulosichydrolysates is decreased due to the presence of inhibiting compounds, such as weak acids,furans and phenolic compounds produced during hydrolysis. Evaluation of the effect ofvarious biological, physical and chemical detoxification treatments of lignocellulosichydrolysates by fermentation assays using Saccharomyces cerevisiae was used to characteriseinhibitors. Selected model compounds were then added to defined fermentations. Individualand interaction effects were elucidated and mechanisms of inhibition were proposed. Bymaintaining a high cellmass density in the fermentor, the process was less sensitive toinhibitors affecting growth and to fluctuations in fermentation pH, and in addition thedepletion rate of bioconversible inhibitors was increased. A theoretical ethanol yield and highproductivity was obtained in continuous fermentation of spruce hydrolysate when the cellmassconcentration was maintained at a high level by applying cell recirculation.

32
PRODUCTION OF XYLITOL BY FERMENTATION OF BIOMASSHYDROLYSATES
Sílvio Silvério da Silva
Faculdade de Engenharia Química de Lorena, Departamento de Biotecnologia,Rod. Itajubá/Lorena, Km 74,5 - 12600-000 - Lorena - SP - Brazil
E-mail: [email protected]
Bioconversion processes have been developed for the utilization of renewable resources toproduce useful chemicals and feedstocks. The use of renewable resources and, in particular, oflignocellulosic biomass, has broad environmental implications in today’s world. Thesematerials, especially, agroindustrial residues are rich sources of carbohydrates that can beconverted by biotechnological means into products of high value. In order to release thesugars from the hemicellulosic fraction, hydrolysis is carried out as the first stage offermentative processes employing lignocellulosic biomass as the substrate. However, duringhydrolysis, significant amounts of chemical compounds are produced, and for their removalthe hydrolysate must be treated before the bioconversion process. After treatment, thehydrolysate can be fermented under selected enviromental conditions.Xylitol, a sugar-alcohol of high sweetening power and anticariogenic properties, can beproduced from lignocellulosic biomass by biotechnological means. This compound has beensuccessfully used by food, odontological and pharmaceutical industries in many products.Microbial production of xylitol from agroindustrial residues is an ecomomic and simpleapproach. For this study, xylitol was obtained by fermentation of D-xylose present inhemicellulosic hydrolysates by Candida guilliermondii FTI 20037. Some aspects of thisfermentation are presented here successfully.
33
FERMENTAÇÃO CONTÍNUA POR LEVEDURA FLOCULANTE
Carlos Coelho de Carvalho Netto
NATRONTEC; Rua Dom Gerardo, 46, 10º andar, Centro; 20090-030 - RIO DEJANEIRO - RJ - BRASIL; fones: (21)233-1471/516-3353
e-mail: [email protected]
A NATRONTEC, buscando atender às necessidades do parque industrial alcooleiro,desenvolveu e está utilizando em escala industrial, um processo de fermentação, que dispensao uso de centrífugas, pois utiliza, como agente fermentativo, levedura floculante do gêneroSaccharomyces cerevisae.Atualmente, o processo está sendo utilizado nas seguintes unidades industriais: DestilariaCALIFÓRNIA (SP), Destilaria ALCOMAT (MT), Usina CUCAÚ (PE), Usina TRAPICHE(PE), Destilaria DISA (ES), Destilaria GIASA (PB) e Usina MARITUBA (Al).O processo com levedura floculante apresenta as seguintes vantagens principais:− Eficiência de fermentação 1 % a 2 % maior do que os demais processos;− Dispensa o uso de centrífugas;− Reduz os gastos com produtos químicos devido, principalmente, ao menor consumo deantiespumantes e dispersantes.Outros benefícios proporcionados pelo processo são: vinhos com maiores teores de álcool,menor custo operacional, operação mais simples, facilidade de automação, menor exigênciade mão-de-obra (um operador por turno) e reduzido custo de manutenção.A utilização do processo permitiu às usinas e destilarias acima reduzir os seus custos deprodução entre R$ 5,2 e R$ 13,5 por metro cúbico de álcool produzido.O processo baseia-se na realização da fermentação em regime contínuo, com separação dofermento em sedimentador. O fluxo de mosto é distribuído para as dornas, sendo o vinhoenviado para o(s) sedimentador(es), onde a levedura é separada, por decantação. Esta é tratadanuma cuba, retornando em seguida para a primeira dorna. O vinho delevurado flui pelo topodo(s) sedimentador(es) e é direcionado para a(s) dorna(s) volante(s).O sistema opera com uma concentração de açúcares redutores totais (ART) de até 20% (p/v),o que permite gerar vinhos com teores de etanol da ordem de 11º GL.O investimento necessário para a implantação do processo NATRONTEC é muito baixo, umavez que a adaptação das atuais unidades (contínuas ou em batelada) exige, basicamente, aconstrução do sedimentador, que pode ser realizada através da simples adaptação de dorna defermentação. Os benefícios proporcionados pelo processo permitem recuperar o investimentorealizado em, no máximo, três meses de safra.

34
EXPERIÊNCIA INDUSTRIAL NA PRODUÇÃO DE ETANOL A PARTIRDA FARINHA AMILÁCEA DE COCO DE BABAÇU
Edmond Aziz Baruque Filho1, 2*; Maria da Graça A. Baruque1, e Geraldo LippelSant'Anna Jr.
1TOBASA - TOCANTINS BABAÇU S.A.; Rua Evaristo da Veiga, 35/1710; 20031-040 -RIO DE JANEIRO - RJ - BRASIL
2COPPE/Universidade Federal do Rio de Janeiro, P.O. Box 68502; 21945-970 - RIO DEJANEIRO - RJ - BRASIL
Este trabalho descreve a experiência industrial da TOBASA na produção de etanol a partir dafarinha amilácea obtida do processamento mecânico do mesocarpo de coco de babaçu. Sãoenfatizados aspectos técnicos do processo, apresentando-se, em particular, resultados relativosao efeito de variáveis de processo (tipo de gelatinização, quantidade específica de CaO e graude cominuição da farinha) na eficiência de conversão de amido em glicose. Quando produzidoem uma planta industrial de pequeno porte (5.000L de etanol/dia), o produto atinge um custofinal de US$ 218/m3. O impacto dos custos de matérias-primas e de processamento no custofinal de produção é também apresentado. O álcool de coco de babaçu pode ser produzido abaixo custo, quando comparado às matérias-primas amiláceas convencionais e à própria cana-de-açúcar. A lucratividade líquida da produção é de 40% para o babaçu contra 10% para acana-de-açúcar. Estes resultados apontam para a viabilidade técnico-econômica da produçãode etanol a partir da farinha de coco de babaçu, desde que - industrialmente - seja realizado oaproveitamento integral do fruto.

35
INFLUENCE OF CELLULASES ON INDIGO BACKSTAININGDURING STONE WASH PROCESSES
Jürgen Andreaus1, 2, 3, Rui Campos1,2 and Artur Cavaco-Paulo2
1Textil Alberto de Sousa, S.A., V. N. de Sande, 4802-Guimarães, Portugal2 Dept. de Eng. Têxtil, Universidade do Minho, 4800 Guimarães, Portugal
3Dept. de Química, FURB, Blumenau, Brasil
We studied the affinity of cellulases from different fungal origins to insoluble Indigo dye.Adsorption studies showed that “acid cellulases” from Trichoderma reesei have a higheraffinity for Indigo dye than “neutral cellulases” of Humicola insolens. The particle size ofIndigo dye agglomerates was found to be influenced by the cellulase origin and concentration.Non-polar residues present in higher percentage in neutral cellulases of H. insolens seem toplay an important role in agglomeration of Indigo dye particles and probably in reducingbackstaining. Furthermore the effects of different levels of mechanical action on adsorption ofcellulases on undyed and Indigo dyed fabrics were studied.We studied Indigo backstaining in the presence of bacterial and fungal cellulases andinvestigated the influence of cellulose binding domains (CBD) of family I and II. Indigobackstaining was found to decrease with increasing concentrations of neutral cellulases withCBDs of family I, but seems to be quite independent of the concentration of active neutralcellulases with CBDs from family II. Truncated cellulases without CBDs cause lessbackstaining than the entire enzymes.Indigo backstaining has to be considered as the result of at least two different types ofadsorption: The adsorption of Indigo to cotton and the adsorption of Indigo to cotton boundcellulases.To achieve a good contrast on the fabric and to reduce the undesired effect of Indigobackstaining the adsorbed Indigo has to be removed in a after washing step with high levels ofmechanical action. Proteases were found to contribute to stain removal only under highmechanical action. After-washing experiments of Indigo stained cotton fabrics showed, that itis easier to remove Indigo adsorbed on cellulase over cotton than Indigo directly adsorbed tocotton.
36
BIOFILTER: A CONSOLIDATED BIOLOGICAL WASTEGAS TREATMENT TECHNOLOGY
Attilio Converti
Department of Chemical & Process Engineering «G.B. Bonino», Genoa University; ViaOpera Pia, 15 – I-16145 Genoa, Italy
Biofiltration is a well established air pollution control technology successfully applied in awide variety of applications to control odors, volatile organic compounds (VOC) and airtoxics.This article provides an overview of the developments, process parameters and principles ofthe technology as well as the main design and management criteria for biofilter operation.A comparison with other biological systems outlines that biofilters have the easier mode ofoperation and the widest application, due to lower capital and operating costs.A wide picture of the biofilter applications either at pilot-scale or full-scale with relatedpollutants which can be removed is given. The results reported show that removal efficienciesas higher as 90% are usually obtained for a wide range of common pollutants.The principal groups of microorganisms involved in biofilters as well as their respective mainmetabolic pathways are also presented and discussed.Economic analysis made on different basis demonstrates that biofiltration is by far the mostconvenient process particularly if applied to large volumes of air streams containing relativelylow concentrations of easily biodegradable compounds (typically below 1,000 ppm).Finally, the experimental results of biofiltration of toluene vapors are presented and discussedas an example.

37
DEVELOPMENT OF BIOREACTORS FOR APPLICATION INENZYMATIC TECHNOLOGY (CELLULOSE SACCHARIFICATION)
Arkady P. Sinitsyn*; Alexander V. Gusakov; Alejandro G. Berlin; Baltazar Gutierrez,Oscar Castellanos and Olga A. Sinitsyna
Department of Chemistry; M. V. Lomonosov Moscow State University; Moscow 119899,Russia; phone (7-095) 939 5966; Fax (7-095) 939 0997
e-mail: [email protected]
The effectiveness of bioconversion of cellulosic and lignocellulosic substrates (e.g. cellulosicwastes, wood, pulp and paper by-products) by cellulases into soluble sugars is hindered by therequirement of mechanical stress synergistic to the enzyme action, and hence - by the choiceof bioreactor for cellulose saccharification.Three different types of reactors for enzymatic hydrolysis of cellulose were studied: reactorwith impeller stirring, vibroreactor, and reactor with electromagnetic-field stirring.Cellolignin, an industrial residue obtained after the production of furfural from wood, andshort-fiber cellulosic wastes from pulp and paper industry were used as substrates. Enzymaticcellulose saccharification was carried out using cellulase preparation from the fungusPenicillium verruculosum.The productivity of the first and second types of reactors was about the same (3.5-4.8 g/L/hbased on the yield of reducing sugars). The productivity of the reactor with electromagnetic-field stirring was 21-28 g/L/h. Much higher productivity of the last type of reactor was theresult of sharp intensification of mass transfer processes in the heterogeneous system allowingto obtain the same concentration of reducing sugars (2-3%) after much less (6 times or more)hydrolysis time.
38
ORAL
39
UTILIZAÇÃO DE MUTANO PRODUZIDO POR CEPA PADRÃO DESTREPTOCOCCUS MUTANS (ATCC 25175) NA SELEÇÃO DE FUNGOSPRODUTORES DE GLUCAN-α-D-(1Õ 3)GLICOSIDASES E GLUCAN-α-
D(1→ 6)GLICOSIDASES
Maria do Amparo Cunha Pacheco*; Josely Emiko Umeda
UEM - Departamento de Bioquímica - Av. Colombo, 5790, 87020-900 - MARINGÁ - PR- BRASIL
e-mail:[email protected]
O dextrano é um homopolissacarídeo composto por moléculas de glicose unidasprincipalmente por ligações glicosídicas do tipo α(1Õ 6), que perfazem aproximadamente95% do total e por ligações do tipo α(1Õ 3). As ligações do tipo α(1Õ 3) estão presentes emligações cruzadas e, assim como o peso molecular do dextrano, estão relacionadas com asolubilidade e a viscosidade do mesmo. Vários microorganismos produzem o dextrano a partirda sacarose, especialmente o Leuconostoc mesenteroides, utilizado na produção industrial eaplicado nas indústrias farmacêutica, de alimentos e de reagentes analíticos. A formação dedextrano também tem importância na indústria açucareira, pois a contaminação do caldo decana por Leuconostoc ou microorganismos altera sua viscosidade, diminuindo a eficiênciados métodos de refino do açúcar. A produção comercial de dextranases iniciou-sepraticamente ao mesmo tempo que a produção industrial do dextrano por ser o meio maiseficiente de reduzir o peso molecular do dextrano nativo. A dextranase é produzida porfungos de vários gêneros e dextrano de diferentes pesos moleculares é utilizado comoindutor. As enzimas obtidas em geral são do tipo endo, promovendo uma hidrólise randômicado dextrano sendo necessários métodos posteriores de separação por peso molecular dospolímeros formados. Um tipo de dextrano bem mais insolúvel que o produto comercial é opolissacarídeo obtido pelo cultivo de bactérias da flora bucal, especialmente o Streptococcusmutans (mutano). O mutano é rico em ligações do tipo α(1Õ 3) e, no presente trabalho, foiutilizado como indutor da formação de mutanase. Cento e sessenta fungos foram coletados doambiente ou alimentos contaminados, isolados em meio ágar-batata-glicose e, a seguir,inoculados em meio quimicamente definido contendo ágar e mutano produzido pelo cultivode S. mutans (ATCC 25125) complexado com o corante Remazol Brilliant Blue. A formaçãode mutanase é evidenciada pelo descoramento das áreas de inóculo. Os fungos assimselecionados foram cultivados por 72 horas, a 30o C e com agitação de 180 rpm, em meiolíquido quimicamente definido contendo mutano como indutor. Os extratos obtidos porcentrifugação tiveram sua atividade mutanásica determinada pelo consumo de mutano e pelométodo do DNS. Vinte entre esses fungos foram capazes de consumir mais de cinqüenta porcento do mutano inicialmente adicionado após 72 horas de cultivo e apenas seis produziramexoenzimas evidenciáveis através da formação de açúcares redutores. Os fungos selecionadosestão sendo submetidos a testes de estabilidade em diversas condições.
40
ENZIMAS SECRETADAS POR ESPÉCIES FÚNGICAS ISOLADAS DOSOLO DA REGIÃO PETROLÍFERA DE URUCU-AM.
Fernandes, O.C.C.*; Teixeira, M.F.S.; Herrera, A.
*Lab. de Micologia/Depto. de Parasitologia/UFAM, Manaus-AM**Lab. de Química Biológica da UNICAMP, Campinas-SP.
Analisou-se após 72 horas de crescimento a 28ºC, a produção de amilases, celulases,pectinases e fenoloxidases por espécies de Aspergillus spp., Gliocladium virens,Penicillium spp., Phomopsis hordei, Pseudallecheria boydii, Thielavia terrestris eTrichoderma spp., isoladas do solo da Região Petrolífera de Urucu-AM (Brasil).Determinou-se a atividade enzimática qualitativa em meio de cultura sólido adicionado deamido, carboximetilcelulose, pectina cítrica 1% e ácido tânico 0,5% (peso/volume). As placasforam incubadas a temperatura de 37º C, durante 18 horas. A reação enzimática foi observadaatravés da formação de halo em volta de cada cup-plate, com ou sem adição de substânciareveladora na superfície do ágar. O tamanho do halo foi determinado pelo reverso da placa dePetri. Os resultados demonstraram que, das 28 espécies analisadas, para cada enzima, 19(67,86%) espécies demonstraram positividade para amilases; 28 (100%) para celulases; 27(96,42%) para proteases e 23 (82%) para pectinases e fenoloxidases. Os maiores produtoresdas enzimas analisadas foram A. flavus e P. implicatum (amilases) P. janthinellum, P.expansum e P. glabrum (celulases), P. janthinellum e P. glabrum (pectinases), P.implicatum e P. rugulosum (proteases) e P. puberullum e P. janthinellum (fenoloxidases).Dentre os microfungos analisados, a maioria das espécies produz enzimas para aplicaçãoindustrial, embora seja necessário a realização de otimização dos diferentes processos deprodução dessas enzimas.
41
42
CARACTERIZAÇÃO DA ISOAMILASE DE Flavobacterium sp -CLONAGEM E EXPRESSÃO DO GENE IAM EM Escherichia coli.
H. H. SATO, YONG K. PARK1*, B. M. KROHN2, G. F. BARRY2, G. M. KISHORE2
1*Depto de Ciência de Alimentos; Faculdade de Engenharia de Alimentos, UniversidadeEstadual de Campinas - Campinas-SP; fone (+55) 19 788 7055; fax (+55) 19 778 7890;
e-mail [email protected]; ;2Ceregen Division-Monsanto Company - St.Louis, MO 63198, USA
A enzima amilolítica desramificante isoamilase de Flavobacterium sp foi purificada emcolunas de DEAE-celulose, DEAE-Sephadex A-50 e CM-celulose e caracterizadabioquímicamente quanto as condições de atividade ótima, estabilidade e ação sobre diferentessubstratos . O gene que codifica a isoamilase foi clonado usando uma sonda PCR gerada deregiões altamente conservadas de enzimas amilolíticas. A isoamilase ativa foi expressa emfragmento Pst I de 4,9-kb em Escherichia coli e detectada em testes de placas de petri .A isoamilase purificada de Flavobacterium sp apresenta atividade ótima em pH 6,3 e a 40 oC .A enzima apresenta estabilidade na faixa de pH 6,0 a 10 . A isoamilase é termosensível sendoinativada após 1 hora de tratamento térmico, na ausência de substrato, em temperaturassuperiores a 50oC . A enzima amilolítica desramificante de Flavobacterium sp hidrolisa asligações α-1,6 glicosídicas do amido e do glicogênio e oligossacarídeos derivados, porém nãohidrolisa o pululano em maltotriose .A sequência de nucleotídeos do gene iam de 2334 nucleotídeos codifica 778 aminoácidos eapresenta conteúdo de CG de 69%. A análise da sequência sugere que o controle detranscrição do gene iam de Flavobacterium sp é mediado através do produto de um generegulatório malT. A sequência de aminoácidos deduzida do iam contém um peptídeo sinal N-terminal de 32 aminoácidos que apresenta 61% de homologia da isoamilase de Pseudomonasamyloderamosa. A enzima cujo gene foi clonado e expresso em E.coli , foi purificada atéhomogeneidade e apresentou peso molecular de 83kDa e atividade ótima na faixa de pH 6,0-7,0. A isoamilase recombinante obtida apresentou alta atividade sobre as ligacões α-1,6glicosídicas do glicogênio mas não hidrolisou o pululano.

43
IMMOBILIZATION OF CGTase AND PRODUCTION OFCYCLODEXTRINS IN A FLUIDIZED-BED REACTOR
Paulo W. Tardioli, Gisella M. Zanin, and Flávio F. de Moraes*
Depto. de Engenharia Química; Universidade Estadual de Maringá; Av. Colombo, 5790;87020-900 – MARINGÁ-PR; fone (+55) 44 263 2652; fax (+55) 44 261 4447;
e-mail: [email protected]
Cyclodextrins (CDs) are cyclic oligosaccharides, formed by a variable number of glucoseunits, linked to each other by α – 1,4-linkages. The most common are constituted by 6, 7 and8 glucose units and are denominated α-CD, β-CD and γ-CD, respectively. They are producedby the action of the enzyme Cyclodextrin Glycosyltransferase (CGTase) on starch previouslyliquefied. Owing to the fact that CDs have an apolar cavity, which favors the encapsulation ofa great variety of organic molecules, they have countless applications in the pharmaceutical,food and cosmetics industries, among others. In this work, the main objective was to study theproduction of CDs in a fluidized bed reactor, as a function of the residence time of thesubstrate in the bed of particles. CGTase was immobilized into controlled-pore silica (CPS)particles having a mean diameter of the order of 0.42 mm.CGTase originally from Bacillus alkalophilic sp., and cloned in Escherichia coli, was suppliedby WACKER, with 193.1 mg of protein/g of liofilized enzyme and specific activity of 63.1µmols of β-CD/(min.mg of protein), determined at 50 oC and pH 8. The enzyme was purifiedby biospecific affinity chromatography, using Sepharose 6B as support and β-CD as theimmobilized ligand. Afterwards, CGTase was immobilized into CPS by covalent bonding,using the silane-glutaraldehyde method.The purification showed a purification factor of 1.2 with an activity recovery of 72%. Fromthe total protein submitted to purification, 94% was recovered, and 65.3% of this totalcorresponded to the enzyme CGTase. An enzymatic solution with 1.64 mg of protein/mL ofsolution was obtained with a specific activity of 73.8 µmols of β-CD/(min.mg of protein ).In the immobilization of CGTase, the yield of protein fixation was 28.9 %, producing animmobilized enzyme with 4.7 mg of protein/g of dry support and an activity of 8.6 µmols ofβ-CD/(min. gEI), which corresponds to an activity yield of 2.5%. The recovery of the totalactivity offered to immobilization was 28.7%.The production of CDs was made at 50 oC, varying the immobilized enzyme load inside thereactor and fixing the porosity of the liquid-solid fluidized bed at 0.5. The substrate used wasa solution of dextrin 10 (FLUKA) 100 g/L, with tris-HCl buffer, pH 8, 0.01 M and calciumchloride 5 mM. Samples were collected at the effluent of the reactor and the concentrations ofβ-CD and γ-CD were determined by colorimetric methods using the dyes phenolphthalein andBromocresol green, respectively. The maximum conversion of the dextrin to CDs, in thefluidized bed reactor, with immobilized CGTase, was about 17%, in which case the residencetime was approximately 13 minutes. The production of β-CD was approximately four timessuperior to that of γ-CD, showing that this enzyme is a β-CGTase. The maximum productionof β-CD was 11 mM, representing 80% of the total CD produced. With a residence time ofapproximately 4 minutes, the substrate conversion to CDs was around 15% (10.4 mM of β-CD and 2.3 mM of γ-CD). The productivty of the fluidized-bed reactor in this condition, 52and 13 g of β-and γ-CD/(L. min), is 6,500 times higher than that obtained with a batch process

44
with free enzyme, and 24 h of reaction time. This result demontrates the superior quality ofthe fluidized bed reactor with immobilized enzyme to produce cyclodextrins.
CASSAVA STARCH MALTODEXTRINIZATION THROUGHTHERMO-PRESSURIZED AQUEOUS PHOSPHORIC ACID
HYDROLYSIS#
José D. Fontana 1*, Mauricio Passos1, José Luiz F. Trindade2 and Luiz P. Ramos2
1* LQBB – Biomass Chemo/Biotechnology Laboratory. Department of Biochemistry,Biological Sciences Sector, UFPR – Federal University of Parana, PO Box 19046 –
CURITIBA, PR, BRAZIL (81531l-990) – e-mail: [email protected] CEPESQ – Research Center on Applied Chemistry, Department of Chemistry, UFPR –
PO Box 19081 – CURITIBA, PR, BRAZIL (81531l-990)e-mail: [email protected]
Classic mineral catalysts for phytobiomass polysaccharides depolymerization are sulphuricand hydrochloric acids. The last is the actual catalyst used for both maize (CPC, Balsa Nova -PR) and cassava (INDEMIL, Paranavaí - PR), rendering concentrated glucose syrups from therespective starch components.Aqueous thermopressurized phosphoric acid (OPA) is a pioneering technology developed forthe selective depolymerization of the hemicellulose fraction (heteroxylan) from sugarcanebagasse {Fontana et al., Bioeng. Biotechnol. Symp. 14 (1981) 175-196} producing a freexylose syrup along with a residual lignocellulose with improved digestibility for ruminantanimals {Fontana et al., Appl. Biochem. Biotechnol., 51/52 (1995) 105-116}. This samecatalyst was also employed by us for the monomerization of dahlia inulin to a fructose syrupand this was obtained under hydrolytic conditions milder than those usually used for xylans{Hauly et al.., ibidem, (1992) 34/35, 292-308}.In continuation to our preliminary work, kinetic conditions were established for thedepolymerization of cassava starch regarding the production of maltodextrins and glucosesyrups. TLC and HPLC analyses corroborated that the proper H3PO4 strength andthermopressurization range (e.g., > 150°C; > 3.7 atm) can be succesfully explored for such apurpose. Since phosphoric acid can be advantageously mantained in the hydrolyzate andgenerates, after controlled neutralization with ammonia, the strategic nutrient triplet forindustrial fermentations (C, P, N), this pretreatment strategy can be easily recognized as arecommended technology for most plant polysaccharides. As compared to the classicalcatalysts, the mandatory desalting step (chloride removal by expensive anion exchange resinor sulphate precipitation as the calcium insoluble salt) can be avoided. Furthermore,phosphoric acid is well know as an allowable additive in several popular softdrinks like the“colas” since its acidic mouthfeel is compatible and/or sinergistic with both natural andartificial sweeteners.Glucose syrups from OPA-hydrolyzed cassava starch have also been upgraded to high-valueSCP (Single Cell Protein) as the pigmented yeast biomass of Phaffia rhodozyma(Xanthophyllomyces dendrorhous), whose astaxanthin (dihydroxy-diketo- β-carotene) contentmay reach 0.5-1.0 mg / g dry yeast cell. This is in fact an ideal complement for animal feedingas a natural staining for both fish farming (meat) and poultry (eggs).
(#) patent request being addressed do INPI; Funding: CNPq-PADCT, PRPPG-UFPR.
45
PRODUÇÃO DE POLIHIDROXIALCANOATOS EM BIORREATORTIPO AIRLIFT
Tavares, L.Z*; Pradella, J. G da Cruz.
Agrupamento de Biotecnologia/DQ - IPT; Cidade Universitária; Caixa Postal0141; 01064-970 - SÃO PAULO - SP - BRASIL
O presente trabalho tem por finalidade verificar a eficiência de biorreator tipo Airlift (1) naprodução de polihidroxialcanoatos ( poli-3-hidroxibutirato e seu copolímero poli-3-hidroxibutirato-co-3-hidroxivalerato), pela bactéria Alcaligenes eutrophus DSM 545(2),principalmente no que se refere à influência da taxa de aeração na síntese de produto.Os ensaios foram conduzidos em um biorreator tipo Airlift de bancada com capacidade de10L de volume útil (modelo E10A da B.Braun, Alemanha). Foram determinados nosrespectivos ensaios a biomassa residual, açúcares presentes no meio (glicose e frutose),quantidade de polímero produzido e nitrogênio residual. Análises de ácidos foram conduzidosem ensaios onde a limitação de oxigênio foi verificada.Pela análise dos resultados, foi possível verificar que o acúmulo de produto é extremamenteprejudicado quando o sistema é aerado com 12 L/min de ar, ou seja, há uma limitação deoxigênio muito severa para a síntese de produto. Assim, a bactéria não consegue acumular aquantidade de polihidroxialcanoatos esperada. Para vazões de ar mais elevadas, não severificou este tipo de comportamento. Além disso, a análise dos ensaios demonstra queprovavelmente, pequenas quantidades de aporte de oxigênio não limitantes podemproporcionar um aumento da atividade de acúmulo da bactéria, fato que sugere a existência deum vazão de ar específica a ser empregada que maximiza a velocidade de síntese de produtono acúmulo.Os ensaios conduzidos em biorreator Airlift conseguiram proporcionar condições adequadaspara que a bactéria crescesse com a sua velocidade específica máxima. Portanto, o biorreatorAirlift parece ser uma alternativa viável à produção de polihidroxialcanoatos.
(1) CHISTI, M. Y., 1989. “Airlift Bioreactors”. Elsevier Science Publishing Co., Inc., NewYork., 345p.
(2) BYRON, D., (1990). “Industrial production of copolymers from Alcaligenes eutrophus”.In: Novel biodegradable microbial polymers. DAWES, E. A. (ed), Dordrecht: KluwerAcademic Publishers, p. 113-117, 1990.
46
HIDRÓLISE DA FÉCULA DE MANDIOCA 15 E 30% EM REATORESBIFÁSICO E TRIFÁSICO UTILIZANDO AMILOGLICOSIDASE
IMOBILIZADA EM QUITINA
Soares, V.F.; Freire, D.M.G, e Bon, E.P.S.
Laboratório de Tecnologia Enzimátiva, Instituto de Química, UFRJ, CT, Bloco A, Ilhado Fundão, 21949-900 - RIO DE JANEIRO - RJ
E-MAIL: [email protected]
Amiloglicosidase foi produzida no nosso laboratório utilizando uma cepa de Aspergillusawamori. A enzima foi purificada em Bio gel P-6 e foram determinados os seus parâmetroscinéticos e estabilidade ao pH e a temperatura. Para imobilização da glicoamilase em quitinaprocedeu-se segundo Bom, E.P.S. et al, tendo sido entretanto otimizada a relaçãoenzima/suporte a partir de dados de atividade biocatalítica e a eficiência de imobilização. Obiocatalisador imobilizado (IME) foi testado em dois tipos de reatores contínuos avaliando-seo seu desempenho quando carga de 54 g/L de IME e alimentação com fécula de mandioca 15e 30% foi usada. Investigou-se o seu comportamento, através do acompanhamento de suaestabilidade em condições de operação contínua por 20 dias. No reatores trifásico a enzimaimobilizada apresentou uma queda expressiva de atividade, enquanto que no reator bifásico aestabilidade manteve-se com tempo de meia vida estimado em cinco meses de operaçãocontínua.

47
KRAFT PULP BIOBLEACHING BY PHENOL OXIDASES
Maria Eleonora A. de Carvalho1*; Milva C. Monteiro2; Geraldo L. Sant’Anna Jr.2
1Depto de Biotecnologia; Faculdade de Engenharia Química de Lorena; Rod. Itajubá-Lorena, Km 74,5; CP 116; CEP 12.600-000 - LORENA - SP; fone (+55) 12 553-3422;
fax (+55) 12 553-3165; e-mail: [email protected]
2Depto de Engenharia Química; COPPE; UFRJ; RIO DE JANEIRO - RJ
Cellulosic pulp and paper productions yield millions of dollars every year. This sector is oneof the most successful of the global economy. Millions of tons of pulp and paper areproduced, market and consumed daily. On the other hand, the cellulosic and paper industrypresents a great power of pollution. The use of chlorinated compounds, as the main bleachingreactant, is responsible for large quantities of polychlorinated organic compounds detected inthe sludge from bleached Kraft pulp and paper mills. These chlororganics compounds include2,3,7,8 tetrachlorodibenzo-p-dioxina (TCDD), 2,3,7,8 tetrachlorodibenzofuran (TCDF) andothers toxic compounds with molecular weights less than 1,000, that can be accumulated bythe organisms.New technologies were developed to reduce and eliminate the use of chloro relatedcompounds: use of anthraquinone in the Kraft pulping; substitution of conventional bleachingby elemental chlorine free (ECF) and total chlorine free (TCF) bleaching sequences; woodchips biodegradation by the white-rot fungi; pulps biobleaching by xylanase and phenoloxidase enzymes, and others.In these studies, the effects of enzymatic pretreatments associated to chemical bleachingsequences for biobleaching of eucalyptus Kraft pulps were investigated. The phenol oxidaseenzymes were separately applied on pulps before ECF bleaching sequences.The kappa number of the pulps wasn’t reduced by pretreatment using lignin peroxidases (LiP)and manganese-dependent peroxidases (MnP) enzymes. However, the pulp viscosities werepreservated and brightness values were compatible with the standard bleaching.Laccase biobleaching were performed using enzyme loads of 2 and 5 U laccase/g pulp basis,associated to the ECF bleaching sequences. The use of 2,2’-azinobis-(3-ethylbenzthiazoline-6-sulfonate) (ABTS) together with laccase increased the pulp delignification during thebleaching. However, the results showed that laccase can be applied on pulp pretreatments,without ABTS and at alkaline conditions, using a short time reaction.At these biobleaching conditions, the kappa number reduction was improved and brightnessvalues of about 90% ISO were achieved. This biotreatment also made possible the ClO 2 loadreduction. The results indicated that enzymatic bleaching can be used in either of the twostrategic manners: to obtain an increase of the brigthness values or to reduce the kappanumber.

48
CORN STEEP LIQUOR FOR LACCASE PRODUCTION
Maria Bernadete de Medeiros* e Maria Eleonora A. de Carvalho
Depto de Biotecnologia; Faculdade de Engenharia Química de Lorena; Rod. Itajubá-Lorena, Km 74,5; CP 116; CEP 12.600-000 - LORENA - SP; fone (+55) 12 553-3422;
fax (+55) 12 553-3165; E-mail: [email protected]
Laccase (EC 1.10.3.2) is a phenol oxidase. This enzymes is able to oxidize compoundscontaining phenolic hydroxyl groups, including lignin model compounds, and is thusconsidered to have a role in lignin biodegradation. Due its lignin depolymerization propertiesand its ability to agglutinate yours derived the laccase can be used in treatment of the effluentswith phenolic compounds. However, to support the industrial microbiology market the laccaseproduction needs to have its cost reduced.The white-rot fungus Pleurotus ostreatus URM 1513 produces about 1200 U.L -1 of laccaseactivity under proper nutrient conditions. Components of the medium, such as nitrogen sourceand amino acids influence laccase biosynthesis. Expensive yeast and peptone extracts havebeen used to provide these nutrients. Because the cost of the medium is one of the principalfactors that determines the economic viability of the enzyme production, it is very importantthat low cost medium components supply all the nutritional requirements for good growth offungi and enzyme activities. Corn steep liquor is a major byproduct of corn starch processingand is an inexpensive source of such nutrients.These studies showed that a low-cost medium containing corn steep liquor as single nutrientsource and black liquor, from pulp bleaching, as inducer was similar in performance to anutrient-rich medium.

