versatility of waterjet technology: from macro to micro ... · versatility of waterjet technology:...
TRANSCRIPT

BHR Group 2010 Water Jetting 1
Versatility of waterjet technology: from macro to micro machining for most materials
H.-T. Liu and D. McNiel OMAX
® Corporation, 21409 72
nd Avenue South, Kent, WA 98032, USA
ABSTRACT
Waterjet technology has matured rapidly and become one of the mainstream precision machine tools since commercialized in the late 1970’s. Waterjets have several inherent features that are superior to most conventional machine tools. Abrasive-waterjets are nowadays highly automated with PC-based CAD/CAM software that controls and oper-ates the hardware (pump, nozzle, abrasive feeding, traverse, and accessories) for precision machining. Most sources of machine errors have been minimized for optimum opera-tions. Abrasive-waterjets are capable of machining most materials up to about 0.3 m thick with square edges. Abrasive-waterjets are often applied as a finishing tool or, for ex-treme precision parts, as a net shaping tool. For very tough materials, the use of abrasive-waterjet for net shaping often helps to minimize the wear of expensive contact tools, lead-ing to improved productivity and significant cost savings (reduction of work stoppage, part rejection, and tool replacement due to increase in the tool life). For fatigue-critical applications, low-cost secondary dry-grit blasting was successfully applied to induce re-sidual compressive stresses on abrasive-waterjet-machined edges of aircraft metals, en-hancing their fatigue lives at least three times over those of CNC-milled counterparts.
Intensive R&D has been underway to develop µAWJ nozzles for abrasive-waterjet mi-cromachining. Photos and samples of abrasive-waterjet-machined parts, both large and small and made of various materials, are shown to demonstrate the versatility of an abra-sive-waterjet as a precision machine tool.
1 INTRODUCTION
Abrasive-waterjets machining relies on the erosion of the target material by many abra-sives accelerated to supersonic speeds via the high-speed waterjet forced through the ori-fice. The erosion process is a form of micromachining by individual abrasives impinging on the target material. Such a micromachining process differs from the macro machining process by most contact tools that often experience considerably high wear rate when cutting extremely hard/tough materials. The waterjet not only transfers its kinetic energy to entrained abrasives but also serves as a coolant to carry away the heat generated by the erosion process. As a result, unlike lasers and EDM, abrasive-waterjet machining is a cold cutting process that does not induce thermal damage on the workpiece. Such damage could include the creation of a heat-affected zone that often leads to surface hardening and/or localized modification of the chemical properties of the parent material (1). On the other hand, abrasive-waterjet machining is a mechanical process that is environmentally safe as compared with photo-chemical etching that produces toxic and/or hazardous waste. In other words, abrasive-waterjet machining is a unique machining process that offers several technological and manufacturing advantages over conventional tools.

BHR Group 2010 Water Jetting 2
Since the commercialization of waterjet technology in the late 1970s’, extensive R&D efforts have been conducted to advance the technology to take advantage of its merits while improving the precision of abrasive-waterjet machining. This emerging technology has matured rapidly in the past decade. Nowadays, abrasive-waterjets have leapfrogged from being merely a separation tool to a precision machining tool competing in an equal footing with lasers, EDM, photo-chemical etching, ultrasound, and other established tools. In many applications, abrasive-waterjets are superior to these tools in terms of cost-effectiveness, short machining and turnaround times, ease of use, and preservation of structural and chemical integrity of parent materials. Due to their technological and manufacturing advantages together with their rapid matur-ity in recent years, waterjet machine tools have emerged as the fastest growing segment of the machine tool industry in the past decade, according to Frost and Sullivan.1 The same trend is expected to hold in the next decade. In the Frost and Sullivan market research report (Frost and Sullivan, 2005), one of the main impediments is the lack of awareness. To raise the awareness, OMAX has collaborated with Massachusetts Intitute of Technol-ogy and other colleges to provide educational discounts for our JetMachining Centers.2, 3 For example, there are five JetMachining Centers installed in the Mechanical Engineering Department of MIT for use in offering design courses to students and continuing educa-tional courses to the general public.4, 5 The JetMachining Centers have been used to sup-port extracurricular activities for designing and fabricating novel models and robots for competition and art pieces for goodwill purposes.6 Among the advantages presented, the following are responsible for the sustained growth of the technology.
• Abrasive-waterjet machining is fundamentally cost-effective with fast turnaround. A part can be completed from design to finish in minutes to hours. They are most suit-able for research and development and rapid prototyping that typically require short and medium runs. On the other hand, OMAX has employed its JetMachining® Cen-ters for machining parts for production.
• One of the most pronounced advantages of abrasive-waterjets is their versatility. Abrasive-waterjets are material independent and they cut nearly all materials at speeds according to their machineability. One of the major factors driving the mar-ket for waterjet systems has been its ability to cut any type of material.7 On the other hand, most conventional machine tools are material selective. For example, la-sers rely on materials with low reflectivity; EDM only works on conductive materi-als; contact tools face considerable challenge for extremely hard/tough materials such as hardened steel.
1 Frost and Sullivan – “The World Waterjet Cutting Tools Markets” Date Published: 30 Aug 2005
(www.frost.com) 2 http://www.authorstream.com/Presentation/Clarice-37131-MIT-ml-waterjet-15oct01a-Abrasive-
Water-Jet-Cutting-Motivation-II-III-Outline-History-as-Education-ppt-powerpoint/ 3 http://www.vashoncollege.org/index.php?option=com_content&task=view&id=76&Itemid=61 4 http://mit.out.ac.tz/OcwWeb/Special-Programs/SP-777Spring-2005/CourseHome/index.htm 5 http://mitocw.aucegypt.edu/OcwWeb/Special-Programs/SP-777Spring-2005/Syllabus/index.htm 6 http://ocw.zju.edu.cn/NR/rdonlyres/Mechanical-Engineering/2-993Designing-Paths-to-
PeaceFall2002/6C2252A0-DCF9-457B-960E-18B8EAAF412A/0/waterjettutorial.pdf 7 World Special Machine Tools Market, World Water Jet Machine Tools Market 1997-2007, Re-
search Measurement System, published April 10, 2001.

