válvulas
TRANSCRIPT

PDVSA N° TíTULO
REV. FECHA DESCRIPCIÓN PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 6
� PDVSA, 1983
PI–08–01–01 VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN
ORIGINAL
Luis Tovor Ernesto ValeryMAY.04 MAY.04
PROCEDIMIENTO DE INSPECCIÓN
OCT. 86
MAR.95
MAY.04 O.N.2
1
0
REVISIÓN GENERAL
REVISIÓN GENERAL 29
29
29
L.T. E.V.
MANUAL DE INSPECCIÓN
ESPECIALISTAS
�����

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Índice1 OBJETIVO 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 ALCANCE 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 DOCUMENTOS DE REFERENCIAS 3. . . . . . . . . . . . . . . . . . . . . . . . . . 3.1 American Petroleum Institute (API) 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.2 American Society of Mechanical Engineers (ASME) 3. . . . . . . . . . . . . . . . . 3.3 American Society of Testing Materials (ASTM) 3. . . . . . . . . . . . . . . . . . . . . . 3.4 Comisión Venezolana de Normas Industriales (COVENIN) 4. . . . . . . . . . . 3.5 Manufactures Standarization Society of Valve and Fittings (MSS) 4. . . . . 3.7 Petróleos de Venezuela (PDVSA) 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DEFINICIONES 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.1 Arrugas, Solapaduras, Pliegues y Defectos por Baja Temperatura 4. . . . . 4.2 Colas de Ratas 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3 Contracciones de Solidificación o Rechupe 4. . . . . . . . . . . . . . . . . . . . . . . . . 4.4 Coronas 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5 Fuga en Prueba Hidrostática 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6 Incrustaciones de Arena 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.7 Irregularidades en Áreas Reparadas por Soldaduras 5. . . . . . . . . . . . . . . . 4.8 Marcas de Corte 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.9 Porosidad 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.10 Puntos Calientes y Grietas 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.11 Rugosidad Superficial 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.12 Sobre Juntas o Costras 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.13 Válvulas de Bola 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.14 Válvulas de Compuerta 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.15 Válvulas de Globo 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.16 Válvulas de Mariposa 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.17 Válvulas de Retención 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.18 Válvula de Tapón 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.19 Veteado 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSPECCIÓN Y PRUEBA A VÁLVULAS NUEVAS 17. . . . . . . . . . . . . . 5.1 Condiciones de Inspección 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.2 Certificado de Calidad del Fabricante 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3 Requerimientos a Cubrir Durante la Inspección 18. . . . . . . . . . . . . . . . . . . . . 5.4 Pruebas de Presión 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.5 Reparaciones 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.6 Requerimientos Opcionales de inspección 19. . . . . . . . . . . . . . . . . . . . . . . . . . 5.7 Prueba para Válvulas Almacenadas 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.8 Informe 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.9 Inspección de Acuerdo a la Norma Correspondiente 23. . . . . . . . . . . . . . . . .
6 INSPECCIÓN Y PRUEBAS A VÁLVULAS REPARADAS 24. . . . . . . . 6.1 Condiciones de Inspección 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Requerimientos a Cubrir Durante la Inspección 24. . . . . . . . . . . . . . . . . . . . . 6.3 Pruebas de Presión 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MUESTREO DE INSPECCIÓN 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 OBJETIVOEste procedimiento describe los requerimientos y la metodología que se debeconsiderar para realizar la inspección, prueba en planta, en recepción y enreparación de válvulas tipos: bola, mariposa, tapón, compuerta, globo yretención, con el fin de determinar sus condiciones físicas y su adecuación alservicio.
2 ALCANCEEste procedimiento aplica a todas aquellas válvulas de compuerta, globo, bola,tapón, mariposa y retención nuevas o reparadas a ser inspeccionadas, y/oprobadas en talleres propios o en talleres externos previamente aprobados y/oautorizados por las áreas operacionales de PDVSA.
Las válvulas para servicio de HF no están cubiertas en este documento.
3 DOCUMENTOS DE REFERENCIAS
3.1 American Petroleum Institute (API)593 “Ductile Iron Plug Valves, Flanges Ends” – 2nd Edition August
1981.594 “Wafer and Wafer –Lug Check Valves”.598 “Valve Inspection and Testing”.599 “Metal Plug Valves– Flanged and Welding Ends”.602 “Compact Steel Gate Valves”.6D “Specification for Pipeline Valves” (Gates, Ball and Check
Valves).600 “Steel Gate Valves, Flanged or Buttwelding Ends”.607 “Fire Test for Soft Seated Ball–Valve”.608 “Metal Ball Valves”.609 “Buttertly Valves Lug–Type and Water Type” .
3.2 American Society Of Mechanical Engineers (ASME)B.16.24 “Cast Copper Alloy Pipe Flanges and Flanged”.B.16.34 “ Valves Flanged, Threaded and Welding End”.B.16.42 “Ductile Iron Pipe Flanges and Flanged Fittings, Classes 150 and
300”.
3.3 American Society of Testing Materials (ASTM)A320 “Standard Specification for Alloy/stell Bolting for Low
Temperature Service”.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
E370 “Mechanical Testing of Steel Products”, usando el “Charpy VNotch”.
3.4 Comisión Venezolana de Normas Industriales (COVENIN)3133–1 “Procedimientos de Muestreo para Inspección por Atributos”.
3.5 Manufactures Standarization Society of Valve and Fittings (MSS)MSS–SP–25 “Standard Marking System for Valves, Fittings, Flanges and
Unions”.MSS–SP–55 “Quality Standard for Steel Castings for Valves, Flanges, Fittings,
and Other Piping Components – Visual Method for Evaluation ofSurface Irregularities”.
3.6 Petróleos de Venezuela (PDVSA)90617.1.040 “Selección de Válvulas”.PI–02–02–01 “ Radiografía Industrial”.PI–02–05–02 “ Partículas Magnéticas”.
4 DEFINICIONES
4.1 Arrugas, Solapaduras, Pliegues y Defectos por Baja TemperaturaSon irregularidades superficiales causadas por fusión incompleta, al vaciar elmetal fundido a una temperatura relativamente baja.
4.2 Colas de RatasEs una irregularidad que aparece en la superficie de piezas fundidas en forma dedepresiones, ocasionado por desplazamiento o pandeo de las superficies de losmoldes.
4.3 Contracciones de Solidificación o RechupeEs una cavidad que aparece en las piezas fundidas fundidos como resultado deuna contracción en la solidificación y progresivo enfriamiento del metal.
4.4 CoronasSon irregularidades superficiales que aparecen en piezas fundidas comoconsecuencia de una fusión incompleta o por solidificaciones internaslocalizadas, producto del enfriamiento diferenciado de la pieza.
4.5 Fuga en Prueba HidrostáticaEs la fuga del fluido de prueba en la tubería o equipo, a pérdida aceptableestablecida en la norma aplicable o especificada en la orden de compra. Si el