49
DETECTION OF HYDROXAMATES AND CATHECOLSSIDEROPHORES SECRETED BY LIQUID CULTURES OF WOOD
ROTTING FUNGI
Napoleão, D.A.S, Machuca, A., Milagres, A . M.F.*
Dept. of Biotechnology, Faculdade de Engenharia Química de Lorena – Faenquil; CP116; 12600-000 - Lorena – SP - BRASIL
Iron is necessary for microbial growth, however it exists in nature predominantly as theinsoluble ferric form which is not readily available for assimilation. One mechanism, bywhich microorganisms may require iron is through the secretion and reabsorption of specificiron chelators, termed siderophores. Siderophores can be classified chemically into two majorcategories: the hydroxamic acids and the phenolates, with few exceptions, siderophores areproduced by all aerobic and facultative anaerobic microorganisms. In despite of severalstudies related to siderophore production and molecular regulation by many fungi, little isknown about siderophore production by wood-rotting fungi. Some studies have suggested thatthese chelators are involved in the initial phase of wood degradation. The purpose of this workwas to describe the production of siderophore by two basidiomycetes degrades of wood:Wolphiporia cocos (brown-rot) and Trametes versicolor (white-rot).Fungi were cultivated in malt extract liquid medium during 30 days at 28oC, in stationaryconditions and samples were analyzed each 5 days. Culture supernatants were assayed forsiderophores by the chrome azurol S (CAS) assay, a nonspecific assay for siderophore. Thespecific assay of Arnow was utilized for the detection of catechol-type siderophore and fordetection of hydroxamate derivatives were used the Csaky and adapted method of Lowry. Thesupernatants of these cultures were ultrafiltrated using a membrane with 5 kDa molecularweight cut-off and the siderophores assays were also determined in the filtrates (< 5 kDa). W. cocos produced the highest CAS reaction simultaneously reducing the pH of the maltextract medium from 5.5 to 2.8. The pH decrease was attributed to the presence of oxalic acid,which could react to CAS and intensified the reaction. T. versicolor did not react to CAS;however, the presence of low molecular weight compounds (< 5 kDa) with oxidizing activitywas detected in its extracellular extracts. W. cocos extract (< 5 kDa) reacted to all the methodsfor siderophore detection suggesting the presence of two types of siderophore: catechol andhydroxamate. T. versicolor ultrafiltrate reacted to Csaky’s and Lowry’s method suggesting thestructure of a compound of the hydroxamate type.
Acknowledgements: FAPESP, CNPq, SCT-FAENQUIL
50

51

52
INFLUENCE OF TEMPERATURE ON THE GROWTH ANDXYLANASE AND β-XYLOSIDASE PRODUCTION BY Aspergillus
fumigatus.
Nélio S. Girardo; Cinthia G. Boer; Cristina G. M. de Souza and Rosane M. Peralta
Depto. de Bioquímica; Universidade Estadual de Maringá; 87.020-900 - Maringá - PR -BRASIL; fone/fax:55442614715; e-mail: [email protected]
A variety of microorganisms including filamentous fungi have been reported to producexylanolytic enzymes. The potential applications of xylanases with or without cellulase includethe bioconversion of lignocelluloses to sugar, ethanol and other useful substances.. In recentyears, interest has been growing in xylanases free of cellulases to remove xylan selectivelyfrom lignocellulose without affecting the cellulose fibre length. Efforts are under way toobtain either cellulase--free mutants or genetically engineered microorganisms or to developan inexpensive procedure for the recovery of pure xylanase from the fermented mass.Alternatively the naturally occuring microrganisms able to producing cellulase-free xylanasemay be attractive and may overcome many of the limiting conditions associated with the otherapproaches. The screening of microrganisms producer of thermostable xylanases makepossible the use of enzymes at high temperatures over prolongued periods of time enhancingboth the technical and economic feasibility of the hydrolysis process. The study of soilmicroorganism xylanases is particularly interesting because heat resistance has beendemonstrated in different soil fungi. The genus Aspergillus is an efficient producer of suchenzymes and many different species had been previously investigated. Then, the purpose ofthis study was to investigate the ability of Aspergillus fumigatus, a filamentous fungi isolatedfrom soil, to produce xylanases under two different culture temperatures 30 o and 42o C. Forproduction of the extracellular xylanolytic complex , Aspergillus fumigatus was grown in 250ml Erlenmeyer flasks containing 50 ml of mineral medium and xylan at 1% or corn cobpower at 3% as the carbon source. The cultures were incubated at 30 or 42ºC on a rotaryshaker at 120 rpm and at periodic intervals, the mycelia were removed from the culturemedia by filtration. To determine the dry weight of the mycelia, they were dried overnight at60o C. The filtrates were assayed for xylanase, β-xylosidase and proteolytic activities. At 42 o
C, fungal growth appeared from the first hours of fermentation while at 30 o C there was a longlag phase retarding the growth in several hours. In both conditions however, the production ofmaximum xylanase activity was similar (about 100 U/ml). The production of extracellular β-xylosidase activities by 42 o C cultures were about 4 times superior than those obtained from30o C cultures. Low and similar levels of proteolytic activitiy were found in the culturefiltrates developed under two temperature conditions. The culture filtrates were concentratedby acetone and analyzed by electrophoresis under nondenaturing conditions. In spite ofdifferent protein patterns have been obtained under the two different growth temperature, twoxylanases and one β-xylosidase with similar electrophoretic mobilities were detected byusing zymogram technique. The hydrolysis products of xylan after treatment with xylanolyticsystem obtained from two different culture conditions were analyzed by paperchromatography. It is interesting to notice that the main product was xylose, especially aftertreatment with 42o C culture filtrate. Our results showed that the pattern of secretion ofxylanolytic enzymes was affected by the growth temperature.
Supported by: CNPq and UEM

53
MODELING OF RUMINOCOCCUS ALBUS GROWTH ON MIXEDSUBSTRATES
Alexander D. Kroumov1*
1* Dep. of Chemical Engineering; State University of Maringá; Colombo str., 5790;87020-900 - MARINGÁ – PR – Brazil; phone (+55) 44 263 2652; Fax (+55) 44 261 4447;
e-mail:[email protected]
A model was developed for mixed substrates (cellobiose and xylose) utilization byRuminococcus albus B199. The model describes regulatory mechanisms of induction –repression processes taking into consideration the available knowledge of catabolic pathwaysand changes of the key enzyme activity which is considered to be rate-controlling step for theutilization of the non preferable substrate (xylose). Specific growth rate on mixed substrateswas established as an additive function of growth rates on single substrate. Product formationrate of Ruminococcus albus B199 could be described as partially linked with specific growthrate or more precisely, linked with substrate utilization rate. By using material balances thekinetics of mixed substrates utilization, growth and product formation in batch and continuousprocesses were investigated. Different experiments (batch and pulse) were carried out forparametrical identification and proving validity of the chosen hypothesis. The developedmodel was a useful tool for microbial kinetic experimental design and biochemical study ofkey enzymes involved in metabolic regulation of Ruminucoccus albus B199. On the otherhand, these results were successfully used for study on the molecular level of gene expressionin term of strain modification.
54
UTILIZAÇÃO DE MODELOS GAUSSIANOS NA REPRESENTAÇÃODA CINÉTICA MICROBIANA
Pedro Sérgio Pereiralima* e Manuel Filgueira Barral
Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A.;Caixa Postal 0141; 01064-970 - SÃO PAULO - SP - BRASIL
Os processos biotecnológicos, objetos deste estudo, são aqueles de conversão de substratosem produtos pelo metabolismo de microrganismos cultivados num reator homogêneo emcondições determinadas via batelada alimentada. Genericamente, tais processos podem serdescritos pelas equações de conservação de massa acrescidas de expressões cinéticas quedescrevem as velocidades específicas de conversão representando o comportamento domicrorganismo.O conhecimento da cinética microbiana constitui a base para o projeto, operação, otimização econtrole de bioreatores. Desde finais do século XIX, até o momento, vários modelos têm sidopropostos para caracterizar o crescimento e formação de produtos segundo óticas distintas.Esses modelos são agrupados pela literatura em modelos estruturados, não estruturados,segregados e não segregados. Os modelos estruturados vêm sendo mais estudados nos últimosanos dada sua capacidade de descrição das condições transientes do metabolismo dosmicrorganismos durante o seu cultivo. No entanto, devido à sua complexidade de formulação,bem como à dificuldade na determinação de constantes cinéticas intrínsecas, esses modelosainda apresentam pouca aplicação prática. Os modelos não estruturados, emborareconhecidamente não sejam adequados para representar o crescimento não balanceado, ouseja, condições de crescimento com mudança na composição e tamanho das células, vêmsendo propostos e utilizados para o projeto e controle de bioreatores. Estes apresentamformulações distintas mas podem ser genericamente agrupados como modificações do modelode Monod, incluindo fenômenos como limitação por múltiplos substratos e/ou inibição porsubstrato e produto.Alternativamente a esses modelos cinéticos não estruturados clássicos propõe-se aqui modelosdenominados gaussianos para a representação das cinéticas de crescimento e formação deprodutos. A função gaussiana é comumente utilizada para indicar distribuição de eventosaleatórios. Em lugar de se usar o valor da concentração do substrato ou produto, toma-se ologaritmo neperiano do mesmo como argumento da função de Gauss.
55
MODELAGEM MATEMÁTICA DO CRESCIMENTO DE CÉLULAS DEHIBRIDOMA PARA PRODUÇÃO DE ANTICORPO MONOCLONAL
Danidtza Suárez*, Elisabeth F. P. Augusto, Margarette S. Oliveira, Patrícia. R. Vilaça,Antonio M. F. L. J. Bonomi*
*Agrupamento de Biotecnologia da Divisão de Química; IPT - Instituto de PesquisasTecnológicas do Estado de São Paulo S.A; Caixa Postal: 0141; 01064-970 - São Paulo –
SP - BRASIL; e-mail: [email protected]
A eficiência dos processos de produção de anticorpos por células de hibridoma pode serincrementada por estratégias de planejamento e controle baseadas em modelos matemáticos.Para tanto, é requerido um modelo cinético acurado que descreva o comportamento dasvariáveis características deste metabolismo celular.Neste trabalho foi desenvolvido um modelo matemático fenomenológico, não estruturado pararepresentar adequadamente o crescimento de células de um tipo de hibridoma. Para formular omodelo proposto foi considerado o fato de que glicose e glutamina são substratos limitantesdo crescimento destas células e que ácido láctico e amônio são subprodutos de metabolismo.O modelo proposto é composto por 6 variáveis de estado (concentrações de células vivas,células mortas, glicose, glutamina, ácido láctico e amônio), 15 parâmetros ajustáveis e 4parâmetros fixos.Os ensaios utilizados para gerar os dados experimentais foram realizados em biorreator B.BRAUN MD de 2 L, a 37°C, pH = 7,2 e meio de cultura DMEM. As concentrações de célulasvivas e mortas foram determinadas em hemacitômetro com exclusão por Tripan Blue, glicosee ácido láctico foram dosados por HPLC e amônio por eletrodo específico.O ajuste dos parâmetros das equações diferenciais ordinárias ao conjunto de dadosexperimentais foi realizado por regressão não-linear aplicando o algoritmo de otimização dométodo de busca direta de “ordem zero” dos poliedros flexíveis (Nelder & Mead). Utilizandoo modelo proposto conseguiu-se uma boa representação dos dados experimentais pelomodelo.

56
MODELAGEM DA ULTRAFILTRAÇÃO DO SUCO DE ACEROLA EMMEMBRANA CERÂMICA
S. T. D. Barros1*, E. S. Mendes1 ,Cid M. G. Andrade 1 e L. Peres2
1Departamento de Engenharia Química, Universidade Estadual de Maringá; Av.Colombo, 5790; 87020-900-MARINGÁ - PR; fone: (44)261 4323; fax: (44)261 3440;e-
mail:[email protected] de Tecnologia de Polímeros, UNICAMP - SP
O processo de separação por membranas, uma tecnologia relativamente nova, tem despertadogrande interesse, tanto acadêmico como industrial. Apresenta vantagens e desvantagensquando comparada às outras tecnologias que podem desempenhar tarefas similares. Para umaavaliação disto, faz-se necessário estudos envolvendo modelos físicos e matemáticos.Neste trabalho apresentamos o modelamento matemático do processo de separação pormembranas tipo cerâmica, onde a força motriz é a pressão, o fluxo permeado é cruzado emrelação ao escoamento da solução e resistência ao escoamento do permeado estimada,experimentalmente, adota o modelo de resistência em série.Obteve-se, experimentalmente, a resistência intrínseca da membrana e a resistência do"fouling" sendo possível então a obtenção do fluxo permeado como função da pressãotransmembrana. Obteve-se também a taxa de decaimento do fluxo permeado que caracteriza oregime transiente.
57
ESTERIFICAÇÃO EM FASE GASOSA CATALISADA POR LIPASESSUPORTADAS EM FASE SÓLIDA
Victor Haber Pérez1*, Gustavo Paim Valença2, Everson Alves Miranda3
1*Depto. de Processos Biotecnológicos; Faculdade de Engenharia Química; UniversidadeEstadual de Campinas; Cidade Universitária “Zeferino Vaz”;
Barão Geraldo s/n; CP 6066; Campinas – SP; fone (+55) 19 788 3970e-mail:[email protected]
2 Depto. de Processos Químicos; Universidade Estadual de Campinas; Campinas – SP3Depto. de Processos Biotecnológicos;Universidade Estadual de Campinas;Campinas-SP
A aplicação de enzimas suportadas em uma fase sólida catalisando reações com substratos eprodutos em fase gasosa constitui um avanço recente na bioengenharia de processos devido àssuas importantes aplicações tecnológicas.Este trabalho apresenta, os resultados experimentais do estudo cinético da reação de sínteseem fase gasosa de ésteres a partir de álcoois e ácidos carboxílicos catalisada por lipasessuportadas em óxidos mistos de SiO 2 e MgO, além de aspectos teóricos referentes a este tipode biocatálise. A reação estudada é a síntese de acetato de etila por ser, além de uma reaçãorelativamente simples, este composto um aroma importante na industria de alimentos.Inicialmente foi realizada uma seleção entre lipases de diversas origines. Somente aquelas queapresentaram melhor desempenho em função da sua atividade catalítica específica, de acordocom o método fotocolorimétrico da hidrólise de paranitrofenilpalmitato em ácido palmítico eparanitrofenol, foram escolhidas para o trabalho.As lipases selecionadas foram imobilizadas em suportes inorgânicos com diferentes graus debasicidade: sílica(SiO2) e magnésia (MgO), além de óxidos mistos formados por combinaçõesduas a duas destes óxidos puros, para avaliar o efeito do caráter ácido-base. Os suportesforam preparados de acordo com uma razão nominal MgO/ SiO 2 de 1:0; 1:1; 1:4; 4:1; 8:1 e0:1, enquanto que as lipases foram imobilizadas em função do ponto úmido destes suportes.Estes suportes foram caracterizados por difração de raios X.A atividade do biocatalisador na formação de acetato de etila com o sistema gasoso foiavaliada em função da temperatura de reação em um reator tubular de vidro operando naforma diferencial.
58
APLICAÇÃO DE UM BIORREATOR AIRLIFT COM CIRCULAÇÃOEXTERNA EM FERMENTAÇÕES COM RALSTONIA EUTROPHA
Márcia R. S. Pedrini; José A. R. de Souza; Gláucia M. F. Aragão e Agenor Furigo Jr.*
Departamento de Engenharia Química e Engenharia de Alimentos; Centro Tecnológico;Universidade Federal de Santa Catarina; Caixa Postal 476; 88040-900 -
FLORIANÓPOLIS - SC - BRASIL; E-mail: [email protected]
A bactéria Ralstonia eutropha (Alcaligenes eutrophus) é utilizada para a produção de poli-β-hidroxibutirato (PHB) que é uma substância de reserva de carbono e energia acumulada nointerior das células de diferentes microrganismos em condições de limitação nutricional. Estepolímero apresenta propriedades termoplásticas próximas às apresentadas pelo polipropilenocom a vantagem de ser biodegradável. O uso de fermentadores não convencionais do tipoairlift pode ser indicado para a produção do PHB por diminuir o atrito em relação aoprovocado pelo dispositivo de agitação dos biorreatores convencionais. A agitação nosfermentadores convencionais pode provocar o rompimento das células dos microrganismosliberando o PHB intracelular para o meio de cultura, dificultando a recuperação do produto.Outro fator importante é que a otimização do processo produtivo do PHB passa pelarealização de culturas de alta concentração celular, onde é necessário manter uma elevadatransferência de oxigênio que pode ser favorecida em biorreatores do tipo airlift. Nestetrabalho, é estudado a fase de crescimento de Ralstonia eutropha em glicose utilizando-se umbiorreator airlift com circulação externa. Para comparar o desempenho deste processo embatelada com um processo realizado em biorreator convencional, foram utilizadas avelocidade específica crescimento da fase exponencial ( µM) e a conversão do substrato embiomassa (Yx/s). Os resultados da velocidade específica crescimento da fase exponencial ( µM)e do fator de conversão da glicose em biomassa (Y x/s) obtidos foram de, respectivamente, 0,16h-1 e 0,46 g/g (em média), que correspondem ao valores encontrados no fermentador agitadoclássico utilizando o mesmo microrganismo, meio de cultura e condições físico-químicas. Osresultados semelhantes indicam que, além de uma boa homogeneização do meio de cultivo,não houve limitação do crescimento do microrganismo em relação ao fornecimento deoxigênio. Conclui-se, então, que as condições de transferência de massa foram adequadas emfermentador airlift em escala laboratorial, onde as condições de agitação são inferiores àsencontradas em fermentadores agitados clássicos de pequeno porte.

59
PRODUCTION OF TRANSGALACTOSYLATEDOLIGOSACCHARIDES (TOS) BY β-GALACTOSYLTRANSFERASE
ACTIVITY FROM Penicillium simplicissimum
Cruz, R.*; Cruz, V. D.; Belote, J. G.; Khnayfes, M. O.; Dorta, C.; Santos, L. H. O. eAndriolo, C. R.
Universidade Estadual Paulista – UNESP, Faculdade de Ciências e Letras de Assis,Departamento de Ciências Biológicas; Av. Dom Antônio, 2100; CP 335; 19806-173 - Assis -
SP - Brazil. *Corresponding author. e-mail: [email protected]
Ingestion of transgalactosylated oligosaccharides (TOS) and other non-digestibleoligosaccharides (NDOs) induces a significant increase in Bifidobacterium, Lactobacillus andsome desirable species of Streptococcus populations in the gut of human and other animals(prebiotic effect). This change in the intestinal flora is responsible for a several beneficialphysiological effects such as a decrease of putrefactive products in the feces, lower bloodcholesterol content, higher Ca 2+ absorption, a smaller loss of bone tissue in ovariotomizedfemale rats and lower incidence of colon cancer. β-Galactosidase from Penicilliumsimplicissimum, a strain isolated from soil, showed high galactosyltransferase activity whenincubated with a highly concentrated lactose solution. Optimum pH and temperature rangesfor hydrolytic activity were 4.0-4.6 and 55-60°C, respectively, for a lactose concentration of5.0% (w/v). Maximal galactosyltransferase activity was obtained at pH 6.5 and 50°C and TOSsynthesis was positively associated with lactose concentration in the reaction medium. Thus,when 50 mL of a 60% (w/v) lactose solution was incubated with 26.6 U of β-galactosidaseunder the best pH and temperature conditions for transferase activity, a final product with30.5% TOS (183 mg ml-1), 27.5 % residual lactose and 42.0% monosaccharides was obtained.
60
ASPECTOS DA INIBIÇÃO DO CRESCIMENTO E REPRESSÃO PELAGLICOSE, NO CULTIVO DE A. AWAMORI PARA PRODUÇÃO DE
GLICOAMILASE
Macedo, G. R .1*; Facciotti, M. C. R.2; Schmidell, W.2
1*(DEQ-UFRN) - Campus Universitário; 59.072-970 - NATAL - RN - BRASILE-mail:[email protected]
2(DEQ-EPUSP)
Neste trabalho realizou-se o cultivo de Aspergillus awamori NRRL 3112 com o objetivo deproduzir glicoamilase, utilizando-se meio à base de farinha de mandioca. Estudou-se aspectosrelativos à inibição do crescimento e repressão pela glicose à produção da enzima, em ensaiosrealizados a partir de crescentes concentrações iniciais de polissacarídeo (S o).Acompanhamos a concentração de açúcares redutores (G), açúcares redutores totais (ART),células(X) e atividade enzimática(A).Verificou-se que a variação da concentração de polissacarídeo(ART), em função do tempo,para todas as condições estudadas, apresenta uma tendência linear e sugere umcomportamento paralelo entre os perfis de cada ensaio, pois as equações das retas médias àsquais se ajustam os pontos, apresentam um coeficiente angular em torno de 1,73gART/L.h,indicando uma velocidade média de consumo da fonte de carbono dS/dt, constante. Quantoao perfil de “formação” e consumo de glicose (G) em função do tempo, para todas ascondições ensaiadas, observou-se, igualmente, comportamento linear, tanto na fase de glicosecrescente quanto na fase de glicose decrescente. Observou-se um comportamento crescente daconcentração celular final (X f), em função do aumento de S o, ocorrendo no entanto umdecréscimo na velocidade específica máxima ( µmáx). Observa-se também um decréscimo nofator de conversão de substrato a célula (Y x/s) e na produtividade em células (P x). Comrelação à produção de glicoamilase, observou-se um aumento da atividade enzimática máxima(Amáx) até um determinado valor de S o, na faixa estudada, ocorrendo decréscimo deste valorna situação de maior So adotada. Quanto à velocidade específica máxima de produção daenzima (µAmáx) não se observou um comportamento semelhante ao de µmáx, em função de So.O fato de ser aproximadamente constante a velocidade média de consumo da fonte de carbonodS/dt, significa que o consumo específico médio deve cair à medida que se adota maioresconcentrações de polissacarídeo S o, visto que, para um mesmo ensaio, obtém-se valorescrescentes de X em função do tempo. Isto poderia ser a causa de um acúmulo de glicose nomeio, chegando a níveis que provocam a inibição do crescimento, traduzidos nocomportamento decrescente de µmáx, Yx/s e Px.. Avaliando-se pelos valores de A máx e µAmáx,parece indicar que a repressão à produção de glicoamilase pela presença da glicose é menosacentuada do que a inibição ao crescimento.
61
ESTUDO DA INFLUÊNCIA DA SUBSTITUIÇÃO DA INULINACOMERCIAL POR EXTRATO DE CHICÓRIA NA PRODUÇÃO DE
ENDO-INULINASE
Regina M. M. Gern1*; Maria de Fátima Carvalho-Jonas1; Jorge Ninow2; Sandra, A.Furlan1
1*Universidade da Região de Joinville - Campus Universitário s/no, Bom Retiro-C.P.1361 - 89.201-972 - Joinville – SC – fone (0xx) 47 461 9034
email: [email protected] Federal de Santa Catarina - Florianópolis - SC
As endo-inulinases são enzimas capazes de hidrolisar parcialmente a inulina, polímero defrutose com uma unidade terminal de glicose, produzindo fruto-oligossacarídeos (F n) eglicofruto-oligossacarídeos (GFn). Estes açúcares, denominados inulo-oligossacarídeos,possuem grande potencial de uso na indústria de alimentos devido às suas inúmeraspropriedades funcionais, tais como baixo teor calórico, não cariogênico e regulador da floraintestinal, uma vez que estimulam a ação das Bifidobactérias ( VOGEL, 1993).Sendo a inulina comercial um substrato de alto custo para a produção industrial de endo-inulinase, o comportamento do microrganismo isolado Paenibacilus sp. CDB 003 foiinvestigado em meio contendo extrato de chicória como fonte natural de inulina ( MANZONI &CAVAZZONI, 1988).Frascos Erlenmeyer de 250 mL, contendo 50 mL de um meio mineral composto de 0,30% deNa2HPO4.2H2O, 0,14% de KH2PO4, 0,02% de MgSO4.7H2O, 0,04% de CaCl2.2H2O, 0,10%de (NH4)2SO4, 0,10% de extrato de levedura, 0,2% de ácido succínico e 2 mL/L deelementos-traço, foram acrescidos de 50 mL de uma solução de extrato de chicória contendo10 g/L de inulina e inoculados com 1 mL de uma suspensão de células do isolado CDB 003incubadas “overnight”. Os frascos foram mantidos a 50oC, em incubadora Certomat HK - B.Braun e agitados em agitador de movimento rotatório Certomat U - B. Braun, a 160 min -1,por 48 horas.Os resultados foram avaliados em termos de consumo de substrato, crescimento celular eprodução de endo-inulinase, avaliada através da análise dos produtos da hidrólise da inulinapelo sobrenadante do caldo de fermentação, em cromatografia de camada delgada (TLC). Acomparação dos resultados foi realizada em relação a um meio controle contendo inulinacomercial.As curvas de crescimento celular e consumo de substrato nos meios de cultivo contendoinulina comercial e inulina proveniente do extrato de chicória, apresentaram a mesmatendência. Também a análise dos produtos da hidrólise da inulina pelo caldo enzimáticomostrou que os resultados obtidos quando da utilização do extrato de chicória, foramsimilares àqueles observados no meio contendo inulina comercial.O extrato de chicória mostrou-se, então, apropriado para ser utilizado na produção de endo-inulinase pelo microrganismo isolado Paenibacilus sp. CDB 003, por tratar-se de uma fontenatural de inulina, de custo inferior ao da inulina comercial.
MANZONI, M. & CAVAZZONI, V. Extracellular Inulinase from Four Yeasts. Lebensm.Wiss. Technol., v.21, p.271-274, 1988.
VOGEL, M. A Process for the Production of Inulin and its Hydrolysis Products from PlantMaterial, p65-75. In: FUCHS, A. (Ed.) Inulin and Inulin - containing Crops. ElsevierScience Publishers, 1993, 417 p.

62
LIPASE PRODUCTION BY Penicillium restrictum USING SOLIDWASTE OF THE INDUSTRIAL BABASSU OIL PRODUCTION
Márcia Brandão Palma1 ; Andreas K. Gombert2 ; Karina H. Seitz3 ; Sílvia C. Kivatinitz4
; Leda R. Castilho5 e Denise M. G. Freire 5*
1Depto. de Enga. Química – Universidade Regional de Blumeau – BLUMENAU – SC2Depto. de Enga. Química – Universidade de São Paulo – SÃO PAULO – SP
3Depto. de Enga. Química – Universidade Federal de Mar del Plata – ARGENTINA4Depto. de Bioquímica – Universidade Federal de Córdoba – ARGENTINA
5Faculdade de Farmácia – Universidade Federal do Rio de Janeiro – Ilha do Fundão –21944-910 – RIO DE JANEIRO– RJ – Fone: (+55) 21 260 9192 – Fax: (+55) 21 260 2299
e-mail: [email protected]
Large amounts of industrial processes use SSF technology to obtain interesting products forthe humanity such as foods, organic acids, enzymes and compostage of industrial anddomestic waste. The main objective of the present work is to compare the production, in SSF,of lipases and another hydrolases by a strain of Penicillium restrictum by using differentconditions of medium supplementation. A solid waste of industrial production of babassu oil,from which the strain used has been isolated, was employed as the nutrient source. Thismedium was inoculated with 1x10 6 spores per g of substrate and supplemented with peptona,olive oil or Tween 80 (1%w/v). The moisture of the different medium was 70%. Experimentswere conducted for 63 h/30 oC under static conditions with forced aeration using humidifiedair. In all the medium were determined moisture level, pH, lipidic material consume, biomass(express like glucosamine) and enzymatic activity (lipase, protease and glucoamylase)produced during the cultivation (14, 24, 38, 48 and 63 hours). In all cases, supplementationenhanced fungal growth and enzyme synthesis. A peak of lipase activity was observed after24 hours of cultivation, except for the medium supplemented with Tween, in which lipolyticproduction occurred earlier (20 hours). The medium supplemented with peptone provided themaximum lipase activity (28 U/g). The amylase activity was highest (31,8 U/g) in themedium containing olive oil and the proteases were most intensively produced (8,6 U/g) withTween supplementation. Comparing the enzyme production by this strain of P. restrictum insubmerged and solid-state fermentations, it can be concluded that the latter presents a greatertechnological potential for obtaining extracellular enzymes, such as lipases, proteases andamylases.
63
OTIMIZAÇÃO DE VARIÁVEIS DE UM SISTEMA DE FERMENTAÇÃOEM SUBSTRATO SÓLIDO EM COLUNAS PARA A PRODUÇÃO DE β-
GALACTOSIDASE DE SCOPULARIOPSIS SP
Rodrigo de Oliveira Moraes e Maria Helena Andrade Santana
Faculdade de Engenharia Química, Universidade Estadual de Campinas, C.P. 6066,CEP 13083-970, Campinas-SP e-mail: [email protected]
A enzima β-galactosidase é a responsável pela hidrólise da lactose em glicose e galactose. Naausência de β-galactosidase, a lactose, açúcar predominante do leite, não é digerida, causandoaumento na pressão osmótica dentro do intestino delgado e conseqüentes sintomas de dorabdominal, diarréia e flatulência. Este mal é conhecido como Intolerância à Lactose, e ocorreem aproximadamente 2/3 da população adulta mundial.Estudos anteriores mostraram a capacidade do fungo Scopulariopsis sp de produzir β-galactosidase em Fermentação em Substrato Sólido (FSS). A FSS apresenta como vantagensem relação à Fermentação em Substrato Líquido (FSL) a possibilidade do uso de substratosinsolúveis como resíduos agroindustriais, condições de assepsia mais amenas, baixosconsumo de água e energia, menor produção de efluentes e volume e custo de equipamentosmenores. Como desvantagens, têm-se a dificuldade no controle de temperatura, noescalonamento para plantas industriais e o risco de contaminação devido à baixa taxa decrescimento dos fungos.Dentre os reatores de escala laboratorial, o sistema de colunas de Raimbault apresentavantagens em relação ao sistema estático convencional em frascos por possibilitar a conduçãoda fermentação em diferentes condições experimentais simultaneamente, em reatores de leitofixo aproximadamente isotérmicos com injeção de ar úmido à vazão controlada.A produção de β-galactosidase foi otimizada através da técnica de planejamento fatorial, emrelação aos parâmetros umidade inicial do substrato, vazão de ar e tempo de fermentação, osquais apresentaram maior significância no processo.Os resultados obtidos mostram que, para o tempo de fermentação de 168 horas, os níveisótimos dos parâmetros são 2,98 L/h de ar e 0,531 de umidade inicial para o substrato em baseseca. Nessas condições, a máxima atividade enzimática é de 4,775 UA/mL.Nas condições otimizadas, a fermentação foi caracterizada através dos perfis temporais deatividade enzimática, concentração de proteínas, pH, atividade de água e umidade dosubstrato.
64
ESTUDO DE DIFERENTES MICRORGANISMOS NA PRODUÇÃODE PECTINASE POR FERMENTAÇÃO
SEMI-SÓLIDA
Adriana B. Dartora1, Telma Elita Bertolin1*, Jorge Alberto Vieira Costa2 eMaurício M. da Silveira3
1*Centro de Pesquisa em Alimentação/CEPA-Universidade de Passo Fundo, CaixaPostal:611-CEP:99001-970; Passo Fundo-RS; e-mail: telma @upf.tche.br
2Departamento de Engenharia Bioquímica; Fundação Universidade Federal doRio Grande; Rio Grande-RS
3 Instituto de Biotecnologia-Universidade de Caxias do Sul; Caxias do Sul-RS
O Centro de Pesquisa em Alimentação (UPF) juntamente com Instituto deBiotecnologia/Universidade de Caxias do Sul (UCS) e Laboratório de EngenhariaBioquímica/Fundação Universidade Federal do Rio Grande (FURG) vem desenvolvendo aprodução de pectinase por fermentação semi-sólida (UPF e FURG) e submersa (UCS)visando a utilização da enzima para a extração de óleos essenciais de frutos cítricos. Estaparceria tem a finalidade de estudar o desempenho dos diferentes bioreatores na produção depectinase: bandeja, coluna, e submerso. O presente trabalho objetivou o estudo de diferentesmicrorganismos produtores de pectinase em reator tipo erlenmeyer para o posterior estudo nosbioreatores citados. Os microrganismos testados foram: Aspergillus oryzae CCT 3940;Aspergillus niger NRRL 3122; Aspergillus niger, Aspergillus awamori NRRL 3112 eTrichoderma sp. Farelo de trigo foi utilizado como fonte de carbono adicionado de macro emicronutrientes, inoculado com uma suspensão de 1x10 7 esporos/ml, incubado a 30ºC eamostrados entre os tempos de 0 a 142 horas de fermentação. O meio fermentado foianalisado quanto ao teor de umidade, pH, açúcares redutores totais (ART), açúcares redutores(AR) e atividade pectinolítica. Para a determinação da atividade inicialmente realizou-se umaextração a 100 rpm por 30min com tampão acetato pH 4,0. A atividade foi determinada pelamedida da variação da viscosidade através do uso de um viscosímetro Brookfield modeloRVDV-II com solução de pectina 1%. A atividade máxima foi alcançada em torno de 96horas de fermentação e os melhores resultados foram obtidos com os fungos Aspergillus nigere Aspergillus oryzae CCT 3940, com reduções de viscosidade de 90% e 80%,respectivamente. Os demais microrganismos apresentaram redução de viscosidade inferior a50% (Projeto financiado pela Secretaria de Ciência e Tecnologia/RS).

65
IMPORTANT PARAMETERS OF THE CONTINUOUSFERMENTATION OF SUGAR CANE BAGASSE HEMICELLULOSIC
HYDROLYSATE FOR THE PRODUCTION OF XILITOL
Ernesto Acosta1,2 , Silvio Silvério da Silva*1, Maria das Graças Felipe 1
1*FAENQUIL, Faculdade de Engenharia Química de Lorena, Departamento deBiotecnologia; Rod. Itajubá/Lorena Km 74,5; Caixa Postal 116; 12600-000 - Lorena - SP
- Brasil.2ICIDCA; Apartado Postal 4026; Vía Blanca y Carretera Central; C. Habana, Cuba.
E-mail: [email protected]
Agroindustrial residues are generated annually and their use as raw material in technologicalprocesses for obtaining products of high added value is gaining interest. Among suchresidues is sugarcane bagasse, a plentiful biomass with high content of sugars, which can beused for obtaining xylitol by biotechnological means. Xylitol is a polyol with numerousapplications. For instance, it can be utilized as a sweetener, with no risk of tooth decay and isideal for diabetics, obese people and patients with problems in the metabolism of lipids.The aim of this work was to verify the influence of the dilution rate (D) and of the oxygenvolumetric mass transfer coefficient (kLa) on fermentations of sugarcane bagassehemicellulosic hydrolysate by Candida guilliermondii, for xylitol production.The experiments were performed in 1.25 L lab–scale fermentor (BIOFLO III-NBS-USA)operating at 30 o C and 300 rpm, pH 7.0, kLa 10 and 30 h-1 and D 0.01 and 0.03 h-1. Xylitolvolumetric productivity of 0.56 g/L.h was obtained in fermentations with larger D,independently of the k La employed. However, increasing the k La with this dilution rateincreased the factor of xylose conversion into xylitol by about 17%. The xylitol production bymicrobiological means was systematically influenced by the aeration level employed.
___________________________________________________________________________Acknowledgements: FAPESP/CNPq
66
FORMA DE PRESERVAÇÃO DO MICRORGANISMO E SUAINFLUÊNCIA NA SÍNTESE DE GLICOAMILASE POR Aspergillus
Ailto Merlo1; Jesus M.Z. Aguero2; Patrícia R. Vilaça2; Celso R. D. Pamboukian2;Alberto C. Badino Jr.2; Aldo Tonso2; Willibaldo Schmidell2; Maria Cândida R.
Facciotti2*
1 Sadia Concórdia S.A., Indústria e Comércio2 Departamento de Engenharia Química; Escola Politécnica da USP; Caixa Postal
61548; 05424-970 - SÃO PAULO – S.P; fone (+55) 11 818 2234; fax: (+55) 11 211 3020
Dentre as várias características que um microrganismo deve apresentar a fim de que possa serutilizado em escala industrial, uma das mais importantes é, sem dúvida, a estabilidadefisiológica do mesmo. Em particular, no caso de um metabólito extracelular, é altamentedesejável que haja uma regularidade na sua concentração nos cultivos, de forma a facilitar asoperações de separação e purificação. O método de preservação do microrganismo, bem comoseu tempo de preservação, são fatores que podem interferir diretamente nesta estabilidade,merecendo particular atenção.O presente trabalho apresenta resultados relativos à síntese de gllicoamilase por Aspergillusawamori NRRL 3112, quando cultivado em meio de cultura à base de farinha de mandioca,após preservação segundo dois métodos: repiques em meio sólido e em tubos contendo umamistura de terra e areia.Verificou-se, para ambos os métodos, uma atenuação da capacidade de produção deglicoamilase, ao longo de 11-12 anos de preservação. Para o microrganismo conservado emterra e areia, obteve-se uma queda de cerca de 60% na produção da enzima, em relação aoresultado inicialmente obtido com a mesma cepa.Por outro lado, no caso da conservação por meio de repiques, observou-se para dois lotesdiferentes de microrganismo, comportamentos bastante distintos, obtendo-se no caso A umaprodução de apenas 8% em relação à inicial e no caso B cerca de 70% do valor inicial deglicoamilase produzida.Assim sendo, embora não se tenham observado diferenças significativas quanto aocrescimento celular, tais resultados são indicativos da possibilidade de existirem esporos comahabilidades distintas quanto à síntese de glicoamilase.
67
INFLUÊNCIA DA COMPOSIÇÃO DO MEIO DE CULTIVO EMFERMENTAÇÃO SEMI-SÓLIDA DE Aspergillus awamori NRRL 3112
COM A UTILIZAÇÃO DE VERMICULITA COMO SUPORTE INERTE
Casara, J.1*, Schmidell,W.2, Maiorano,A.E.1, Santos,G.M.1 e Bertolin,T. E.3
1* Agrupamento de Biotecnologia - Divisão de Química - Instituto de PesquisasTecnológicas do Estado de São Paulo - Caixa Postal 0141-01064-970 - São Paulo - S.P.fone (+55) XX 11 3767 4677 fax (+55) XX 11 3767 4055; e-mail: nicasara@ yahoo.com
2 Escola Politécnica - Universidade de São Paulo3 Departamento de Engenharia de Alimentos - Universidade de Passo Fundo
A utilização do processo de fermentação semi-sólida pelo homem existe desde a antiguidade,principalmente na produção de alimentos tradicionais. Atualmente o interesse pelos processossólidos de fermentação para a produção de enzimas e outros produtos de alto valor agregado,devido a vantagens como concentração do produto, elevados rendimentos volumétricos, baixorequerimento energético dentre outros, incentivaram estudos que esclarecessem algunsparâmetros deste tipo de processo.No presente trabalho verificou-se a influência do meio de cultivo na produção de glicoamilasepor Aspergillus awamori NRRL 3112, e através da concentração de proteína celular, estimou-se a biomassa fúngica e os valores dos parâmetros velocidade específica de consumo deoxigênio para a manutenção das células (m o) e coeficiente de conversão de oxigênio àcélula (YX/O) em fermentação semi-sólida com vermiculita como suporte inerte.Foram realizados ensaios onde variou-se a relação C/N dos meios de fermentação, a fonte denitrogênio (uréia ou sulfato de amônio) e a fonte de carbono (amido ou maltose). Osresultados demonstram que a fonte de nitrogênio empregada apresenta maior influência sobrea produção de glicoamilase do que sobre o crescimento do fungo. Os meios de cultivoformulados com uréia apresentaram atividades superiores aos com sulfato de amônio, sendoas melhores relações C/N encontradas, para a produção da enzimas, 12,8 e 14respectivamente.Entre as diferentes concentrações de maltose empregadas, a maior atividade enzimática, 10,3U/gms, foi observada quando se usou uma concentração de maltose correspondente a 50% doamido presente no meio. Os resultados mostraram ainda que somente 40% da enzima foiextraída da vermiculita.Os valores de m o e YX/O apresentados neste estudo foram, 0,026 gO 2/gcél.h e 0,389gcél/gO2. Para a obtenção destes valores estimou-se a biomassa através da determinação daconcentração de proteína celular pelo método de Lowry.
68
ESTUDO DA PRÉ-VIABILIDADE TÉCNICA-ECONÔMICA DAHIDRÓLISE DE BIOMASSA PARA OBTENÇÃO DO ETANOL
Maiorano, A.E.1; Azevedo, P.B.M.2, Russo, F.A.A.3
1Agrupamento de Biotecnologia – Divisão de Química; 2Divisão de Economia eEngenharia de Sistemas. Instituto de Pesquisas Tecnológicas do Estado de São Paulo,
Caixa Postal 0141; 01064-970 - SÃO PAULO - SP - BRASIL
Na década de 70, as dificuldades geradas pela elevação do preço do petróleo fizeram com quevários países buscassem combustíveis alternativos para substituir os derivados de petróleo.Somavam-se, ainda nessa direção, as perspectivas de ter-se a enfrentar a escassez de petróleoem futuro não muito distante. Assim, muitos esforços foram investidos para a produção decombustíveis obtidos a partir de matérias-primas renováveis. Desde o primeiro momento foiapontado o grande potencial apresentado pelo etanol, uma vez que esta substância pode serobtida a partir de sacarose, de amido ou de celulose, matérias-primas renováveis edisseminadas na maioria dos países.No presente trabalho fez-se o estudo técnico-econômico comparativo dos processos dehidrólise ácida e hidrólise enzimática, visando a produção de etanol a partir de bagaço decana-de-açúcar. A metodologia utilizada neste estudo baseou-se em técnicas de engenhariaeconômica e análise de decisão. Esta metodologia possibilita avaliar a influência dasincertezas envolvidas no resultado econômico final de um empreendimento, que no casoanalisado foi o preço de venda do etanol produzido. Neste estudo atribuíram-se às variáveis deincerteza, tais como rendimento do processo, custos de equipamentos, custos de insumos eoutras, faixas de valores associados a probabilidade de ocorrência dos mesmos.Os resultados deste trabalho permitiram comparar os preços de venda do etanol obtido a partirde bagaço, pelos processos ácido e enzimático, com o preço de venda praticado pelo mercadode álcool.