BHR Group 2010 Water Jetting 3
• Another advantage of abrasive-waterjets is their ability to cut thick materials such as 30-cm thick aluminum/stainless steel. Lasers are limited to cutting depth of several millimeters as the highly focused laser beam spreads quickly with distance. Besides, abrasive-waterjets cut hard and tough materials fast and effortlessly. For example, abrasive-waterjets cut titanium about 34% faster than stainless steel. On the con-trary, conventional machine tools are known to be difficult in cutting titanium. Abra-sive-waterjets also cut thick heat-treated steel that presents considerable challenges to conventional tools. Extremely hardened steel is not only slow to cut by contact tools but often lead to frequent tool breakage. In most cases, parts must be machined by conventional tools prior to heat treatment. Post heat treatment would lead to di-mensional distortion that might need further processing to meet the specifications for precision parts.
• Abrasive-waterjets exert a very small reactive force to the workpiece during piercing and cutting so that only simple fixturing is required. The small reactive force also al-lows machining large-aspect-ratio slots and ribs on thin shims that are difficult to achieve otherwise with conventional tools such as stamping (1).
• For materials with weak ultimate strength such as laminates, composites, and very brittle materials, abrasive-waterjets must be tuned to minimize the static pressure buildup inside blind holes during piercing before breakthrough. Otherwise, those materials would be damaged in the form of delamination, cracking, and chipping, provided that the pressure buildup exceeds their strength. Remedies such as pressure ramping and vacuum assist were applied to minimize such damage. A flash abra-sive-waterjet was successfully developed by superheating the high-pressure water in such a way that most water evaporated when exiting the mixing tube to minimize pressure buildup (2).
• For fatigue critical applications, abrasive-waterjet-machined aircraft metals are re-quired to go through secondary trimming by conventional machining for fear that the abrasive-waterjet induced striation would be a source for premature initiation of mi-crocracking after many loading cycles, which would result in degradation of fatigue performance. Such a requirement has greatly negated the merits (cost-effectiveness) of waterjet technology. A recent revisit of abrasive-waterjet machining has demon-strated that applying simple dry-grit blasting as the secondary treatment to remove the visual appearance of striation pattern has increased the fatigue life of abrasive-waterjet-machined aluminum and titanium at least three times that of CNC-machined counterparts (3 – 5). Such an enhancement in fatigue performance has more than justified the small increase in cost of dry-grit blasting.
• Since abrasive-waterjet machining is achieved by the contribution of many individ-ual abrasive particles performing micromachining, abrasive-waterjets are amendable for micromachining by using small size abrasives and downsizing the nozzles to minimize the beam diameter of the jet. The high demand for low-cost and fast turn-around micromachining in microelectronics, aerospace, energy, and defense has been a strong driver for developing the capability of abrasive-waterjet micromachining. Novel processes have been and are being developed to minimize the beam diameters of abrasive-waterjets and abrasive slurry jets for micromachining (6 - 8).
In this paper, recent development and advancements in waterjet technology to take advan-tage of its technological and manufacturing merits are presented to demonstrate its market potential and sustainability for future growth. The versatility of the technology has led to a broad range of applications from cost and time savings in manufacturing for R&D and production, increase in productivity, penetrating new machining markets for high-value-

BHR Group 2010 Water Jetting 4
added jobs, enabling commercialization of new technology that would otherwise be too costly or too challenging technically. Section 2 describes technical approaches and ex-perimental setup and equipment/apparatus. Section 3 presents test results and demonstra-tion parts to support a broad range of applications for abrasive-waterjets, leading to cost and time savings for “just in time” lean manufacturing practice and downsizing of nozzles toward micromachining. Several case studies and examples are presented to bring across the above points.
2 TECHNICAL OBJECTIVES
The overall technical objective of this paper was to demonstrate the versatility of waterjet technology for precision and micromachining. Technological and manufacturing merits of waterjet technology and its most recent advancements have demonstrated abrasive-waterjet’s capabilities for a broad range of machining applications. In particular, the ver-satility of waterjet technology with unique features of minimum restriction in part size and material independence is emphasized: from Macro to Micro for Machining Most Materi-als (the “5M” of abrasive-waterjet machining). Examples of abrasive-waterjet-machined parts with and without follow-up processes are illustrated to demonstrate the cost-effectiveness and fast turnaround by adopting abrasive-waterjets as one of the options for many precision and micromachining applications. For aerospace applications that are fatigue critical, a simple and low-cost secondary process has been shown to enhance the fatigue life abrasive-waterjet-machined aircraft metals (aluminum and titanium) over that of CNC-machined counterparts. Finally, preliminary results of recent efforts in downsiz-ing nozzles toward micromachining are presented.