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
fluido de prueba es agua la unidad será la gota (1 onza es aproximadamente 480gotas) y si el fluido de prueba es aire la unidad será la burbuja.
4.6 Incrustaciones de ArenaEs la arena arrastrada que queda atrapada en el metal fundido y aparece visibleen la superficie de las piezas.
4.7 Irregularidades en Áreas Reparadas por SoldadurasSon irregularidades resultantes de una inadecuada preparación superficialdespués de aplicada la soldadura.
4.8 Marcas de CorteSon irregularidades en superficies de piezas fundidas ocasionadas por laaplicación no apropiada de herramientas mecánicas o manuales, utilizados parasu limpieza.
4.9 PorosidadEs una cavidad en la pieza fundida, causada por gases o vapor de aguaatrapados durante el proceso de solidificación.
4.10 Puntos Calientes y GrietasSon discontinuidades lineales, superficiales o fracturas causadas por esfuerzosinternos y/o externos, actuando sobre la pieza fundida. Pueden producirsedurante o después de la solidificación.
4.11 Rugosidad SuperficialEs una textura superficial rugosa causada por defectos de diseño, modelo ycondiciones de la arena.
4.12 Sobre Juntas o CostrasSon irregularidades superficiales que generalmente están formadas porincrustaciones de arena arrastrada por el metal fundido, recubiertas por una capade metal poroso.
4.13 Válvulas de BolaEs el tipo de válvula más comúnmente utilizado en los procesos industriales,debido a que proveen buena hermeticidad y rápido cierre. Existen válvulas debola con asiento no metálico y sellos metal–metal. Los dos (2) tipos básicos son:válvula de bola flotante (la bola es soportada o flota entre los asientos, Figura 1a)

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
y la válvula de bola fija (la bola es soportada por un muñón en la parte inferior quepermite la rotación de la misma, restringiendo su desplazamiento axial, Figura1b). La ventaja principal de una con respecto a la otra radica en la operatividad.
Para altas presiones es recomendable utilizar válvulas de bola fija, debido a quela fuerza hidrostática del fluido que actúa sobre la bola, es absorbidaparcialmente por el muñón.

FIG. 1.a VÁLVULA DE BOLA FLOTANTE FIG. 1.b VÁLVULA DE BOLA FIJA
1. Indicador2. Vástago3. Empaque del vástago4. Arandelas y pernos del cuerpo5. Anillo de asiento6. Bola7. Cuerpo (caja)
1. Indicador2. Vástago3. Empaque del vástago4. Tuercas y espárragos5. Asiento6. Bola7. Cuerpo
1
2
3
4
5
6
7
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.14 Válvulas de CompuertaLa válvula de compuerta está diseñada para servicios donde se requiere bloqueo.Presentan la ventaja que se fabrican en todos los tamaños, clases y materialesrequeridos. (Ver Figura 2).
Estas válvulas no son adecuadas para servicios de estrangulamiento, debido aque la superficie de los asientos se erosiona rápidamente cuando la compuertano está en posición cerrada o abierta.
Existen tres (3) tipos básicos de válvulas de compuerta: de apertura completa,de apertura reducida y tipo venturi. La diferencia principal entre ellas radica enel tamaño y forma del área de flujo de la válvula. La de apertura completa poseeun área de flujo igual al tamaño nominal de la tubería, mientras que en las dosúltimas, el área de flujo es menor. Las válvulas de compuerta, están constituidaspor 20 ó más componentes, siendo la compuerta, el vástago, el bonete, losasientos y las conexiones, los más significativos. Existen en el mercado una granvariedad de diseños.
4.15 Válvulas de GloboSon válvulas diseñadas para controlar flujo, (Ver Figura 3), utilizadas en procesosdonde la presión, temperatura y/o el nivel de un líquido deben mantenerse envalores pre–establecidos. Estas válvulas pueden ser de dos tipos: de asientosimple y de asiento doble. Las de asiento simple son generalmente utilizadascuando se requiere un sello hermético y tamaño menor o igual a dos (2) pulgadas.Las válvulas de globo de asiento doble, normalmente son suministradas entamaños mayores de 2”. Su principal ventaja radica en que la fuerza requeridapor el actuador es menor que en las de asiento simple, debido a que las fuerzasoriginadas por la presión del fluido sobre cada uno de los tapones tienden acancelarse.
4.16 Válvulas de MariposaExisten dos tipos de válvulas de mariposa; las convencionales (Categoría Asegún API 609, (Figura 4.a) y las de alta eficiencia (Categoría B según API 609,(Figura 4.b), las cuales están definidas en la guía de selección de válvulasPDVSA N° 90617. 1.040. Las válvulas de mariposa convencionales cuentan conun disco circular que pivota en el centro y se abre haciendo un giro de � con lapalanca externa. Son válvulas normalmente utilizadas para servicio deestrangulamiento a bajas caídas de presión, pudiendo ser utilizadaseventualmente en servicios de bloqueo donde el bloqueo no requiera un sellohermético.