69
DEVELOPMENT OF INTEGRATED ENZYME-BASED PROCESSTECHNOLOGY FOR ETHANOL PRODUCTION FROM BIOMASS
James D. McMillan*, Nancy Dowe, Joseph D. Farmer, Jenny Hamilton,Robert Lyons, Ali Mohagheghi, Mildred M. Newman, Juan Carlos Sáez,
Daniel J. Schell, David W. Templeton and A. Tholudur
Biotechnology Center for Fuels and Chemicals, National Renewable Energy Laboratory1617 Cole Boulevard, Golden, Colorado 80401-3393 USA
phone: 303 384-6861; fax: 303 384-6877; email: [email protected]
The National Renewable Energy Laboratory (NREL) is developing a process for convertingbiomass carbohydrates to fuel ethanol (bioethanol) that is based on a combination ofthermochemical hemicellulose hydrolysis (pretreatment) and enzymatic cellulose hydrolysis(saccharification) followed by fermentation. The major components of this process technologyare single stage dilute sulfuric acid biomass pretreatment, pretreatment slurry conditioning,cellulase enzyme production, and ethanol production using a combined enzymaticsaccharification and mixed biomass sugar fermentation (simultaneous saccharification andcofermentation or SSCF) process configuration.This presentation will describe recent accomplishments achieved in effectively integrating thekey processing steps of biomass pretreatment, cellulase enzyme production, and combinedsaccharification and fermentation. As the literature and our results demonstrate, acidicpretreated biomass slurries must generally be conditioned (detoxified) in order to achieveeffective fermentation. Examples will be presented of conditioning methods that have beenused to enable SSCF-based ethanol production from otherwise toxic pretreated yellow poplarfeedstocks. Integrated SSCFs were carried out at total pretreated feedstock solids loadings of15-20% w/w using recombinant xylose-fermenting Zymomonas mobilis and either commercialor NREL-produced cellulase enzymes. Results show that final ethanol concentrations reach 3-5% w/v and increase with increasing enzyme loading. Current studies aimed at betterunderstanding the influence of pretreatment conditions and cellulase enzyme quality onintegrated processing requirements will be discussed.
70
71
ESTUDO DA DINÂMICA DA ADSORÇÃO DE INULINASES EMCOLUNAS
Cesar C. Santana1* e Fábio R. C. da Silva2
1- Depto. de Processos Biotecnológicos; Faculdade de Engenharia Química;Universidade Estadual de Campinas; Caixa Postal 6066; CEP 13081- 970;
CAMPINAS-SP; fone (019) 7887621; fax (019) 2394717; e -mail:[email protected];
2- Faculdade de Engenharia Química; Universidade Estadual de Campinas;CAMPINAS-SP
A necessidade de separação e purificação de biomoléculas, com eficiência e custoscompatíveis, torna-se de grande importância o desenvolvimento de técnicas e protocolos quepossam otimizar e permitam “scale-up” da operação. A utilização de colunas na separação desubstâncias com atividade de superfície, como é o caso das biomoléculas, podem também serbaseada em interações iônicas e utilizam diferenças de cargas das proteínas com as matrizessólidas. Neste estudo, que envolve a interação sólido-líquido, utilizou-se como adsorventecatiônico CM- Sepharose e aniônico Accel Plus . Os parâmetros característicos de equilíbrioe cinética de adsorção foram obtidos em sistema de tanques agitados e permitiram convalidaros dados experimentais com os modelos de difusão do sorbato na superfície e nos poros dosólido. No estudo em colunas, utilizou-se da teoria da distribuição do tempo de retenção paracaracterização do leito fixo. A adsorção foi realizada em colunas do tipo HR5-2 e HR5-10 daPharmacia . Realizou-se os experimentos de saturação dos adsorventes na coluna, baseado nométodo de cromatografia frontal, com o extrato comercial de inulinases em soluções tampõesde Acetato de Sódio para CM- Sepharose e Tris(hidrometil) aminometano para Accel Plus .O modelo teórico foi baseado nas equações de balanço de massa da fase fluída e fase sólida,no qual é considerado a dispersão axial e a resistência a transferência de massa. A técnicanumérica utilizada na resolução do modelo consiste no uso do método de colocação ortogonalem conjunto com o método de Runge-Kutta de 4 a ordem e acoplado com um método deotimização não-linear multivariável para obtenção dos coeficiente otimizados de transferênciade massa e dispersão axial.
72
ESTUDO DA AÇÃO DA β-GALACTOSIDASE NA HIDRÓLISE DELACTOSE
Teixeira, A.M.D. (1); Cardoso, V.L. (2)*; Ribeiro, E. J. (3); Xavier, A. M. F. (4)
Universidade Federal de UberlândiaDepartamento de Engenharia Química – C.P. 593
38400-902 – Uberlândia – MGe-mail: [email protected] (1) , [email protected](2), [email protected](3), [email protected](4)
A enzima β-galactosidase responsável pela hidrólise da lactose tem sido muito estudada como objetivo de obter produtos com baixo teor de lactose, pois a lactose tem baixa solubilidadecausando o efeito arenosidade em produtos lácteos. Outro fator importante é que muitascrianças e adultos são intolerantes a lactose, restringindo assim o consumo de alimentos quecontenham lactose.Neste trabalho estudou-se a cinética de hidrólise enzimática da lactose através da enzima β-galactosidase na forma livre. Os testes foram realizados em um microrreator de mistura,dotados de chicanas, com controle de temperatura e com agitação mecânica.O estudo da hidrólise foi realizado com solução de lactose na concentração de 50 g/L eenzima na concentração de 2% P/V, em tampão lático.A metodologia utilizada para dosagem de glicose foi a da glicose-oxidase.Verificou-se a influência da temperatura e do pH na atividade da enzima livre. A temperaturafoi estudada na faixa de 10 a 60 oC e o pH na faixa de 5 a 9. A enzima apresentou melhoratividade em pH de 6,5 e temperatura de 40 oC.Estudou-se também a influência da agitação( 183, 298 e 654 rpm) e da pressão (25, 40 e 55Psi) na estabilidade da enzima na forma livre. Verificou-se que a enzima perde atividade após2:30 horas de agitação. Esse estudo preliminar, tem como objetivo verificar a influência datemperatura, pH, agitação e pressão na atividade e estabilidade da enzima da forma livre,visando a continuação desse estudo com a separação da enzima aplicando o processo deultrafiltração.
73
RECUPERAÇÃO DE APROTININA ATRAVÉS DE AFINIDADE PORQUELATO METÁLICO: ADSORÇÃO VIA IMAC
Rosana E. Tamagawa1, Everson A. Miranda1* e Mookambeswaran A. Vijayalakshmi21 * Departamento de Processos Biotecnológicos – Faculdade de Engenharia Química –
UNICAMP, CP 6066, CEP 13083-970 - Campinas, SP, Brasil,email: everson @feq.unicamp.br
2 Laboratoire d’Interaction Moléculaire et das Technologie desSséparations, UniversitéTechnologie deCcompiègne,Ccentre de Recherches de Royallieu, BP 529; 60206
Compiègne Cedex – France
Aprotinina é uma proteína de alto valor agregado, utilizada como anticoagulante em cirurgiascardíacas, encontrada em baixas concentrações em suas fontes naturais (órgãos bovinos, taiscomo fígado, pâncreas e pulmão). São necessárias múltiplas etapas operacionais para suapurificação por métodos convencionais o que acarreta um alto custo do processo. Nestetrabalho objetivou-se o desenvolvimento de um processo de recuperação de aprotininautilizando IMAC (“Immobilized Metal Ion Affinity Chromatography”), técnica de baixo custofixo e operacional, além de alta seletividade. A estratégia desta recuperação baseou-se naformação do complexo aprotinina-tripsina, explorando o fato de tripsina possuir resíduos dehistidina que são os principais atuantes na interação de proteínas com matrizes IMAC. Numprimeiro estágio do trabalho, determinou-se as condições de adsorção e dessorção docomplexo aprotinina-tripsina a partir de solução tampão. Num segundo estágio, fez-se aaplicação destas condições na recuperação do complexo a partir de um efluente doprocessamento industrial de pâncreas bovino. Os estudos foram conduzidos em tanquesagitados utilizando-se uma matriz IMAC constituída por sílica-IDA quelatada com íons Cu 2+.Os resultados dos estudos a partir de solução tampão indicaram altas capacidades de adsorçãode complexo, da ordem de 20 mg/g, a força iônica 0,2 a 0,5 M em NaCl e pH entre 7,0 e 8,5.Dessorção de aproximadamente 100% do complexo adsorvido foi obtida a 1,0 M em NaCl epH 2,1. Nos estudos com o efluente verificou-se baixa purificação na adsorção devidoretenção paralela de impurezas. Na dessorção, observou-se uma certa seletividade com aeluição em duas etapas: numa primeira etapa eluiu-se com tampão a pH baixo, principalmenteimpurezas e nenhum complexo ao passo que, numa segunda etapa, houve eluição significativade complexo a pH baixo na presença de NaCl a 1,0 M. Concluiu-se que a recuperação deaprotinina com a estratégia proposta é possível, no entanto, com necessidade de diminuição daadsorção de impurezas e aumento da seletividade na dessorção para o processo ser viável.

74
MINIMIZAÇÃO DE RESÍDUOS NA INDÚSTRIA DO COURO
Tavares, C.R.G1. and Almeida, E.A2.
Corresponding Author: Tavares, Célia Regina Granhen1 – State University of Maringá – Paraná – Brazil2 – CS Pesquisas e Participações Industriais Ltda.
Av. Colombo 5790, 87020-900 – Maringá-PR, BrazilPhone: (44)261-4345, Fax: (44)261-4347 – E-mail: [email protected]
A indústria do couro tem uma significativa importância para a economia do Brasil e emparticular para o estado do Paraná. Essa indústria no entanto, consome quantidadessignificativas de água gerando, por conseqüência, uma grande quantidade de resíduos. Estesresíduos possuem um grande potencial poluidor, o que dificulta o seu reciclo para o processo.Desta forma, medidas que diminuam este potencial e permitam a recirculação do resíduo parao processo produtivo, são de extremo interesse. Neste sentido, o objetivo geral deste trabalhofoi a implementação de medidas que permitissem a minimização da utilização dos recursoshídricos e da geração de resíduos numa indústria de couro. Duas propostas foramimplementadas: Um sistema de tratamento primário e secundário convencional, com reciclodo resíduo após sistema híbrido de tratamento terciário, composto de lagoa de estabilização efiltro de areia e brita; Um sistema alternativo com centrífuga, o qual eliminou a etapa detratamento primário, com reciclo do resíduo após o sistema híbrido de tratamento terciário. Osresultados obtidos permitiram observar que tanto o sistema de tratamento convencionalquanto o sistema com centrífuga levaram a uma melhora significativa na qualidade doefluente final, sendo a performance do sistema com centrífuga ligeiramente superior. Aimplantação do sistema de minimização de resíduos levou a uma redução de 80% no consumode água, sem ser verificado nenhuma queda na qualidade do produto fabricado com a águarecirculada.
75
ADAPTAÇÃO DE BIOMASSA PARA CONCENTRAÇÕES ELEVADASDE FENOL E NITROGÊNIO AMONIACAL UTILIZANDO
LODOS ATIVADOS
Costa, A.J.M.P.1*; Morita, D.M.2; Alem Sobrinho, P.3; Leite, J.V.4
1*Instituto de Pesquisas Tecnológicas de São Paulo. Cidade Universitária, São Paulo, SP.CEP 05508-901.
Endereço para correspondência: R. Joaquim Antunes, 977, ap.103. Pinheiros. SãoPaulo. SP. CEP: 05415-012. e-mail: [email protected].
2 e 3 Escola Politécnica da Universidade de São Paulo. São Paulo – SP.4 Instituto de Pesquisas Tecnológicas de São Paulo. São Paulo – SP.
Apesar do sistema de lodos ativados ser reconhecidamente eficaz no tratamento de esgotospredominantemente domésticos, a partida desses sistemas quando colocados frente acompostos tóxicos e de difícil degradação, pode causar sérios problemas ao processo e atémesmo interromper suas atividades biológicas. No caso de despejos com elevadasconcentrações, de compostos fenólicos (1.000 mg fenol/L) e nitrogênio amoniacal (750 mgNH3-N/L), a adaptação da população microbiana é fundamental para a garantia de bomdesempenho dos sistemas de tratamento biológicos.Existem basicamente duas maneiras para adaptação de microrganismos:• Adaptação por clonagem de genes, que é mais utilizado para culturas puras, e por
conseguinte, não foi de interesse para a pesquisa desenvolvida e• adaptação natural na própria estação de tratamento biológico.No desenvolvimento dessa pesquisa, a adaptação da biomassa foi efetuada pelo método daadaptação natural, através da verificação das porcentagens de remoção de fenol e nitrogênioamoniacal em dois sistemas de lodos ativados em escala piloto. Também foram realizadasdeterminações de sólidos em suspensão totais e voláteis dos conteúdos dos tanques deaeração para verificação do crescimento dos microrganismosA pesquisa foi dividida em três fases de testes distintas, em razão do tipo de biomassautilizado e da configuração dos sistemas de lodos ativados estudado.A partir dos resultados obtidos foi possível concluir que a diferença no comportamentoapresentado pelos tipos de inóculos utilizados, parece estar relacionada com a memóriagenética da cultura, visto que o grau de adaptação aos compostos fenólicos apresentados pelabiomassa de sistemas de tratamento das indústrias foi maior que o verificado na ETE cujoafluente foi predominantemente doméstico.Também foi observada a possibilidade de utilização de sistemas de lodos ativados de únicoestágio para o tratamento despejos com características semelhantes às utilizadas nessapesquisa, desde que fossem mantidas temperaturas acima de 20 oC durante os períodos deinverno, para garantir o desempenho satisfatório dos microrganismos presentes, e o controledo pH ficasse situado na estreita faixa de 6,8 a 7,5.
76
POSTER

77
EFEITO DE DIFERENTES CARBOIDRATOS NO METABOLISMO DECÉLULAS BHK-21
Patrícia R. Vilaça; Elisabeth F.P. Augusto*; Margaretti S. Oliveira
Agrupamento de Biotecnologia; Divisão de Química; Instituto de Pesquisas Tecnológicasdo Estado de São Paulo S/A; CP 7141; 01064-970 – SÃO PAULO – SP;
fone (+55) 11 3767 4319
Células BHK-21 provenientes de subcultivos em meio de cultura com glicose como fonte decarbono foram descongeladas e subcultivadas em monocamada, em meios com diferentescarboidratos. Buscando sua adaptação à frutose e galactose, foram realizados 10 repiquessucessivos em cada um dos meios. Ao final destes subcultivos em monocamada, foramrealizados cultivos em frascos tipo Spinner para se ter uma avaliação do comportamentocinético das células nas diferentes fontes de carbono estudadas. Nestes ensaios foramavaliados o crescimento celular, o consumo de carboidratos (glicose, frutose e galactose) e aprodução de metabólitos (lactato e amônio). Observou-se que o crescimento celular foisemelhante frente aos 3 carboidratos, notando-se diferenças no consumo dos substratos e naprodução dos metabólitos. As células cultivadas em glicose, apresentaram um elevadoconsumo deste substrato e uma elevada produção de ácido lático. Já as células cultivadas emfrutose e galactose, apresentaram baixo consumo dos substratos e, consequentemente, baixaprodução de ácido lático. Contudo, estas células foram as que apresentaram maior produçãode amônio, evidenciando diferenças de metabolismo entre as células cultivadas em cada umdos carboidratos.
78
ISOLAMENTO E ESTUDO DE BACTÉRIA PRODUTORA DEBIOTENSOATIVOS
Maria Benincasa, Jonas Contiero*, Iracema de Oliveira Moraes
Instituto de Química; UNESP/ARARAQUARA; R. Prof. Francisco Degni, s/n; 14800-900 - ARARAQUARA - SP - BRASIL;Fone:(16) 232-2021, R. 133; Fax (16) 222-7932
Considerando a necessidade de se buscar alternativas de tratamento de resíduos gerados pelaatividade do homem, bem como sua reciclagem para obtenção de produtos secundários deutilidade comercial e industrial, o presente trabalho teve como objetivo selecionar e estudarmicrorganimos produtores de biotensoativos. Estes compostos são produzidos pormicrorganismos que utilizam diferentes fontes de carbono como substrato, entre elas, águaresiduária do processamento de azeites e óleos vegetais, caracterizada por seu alto poderpoluente.Através de um isolamento realizado em solo contaminado com hidrocarbonetos de petróleofoi obtida Pseudomonas aeruginosa LBI1 que, crescendo em meio contendo óleo de girassolcomo única fonte de carbono, reduziu a tensão superficial do meio de 54,2 mN/m para 32,8mN/m. A produção máxima de ramnolipídeos, determinada pelo conteúdo de ramnose, foi de1..458 mg/L em 96 horas de fermentação.Quando se submeteu Pseudomonas aeruginosa ATCC 31479 às mesmas condições decultivo, a tensão superficial mínima atingida foi de 32,6 mN/m e a produção de ramnolipídeosobtida foi de 896,9 mg/L em 96 horas.Os estudos demonstraram que o microrganismo selecionado apresenta característicasdesejáveis para a produção de biotensoativos, sendo necessários, entretanto, estudos quevisem a otimização das condições e do meio de cultivo para que se obtenha maioresconcentrações do produto desejado.
79
80

81
SCHEME OF PLATE SCREENING THAT HELP IN SELECTING NEWBACTERIAL ISOLATES THAT PRODUCE CGTASE WITH HIGHER
GAMMA-CD SELECTIVITY
Graciette Matioli; Gisella M. Zanin and Flávio F. de Moraes*
State University of Maringá; Chemical Engineering Department; Av. Colombo, 5790 -BL. E46 - 09; 87020-900 - Maringá - PR - Brazil (e-mail: [email protected])
Alkalophylic bacilli that produce cyclodextringlycosyltransferase (CGTase) were isolatedfrom Brazilian soil with a scheme of two plating steps. In the first step the bacterial isolateforms a halo in the cultivation medium that contains γ-CD complexing dyes. The CGTase ofan isolate was purified 157-fold by biospecific affinity chromatography with β-CD showing aMW of 77,580 daltons. It produces a γ- to β-CD ratio of 0.156 and a small amount of α-CD,using maltodextrin 10% as substrate, at 50ºC, pH 8 and 22 h reaction time, reaching 21.4%conversion of the substrate to cyclodextrins. In the second screening step the isolates chosengive larger halos with γ-CD complexing dyes, and smaller halos with β-CD complexing dyes,leading to a 30% improvement in γ-CD selectivity, although at lower total yield forcyclodextrins (11.5%).
This paper was published in Applied Biochemestry and Biotechnology, 70-72, 267-275, 1998

82
ENHANCEMENT OF THE SELECTIVITY FOR PRODUCINGGAMMA-CYCLODEXTRIN
Graciette Matioli; Gisella M. Zanin and Flávio F. de Moraes
State University of Maringá, Chemical Engineering Department; Av. Colombo, 5790–BL E46–S09–Zip Code 87020-900 - MARINGÁ – PR – BRAZIL
E-mail: [email protected]
Cyclodextrins (CDs) which are obtained from starch by the action of the enzymecyclodextrin-glycosyl-transferase (CGTase) have many industrial applications. Theproduction of CDs by the CGTase of Bacillus firmus, strain number 37, was studied regardingthe effect of the source of starch upon CD yield, and upon the selectivity for producinggamma-CD, in which case glycyrrhizin was added to the reaction medium to prevent gamma-CD destruction by reversible reactions, since it forms a stable complex with gamma-CD.Cyclodextrins production tests run for 24h at 50 ºC, pH 8.0, 1 mg/L of CGTase, and used assubstrate, maltodextrin or the starches of rice, potato and corn hydrolyzed up to D.E. 10.Results have shown that cornstarch gives the highest yields of gamma-CD. The addition of2.5% w/v of glycyrrhizin increased the yield of gamma-CD to about 4 times of that producedwith maltodextrin, while reduced the yield of beta-CD to less than half, maintaining the totalyield of CDs practically unchanged. Therefore the studied CGTase is capable of givingrelatively high yield of gamma-CD in the presence of glycyrrhizin, and cornstarch is the bestsubstrate for producing gamma-CD.
This paper will be published in Applied Biochemestry and Biotechnology, 2000

83
DETERMINAÇÃO DA DEXTROSE EQUIVALENTE DE AMIDOMILHO QUE PROPORCIONE MAIOR PRODUÇÃO DE
CICLODEXTRINAS COM A CGTase BACILLUS FIRMUS.
Regiane B. Mazzoni2; Cristiane Moriwaki2; Gisella M. Zanin3; Flávio F. de Moraes3;Graciette Matioli1*
1*Depto. de Farmácia e Farmacologia;Universidade Estadual de Maringá; Av.Colombo, 5790; 87020-900 – Maringá – PR - BRASIL; fone (+55)44 261 4301;
e-mail:[email protected]. de Farmácia e Farmacologia;Universidade Estadual de Maringá
3Depto. Engenharia Química;Universidade Estadual de Maringá
As ciclodextrinas (CDs) são produzidas a partir do amido pela enzima Ciclodextrinaglicosiltransferase (CGTase) e são maltooligossacarídeos cíclicos constituídos por umnúmero variável de unidades de glucose, unidos por ligações α-1,4. As mais comuns são: α-CD, β-CD e γ-CD respectivamente com 6, 7 e 8 unidades de glucose. As ciclodextrinas temforma de cone invertido com uma cavidade interior cujo tamanho e forma são determinadospelo número de unidades de glucose. O lado externo da CD é hidrofílico e a cavidade internatem caráter hidrofóbico. Se a molécula se adequa complemente ou ao menos parcialmentedentro da cavidade, um complexo de inclusão pode ser formado. Os complexos formadoscom as ciclodextrinas podem aumentar a estabilidade da molécula hóspede e/ou melhorar suasolubilidade, sendo inúmeras as suas aplicações nas indústrias farmacêuticas, de cosméticos,de alimentos, defensivos agrícolas e etc. Este trabalho teve por objetivo estudar ocomportamento da CGTase frente ao substrato amido de milho com diferentes DextroseEquivalentes (D.E.) durante um período de 24 horas, visando produção de β-CD e γ-CD. Parao estudo em questão utilizou-se a enzima CGTase de Bacillus firmus cepa 37 e amido demilho liqüefeito a 10%. A hidrólise do amido deu-se pela enzima α-amilase afim de se obtersoluções com D.E. 2, 5, 10 e 15. Para avaliar a produção de β- e γ-CD pela CGTase da cepa37 nas diferentes D.E., testes de conversão a 50 oC/24h foram realizados em reatores bateladacom capacidade de 50 mL de meio reacional. Os 4 testes de conversão de diferentes D.E.foram preparados com tampão Tris-HCl 50 mM, pH 8 e CaCl2 5 mM. A quantidade deCGTase adicionada em cada reator foi de 0,05 mg de enzima purificada. A CGTase utilizadaneste ensaio continha um teor de proteína de 0,0324 mg/mL. Amostras de 1 mL foramcoletadas, em tempos regulares (de 1 em 1 hora), em tubos de ensaio contendo 1 mL de água,os quais foram imediatamente fechados e colocados em banho fervente por 5 minutos. Aprodução de β-CD foi determinada através de método espectrofotométrico pela descoloraçãode fenolftaleína, e a produção de γ-CD foi determinada pelo aumento da absorção de umasolução de verde de bromocresol. A determinação da D.E. foi feita pela concentração deaçúcares redutores, pelo método de Somogyi-Nelson. Após as análises verificou-se que aD.E. 15 foi a que apresentou melhor produção de β-CD em relação as demais, sendo que aprodução de γ-CD foi praticamente a mesma para todas as D.E. testadas (aproximadamente1,65 mM em 24 horas). Portanto, a CGTase de Bacillus firmus cepa 37 apresenta melhorcomportamento frente uma D.E. 15 com uma produção de 12,08 mM de β-CD em 24 horas.
84
MODELAGEM DA ADSORÇÃO DA γ-CICLODEXTRINA PORCROMATOGRAFIA DE AFINIDADE BIO-ESPECÍFICA COM
GLICIRRIZINA IMOBILIZADA
Ana Paula Miranda Sousa, Gisella Maria Zanin e Flávio Faria de Moraes*
Departamento de Engenharia Química; Universidade Estadual de Maringá; Av.Colombo, n.o 5790, Bloco D-90, Sala n.o 102; 87020-900 - MARINGÁ - PR - BRASIL;
fone: (55) 44 263 2652; fax: (55) 44 261 4447; e-mail:[email protected]
Ciclodextrinas (CDs) são oligossacarídeos cíclicos, compostos de 6, 7 ou 8 unidades deglicose unidas por ligações do tipo α-1,4, denominadas respectivamente de α-CD, β-CD e γ-CD. São obtidas via transformação enzimática do amido pela enzima CiclodextrinaGlicosiltransferase (CGTase), a partir de uma reação intramolecular onde não há consumo demoléculas de água. Devido a sua estrutura cíclica com cavidade hidrofóbica, são capazes deformar complexos de inclusão com outras moléculas, conferindo-lhes maior estabilidade. Porisso, são de grande interesse industrial, mas o fator limitante para sua utilização ainda é o altocusto de produção. Em conseqüência, há um interesse amplo no desenvolvimento de umprocesso mais econômico de produção de γ-CD, uma vez que a indústria farmacêutica vemconsiderando a possibilidade de utilização desta CD, para a complexação de medicamentosmodernos que são de elevado diâmetro molecular. O objetivo do trabalho é modelar aadsorção da γ-CD por cromatografia de afinidade bio-específica usando-se como ligante aglicirrizina, visando o desenvolvimento do processo de produção e separação simultânea de γ-CD. A coluna de adsorção contendo sepharose-6B com glicirrizina imobilizada foi colocadaem uma coluna termostatizada, e alimentada com uma solução de γ-CD 2mM com vazão deaproximadamente 0,42mL/min. Foram realizadas três adsorções nas temperaturas de 4ºC,30ºC e 40ºC. Alíquotas de 2,5mL foram obtidas num coletor de amostras, e dosadas pelométodo colorimétrico do verde de bromocresol a 620nm. As curvas obtidas dos testesrealizados, comprovam que houve adsorção da γ-CD, pois a 1ª curva de adsorção situa-sedeslocada por um certo tempo em relação a 2º curva. No teste a 4ºC, a dessorção da γ-CD dosuporte cromatográfico foi realizada primeiramente com água destilada a 50ºC e a 80ºC, masnão foram tão eficientes. A regeneração da coluna foi realizada posteriormente, para as trêstemperaturas, com a aplicação de uma solução de etanol a 50% e 50ºC, que de início semostrou mais eficiente para a eluição da γ-CD, pois produziu uma concentração maior de γ-CD, formando um pico no início da eluição. Como o etanol influencia a dosagem da γ-CD,fez-se uma correção para o cálculo da concentração real dessorvida. Do teste a 4ºC para oteste a 30ºC houve uma redução na quantidade de γ-CD adsorvida, de 5,04 × 10-5 para 1,435 ×10-5 mol de γ-CD/g de gel, no entanto, do teste a 30ºC para o teste a 40ºC, houve um ligeiro einesperado aumento para 1,505 x 10 -5 mol de γ-CD/g de gel. A quantidade de γ-CDdessorvida no teste a 4ºC, com etanol, foi de 1,896 x 10 -5 mol de γ-CD/g de gel, ou seja, 37%da γ-CD adsorvida. Já nos testes a 30ºC e 40ºC, a quantidade de γ-CD dessorvida, que foirespectivamente 3,521 x 10 -5 e 1,929 x 10-5 mol de γ-CD/g de gel, resultando maior que aquantidade adsorvida. Tais comportamentos anômalos podem ser devido à influência dascubetas, reutilizadas, contendo impregnação do corante de verde de bromocresol que aderefortemente à parede de plástico

85
INTERFERÊNCIA DE ÍONS METÁLICOS E COMPOSTOSORGÂNICOS NA PRODUÇÃO DE CICLODEXTRINAS
Monique Barbosa de Assis Marques1; Gisella M. Zanin1 e Flávio F. de Moraes2*
1 Depto. de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR2*Departamento de Engenharia Química; Universidade Estadual de Maringá; Av.
Colombo, n.o 5790, Bloco D-90, Sala n.o 102; 87020-900 - MARINGÁ - PR - BRASIL;fone: (55) 44 263 2652; fax: (55) 44 261 4447; e-mail:[email protected]
A enzima cyclomaltodextrina glucanotransferase - CGTase ( α,1-4- glucano-4-glicosiltransferase) atua sobre o amido e outros substratos, degradando-os e conduzindo àformação, como principal produto de clivagem, de produtos cíclicos que contém ligações α,1-4, conhecidos como ciclodextrinas, e alguns produtos secundários, as dextrinas lineares. Asprincipais ciclodextrinas são as α− , β− e γ− CDs, respectivamente com 6,7 ou 8 unidades deglicose. Este trabalho foi realizado com o objetivo de se obter dados experimentais quepossam caracterizar a inibição da enzima CGTase WACKER e da cepa nº 37, por íonsmetálicos como Co ++, Mg++, Mn++, K++, Ca++, Zn++, Fe++, Cu++, Hg++ e compostos orgânicosiodoacetamida e p-cloromercuribenzoato, na concentração de 5mM, além do substrato amidode milho. A inibição ou ativação causada por esses íons e compostos orgânicos, além dosubstrato amido de milho, foi estudada pelo método das velocidades iniciais, sendo aprodução de CDs caracterizada pela dosagem da β− e γ− CDs produzidas, por métodoscolorimétricos, cujos corantes, a fenolftaleína ( dosagem da β-CD ) e o verde de bromocresol( dosagem da γ-CD ), sofrem uma variação nas suas absorções óticas que é proporcional àquantidade de CDs presentes. Os resultados obtidos indicam que a enzima CGTase daWACKER e a CGTase da cepa n.º 37 sofrem forte inibição por íons como Zn ++, Fe++, Cu++,Hg++ e sofrem ativação pelo Mg ++, K++ e pela iodoacetamida. A concentração de substratoamido de milho também influenciou a atividade enzimática da CGTase da cepa nº 37, sendoque a máxima produção alcançada para a β-CD foi obtida com substrato na concentração de10g/L e para a γ-CD com 100g/L de substrato. Os íons metálicos e compostos orgânicos quealteram as propriedades da CGTase devem ligar-se ao sítio ativo da enzima, ou outra parte desua molécula, e modificar a sua configuração e consequentemente alterar a sua especificidadeao substrato. A presença dos íons metálicos inibidores nos processos industriais de produçãode ciclodextrinas deve ser evitada para não reduzir o rendimento do processo, particular-mente a dos íons Zn ++, Fe++, Cu++, Hg++. Por outro lado, os resultados obtidos com amido demilho, podem contribuir ao desenvolvimento de novos processos que visem ao aumento dorendimento na produção industrial de ciclodextrinas.
86
INTERFERÊNCIA DE ÍONS METÁLICOS E COMPOSTOSORGÂNICOS NA PRODUÇÃO DE CICLODEXTRINAS
Monique Barbosa de Assis Marques1; Gisella M. Zanin1 e Flávio F. de Moraes2*
1 Depto. de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR2*Departamento de Engenharia Química; Universidade Estadual de Maringá; Av.
Colombo, n.o 5790, Bloco D-90, Sala n.o 102; 87020-900 - MARINGÁ - PR - BRASIL;fone: (55) 44 263 2652; fax: (55) 44 261 4447; e-mail:[email protected]
A enzima cyclomaltodextrina glucanotransferase - CGTase ( α,1-4- glucano-4-glicosiltransferase) atua sobre o amido e outros substratos, degradando-os e conduzindo àformação, como principal produto de clivagem, de produtos cíclicos que contém ligações α,1-4, conhecidos como ciclodextrinas, e alguns produtos secundários, as dextrinas lineares. Asprincipais ciclodextrinas são as α− , β− e γ− CDs, respectivamente com 6,7 ou 8 unidades deglicose. Este trabalho foi realizado com o objetivo de se obter dados experimentais quepossam caracterizar a inibição da enzima CGTase WACKER e da cepa nº 37, por íonsmetálicos como Co ++, Mg++, Mn++, K++, Ca++, Zn++, Fe++, Cu++, Hg++ e compostos orgânicosiodoacetamida e p-cloromercuribenzoato, na concentração de 5mM, além do substrato amidode milho. A inibição ou ativação causada por esses íons e compostos orgânicos, além dosubstrato amido de milho, foi estudada pelo método das velocidades iniciais, sendo aprodução de CDs caracterizada pela dosagem da β− e γ− CDs produzidas, por métodoscolorimétricos, cujos corantes, a fenolftaleína ( dosagem da β-CD ) e o verde de bromocresol( dosagem da γ-CD ), sofrem uma variação nas suas absorções óticas que é proporcional àquantidade de CDs presentes. Os resultados obtidos indicam que a enzima CGTase daWACKER e a CGTase da cepa n.º 37 sofrem forte inibição por íons como Zn ++, Fe++, Cu++,Hg++ e sofrem ativação pelo Mg ++, K++ e pela iodoacetamida. A concentração de substratoamido de milho também influenciou a atividade enzimática da CGTase da cepa nº 37, sendoque a máxima produção alcançada para a β-CD foi obtida com substrato na concentração de10g/L e para a γ-CD com 100g/L de substrato. Os íons metálicos e compostos orgânicos quealteram as propriedades da CGTase devem ligar-se ao sítio ativo da enzima, ou outra parte desua molécula, e modificar a sua configuração e consequentemente alterar a sua especificidadeao substrato. A presença dos íons metálicos inibidores nos processos industriais de produçãode ciclodextrinas deve ser evitada para não reduzir o rendimento do processo, particular-mente a dos íons Zn ++, Fe++, Cu++, Hg++. Por outro lado, os resultados obtidos com amido demilho, podem contribuir ao desenvolvimento de novos processos que visem ao aumento dorendimento na produção industrial de ciclodextrinas.
87
88
PRODUÇÃO DE BUTIRATO DE BUTILA EMPREGANDO LIPASEIMOBILIZADA EM SÍLICA DE POROSIDADE CONTROLADA
C.M.F Soares1,2; H.F. de Castro1* ; M.H.A.Santana2; F.F.de Moraes3 ; G.M. Zanin3
1*Faculdade de Engenharia Química de Lorena - FAENQUIL; 12600-000 - LORENA -SP - BRASIL
2Faculdade de Engenharia Química; UNICAMP; 13081- 970 - CAMPINAS - SP3 Universidade Estadual de Maringá - UEM; 87020-900 – MARINGÁ-PR
Os processos que utilizam lipases são especialmente atraentes em função das diferentes aplicaçõesindustriais desta enzima. As lipases podem catalisar reações de hidrólise, esterificação, einteresterificação, com extrema simplicidade de processo, qualidade superior do produto final e excelenterendimento. Estas características conferem às lipases um potencial biotecnológico comparável ao dasproteases e carboidrases - enzimas industrialmente utilizadas - estimulando pesquisas para otimização dasua produção, caracterização, imobilização e aplicação industrial. Motivado por este grande potencial deaplicação das lipases, nosso grupo tem se dedicado ao desenvolvimento de linhas de pesquisa referentea produção de bioésteres. Paralelo a este interesse, temos também realizado trabalhos experimentaispara estabelecer metodologias de imobilização de lipases pancreática e microbiana em diferentes tiposde suportes, tendo em vista as vantagens oferecidas desses derivados, as quais incluem: uso repetitivo,facilidade de separação do produto e aumento de estabilidade.Em trabalho anterior a lipase de Candida rugosa foi imobilizada por ligação covalente em sílica deporosidade controlada (SPC) ativada com glutaraldeído, empregando hexano como meio de dispersão.Esta metodologia favoreceu a obtenção de um complexo lipase-suporte com elevada atividade, cujaspropriedades catalíticas foram consideradas adequadas para conduzir reações de hidrólise de azeite deoliva. Em dessas características satisfatórias, julgou-se conveniente um estudo mais detalhadoreferente a sua aplicação na síntese de ésteres aromatizantes. Como reação modelo, foi selecionado umsistema altamente polar constituído de n-butanol, ácido butírico em heptano. Foram determinadas ainfluência da razão molar entre ácido e álcool no rendimento de formação do butirato de n-butila emregime de bateladas simples e repetitivas.Em regime de bateladas simples, a concentração do ácido butírico em excesso favoreceu a obtenção dobutirato de butila com elevados rendimentos, sendo esta síntese otimizada para razões molares entreácido butírico e butanol iguais ou superiores a 1,2. Nessas condições, foi observado um decréscimoacentuado da atividade da lipase imobilizada após o seu uso repetitivo em bateladas consecutivas,revelando um tempo de meia vida de apenas 32 horas. Considerando que diversas variáveis decontrole da reação podem ser manipuladas para contornar tais limitações, a estabilidade operacional dalipase imobilizada em SPC foi reavaliada empregando substratos com menor grau de polaridade, istoé, a concentração do ácido butírico foi reduzida para níveis de equimolaridade com o butanol. Nessasnovas condições, o tempo de meia vida da lipase imobilizada em SPC aumentou de 32 para 144 horas.Esses resultados demonstram que não ocorre desprendimento da enzima do suporte mas uma alteraçãodas condições de hidratação da preparação enzimática imobilizada, afetando diretamente a atividadecatalítica no novo ciclo. Portanto, o decréscimo da conversão de butanol em éster durante as bateladasconsecutivas com reutilização da lipase imobilizada em SPC pode ser explicado pela polaridade domeio reacional que é muito mais elevada para o sistema contendo excesso de ácido butírico do quepara o sistema contendo quantidades equimolares de butanol e ácido butírico.
Apoio: CAPES, CNPq e FAPESP.
89
ANÁLISE DE COMPONENTES PRINCIPAIS (PCA) APLICADANA DETERMINAÇÃO DE COEFICIENTES DE CONVERSÃO EM
PROCESSOS BIOTECNOLÓGICOS
Pedro Sérgio Pereiralima* e Eduardo Aoun Tannuri
Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A.; Caixa Postal 0141,CEP 01064-970, São Paulo (SP)
Um dos problemas importantes a resolver para uma eficaz implantação de politícas decontrole, que levam a otimização da operação de processos biotecnológicos, é a corretaestimação das variáveis de estado, ou das concentrações das substâncias e da própriapopulação do microrganismo ao longo do tempo. Neste trabalho é desenvolvida uma técnicabaseada no princípio de conservação de massa e a análise das componentes principais (PCA)para a estruturação de um estimador de estados trivial. Mostra-se que se pode obter umestimador confiável sem o conhecimento da cinética do processo e tão pouco dos coeficientesde conversão de substratos em produtos. Uma discussão final desenvolve a possibilidadedesta técnica fornecer subsídios importantes de análise quando da elaboração do modelocinético por redes neurais.Pode-se fazer aqui a seguinte pergunta: seriam as funções velocidades específicas deformação de produtos as únicas que descrevem o processo? Poderia haver outras candidatas?É pertinente pesquisar uma base ortogonal de funções? A resposta é que existe talpossibilidade e o método apropriado para fazer esta decomposição é o da análise dascomponentes principais. Foi primeiramnte desenvolvido por Karhunen-Loève para sériestemporais (Diamantaras, 1996). Basicamente consiste na análise da matriz de covariança desinais temporais de média nula. Através da decomposição desta matriz em seus valoressingulares, e sinais ortonormais, consegue-se determinar quantos e quais destes sinais sãoessenciais na reconstrução dos sinais originais. Necessariamente, quando o número de sinaisbase escolhido for menor do que o de sinais originais ter-se-á um erro associado. Ocompromisso entre quantidade de sinais e erro faz parte da escolha do projetista.Uma grande vantagem deste estimador sobre o estimador baseado nas velocidades específicasde conversão é a possibilidade de se estabelecer a melhor base, de acordo com o número demedidas disponíveis. Isto só é possível devido à associação dos valores singulares aosrespectivos sinais, o que permite a escolha dos sinais com maior energia e a quantificação doerro ao se trabalhar com uma base menor do que a ideal.Este procedimento leva à determinação de uma matriz A de conversão de substratos emprodutos, diferente dos usuais coeficientes de conversão Y, pois está associada a funções deconversão diferentes, no entanto tem as mesmas propriedades, podendo-se usá-la para amontagem do estimador de estados trivial, prescindindo do conhecimento dos coeficientes deconversão Y, e correlacionando todos os sinais, extraindo-se por assim dizer, a essência dasinformações. No entanto, estas matrizes guardam relação entre si, é possível determinar oscoeficientes de conversão YSP e YS0 a partir da matriz A.Isto posto, vê-se que o método das componentes principais não contradiz o estabelecimentode funções de conversão a partir dos produtos, mas sim, há como determiná-las a partir daPCA. No entanto, se esta última proposição não for válida, se por algum motivo não seconseguir estabelecer as velocidades de conversão em produtos, ainda assim pode-se utilizaros resultados da PCA.
90
MODELAGEM DE ACUMULAÇÃO DE POLI- β-HIDROXIBUTIRATOPOR Alcaligenes eutrophus (DSM 545).
Gláucia .M. F. ARAGÃO1* e Jean-Louis. URIBELARREA2
1 Departamento de Eng. Química e Eng. de Alimentos; CTC; Universidade Federal deSanta Catarina; 88.040-900 - FLORIANÓPOLIS - SC - BRASIL; Fone: (48)-331-
9448; E-mail: [email protected] Département de Génie Biochimique et Alimentaire - INSA - Toulouse – França
O poli-β-hidroxibutirato (PHB) é uma substância de reserva de carbono e de energiaacumulada por microrganismos em condições de limitação. Este polímero apresentapropriedades termoplásticas interessantes, com a vantagem de ser biodegradável. As culturaspara produção do polímero são realizadas em duas fases: fase de crescimento para acúmulo debiomassa e fase de produção, sob ausência ou limitação de um elemento nutritivo, onde éfavorecido o acúmulo do polímero. Vários modelos de crescimento do microrganismo e deacumulação de PHB estão disponíveis na literatura. Entretanto, considera-se que há umacarência de modelos simples que possam servir de base para a definição de processosindustriais. O objetivo deste trabalho é propor um modelo simples de acumulação intracelularde PHB com base em resultados experimentais anteriormente estabelecidos. Resultadosobtidos em culturas, onde o crescimento foi mantido durante a fase de produção, através daadição controlada de nitrogênio, mostraram que há uma relação linear entre a velocidadeespecífica de crescimento (µ) e a velocidade específica de produção de PHB (q PHB). Foiobservado um aumento de q PHB com a diminuição de µ até um valor crítico de µ (µcrit) abaixodo qual começa a haver diminuição de q PHB com a diminuição de µ. Baseado nestasobservações, foram utilizados duas estratégias de controle do crescimento durante a fase deprodução para a simulação da acumulação de PHB: a manutenção de µ constante e amanutenção da velocidade de crescimento (r x), com conseqüente diminuição de µ.. O modelopermite o cálculo dos parâmetros característicos de produção: conversão do substrato emproduto, porcentagem final de PHB na biomassa e produtividade em função das variáveis dacultura: tempo total de cultivo, tempo de duração da fase de crescimento não limitado evelocidade específica de crescimento a ser imposta durante a fase de produção. Os resultadosmostraram que as duas estratégias de controle de crescimento não apresentam diferençasnotáveis entre os valores máximos obtidos para cada parâmetro de produção. Entretanto, aestratégia a µ constante facilita o controle pois impede que o processo atinja a faixa de µcrit.