3 TECHNICAL APPROACH AND FACILITIES
3.1 Technical approach
In this section, several abrasive-waterjet techniques and processes are described for auto-mated precision and micromachining. They are tailored for specific applications with the attempt of taking advantage of the aforementioned merits of waterjet technology. Al-though abrasive-waterjets have many advantages over established machine tools, they have their shares of limitations when applied to precision and micromachining. Naturally, unlike contact tools, abrasive-waterjets spread after exiting the nozzle and do not have a well-defined cutting interface. Therefore, parts cut by abrasive-waterjets without com-pensation would have tapered edges. As a manufacturer of waterjet equipment, OMAX has the firsthand experience of the mer-its of waterjet technology. abrasive-waterjets have long been integrated into its produc-tion line for cost effectiveness and “just-in-time” manufacturing practice. Two of its JetMachining® Centers are dedicated for machining production parts and two others were used for R&D applications. There are three production nozzle bodies that accommodate several nozzle combinations (orifices and mixing tubes) for optimum machining features of various sizes. Throughout the years, advanced components, processes, and software have been developed to improve the performance of JetMachining Centers in terms of versatility, accuracy, machining speed and quality, part complexity, energy and operating efficiencies, user- friendliness, and cost-effectiveness. Under the support of an NSF SBIR Phase I grant, OMAX was conducted a feasibility investigation developing micro
abrasive-waterjet (µAWJ) nozzles for machining features around 50 to 100 µm. R&D nozzles developed for machining miniature parts have demonstrated the technical feasibil-ity of the proposed development.

BHR Group 2010 Water Jetting 5
Considerable resources have been invested to design software and hardware components to minimize or mitigate its limitation. For example, PC-based CAD/CAM software (the Intelli-MAX® Software) that includes an extensive cutting model, but is transparent to users, have been developed and continue to be upgraded to machine parts with high preci-sion quickly and cost-effectively. For precision machining, a suite of hardware accesso-ries have been developed and will continue to be developed toward 3D machining. Rele-vant hardware accessories are briefly described in Section 3.2.
3.2 Test facilities
3.2.1 JetMachining® Center Most of the machining tests conducted utilized OMAX’s JetMachining® Center Model 2652, as illustrated in Figure 1.8 Three production nozzles, MAXJET®5, MiniJet, 7/15 Mini MAXJET 5, and several R&D nozzles, were used for machining various parts. Typical pump pressures were between 345 to 380 MPa. Abrasives were gravity fed from the hopper via a feed tube connected to the feed port of the nozzle body. The orifice and mixing tube diameters, water flow rates, and abrasive mass flow rates for these nozzles are listed in Table 1.
Table 1. Abrasive-waterjet nozzle dimensions and flow rates
Nozzles
Orifice
Diameter
(mm)
Mixing Tube
Diameter
(mm)
Water
Flowrate
(l/min)
Abrasive
Flowrate
(kg/min)
Abrasive
Size
(mesh)
MAXJET®5 0.36 0.76 3.17 0.35 80
MiniJet 0.25 0.51 1.62 0.16 120
7/15 Mini MAXJET 5 0.18 0.38 0.79 0.08 220
R&D Nozzle 1 0.13 0.25 0.4 0.04 220/320
R&D Nozzle 2 0.09 0.22 0.2 0.03 320
3.2.2 Hardware components One of the key hardware components is a Tilt-A-Jet® that tilts the nozzle dynamically on the fly to alleviate the edge taper.9 As a result, machining a block of aluminum 8 in (20 cm) thick with square edges can be accomplished without secondary processing. Al-though 5-axis abrasive-waterjet systems are commercially available for machining 3D parts, they are lacking true 3D machining capability. The main challenge is to design and fabricate an intelligent catcher to stop the spent abrasive-waterjet after cutting the in-tended feature on the part from damaging other features downstream of the jet. We prefer a primary 2D platform and added accessories to machine 3D parts that are most suitable for waterjet technology. Among the accessories are the Rotary Axis and the articulating
jet, or A-Jet™.10,11 The Rotary Axis and A-Jet would allow machining of axisymmetric
features such as interlocking links, beveling and countersinking. By combining the two accessories, many complex and nearly 3D features could be machined. For workpieces with limited thickness variations and/or wavy formation, a Terrain Follower is available for following the surface contour at a preset standoff distance during cutting.12
8 http://www.omax.com/machine_details.php?product=2652 9 http://www.omax.com/accessories-tilt-a-jet.php 10 http://www.omax.com/accessories-rotary-axis.php 11 http://www.omax.com/omax.php?page=163 12 http://www.omax.com/accessories-terrain-follower.php

BHR Group 2010 Water Jetting 6
3.3 CAD/CAM programs
OMAX’s PC-based CAD pro-gram, LAYOUT, was used to draw from scratch or import from AUTOCAD drawings slot/rib patterns to be machined on shim stacks. The patterns were subsequently converted into tool paths according to various parameters pertaining to those of the workpiece (material types and stack thickness), of the abrasive-waterjet (pressure and nozzles), of the abrasives (type, mesh, and mass flow rate), and of cut qualities (from Q1 through Q5). The LAYOUT then passes an executable file to the CAM program, MAKE, for automated machining of the parts. New software programs to control the operations of the suite of hardware accessories, established or newly developed, are being developed and will eventually be incorporated into future versions of the Intelli-MAX software.
4 RESULTS
In this section, we present several examples and case studies to demonstrate the versatility of waterjet technology leading to considerable time and cost savings, improvements in fatigue performance, and other advantages in various manufacturing scenarios. Prelimi-
nary results of R&D efforts in downsizing µAWJ nozzles toward micromachining are also presented.