FIG. 2 VÁLVULAS DE COMPUERTA
VÁLVULA DE COMPUERTA DE DOBLE DISCOY VÁSTAGO SALIENTE
VÁLVULA DE COMPUERTA DEVÁSTAGO SALIENTE
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
FIG. 2 (LEYENDA)
1. Indicador de vástago2. Protector del vástago3. Volante–Manubrio4. Tuercas de la horqueta5. Horquilla6. Vástago7. Tornillos y tuercas del estribo de apoyo8. Empaquetadura del vástago9. Válvula de alivio
10. Tope (casquete)11. Tope de tuerca y perno12. Disco de guía13. Disco de ensamblaje14. Anillo de Asiento15. Cuerpo (Caja)16. Apoyo

FIG. 3 VÁLVULA DE GLOBO
1. Cuerpo2. Anillo cuerpo3. Cojinete de plato4. Disco5. Tuerca–retén del disco6. Vástago7. Contratuerca–Prensa–
estopa8. Anillo de junta9. Empaquetadura
10. Esparragos, cuerpo y tapa11. Esparragos prensa12. Prensaestopa13. Plato de prensaestopa14. Esparrago y tuerca
fijación palto15. Tapa16. Tuerca del vástago17. Volante18. Placa de identificación19. Tuerca fijación volante20. Anillo de linterna21. Tapón
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma

FIG. 4A VÁLVULA DE MARIPOSA CONVENCIONAL
TornilloRosca (Típica)
Puede ser taladrado oroscado en algunostamaños
Espárrago
Perno
Espárrago
Perno
Tipo Oreja
Tipo Placa
Rosca (Típica)
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma

FIG. 4B VÁLVULA DE MARIPOSA DE ALTA EFICIENCIA
Dimensión cara–cara de válvula Empacadura de bridaSección A –A
TuberíaLínea central de disco
Línea central de eje
CuerpoAsiento
Excentricidad de asiento
Línea central de tubería
Línea central de disco
Empaque de brida
Brida
Espacio nominal radial(c) en un discototalmente abierto
Cara de brida
Distancia de línea central deeje a cara de brida
Línea centralde eje
Disco
Reten de asiento
Línea centralde eje
Excentricidadde eje
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
Las válvulas de mariposa de alta eficiencia, son válvulas con cuerpos quecumplen con regímenes de presión y temperatura. Las normas aplicables sonASME B16.34 para válvulas de acero, aleaciones de Níquel, o de aleacionesespeciales, ASME B16.42 para válvulas de fundición nodular, y ASME B16.24para válvulas de aleaciones de cobre. Pueden ser de doble o triple excentricidad.En las primeras, la línea central del vástago y el disco están desplazadasligeramente adelante del eje del flujo. En las segundas, o de triple excentricidad,en adición al desplazamiento del centro de rotación en dos direcciones, el ejecentral del contorno del borde del disco no pasa exactamente a través delvástago”. Este diseño se usa en bloqueo de servicio general y aplicacionesespeciales ( Ej: Servicio Criogénico o altas temperaturas) y están disponibles enClases ASME 150, 300 y 600.
Las válvulas de mariposa son usualmente clasificadas de acuerdo al tipo deconexión. Ellas pueden ser: sin bridas, con bridas simples y con brida doble. Elelemento de cierre en estas válvulas es un disco, el cual al girar sella contra unasuperficie o asiento, produciendo una adecuada hermeticidad.
4.17 Válvulas de Retención
Las válvulas de retención, conocidas como válvulas “check” (Ver Figura 5), estándiseñadas para prevenir la inversión del flujo. En una válvula de retención, elelemento de cierre es activado por su propio peso o por el cambio de direcciónde flujo. Este elemento de cierre puede ser una bola, un disco o un pistón. Lostipos más comunes son: de giro, de disco inclinado, de plato simple, de platodoble y de levantamiento. La selección de un tipo particular dependeesencialmente de los requerimientos de servicio y disponibilidad. Es de hacernotar que para todos los procesos, la función principal de estas válvulas esprevenir la inversión del flujo y no bloquearlo completamente. La utilización deválvulas de retención con asientos no metálicos, permite una disminución de lasfuerzas, estando limitadas por la temperatura de trabajo.
4.18 Válvula de Tapón
Este tipo de válvula esta diseñada para servicios de bloqueo. Las válvulas detapón pueden ser clasificadas en dos (2) tipos: lubricadas y no lubricadas. Laslubricadas requieren de la utilización de un lubricante para asegurar suoperatividad y hermeticidad, y están diseñadas para proveer sello metal–metal.(Ver Figura 6).
Las no lubricadas, por el contrario, no requieren de lubricación y están diseñadascon doble sistema de sello metal–metal y metal–no metal. Este último tipo deválvula presenta la ventaja de que requiere poco mantenimiento.
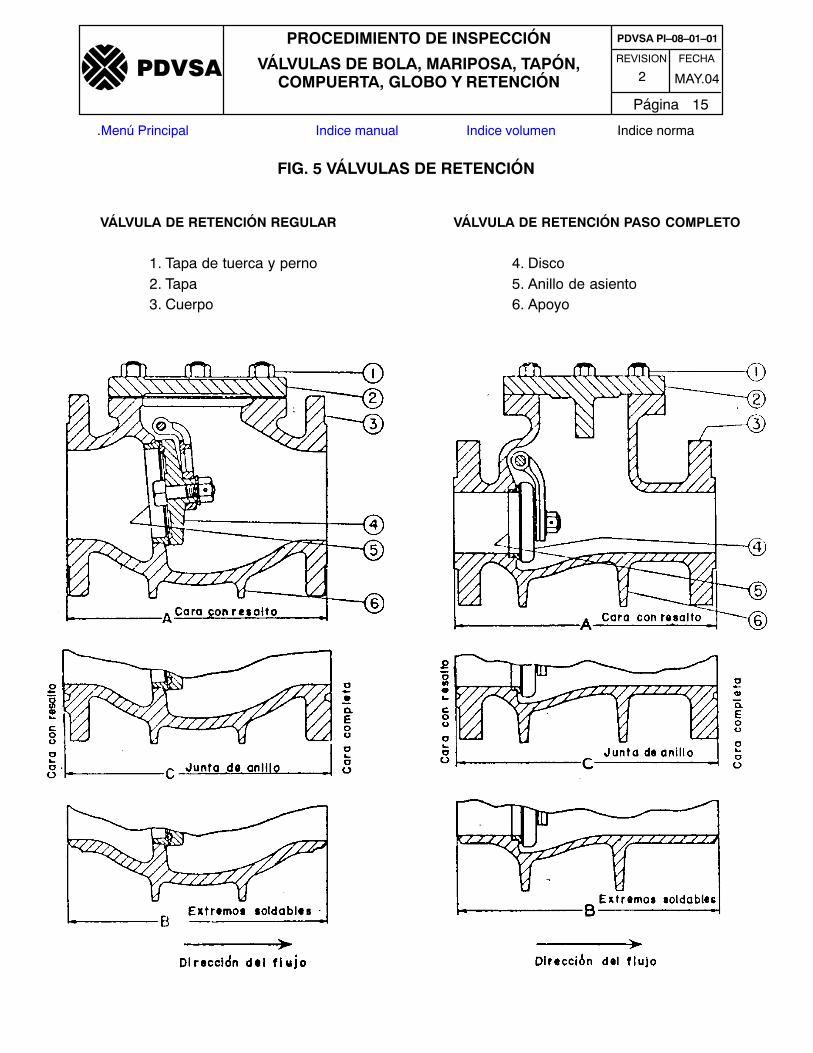
FIG. 5 VÁLVULAS DE RETENCIÓN
VÁLVULA DE RETENCIÓN REGULAR VÁLVULA DE RETENCIÓN PASO COMPLETO
1. Tapa de tuerca y perno2. Tapa3. Cuerpo
4. Disco5. Anillo de asiento6. Apoyo
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma

FIG. 6 VÁLVULA DE TAPÓN
1. Tornillo de lubricación2. Espárragos y arandelas del casquillo
del prensaestopas3. Casquillo del prensaestopas4. Espárragos y arandelas de la cubierta5. Cubierta
6. Empacadura de la cubierta7. Empaque del vástago8. Válvulas de retención lubricante9. Tapón
10. Cuerpo11. Collar de retención
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
4.19 VeteadoEs una irregularidad que aparece en la superficie de piezas fundidas como unborde definido y está asociado con el movimiento o resquebrajamiento de laarena.
5 INSPECCIÓN Y PRUEBA A VÁLVULAS NUEVAS
5.1 Condiciones de Inspección
5.1.1 Inspección en planta del fabricante
Cuando se requiere inspección (especificada en la orden de compra), la válvulaserá inspeccionada por el inspector del comprador en la planta del fabricante otaller autorizado por PDVSA. El inspector tendrá libre acceso a cualquier lugar dela planta donde se realicen los trabajos de fabricación, relacionados con su ordende compra, y/o en cualquier momento cuando estén ejecutando dichos trabajos.
5.1.2 Inspección fuera de la planta del fabricante
Cuando se requiere inspección de componentes de la válvula, manufacturadosfuera de la planta del fabricante, el inspector del comprador realizará lasinspecciones en los lugares de manufactura correspondientes.
5.1.3 Notificación de inspección
El fabricante o proveedor deberá notificar al área operacional de PDVSA consuficiente antelación, el lugar y hora en que se podrá realizar la inspección a lasválvulas pedidas y/o componentes de ser requerido, tal como se indica en elpárrafo 5.1.2.
5.2 Certificado de Calidad del FabricanteEl inspector deberá verificar que el certificado de calidad de la válvula contengala información requerida en la orden de compra:
– Certificado de tratamiento térmico para los materiales recocidos,normalizados o templados.
– Registro de calificación del soldador para ensamblajes con soldadura,reparaciones de defectos y cambios en la guarnición.
– Registro de calificación del procedimiento de soldadura y especificaciones delprocedimiento.
– Certificados de pruebas físicas y químicas del material utilizado.– Resultados de la inspección visual.– Prueba hidrostática del cuerpo de la válvula.– Prueba de asientos a baja presión.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Prueba de cierre a alta presión.– Prueba de dureza (cuando aplique)– Prueba de torque (cuando aplique).– Prueba de impacto (sí la temperatura es < 20°F).– Resultados prueba con partículas magnéticas, radiografía, ultrasonido o
líquidos penetrantes (cuando aplique).– Norma que aplica– Temperatura de operación– Descripción del producto (servicio)– Tipo de trim o guarnición– Cantidad de piezas– Prueba de fuego para válvulas de bola con asientos no–metálicos, según lo
especifica la norma API 607 (cuando aplique).
5.3 Requerimientos a Cubrir Durante la InspecciónA menos que se especifique algún(os) requerimiento(s) complementario(s) en laorden de compra, la inspección del comprador se limitará a:
5.3.1 Examen de la válvula incluyendo el uso de herramientas ordinarias de inspecciónpara comprobar el cumplimiento de lo establecido en la orden de compra. Elfabricante o suplidor, debe presentar los planos de fabricación de las válvulas ainspeccionar, donde se indiquen las dimensiones de las mismas, así como eldetalle de las dimensiones de las bridas. El inspector podrá verificar estos valoresen las válvulas sujetas a inspección. La verificación dimensional incluirá:
� Distancia cara–cara� Espesor de pared� Diámetro interno, externo y espesor de las válvulas soldables.� Diámetro externo de la brida, espesor, número y diámetro de los orificios para
pernos de las válvulas bridadas.
5.3.2 Evaluación visual de la superficie a fin de detectar imperfecciones, tales comorayas en las zonas de sello, marcas de herramientas, defectos de mecanizadoy/o fundición. La inspección visual de las superficies de las piezas fundidas seefectuará según lo establecido en la norma MSS–SP–55 “Quality Standard forSteel Castings for Valves, Flanges, Fittings, and Other Piping Components –Visual Method for Evaluation of Surface Irregularities”.
5.3.3 Verificar que los materiales utilizados en la fabricación de la válvula esténincluidos en la placa de identificación. Los certificados de calidad con losresultados de la composición química y pruebas mecánicas deben ser revisadospara todas las válvulas a inspeccionarse. El número de colada sobre la válvula

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
debe concordar con lo indicado en el certificado de calidad. Si los resultados delos análisis no están disponibles para la guarnición, el fabricante deberá expedirun certificado sobre el grado o tipo de material utilizado. La verificación delmarcaje o identificación debe realizarse según MSS–SP–25 o API 6D (válvulasfabricadas bajo API 6D).
5.3.4 Presenciar las pruebas de presión requeridas en la norma aplicada.
5.3.5 Prueba de presión del cuerpo, asientos y asiento posterior “Backseat” (caso deválvulas de compuerta / globo), según lo establecido en la norma de fabricacióny/o inspección aplicable.
5.3.6 Prueba de torque (mandatorio en caso de válvulas de tapón/bola de tres vías aser automatizadas o de ser especificado en orden de compra).
5.3.7 Inspección del revestimiento externo.
5.3.8 Prueba de paso (Válvulas fabricadas según API 6D).
5.4 Pruebas de Presión5.4.1 Lugar de las pruebas
Las pruebas serán realizadas por el fabricante o proveedor en sus instalacionesy/o cualquier otro lugar seleccionado por el mismo, en mutuo acuerdo con elcomprador, en presencia del inspector nominado por PDVSA.
5.4.2 Criterios para las pruebas
Las válvulas fabricadas bajo la norma API 6D se deben probar según loestablecido en la referida norma, mientras que las válvulas fabricadas según API594, API 599, API 600, API 602, API 603, API 608 y API 609 se debera probar deacuerdo a lo establecido en la norma API 598. Las válvulas fabricadas bajo otrosestándares deberán ser probadas según lo específique la norma de fabricaciónrespectiva.
5.5 ReparacionesLas reparaciones de los defectos detectados en el cuerpo de las válvulas duranteinspección y prueba, deben realizarse y examinarse según lo establecido en lanorma ASTM aplicable al material de construcción de la válvula. No se permitiráuna segunda reparación.
5.6 Requerimientos Opcionales de InspecciónA continuación se detallan algunos procedimientos opcionales de inspección quese realizarán cuando así se exija en la orden de compra.
5.6.1 Procedimiento radiográfico
El procedimiento para inspección radiográfica será el establecido en la NormaPDVSA–PI–02–02–01 “ Radiografía Industrial”.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
Para los ensayos radiográficos deben seleccionarse aquellas secciones críticasde la válvula (sitios de concentración de esfuerzos).
5.6.2 Criterio de aceptación radiográfica
Los criterios de aceptación del cuerpo y de la tapa (bonete) están basados en elespesor de pared. La aceptación de niveles de severidad más altos o más bajosque los recomendados, pueden basarse en el rango de presión, servicio letal,etc., y debe ser acordada con el fabricante o suplidor.
a. Radiografías de referencia.
Hay un conjunto de radiografías de referencia las cuales se pueden utilizar comopatrones bajo acuerdo mutuo, donde se presentan ilustraciones de aceptabilidadmínima. Las discontinuidades en espesores de pared hasta 51 mm (2 pulg) seclasifican de la siguiente manera:
1. Categoría A – Arena y porosidades (gas); niveles de severidad 1 hasta 5.
2. Categoría B – Arena e inclusiones de escoria; niveles de severidad 1 hasta5.
3. Categoría C – Contracciones; 4 tipos:
– CA – Niveles de severidad 1 hasta 5.– CB – Niveles de severidad 1 hasta 5.– CC – Niveles de severidad 1 hasta 5.– CD – Niveles de severidad 1 hasta 5.
4. Categoría D – Grietas; 1 ilustración.
5. Categoría E – Grietas por calor; 1 ilustración.
6. Categoría F – Inserto; 1 ilustración.
7. Categoría C – Manchas (Mottling); 1 ilustración.
b. La Tabla 1 define los indicadores aceptables recomendados para espesores depared menores de 51 mm (2 pulg).
c. La Tabla 2, define las indicaciones aceptables recomendados para espesores depared de 51 mm hasta 114 mm (2 pulg hasta 4,5 pulg).