91
SIMULAÇÃO DINÂMICA E ESTUDO TÉCNICO ECONÔMICO DEBIOCONVERSÃO PARA COGERAÇÃO DE ENERGIA E SECAGEM
USANDO SIMULADOR SUPERPRO DESIGNER
Bayer, M. M.; Marinho Neto, J. ; Pannir Selvam, P. V. ; Novaes, W. S.
Departamento de Engenharia Química; Universidade Federal do Rio Grande do Norte;Centro de Tecnologia; Campus Universitário; 59.072-970 - NATAL - RN – BRASIL;
Fone: (84) 215-3769; Fax: (84) 215-3770; e-mail: [email protected]
Este trabalho tem a finalidade de desenvolver um projeto preliminar para a produção deenergia elétrica utilizando biogás, associado com secagem de frutas. Esse projeto decogeração tem importância para a conservação de energia para os setores industrial e agrícola.Através de simulações utilizando o SuperPro Designer versão 2.7 foi desenvolvido um estudode engenharia de processo para maximização do aproveitamento total de energia, em seguida,por meio de modelos desenvolvidos em planilha eletrônica, foi realizado um estudo técnicoeconômico, visando analisar o potencial e a viabilidade econômica do projeto. A análiseeconômica do projeto mostrou que a geração de energia elétrica usando biogás não temviabilidade econômica, tanto em pequena como em grande escala, devido ao problema de altadepreciação e alto investimento inicial. Considerando o valor do aproveitamento de energiatérmica via cogeração como 20 KW do motor-gerador associado com a secagem de 200ton./ano de banana, o projeto terá viabilidade com bons valores de taxa interna de retorno etaxa de amortização de capital em 10 anos e também adequado nível de ponto de equilíbrio.
92
PRODUÇÃO E FORMULAÇÃO DE PRODUTO NATURAL DE BAIXOCUSTO, RICO EM VITAMINAS E PROTEÍNAS, A BASE DE
MICROALGA SPIRULINA E VEGETAIS
Souza, F.C.G.; Novaes, W. S. ; Pannir Selvam, P.V..
Departamento de Engenharia Química; Universidade Federal do Rio Grande do Norte;Centro de Tecnologia; Campus Universitário; 59.072-970 - NATAL - RN – BRASIL;
Fone: (84)215-3769; Fax: (84) 215-3770 ; e-mail: [email protected]
Uma significante deficiência de vitaminas, minerais e proteínas é evidenciada na populaçãobrasileira, desta forma procuramos formular um produto para suprir as necessidades diárias devitaminas, minerais e proteínas, considerando que o custo de suprimento de micronutruientese vitaminas ainda é alto no Brasil. A microalga Spirulina é muito rica nestes nutrientes ecresce apenas em locais muito ensolarados, como o Brasil. O presente estudo tem comoobjetivo desenvolver uma formulação nutricional utilizando microalgas e vegetais. Ocrescimento de algas foi feito em tanque de 20 litros, mantendo-se o meio de cultura comtemperatura controlada e sob constante agitação. O meio é composto basicamente por água,bicarbonato de sódio, cloreto de sódio e também outros micronutrientes. Foram feitos estudosutilizando manipueira, turfa e esterco de gado diluído como meio de cultura pois são materiaisde origem natural com o objetivo de diminuir custos e promover o desenvolvimento regional,o resultado mais positivo foi obtido com o esterco de gado fermentado anaerobicamente ediluído. O crescimento da cultura foi medido por absorbância no ultra violeta, numcomprimento de onda de 665 nm, obtendo um crescimento médio de 0,4g por dia. Aseparação de alga é feita usando centrifugação, filtração e floculação com alginato. Aestimação de custo de produção de microalgas em escala industrial foi feita no simulador“SUPER PRO DESIGNER”. A formulação se baseia numa mistura de diferentescomponentes nutricionais, em quantidades adequadas de cada componente de forma aviabilizar o menor custo, com base nas necessidades diárias, para isso foi utilizado o software“WHAT’S BEST”, baseado em programação linear. A formulação obtida foi: 100g deSpirulina, dividida em 10 pacotes, administrada 10 vezes por semana, 700 g de feijão,dividido em 50 pacotes, administrados 10 vezes por semana, 400 g de repolho, dividido em 50pacotes, administrados 8 vezes por semana, tendo um custo semanal de R$ 2,84 por cadaindivíduo em relação a produto farmacêutico de composição nutricional similar, que custacerca de R$ 6,60.
Agradecimentos: PIBIC/UFRN/CNPQ/CCS/DEQ

93
MODELING CELLOBIOSE HYDROLYSIS BY CELLOBIASE
Luiza P. V. Calsavara1; Flávio F. de Moraes2 and Gisella M. Zanin3*
1,2Chemical Engineering Department; State University of Maringá3*Chemical Engineering Department; State University of Maringá; Av. Colombo, 5790;87020-900 - MARINGÁ - PR - BRAZIL; Telephone: (+55) 44 263 2652; Fax: (+55) 44
263 3440E-mail: [email protected]
The enzyme cellobiase Novozym 188 is used for improving hydrolysis of cellulosic substrateswith cellulase. A previous study on the enzymatic hydrolysis of cellobiose has shown that,although available alternative kinetic models are good for describing initial velocity rates ofreaction, they are not capable of giving a consistent physical picture of the whole reactionperiod, starting from time zero up to the time of 100% conversion of cellobiose to glucose.This problem showed up while trying to fit the integrated kinetic models to experimental dataand originated inconsistent kinetic parameters. In this work, the experimental data was furtherextended covering now a set of initial velocity studies and batch conversion tests up to 100%cellobiose conversion, in the temperatures of 40, 50 and 55ºC, pH 4.8, two cellobioseconcentrations (2 and 20 g/L), and the presence (1.8 g/L) or absence of exogenously addedglucose that produces inhibition. An orbital shaker fitted with 500 mL Erlenmeyers was usedfor the conversion tests. Each Erlenmeyer contained 250 mL of the reaction mixtures. Shortsampling intervals (3 to 5 min) were used at the beginning of the reaction and they wereincreased with reaction time. With the objective of determining the kinetic parameters Km, Ksand Vmax the effect of substrate concentration on the rate of hydrolysis was studied usingcellobiose solutions from 0.4 to 20 g/L (1.2 to 58.5 mM). Activity tests were carried out usingthe method of initial rate, using a jacketed glass batch thermo-controlled reactor equippedwith magnetic stirring. A volume of 20 mL of cellobiose solution, buffered with acetate bufferat 50 mM, pH 4.8 and containing 1 mg/mL of sodium benzoate was incubated at the testtemperature with the enzyme β-glucosidase. Half-milliliter samples were collected with aninterval of 3 min, for a period of 18 min. In all experiments the concentration of the enzymewas 95 µL enzyme/L solution and the samples collected were boiled for 5 min an d stocked at4 ºC for later glucose assay. The kinetic models include the inhibition by substrate(noncompetitive or uncompetitive) and product (competitive, noncompetitive oruncompetitive). Substrate and product inhibitions were experimentally observed, the latterhaving a strong effect on lengthening the course of reaction to reach high conversions.Integrated kinetic models including inhibition of either competitive, uncompetitive ornoncompetitive type for glucose, and uncompetitive or noncompetitive for cellobiose gaveinconsistent values for the kinetic parameters, such as Ki and Kcat.

94
MODELING OF FLUIDIZED BED BIOREACTOR AT HIGH ORGANICLOADS
Alexander D. Kroumov1, Marcelino L. Gimenes 1* and Rosângela Bergamasco2
1* Dep. of Chemical Engineering; State University of Maringá, Colombo str., 5790;87020-900 - MARINGÁ – PR – Brazil; Phone (+55) 44 263 2652; Fax (+55) 44 261 4447;
e-mail:[email protected] Dep. of Chemical Engineering; State University of Maringá; MARINGÁ – PR
One of the most important advantage of Fluidized bed bioreactor (FBBR) is when it operatesunder conditions with fixed high biomass concentration. Biofilm thickness depends onfluidization mechanics, quantity and quality of organic loads. Hence, for the reactorperformance and design in relation to aerobic wastewater purification process, crucial appearsto be information about microbial population growth and its limitation. Available are twodifferent algorithms for calculation of biomass in the bed using fluidization mechanicscorrelations and experimental data. Biofilm is assumed homogeneous and support particlesare spherical. Furthermore, this information is used in the axial dispersion reactor model tocalculate, for the steady state conditions, substrate and dissolved oxygen concentrationsthroughout the fluidized bed height. Decomposition approach is used to solve the modelanalytically.

95
BIOFILM MODEL OF FLUIDIZED BED BIOREACTOR WITHPRODUCT INHIBITION KINETICS
Alexander D. Kroumov1* and Marcelino L. Gimenes 2
1* Dep. of Chemical Engineering; State University of Maringá, Colombo str., 5790;87020-900 - MARINGÁ – PR – Brazil; Phone (+55) 44 263 2652; Fax (+55) 44 261 4447;
e-mail:[email protected] Dep. of Chemical Engineering; State University of Maringá; MARINGÁ – PR
Fluidized bed bioreactor (FBBR) may successfully operate under high organic loads. In thiscase, inhibition by products may occur into the biofilm decreasing efficiency of wastewatertreatment process.A new model was developed for evaluation of substrate and product concentration profilesinto the homogeneous biofilm layer assuming spherical support particles. Specific growth rateis represented with zero order kinetics and depends only on initial substrate (organic wastes)concentration or stoichiometric corresponding product concentration. The other assumption isthat product formation rate is linked with the growth rate. Simulation and analysis of productprofiles into the biofilm for different high values of organic matter shows clearly that thecritical inhibition effect takes place near the support particle surface. The developed biofilmmodel can be very useful for optimization of FBBR conditions in processes where inhibitionby degradation products exists.

96
APROVEITAMENTO DE SUB-PRODUTOS DA INDÚSTRIAALCOOLEIRA NA FORMAÇÃO DE ÉSTERES AROMATIZANTES
POR VIA ENZIMÁTICA.
Regina Y. Moriya, Ernnades B. Pereira, Heizir F. de Castro1*
1*Depto. de Engenharia Química; Faculdade de Engenharia Química de Lorena;Caixa Postal 116, 12600-000 - LORENA - SP - BRASIL;
e-mail:[email protected]
Entre os inúmeros subprodutos gerados pela Indústria Sucroalcooleira, o óleo fúsel apresentaum grande potencial de reaproveitamento devido sua composição rica em álcoois superiores egrande volume gerado (120 milhões de litro/ ano). Apesar do seu aproveitamento não atuardiretamente na redução do custo final do álcool, sua utilização como insumo nas indústrias detransformação, certamente, representa um importante passo para aumentar a eficiência globalda produção industrial do etanol. Atualmente a taxa de recuperação do óleo fúsel é de apenas25% do total produzido no país, ou seja, 30 milhões de litros/ ano. Possíveis alternativas parao aproveitamento deste resíduo incluem a produção de álcoois superiores por destilaçãofracionada simples ou dupla e produção de ésteres por síntese química ou biotecnológica .A síntese catalisada por lipases de mais de 50 ésteres de aromatizantes foi já descrita, e emprincípio, a reação pode ser conduzida em uma mistura de álcool e ácido de carboxílico comou sem solventes, resultando em produtividades elevadas e rendimentos quantitativos.Entretanto, poucos são os trabalhos encontrados na literatura referentes a aplicação de lipasesna biotransformação dos álcoois presentes no óleo fúsel em seus ésteres carboxílicosrespectivos. Isto pode estar associado as dificuldades técnicas envolvidas quando misturasnaturais de álcoois são usadas em reações de esterificação, como por exemplo, a competiçãoentre dois ou mais nucleofílicos pelo mesmo sítio ativo da enzima e o alto teor de águapresente nesse material. Os rendimentos de esterificação tendem a diminuir com ácidosgraxos menores; sendo os resultados mais baixos obtidos com ácido acético. Desta forma, aseleção do doador do grupo acila é um passo crucial para uma transformação eficiente dosubstrato por catálise enzimática. Estudos anteriores demonstraram que elevados rendimentosde esterificação (conversão > 95%), podem ser alcançados quando ácido láurico é usado comodoador do grupo acila. O processo foi otimizado para meios reacionais isentos de solventesconstituído de ácido láurico dissolvido diretamente em óleo fúsel, numa proporção de 1,8gramas de ácido láurico/mL de óleo fúsel. Para verificar a possibilidade do uso de ácidoscarboxílicos de menor tamanho de cadeia carbônica, no presente trabalho foi avaliada ainfluência dos ácidos butírico e octanóico, na produção de ésteres aromatizantes naturais apartir de óleo fúsel. De acordo com o estudo efetuado, o tamanho da cadeia do ácidoinfluenciou não só na eficiência do processo como também na seletividade da enzima, sendoconstatado que os ácidos de cadeia média (ácido octanóico) são mais eficientes que os ácidosde pequena cadeia molecular (ácido butírico). Os resultados obtidos indicam que para umaeficiente biotransformação do óleo fúsel em ésteres aromatizantes é recomendado o uso deácidos graxos de cadeia carbônica maior que 8 por apresentar um grau de polaridademoderada, propiciando uma alta taxa de esterificação de álcoois secundários em curto períodode tempo.
Apoio: CNPq e FAPESP

97
ACTIVITY AS FUNCTION OF pH AND TEMPERATURE ANDENERGY OF ACTIVATION OF FREE AND IMMOBILIZED
CELLOBIASE NOVOZYM 188
Luiza P. V. Calsavara1; Flávio F. de Moraes2 and Gisella M. Zanin3*
1,2Chemical Engineering Department; State University of Maringá;3*Chemical Engineering Department; State University of Maringá; Av. Colombo, 5790;87020-900 - MARINGÁ - PR - BRAZIL; Telephone: (+55) 44 263 2652; Fax: (+55) 44
263 3440; E-mail: [email protected]
The enzyme β-glucosidase, also known as cellobiase is used for improving hydrolysis ofcellulosic substrates with cellulase. Cellobiase from NOVO Nordisk has been immobilized incontrolled pore silica particles by covalent binding with the silane-glutaraldehyde method(67% of proteins were retained in the support). The activity of the free and immobilizedenzyme (IE) was determined with 0.2% (w/v) cellobiose, at 40 to 70 °C, pH 3 to 7 for freeenzyme and pH 2.2 to 7 for IE. Activity tests were carried out using the method of initial rate,using a jacketed glass batch thermo-controlled reactor, equipped with magnetic stirring. Avolume of 20 mL of cellobiose solution, at the test pH, and containing 1 mg/mL of sodiumbenzoate was incubated at the test temperature with the enzyme β-glucosidase, at theconcentration of 95 µL of enzyme/L of solution, whereas for the immobilized cellobiase,0.06g dry weight immobilized enzyme was used inside a stainless steel screen basket. Half-milliliter samples were collected with an interval of 3 min, for a period of 18 min, boiled for5 min and stocked at 4ºC for later glucose assay. At pH 4.8 the maximum specific activity forthe free enzyme and IE occured at 65 °C: 17.0 and 2.2 micromol/min.mg of proteinrespectively. For all temperatures covered by this work, the optimum pH observed for freeenzyme was 4.5 while for IE it was 3.5. The Energy of Activation was 11 kcal/mol for freeenzyme and 6 kcal/mol for IE, at pH 4.5 to 5.

98
INFLUÊNCIA DA TEMPERATURA, CONCENTRAÇÃO DECATALISADOR E DO CO-SOLVENTE NA TRANSFORMAÇÃO
QUÍMICA DE BIOMOLÉCULAS
J. M. Carter 1*, L. Marzorati 2, A. E. Maiorano1, A. Craveiro 3, A. C. R. Severo 3, C.Matumoto1
1: IPT – Instituto de Pesquisas Tecnológicas do Estado de São Paulo S/A; Divisão deQuímica – AB; Caixa Postal 0141; 01064-970 - SÃO PAULO - SP - BRASIL
e-mail:[email protected]. Telefone: (+55) 11 376748292: IQ-USP – Instituto de Química da Universidade de São Paulo
3: Vallée S/A; Av. Engenheiro Luís Carlos Berrini, 1253, 9o andar; Broklin Novo; 04571-070 - SÃO PAULO - SP - BRASIL
As avermectinas são obtidas na forma de metabólitos secundários e intracelulares porprocesso fermentativo de Streptomyces avermitilis. Estes compostos são bio-sintetizados naforma de oito frações com diferentes graus de atividade parasiticida. Uma destas frações vemsendo largamente usada na terapêutica veterinária. No entanto, nos últimos anos, grandeatenção tem sido dada às modificações químicas dessa substância visando a obtenção denovas moléculas com atividade parasiticida mais elevada.O objetivo do presente trabalho foi verificar a influência de parâmetros de processo nahidrogenação catalítica da fração B1 do complexo de avermectinas, originando a 22, 23-dihidroavermectina, um derivado semi-sintético de elevada atividade parasiticida.A reação de hidrogenação foi conduzida em um reator Parr de 0,5 L de volume nominal,contendo a avermectina e o catalisador dissolvidos em tolueno. A velocidade de agitação e apressão de hidrogênio foram mantidas constante. Os parâmetros estudados foram: atemperatura, a concentração de catalisador e a adição de um co-solvente. A fração B1 e oproduto formado foram determinados quantitativamente por HPLC com detector UV a245nm. A fase móvel empregada foi metanol/água (80/20) com vazão de 1 mL/min.Os resultados obtidos, do estudo da cinética da reação de hidrogenação, mostraram que aconstante observada de velocidade aumenta linearmente com o aumento da concentração docatalisador nas faixas de concentrações estudadas. Por outro lado, observou-se que a cadaaumento de 10°C na temperatura, a constante observada de velocidade aumenta cerca de 2vezes e a energia de ativação calculada apresentou um valor igual a 14,0 Kcal/mol. Os ensaioscinéticos, que estudaram o efeito da adição de etanol como co-solvente, permitiram concluirque a constante observada de velocidade aumenta com o aumento da concentração de etanolpara o intervalo de concentrações estudadas.

99
DETERMINATION AND EVALUATION OF THE STABILITY ANDKINETIC PARAMETERS OF THE ENZYME β-XYLOSIDASE
Hasmann, F.A.a*; Silva, R.R.P. a; Pessoa-Jr, A.b; Roberto, I.C. a
a* Faculdade de Eng. Química de Lorena-DEBIQ-CEP 12600-000 CP. 116 - LORENA-SP
b Faculdade de Ciências Farmacêuticas–USP–CEP. 05389-970 CP. 66083 – SÃOPAULO-SP
Enzymes are proteins specialized in catalysis of biological reactions. They are among mostnoticeable biomolecules because of their extraordinary specificity and a catalytic power muchhigher than that of catalysts developed by men. This is a study of the kinetic characteristicsand stability of β-xylosidase. This enzyme belongs the xylanolytic complex, which hasimportant applications in food and in paper and cellulose industries. The xylanolytic complex,was produced by Penicillium janthinellum fungus cultivated in sugar cane bagassehemicellulosic hydrolysate, was submitted to fractionated precipitation with ethanol (20 and60% v/v) for separation of β-xylosidase enzyme. The stability and kinetic parameters weredetermined using four pH values: 3.0, 6.0, 7.0 and 9.0. The enzyme showed high stability atacid pH values (3.0 to 6.0), 70% of its catalytic activity being preserved at pH 6.0 andtemperatures of –4ºC and 4ºC. pNpX (p-nitrophenil- β-D-xylopiranoside) was the substrateused to determine the kinetic parameters k M and Vm. The characteristics of these parametersare very useful most only for the description of the enzymatic kinetics, but also for theenzyme purification and understanding of the regulator mechanisms of the enzymatic activity.The most appropriate k M and Vm values for pH 6.0 were 1.24 and 0.18, respectively.
Acknowledgments: CAPES, FAPESP and CNPq
O trabalho completo foi publicado como: HASMANN, F. A.; da SILVA, R. R. P.; PESSOA Jr, A. andROBERTO, I. C. β-Xylosidase: Stability Evaluation and Kinetic Parameters Determination. Farmácia eQuímica, 32, 29-32, 1999.

100
ANALYSIS OF A TAYLOR-POISEUILLE VORTEX FLOW REACTOR -I: FLOW PATTERNS AND MASS TRANSFER CHARACTERISTICS
Roberto de Campos Giordano1 , Raquel de Lima C. Giordano1 , Duarte Miguel F.Prazeres2 ,Charles L. Cooney3
1Departamento de Engenharia Química-Universidade Federal de São Carlos-C.P. 676-CEP13565-905-São Carlos-SP-Brasil- e-mail: [email protected]
2 Centro de Engenharia Biologica e Quimica, Instituto Superior Tecnico, Lisboa, Portugal3Chemical Engineering Department, Massachusetts Institute of Technology, Cambridge, USA
This paper shows the results of flow visualization and residence time distribution experimentsin a Taylor-Poiseuille vortex flow apparatus. It is the first of a series that starts with theidentification of flow patterns inside the device and goes up to the assessment of itsperformance as an enzymatic reactor. Our approach is to study in depth one single geometricconfiguration (radius ratio η = 0.677 and aspect ratio Γ = 18.30), adequate for use as aheterogeneous reactor and/or adsorption system in bio-processes, rather than spanning a rangeof geometries and proposing empirical expressions for mass transport coefficients. The rangeof rotations and axial flow rates used here correspond to low/moderate rotational Reynoldsnumbers (Reθ from 130 to 615, with 1.6 < Reθ/Reθ,c < 7.7) and low axial ones (Reax from0.172 to 1.067). An unusual behavior of the system was noticed in this operational region: thevortex drift velocities are less than one, and decrease continuously with increasing rotations,until a full stop. Except for Reθ close to the critical value, the downstream displacement ofvortices is slower than the mean axial velocity. The implications of this fact on the reactorperformance are discussed.

101
SÍNTESE DE ENZIMAS COAGULANTES POR FERMENTAÇÃO COMMucor miehei
Guilherme G. Silveira1; Rosana B. França2; Euclides H. Araújo3 e Eloízio J. Ribeiro3*
1- Discente do Curso de Ciências Biológicas da UFU2- Discente do Curso de Engenharia Química da UFU
3- Docente do Departamento de Engenharia Química da UFUCaixa Postal 593 CEP-38400-902- Uberlândia-MG
e-mail: [email protected]
Na fabricação da maioria dos tipos de queijo, ocorre coagulação da caseína pela ação deenzimas proteolíticas, comumente denominadas coalho, dentre as quais a mais utilizada temsido a renina, obtida industrialmente por extração a partir do quarto estômago de bezerros.Devido ao aumento crescente da produção mundial de queijos, o fornecimento de renina pormeio da referida fonte, tornou-se insuficiente, implicando na necessidade de fontesalternativas para obtenção de tais enzimas. Uma alternativa tem sido a utilização de pepsina,extraída do quarto estômago de bovinos adultos, porém de uso limitado à fabricação dequeijos que não passam por processo de maturação, tais como os frescais, devido a açãoproteolítica da mesma. Uma outra fonte de enzima que tem sido pesquisada, é a obtenção deproteases ácidas de origem microbiana, com capacidade coagulante quando misturadas aoleite. Dentre os microrganismos citados para a produção de coalho, o mais utilizadoindustrialmente é o Mucor miehei, por produzir uma enzima altamente ativa e de baixaatividade proteolítica, com propriedades semelhantes à quimiosina da renina bovina.No presente trabalho, estudou-se o crescimento do fungo M. miehei NRRL 3420, e a produçãode enzimas coagulantes, em dois tipos de meio de cultivo. Um dos meios era composto deglicose, extrato de malte, peptona, caseína e fosfato de potássio, denominado meio dereferência e um segundo tipo de meio, à base de sacarose, em concentrações variáveis,extrato de levedura e sais. As fermentações foram conduzidas em “shaker”, à temperatura de35°C e pH inicial de 5,5.Os resultados mostraram que no caso do meio de referência, a concentração celular atingiu25,0 gramas de massa seca por litro de meio e produziu enzimas coagulantes extracelulares,segundo uma cinética do tipo parcialmente associada ao crescimento, atingindo atividadescatalíticas da ordem de 150 Unidades Soxhlet, determinadas após 190 horas de fermentação.Para os meios à base de sacarose como fonte de carbono, o crescimento celular foi inferioràquele do meio de referência e as atividades enzimáticas alcançadas foram da ordem de 140Unidades Soxhlet, após 100 horas de fermentação.

102
INFLUENCE OF KLa ON HEXOKINASE PRODUCTION BYSaccharomyces cerevisiae
Daniel P. Silva,; Adalberto Pessoa-Jr*; Michele Vitolo,.
Biochemical and Pharmaceutical Technology Dept./FCF/University of São Paulo -P.O.Box 66083, CEP 05315-970, São Paulo/SP, Brazil. e-mail: [email protected], Phone:
(+55) 11 818 3710 Fax: (+55) 11 815.6386.
Hexokinase (EC 2.7.1.1), a key enzyme in carbohydrate metabolism, catalyzes the conversionof glucose into glucose-6-phosphate (G-6-P) which is an intermediate for several metabolicpathways, including glycolisis. This enzyme presents great interest as analytical reagent forthe measurement of creatin-kinase activity, ATP and hexose concentration 1. KLa measures theperformance of oxygen transfer from the gaseous to the liquid phase, i.e. the culture medium,and this article deals with the effect of this variable on the HK production by Saccharomycescerevisiae. A volume of 0.45 L of inoculum (~4.7 g dry cell/L) was poured into a 5-L NBS-MF200-New Brunswick bench fermenter (coupled with NBS dissolved oxygen controller, DO-81) containing 2.55 L of culture medium (CM). The CM composition was: 17 g/L glucose,2.4 g/L de Na2HPO4 12H2O, 0.075 g/L de MgSO4.7H2O e 5.1 g/L de (NH4)2SO4; 5.0 g/Lpeptone and 3.0 g/L yeast extract, at pH 4.0. The culture was then grown at a temperature of35oC and pH 4.0. Foaming was controlled by the addition dropwise of a mixture containingsilicone emulsion (10%) and water (90%). Agitation and aeration rates varied according toKLa values (15, 60, 135 and 230 h-1). Dissolved oxygen tension (DOT) was measured bypolarographic electrode. The air flow was measured by an in-line rotatometer and was setusing a needle valve. Aliquots of 25 mL of the fermenting medium were taken for analysis.The pH of the fermenting medium was controlled by a glass-electrode and maintained at adesired value by addition of 0,5M NaOH and 0.5 M H2SO4. Samples were collectedperiodically to follow the variation of cell concentration (X), glucose (S), hexokinase activity(P). The results showed that K La values did not significantly influenced the specific enzymeactivity. However, increased K La values provided higher specific cell growth rate (µx) andspecific substrate consumption rate (µs).
References:
(1) BERGMEYER, H. U. Methods of Enzymatic Analysis, 3rd. ed., Verlag Chemie, Weinheim, 1984.(2) PESSOA JR, A.; VITOLO, M.; HUSTEDT, H. Use of kLa as a criterion for scaling up the inulinase
fermentation process. Appl. Biochem. Biotechnol . v.57/58, p.699-709, 1996.
Acknowledgment: The authors acknowledge the financial support of FAPESP/São Paulo,Brazil.
103
HIDRÓLISE DE LACTOSE DE SORO POR MEIO DE β-GALACTOSIDASE IMOBILIZADA
Marcela Panaro Mariotti *, Erwing Paiva Bergamo, Henrique Celso Trevisan, RaederPinto
DEPARTAMENTO DE BIOQUÍMICA E QUÍMICA TECNOLÓGICAINSTITUTO DE QUÍMICA-UNESP, RUA PROF. FRANCISCO DEGNI, S/N,
ARARAQUARA, SP CEP14800-900*
Durante as últimas décadas o desenvolvimento da tecnologia de imobilização de enzima e denovos suportes tem incentivado o estudo do processo de hidrólise do soro de leite.O soro é o principal subproduto de laticínio. Apesar de ser uma solução comaproximadamente 4,5% de lactose, além de proteínas e sais minerais, seu consumo direto oucomo aditivo alimentar é relativamente pequeno. Através da enzima β-galactosidase épossível hidrolisar a lactose de soro de leite convertendo-a em (glicose-galactose), tornando-se uma solução mais doce e solúvel, com diversas vantagens em relação ao soro, quepermitem o obtenção de novos produtos economicamente atrativos. A imobilização daenzima apresenta-se como possível alternativa para viabilizar economicamente o processo.O trabalho tem como objetivo otimizar a preparação e o uso da β-galactsidase imobilizada nahidrólise do soro de leite.Através dos estudos realizados será possível verificar o comportamento da enzima β-galactosidase das duas fontes a avaliar a viabilidade técnica e econômica em processosindustriais.Empregou-se a β-galactosidase de duas fontes distintas: Klyveromyces fragilis e Aspergillusoryzae, analisando-se a atividade inicial e estabilidade térmica.Uma análise geral dos dados evidenciou que a β-galactosidase de K. fragilis apresentou umaalta atividade (3000U/g) em relação à β-galactosidase de A. oryzae (561U/g), embora nãotivesse apresentado boa estabilidade. Na tentativa de melhorar a estabilidade da enzima de K.fragilis, variou-se a quantidade de glutaraldeído, estudando-se ainda o sobre a atividadedurante a imobilização por adsorção e ligações cruzadas.Os testes realizados em reatores confirmaram a melhor estabilidade para a enzima de Aoryzae, que operou durante 130 dias com solução de lactose 4,5% a 40 °C e 40 dias com soromicrofiltrado a 45°C, restando 30% da atividade inicial, enquanto a enzima de K. fragilisoperou durante 24h a 40°C resultando numa atividade de apenas 5-10% da inicial. Os testesrealizados permitiram observar que a enzima de K. fragilis apesar de alta atividade, possuiuma baixa estabilidade e o uso do glutaraldeído apresenta efeito negativo na atividade daenzima.Na enzima de A oryzae, apesar de apresentar uma atividade menor foi observada uma boaestabilidade em reatores de leito fluidizado. O glutaraldeído não possui efeito negativo sobrea enzima.
Apoio: FAPESP/CNPq
104
EFFECT OF THE TEMPERATURE IN THE ACTIVITY ANDSTABILITY OF CRUDE EXTRACT OF FPase OF Aspergillus niger IZ-91
Claudio L. Aguiar2* e Tobias J. B. Menezes3
2* Depto. of Agro-indústria, Alimentos e Nutrição; Escola Superior de Agricultura"Luiz de Queiroz"/USP; Av. Pádua Dias, 11; 13418-900 - PIRACICABA - SP; fone
(+55)4294132; fax (+55)4294275; e-mail: [email protected];3 Depto. of Agro-indústria, Alimentos e Nutrição; Escola Superior de Agricultura "Luiz
de Queiroz"/USP; PIRACICABA - SP
Several have been the factors analyzed with the objective of obtaining great amounts ofcellulolitic enzymes for microorganisms, such as type and concentration of sources of carbon,pH, the induction and inhibition, as well as temperature. The effects of the temperature in thestability of crude enzymatic preparations can be quite different from the purified enzyme.The objective of this work was evaluate the effect of the temperature in the activity andstability of the crude extract of total cellulase, or FPase, of Aspergillus niger IZ-9.For the measure of the work temperature, it was made the incubation for 30, 40, 50, 60 and70oC for 1 hour and, for the determination of the effect of the temperature in the enzymaticstability, it was made the incubation of the crude extract to the same temperatures in growingintervals of time (30, 60, 120, 180 and 240 minutes). Samplings were made to determine thecellulolitic activity by spectrophotometric method after reaction with dinitrosalicylic acid(DNS).With relationship to the work temperature, the maximum enzymatic activity was obtained for60oC (0,44 UI.mL-1), followed by 0,33 UI.mL -1, to 50oC.The total cellulase showed to be practically stable to the temperatures of 30 and 40 oC, withlosses of the activity around 6,3 and 9,4%, while at 60 and 70 oC, it was perceived greatreduction of the initial activity. Although the enzyme has presented maximum activity for60oC, it was not tolerant to this temperature. To the temperature of 50 oC, the activity was notvery smaller, even so the stability to this temperature was larger, with loss of 25% of theinitial activity. In the temperatures of 60 and 70oC, the fall was of approximately 55%, on theaverage, after 240 minutes.Therefore, between the analyzed temperatures, to for 50 oC the activity of the crude extract oftotal cellulase would be the more indicated to the hydrolytic processes.
[1CAPES]
105
SELEÇÃO DE FUNGOS CELULOLÍTICOS
Leda Isabel L. C. Valente, Pedro De Oliva - Neto*
Faculdade de Ciências e Letras de Assis — Unesp. Departamento de Ciências Biológicas.*Avenida D. Antônio, 2100. CEP 19800-000 Departamento de Ciências Biológicas; Assis
- SP - Brasil
Nos ambientes naturais a celulose constitui cerca de 1/3 da matéria orgânica vegetal.Sendo o principal componente da parede celular das plantas, sua decomposição possui umsignificado especial no ciclo biológico do carbono. Com o objetivo de se utilizar abiomassa celulósica, um recurso renovável e disponível em grandes quantidades nomundo, têm sido realizados trabalhos, tanto em pesquisa relacionada com a microbiologiada degradação da celulose, como em sua utilização industrial para produção de açúcares.A maior parte dos processos de produção de enzimas celulolíticas estudadas em escalapré-industrial utilizam o fungo Trichoderma reesei, em fermentação submersa. A seleçãode fungos com alta atividade nas enzimas celulase e xilanase é fundamental para o avançotecnológico nesta área. Iniciou-se um trabalho de seleção dos fungos com essacapacidade, existentes na coleção de culturas do Laboratório de Bioquímica eMicrobiologia do campus de Assis. Numa seleção inicial, os fungos foram testados quantoa sua habilidade de degradar o papel de filtro e/ou capim colonião seco. Para tal, foi usadomeio líquido, em tubo de ensaio, suficiente para cobrir 2/3 de uma fita (7 x 1cm) de papelde filtro Whatman no 1. Este meio continha além do papel, 4 g/l de (NH 4)2SO4, 2.0 g/l deKH2PO4, 0.3 g/l de uréia, 0.3 g/l de MgSO4. 7H2O, 0.3 g/l de CaCl2, 5.0 mg/l de FeSO4.7H2O, 1.56 mg/l de Mn So4.H2O, 2.0 mg/l de CoCl2, e 1.40 mg/l de Zn SO4.7H2O, e o pHcorrigido para 4.8. Os microrganismos capazes de degradar a fita de papel em menos de14 dias foram selecionadas. Estes foram então submetidos a um novo cultivo, contendocapim (com as mesmas dimensões do papel de filtro). As cepas foram incubadas àtemperatura de 28oC e 32oC. Das cepas testadas até o momento, as que mais se destacarama 28oC foram o Phanerochaete chrisosporium, com uma porcentagem de hidrólise docapim de 76%, o CCT 2768 com 71% e o FCLA 105 com 63,5% de hidrólise. A 32 oC o P.chrisosporium teve 77% de hidrólise do capim e o FCLA 483, 65% de hidrólise. Após estaetapa iniciamos o cultivo de T. reesei CCT 2768 em meios com variadas formulações,visando testar a influência da lactose, extrato e farinha de levedura, concentração docapim, efeito do melaço e atividade enzimática específica nesses diferentes meios. Amaior porcentagem de hidrólise do capim foi de 42-43% em 72 horas com os meios:capim 2% como fonte de carbono e um complemento de sais incluindo sulfato de amônia(1,5%) como fonte nitrogenada; e capim 2% mais complemento orgânico com melaço(0,5%), sulfato de amônia (0,4%) e farinha de levedura (0,5%). Lactose até 1% causouefeito estimulador do complexo celulolítico, porém concentrações superiores (5%) causaminibição do mesmo. Após término da seleção das cepas será testada a otimização daprodução de celulases e xilanases com as cepas mais promissoras, nos meios selecionados,visando futuras aplicações.
106
107
PURIFICAÇÃO DE UMA MALATO DESIDROGENASE DE ORIGEMMICROBIANA.
Luiz Eduardo Thans Gomes, Hideko Yamanaka* e Cecília Laluce.
DEPARTAMENTO DE QUÍMICA ANALITÍCA, INSTITUTO DE QUÍMICA-UNESP,RUA PROFESSOR FRANCISCO DEGNI, S/N ARARAQUARARA - SP, CEP 14800-
120.
A enzima malato desidrogenase (MDH) encontra um vasto campo de aplicações analíticaspodendo ser utilizada na determinação de acido malico em sucos de morango e maçã (1,2),vinhos (3) e na área clínica é utilizada na dosagem de transaminase glutâmica oxaloacética(TGO), já que a atividade desta enzima aumenta 20 vezes no soro de pacientes com infartoagudo no miocárdio (4). Laluce e colaboradores (5) desenvolveram metodologia para aprodução da MDH a partir de Streptomyces aureofaciens, linhagem NRRL-1286.O objetivo deste trabalho é desenvolver procedimento para purificação da malatodesidrogenase microbiana já que a maioria das enzimas empregadas na área analítica são deorigem animal, o que aumenta e de custo relativamente elevado.A enzima foi obtida em mesa incubadora e após a extração da enzima intracelular, o primeiropasso purificativo empregado foi precipitação salina com sulfato de amônio. A enzima foiobtida na faixa compreendida entre 60 e 70% de saturação, apresentando um fator depurificação igual a 2. A próxima etapa foi a utilização de resinas de troca iônica do tipoDEAE Trisacriyl. Foi utilizada primeiramente uma resina do troca aniônica. Esta resinaapresentou em uma primeira instância resultados insatisfatórios, já que a enzima depois de serprecipitada com sulfato de amônio dializada e percolada em uma coluna com a resina emquestão, era obtida sem atividade. Porém aplicando-se o extrato enzimático bruto diretamentena mesma coluna a malato desidrogenase foi eluida aplicando-se um gradiente de 0-0,5 mol/Lde NaCl e obtida com boa atividade.
Referências bibliográficas:1. R.H.Evans, A.W. van Soestbergen and K.A.Ristow, J. Assoc. Off. Anal. Chem. 66(6):
1517,1983.2. F.G.R. Reyes, R.E. Wrolstad and C.J. Cornwell, J.Assoc.Off.Anal.Chem., 65(1):126, 1982.3. L.P. McCloskey, Am. J .Enol.Vitic.31(3): 212, 1980.4 J.S. LaDue, F.Wroblewski, and A.Karmen, Science 120: 497, 1954.5. C.Laluce, J.R Ernandes and R.Molinari, Appl. Environ. Microbiol.53(8):1913,1987.