4.1 Time and cost saving
4.1.1 Abrasive-waterjet-machined production JetMachining Center Parts For time, cost savings, and lean manufacturing practice, OMAX has been using abrasive-waterjets to machine components for its product lines of waterjet machining equipment. Abrasive-waterjets are often used to machine finished parts, as many abrasive-waterjet-machined parts are ready for assembly after application of surface protective treatment such as painting or anodizing. For precision parts, abrasive-waterjets serve as a net shap-ing tool with CNC as the finishing tool using tools machined by abrasive-waterjets. Fig-ure 2 illustrates typical parts machined with both abrasive-waterjets and CNC machining. Figure 2a is a swivel tube clamp for the scissor plumbing setup. The entire part except a tap hole is machined with abrasive-waterjet. Each clamp takes about four minutes to cut. When abrasive-waterjet-machined parts must be further processed for improved preci-sion, the fixtures for CNC machining the abrasive-waterjet-machined net shape parts were mostly machined with our production JetMachining Center units (Figure 2b). Three typical abrasive-waterjet-machined parts that require follow-up CNC machining are illus-trated in Figure 2c through 2e. The time saved for these parts are given in parentheses in the subtitle. Note that the thin slot shown on the steel part in Figure 2c was machined in preheat treated steel; machining of this thin slot on preheat-treated steel is very time-consuming and even impossible by most contact tools. Often this slot was first ma-chined with CNC milling before heat treatment. Post heat treatment of this part would lead to deformation of the part exposed to high temperatures during heat treatment. The combination of abrasive-waterjet and CNC machining, which helps minimize inventory
Figure 1. Model 2652 JetMachining Center

BHR Group 2010 Water Jetting 7
and is compatible with the lean manufacturing prac-tice, is the key to achieving 30 to 40% time savings together with significant cost savings. 4.1.2 Trimming of gear die
It was pointed out to us from the Association for Manufacturing Technology and Forging Industry Association that there has been a problem for the forging industry to find a cost-effective process for trimming overspray from forged dies since the dies are hardened and are difficult to trim with wire EDM or CNC tools. Not only is the trimming of hardened dies time-consuming, but also frequent tool breakage is encountered. We were referred to RSP Tooling and received a forged gear die for conducting test trimming. Test trimming was conducted by using a MAXJET 5 nozzle with a nozzle combination of 0.51 mm orifice ID/1.07 mm mixing tube ID. 80-mesh garnet at a flow rate of 0.64 kg/min was used. The Tilt-A-Jet was activated for the trimming to maintain a square trimmed edge. Figure 3 illustrates a series of photographs of the gear die as received and after trimming. The forged die (Figure 3a) was a truncated cone with a 15 cm x 15 cm square base and 7.6 cm tall. It was hardened to H13 at 56Rc. A linear cut was made at the corner of the die to determine the machineability of the mate-rial to be 45. The request was to trim the die with an OD of 10.14 cm. Trimming was conducted using an edge quality of 3. Figure 3b and 3c illustrate the die after it was trimmed before and after the core was removed, respectively. Figure 3d shows a close-up view of the core of the gear die. The abrasive-waterjet trimming took 1.24 hours to complete. Ac-cording to RSP Tooling, the same job would take seven to eight hours using either wire EDM or CNC machining. This constitutes a saving of about six hours of machining time. The corresponding costs for abrasive-waterjet and wire EDM were estimated to be about $100 and $1000 (refer to Appendix A for the statistics of machining the die).
4.2 Fatigue performance of abrasive-waterjet-
machined aircraft metals
For aerospace applications that are fatigue critical, abrasive-waterjet-machined aircraft metals are re-quired to go through a secondary CNC milling to remove the striations. It was thought that the pres-ence of striations could lead to premature initiation of microcracks that tend to degrade fatigue perform-ance. The required secondary CNC milling essen-tially negates the cost-effectiveness of waterjet tech-
a. Swivel tube clamp (4
min each)
b. Typical abrasive-
waterjet-machined fixture
c. Motor plate (35%
time saving)
d. Motor plate bracket
(45% savings)
e. Foot bracket (59% savings)
Figure 2. Parts machined
with combined abrasive-
waterjets and CNC
BHR Group 2010 Water Jetting 8
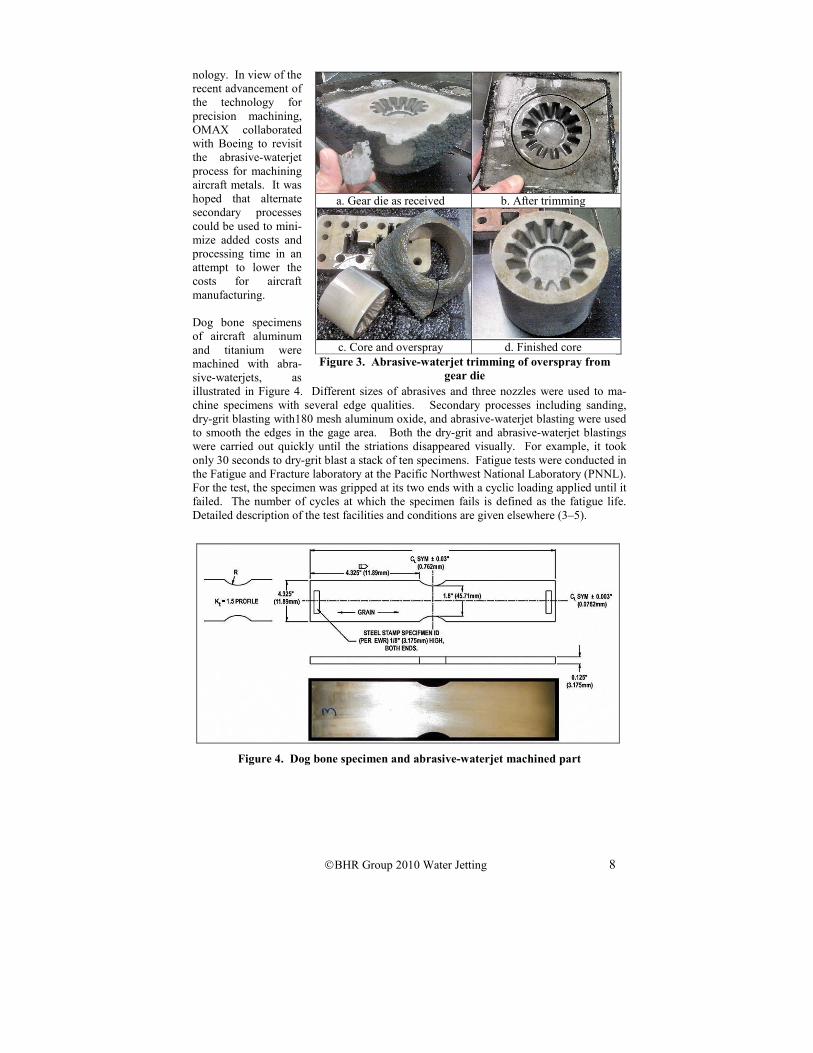
nology. In view of the recent advancement of the technology for precision machining, OMAX collaborated with Boeing to revisit the abrasive-waterjet process for machining aircraft metals. It was hoped that alternate secondary processes could be used to mini-mize added costs and processing time in an attempt to lower the costs for aircraft manufacturing. Dog bone specimens of aircraft aluminum and titanium were machined with abra-sive-waterjets, as illustrated in Figure 4. Different sizes of abrasives and three nozzles were used to ma-chine specimens with several edge qualities. Secondary processes including sanding, dry-grit blasting with180 mesh aluminum oxide, and abrasive-waterjet blasting were used to smooth the edges in the gage area. Both the dry-grit and abrasive-waterjet blastings were carried out quickly until the striations disappeared visually. For example, it took only 30 seconds to dry-grit blast a stack of ten specimens. Fatigue tests were conducted in the Fatigue and Fracture laboratory at the Pacific Northwest National Laboratory (PNNL). For the test, the specimen was gripped at its two ends with a cyclic loading applied until it failed. The number of cycles at which the specimen fails is defined as the fatigue life. Detailed description of the test facilities and conditions are given elsewhere (3–5).