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 1. INDICADORES ACEPTABLES PARA ESPESOR DE PARED L51/mm
TIPO DE DISCONTINUIDAD PLACAS COMPARATIVAS DE ACEPTACIÓNCATEGORÍA ASTM E 71 ASTM E 446
Gas A A2 A2Arena B B2 B3Contracción Tipo 1
Tipo 2Tipo 3
Tipo 4
C – CA2
C – CB3C C3 CC3C – CD3
Grieta D Ninguna NingunaGrieta por calor E Ninguna NingunaInserto F Ninguna NingunaMancha (Mottling) G – Ref. Solamente
TABLA 2. INDICADORES ACEPTABLES PARA ESPESOR DE PARED 51–114mm
TIPO DE DISCONTINUIDAD PLACAS COMPARATIVAS DE ACEPTACIÓNCATEGORIA ASTM E186
Porosidad de gas A A3Arena e inclusiones de escoria B B3Contracciones, Tipo 1
Tipo 2Tipo 3
C CA3
C CB3C CC3
Grieta D NingunaGrieta por calor E NingunaInserto F Ninguna
5.6.3 Prueba de impacto
Todos los materiales de la estructura sometidos a presión, tales como cuerpo,bonete, tapa, extremos bridados y extremos soldables, así como también losmateriales para pernos sometidos a temperaturas inferiores a –20°C (–29°F),serán probados de acuerdo con lo previsto en la prueba de impacto según la