108
CARACTERIZAÇÃO FISICO QUÍMICA DA PECTINA DO SUCO DEACEROLA
E. S. Mendes1*, S. C. Costa2, S. T. D. Barros1 e L. M. Fernandes1
1Departamento de Engenharia Química, Universidade Estadual de Maringá; Av.Colombo, 5790; 87020-900-MARINGÁ - PR; fone 44 261 4323; fax 44 261 3440;e-
mail:[email protected] de Bioquímica, Universidade Estadual de Maringá; MARINGÁ - PR
Há muito tempo o Brasil se destaca como um grande produtor de frutas a nível mundialdevido a sua privilegiada extensão territorial unida a ótimas condições climáticas e hídricas.Dentre estas frutas, a acerola ou cereja-das-Antilhas (Malpighia punicifolia L.) é consideradaa planta da década de 90, pelo seu elevado teor de vitamina C. Devido a natureza perecível dofruto, o mercado internacional se interessa basicamente pela sua polpa e por seu sucoconcentrado. Os processos de separação com membranas se baseiam na permeabilidadeseletiva de um ou mais componentes de uma mistura através de uma membrana, apresentandovantagens em relação ao processo clássico de concentração. Na maioria das vezes, ofracionamento ocorre sem mudança de fase, em temperatura ambiente, sem haja necessidadede utilização de fonte térmica; o que significa uma considerável economia de energia.Incluindo assim as brandas condições, o uso das membranas proporciona uma melhoria naqualidade do produto final, preservando substâncias termosensíveis.Sendo as pectinas comuns a todas as paredes e também presentes nas camadas intercelularesdas frutas, duas propriedades merecem atenção; a capacidade de formação de gel e a atraçãoiônica. A capacidade de formação de gel depende basicamente do peso molecular e do grau demetoxilação.O objetivo deste trabalho é realizar a caracterização físico-química das substâncias pécticaspresentes no suco, bem como determinar a ação da pectinase sobre parâmetros queinfluenciam o fluxo e a limpeza da membrana. A análise espectroscópica ( C13 NMR) dasubstância péctica isolada da polpa pelo método de McCready* (1965) mostrou que se tratade uma pectina de alto metoxil, ( δ= 55,880 ppm) e de baixo conteúdo de ácido galacturônico(50,4%) determinado pelo método do Carbazol. A solução de pectina em presença depectinase tiveram a viscosidade aparente drasticamente reduzida após 20 minutos deincubação . Os hidrolisados enzimáticos de substâncias pécticas e do suco natural de acerolaforam analisados através de CLAE, sendo detectada a presença de ácido D-Galacturônico.
*Mccready, R.M., Pectin and PecticAcid, In : Methods in Carbohydrate Chemistry ,Academica, New York, Vol V, p.167-70, 1965.
109
FATORES INFLUENCIANDO A FORMAÇÃO DE ENZIMASXILANOLÍTICAS PELA ARQUEBACTÉRIA HIPERTERMOFÍLICA
Pyrodictium abyssi
Carolina M. Andrade1, Maria Cristina A. Maia1, Garo Antranikian2, Nei Pereira Jr1*
1UNIVERSIDADE FEDERAL DO RIO DE JANEIRO /ESCOLA DEQUÍMICA/DEPARTAMENTO DE ENGENHARIA BIOQUÍMICA, CENTRO DETECNOLOGIA, BLOCO E, ILHA DO FUNDÃO, 21940-900, RIO DE JANEIRO
FAX (021)590-4991, E-MAIL: [email protected] UNIVERSITÄT HAMBURG-HARBURG, GERMANY.
Aplicações potenciais de xilanases microbianas nas indústrias de polpa e papel tem sidoamplamente divulgadas. Através da adição de xilanases termoestáveis à polpa não branqueadaé possível remover parte da lignina pela hidrólise das ligações que ligam a lignina via xilana,às fibras de celulose. O uso de hemicelulases em bio-branqueamento é considerado uma dasmais importantes novas aplicações industriais de enzimas. A hidrólise enzimática de xilanalibera, parcialmente, a lignina da polpa consequentemente reduzindo a quantidade de clororequerido no branqueamento químico convencional de papel e, sequencialmente,minimizando a geração de efluentes organoclorados tóxicos ao meio ambiente. Xilanasestambém podem ser usadas na clarificação de sucos de frutas, produção de fluidos e sucos apartir de vegetais, em processos para fabricação de café líquido e correção de característicasde vinho. O objetivo do presente trabalho foi avaliar a influência de diferentes fontes decarbono na produção da xilanase termoestável de Pyrodictium abyssi.A primeira detecção de xilanases no domínio Archaea foi feita em extratos dohipertermofihico Pyrodictium abyssi, após crescimento em meios contendo diferentes xilanascomo fonte de carbono. Entre os carboidratos usados, xilana de “oat-spelt” apareceu comomelhor indutor para endoxilanase e β-xilosidase. Estudos de microscopia eletrônica nãoapresentaram nenhuma diferença (p.ex. xilanosomas) quando P. abyssi foi crescido nosdiferentes carboidratos.Devido às propriedades fisico-químicas das xilanases termoestáveis de Pyrodictium abyssi,elas apresentam nítido potencial de aplicação, não só em processos de bio branqueamento,como também em processos de clarificação de sucos de frutas.
Apoio financeiro: FUJB, CNPq e FAPERJ.

110
PRODUCTION OF AMYLASES BY Aspergillus tamarii.
Francieli A. de Lima, Sophia R.F. Pedrinho, Fabiana G. Moreira, VeridianaLenartovicz, Cristina G. M. de Souza and Rosane M. Peralta*
Laboratório de Bioquímica e Fisiologia de Microrganismos, Departamento deBioquímica, Universidade Estadual de Maringá, Maringá, PR, Brazil, 87.020-900,
phone: 0xx442614715 e-mail: [email protected]
Several types of enzymes are involved in the degradation of starch, mainly α-amylase, β-amylase and glucoamylase. These enzymes are common in fungi, and different strains ofAspergillus are often used as sources of industrial amylases. Although genetic manipulationby classical mutation techniques and recombinant DNA technology are frequently used toincrease the expression levels of amylases in well-known microorganisms, traditionalscreening procedures make possible to find new attractive wild organisms able to producehigh amylolytic titles. Considering that a strain of Aspergillus tamarii isolated from soilduring a screening programme for xylanase producing microorganisms showed great growthrate in starch as the only carbon source, the purpose of this work was to investigate the effectof different culture conditions in the production of amylases by A. tamarii as well as the effectof pH and temperature in the enzyme activity. The cultures were developed on 250 ml flaskscontaining 50 ml of mineral solution supplemented with various carbon sources at 1% at 30 o
C on a rotary shaker at 120 rpm or under static conditions. Flasks were harvested at periodicintervals, the contents filtered through tared filter paper and the mycelia dried to constatnweigh at 60o C. The filtrates were assayed for α-amylase and glucoamylase activities andprotein. Constitutive production of glucoamylase and α-amylase was detected in sucrose,cellobiose and glucose cultures, but active synthesis of both enzymes took place duringgrowth on maltose, starch, amylose, amylopectin and glycogen. Although higher biomasslevels were obtained with shaking cultures, a four-fold increase in both glucoamylase and α-amylase activities was observed under static conditions. The production of amylases by A.tamarii was tolerant to a wide range of initial culture pH values (from 4 to 10). The optimaltemperature for growth and enzyme production was 30 o C. Temperatures between 30 o and 42o
C had little influence on growth and amylase production, and the fungus did not grow attemperatures above 42 o C. The filtrates of starch and maltose cultures were dialyzed againstwater, the proteins concentrated by precipitation with cold acetone (2:1), and then loaded onto a DEAE-cellulose column. Approximately 70% of the total amylase activity was due to anα-amylase and 30% was due to a glucoamylase. Both partially purified enzymes had optimalactivities at pH values between 4.5 to 6.0 and were stable under acid conditions (pH 4.0-7.0).The enzymes exhibited optimal activities at temperatures between 50 o and 60o C and werestable for more than tem hours at 55 o C. Some characteristics of A. tamarii such as easycultivation, production of two types of amylases on cultures at different pH and temperatureconditions, and stability of the amylases at acidic range of pH, make this fungus a potentialsource of amylase for future biotechnological applications.
Supported by: CNPq, UEM
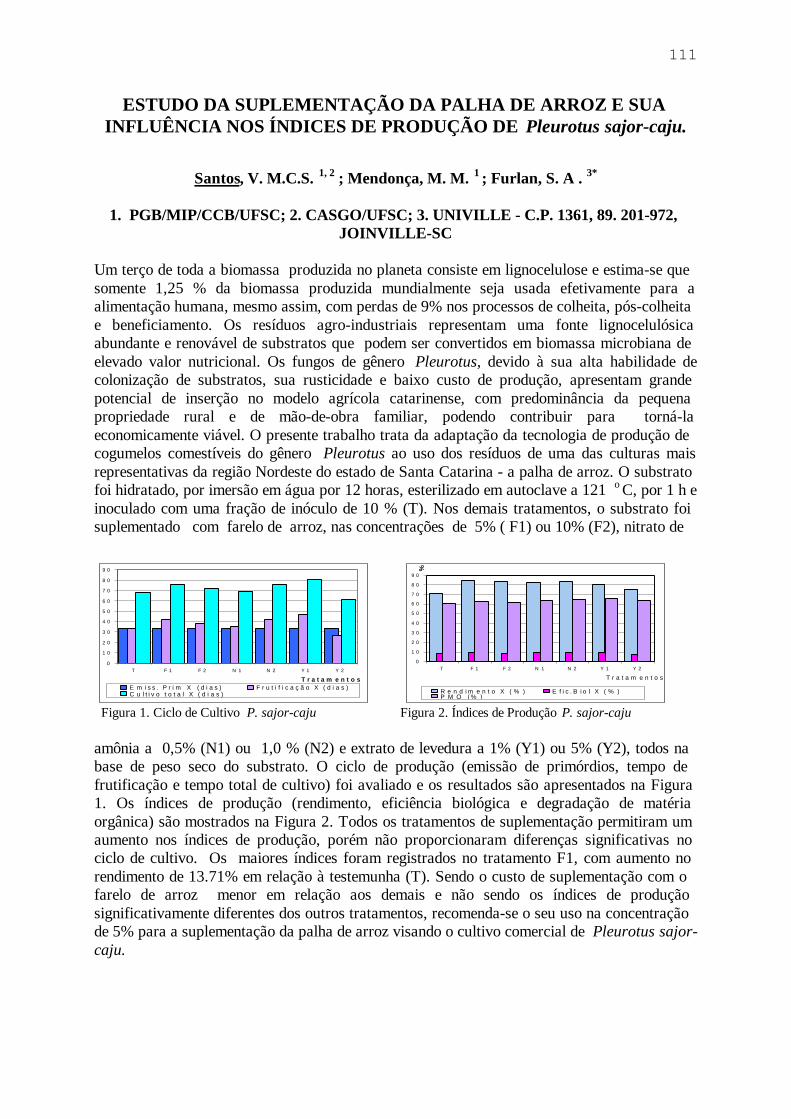
111
ESTUDO DA SUPLEMENTAÇÃO DA PALHA DE ARROZ E SUAINFLUÊNCIA NOS ÍNDICES DE PRODUÇÃO DE Pleurotus sajor-caju.
Santos, V. M.C.S. 1, 2 ; Mendonça, M. M. 1 ; Furlan, S. A . 3*
1. PGB/MIP/CCB/UFSC; 2. CASGO/UFSC; 3. UNIVILLE - C.P. 1361, 89. 201-972,JOINVILLE-SC
Um terço de toda a biomassa produzida no planeta consiste em lignocelulose e estima-se quesomente 1,25 % da biomassa produzida mundialmente seja usada efetivamente para aalimentação humana, mesmo assim, com perdas de 9% nos processos de colheita, pós-colheitae beneficiamento. Os resíduos agro-industriais representam uma fonte lignocelulósicaabundante e renovável de substratos que podem ser convertidos em biomassa microbiana deelevado valor nutricional. Os fungos de gênero Pleurotus, devido à sua alta habilidade decolonização de substratos, sua rusticidade e baixo custo de produção, apresentam grandepotencial de inserção no modelo agrícola catarinense, com predominância da pequenapropriedade rural e de mão-de-obra familiar, podendo contribuir para torná-laeconomicamente viável. O presente trabalho trata da adaptação da tecnologia de produção decogumelos comestíveis do gênero Pleurotus ao uso dos resíduos de uma das culturas maisrepresentativas da região Nordeste do estado de Santa Catarina - a palha de arroz. O substratofoi hidratado, por imersão em água por 12 horas, esterilizado em autoclave a 121 o C, por 1 h einoculado com uma fração de inóculo de 10 % (T). Nos demais tratamentos, o substrato foisuplementado com farelo de arroz, nas concentrações de 5% ( F1) ou 10% (F2), nitrato de
Figura 1. Ciclo de Cultivo P. sajor-caju Figura 2. Índices de Produção P. sajor-caju
amônia a 0,5% (N1) ou 1,0 % (N2) e extrato de levedura a 1% (Y1) ou 5% (Y2), todos nabase de peso seco do substrato. O ciclo de produção (emissão de primórdios, tempo defrutificação e tempo total de cultivo) foi avaliado e os resultados são apresentados na Figura1. Os índices de produção (rendimento, eficiência biológica e degradação de matériaorgânica) são mostrados na Figura 2. Todos os tratamentos de suplementação permitiram umaumento nos índices de produção, porém não proporcionaram diferenças significativas nociclo de cultivo. Os maiores índices foram registrados no tratamento F1, com aumento norendimento de 13.71% em relação à testemunha (T). Sendo o custo de suplementação com ofarelo de arroz menor em relação aos demais e não sendo os índices de produçãosignificativamente diferentes dos outros tratamentos, recomenda-se o seu uso na concentraçãode 5% para a suplementação da palha de arroz visando o cultivo comercial de Pleurotus sajor-caju.
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
T F 1 F 2 N 1 N 2 Y 1 Y 2
T r a t a m e n t o s
%
R e n d i m e n t o X ( % ) E f i c . B i o l X ( % )P M O ( % )
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
T F 1 F 2 N 1 N 2 Y 1 Y 2
T r a t a m e n t o sE m i s s . P r i m X ( d i a s ) F r u t i f i c a ç ã o X ( d i a s )C u l t i v o t o t a l X ( d i a s )
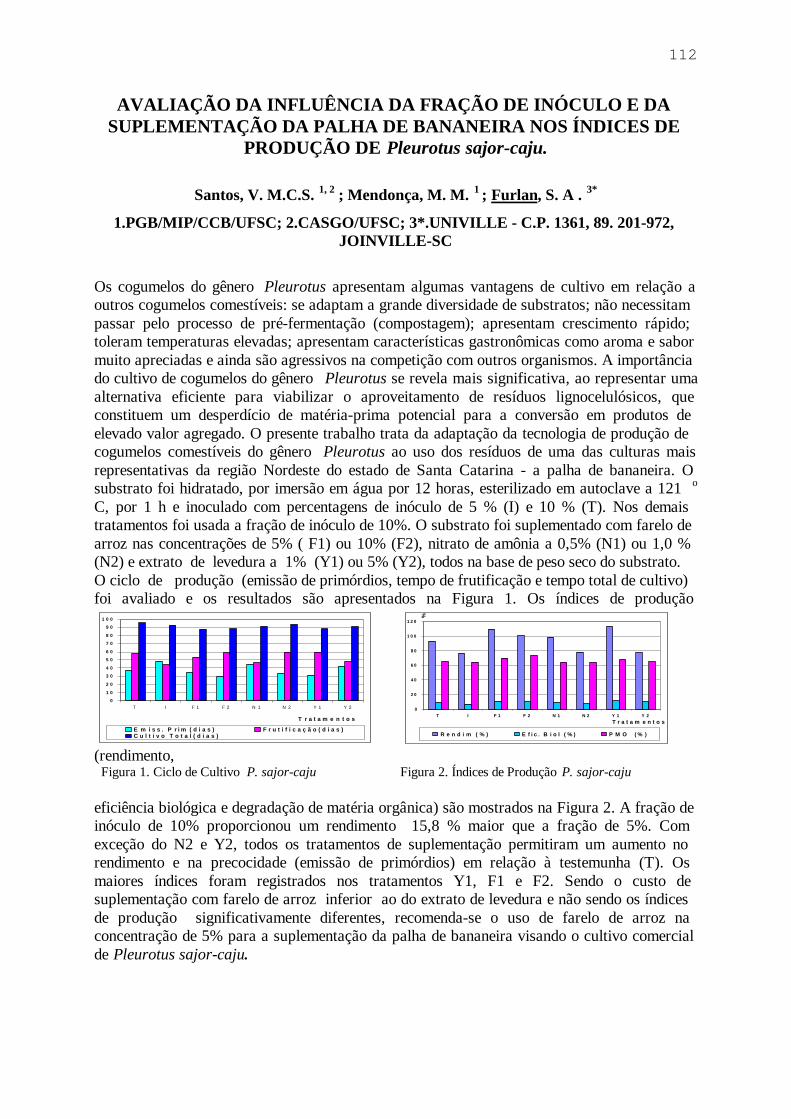
112
AVALIAÇÃO DA INFLUÊNCIA DA FRAÇÃO DE INÓCULO E DASUPLEMENTAÇÃO DA PALHA DE BANANEIRA NOS ÍNDICES DE
PRODUÇÃO DE Pleurotus sajor-caju.
Santos, V. M.C.S. 1, 2 ; Mendonça, M. M. 1 ; Furlan, S. A . 3*
1.PGB/MIP/CCB/UFSC; 2.CASGO/UFSC; 3*.UNIVILLE - C.P. 1361, 89. 201-972,JOINVILLE-SC
Os cogumelos do gênero Pleurotus apresentam algumas vantagens de cultivo em relação aoutros cogumelos comestíveis: se adaptam a grande diversidade de substratos; não necessitampassar pelo processo de pré-fermentação (compostagem); apresentam crescimento rápido;toleram temperaturas elevadas; apresentam características gastronômicas como aroma e sabormuito apreciadas e ainda são agressivos na competição com outros organismos. A importânciado cultivo de cogumelos do gênero Pleurotus se revela mais significativa, ao representar umaalternativa eficiente para viabilizar o aproveitamento de resíduos lignocelulósicos, queconstituem um desperdício de matéria-prima potencial para a conversão em produtos deelevado valor agregado. O presente trabalho trata da adaptação da tecnologia de produção decogumelos comestíveis do gênero Pleurotus ao uso dos resíduos de uma das culturas maisrepresentativas da região Nordeste do estado de Santa Catarina - a palha de bananeira. Osubstrato foi hidratado, por imersão em água por 12 horas, esterilizado em autoclave a 121 o
C, por 1 h e inoculado com percentagens de inóculo de 5 % (I) e 10 % (T). Nos demaistratamentos foi usada a fração de inóculo de 10%. O substrato foi suplementado com farelo dearroz nas concentrações de 5% ( F1) ou 10% (F2), nitrato de amônia a 0,5% (N1) ou 1,0 %(N2) e extrato de levedura a 1% (Y1) ou 5% (Y2), todos na base de peso seco do substrato.O ciclo de produção (emissão de primórdios, tempo de frutificação e tempo total de cultivo)foi avaliado e os resultados são apresentados na Figura 1. Os índices de produção
(rendimento, Figura 1. Ciclo de Cultivo P. sajor-caju Figura 2. Índices de Produção P. sajor-caju
eficiência biológica e degradação de matéria orgânica) são mostrados na Figura 2. A fração deinóculo de 10% proporcionou um rendimento 15,8 % maior que a fração de 5%. Comexceção do N2 e Y2, todos os tratamentos de suplementação permitiram um aumento norendimento e na precocidade (emissão de primórdios) em relação à testemunha (T). Osmaiores índices foram registrados nos tratamentos Y1, F1 e F2. Sendo o custo desuplementação com farelo de arroz inferior ao do extrato de levedura e não sendo os índicesde produção significativamente diferentes, recomenda-se o uso de farelo de arroz naconcentração de 5% para a suplementação da palha de bananeira visando o cultivo comercialde Pleurotus sajor-caju.
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
T I F 1 F 2 N 1 N 2 Y 1 Y 2
T r a t a m e n t o s
E m i s s . P r i m ( d i a s ) F r u t i f i c a ç ã o ( d i a s )C u l t i v o T o t a l ( d i a s )
0
2 0
4 0
6 0
8 0
1 0 0
1 2 0
T I F 1 F 2 N 1 N 2 Y 1 Y 2T r a t a m e n t o s
%
R e n d i m ( % ) E f i c . B i o l ( % ) P M O ( % )

113
THE INFLUENCE OF SALTS AND ORGANIC SOLVENTS ONLACCASE ACTIVITY FROM PLEUROTUS OSTREATUS STR.
FLORIDA
Oldair D. Leite, Asae S. Endo, Bruna S. Bernardo, Suely M. Obara-Doi,Rafael C. Fonseca and *Aneli M. Barbosa
Depto. de Bioquímica -CCE, Universidade Estadual de Londrina; CampusUniversitário; CxP 6001. CEP 86051-990 -Londrina-PR, Brasil.
Fone: (+55) 43 3714270 Fax: (+55) 43 371 4216E-mail : [email protected].
Laccases are multi-nuclear copper-containing (poly)phenol oxidases produced by manydifferent fungi, and in particular the white-rot fungi. They are implicated in ligninolysis andin the degradation of xenobiotics, and hence find application in processing of paper andtextiles, and in biotransformation reactions. In this work, the white-rot fungus, Pleurotusostreatus (str. Florida), which produces 2 laccases (PPO-I and PPO-II), was cultivated inminimum salts medium containing 0.2 % w/v yeast extract, 1% w/v glucose, and 2 mMveratryl alcohol in submerged culture over 7 days at 28 °C. The culture filtrate was dializedagainst de-ionized water and freeze dried. A 10 % (w/v) enzyme solution was used to studythe effect of salts and some organic solvents on the activity of both laccases. PPO-I andPPO-II activities were determined using ABTS and DMP as substrates, respectively, at50 °C, and at their respective optimum pH (4.0 and 5.0). PPO-I was inhibited at 10 mMconcentrations of ZnSO 4 (30 %), CuSO4 (50 %), HgCl2 (100 %), CoNO3 (52 %), EDTA(62 %), ascorbic acid (100 %), thiourea (76 %), and sodium metabisulfite (100 %). PPO-IIactivity was inhibited by NaF (82 %), sodium azide (98 %), ascorbic acid (100 %), thiourea(10 %) and sodium metabisulfite (100 %). Both laccases maintained total activity in thepresence of DMSO during 60 min, and the stabilities were lowest in the presence ofacetone, methanol and 1,4-dioxane, over the same period.
Supported by: CNPq - PIBIC, PPG-UEL

114
LOW MOLECULAR WEIGHT COMPOUNDS WITH OXIDATIVEACTIVITY PRODUCED BY WOOD-ROTTING FUNGI
Medeiros,C.L., Machuca, A., Milagres,A. M. F *.
Dept. of Biotechnology, Faculdade de Engenharia Química de Lorena – FaenquilLorena – SP, CP 116 CEP 12 600 000- Brazil
For many years, the wood decay process by fungi was associated almost exclusively withlignocellulosic enzymes production. However, recent studies by electron microscopy haveshown that fungal enzymes are too large to penetrate into the cell wall in the early stages ofdecay. Thus, the hypothesis that low-molecular mass agents may initiate the breakdown ofboth cellulose and lignin was proposed (1). An extracellular low-molecular mass componentwith catalytic properties was isolated from liquid cultures containing wheat bran ascomyceteThermoascus aurantiacus (2). These compounds have not only a high affinity for the ferricform of iron, but also mediate the reduction of this metal at low pH. The purpose of this workwas to obtain low-molecular weight (LMW) compounds from liquid culture of wood-rot fungiand investigate the redox properties. Ten wood decaying fungi were cultivated understationary conditions in 2% malt extrat medium for 30 days. The siderophore production andthe phenoloxidase activity were determined. The brown-rot fungi, Poria cocos andLaetiporius sulfureus produced a CAS (chromo azurol S) reaction corresponding to 68% and46% of siderophores, respectively. Except for Phellinus pini and Phanerochaetechrysosporium, all the other fungi produced a small amount of siderophores (about 20%), andhad phenoloxidase activity with 2,2’azinobis (3-ethylbenzthiazoline-6-sulfonate) (ABTS),2,6-dimetoxiphenol and o-dianisidine. The extracts of these fungi were filtered in membraneswith a 10 KDa cut-off. A small phenoloxidase activity was detected in Trametes versicolorand Poria medula-panis ultrafiltrates. The supernatants of Trametes versicolor and Poriamedula-panis and the ascomycete Thermoascus aurantiacus were further ultrafiltrated using amembrane with 5 kDa molecular weight cut-off. This last fungi was used as a reference owingto the fact that it had been previously described as a producer of low molecular weightcompounds with low phenoloxidase activity (2). The phenoloxidase activity and siderophorewere determined in the filtrates (< 5 kDa). The LMW compounds from the three fungioxidized (ABTS), a typical phenoloxidase substrate, at pH 3. These results show that althoughthe LMW does not have an enzymatic nature, the kinectic properties displayed by it were verysimilar those typical phenoloxidases.
References1. Evans, C.S., Dutton, M.V., Guillén, F., Veness, R.G. (1994) FEMS Microbiol. Ver. 13 ,235-239.2. Machuca,A., Aoyama,H., Duran, N. (1999) Biochem. Biophys. Res. Commun 256,20-26 .
AcknowledgmentsSupported by FAPESP, CNPq and SCT-FAENQUIL
115

116
ESTUDO COMPARATIVO ENTRE PENICILINA G ACILASESPRODUZIDAS POR E. coli e B. megaterium 14945
Laura Marina Pinotti1; Astréa F.Souza Silva1, Rubens Monti2, Raquel L. C. Giordano1*
1Departamento de Engenharia Química-Universidade Federal de São Carlos-C.P. 676-CEP13565-905-São Carlos-SP-Brasil- e-mail: [email protected]
2 Departamento de Alimentos e Nutrição-UNESP-Araraquara
Neste trabalho foi inicialmente estudada a performance de várias técnicas para purificacação econcentração de Penicilina G Acilases produzidas por B. megaterium and E. coli. A seguir,foram preparados derivados insolúveis das enzimas, através da imobilização multipontualdelas em agarose ativada com grupos glioxil. As estabilidades térmicas da enzima solúvel erespectivo derivado multipontual de PGA produzida por B. megaterium foram comparadascom as da enzima solúvel e respectivos derivados uni e multipontuais de PGA produzida porE. coli. As duas enzimas apresentaram diferentes rendimentos durante ensaios de precipitaçãocom etanol. As técnicas que mostraram melhores resultados foram diálise e concentração comsacarose. As enzimas produzidas pelos dois microrganismos mostraram similarcomportamento quanto à estabilidade térmica, com os derivados multipontuais de ambas asenzimas apresentando estabilidade muito maior que as apresentadas pelas enzimas solúveis epelo derivado unipontual de E. coli.

117
STUDY OF DIFFERENT MEDIA FOR PRODUCTION OFPENICILLIN G ACYLASE FROM BACILLUS MEGATERIUM ATCC
14945
Laura Maria Pinotti; Astréa F.S. Silva; Rosineide G. da Silva; Raquel L. C. Giordano*
Departamento de Engenharia Química-Universidade Federal de São Carlos-C.P. 676-CEP13565-905-São Carlos-SP-Brasil- e-mail: [email protected]
In this work, several fermentation media were tested for the production of Penicillin GAcylase (PGA) using B. megaterium. The carbon sources studied were glucose and lactose.The nitrogen sources studied were enzymatic casein hydrolysates produced with proteases ofdifferent specificity. The replacement of glucose by cheese whey and the addition of freeamino acids in the PGA production were also tested. The results showed a strong correlationbetween the nitrogen source and enzyme yield and the presence of glucose repression. Thehighest enzyme concentration achieved was 138 IU/L using casein hydrolyzed withAlcalase 0.6 L and cheese whey.
118
IMOBILIZAÇÃO DE LIPASE MICROBIANA EM QUITOSANAE CARACTERIZAÇÃO DAS PROPRIEDADES HIDROLÍTICAS
DA ENZIMA IMOBILIZADA
Ernandes B. Pereira1 Heizir F. de Castro2; Flávio F. de Moraes1; Gisella M. Zanin1*
1*Depto. de Engenharia Química; Universidade Estadual de Maringá;Av. Colombo, 5790; 87020-900 – MARINGÁ-PR; fone (+55)-442632652;
2Depto. de Engenharia Química; Faculdade de Engenharia Química de Lorena;CP. 116, 12600-000, LORENA-SP.
Este trabalho tem como finalidade principal a produção de derivados de lipase imobilizada emquitosana (suporte de baixo custo), visando sua aplicação em reações hidrolíticas. Osderivados foram obtidos por adsorção física usando hexano como meio de dispersão. Doistipos de quitosana (grau analítico e farmacêutico) foram usados para imobilizar lipase de fontemicrobiana (Candida rugosa) e de células animais (pâncreas de porco). Os melhoresresultados com relação à retenção de proteína (80%) e eficiência de imobilização (35%) foramobtidos para a lipase microbiana e quitosana de grau farmacêutico.A caraterização das propriedades hidrolíticas foi efetuada por meio de um estudo comparativoentre lipase livre e imobilizada em termos de pH, temperatura, estabilidade térmica eestabilidade operacional. Mediante o procedimento de imobilização, ocorreram modificaçõespara pH mais ácido (6,0) e para maior valor de temperatura ótima (45 0C) quando comparadocom os valores originais da lipase na sua forma livre (pH ótimo 7,0 e temperatura de 37 0C).Os perfis das curvas de estabilidade térmica indicaram que o derivado imobilizado apresentouuma maior estabilidade térmica que a lipase livre. Enquanto a lipase livre é rapidamentedesativada em temperaturas superiores a 40°C (Kd=0,039 e t1/2=17,76 h), o derivadoimobilizado em quitosana só apresentou inativação térmica em temperaturas superiores a 50 °C (Kd=0,039 e t1/2=17,76 h). A estabilidade operacional da lipase imobilizada em quitosanafoi verificada em bateladas cíclicas de hidrólise do azeite de oliva que revelou um tempo demeia-vida de 5,0 horas a 370C.
Apoio: CAPES e FAPESP

119
PRODUCTION OF LACTOOLIGOSACCHARIDES FROM LACTOSEUSING β-GALACTOSIDASE
Alexandre S. B. Azevedo; Flávio F. de Moraes and Gisella M. Zazin
State University of Maringá, Chemical Engineering DepartmentAv. Colombo, 5790–BL E46–S09–Zip Code 87020-900
MARINGÁ–PR–BRAZILE-mail: [email protected]
Lactooligosaccharides are sugars formed during β-galactosidase action on lactose. They arenot susceptible to decomposition by the enzymes of the intestinal tract, being considered non-caloric sugars. The great advantage of the lactooligosaccharides is that they stimulate theselective growth of bifidobacterium in the intestinal tract. These bacteria are beneficial to thenormal function of the intestine because they inhibit the growth of microorganisms that arepotentially putrefactive. The objectives of this work were to produce and identify thelactooligosaccharides formed during enzymatic hydrolysis of lactose using the enzyme β-galactosidase, and to determine the parameters that influence their formation. The enzymeused was Lactozym 3000 L, Type HP-G, from the yeast Kluyveromyces fragilis supplied byNovo Nordisk, with 16.49 mg of protein/mL of enzyme solution and a specific activity of89.95 µmol glucose/(min. mg protein), determined in pH 6.5 and 40 oC. Lactose solutions 20%w/v buffered at pH 6.5 were inoculated in a batch reactor with β-galactosidase solutions togive an enzyme concentration of 0.32 and 0.64 mg protein/g lactose, and incubated at 40 oCfor 12 hours. The progress of the reaction was followed with HPLC, using Amino Spheri-5(Brownlee Labs) and Aminex HPX-42C (Bio-Rad) columns. Maximum lactooligosaccharidesconcentration was observed with the lower enzyme dosage after a reaction time of 100minutes.
This paper was presented at: Zanin, Gisella Maria; Azevedo, Alexandre S. Barbara and Moraes, Flávio Faria de.Production of Lactooligosaccharides from Lactose using Beta-galactosidase. Twenty First Symposium onBiotechnology for Fuels and Chemicals. Fort Collins, CO-USA, 02-06/05/1999. Program and Abstracts,Poster 5-10.

120
INFLUÊNCIA DO TRATAMENTO ENZIMÁTICO.NOS SUCOS DEACEROLA E ABACAXI.
M. C. de Avelar1, S. P. Almeida1, E. S. Mendes1, G. M. Zanin1, S. T. D. Barros1*.
1Departamento de Engenharia Química, Universidade Estadual de Maringá; Av.Colombo, 5790; 87020-900-MARINGÁ - PR; fone 44 261 4323; fax 44 261 3440;e-
mail:[email protected]
Nos últimos anos, o mercado de sucos de frutas concentrados tem registrado um grandecrescimento, e com isso, a concorrência entre as indústrias pela maior fatia do mercadoconsumidor tem alavancado um grande desenvolvimento do processo de concentração. Ométodo tradicional de concentração de sucos emprega calor o que causa uma significativadeterioração na qualidade, aroma e sabor do suco concentrado.O uso da tecnologia de membranas para clarificar e concentrar os sucos, tem sido utilizadarecentemente, a mesma confere ao suco um sabor, aroma e aspecto mais próximo do sucofresco, evita a exposição do mesmo ao calor reduzindo o consumo de energia. No entanto,este processo apresenta o problema de entupimento dos poros da membrana devido ao fato daexistência de polissacarídeos estruturais nos sucos. A resolução deste problema pode vir darealização de um tratamento enzimático, já que certas enzimas atuam degradandopolissacarídeos reduzindo a viscosidade dos sucos de frutas, facilitando assim a clarificação ea concentração.Neste trabalho avaliou-se a influência do tratamento enzimático em sucos de abacaxi eacerola, tratados com as enzimas Celuclast e Citrozym Ultra L, ambas fabricadas pela NovoNordisk. Análises da viscosidade e açucares redutores foram realizadas e os resultadosobtidos foram favoráveis, apresentando uma redução significativa da viscosidade dos sucos eum aumento considerável dos açucares redutores. A partir dos resultados obtidos realizou-setambém uma avaliação da cinética da reação enzimática.