Figure 4. Dog bone specimen and abrasive-waterjet machined part
a. Gear die as received b. After trimming
c. Core and overspray d. Finished core Figure 3. Abrasive-waterjet trimming of overspray from
gear die

BHR Group 2010 Water Jetting 9
Figures 5 and 6 illustrate the results of fatigue tests for the aluminum and titanium dog bone specimens. The abscissa and ordinate are the edge surface roughness, Ra, and fa-tigue life, respectively. For the abrasive-waterjet-cut specimens, Ra, was measured near the bottom of the edge where the amplitude of the striation is at the maximum. The “er-ror bars” in the figure represent the maximum and minimum fatigue life from the meas-urements. Except for the dry-grit and abrasive-waterjet blasted specimens, Figure 5 shows that the fatigue life of aluminum specimens decreases with the increase in Ra, as indicated by the best-fit curve of a 3rd degree polynomial. Within the accuracy of meas-urements, it is evident that the fatigue life of dog bone specimens depends mainly on Ra whether they were machined with abrasive-waterjets (as cut and followed by sanding) or conventionally. The uniqueness of the abrasive-waterjet-induced striation pattern does not seem to cause additional degradation in the fatigue performance. Figure 5 indicates
that reducing the surface roughness from Ra = 7.7 µm to 1.7 µm more than doubles the fatigue life. Smoothing the edges of specimens machined with the abrasive-waterjet to
Q3 by sanding from Ra = 5.6 µm to 3.2 µm improved the fatigue performance only slightly according to the trend of the best-fit curve.
Similar trend of the fatigue performance was also observed for the titanium specimens, as illustrated in Figure 6. A trend curve was drawn through the data points without going through a secondary process such as sanding and dry-grit blasting.
The rather quick grit blasting process only reduced Ra from 3.4 to 2.3 µm. Following the best-fit curve, the fatigue life for the combined abrasive-waterjet and grit blasting process would have been 153 kilocycle. However, the actual fatigue life for the specimens pre-pared with the combined process is higher than 658 kilocycles, 4.3 times the best-fitted value, at which the fatigue tests were terminated when the specimens broke at the grip rather than at the gage. The actual fatigue life of specimens machined by the combined process is therefore not known but is at least 3.4 and 4.4 times longer that those machined by the conventional tool and by abrasive-waterjets, respectively. The question marks shown in Figure 5 indicate that the specimens had not failed at the gage but at the grip. Similar fatigue enhancement for the abrasive-waterjet-blasted specimens was also ob-
Figure 5. Fatigue life versus Ra of aircraft aluminum 2024 T3

BHR Group 2010 Water Jetting 10
served. Three out of the four specimens broke at the grip area whereas one of them broke at the gage area.
Figure 7 illustrates photographs of the observed failure modes of the dog bone specimens. For the abrasive-waterjet- or CNC-machined specimens, the failure always took place in the gage area where the width is small (first two photographs in Figure 7a and the first photograph in Figure 7b). For the dry-grit blasted specimens, fatigue failure mostly takes place away from the gage and often at the grip area (third photograph in Figure 7a and second photograph in Figure 7b). In several cases, no failure is observed until the test has reached the run out cycles defined as 1 and 2 Mcycles for the aluminum and titanium specimens, respectively. This suggests that the dry-grip blasting that removes the stria-tions until they visually disappear is capable of enhancing the fatigue performance sig-nificantly. The abrasive-waterjet-blasting process shows essentially the same results. Subsequent measurements at the x-ray diffraction facility of NIST Center for Neutron Research have demonstrated that the dry-grit and abrasive-waterjet-blasting processes induce residual compressive stresses on the abrasive-waterjet-machined edges (4). The residual compressive stresses are responsible for the fatigue performance improvement.