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
última revisión de ASTM E370, “Mechanical Testing of Steel Products”, usandoel “Charpy V Notch”.
Como mínimo una prueba de impacto será realizada en una probetarepresentativa tomada de cada extremo de material al finalizar el tratamientotérmico. Esta calificación del material se realizará antes de la fabricación prevista,de forma de asegurar que el tratamiento térmico es eficiente en las condicionesde trabajo del equipo de producción. Los resultados de la prueba estarán deacuerdo con la Tabla 3, a excepción de los materiales de los pernos que serealizará según ASTM A320.
La prueba Charpy de impacto se hará a la temperatura especificada en la ordende compra.
TABLA 3. CHARPY V NOTCH. REQUERIMIENTOS PRUEBA DE IMPACTO
1 2Esfuerzo máximo de tracción delmaterial (kpsi (kPa))
Energía mínima de impacto CharpyV Notch (promedio de tres probetas)(ft–lb (J))
85 o menor (586 o menor) 15 (20)86 – 100 (587 – 689) 20 (27)
Sobre 100 (sobre 689) 25 (34)
5.6.4 Prueba de Dureza
Se realizará según lo establecida en la norma ASTM aplicable al material.
5.6.5 Partículas Magnéticas
Se realizará según lo establecida en la norma PDVSA–PI–02–05–02 “ PartículasMagnéticas”.
5.7 Prueba para Válvulas AlmacenadasNo se requiere repetición de pruebas en válvulas terminadas, a menos que estacondición se exprese claramente en la orden de compra y/o a pedido delinspector. De no realizarse la prueba, el fabricante deberá emitir una certificaciónescrita en el sentido de que la válvula ha sido probada y cumple totalmente conlos requerimientos de la presente norma. No se requiere quitar la pintura aválvulas terminadas para efectuar repetición de pruebas.
5.8 InformeLo especificado a continuación da una idea de lo que podrá contener el informede inspección, además de cualquier otra aspecto especificado en la orden decompra.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
INFORME N° Página N�
Fecha:Inspección de válvulas:Para:Orden de Compra N°.
Inspeccionado por Teléfono:Empresa:
Fecha de inspección LugarEstado de la orden de compra Completa IncompletaRenglón Descripción Aceptados Prueba
HidrostáticaCuerpo
PruebaHidrostáticaAsientos
Rechazadosy Razones
5.9 Inspección de Acuerdo a la Norma Correspondiente
5.9.1 Reporte de las pruebas en fábrica y/o certificado del material.
5.9.2 Certificados del tratamiento térmico para los materiales recocidos, normalizadoso templados.
5.9.3 Registro de calificación del soldador para ensamblajes internos con soldadura,reparaciones de defectos y cambios en la guarnición.
5.9.4 Registro de calificación del procedimiento de soldadura y especificaciones delprocedimiento.
5.9.5 Acabados, defectos en la superficie, componentes y dimensiones.
5.9.6 Concordancia con: descripción de la orden de compra, especificaciones, planoscertificados, descripción del catálogo del proveedor, especificaciones de pinturao recubrimiento.
5.9.7 Implantación del programa de aseguramiento/control de calidad por parte delproveedor/fabricante.
5.9.8 Resultados de las pruebas hidrostáticas (cuerpo y cierre).
5.9.9 Marcaje o identificación.
5.9.10 Inspección con radiografías de las piezas de fundición.
5.9.11 Inspección radiográfica parcial de las soldaduras a tope en los cuerpos soldados.
5.9.12 Inspección con radiografías al 100% de las soldaduras a tope en cada válvula.
5.9.13 Esquemas de las tomas de radiografías e informes de evaluación.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 24
�����
.Menú Principal Indice manual Indice volumen Indice norma
5.9.14 Inspección con partículas magnéticas de las piezas fundidas.
5.9.15 Otros.
5.9.16 Observaciones:
5.9.17 Fecha de elaboración del informe
5.9.18 Firma del inspector.
6 INSPECCIÓN Y PRUEBAS A VÁLVULAS REPARADAS
6.1 Condiciones de InspecciónLos inspectores de PDVSA tendrán libre acceso al área de trabajo de la empresade servicio, para la realización del aseguramiento de calidad de la reparación.
El representante de PDVSA, responsable de la inspección verificará en cualquiermomento del proceso de reparación o remanufactura, la rastreabilidad de losrepuestos utilizados, los registros del reparador, así como el cumplimiento con lasespecificaciones.
El proceso de inspección de válvulas a reparar por parte del inspector PDVSA,se efectuará en dos fases:
– Inspección en desarme.– Inspección final.
6.2 Requerimientos a Cubrir Durante la Inspección
6.2.1 Inspección en desarme
a. La empresa reparadora una vez finalizado el desarme deberá informar a laOrganización contratante, la solicitud de la inspección inicial.
b. La inspección de desarme se inicia con la revisión de la documentación que laempresa reparadora posee:
1. Copia de orden del pedido / pase de materiales.
2. Formato de recepción de válvulas (tipo, cantidad de la orden de servicio,cantidad recibida, clase, marca, serial del fabricante, serial empresareparadora).
3. Formato de desarme por válvulas donde indique claramente despiece yacción a efectuar (reparar, maquinar, etc.).
4. Formato de inspección dimensional que contemple espesor de brida,distancia cara–cara, espesor de cuerpo, distancia de recorrido y demásdimensiones establecidas en las normas aplicables.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 25
�����
.Menú Principal Indice manual Indice volumen Indice norma
5. Para determinar si una válvula es reparable, se debe tener en cuenta quelos costos de reparación no excedan el 35% de los costos de una válvulanueva. Sin embargo es potestad de la Organización contratante aceptar unmayor costo si se justifica, por disponibilidad, tiempo de reposición deválvula nueva, necesidad / impacto operacional.
c. Se efectuará inspección en el taller según:
1. Inspección aleatoria dimensional.
2. Inspección 100% del desarme y su correlación de que lo señalado por eltaller reparador en cuanto a manufactura, reemplazo, rectificado, etc.
d. Una vez finalizada la inspección en desarme, el inspector procederá a sellar yfirmar cada una de las hojas de desarme y elaborar el informe de inspección deldesarme. Este informe deberá incluir información referente a la orden de servicio,cantidad, tipo, clase y dimensiones de las válvulas a reparar, seriales de laempresa reparadora por válvula, aceptación o rechazo (motivo) y/o otrainformación que se considere pertinente. El representante de la empresareparadora deberá firmar el informe de inspección y esperar comunicación paracontinuar con el proceso.
6.2.2 Inspección Final
a. La empresa reparadora, una vez finalizada la reparación debe notificar a laOrganización contratante la culminación del trabajo y la solicitud de la inspecciónfinal.
b. La empresa reparadora debe poseer al momento de la inspección, toda ladocumentación necesaria que avale dicho proceso como mínimo debe contener:
1. Formato de inspección dimensional final de válvula, incluyendo espesor delas bridas, distancia cara a cara, espesor de cuerpo, distancia del recorrido,perfil de anclaje, espesor de recubrimiento.
2. Procedimientos especiales utilizados (soldadura, tratamiento térmico, etc.)
3. Registros de las pruebas hidrostáticas, efectuadas a cada una de lasválvulas, donde se detalle la prueba del asiento, del cuerpo y ”backseat”, y/olas que aplique según tipo de válvula.
4. Certificados de calidad de la reparación donde se indiquen: Cantidad,norma aplicable, resultados de las pruebas hidrostáticas, tipo de guarnición,serial, diámetro, clase, tipo de válvula, orden de servicio, organizacióncontratante y nombre del inspector, referencias de procedimientos ycertificados de materia prima, garantía.
5. Nota de entrega con descripción, normas, dimensiones, serial, etc., similara lo descrito en el certificado de calidad.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 26
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. El inspector de PDVSA efectuará una verificación de reparación que consistiráen el desarme aleatorio de válvulas, cuando lo considere conveniente y/o cuandoevidencie no conformidades en proceso, fallas en pruebas hidrostáticas y/o fallasen servicio.
d. El inspector PDVSA efectuará una inspección visual y dimensional al lote deválvulas (según muestreo), constatando el cumplimiento en cuanto aidentificación (placa de identificación remachada que incluya empresareparadora, serial reparador, fecha de reparación) y dimensiones.
e. Adicionalmente, el inspector de PDVSA efectuará una verificación aleatoria(según muestreo) de la prueba hidrostática a un lote de válvulas, registrando losresultados.
f. El inspector PDVSA verificará el cumplimiento con las especificaciones técnicasde reparación establecidas en el contrato, tales como aplicación derecubrimientos especiales y especificaciones de pintura, etc.
g. Una vez finalizados los puntos anteriores, procederá a elaborar el informe deinspección final, el cual contará con información referente a la orden por servicio,cantidad, tipos, clases y dimensiones de las válvulas reparadas, seriales de lasválvulas probadas hidrostáticamente, aceptación o rechazo (motivo), número dela nota de entrega y certificado de calidad, y cualquier otra información queconsidere pertinente. Adicionalmente, debe indicar fecha y nombre del tallerreparador.
h. El representante de Aseguramiento de Calidad de la empresa reparadora debefirmar y sellar el informe de inspección.
i. El inspector PDVSA tiene la responsabilidad de incluir en el informe las siguientescopias, que seran suministradas por el taller reparador:
1. Certificado de calidad.
2. Nota de entrega.
3. Copia de los registros de las pruebas hidrostáticas efectuadas por lacontratista.
4. Original de los registros de las pruebas hidrostáticas de las válvulasprobadas.
5. Copia del formato de inspección dimensional final de la válvula.
6. Copia de la orden de servicio.
6.3 Pruebas de PresiónPara válvulas reparadas las pruebas de presión son las mismas que se aplicana válvulas nuevas.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 27
�����
.Menú Principal Indice manual Indice volumen Indice norma
7 MUESTREO DE INSPECCIÓN
7.1 Los métodos de inspección que se verifican en esta etapa son los siguientes:
7.1.1 Obligatorios
a. Inspección visual.
b. Prueba hidrostática.
c. Verificación dimensional y revisión del certificado del material.
d. Identificación.
7.1.2 Opcionales
a. Líquidos penetrantes.
b. Partículas magnéticas.
c. Radiografía.
d. Inspección con equipos de identificación positiva de material (PMI).
7.2 La inspección es por muestreo, utilizándose la norma Venezolana COVENIN3133–1. “Procedimientos de Muestreo para Inspección por Atributos”.
El programa de inspección por muestreo será aplicado de acuerdo al siguienteplan:
7.2.1 Para los métodos obligatorios de inspección:
a. Plan de Muestreo Simple.
b. Inspección Normal (Nivel de Inspección II).
c. Nivel de Calidad Aceptable (AQL): 2.
7.2.2 Para los métodos opcionales de inspección:
a. Plan de Muestreo Simple.
b. Inspección Especial: S.1.
c. Nivel de Calidad Aceptable (AQL): 2.
7.2.3 Pasos a Seguir para aplicar el plan de muestreo:
a. Dependiendo del plan de muestreo y del tamaño del lote, se selecciona laletra clave utilizando la Tabla 4.
b. Con la letra clave obtenida, en la Tabla 4 se selecciona en la Tabla 5 el”Tamaño de la Muestra” a inspeccionar y el N° de piezas con el que seacepta o rechaza la muestra.

REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 28
�����
.Menú Principal Indice manual Indice volumen Indice norma
c. Se procede a inspeccionar las unidades según el tamaño de la muestracorrespondiente.
Si el número de unidades defectuosas en la muestra es menor o igual al númerode aceptación, se aceptará el lote.
Si el número de unidades defectuosas en la muestra es igual o mayor al númerode rechazo, se rechazará el lote y se presentará el reclamo al fabricante.
Una válvula se considera rechazada al no cumplir con una o más de lasespecificaciones en la orden de compra.
Notas:
El cambio de inspección normal a simplificado se podrá realizar de acuerdo a lanorma COVENIN 3133–1 “Procedimientos de Muestreo para Inspección porAtributos”.
Las unidades defectuosas podrán ser rechazadas, independientemente de queformen parte o no de una muestra y de que el lote en conjunto sea aceptado orechazado.
TABLA 4. LETRA CLAVE DEL TAMAÑO
TAMAÑO DELLOTE
NIVELES DE INSP. ESPECIALES NIV. DE INSP. GENERAL
S.1 S.2 S.3 S.4 I II III2 a 8 A A A A A A A
9 a 15 A A A A A B C16 a 25 A A B B B C D26 a 50 A B B C C D E51 a 90 B B C C C E F
91 a 150 B B C D D F G151 a 280 B C D E E G H281 a 500 B C D E F H J
501 a 1200 C C E F G J K1201 a 3200 C D E G H K L
3201 a 10000 C D F G J L M10001 a 35000 C D F H K M N
35001 a 150000 D E G J L N P150001 a 500000 D E G J M P Q
500001 a más D E H K N Q R

TABLA 5.
REVISION FECHA
PROCEDIMIENTO DE INSPECCIÓN
VÁLVULAS DE BOLA, MARIPOSA, TAPÓN,COMPUERTA, GLOBO Y RETENCIÓN MAY.042
PDVSA PI–08–01–01
Página 29
�����
.Menú Principal Indice manual Indice volumen Indice norma