121
SUCROLYTIC AND UREOLYTIC ACTIVITIES IN THECAROTENOGENIC PINK-ORANGE YEAST PHAFFIA RHODOZYMA
Daniele S. Persike1, Maria H. R. Santos1, Marileusa D. Chiarello2, and José D. Fontana1*
1* LQBB-Biomass Chemo/Biotechnology Lab.- Dept.Biochemistry - FederalUniversity of Parana / PO Box 19046 ; 81531-990 - CURITIBA-PR–BRAZIL;
e-mail: [email protected]; 2CNPq / PADCT
Oxygenated carotenoids obtained either from microbial sources or from chemical synthesishave a consolidated due to their natural occurrence and / or commercial uses in fish farming(astaxanthin in salmonid and crustacean meat) and poultry (astaxanthin for chicken eggs;cantaxanthin for birds feathers). Also from a strictly biochemical standpoint these pigmentsare convincingly recognized as natural tools for the quenching and/or scavengering of freeradicals, thus acting as anti-ageing diet ingredients. The bioproduction of the pink-orangepigment astaxanthin (3,3’-dihydroxy-4,4’-diketo- β-carotene) is feasible using Phaffiarhodozyma grown in raw sugar cane juice and urea as cheap substrates. Invertase and ureaseare then involved as key hydrolytic enzymes in the uptake and incorporation of these C and Nsources. Their biochemical characterization is thus required.No significant activity for invertase and urease was found in the cell-free culture broth lag tillthe stationary phase (medium / air ratio 5:1; 100 rpm; 25oC; 24 h culture; intracellularenzymes peaking in the onset of the exponential phase. Vigorous physical means werenecessary for the release of the tightly yeast cell-associated hydrolases. Extensive sonication(Cole Parmer 4710 ultrasonic homogenizer; 6 intermittent cycles of 1 min in a ice bath) orglass bead abrasion were found effective for the purpose of invertase and urease release. Highactivity and relatively low protein content in the solubilized fractions endorsed this approachas convenient. Extracts were concentrated in an Amicon PM-10 ultrafilter and applied on aConcanavalin A-Sepharose column. Urease was eluted with the equilibration buffer (pH 6 0.1M sodium acetate containing 3 mM of Mg 2+, Mn2+, Ca2+ chlorides and 3 mM DTT) just afterthe Vo volume and the strongly bound invertase then eluted thanks the addition of of 0.5 MNaCl and 1.3 M α-methyl-D-mannopyranoside in the same buffer (peak at 3 x column Vt)..Enzymes inhibition were seen respectively with aniline and thiourea while HgCl 2 inactivatedboth. Although Phaffia rhodozyma (one single genus and sp; isolate from Northern Japan)growth in liquid culture is negatively affected by temperatures > 27 oC, the released urease andinvertase displayed maximal hydrolysis of urea or sucrose in the respective ranges of 30-35 oCand 50-60oC and differential inactivation profiles “in vitro”. Isoelectrofocusing (IEF; pI 3-9range) of protein sonication extracts displayed a relatively simple protein profile and anisoelectric point around 4.0 for P. rhodozyma invertase activity as compared to pI 3.5 foundfor Saccharomyces cerevisiae invertase when the zymogram was carried out with an bufferedsucrose : triphenyltetrazolium mixture.Physical preatreatments such as extensive sonication or moderate cell abrasion with glassbeads were effective and partially selective for the release of cell-associated invertase andurease from the yeast Phaffia rhodozxyma. Invertase revealed greater thermostability thanurease. Con A-Sepharose, as an affinity matrix, proved usefull for one-step enzymesfractionation. A possible mannoglycoprotein nature was thus suggested for P. rhodozymainvertase Invertase IEF showed a simplified protein profile for crude protein extract fromsonication and a moderately acidic pI for invertase. [ Funding: CNPq and PADCT-SBIO II]

122
PRODUCTION OF HIGH-GRAVITY BEER: AN ALTERNATIVE TOTHE TRADITIONAL PROCESS
roberto Barbosa de Almeida1, João Batista de Almeida e Silva1*, Urgel de AlmeidaLima2, Adilson Nicamor de Assis1.
1Depto de Biotecnologia da FAENQUIL-LORENA-SP-BRAZILRodovia Itajubá-Lorena, Km 74,5 - CEP12600 fonefax (+055) 0XX125533165
e-mail [email protected] Depto. de Bioquímica do Instituto Mauá de Tecnologia-São Caetano do Sul-SP
In the production of beer, the use of a higher concentration of wort the one than normallyemployed has become more and more generalized. This process, also called high-gravity,results in more concentrated beer, which, after maturation, is diluted with water having as abasis the percentage of alcohol or the wort concentration observed at the beginning of thefermentation. This procedure allows an increase in the efficiency of the facilities and areduction in energy consumption, operational time and costs, besides other advantages. On theother hand, higher concentrations of wort bring about some problems, such as the decrease incell viability and low or incomplete fermentation, resulting mainly from the toxicity of theethanol produced and from high osmotic pressures.This work is an attempt to produce beer from worts having different compositions,concentrations and pH values. After diluting the beer to the commercial concentration of 35g/L, we compared the final volume with the initial fermentation volume (4.5 L) whose initialcell concentration was 10 6 cell/mL (25 oC). The consumption of sugars was determined by themethod of Somogyi and Nelson, and the content of ethanol, by gas chromatography.The final volume of beer produced with a wort concentration of 20 oP and pH 5.5 was 7,363mL, yp/s=0.353 g/g and fermentation rate=83.2%, whereas the final volume of beer producedwith wort concentration of 15 oP was 5,955 mL, Yp/s=0.417 g/g and fermentation rate=85.9.At pH 4.5 the final volume of beer produced was 8,286 mL and the initial sugarconcentration, 20 oP, whereas the volume of beer produced with wort concentation of 15 oPwas 6,241 mL. The rates of Yp/s, ethanol, and fermentation for 20 oP were 0.392 g/g, 6.45g/mL and 87.93 %, respectively, whereas for 15 oP they were 0.393, 4.85 g/mL and 86,91 %,respectively.The highest yield (8,286 mL) was obtained from fermentation at pH 4.5 and initial sugarconcentration of 20 oP. Diluting the beer to the concentration of 35 g/L increased the initialvolume by 84.13 %.

123
ADIÇÃO DE MALTOSE NA PRODUÇÃO DE GLICOAMILASE PELOSSISTEMAS BATELADA E BATELADA ALIMENTADA POR
FERMENTAÇÃO SEMI-SÓLIDA
Gean Delise Leal Pasquali1; Telma Elita Bertolin1* e Jorge Alberto Vieira Costa3
1*Centro de Pesquisa em Alimentação/CEPA-Universidade de Passo Fundo, CaixaPostal:611-CEP:99001-970; Passo Fundo-RS; e-mail: telma @upf.tche.br
2Departamento de Engenharia Bioquímica; Fundação Universidade Federal do RioGrande; Rio Grande-RS
O Centro de Pesquisas em Alimentação CEPA/UPF realizou a produção de glicoamilase porfermentação semi-sólida através dos sistemas batelada e batelada alimentada. Farelo de trigofoi utilizado como principal fonte de carbono e suplementado com solução salina contendoKH2PO4, MgSO4 e uréia como fonte de nitrogênio. Maltose e amido solúvel foram utilizadoscomo fontes de carbono suplementar. O meio foi inoculado com Aspergillus awamori,concentração de 10 7 esporos/ml. Para o estudo do sistema em batelada, verificou-se asconcentrações 2,0; 2,5; 5,0 e 7,5 (p/p) e para o sistema em batelada alimentada adicionou-seas concentrações de 2,0; 2,5 e 7,5 (p/p) em alimentações assépticas nos tempos 24, 38 horas e14, 24, 38 e 48 horas. Quando amido solúvel foi utilizado, alimentou-se o meio defermentação nos tempos 24, 38 horas nas concentrações 0,75; 1,25 e 2,5% (p/p). Comodeterminações analíticas realizou-se medida de atividade enzimática, açúcares redutores,açúcares redutores totais, umidade, e pH. Concentrações maiores que 2,5% de maltoseinibiram a produção de glicoamilase. Maltose e amido solúvel foram adicionadas pelo sistemade batelada alimentada em diferentes concentrações e regimes de alimentações. O aumento daatividade de glicoamilase foi de 15 e 170% no meio contendo 2,5 (p/p) de maltose e 1,25%(p/p) de amido solúvel, respectivamente. Os resultados mostraram que a maltose é um fracoindutor, quando comparado com o amido solúvel, na produção de glicoamilase porfermentação semi-sólida (Projeto financiado pela Fapergs, processo nº 98/1780-3).
124
AVALIAÇÃO DA PRODUÇÃO DE GOMA XANTANA EM SORO DELEITE.
Nitschke, Marcia1* e Rodrigues, Vanessa1
1UNIVERSIDADE DE PASSO FUNDO – ICB - CAMPUS I – BAIRRO SÃO JOSÉ,99001-970 - PASSO FUNDO –RS* E-mail: [email protected]
A goma xantana, polissacarídeo de origem bacteriana, vem sendo amplamente empregada naindústria como agente espessante, gelificante, emulsionante e estabilizante. O isoladoXanthomonas campestris C7L foi adaptado para a utilização de lactose como fonte decarbono para a produção de xantana. Visando avaliar a eficiência da utilização de soro de leitecomo substrato potencial, comparou-se a produção de goma xantana em meio de cultura abase de soro de leite integral (lactose) e soro de leite hidrolisado (glicose + galactose). Ocultivo em soro de leite hidrolisado demonstrou que o microrganismo exibiu preferência peloconsumo de glicose/galactose , enquanto que a lactose foi consumida de forma mais lenta. Aviscosidade final do meio a base de soro integral atingiu 18.000 cP enquanto que em sorohidrolisado atingiu 12.000 cP. O rendimento obtido para o soro integral foi de 71% e para osoro hidrolisado foi de 48%. O isolado C 7L demonstrou maior eficiência para a conversão delactose em xantana enquanto que em soro hidrolisado o consumo preferencial dosmonossacarídeos (glicose e galactose) não se refletiu em maior produção de xantana.

125
126

127
AROMA PRODUCTION BY KLUYVEROMYCES MARXIANUS INSOLID STATE FERMENTATION OF CASSAVA BAGASSE
Adriane B. P. Medeiros1, Carlos R. Soccol1*, Ashok Pandey1 and Pierre Christen2
1Laboratório de Processos Biotecnológicos, Departamento de Engenharia Química,Universidade Federal do Paraná, CEP 81531-970 Curitiba-PR, Brazil;. 2 Institut de
Recherche pour le Dèveloppement , Université de Provence, Marseille, France
Flavour and fragrance compounds synthesis by biotechnological means has achieved muchattention in recent time. The consumers awareness about chemically synthesised suchadditives has resulted an increasingly important role of aroma compounds produced throughmicrobial means in food, cosmetics, chemical and pharmaceutical sectors [1,2]. It is knownthat several microbial cultures are able to produce aroma compounds by fermentation ofsugars and amino acids [3].A study was conducted to produce and identify the aroma compounds produced by an yeaststrain of K. marxianus in solid state fermentation (SSF). Cassava bagasse was used as the solecarbon source. Fermentation was carried out in 250-ml Erlenmeyer flasks by taking 15-gcassava bagasse, covered with six layers of gauze. The influence of the process parameters onvolatile compounds production from the yeast culture was tested by a 2 5 statisticalexperimental design. The parameters studied were the substrate pH and moisture, glucoseaddition, inoculum size and cultivation temperature. Headspace components analysis of theflask for the volatile compounds on a Hewlett Packard 5890 Gas Chromatograph, equippedwith a polar capillary column and a flame ionization detector at 250oC resulted elevencompounds. The predominant compounds identified were acetaldehyde, ethyl acetate,ethanol, ethyl propionate, isoamyl alcohol and isoamyl acetate. It was found that glucoseaddition was statistically significant at 5% level for volatile compounds production. Thecompounds produced were also subjected to the sensory evaluation. These results, thus,proved the feasibility of cassava bagasse to be used as substrate in SSF for aroma productionusing the yeast culture of K. marxianus.
References:[1] Bramorski, A. et al. (1998) Biotechnol Letts, 20, 359-362.[2] Berger, R. G. (1995)Aroma Biotechnology, Springer-Verlag, Berlin[3] Janssens, L. et al. (1992) Process Biochem., 27 195-215

128
CITRIC ACID PRODUCTION BY ASPERGILLUS NIGER IN SOLIDSTATE FERMENTATION USING AGRO-INDUSTRIAL WASTES
Luciana P.S. Vandenberghe,1,2,, Carlos R. Soccol,1*, Ashok Pandey1
and Jean-Michel Lebeault2
1Laboratório de Processos Biotecnológicos, Departamento de Engenharia Química,Universidade Federal do Paraná, CEP 81531-970 Curitiba-PR, Brazil; 2Laboratoire de
Procédés Biotechnologiques, Génie Chimique, Université de Technologie de Compiègne,60205-Compiègne, Cedex, France
Citric acid is widely used in food, pharmaceutical and chemical industries. Its globalproduction reached 550 000 tones per year. Almost entire quantity of citric acid is producedby fermentation, mainly through submerged fermentation of starch or sucrose based media,using the filamentous fungus Aspergillus niger. Solid state fermentation (SSF) offersnumerous advantages for the production of citric acid and has been a subject of interest formany authors. It is known that different agro-industrial residues can be used as substrate inSSF processes. Thus, the present work was aimed at evaluating two abundantly availableagricultural residues in the State of Paraná, viz. cassava bagasse and sugar cane bagasse.SSF was carried out using two different media. In one medium cassava bagasse (CB) wasused as the sole carbon source. In another, sugar cane bagasse (SCB) was used as the solidsupport which was mixed with a cassava bagasse hydrolysate, prepared by enzymatichydrolysis using α-amylase (Termamyl 120L) and amyloglucosidase (AMG 200L) both fromNovo Nordisk. Conditions were optimized for the hydrolysis. Best conditions were: 70 µL ofTermamyl 120L/100 g of cassava bagasse for 1h at 90°C, pH 6.9, 400 µL of AMG 200L/ 100g of cassava bagasse for 24 h at 60° C, pH 4.5 and a particle size < 0.84 mm. Both the mediawere enriched with urea, MgSO 4.7H2O, ZnSO4.7H2O and methanol. After a preliminaryscreening, a strain of Aspergillus niger LPB 21 was selected for citric acid production.Fermentation was carried out at 30°C for 120 h with initial substrate moisture of 70 and 80 %for CB and SCB media, respectively. The fungal culture grew well in both the media. Cassavabagasse medium, however, gave more then 3-fold higher citric acid yields in comparison tosugar cane bagasse medium (155 and 44 g citric acid/kg dry matter, respectively). Cassavabagasse showed its better adaptation for the production of citric acid having no need of anextra source of carbon. Further studies, including the respirometric kinetics during the SSFprocess are being carried out.

129

130

131

132

133

134
135
SUGARCANE BAGASSE HYDROLYSATE AS A SOURCE OF CARBONFOR MICROBIOLOGICAL XYLITOL PRODUCTION
R.C.L.B. Rodrigues1, M.G.A. Felipe1*, S.S. Silva1, I.M. Mancilha1, M. Vitolo2
1DEPARTAMENTO DE BIOTECNOLOGIA-FAENQUIL - LORENA - SPCEP 12600-000 - E-MAIL: [email protected]
2DEPARTAMENTO DE TECNOLOGIA BIOQUÍMICO-FARMACÊUTICA - FCF-USP
INTRODUCTION: Sugarcane bagasse is an abundant and renewable lignocellulosicbiomass. The main component of its hemicellulosic fraction is xylan, a polymer made fromxylose units, which can be hydrolysed to this sugar by enzymes, bases and acids. Theses acidscan result in some by-products, such as acetic acid, furfural, hydroxymethylfurfural andphenolic compounds. The mass ratio of acetic acid to pentose sugar in hemicellulosicprehydrolysates can be high, as a consequence of the diacetylation of acetylated pentosan. Thetoxic effect of acetic acid depends on its concentration, as well as on the pH and oxygenavailability. This work avaluates the xylose bioconvesion to xylitol in sugarcanehemicellulosic hydrolysate with different acetic acid concentrations.METHODOLOGY: Candida guilliermondii was cultivated in sugarcane hemicellulosichydrolysate obtained by acid hydrolysis, vaccum evaporated at 43 and/or 63°C and pH valuesof 0.85, 4.76 and 8.0. The hydrolysate was treated by pH adjustment with commercial calciumoxide and activated charcoal adsorption, and suplementated with nutrients.RESULTS: The acetic acid concentration in the hydrolysate varied between 5.09 and12.65 g/L. Vaccum evaporation at 63°C and pH 0.85 favored the acid removal, as well as thexylitol yield (Yp/s) and productivity (Qp), whose maximum values were 0.73 g/g and0.57 g/L.h, respectively. These results were obtained with the lowest acetic acid concentration(5.09 g/L) confirming that the acetic acid toxicity is related with its concentration in thefermentation medium and that the detoxification of the hydrolysate is important to reach goodresults in this bioprocess.
136

137
EVALUATION OF THE USE OF IMMOBILIZED WHOLE CELLS ONXYLITOL PRODUCTION FROM SUGARCANE BAGASSE ACID
HYDROLYSATE
Walter de Carvalho1, Silvio Silvério da Silva*1*, Michele Vitolo2, Ismael Maciel deMancilha1
1 Department of Biotechnology, Faculty of Chemical Engineering of Lorena, 12600-000,Lorena, SP; 2 Faculty of Pharmaceutical Sciences, University of São Paulo, 05489-900,
São Paulo, SP, Brazil. (*E-mail : [email protected])
Lignocellulosic biomass is a potential renewable source of carbohydrates that can be used assubstrate in biotechnological processes. Before its utilization in biological process, hydrolysisis carried out in order to remove the sugars from the polymeric fraction. Acid hydrolysis ofthe hemicellulosic fraction produce mainly pentose sugars being xylose the major component,although some degradation compounds are generated. Many products can be obtained fromfermentation of the hemicellulosic hydrolysate, such as xylitol.Xylitol is a special sweetener, anticariogenic and can effectively be used as a substitute forconventional sugars consumed by diabetics . The biotechnological production of xylitol ismore attractive than the chemical process. However the productivities of this fermentation isstill a bottleneck for the stablishment of a large scale process. Cell immobilization is a typicalapproach used sucessfully in many bioprocesses in order to maximizing the microbialproduction rates.In this work we used the yeast Candida guilliermondii FTI 20037 immobilized by entrapmentin Ca-alginate beads (3 mm diameter) for xylitol production from concentrated sugarcanebagasse hemicellulosic hydrolysate in repeated batch system. The fermentation runs werecarried out in a 125 and 250 mL Erlenmeyer flasks placed in an orbital shaker at 30 ºC and200 rpm during 72 hours, keeping constant the proportion between work volume and flask’stotal volume.According to results, cell viability was substantially high (98%) in all fermentative cycles.The parameters yield and volumetric productivity in xylitol increased significantly with thereutilization of the immobilized biocatalysts. The highest values of xylitol final concentration(11,05 g/L), yield factor (0,47 g/g) and volumetric productivity (0,22 g/Lh) were obtained in250 mL Erlenmeyer flasks containing 80 mL of medium plus 20 mL of immobilizedbiocatalysts. The support used in this study (Ca-alginate) presented stability in theexperimental conditions used. The results show the potentiality of use immobized cells as anapproach for increasing the xylitol production rates.
Acknowledgements: CAPES and CNPq / Brazil.
138
ESTUDO DO CRESCIMENTO DE PSEUDOMONAS PUTIDA IPT-046COM VISTAS À PRODUÇÃO DE POLIHIDROXIALCANOATOS DE
CADEIA MÉDIA
S. C. Diniz*, J. G. C. Gomez, L. F. da Silva, M. DA Costa, M. K. Taciro, S. R. da Silva eJ. G. C. Pradella
IPT – INSTITUTO DE PESQUISAS TECNOLÓGICASAV. PROF. ALMEIDA PRADO, N ° 532 / CIDADE UIVERSITÁRIA – USP
INTRODUÇÃO : Polihidroxialcanoatos são polímeros acumulados por diversas bactérias naforma de grânulos citoplasmáticos que podem representar até 80% da massa seca da célula(Anderson & Dawes, 1990). Pseudomonas fluorescentes são capazes de acumularpolihidroxialcanoatos de cadeia média (PHAmcl) a partir de carboidratos (De Smet et al,1983; Huijiberts et al, 1994). É importante a obtenção de um protocolo de alta densidadecelular no crescimento para se diminuir o custo de investimento em biorreatores. O primeiropasso para a obtenção deste protocolo foi realizar experimentos para se identificar fatoresinibitórios/limitantes de substratos para a fase de crescimento.METODOLOGIA : Foram feitos ensaios de crescimento utilizando como fontes de carbonoglicose e frutose em biorreatores de 10L de volume útil (NBS) em diferentes concentrações eanalisados nitrogênio, oxigênio dissolvido e açúcares.RESULTADOS E CONCLUSÕES: Para todas as concentrações analisadas houve o consumopreferencial de glicose, observando-se diauxia. A velocidade específica de crescimento variouentre 0,18 h -1 até 0,60 h-1, sendo que a maior velocidade foi obtida com aproximadamente 20g/L de fonte de carbono inicial. A inibição por açúcares ocorreu por volta de 40 g/L de fontede carbono inicial, e os fatores de conversão Y x/fonteC variaram entre 0,11 g X / g fonteC até 5g X / g fonteC.
REFERÊNCIAS BIBLIOGRÁFICAS:ANDERSON, A. J. & DAWES, E. A., 1990. Microbiol. Rev., 54:450-472.DE SMET, M. J. et al., 1983. J. Bacteriol., 154: 870–878.HUIJBERTS, G. N. M. et al., 1994. J. Bacteriol., 176(6): 1661–1666.
139
PRODUÇÃO DE ELASTÔMEROS BIODEGRÁDAVEIS A PARTIR DEÓLEOS VEGETAIS
Silva, S.R.; Gomez, J.G.C.; Costa, M.; Taciro, M.K; Silva, L.F.; Santos, A. L. e Pradella,J.G.C.
IPT - INSTITUTO DE PESQUISAS TECNÓLOGICAS DE SÃO PAULO S/AAV. PROF. ALMEIDA PRADO, 532 - CIDADE UNIVERSITÁRIA - USP
CEP: 05508 - 901
INTRODUÇÃO: Polihidroxialcanoatos (PHA) têm despertado grande interesse industrial comotermoplásticos biodegrádaveis. Pseudomonas do grupo I de homologia do RNAr produzemPHA contendo monômeros de cadeia média (PHA MCL) que apresentam propriedadeselastoméricas. A produção destes polímeros pode ser realizada utilizando diversas fontes decarbono. A utilização de óleos vegetais, devido a presença de ácidos graxos insaturados epolinsaturados, permite a incorporação de monômeros contendo insaturações no PHA. Estasinsaturações são alvos potenciais para modificações químicas do polímero, permitindodiversificar suas propriedades. Neste trabalho foi estudada a produção de PHA MCL a partir deóleos vegetais por bactérias isoladas de amostras de solo.METODOLOGIA: Inicialmente, 22 linhagens bacterianas foram cultivadas em meio mineralpara verificação de crescimento celular utilizando-se óleos vegetais (arroz, canola, girassol,milho e soja) como única fonte de carbono. Em seguida as linhagens foram avaliadas emcultivo sob condições que proporcionam o acúmulo de PHA MCL. Os cultivos foramacompanhados com determinações da biomassa seca total e da quantidade e composição dosPHAMCL produzidos (Cromatografia gasosa).RESULTADOS: Oito linhagens bacterianas foram capazes de utilizar óleos vegetais como únicafonte de carbono para o crescimento. Nos ensaios de acúmulo, atingiu-se até 40% dabiomassa seca em polímero, sendo que os óleos de arroz, canola e soja foram os quepermitiram um maior percentual de acúmulo.CONCLUSÃO: As linhagens bacterianas isoladas de solo apresentaram um grande potencialpara a produção de elastômeros biodegradáveis em processo fermentativo utilizando óleosvegetais como principal matéria-prima.
140
TRATAMENTO DA ÁGUA RESIDUAL DE PETRÓLEO EMGUAMARÉ/RN: SIMULAÇÃO DE PROCESSO DE TRATAMENTO
BIOLÓGICO E ANÁLISE ECONÔMICA COMPARATIVA
Bittelbrunn, R. S. e Pannir Selvam, P.V.*
DEPARTAMENTO DE ENGENHARIA QUÍMICA – UNIVERSIDADE FEDERALDO RIO GRANDE DO NORTE. CENTRO DE TECNOLOGIA – CAMPUS
UNIVERSITÁRIO - CEP: 59.072-970 - NATAL/RN – BRASILFONE: (084) 215-3769 FAX: (084) 215-3770 - E-MAIL: [email protected]
O objetivo principal deste trabalho é apresentar uma metodologia estruturada de lógica dedesenvolvimento de processo para a remoção de matéria orgânica dissolvida no efluentetratado na Estação de Tratamento de Efluentes de Guamaré, Rio Grande do Norte (ETE-GMR), utilizando o simulador de processos SuperPro Designer no tratamento biológicoatravés de lagoa aerada e flotador com ar dissolvido. Foram simulados o processo complexoda biodegradação do substrato, a oxidação do enxofre, o decaimento microbiano e arespiração endógena, baseados nos parâmetros cinéticos obtidos na literatura. Estudou-se odimensionamento da lagoa aerada para tratamento de água residual de petróleo, baseado nosmodelos dinâmicos dos processos biológico e de flotação. A simulação de processos foirealizada como um estudo de caso de projeto, para uma capacidade de tratamento de águaresidual de 20.000 m3/dia. Estudou-se o desenvolvimento do fluxograma do processo,dimensionamento de equipamentos e plantas, estimativa de custo de equipamentos einvestimento fixo, custo de operação e depreciação. Para estudo de análise econômicaenvolvendo o modelo do ponto de equilíbrio, fluxo de caixa e taxa de retorno, foi utilizado umsoftware de análise e negócios em um ambiente Windows, através do aplicativo Excel. Oprocesso biológico mostrou menor viabilidade econômica em relação ao processo comflotador, baseado em resultados obtidos com diversos parâmetros de análise econômicautilizando o simulador SuperPro Designer. Baseado nestas análises, foi possível extrairnumerosas conclusões, tanto da parte técnica quanto da parte econômica.
Apoio: Agência Nacional de Petróleo (ANP) – Programa de Pós-graduaçãoem Engenharia Química (PPGEQ) - UFRN

141
ESTUDO COMPARATIVO ENTRE DUAS CEPAS DE SACCHAROMYCESCEREVISIAE CCT 1530 E CCT 1531 PARA A PRODUÇÃO DE
PROTEÍNAS UNICELULARES A PARTIR DE HIDROLISADO DEAMIDO DE MANDIOCA
Rita de Cássia S. Curto, Agenor Furigo Jr. e Jorge L. Ninow*
Departamento de Engenharia Química e Engenharia de AlimentosCentro Tecnológico - Universidade Federal de Santa Catarina
C.P. 476 - 88040-900 – Florianópolis, SCE-mail: [email protected]
A utilização de proteínas unicelulares como substituto parcial do farelo de soja em rações deanimais vem sendo testada com sucesso por vários pesquisadores. Com o objetivo deutilização futura do amido contido em resíduos de fecularias como substrato para a produçãodestas proteínas, foram realizados experimentos usando amido de mandioca comercial. Aescolha do amido de mandioca deve-se ao fato de ser esta uma planta largamente cultivada etambém à grande quantidade de pequenas e médias indústrias de farinha e fécula dessetubérculo no país, especialmente na região Sul. Para ser utilizado como substrato de cultura deSaccharomyces cerevisiae, o amido (300 g/l) foi liqüefeito com uma enzima α-amilase (EC3.2.1.1) termoestável em presença de 70 ppm de Ca 2+, a 80-90oC e pH de 6,5. O amidoliqüefeito foi sacarificado com amiloglicosidase (EC 3.2.1.3) a 55-60oC e pH de 4,5. O tempode hidrólise foi de 3,5 horas aproximadamente, obtendo-se nesse período uma concentraçãode glicose em torno de 215 g/l. As culturas das cepas CCT 1530 e CCT 1531 deSaccharomyces cerevisiae foram realizadas em processo batelada durante 24 horas em meiode sais e concentrações iniciais de glicose de 5, 10 e 15 g/l. O acompanhamento dos processosdeu-se através de análises das concentrações de biomassa, etanol e glicose. Das trêsconcentrações de glicose testadas, a de 10 g/l foi a que apresentou melhores resultados. Paraessa concentração de glicose, a velocidade específica de crescimento sobre a glicose (0,48 h -1)e a produtividade em células (0,27 g.l -1.h-1) foram, respectivamente, 15,2 e 9,4 % maiores paraa cepa CCT 1530. Os valores dos fatores de conversão de glicose em células (Y X/S) obtidosforam de 0,54 g/g para a cepa CCT 1530 e de 0,60 g/g para a cepa CCT 1531. Em termos deconcentração final de células a cepa CCT 1531 apresentou melhor resultado, 6,14 g/l, contra5,53 g/l apresentado pela cepa CCT 1530. Esses resultados, superiores aos observados naliteratura, vêm a confirmar a potencialidade do amido de mandioca como fonte de carbonopara cultura de Saccharomyces cerevisiae.
142
ESTUDO DO CRESCIMENTO DE TRÊS LEVEDURAS DO VINHOPRODUTORAS DE AROMAS ALIMENTARES
Denise E. Moritz*, Jorge L. Ninow e Agenor Furigo Jr.
epartamento de Engenharia Química e Engenharia de AlimentosCentro Tecnológico – Universidade Federal de Santa Catarina
Caixa Postal 476 - 88040-900 Florianópolis, SCE-mail: [email protected]
Tendo em vista a necessidade de novos produtos naturais na indústria alimentícia e o custo deprodutos de alto valor agregado, diversos grupos de pesquisa vêm se dedicando a investigarbioprocessos capazes de produzir compostos naturais de interesse comercial. Os aromasalimentares podem ser obtidos através de processos sintéticos (química fina), demicrorganismos ou metabólitos de plantas, ou ainda, menos extensamente, do metabolismoanimal. O aroma sintético derivado da petroquímica, ou outra natureza química, está sendosubstituído gradativamente pelo de origem enzimática ou microbiológica. Isto deve-se tantoàs novas exigências do consumidor, como também pelo fato de que os flavorizantes earomatizantes sintéticos são artificiais, enquanto os obtidos por processos biológicos são tidoscomo naturais (Generally Recognized As Safe – GRAS). O presente trabalho tem comoobjetivo estudar a cinética de crescimento e produção de aromas alimentares (principalmenteacetoína) de três espécies de leveduras do vinho, Hanseniaspora guilliermondii (CCT 3800),Kloeckera apiculata (CCT0774) e Hansenula anomala (CCT2648), em diferentes condiçõesde cultivo. A temperatura e o pH ótimos de crescimento das leveduras estudadas foramsemelhantes entre si e equivalentes a 20 0C e 5,5, respectivamente. A influência daconcentração inicial de glicose no processo foi avaliada entre 10 e 40 g.L -1, sendo atemperatura controlada, a evolução do pH espontânea e o meio complexo. Hansenulaanomala (CCT2648) foi a levedura que apresentou a maior velocidade específica decrescimento na fase exponencial (µM), 0,77 h-1, quando a concentração inicial de glicose foi15 g.L1, o pH 5,5 e a temperatura 30 0C. Esta cepa mostrou também ser a maior produtora deacetato de etila, em torno de 3,6 g.L -1, quando a concentração inicial de glicose foi de 40 g.L -
1, contudo não produzindo acetoína ou diacetil. Kloeckera apiculata (CCT 0774) teve a menorµM, 0,69 h-1. Detectou-se níveis de acetoína da ordem de 270 mg.L -1 quando 40 g.L -1 deglicose foram utilizadas como substrato. Hanseniaspora guilliermondii (CCT 3800)apresentou concentrações de acetoína mais altas que as relatadas na bibliografia, 334 g.L -1,desfavorecendo a sua utilização na elaboração dos vinhos.

143
EXPERIMENTAL DESIGN FOR THE PRODUCTION OF ETHYLESTERS FROM SOYBEAN OIL
Zagonel, G., Zamora, P. P. and Ramos, L.P.
Research Center in Applied Chemistry, Department of Chemistry, UFPR - FederalUniversity of Paraná – P.O. Box 19081 – Curitiba, PR, Brazil – 81531-990 –
Apart from the emphasis on improving the efficiency of energy use, which is often more cost-effective in providing a given level of energy services than any energy supply strategy,widespread application of renewable energy technologies offers some of the best prospects forproviding needed energy services in ways that are consistent with addressing the multiplechallenges to sustainable development posed by conventional energy, including local,regional, and global environmental problems.In this regard, we are evaluating the technical and economic bottlenecks associated with theproduction of ethyl esters from soybean oil in its three different possible presentations: crude,refined and used cooking oil. Partnerships with the private sector have been proven extremelyimportant, as it has been established with Imcopa (Araucária, PR) for the provision of crudeand refined soybean oil, Risotolândia (Araucária, PR) for the required used cooking oil,Alcopar for the commercially available esterifying agent (anhydrous ethanol with less that1.5% water content) and Tecpar for the technical evaluation of the biofuel in diesel engines.Our studies have been devoted to the evaluation of an experimental design in which thereaction kinetics have been exploited within a 40-70°C temperature range, a 0.2-0.6% catalystloading (potassium hydroxide) in relation to the oil mass and a 6:1 to 10:1 molar ratiobetween the esterifying agent and soybean oil. Termination of the reaction was obtained bywashing the reaction mixture with an excess of a potent electrolyte. Under these conditions,there was no apparent emulsification or soap formation during washing of the resulting ethylesters. This experimental design has been initially developed for crude soybean oil but theconditions found therein have been proven efficient for the reactions involving both crude andused frying oil.One of the major challenges associated with this technology is the development of effectiveand easy-to-handle analytical tools for the determination of reaction yields as a function ofreaction time. Methods for analytical determination of rection yields have included capillarygas chromatography (CGC), high-performance size exclusion chromatography (HPSEC),multivariate analysis applied to Fourier-infrared spectroscopy (MV-FTIR) and nuclearmagnetic resonance of hydrogen ( 1H-NMR), the latter being only applied to our researchpurposes for reasons such as cost, time required for analysis and equipment availability.Special attention has been devoted to HPSEC and MV-FTIR, because the former can provideeasy and straight forward measurements with excelent reproducibility, whereas the latter isperfectly conceived as the probable on-line methodology for the determination of in situreaction yields.The State of Paraná is the largest soybean producer in Brazil, with over 7 million tonsharvested in the last season, and the second national supplier of fuel ethanol (971 millionliters in 1996/97), with a surplus production going well beyond 430 million liters. Therefore,the development of new niche markets for these agrocommodities has innumerous advantagesto our economy and, with the petroleum market reaching US$ 25 a barrel in 1999, the time inwhich this alternative is to be proven economically viable is just around the corner.
(Supported by CNPq, CAPES, UFPR)

144
ACID-CATALYZED STEAM TREATMENT (STEAM-EXPLOSION) OFEucalyptus grandis WOOD CHIPS
Emmel, A.1,2, Mathias, A. L.2, Wypych, F.2 and Ramos, L. P.2
1 CETSAM, Senai, Curitiba, PR, Brazil; 2 Research Center in Applied Chemistry,Department of Chemistry, UFPR - Federal University of Paraná – P.O. Box 19081 –
Curitiba, PR, Brazil – 81531-990 – [email protected]
Steam explosion of Eucalyptus grandis has been carried out under various pretreatmentconditions (200-210 oC, 2-5 min) after impregnation of the wood chips with dilute H 2SO4
(0.25-0.5%). Acid-catalyzed steam treatment allowed good yields of hemicellulose recovery(mostly as xylose) in the water soluble (WS) fraction, as well as a relatively highsusceptibility to hydrolysis of the water insoluble (WI) fraction. Formation of dehydration by-products during pretreatment was monitored by UV spectroscopy and their concentrationincreased with pretreatment severity. Furfural was the main dehydration by-product asdetermined by HPLC. Klason lignin of steam-treated substrates also varied according topretreatment severity. Lignin yields sometimes beyond 100% were obtained at higherpretreatment severities and these were shown to be more pronounced for longer residencetimes in the steam gun. However, there was no direct spectral evidence that lignincondensation had occurred as a result of pretreatment. The best pretreatment conditions werethose in which 0.5% H2SO4-impregnated chips were treated at 210 oC for 2-3 min. A nearly70% xylan recovery was obtained while the resulting WI residue could be almost completelyhydrolyzed in 72 h using low enzyme loadings.Since lignin is one of the most valuable and abundant renewable resource found on Earth, weattempted to isolated it from steam-exploded eucalypt by mild alkali extraction and furthercharacterized it by several analytical methods. There was a gradual increase in the recoveryyield of the alkali-soluble fraction towards increased pretreatment severities, with the bestlignin extractability (>60%) obtained from pretreatment of 0.5%H 2SO4-impregnated chips at200°C for 5 min. Although mild extraction conditions were chosen to avoid bothfragmentation and condensation reactions, h igher pretreatment temperatures and residencetimes into the steam gun resulted in a more extensive depolymerization of lignin. The lignincomponent seemed to have undergone partial hydrolysis, a hypothesis that was furtherconfirmed by GPC after acetylation, leading to lignin fragments that could be easily extractedby mild alkali at room temperature. This was also apparent from their analysis by differentialscanning calorimetry, were a gradual decrease in the temperature required for ligninfragmentation was observed. The DTG/DSC pattern of the lowest severity alkali-solublelignin showed that most of this sample required temperatures within 425-440 oC for completedegradation, with the remainder being consumed at much lower temperatures of 385-395 oC.In contrast, at higher pretreatment severities, both DTG and DSC pattern revealed a decreasein the relative mass loss at the higher temperature range. Therefore, a higher amount of ligninoligomers was released as a result of pretreatment and these alkali-soluble low molecularmass oligomers were likely to have a greater reactivity due to their extensive chemicalmodification. A considerable increase in phenolic hydroxyl groups was also observed,probably due to the homolytic cleavage of β-O-aryl linkages and this observation wasconfirmed by both 1H- and 13C-n.m.r. spectra.
(Supported by CNPq, PADCT-II, CAPES, UFPR)
145
ESTUDO DO PROCESSO DE SECAGEM DE LEVEDURAS RESIDUAISDA INDÚSTRIA DE ÁLCOOL POR SECADOR SPRAY
Marcelino L. Gimenes *, Karina B. Rodrigues2, Helder V. Roma3
1Depto. de Engenharia Química, Universidade Estadual de Maringá, Av. Colombo,5790, 87020-900 – Maringá – PR, fone (+55) 44 261 4447, e-mail:
[email protected]. de Engenharia Química, Universidade Estadual de Maringá, MARINGÁ, PR3Depto. de Engenharia Química, Universidade Estadual de Maringá, MARINGÁ, PR
No mundo todo, há um crescente empenho em desenvolver fontes alimentícias alternativas.Dentre estes alimentos pode-se citar o uso de proteína unicelular, em especial a levedura(Saccharomyces cerevisiae). O Brasil, maior produtor mundial de álcool de cana-de-açúcar,dispõe de grande excedente de leveduras proveniente desta indústria.No intuito de reaproveitar este excedente como fonte proteica, o trabalho visou estudar oprocesso de secagem de leveduras residuais. Utilizando-se um secador spray piloto eoperando em diferentes condições de secagem, analisou-se as variáveis temperatura desecagem, vazão de alimentação do creme de leveduras, bem como a influência de taisvariáveis sobre a granulometria, a degradação proteica e a umidade final das partículasobtidas.A metodologia se baseou num planejamento experimental, onde o secador foi operadomantendo-se constante a pressão do ar comprimido e a velocidade do ar de secagem e variou-se a vazão de alimentação e a temperatura de secagem. A densidade do material foideterminada por picnometria. O teor de umidade foi obtido por secagem do material em estufaa 50 ºC até peso constante. A granulometria foi analisada por microscopia ótica. E o teor deproteínas foi determinado pelo método de Bradford.Verificou-se que a vazão interferiu diretamente na granulometria do produto obtido, isto é,maiores vazões produziam partículas maiores, e o inverso, também foi observado. Assim,sólidos de maior granulometria reteram maior umidade do que os de menor granulometria.Por outro lado, partículas menores desenvolviam maiores tempos de residência do que aspartículas maiores. Dessa forma, para uma mesma temperatura houve maior degradaçãoproteica nas partículas menores. A temperatura, por sua vez, influenciou grandemente nosresultados, onde para maiores temperaturas obteve-se maior degradação proteica, assim comoo contrário também foi constatado.
146
UTILIZAÇÃO DE ZEÓLITA NA PURIFICAÇÃO DA DEXTRANA:EFEITO DA TROCA IÔNICA
Classius Ferreira. da Silva1*, Nádia Regina. C. Fernandes Machado2 e FranciscoMaugeri Filho1
1Departamento de Engenharia Química, Unioeste; Toledo, PR, fone: 45 2523535, r-225,email:[email protected]
2Depto. Eng. Química, UEM, Av. Colombo, 5790, CEP 87020-900, Maringá, PR
A dextrana é um polímero formado por unidades monoméricas de glicopiranose, obtida apartir da sacarose por via enzimática, com aplicações em indústrias de fármacos, alimentos ede cosméticos. Durante a reação de polimerização ocorre a formação de frutose comosubproduto. Atualmente a frutose é recuperada por separação cromatográfica utilizandoresinas de troca iônica . A separação de mistura glicose-frutose utilizada anteriormente comresina de troca iônica, vem sendo substituída por zeólitas, Y ou X, trocada com cálcio oubário. No entanto nenhum trabalho tem reportado a utilização de zeólitas na separação defrutose obtida da síntese da dextrana. Para verificação da eficácia da utilização de zeólitas naadsorção seletiva de frutose em meio de síntese de dextrana, foram testadas zeólitas Y e A. Aszeólitas utilizadas foram submetidas a modificações de troca iônica. Cada tipo de zeólita foitrocada com cálcio e bário, por 5 min e 24 horas, (por ex.CaY/24h). Foram construídasisotermas de adsorção de frutose a 303K, com cada um dos tipos de zeólitas preparadas.Foram utilizadas soluções puras de frutose, variando de 5 a 150g de frutose/L de solução. Adeterminação da concentração final da solução, após adsorção, foi feita por HPLC. Asisotermas obtidas ajustaram-se ao modelo de Langmuir, porém em todas as isotermas osúltimos pontos desviam-se do modelo. A CaY/24h apresentou a maior capacidade deadsorção, enquanto que a BaY/5mim apresentou a menor capacidade de adsorção. Com azeólita de melhor desempenho foi realizado um teste de adsorção de frutose em meio desíntese de dextrana. Foi obtida uma relação de adsorção de 30mg de frutose/g de zeólita, que écerca de 60% do valor da capacidade de adsorção da frutose em mesma concentração. Noentanto não houve variação da concentração de dextrana no meio, indicando que não houveadsorção da mesma pela zeólita. A redução da quantidade de zeólita adsorvida ocorre devidoà presença de outros componentes de síntese, além da própria dextrana, no meio que alteramas propriedades cinéticas a de transferência de massa no meio.