4.3 Novel processes to-
ward micromachining
The demand for cost-effective micromachining processes has been increas-ing steadily for a variety of applications from microe-lectronics, biomedicine, green energy, aerospace, to defense. In order to curb the high costs of health/medical insurance
Figure 6. Fatigue life versus Ra of aircraft titanium 6Al-4V (annealed)
a. Aluminum 2023 T3 b. Titanium 6Al-4V
Figure 7. Fatigue failure modes of aircraft metals

BHR Group 2010 Water Jetting 11
and commercialize on the imminent maturity of nanotechnology, the development of low-cost micromanufacturing technology has ranked as a top priority. Abrasive-waterjets are amenable to micromanufacturing as the erosion of individual abrasives is fundamen-tally a micromachining process. The key is to minimize the beam diameter of abrasive-waterjets such that the aggregate erosive actions of abrasives would maintain kerf width of the cut within the microscale. In principle, the beam diameter of abrasive-waterjets could be made very small and rival that of lasers (6, 7). As the abrasive-waterjet nozzles are being downsized continuously such that the super-sonic, 3-phase abrasive-waterjet transitions from the gravity- to capillary-dominated flow regime, several issues must be resolved before micro abrasive-waterjet nozzles could be developed for production applications. The most important issues pertain to nonuniform abrasive feeding and nozzle clogging. Nonuniform abrasive feeding is caused by poor flow characteristics of very fine abrasives. In general, small abrasives tend to clump to-gether; not flowing smoothly from the hopper to the feed tube or from the feed tube into the mixing chamber via gravity feed. Intermittency in the abrasive flow leads to skipping of cuts or damage to delicate and brittle materials (2, 9). Additionally, as the orifice and mixing tube used in an abrasive-waterjet system becomes sufficiently small, a water col-umn remains in the bore of the mixing tube because of capillary dominated microfluidic flow (the meniscus effect). As the low-speed front of the abrasive-waterjet impinges on the surface of the water column, a back splash results; wetting any residual abrasive left in the mixing chamber and the feed port entrance. After many on-off cycles, accumulation of these wet abrasives eventually leads to nozzle clogging. There is a remedy to use vac-uum assist and water flushing to minimize the frequency of nozzle clogging (10). Such a remedy results in a bulky nozzle with the inclusion of a set of appendage - ports, connect-ing tubes, an ejector, water pump, and control software and devices, greatly hindering the system maneuverability and adding operational complexity, decreased efficiency, and greater cost. Under the support of an NSF SBIR Phase I grant, several novel processes are under de-velopment toward abrasive-waterjet micromachining. These processes are aimed at re-solving the above issues related to nozzle and abrasive downsizing (patent pending). Preliminary results obtained are presented below to demonstrate the current status of the development. 4.3.1 Compactness of miniature abrasive-waterjet nozzles
One of the benefits of the proprietary processes is to postpone the use of vacuum assist and water flushing as the remedy for minimizing nozzle clogging and intermittency of abrasive feeding. By applying one of these processes, a miniature 7/15 nozzle, with orifice and mixing tube diameters of 0.18 and 0.38 mm, was released for production in 2009.13 We were able to operate the 7/15 nozzle without using any appendage (Figure 8). Currently, we are successfully operating append-age free several R&D nozzles with mixing tube diameters as small as 0.2 mm. We will continue this path to manufacture miniature nozzle until the jet pump effect is too weak to sup-port appendage free operation. Meanwhile, we are working in parallel on approaches toward abrasive-waterjet micromachin-
13 http://www.omax.com/omax.php?page=162
Figure 8. Compact
7/15 nozzle with a
single feed tube and
no appendages
BHR Group 2010 Water Jetting 12
ing using relatively large abrasive-waterjet nozzle combinations.
4.3.2 Samples of miniature parts
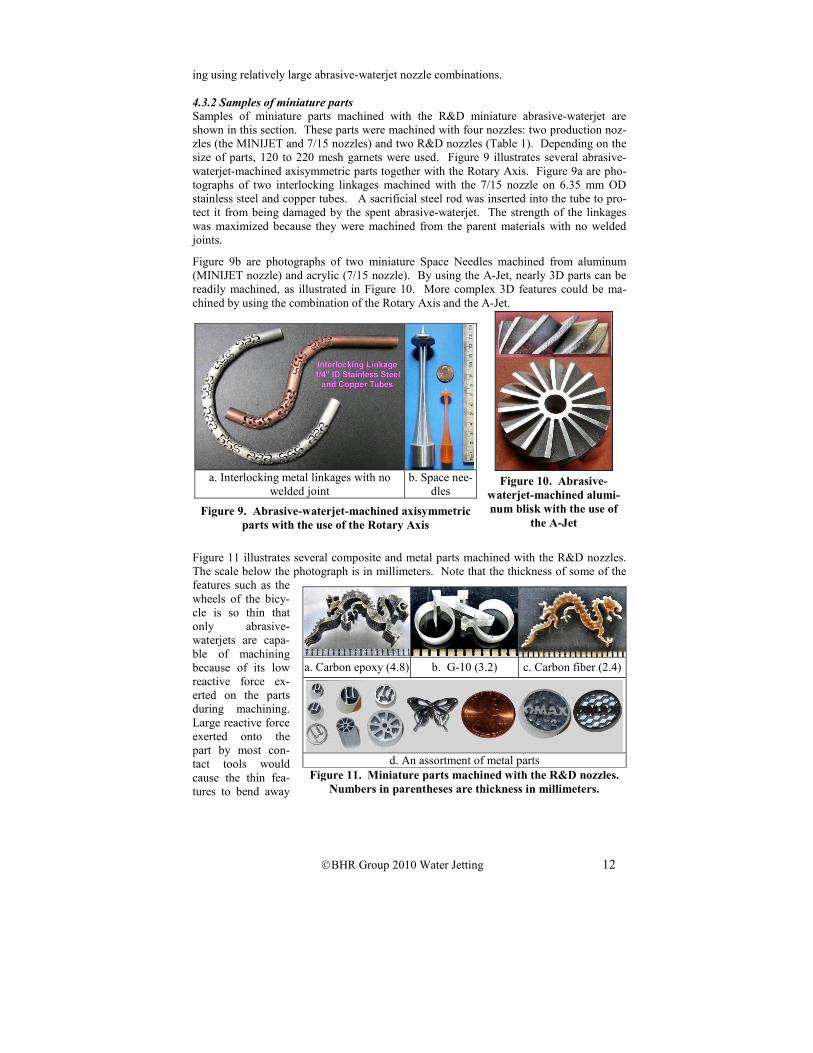
Samples of miniature parts machined with the R&D miniature abrasive-waterjet are shown in this section. These parts were machined with four nozzles: two production noz-zles (the MINIJET and 7/15 nozzles) and two R&D nozzles (Table 1). Depending on the size of parts, 120 to 220 mesh garnets were used. Figure 9 illustrates several abrasive-waterjet-machined axisymmetric parts together with the Rotary Axis. Figure 9a are pho-tographs of two interlocking linkages machined with the 7/15 nozzle on 6.35 mm OD stainless steel and copper tubes. A sacrificial steel rod was inserted into the tube to pro-tect it from being damaged by the spent abrasive-waterjet. The strength of the linkages was maximized because they were machined from the parent materials with no welded joints.