147
PURIFICATION OF THE EXTRACT OF STEVIA REBAUDIANABERTONI THROUGH ADSORPTION IN MODIFIED ZEOLITES
Élida de Paula Moraes1*, Nádia Regina Camargo Fernandes Machado2
1Chemical Eng. Department; State University of Maringá; Av. Colombo, 5790;CEP: 87020-900 - Maringá – PR - Brazil; Fone:(044) 261-4345 Fax: (044) 263-3440
e-mail : [email protected] Eng. Department; State University of Maringá
Nowadays the high standard of the technological society changed the concept of health andthe introduction of new chemical products modified the alimentary habits of man, who ismore and more interested in a way of healthy life. For simple aesthetic or health problems,man is substituting the well-known sugar (sucrose) for products known as sweeteners,composed with flavor similar to that of the sucrose, but with little or no caloric value. Amidstthe sweeteners, we have the glycosides that are extracted of the dry leaves of the native plantdenominated Stevia rebaudiana Bertoni or simply Stevia. Its leaf has several sweetenerglycosides such as: stevioside, rebaudioside A, B, C, D, E and dulcosides A and B. The onespresent in larger quantity are: stevioside 5-10%, rebaudioside A 2-4%, rebaudioside C 1-2%;the others are present in smaller concentrations. Those glycosides are sweeteners of naturalorigin, stable to a wide strip of pH and to the heat, non-caloric, non-nutritive, non-fermentable, prevent the cavities and dental plaque on teeth, which makes them industriallyinteresting. Due to those advantages there are many scientific articles published about Steviaand its sweetening glycosides. From revisions to patents, those include: analytic methods,purification methods, sensorial evaluation and mainly about the toxicological aspects, whereeverybody attests the safety of the Stevia and its sweetening glycosides for humanconsumption. All the processes of extraction of the sweetening substances of Stevia presentedin literature follow approximately the same methodology. In a first stage, an extraction of thedry leaves of Stevia is made, with hot water or alcohols (primary), the obtained extract of darkbrown color, containing all the active principles, pigments of the leaf, soluble polysaccharidesand other impurities. The second stage, in the great majority of the cases, consists in theclarification of the extract, that is, in the maximum removal of the impurities, turning theextract into a clear solution, containing all sweetening glycosides. In that part of the processare usually used metallic ions, ultrafiltration or organic solvents. Nowadays in Brazil, theclarification process is done with metallic ions associated with organic solvents. Theclarification of the extract is a very important stage because translates the visual quality of thefinal product, for that reason there are many published works and research in process in thatarea. There are few articles published where zeolites were used in the process with Stevia.The objective of the present work is the removal of impurities of the extract of Stevia. In thatwork, sodium ions in zeolites NaX and NaA were exchanged for calcium and barium; laterthe extract of the Stevia leaf was put in contact with the modified zeolites NaX, CaX, BaX,NaA, CaA and BaA, in batch tests under the same conditions. The zeolites CaX and BaXclarified the extract, becoming loaded of pigments. It was possible to notice that the variationin pH, Brix and in CHT is not significant; shows that the glycosides initially extracted of theleaf of Stevia didn't suffer alterations due to the contact with the zeolite. The extract that wasin contact with the zeolite CaX was what obtained larger clarification and the zeolite CaX itdidn't alter the flavor of the tea, while the zeolite BaX turned saline the flavor of the extract.

148
ANALYSIS OF THE PERFORMANCE OF MODIFIED ZEOLITESSEPARATION GLUCOSE-FRUCTOSE MIXTURE
Ana Luísa S. Martinelli1*, Nádia Regina Camargo Fernandes Machado2 and GisellaMaria Zanin3
1*Depto. de Engenharia Química; Universidade Estadual de Maringá; Av. Colombo,5790;87020-900 – MARINGÁ – PR; fone (+55) 44 261 4345; fax (+55) 44 261 4447;
e-mail:[email protected],3 Depto. de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR
Fructose is one of the most important natural sugar found in the fruits and vegetates. Itcontains less calories and a high degree of sweetness than sucrose. Taking the relativesweetness scale of sucrose as one, glucose is measured to be 0.7 while fructose is 1.7 which ismore than twice that of glucose. The hydrolysis of sucrose generates an equimolar mixture offructose and glucose denominated inverted sugar. The overall conversion is about 45%, ofwhich 42% is fructose, 52% is glucose, and same oligosaccharides. Even so its is desirable tohave 50-60% of fructose to be considerate high-fructose syrup, fructose in the commercialmarket produced via separation processes.The separation of the glucose-fructose mixture using chromatographic processes with zeolitesas adsorbents was proposed in several works. Some investigators studied the selectiveadsorption of glucose and fructose in anionic and cationic resins, the advantages anddisadvantages of resins and zeolites on the separation of fructose and glucose mixture.This work evaluates the adsorption of fructose in A and X zeolites exchanged with cations ofcalcium, barium and potassium. The zeolites used were the Na-A zeolite and Na-X. Todetermine the medium chemical composition (%Na 2O, % SiO2 and % Al2O3) and to determinethe percentage of changed sodium the Atomic Absorption Spectroscopy was used. Thecompensation cations (calcium, barium, potassium) was introduced for ionic exchange. Themethodology of ionic exchange was the same used by SILVA and MACHADO (1994). Theexchange consisted on placing the zeolites with water in suspension in a reactor underagitation for 1 hour with pH among 5 and 6, adjusted with solution of HCl 6%p/p. The reactorwas placed in thermostatic bathing at 75oC, with agitation. The exchange salt solution (CaCl 2,BaCl2 and KCl) was added. After 24 hours the suspension was filtered and washed. After thatthe zeolite was dried off in stove at 120 oC for 24 hours. Isotherms of fructose were madeusing the following methodology: in glass recipients 1 g of zeolite was weighed and 20 ml ofsolution were added to different concentrations. The recipients were taken to a thermostaticbathing with agitation for 48 hours. After those being filtered, the final concentration wasdetermined by the Method of the Reducing Sugar (DNS Method). The isotherms of fructoseadsorption behave accordingly to the Langmuir model. The parameters used for comparisonwere qm and Kd, respectively maximum capacity of adsorption (fructose mg/zeolite g) andrelationship between the desorption and adsorption rates constants (g/L). The q m value for theNa-X zeolite was lower in relation to the exchanged zeolites. The highest q m values wereobtained for the zeolites exchanged with calcium ions, evidencing the better affinity offructose with that cation. The Ca-X zeolite presented the highest q m e Kd values, so it willshow better results in batch processes.

149
STUDY OF THE INFLUENCES OF pH AND TEMPERATURE ON THERECOVERY OF β-XYLOSIDASE BY BDBAC REVERSED MICELLES
Hasmann, F. A.a*; Silva, R. R. P. a; Pessoa-JR, A.b; Roberto, I.C. a
a* Faculdade de Eng. Química de Lorena-DEBIQ-CEP 12600-000 CP. 116 - LORENA-SPb Faculdade de Ciências Farmacêuticas–USP–CEP. 05389-970 CP. 66083 – SÃO PAULO-SP
β-xylosidase produced by Penicillium janthinellum fungus was prepurified by fractionatedprecipitation (20 and 60% v/v) with ethanol, and extracted by reversed micelles of BDBAC[N-Benzyl-Ndodecyl-Nbis(2-hydroxyethyl) ammonium chloride] cationic surfactant. A 2 2 fullfactorial design with centered face was employed to evaluate to influence of pH andtemperature on the enzyme recovery. Liquid- liquid extraction by reversed micelles is a newand attractive method. β-xylosidase enzyme belongs to the xylanolytic complex and can beused in the food industry and in Kraft pulp bleaching. The transfer of the enzyme from theaqueous phase to the micellar phase depends on electrical conductivity, temperature and pH.The pH value is fundamental to the extraction process, since the net surface charge of theprotein depends on the aqueous phase pH.In this work pH values between 2 and 4 and temperatures between 22 and 30ºC were used fotthe extraction of β-xylosidase by BDBAC reversed micelles. These values were selected witha view to attaining high stability and optimum catalytic performance. The extraction wasperformed under the following conditions: BDBAC=0.2m, electrical conductivity=4.0mS/cm,hexanol=10%. The average recovery value, about 40%, confirms that the catalyticcharacteristics of the pH and temperature favour the enzyme.
Acknowledgments: CAPES, FAPESP and CNPq
O trabalho completo foi publicado como: HASMANN, F. A.; PESSOA Jr, A. and ROBERTO, I. C.Optimization of pH and Temperature for β-Xylosidase Recovery by Reverse Micells. BiotechnologyTechniquues, 13, 239-242, 1999.
150
REMOÇÃO DE AUTO-ANTICORPOS DE PACIENTES COMDOENÇAS AUTO-IMUNES ATRAVÉS DE FILTRAÇÃO EM
MEMBRANAS DE AFINIDADE
R. C. A. Venturaa, R. L. Zollnerb, C. Legallaisc, M.A. Vijayalakshmic e S. M. A. Buenoa*
aDepartamento de Processos Biotecnológicos, Faculdade de Engenharia Química,Universidade Estadual de Campinas, C.P. 6066, Campinas, SP, Brasil, Tel: 0 XX 19
788 3919, e-mail:[email protected], UNICAMP, SP, Brasil, e-mail: [email protected]
cUniversité de Technologie de Compiègne, B.P. 20649, F-60206 Compiègne, France, e-mail: e-mail: [email protected]
As doenças auto-imunes caracterizam-se pelo desenvolvimento de auto-anticorpos devido aum reconhecimento de certos componentes celulares do próprio organismo como antígenos.Essas doenças são normalmente tratadas com a administração de medicamentos que, em geralestabilizam a doença, mas não a eliminam. O tratamento extracorpóreo de pacientes comdoenças auto-imunes tem sido investigado e pode ser por troca de plasma ou adsorção seletivado auto-anticorpo. A troca de plasma possui um custo elevado além de expor o paciente aorisco de infecções. Devido a esses inconvenientes, a terapia de adsorção seletiva de auto-anticorpos tem sido a mais indicada. Como alternativa aos suportes existentes para otratamento extracorpóreo de doenças auto-imunes utilizou-se histidina imobilizada emmembranas de fibras ocas de álcool poli etileno vinílico. A fim de se determinar as melhorescondições de retenção de IgG no módulo de filtração, estudou-se a influência das variáveis Q F
(vazão do filtrado)/Q I (vazão de alimentação) e da concentração de IgG na alimentação naretenção de IgG no suporte através de um planejamento experimental. A variável Q F/QI nãoapresentou efeito significativo na retenção de IgG e a capacidade de retenção de IgGaumentou de acordo com a concentração de IgG na alimentação. Testou-se a influência davariável QF/QI, mantendo-se a concentração de IgG na alimentação (5 mg/ml) constante, paraplasma humano sadio e verificou-se também que Q F/QI não apresentou um efeito relevante naretenção de IgG do suporte. Definiu-se Q F/QI igual a 0,86, valor tradicionalmente usado emcirculação extracorpórea, para os experimentos de filtração in vitro com soro de pacientescom doenças auto-imunes e investigou-se a retenção e adsorção dos auto-anticorpos anti-dsDNA, anti-SS-A/Ro, anti-Sm, anti-Sm/RNP e anti-cardiolipina em presença de tampãoHepes e Tris-HCl. Como resultado, houve adsorção de todos os auto-anticorpos testados emambos tampões e para anti-SS-A/Ro, as maiores quantidades adsorvidas e retidas foramobtidas em presença de tampão Tris-HCl.
151
PURIFICAÇÃO DE IMUNOGLOBULINA G A PARTIR DO PLASMAHUMANO UTILIZANDO CROMATOGRAFIA DE AFINIDADE COM
ÍONS METÁLICOS IMOBILIZADOS- IMAC
Sandra Vançan e Sônia M. A. Bueno*
*UNIVERSIDADE ESTADUAL DE CAMPINAS / FACULDADE DE ENGENHARIAQUÍMICA / DEPARTAMENTO DE PROCESSOS BIOTECNOLÓGICOS (DPB)
CIDADE UNIVERSITÁRIA “ZEFERINO VAZ” C.P. 6066 CEP:13083-970e-mail: [email protected]
Atualmente, a purificação de proteínas do plasma utilizando métodos seletivos(cromatográficos) tem sido visto pela indústria farmacêutica como uma operação necessária,uma vez que proteínas altamente purificadas limitam os riscos de efeitos colaterais empacientes. Por isso, o desenvolvimento de métodos seletivos de purificação em larga escalasão hoje indispensáveis para aumentar a diversidade, melhorar o rendimento e o grau depureza das proteínas terapêuticas extraídas do plasma. No presente trabalho estuda-se aviabilidade de separar imunoglobulina G (IgG) a partir do plasma humano utilizandocromatografia de afinidade com íons metálicos imobilizados, IMAC. Esta técnica explora aafinidade de proteínas por íons metálicos imobilizados e tem sido utilizada para purificarvárias proteínas e peptídeos.Experimentos cromatográficos foram realizados com IgG humana pura para selecionar o íonmetálico entre Cu2+, Ni2+, Zn2+ e Co2+, a ser imobilizado no agente quelante (IDA) e váriostampões foram testados na etapa de adsorção. As proteínas adsorvidas no suporte forameluidas pela protonação dos grupos doadores de elétrons da proteína reduzindo-se o pH domeio ou por competição com outra espécie doadora de elétrons (gradiente crescente daconcentração de imidazol).Os íons metálicos imobilizados no agente quelante IDA testados apresentaram diferentesforças de retenção da proteína (IgG humana pura). Selecionado o íon metálico Ni 2+, aseletividade do suporte em adsorver IgG foi determinada empregando plasma humano deindivíduos sadios. Como IgG não foi purificada em IDA-Ni 2+ a níveis expressivos, utilizou-seuma segunda coluna em série com a primeira, a fim de obter maior pureza de IgG.
152
MEMBRANAS DEPOLI(ETERSULFONA)/POLI(VINILPIRROLIDONA) APLICADAS EM
PROCESSOS DE ULTRAFILTRAÇÃO
Paiva, F. S.(1); Xavier, A. M. F. (2), Cardosos, V. L(3)*
Universidade Federal de UberlândiaDepartamento de Engenharia Química – C.P. 593
38400-902 – Uberlândia – MGe-mail: [email protected](1), [email protected](2), [email protected](3)
A ultrafiltração é um processo de separação que utiliza membranas poliméricas porosas,seletivas a solutos de alto peso molecular. As membranas poliméricas são muito usadas nestesprocessos por serem fontes de um filme fino e resistente e por apresentarem uma grandediversidade de características físico-químicas.Neste trabalho foi estudado a aplicação de membranas depoli(eterssulfona)/poli(vinilpirrolidona) na concentração de proteínas do soro de queijo,empregando-se o processo de ultrafiltração operando em regime contínuo.Empregou-se uma máquina de espalhar membrana e um sistema de ultrafiltração. Todas asmembranas foram sintetizadas utilizando-se a técnica de inversão de fases e o processo deprecipitação por imersão. As membranas foram sintetizadas a partir de duas soluções, umacontendo 18% de poli(eterssulfona), 6% de poli(vinilpirrolidona) e 76% de dimetilacetamida(solução 1) e a outra com 18% de poli(eterssulfona), 2% de poli(vinilpirrolidona) e 80% dedimetilacetamida (solução 2).O estudo da permeação foi conduzido empregando-se o soro de queijo. Para tal, analisou-sequatro membranas obtidas a partir das soluções acima variando-se o tempo de evaporaçãoparcial do solvente (tv). Foram utilizados dois tempos para cada formulação: 30 e 60 s.Estudou-se a influência da pressão de operação em três níveis (25, 40 e 55 Psi) mantendo-se atemperatura em 25o C e a vazão em 50 L/h.Os resultados mostraram que as membranas apresentaram resultados satisfatórios em relaçãoao fluxo de água e à rejeição das proteínas do soro de queijo, porém, houve uma quedasignificativa no fluxo instantâneo de permeado quando usou-se o soro, provavelmente devidoa formação de camada gel sobre a superfície da membrana.

153
PROTEIN EXTRACTION IN A PULSED BELL-SHAPED MESHESMICRO-COLUMN
Joseane Rodrigues Moro, Ana Paula B. Rabelo e Elias Basile Tambourgi *
Departamento de Engenharia de Sistemas Químicos - FEQ - UNICAMPCP 6066 - CEP 13081-970 - Campinas - SP
e-mail: [email protected]
The production and commercialization suitability of substances obtained by means ofbiotechnological processes depend on the separation techniques used for the purification ofthe desired compounds. Some features of the mixtures involved in these processes, such aslow initial concentration, high purity level products desired, thermal sensitivity and the needof preserving the compounds’ properties require a purification step that must be economicaland biologically compatible with the chemicals involved. As a matter of fact, liquid-liquidextraction by reversed micelles is presented as an outstanding separation technique.The hydrodynamics and the mass transfer mechanism in the interior of the extractors isfundamental for the development of more efficient equipment.The main goal of this work was the study of a micro-extractor with bell-shaped meshes for theextraction of a protein. The stirring system composed by the bell-shaped meshes promotes abetter mixture of the fluids in the inner side of the column and, as a result, increase the masstransfer. The extraction system was composed of a model protein (tripsin, which is in aqueousmedium), and sodium dioctilsulfosuccinate (AOT) dissolved in iso-octane, that is a reversedmicellar system. The first part of this work was conducted in sampling tubes to find theoptimum parameters of the chemical solutions involved, such as pH, ionic strength and AOTconcentration, for the column operation. The second part was based on the use of theseoptimum criteria in the column, as a continuous process, in which variables such as pulsatingfrequencies, organic feed rate and backward extraction were studied.As a conclusion, the extraction apparatus tested here had a much better yield of proteinrecovery than the observed in the batch system, what makes it suitable for use inbiotechnological systems.

154
INFLUENCE OF AGITATION ON HEXOKINASE AND GLUCOSE 6-PHOSPHATE DEHYDROGENASE EXTRACTION BY AQUEOUS
TWO-PHASES SYSTEMS
Marcela Z. Ribeiro, Maria A. Souza, Adalberto Pessoa-Jr*, Michele Vitolo
Biochemical and Pharmaceutical Technology Dept./FCF/University of São Paulo -P.O.Box 66083, CEP 05315-970, São Paulo/SP, Brazil. e-mail: [email protected], Phone:
(+55) 11 818 3710 Fax: (+55) 11 815.6386.
Glucose 6-phosphate dehydrogenase (G6PDH) (EC1.1.1.49), which is an enzyme largelyfound in Saccharomyces ceverisiae, is the first enzyme in the pentose phosphate pathway.Hexokinase (EC 2.7.1.1), a key enzyme in carbohydrate metabolism, catalyzes the conversionof glucose into glucose-6-phosphate (G-6-P) which is an intermediate for several metabolicpathways, including glycolisis. These enzymes present great interest as analytical reagents forthe measurement of creatin-kinase activity, ATP and hexose concentration 2,3. Aqueous two-phase systems (ATPS) provide a method for enzyme purification which has severaladvantages, including biocompatibility, and can be easily scaled up to the industrial level1.Factors that cause the uneven distribution of enzymes between the two-phases are littleunderstood, and, in practice, this technique requires further experimentation to find anadequate system for each particular application. The aim of this work was to study theinfluence of type of agitaton (vortex or rotation) on the partition of HK and G6PDH inaqueous two-phase systems. Phase systems were prepared from PEG 1500 (20% w/w) andphosphate salts (NaH2PO4/K2HPO4 15% w/w). Two grams of solution containing the enzymeswas added to the systems and deionized water was used to adjust the concentrations(expressed as % w/w) of the components to the desired values. This components were mixedby agitation on the following conditions: vortex (1 min) and rotation at 8 rpm (20 min) andthen centrifugated (1500 g, 15 min, 4oC) to speed up phase separation. Samples of the top andbottom phases were collected after 3 hours and then assayed as for enzyme activity. Theresults showed that rotational agitation reduced up to 50% the interface system volume ascompared to vortex agitation. The rotational agitation also increased the top phase volume andas consequence this type of agitation can be used to improve the purification factor of theenzymes. It can be concluded that the rotational agitation provided better enzyme diffusionthrough the phases since this kind of agitation was carried out for longer period than vortexagitation.
References
(1) – COSTA et al. Appl. Biochem. Biotechnology. V. 70-72, p.629-639, 1998;(2) – BOROSS et al. In: Eur. Congr. Biotecnol. V.2, p.331, 1987;(3) – BERGMEYER, H. U. Methods of Enzymatic Analysis, 3rd. ed., Verlag Chemie,
Weinheim, 1984.
Acknowledgment: The authors acknowledge the financial support of FAPESP/São Paulo,Brazil.
155
MÉTODO DE EXTRAÇÃO E DETERMINAÇÃO DA MASSAMOLECULAR DE POLIHIDROXIBUTIRATO PRODUZIDO POR
Alcalígenes eutrophus DSM 545
Elda S. Silva 1*, Rosane A. R. M. Piccoli 2 e Antonio M. F. L. J. Bonomi 2
1 Agrupamento de Biotecnologia; Instituto de Pesquisas Tecnológicas do Estado de SãoPaulo;Av. Prof. Almeida Prado,532-Caixa Postal 7141 – 01064-970-São Paulo-SP; fone
(+55) 11 3767 4570; fax: (+55) 11 3767 4055; e-mail:[email protected] Agrupamento de Biotecnologia; Instituto de Pesquisas Tecnológicas do Estado de São
Paulo – São Paulo - SP
O polihidroxibutirato produzido por A. eutrophus é um polímero intracelular facilmentedegradado por altas temperaturas quando tratado com ácidos, álcalis e substâncias oxidantes.A massa molecular dos polímeros é uma das características de grande importância para a suautilização industrial, pois esta determinará as possíveis aplicações deste material.As células produzidas por processo fermentativo são centrifugadas e liofilizadas. O material ésubmetido à lavagem com acetona PA, seco por evaporação do solvente, quando então obiopolímero é extraído com clorofórmio em agitador rotativo a uma temperatura de 30 ° C por24 horas. O material celular é separado por filtração e o filtrado recolhido e seco porevaporação do solvente à temperatura ambiente. O filme polimérico formado é cortado empequenos pedaços, dissolvidos posteriomente numa solução 0,1% em clorofórmio PA efiltrado em membrana 0,5µm.Amostras com diferentes concentrações de PHB (5 a 65%) foram submetidas à extração comclorofórmio para determinar a massa de células e a concentração do material necessária paraextração, concluindo-se que o material necessário deve conter uma quantidade mínima de40% de PHB acumulado.A massa molecular é determinada por GPC (cromatografia de gel permeação) tendoclorofórmio como eluente, colunas lineares Styragel HR5E (2 a 4 x 10 6), em equipamentoWatters com detector de índice de refração, utilizando calibração universal com poliestirenode massas moleculares conhecidas e baixo índice de polidispersão.A reprodutibilidade do método foi medida com injeções repetidas de amostras comconcentracões variadas do biopolímero, resultando em 100% de reprodutibilidade.Resultados preliminares de acompanhamento da massa molecular em ensaios de produção dePHB mostraram que à medida que a massa residual aumenta, há também um aumento namassa molecular.
156
UTILIZAÇÃO DO TRATAMENTO TÉRMICO NO ESTUDO DAVIABILIDADE DE Alcaligenes eutrophus DSM 545 - INATIVAÇÃO
ENZIMÁTICA E COALESCÊNCIA DE GRÂNULOS.
Zuccolo, M., Alli, R.C.P., Pradella, J.G.C.
INSTITUTO DE PESQUISAS TECNOLÓGICAS DO ESTADO DE SÃO PAULO S.A.- IPT - DIVISÃO DE QUÍMICA - AGRUPAMENTO DE BIOTECNOLOGIA
CAIXA POSTAL 0141 - CEP 01064-970 - SÃO PAULO - SP - BRASIL
O tratamento térmico é uma operação usual para a inativação de microorganismos e enzimas.No desenvolvimento do projeto de produção de plásticos biodegradáveis a partir da cana-de-açúcar por via Biotecnológica, buscou-se verificar a viabilidade térmica de Alcaligeneseutrophus DSM 545, em ensaios de variação da temperatura e do tempo de exposição. Estabactéria produz grânulos intracelulares de polihidroxialcanoatos (PHAs) e suas enzimaspolihidroxialcanoato-depolimerases atuam em sua degradação. Para manter o peso molecular(importante característica destes biopolímeros), procedeu-se ao estudo do tratamento térmicodo microorganismo visando a inativação enzimática.O procedimento adotado foi o de elevar a temperatura de 30ºC a 85ºC, no final do cultivofermentativo, e amostras foram tratadas em autoclave a 121ºC, para comparação. Durante estetratamento foram coletadas amostras, para determinações de concentrações de biomassa,nitrogênio total, proteínas, teores de PHAs e peso molecular. As amostras retiradas noacompanhamento do processo fermentativo e durante o tratamento térmico foramadequadamente preparadas para serem observadas por técnicas de Microscopia Eletrônica deTransmissão (MET).Os resultados obtidos nas determinações analíticas praticamente não variaram, exceto para asamostras tratadas em autoclave. Foram obtidos importantes observações através da MET. Asfotografias revelam o processo de biossíntese dos grânulos de plásticos biodegradáveis e desua coalescência durante o tratamento térmico.Os resultados obtidos através da MET permitem visualizar os resultados da sínteseintracelular dos grânulos de PHAs, em número e tamanho durante o processo produtivo, e acoalescência gradativa dos grânulos com o aumento de temperatura.
157
REMOÇÃO DE AUTO-ANTICORPOS POR ADSORÇÃO SELETIVA:ESTUDO COMPARATIVO ENTRE DOIS SISTEMAS DE AFINIDADE
PSEUDOBIOESPECÍFICO
L.C.L. Aquino1, P.T.V. Rosa1, M.A. Vijayalakshmi2, S.M.A. Bueno1*
1) Departamento de Processos Biotecnológicos, Faculdade de Engenharia Química – UNICAMP
C.P. 6066, CEP : 13083-970, Campinas, SP, e-mail : [email protected]) LIMTechS, UTC, F-60206, Compiègne, France
A técnica de adsorção por afinidade, que utiliza adsorventes com alta seletividade ecapacidade para adsorver compostos, principalmente proteínas, tem sido de importanteaplicação no processamento do plasma, como por exemplo no tratamento extracorpóreoempregado para remover auto-anticorpos do plasma de pacientes com doenças autoimunes etambém na produção em larga escala de drogas terapêuticas através do fracionamento doplasma humano ou animal. Na circulação extracorpórea para o tratamento de doençasautoimunes, o plasma do paciente é alimentado em uma coluna contendo um liganteimobilizado em uma matriz insolúvel que remove os auto-anticorpos, e as proteínas nãoadsorvidas retornam para o paciente. Em trabalhos prévios, verificou-se que o aminoácidohistidina imobilizado em membranas de fibras ocas de álcool poli etileno vinílico (PEVA)possui afinidade por auto-anticorpos pertencentes as classes IgG e IgM encontrados emindivíduos com lúpus eritematoso sistêmico. Baseado nisto, nosso trabalho realiza um estudocomparativo entre dois sistemas de afinidade empregando como suportes membranas dePEVA e gel de metacrilato (Toyopearl) e histidina como ligante. São analisados a seletividadedos adsorventes através de testes de adsorção de IgG a partir do soro humano, onde aidentificação das proteínas retidas e não retidas pelo suporte é realizada através deeletroforese SDS-PAGE. Através de isotermas de adsorção, determinou-se a capacidade doadsorvente e a constante de dissociação do complexo IgG-histidina (Kd), parâmetrosextremamente importantes para ampliação de escala. Resultados obtidos mostraram quesuportes de histidina-membranas de PEVA possuem uma seletividade e uma capacidade deadsorção para IgG humana maiores do que os suportes de histidina-gel Toyopearl.

158
ADSORÇÃO DE FIBRINOGÊNIO E ALBUMINA DO SORO HUMANONA SUPERFÍCIE DE VIDRO, POLICARBONATO E POLICLORETO
DE VINILA (PVC)Paulo T.V. Rosa1* , Antônio C. Arruda2 e Cesar C. Santana3
1* Laboratório de Biosseparações/DPB/FEQ/UNICAMP; Av. Albert Einstein, 500; C.P.6066; 13083-970 – Campinas – SP; fone (019) 788-3905; e-mail:[email protected]
2 Departamento de Engenharia de Petróleo/FEM/UNICAMP3 Departamento de Processos Biotecnológicos/FEQ/UNICAMP
A utilização clínica de biomateriais tem se tornado intensa nos últimos anos em implantes,equipamentos médicos, produtos para diagnósticos e formulações farmacêuticas. Um dosprimeiros fenômenos que ocorre quando um biomaterial entra em contato com fluidosbiológicos, tal como plasma sangüíneo, é a adsorção de algumas proteínas presentes no fluídona superfície do material. Esta adsorção pode ser desejável ou não, dependendo do tipo equantidade das proteínas adsorvidas na interface sólido-líquido. Desta forma, a análise epredição da adsorção de proteínas em biomateriais são muito importantes no estudo dacompatibilidade e desempenho in vivo de materiais.Em geral, a adsorção de proteínas em interfaces é determinada através da utilização decompostos radioativos. Este método é relativamente caro, requer procedimentos especiais desegurança e pode resultar em alterações estruturais das moléculas protéicas devido à presençado composto radioativo ou às condições utilizadas no acoplamento deste composto. Oobjetivo deste trabalho foi o desenvolvimento de metodologia para o estudo da adsorção dealbumina do soro humano e de fibrinogênio em biomateriais, utilizando como ferramenta dedetecção a técnica de eletroforese capilar. O método baseou-se na adsorção das proteínas nasuperfície dos biomateriais, seguida da lavagem das partículas sólidas com tampão fosfatocontendo cloreto de sódio e eluição das proteínas adsorvidas com uma solução de tampãofosfato/dodecil sulfato de sódio. A solução resultante foi analisada por eletroforese capilar.Os resultados da adsorção destas proteínas em superfícies de vidro, policarbonato e PVC sãoapresentados. Estes materiais podem ser utilizados em implantes ósseos, para preparação demembranas para separar o sangue do plasma e para a produção de tubulações utilizadas emcircuitos extra-corpóreos, respectivamente. Observou-se maior adsorção de fibrinogênio nostrês materiais, sendo esta mais intensa em policarbonato.

159
RECOVERY OF APROTININ FROM INDUSTRIAL EFFLUENT BYADSORPTION ONTO IMMOBILIZED CHYMOTRYPSIN
Ana Carolina Barros de Genaro and Everson Alves Miranda*
Department of Biotechnological ProcessesSchool of Chemical Engineering – Universidade Estadual de Campinas
C.P. 6066; CEP 13083-970 Campinas, SP Brazile-mail: [email protected]
Aprotinin is a 6.5 kDa protein molecule that is present in bovine organs and has medical-pharmaceutical applications. This work presents the development of a process for therecovery of aprotinin from industrial effluent of insulin production. The process is based onthe adsorption onto immobilized chymotrypsin. The adsorption in hydroxyapatite and on ionexchange resins will also be studied as a previous stage for aprotinin recovery. Twohydroxyapatite types were compared: Ultrogel (Sigma-USA) and a sample of experimentalhydroxyapatite. The hydroxyapatite Ultrogel presented larger adsorption capacity, mainly forthose proteins that present pI above 7.0 (aprotinin pI is close to 10.5). Due to its largercapacity, the Ultrogel was selected for the futures assays. Factorial experimental designmethod was done to experimentally verify the effects of pH and ionic strenght on theaprotinin adsorption. The results showed that the best experimental condition is ionic strenghtof 18 mM NaCl and pH 6.5 in 1 mM phosphate buffer.This condition resulted in a maximumadsorption capacity around 20.5 mg/g adsorbent. Dessorption assays indicated the solution of3 mM CaCl2 was the best eluent among four others tested. Similar studies using ion exchangeresin and immobilized chymotrypsin are being done.
160
CLARIFICAÇÃO DO SUCO DE ACEROLA DESPECTINIZADOPOR PROCESSO COM MEMBRANA
L. M. Fernandes1, E. S. Mendes1*, S. C. Costa2 e S. T. D. Barros1
1Departamento de Engenharia Química, Universidade Estadual de Maringá; Av.Colombo, 5790; 87020-900-MARINGÁ - PR; fone 44 261 4323; fax 44 261; e-
mail:[email protected] de Bioquímica, Universidade Estadual de Maringá; MARINGÁ - PR
A necessidade de mercado para a obtenção de sucos de melhor qualidade, onde as perdas desuas características organolépticas e nutricionais sejam minimizadas, levou pesquisadores aestudarem processos de clarificação por membranas.Na última década, algumas indústrias de sucos de frutas tem implantado o sistema deultrafiltração, tendo como objetivo substituir as etapas de centrifugação, filtração e decantaçãodo processo convencional de clarificação. As vantagens desse processo quando comparadocom o processo convencional de clarificação são: maior rendimento na sua recuperação,redução nos custos operacionais e de resíduos acumulados durante esta etapa.O material pectínico presente no suco de frutas exerce uma forte influência sobre odesempenho da ultrafiltração. Esse tipo de material tem o potencial de formar placas de gel nasuperfície da membrana, reduzindo sua eficiência. Com a intenção de resolver este problemasão usadas enzimas pectinases no processo de despectinização dos sucos.O suco de acerola usado neste trabalho foi tratado com enzima pectolítica Citrozym Ultra Lda Novo Nordisk, na concentração de 0,00075mL/mL de suco. A ultrafiltração foi realizadaem um módulo de fluxo tangencial, com uma membrana de celulose regenerada de 30 kDa.Verificou-se a variação das propriedades físico-químicas e reológicas da alimentação, retido efiltrado, bem como o comportamento da vazão de filtrado para pressões de ultrafiltração de25, 50 e 75 psi. A observação de que não houve mudança no teor de açúcares redutores aolongo do tempo comprovou que a enzima parou de agir. Constatou-se também um aumento davazão de filtrado com o aumento da pressão, e a retenção da polpa e de cerca de 90% dassubstâncias pécticas.
161
ULTRAFILTRATION/DIAFILTRATION OF STEVIA REBAUDIANABERTONI LEAVES EXTRACT BY POLISULPHONE MEMBRANES
Moreschi, S.R.M1.; Bergamasco, R*. and Gimenes, M. L.3
UNIVERSIDADE ESTADUAL DE MARINGÁ – DEPARTAMENTO DEENGENHARIA QUÍMICA - AV COLOMBO, 5790; CEP: 87020-900 MARINGÁ-PR
1 UNIVERSIDADE ESTADUAL DE MARINGÁ3 UNIVERSIDADE ESTADUAL DE MARINGÁ
Leaves of Stevia rebaudiana Bertoni (Compositae), which is a native plant from Paraguay,contain sweeteners which are 250 times sweeter than sucrose. Stevioside and rebaudioside Aare the major sweeteners present in stevia leaves.Purification and concentration of stevia leaves extract were studied by using the ultrafiltrationand diafiltration processes. In this study polisulphone membrane having 30,000 Daltons cut-off was tested in a tangential filtration modulus. After the diafiltration it was observed valuesof purities around 50%, for both stevioside and rebaudioside A. The colour and turbidityremoval values obtained were 75% and 90%, respectively.
162
PURIFICATION AND CONCENTRATION OF STEVIA REBAUDIANABERTONI BY MICROPOROUS MEMBRANES
Moreschi, S. R. M1.; Bergamasco, R.*; Gimenes, M. L3; Reis, M. H. M. 4; Di Pietro, A.C.5
UNIVERSIDADE ESTADUAL DE MARINGÁ – DEPARTAMENTO DEENGENHARIA QUÍMICA - AV COLOMBO, 5790; CEP: 87020-900 – MARINGÁ-PR
1, 3, 4, 5 UNIVERSIDADE ESTADUAL DE MARINGÁ
In this work it was investigated the use of membrane separation processes, ultrafiltration (UF)and diafiltration (DF), to purify and concentrate extract of Stevia Rebaudiana Bertoni leaves.It was used three different membrane cut-offs: 10,000 Daltons (cellulose acetate), 30,000Daltons (polysulphone) and 100,000 Daltons (polysulphone).The following parameters were evaluated: permeate flux, purity and percentage of colour andturbidity removals of crude extract, permeate and retentate .Initial values of permeate flux were proportional to the membrane aperture (cut-off). The10,000 Daltons cut-off membrane presented a more stable flux along the filtration time thanthe two other membranes.The best results of purity and effective turbidity removals were obtained with the membraneof 30.000 Daltons under 10 Psi, while best results of colour removal were obtained with10,000 Daltons membrane under 8 Psi.Diafiltration was carried out with the 30,000 Daltons membrane under 10 Psi. This have madeit possible to increase the purity from 34% (in the Ultrafiltration) to values around 55%.
163
ESTUDO DA MISCIBILIDADE E MORFOLOGIA DA BLENDAPHB/PLLA
Vanin, M 1*., Santana, C.C.1, Duek, E.R.2
1*Departamento de Processos Biotecnológicos / Faculdade de Engenharia Química,Universidade Estadual de Campinas - UNICAMP - Cidade Universitária Zeferino Vaz,Caixa Postal 6066 - CEP 13083-970 - Campinas / SP, e-mail: [email protected]
2 Departamento de Materiais / Faculdade de Engenharia Mecânica, UniversidadeEstadual de Campinas - UNICAMP, Campinas / SP
A pesquisa de polímeros naturais e sintéticos tem despertado grande interesse visando aaplicação nas áreas médica e odontológica. Devido às suas inúmeras propriedades, essesmateriais abrangem um grande número de aplicações, tais como: materiais de implante,liberação controlada de drogas, bem como artigos para uso cirúrgico, fazendo parte da classedos biomateriais. Em 1982 a Consensus Development Conference NIH definiu: "biomaterial étoda e qualquer substância (exceto drogas), ou combinação de substâncias de naturezasintética ou natural que pode ser utilizada por qualquer período de tempo, como um todo ouparte do sistema que trata, restaura ou substitui qualquer tecido, órgão ou função do corpo".Assim, antes da utilização de qualquer biomaterial este passa por um estudo complexo eminucioso de suas propriedades, sendo a biocompatibilidade a mais importante, devido apossibilidade de formação de trombos na interface sangue-superfície. Dentre esses polímerosdestacam-se a classe dos poli(α-hidroxiácidos) cuja principal característica é sua degradaçãopor hidrólise, gerando produtos absorvíveis pelo organismo. O principal objetivo deste trabalho é estudar a biocompatibilidade de um materialbioabsorvível através da adsorção de proteínas do sangue. Para se alcançar esse objetivo,primeiro foi necessário confeccionar o material, que foi conseguido através da blendagem emvárias concentrações de dois polímeros bioabsorvíveis o poli(L-ácido láctico) (PLLA) e opolihidroxibutirato (PHB).As blendas foram confeccionadas de duas maneiras: mistura no estado fundido noequipamento Mini Max Molder, e mistura em solução utilizando um solvente comum seguidade evaporação do mesmo, nas composições PHB/PLLA 100/0, 70/30, 50/50, 30/70, 0/100 (%em peso). As blendas obtidas foram caracterizadas por DMA e SEM, afim de se verificar suamiscibilidade e morfologia.Os resultados de DMA mostraram que a blenda PHB/PLLA é imiscível em todas ascomposições com a presença de duas Tg's, e os resultados de SEM apresentaram morfologiaporosa para a blenda devido a presença do PHB.

164
EVALUATION OF THE PERFORMANCE OF AN AIRLIFT REACTORFOR TREATMENT OF TCF BLEACHING EFFLUENT WITH FREE
AND IMMOBILIZED CELLS OF Lentinus edodes
Paiva, T.C.B*1; Borlini, M.C.1; Castro, L.A.B.A.1; Oliveira, S.C.1 and Durán; N.2
*1Departamento de Biotenologia, Faculdade de Engenharia Química de Lorena, CP 116,12600-000 Lorena-SP, Brazil. e-mail:[email protected]
2Biological Chemistry Laboratory, Chemical Institute, Universidade Estadual deCampinas, CP 6154, 13081 Campinas-SP, Brazil.
Airlift bioreactors have been used for aerobic treatment of effluents owing to the high valuesof kLa obtained in such reactors. Withe-rot fungi have an extracelular enzymatic system ableto degrade compounds of high toxicity, namely phenols and hydrogen peroxides which arecommonly found in effluents produced during kraft pulp bleaching processes. The treatmentof these effluents by L. edodes in an airlift bioreactor showed to be an efficient process forremoval of pollutants. This work evaluates the performance of an airlift biorecator for thetreatment of a pulp mill TCF bleachery effluent with free and immobilized cells of thisfungus. Wood chips were used as support for immobilization of the cells. The treatments werecarried out in a repeated batch operation mode using a 330 mL airlift reactor operated in thefollowing conditions: temperature (30 0C), air flow rate (300, 400 and 600 mL/min), and initialpH 5.0. Each batch operation lasted for 5 days with total reutilization of the fungal biomass inthe subsequent operations. The process was evaluated in terms of its efficiency in removingtotal phenols and hydrogen peroxide. For the treatment employing free cells, the results of thefirst batch operation showed that after 3 days of treatment all hydrogen peroxide wasremoved. However, increases in total phenols concentration and color values were observed atthe end of the operation. In the second batch operation, the results were similar. Whenimmobilized cells were used, the results of the first batch operation showed that after 2 daysof treatment all hydrogen peroxide was removed. Increases in total phenols concentration andcolor values were also observed at the end of the first and second batch operation.

165
CHROME SHAVINGS HYDROLYSIS USING ALCALASE ANDCHARACTERIZATION OF SOLUBLE PROTEINS
Andréa Renata Malagutti1, Alexandre Tadeu Paulino1, Juliane Dametto1, Cláudia C.Maebara Kimura2, Eurica M. Nogami2, and Jorge Nozaki*
1Departamento de Química; Universidade Estadual de Maringá; Maringá-PR.2Curso de Pós-Graduação em Ecologia de Ambientes Aquáticos eContinentais;Universidade Estadual de Maringá;Maringá, PR.
*Departamento de Química; Universidade Estadual de Maringá. 87020-900 Maringá-PR.
E-mail: [email protected]
Tannery industries are of great social and economic importance world-wide. In Brazil, about600 industries produce 22 million leather per year, approximately 10% of total worldproduction. Tanneries use different types of processes to tan the leather, and tanning withchromium salts are of great environmental concern because of its by products. Enzymaticprocessing of chrome shavings has been shown to be a viable treatment for completesolubilization of chromium shavings (Kimura et al.,1999). Usually the chrome shavings,produced during the tanning of leather, contain a very high concentration of chromium. Therecovery of chromium and protein from chrome shavings were performed using a proteolyticenzyme Alcalase. This enzyme is produced by fermentation of Bacillus licheniformis andhave high specificity related to the hydrolysis of peptide linkages.Small pieces of chrome shavings were firstly sun dried for 5 or 6 hours. Dried chromeshavings were washed with oxalic acid and distilled water in a thermostatic bath at 50 0C toremove the maximum amount of chromium. After the washing step, the enzyme Alcalase(1%) was employed for chrome shavings solubilization in a thermostatic bath. The solubleprotein concentrations were determined by Kjeldhal and Biuret methods, and flame atomicabsorption spectroscopy was employed for the determination of recovered chromium. Gelexclusion chromatography, using Sephadex G-10, G-15, and G-75, were employed forseparation and molecular weight distribution of proteins (Garcia et al.,1999). Aminoacidswere determined by high performance liquid chromatography (HPLC).Preliminary washing with oxalic acid and distilled water removed over 58% of chromiumfrom chrome shavings. The average molecular weight of proteins found was 51000Da, andthe main aminoacids found by HPLC were: glycine, glutamic acid, alanine, and arginine. Onthe other hand, cystine, tyrosine, and histidine were found in lower concentrations.
References:1.Kimura, C.C.M., Garcia, E.E., Martins, A., and Nozaki, J., Chemical and Enzymatic
Solubilization of Chrome Shavings. Anales de la Asociacion Quimica Argentina87,2,1999.
2.Garcia, E.E., Kimura, C.C.M., Martins, A., Rocha, G., and Nozaki, J., ChromatographicCharacterization of Products Isolated from Chrome Shavings. Archives of Biology andTechnology 42, 3, 1999.
FNMA/CNPq-UEM

166
BIOLOGICAL REMOVAL OF RESIDUAL AROMATIC COMPOUNDSFROM PULP AND PAPER EFFLUENTS AFTER FLOCCULATION
AND COAGULATION
Claudenice Rodrigues1, Hélio G. Filho2, Edson M. dos Reis1, and Jorge Nozaki*
1Departamento de Quimica; Universidade Estadual de Maringá; Maringá-PR.2Depto de Engenharia Quimica; Universidade Estadual de Maringá; Maringá-PR.
*Departamento de Química; Universidade Estadual de Maringá. 87020-900 Maringá-PR.
E-mail: [email protected]
Organic compounds of high molecular weight from effluents of paper and pulp industries aredifficult for biological degradation. The recalcitrant compounds such as lignin and itsderivatives, and also the products of bleaching process causes serious water pollution.A new method of flocculation and coagulation using natural polyelectrolytes, extracted fromthe cactus Cereus peruvianus, and aluminum salts has been investigated to remove highmolecular weight recalcitrant organic compounds. The effluents were collected from Industriade Papel Klabin S.A., located in Telemaco Borba, Parana State, Brazil. Effluents from centralchannel, cellulose channel, bleaching, paper machine, and final effluents were collected andtreated with aluminum salts and natural polyelectrolytes, in a Jar-Test (Milan) for flocculationand coagulation. After separation of solid residue, the effluents containing organic compoundsof lower molecular weight were submitted to biological degradation by activated sludgeprocess with contact stabilization1. The experiment began with acclimation of microorganismsduring 20 days, using commercial sugar as fresh food, and this artificial food was graduallysubstituted by effluents of pulp and paper industry after flocculation and coagulation.Flocculation and coagulation with natural polyelectrolytes and aluminum salts removed 70 to80% of COD, 85-90% of aromatic compounds, and 91-97% of colour 2. Biological treatmentof effluents collected from cellulose channel removed over 87% of COD. The observedefficiency was higher than the conventional method with an average removal of 30-40%, and50% removal using oxygen bleaching3.
References:
1.Ramalho, R. Sette. Introduction to Wastewater Treatment Processes. Second Edition.Academic Press, Inc., San Diego, California-USA, 1983, 579pp.
2.Reis, E.M. and Nozaki, J., Biological Treatment of Effluents of Paper Industry afterFlocculation and Coagulation with Aluminum Salts and Natural Polyelectrolytes. Archivesof Biology and Technology 42, 1999 (submitted).
3.Norton, S.C., Pulp and Paper Management.Water Environment Research 64,(4),429-439,1992.
FNMA/CNPq/UEM

167
AVALIAÇÕES PRELIMINARES DO ESTADO TRÓFICO(PARÂMETROS FÍSICOS VERSUS BIOMASSA) DO RIO QUE
ABASTECE A CIDADE DE TOLEDO (PARTE I)
Freitas1, K. R., Veit1, M. T. & Fagundes2*, M. R. S.1Alunas de Iniciação Científica do Dep. De Eng. Química – Universidade Estadual do
Oeste do Paraná / Toledo2*Depto. De Engenharia Química -Universidade Estadual do Oeste do Paraná/Toledo
Rua da Faculdade, Nº 2550, Jardim La Salle; 85903-000 - Toledo - PR;(45)9785971 ou 2527936; e-mail: [email protected]
O experimento desenvolvido visou destacar processo de degradação ambiental dos recursoshídricos pelo crescimento urbano, industrial e agrícola que ocorre na bacia hidrográfica doRio Toledo. A bacia subdivide-se em três sub-bacias: rural ou de manancial, urbana e peri-urbana, que retratam em separado os pontos e as áreas críticas, a identificação depotencialidades e as tendências de uso e ocupação do solo dentro da bacia. A baciahidrográfica do Rio Toledo, afluente do Rio São Francisco Falso, localizado no oeste doEstado do Paraná, abrange uma área de aproximadamente 97 km 2, situada entre os paralelos24o 43’ e 24o 47’ de latitude sul e os meridianos 53 o 33’e 53o 45’ de longitude oeste. Foramavaliadas as condições físicas e biológicas, em relação as variações temporais e espaciais,quantificando o parâmetros: temperatura (ºC), pH, oxigênio dissolvido (mg/L), condutividadeelétrica (µS/cm) , turbidez (NTU) e Clorofila a (biomassa), a fim de diagnosticar o grau dedeterioração do rio. As coletas foram efetuadas em quatro pontos distintos, quecompreendessem todas as sub-bacias, em intervalos mensais. Os resultados obtidos nospontos peri-urbanos (antiga captação de abastecimento da cidade de Toledo) e zona receptorade efluentes industriais, mostraram alterações físicas e biológica na bacia hidrográfica.Justificada pela distribuição desordenada de ocupação, nas proximidades do rio, caracterizadapor uma população de baixa renda e condições precárias de saneamento, bem como peloaporte de resíduos industriais tratados ou não.

168
AVALIAÇÕES PRELIMINARES DO ESTADO TRÓFICO(NUTRIENTES VERSUS BIOMASSA) DO RIO QUE ABASTECE A
CIDADE DE TOLEDO (PARTE II)
Veit1, M. T., Freitas1, K. R. & Fagundes 2*, M. R. S.1Alunas de Iniciação Científica do Dep. De Eng. Química – Universidade Estadual do Oeste
do Paraná / Toledo.2*Depto. De Engenharia Química -Universidade Estadual do Oeste do Paraná/Toledo.
Rua da Faculdade, Nº 2550; Jardim La Salle; 85903-000 - Toledo - PR;(45)9785971 ou 2527936; e-mail: [email protected]
A bacia hidrográfica do Rio Toledo, afluente do rio São Francisco Falso, está localizada nooeste do Estado do Paraná, abrange uma área de aproximadamente 97 km 2, situada entre osparalelos 24o 43’ e 24o 47’ de latitude sul e os meridianos 53 o 33’e 53o 45’ de longitude oeste,e constitue-se na sub-divisão em 3 sub-bacias: rural ou de manancial, urbana e peri-urbana,nas quais identificou-se alguns pontos críticos referentes a captação para o abastecimento dacidade de Toledo, a forte influência da urbanização, que vem atingindo fundos de valesdesprovidos de uma infra estrutura satisfatória, além do impacto agroindustrial que vemsomar ao processo de degradação ambiental dos recursos hídricos. O objetivo do trabalho éavaliar as condições físico-químicas e biológicas, bem como a variação temporal e espacialdesses fatores, analisando a causa e o grau de deterioração do rio. As amostragens nos pontosselecionados (quatro pontos) foram em intervalos mensais, nas quais quantificou-se osseguintes parâmetros químicos: nitrogênio na forma de nitrito, nitrato e amônia e fosfatos naforma de fósforo dissolvido e ortofosfato e biológicos (clorofila a/biomassa). Os resultadosobtidos mostraram uma forte diferenciação em relação aos pontos selecionados. Justificadopela influência das atividades econômicas e sociais nas proximidades dos pontos de coleta deamostras, com exceção do ponto de captação da água que abastece a cidade de Toledo.Diagnosticou-se que o ponto próximo a junção do rio Toledo ao rio São Francisco Falso,caracteriza-se por uma forte tendência a eutrofização, devida principalmente a atividadesagropecuárias (criação de suínos, aves e uso de agrotóxicos).

169
INFLUENCE OF pH, TEMPERATURE, AND CARBON SOURCE ONMETHANOGENIC ACTIVITY OF A ANAEROBIC REACTOR OF
GELATIN INDUSTRY
Rosângela Bergamasco1*, A.M.S. Vieira1, C.R.G. Tavares1 and B.P.Dias Filho2
1*Depto de Engenharia Química, Universidade Estadual de Maringá, Av. Colombo,5790, Maringá, PR. Brazil. CEP 78020-900
e-mail: rosâ[email protected] de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR
2Depto de Análises Clínicas; Universidade Estadual de Maringá; MARINGÁ - PR
Upflow anaerobic sludge blanket (UASB) reactors are often used for high-rate anaerobictreatment of wastewater. A major advantage of these upflow systems is that their designpermits the retention of a greater amount of active biomass in comparison with otheranaerobic reactors. In this paper, the influence of the parameter pH, temperature, and carbonsource on methanogenic activity and chemical oxygen demand (COD) removal of sludgefrom a UASB reactor treating wastewater from a gelatin industry was studied. Themethanogenic bacteria enumerated using the most-probable-number (MPN) technique were at105 cells/ml. Additions of formate or acetate to the anaerobic granular sludge cultivated ininfluent supernatant medium showed a significant increase in methane gas production.Methane production in sludge cultivated in growth medium supplemented with formatepressurized with H2:CO2 showed a significant increase in the methane yield compared withthe seed culture containing the same substrate and gases rate of N 2:CO2. Rate of methaneproduction of the sludge cultivated in growth medium supplemented with acetate pressurizedwith H2:CO2 or N2:CO2 was similar. The percentage of COD removal and methane gasproduction was most pronounced with mesophilic sludge at pH 7 in medium supplementedwith carbon source.
170
ESTUDO DA CINÉTICA DA DEGRADAÇÃO BIOLÓGICA DEEFLUENTE DA INDUSTRIA DE LATICÍNIOS
Rodrigues, E.R1*, Gimenes, M. L.2, Bergamasco, R., Kroumov, A. D.2
1*Depto de Engenharia Química, Universidade Estadual de Maringá, Av. Colombo,5790, Maringá, PR. Brazil. CEP 78020-900
e-mail: [email protected] de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR
A utilização de bioreatores de leito fluidizado trifásico tendo sido nas últimas décadas, umprocesso alternativo de tratamento aeróbio de efluentes. A otimização deste processo se tornaimprescindível no tocante a remoção da DQO, que ocorre pela ação dos microorganismos quese aderem as partículas poliméricas, aumentando desta maneira a eficiência deste bioreator.Este trabalho apresenta um estudo cinético da degradação biológica de efluente da indústriade laticínios com a utilização de microorganismos aclimatados e atuantes no processo detratamento. Para este estudo foi realizado o acompanhamento do crescimento dosmicroorganismos, da variação de concentração de substrato (efluente a ser tratado), daformação de gás carbônico liberado pelos microorganismos na decomposição da matériaorgânica, em reator em batelada, sob uma temperatura controlada de 28°C. As concentraçõesde células dos microorganismos foram acompanhadas pelo método de contagem. Adegradação do substrato foi analisada através do método de Dubois (teor de polissacarídeos),enquanto que o teor de gás carbônico liberado foi realizado por meio de cromatografia gasosa.Com estes resultados ajustou-se um modelo cinético para descrever a degradação biológica doefluente.
171
UTILIZAÇÃO DO REATOR SEQÜENCIAL PARA O TRATAMENTODE EFLUENTES DA INDÚSTRIA DE PAPEL E CELULOSE
Rodrigues, A. N. M.1*; Bergamasco, R.2*; Tavares, C. R. G.; Abreu, E. T.e Gimenes, M. L.
1*Depto. de Engenharia Química; Universidade Estadual de Maringá; Av. Colombo,5790; 87020-900 – MARINGÁ – PR; fone (44) 261-4323;
e-mail:[email protected];2 Depto. de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR
A indústria de papel e celulose, interessada não só em reduzir custos, mas também ematender às rigorosas legislações ambientais que começam a vigorar, tem buscado na pesquisacientífica, soluções práticas e viáveis para o tratamento de águas residuárias.Neste trabalho, investiga-se a utilização de um processo biológico aeróbio (RBS) seguido deum processo de separação com membranas (PSM), para o tratamento do efluente da indústriade papel e celulose.O RBS (reator batelada seqüencial) é um processo em semi-batelada, ocorrendo em geral emum único tanque, onde reação e separação tomam lugar em momentos diferentes. Em funçãodisso, grandes economias de capital podem ser feitas, uma vez que não há necessidade dasestruturas exigidas para a sedimentação e retorno do lodo, como no processo convencional delodos ativados. Além disso, um RBS pode ser operado de forma a somente liberar o efluentequando o tratamento atingir os padrões de qualidade pré-estabelecidos.A membrana de ultrafiltração utilizada no processo de filtração foi dePoliétersulfona com abertura de poro de 10.000 nm e com uma área defiltração de aproximadamente 25 cm2. Os experimentos foram realizados àtemperatura ambiente (25°C) e pressão de 3 BAR.Como parâmetros de monitoramento, foram analisados, DQO (Demanda Química deOxigênio), cor, turbidez, sólidos suspensos e pH, de acordo com o procedimento descrito pelaAmerican Public Health Association - Standard Methods for the Examination of Water andWasterwater (APHA -1980).O processo de tratamento utilizando o RBS seguido de ultrafiltração apresentou valoresmédios de remoção de DQO de 85%, cor 95% e 99,8% de turbidez, mostrando assim ser umprocesso alternativo viável para o tratamento do efluente da indústria de papel e celulose.
172
ESTUDO DO REAGENTE FENTON PARA A DEGRADAÇÃO DEÁGUAS RESIDUÁRIAS DA INDÚSTRIA DE PAPEL E CELULOSE
Rodrigues, A. N. M.1*; Bergamasco, R.2*; Tavares, C. R. G.;Abreu, E. T. e Gimenes, M. L.
1*Depto. de Engenharia Química; Universidade Estadual de Maringá; Av. Colombo,5790; 87020-900 – MARINGÁ – PR; fone (44) 261-4323;
e-mail:[email protected];2 Depto. de Engenharia Química; Universidade Estadual de Maringá; MARINGÁ - PR
As indústrias de papel e celulose produzem, anualmente, grandes quantidades de efluentescoloridos, resultantes dos diferentes processos aplicados à madeira e à sua polpa. Estesefluentes apresentam vários compostos orgânicos, responsáveis pela sua coloração marrom ese originam da degradação da lignina residual durante o processo de branqueamento da polpa.Os efluentes geralmente são tratados por processos biológicos para a redução de cargaorgânica, mas em sua forma convencional, não são eficientes para a remoção de cor, turbideze das moléculas de alto peso molecular.Este trabalho teve como objetivo estudar o desempenho do reagente de Fenton na degradaçãode águas residuárias da indústria de papel e celulose após o tratamento biológico.Nos experimentos realizados foram investigados os efeitos dos parâmetros pH, concentraçãode ferro e peróxido de hidrogênio na degradação da matéria orgânica e redução de cor eturbidez.As análises de DQO (Demanda Química de Oxigênio), COT (carbono orgânico total), cor,turbidez, e pH, foram realizados de acordo com o procedimento descrito pela AmericanPublic Health Association - Standard Methods for the Examination of Water and Wasterwater(APHA -1980).Os resultados obtidos indicam que para a ação conjunta dos dois processos, processobiológico seguido do acréscimo do reagente de Fenton, atinge-se remoções de cor e turbidezna ordem de 85%, respectivamente, além da remoção de DQO na ordem de 90%, mostrandoassim que o Reagente de Fenton pode ser um processo alternativo viável para o tratamento doefluente da indústria de papel e celulose.

173
PRODUÇÃO DE β-CICLODEXTRINA E APLICAÇÃO NOENCAPSULAMENTO DE DROGAS DE PRIMEIRO TRATAMENTO DA
TUBERCULOSE: UM TRABALHO MULTIDISCIPLINAR
H.O.S. Lima *, G.M. Zanin * *, F.F.DE Moraes * *, A.M. Moraes *, L.M.A Pinto #, E.De Paula # , M.C.B Villares + e M.H.A. Santana *
* Faculdade de Engenharia Química, Universidade Estadual de Campinas, C.P. 6066,CEP 13083-970, Campinas-SP; * * Departamento de Engenharia Química, Universidade
Estadual de Maringá; # Instituto de Biologia, Universidade Estadual de Campinas; +Faculdade de Ciências Médicas, Universidade Estadual de Campinas
Os tratamentos convencionais da tuberculose além de serem de longa duração, apresentam efeitoscolaterais tais como toxicidade sistêmica, resistência das espécies a vários antibióticos e curtaperiodicidade entre as ingestões do medicamento. Em conseqüência disso, um elevado índice deabandono tem sido verificado. Esses fatores têm incentivado a pesquisa e o desenvolvimento de novosregimes terapêuticos usando drogas convencionais, cuja toxicidade já é conhecida, e que resultem emum menor investimento quando comparado ao desenvolvimento de novas drogas.As ciclodextrinas têm sido empregadas no campo farmacêutico para proteção física e redução deefeitos colaterais de drogas tóxicas. O objetivo deste trabalho é investigar os efeitos da complexaçãodas drogas usadas no tratamento primário da tuberculose em β-ciclodextrina, β-CD, nas propriedadesde solubilidade, fotoproteção , hemólise e ação sobre o Mycobacterium tuberculosis em ensaios invitro. Pirazinamida, Isoniazida e Etambutol foram as drogas estudadas. Complexos verdadeiros foramobtidos entre a β-CD e a parte mais hidrofóbica das moléculas de Pirazinamida e Isoniazida em umarazão molar de 1:1. Inclusão parcial foi observada com Etambutol mesmo em elevada razão molar. Oscomplexos de inclusão foram caracterizados por espectroscopia de ressonância magnética nuclear deprótons, calorimetria diferencial de varredura e microscopia eletrônica de varredura. Os dadosexperimentais dos testes de fotoproteção indicaram que a fotodegradação da Pirazinamida e Isoniazidapor luz UV é retardada quando estas drogas estão encapsuladas em β-CD. As taxas de dissolução detabletes sólidos foram maiores para as drogas complexadas que para as drogas livres, indicando umamelhor biodisponibilidade dos complexos droga: β-CD. Os testes de hemólise mostraram que asdrogas quando complexadas em β-CD são capazes de proteger as células de eritrócitos da liseproduzida pela β-CD, acima da razão molar 500:1 (β-CD: lipídios da membrana), bem acima dasconcentrações nas quais a β-CD não complexada é hemolítica. Isso representa uma segurançaterapêutica para a administração parenteral de drogas complexadas em β-CD. Os ensaios preliminaresde susceptibilidade do Mycobacterium tuberculosis às drogas livres e complexadas, quando cultivadoem meio sólido Loweinstein e exposto à soluções diluídas (10 -3 e 10-5 ) preparadas a partir de 1µg/mlde Isoniazida, 4 µg/ml de Etambutol e 20mg/ml de Pirazinamida (solução acidificada), apresentaramos seguintes resultados para 3 cepas isoladas de material clínico: a cepa 549/.98 apresentou-se sensívelà Isoniazida e Etambutol e altamente resistente à Pirazinamida nas formas livre e complexada; a cepa2087/98 apresentou resultados semelhantes quanto à sensibilidade à Isoniazida e Etambutol, eresistência de aprox. 30% à Pirazinamida, em ambas as formas; a cepa 315/98 foi sensível aoEtambutol nas formas livre e complexada, sensível à Isoniazida na forma livre porém com 36% deresistência na forma complexada, e com resistências de 2% e 8 % à Pirazinamida nas formas livre ecomplexada respectivamente.Esses resultados mostram que tuberculostáticos complexados em β-CD são promissores e odesenvolvimento da sua tecnologia poderá trazer benefícios para o tratamento da tuberculose.
Apoio financero: FAPESP
174
ENCAPSULAMENTO DE MEDICAMENTOS EM LIPOSSOMAS PARAA TERAPIA PRIMÁRIA DE TUBERCULOSE POR INALAÇÃO
Oselys R. Justo, Maria Helena A. Santana e Ângela M. Moraes*
*Departamento de Processos Biotecnológicos/Faculdade de Engenharia QuímicaUniversidade Estadual de Campinas - Caixa Postal 6066 CEP 13081-970 - Campinas, SP
e-mail: [email protected]
Embora existam drogas eficazes para terapia da tuberculose, a taxa de mortalidade decorrentedesta enfermidade ainda continua elevada. Algumas características do tratamentoconvencional da tuberculose são os efeitos colaterais provocados pelos medicamentos, atoxicidade das drogas às células normais, o longo tempo da terapia e a resistência dosmicrorganismos aos medicamentos. Formulações de lipossomas (vesículas lipídicas)contendo antibióticos encapsulados apresentam um bom potencial de aplicação na terapia datuberculose, pois além de aumentar o índice terapêutico dos medicamentos pela modificaçãoda sua farmacocinética e biodistribuição, grande parte dos problemas associados à terapiaconvencional poderiam ser minimizados.Com o objetivo de contribuir para o estudo do aumento do índice terapêutico de drogasutilizadas no tratamento primário da tuberculose, neste trabalho desenvolveu-se umametodologia para a preparação e caracterização de lipossomas encapsulando as drogasIsoniazida, Pirazinamida, Etionamida e Rifampicina em formulações potencialmenteadequadas para a administração por inalação. Os efeitos das condições de encapsulamento naincorporação deste composto terapêutico em lipossomas unilamelares apresentando diâmetrosmédios de 300 a 400 nm foram estudados, dentre eles, a influência da variável razão molarinicial droga/lipídio usada durante a incorporação.As formulações preparadas foram caracterizadas quanto às concentrações finais de lipídios ede drogas, quanto à estabilidade de estocagem na forma de suspensão e à estabilidade frente àadição de tensoativos não iônicos.Os resultados mostram que a razão molar final droga/lipídio e a estabilidade dos lipossomaspodem ser controladas pelas condições operacionais utilizadas durante a preparação dasvesículas. Os resultados mais promissores foram os obtidos com Isoniazida e Pirazinamida,que permaneceram estavelmente encapsuladas em lipossomas com razões molaresdroga/lipídio de 0,3 por um período de 4 semanas.
Agradecimentos: FAPESP, FINEP/PRONEX
175
UTILIZAÇÃO DE RECOBRIMENTO COM FOSFOLIPÍDIOSPARA A HEMOCOMPATIBILIZAÇÃO DE PVC
Paula R. Marreco, Giuliana P. Alves, Maria Helena A. Santana e Ângela M. Moraes*
Departamento de Processos Biotecnológicos/Faculdade de Engenharia QuímicaUniversidade Estadual de Campinas - Caixa Postal 6066 CEP 13081-970 - Campinas, SP
e-mail: [email protected]
Os biomateriais vêm se tornando cada vez mais importantes no cenário médico. Porém, o querestringe suas aplicações são as reações adversas que ocorrem quando estas superfícies entramem contanto com fluidos biológicos. Uma altrnativa para reduzir as reações adversas eaumentar a sua heocompatibilidade é a mimetizaçãode interfaces bilogicamente inertes comoa camada externa das membranas plasmáticas de eritrócitos e plaquetas. Atribui-se estaatividade anti-trombogênica à presença dos fosfolipídios neutros fosfatidilcolina,fosfatidiletanolamina e esfingomielina.O objetivo deste trabalho foi a obtenção e caracterização de superfícies de policloreto devinila (PVC) recobertas com dimiristoilfosfatidilcolina (DMPC) edimiristoilfosfatidiletanolamina (DMPE) puras e em mistura entre si e comdimiristoilfosfatidiletanolamina derivatizada com polietilenoglicol de massa molecular 2.000Da (DMPE-PEG).O método de recobrimento utilizado foi o de deposição de filmes de Langmuir-Blodgettpreparados com os lipídios mencionados em superfícies planas de PVC, onde se avaliou ainfluência das variáveis pressão de deposição, número de camadas depositadas, velocidade deimersão e tempo de espera antes da deposição nas características finais das amostras.As superfícies recobertas foram caracterizadas pela determinação do ângulo de contatodinâmico em sistemas ar-água, do tempo de coagulação sangüínea e por microscopia de forçaatômica.Os resultados mostraram que o PVC pode ser efetivamente recoberto pelos compostosutilizados e que há uma boa correlação entre as técnicas de caracterização empregadas. Asplacas recobertas, de maneira geral, tornaram-se mais hidrofóbicas que as não recobertas eapresentaram maiores tempos de coagulação. A homogeneidade do recobrimento mostrou-sedependente da composição dos fosfolipídios e das variáveis operacionais do processo derecobrimento. Estes resultados são importantes para aplicações do PVC em utensíliosmédicos e em circuitos extracorpóreos.
Agradecimentos: CAPES, CNPq, FINEP/PRONEX
176
ENCAPSULAMENTO DE VITAMINA C EM LIPOSSOMASPARA APLICAÇÃO EM PREPARAÇÕES DERMATOLÓGICAS
Marcelo Simioni Pontes1 e Ângela Maria Moraes2*
1*APV South America Indústria e Comércio Ltda. – São Bernardo do Campo, SP2Departamento de Processos Biotecnológicos/Faculdade de Engenharia Química
Universidade Estadual de Campinas - Caixa Postal 6066 CEP 13081-970 - Campinas, SPe-mail: [email protected]
Lipossomas são estruturas ocas cujo volume aquoso central é circundado por uma ou maismembranas compostas de lipídios, com diâmetros da ordem de dezenas de nanômetros adezenas de micra. Estas vesículas lipídicas são veículos de interesse em aplicaçõesdermatológicas, possibilitando maior penetração de agentes ativos na pele. Os lipossomaspodem atuar tanto como ingredientes de formulação (encapsulando um agente de interesse)quanto como ingredientes ativos, suprindo as necessidades lipídicas da pele e aumentando suahidratação. Diversos produtos incorporando lipossamas estão disponíveis no mercado defármacos e cosméticos, na forma de géis, cremes, suspensões, dispersões e loções. Dentre assubstâncias de interesse dermatológico paasíveis de incorporação em lipossomas, destacam-seos compostos capazes de retardar o envelhecimento da pele, como as vitaminas C e E.Este trabalho teve por objetivo o desenvolvimento de metodologia para a preparação ecaracterização de lipossomas encapsulando duas formas estáveis e comercialmentedisponíveis da vitamina C, o Vitazime C e o VCPMG, em formulações potencialmenteadequadas para aplicações dermocosméticas. A influência da razão molar inicial derivado devitamina C/lipídio na eficiência de incorporação destes compostos em lipossomasunilamelares de lecitina de soja contendo ou não vitamina E foi avaliada. A incorporação devitamina E deu-se nas bicamadas lipídicas, pela co-solubilização desta e da lecitina emsolução de clorofórmio e metanol e por posterior evaporação dos solventes orgânicos. Oencapsulamento dos derivados de vitamina C foi efetuado no cerne aquoso das vesículas,durante a etapa de hidratação do filme lipídico seco As formulações preparadas foramcaracterizadas quanto às concentrações finais de lipídios, de derivado de vitamina C, aodiâmetro médio das vesículas e quanto à estabilidade de estocagem na forma de suspensaoaquosa.Os resultados demonstram que apenas o VCPMG pode ser eficientemente encapsulado emlipossomas, obtendo-se sistemas com razão molar final VCPMG/lipídio máxima de 0,17,valor este limitado pela solubilidade do derivado de vitamina C em água. A vitamina E foiincorporada estavelmente às bicamadas lipídicas na proporção máxima de 22 %, não tendosubstancialmente afetado o encapsulamento de VCPMG nos lipossomas. As vesículaspreparadas apresentaram diâmetros médios de 66 a 130 nm, obtendo-se maior estabilidade deestocagem quanto à variação dos tamanhos de partículas para vesículas contendo vitamina E.
Agradecimentos: FAPESP, FINEP/PRONEX
177
178
179

180
181

182
183
184
185
186
187
188
189
190
191
192

193
194
195
196

197