Figure 9b are photographs of two miniature Space Needles machined from aluminum (MINIJET nozzle) and acrylic (7/15 nozzle). By using the A-Jet, nearly 3D parts can be readily machined, as illustrated in Figure 10. More complex 3D features could be ma-chined by using the combination of the Rotary Axis and the A-Jet.
Figure 11 illustrates several composite and metal parts machined with the R&D nozzles. The scale below the photograph is in millimeters. Note that the thickness of some of the features such as the wheels of the bicy-cle is so thin that only abrasive-waterjets are capa-ble of machining because of its low reactive force ex-erted on the parts during machining. Large reactive force exerted onto the part by most con-tact tools would cause the thin fea-tures to bend away
Figure 10. Abrasive-
waterjet-machined alumi-
num blisk with the use of
the A-Jet
a. Interlocking metal linkages with no
welded joint b. Space nee-
dles
Figure 9. Abrasive-waterjet-machined axisymmetric
parts with the use of the Rotary Axis
a. Carbon epoxy (4.8) b. G-10 (3.2) c. Carbon fiber (2.4)
d. An assortment of metal parts
Figure 11. Miniature parts machined with the R&D nozzles.
Numbers in parentheses are thickness in millimeters.

BHR Group 2010 Water Jetting 13
from the tools, thus making precision machining difficult to achieve. In addi-tion, the edges of AWJ-machined com-posite parts show practically no fray and tear. Again, such good edge quality can-not be achieved by using contact tools that are prone to induce fray and tear in composites (11). To further demonstrate the material inde-pendence of abrasive-waterjets, Figure 12 illustrates miniature features machined in a thin alumina sheet with a thickness of 0.64 mm. The machineability of alumina is about 4 as compared to 215 for alumi-num. Features include three identical patterns, semicircles machined with dif-ferent kerf widths, a linear slot, a saw tooth pattern, and holes with different diameters and spacings. The identical patterns show good repeatability of machining with the R&D nozzles. The features with the smallest dimension (kerf width of curves and diameter of holes) corresponds to the beam diameter of the nozzle used.
5 SUMMARY
This paper demonstrates the versatility of waterjet technology in terms of material inde-pendence, cost-effectiveness, fast turnaround, and broad range of part dimensions. Dem-onstrations were made by presenting several case studies and abrasive-waterjet-machined samples made from various materials of a wide range of sizes and thicknesses. By exam-ining the samples together with the test report/statistics, the performance of waterjet tech-nology was evaluated in terms of time and cost savings for just-in-time manufacturing, preservation of structural and chemical integrity (edge quality), fatigue enhancement through hybrid processing, and potential for abrasive-waterjet micromachining. Several highlights of the findings are summarized below.
• By integrating abrasive-waterjet and CNC machining in production, OMAX has experienced an average of 30 to 40% cost savings together with significantly fast turnaround in manufacturing the two product lines of precision waterjet machining equipment.
• Abrasive-waterjets are most suitable for trimming forged gear dies that are too hard to machine using contact tools or EDM. Abrasive-waterjet trimming of the die shown in Figure 3 took 1.24 hours whereas either CNC or EDM would take seven to eight hours. The corresponding costs for abrasive-waterjets and wire EDM were es-timated to be about $100 and $1000, respectively.
• For machining aircraft metals that are fatigue critical, the fatigue life of abrasive-waterjet-machined dog bone specimens followed by dry-grit or abrasive-waterjet blasting to remove the visual appearance of the striations has increased at least a fac-tor of three over that of CNC-machined counterparts. Induced residual compressive stresses by dry-grit blasting that are simple and cost-effective to operate are attrib-uted to the significant enhancement in fatigue performance.
• Several proprietary processes have been under development to downsize AWJ nozzle without relying on vacuum assist and water flushing, resulting in compact miniature
Figure 12. Miniature features machined
with an R&D abrasive-waterjet nozzle.
The orifice and mixing ID ratio was
0.18 mm/0.38 mm.

BHR Group 2010 Water Jetting 14
AWJ nozzles that are highly maneuverable and simple to operate (no appendages needed) o By using the Rotary Axis and A-Jet, miniature axisymmetric parts were ma-
chined. The metal interlocking linkages (Figure 9a) would have excellent me-chanical strength because they consist of only the parent materials without a single weld joint
o 2D miniature parts were machined on materials with vastly different machine-ability (composites, metals, and alumina). The low reactive force exerted onto the workpiece by abrasive-waterjets allows very thin features to be made on composites and other relatively soft materials. Reproducing these thin features precisely would present considerable challenges for contact tools as they would bend the features by large reactive force.
o Minute features were machined on a thin alumina sheet with low machineability of about 4.
• The versatility of “5M” of waterjet technology, that is, from macro to micro machin-ing for most materials, has been demonstrated
• Downsizing of the AWJ nozzle will continue with the goal of machining features
below 100 µm. Parallel processes complimenting nozzle downsizing are being con-sidered to reach the above goal.
ACKNOWLEDGMENT
This work was supported by an OMAX’s IR&D fund and an NSF SBIR Phase I Grant #0944239. Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the NSF. A part of the work was supported by U. S. Pacific Northwest National Laboratory under Technology Assistance Program (TAP) Agreements: 07-29, 08-02, 09-02 and 10-02. AWJ machining of parts was conducted by Rick Marks, Mark Rogers, Chan Srey, and Ryan Boehm. Samples materials were furnished by UltraSource, RSP tooling, Boeing, and others.
REFERENCES
(1) Liu, H.-T., Hovanski, Y., Caldwell, D. D., and Williford, R. E. (2008) “Low-Cost
Manufacturing of Flow Channels with Multi-Nozzle Abrasive-Waterjets: A
Feasibility Investigation,” Proc. 19th Int. Conf. on Water Jetting, Nottingham, UK:
October, 15 - 17.
(2) Liu, H.-T. and Schubert, E. (2009) “Piercing in Delicate Materials with Abrasive-
Waterjets,” Int. J. of Adv. Manuf. Tech, Vol. 42: pp. (DOI: 10.1007/s00170-008-
1583-5). (3) Liu, H.-T., Hovanski, Y., Dahl, M. E. And Zeng, J. (2009) “Applications of Abrasive-
Waterjets for Machining Fatigue-Critical Aerospace Aluminum Parts,” Proc. ASME PVP2009 Conf., PVP2009-77003, Prague, Czech Republic, July 26-30.
(4) Liu, H.-T., Gnäupel-Herold, T., Hovanski, Y., and Dahl, M. E. (2009) “Fatigue Per-formance Enhancement of AWJ-Machined Aircraft Aluminum with Dry-Grit Blast-ing,” Proc. 2009 Amer. WJTA Conference, Houston, TX, August 18-20.
(5) Liu, H.-T., Hovanski, Y., and Dahl, M. E. “Machining of Aircraft Titanium with Abrasive-Waterjets for Fatigue Critical Applications”, Paper for Presentation at the PVP2010 Conference, July 18-22, Bellevue, WA.

BHR Group 2010 Water Jetting 15
(6) Miller, D. S. (2005) “New Abrasive Waterjet Systems to Compete with Lasers,” Proc. of 2005 WJTA American Waterjet Conference, Paper 1A-1, August 21-23, 2005, Houston, Texas
(7) Miller, D. S. (2006) “Paradigm Shifts in Abrasive Waterjet Technologies,” Keynote Speech, Proc. 18th Int. Conf. On Water Jetting, Gdansky, Poland, September 13-15.
(8) Liu, H.-T. (2010) “Waterjet technology for machining fine features pertaining to mi-cromachining,” J. Manuf. Proc., doi:10.1016/j.jmapro.2010.01.002
(9) Liu, H.-T. (2006) “Collateral Damage by Stagnation Pressure Buildup during Abra-sive-Fluidjet Piercing,” Proc. 18th Int. Conf. On Water Jetting, Gdansk, Poland, Sep-tember 13-15.
(10) Hashish, M. (2009) “Abrasive-Waterjet Drilling of High Temperature Jet Engine Parts,” Proc. ASME 2009 PVP Conference, PVP2009-77365, July 26-30, Prague, Czech Republic.
(11) Liu, H.-T., Schubert, E., McNiel, D., and Soo K. (2010) “Applications of Abra-sive-Waterjets for Precision Machining of Composites,” Proc. SAMPE 2010 Confer-ence and Exhibition, May 17-20, Seattle, WA.
APENDIX A
OMAX Statistics for: 4 inch.ord
Printed: 2/15/2010 1:15:09 PM from Machine: A511902 2652
Material: CPM 21V HRc 55 to 58 Machineability: 45 (Metal) Thickness: 3.0000 inches Tool offset: 0.0230 inches Taper offset: 0.0000º (0.0000 inches) Cut stand off: 0.0600 inches Rotation: 40º Estimated time to make this part: 1.24 hrs Estimated cost to make this part: $31.1 Estimated abrasive needed: 104.31 Lbs. Piercing: High pressure | Intelli-PIERCE Pierces: 1 (0 are wiggle pierces) Cutting: High pressure Width of path: 5.3420 (inches) Height of path: 4.5201 Length of tool path: 19.4160 Length of cutting: 14.9928 (Values reported after tool offset applied.) Pressure and nozzle setup: High pressure setting: 55000.00 PSI Low pressure setting: 10000.00 PSI Mixing tube diameter: 0.0420 inches Jewel diameter: 0.0200 inches Abrasive flow rate: 1.4000 Lb/min Abrasive size: 80.00 Mesh (US Std.) Abrasive index: 1.00
-------------------------------------------------- Feed rate breakdown: (inches/min.) --------------------------------------------------- Linear separation speed: 0.90 Ideal linear quality of 1 speed: 0.67 Ideal linear quality of 2 speed: 0.58 Ideal linear quality of 3 speed: 0.36 Ideal linear quality of 4 speed: 0.26 Ideal linear quality of 5 speed: 0.20 Ideal minimum taper speed: 0.35 Definition of "Minimum Taper": 0.00100 Ideal dynamic pierce speed: 0.46 Ideal dynamic pierce length: 0.524"
Time for ideal dynamic pierce: 67.86 sec.
Dwell time for stationary pierce: 1049.51 sec. Average speed for entire part: 0.26 Fastest speed when cutting: 56.87 Slowest speed when cutting: 0.05 Average speed when cutting: 0.20 Total time spent cutting: 74.51 min. Total time spent traversing: 0.09 min. Total time spent cycling relays: 0.05 min. Number of corner passes added: 0