universidade federal da bahia - teclim.ufba.br · cprm – companhia de pesquisa de recursos...
TRANSCRIPT
DEPTº DE ENGENHARIA AMBIENTAL - DEA
UNIVERSIDADE FEDERAL DA BAHIAESCOLA POLITÉCNICA
MESTRADO PROFISSIONAL EMGERENCIAMENTO E TECNOLOGIAS
AMBIENTAIS NO PROCESSO PRODUTIVO
SALVADOR 2008
MARCIO FERRAZ MONTEIRO
AVALIAÇÃO DO CICLO DE VIDA DO FERTILIZANTE SUPERFOSFATO SIMPLES

i
MARCIO FERRAZ MONTEIRO
AVALIAÇÃO DO CICLO DE VIDA DO FERTILIZANTE SUPERFOSFATO SIMPLES
Dissertação apresentada ao Mestrado Profissional em Gerenciamento e Tecnologias Ambientais no Processo Produtivo – Ênfase em Produção Limpa, Escola Politécnica, Universidade Federal da Bahia, como requisito parcial para obtenção do grau de mestre. Orientadora: Drª Rosana Fialho V. de Melo Co-orientador: Dr. Asher Kiperstok
Salvador 2008

ii
Monteiro, Marcio Ferraz Avaliação do Ciclo de Vida do Fertilizante Superfosfato
Simples/ Marcio Ferraz Monteiro. – Salvador, 2008. 179p.: il.color
Orientador: Profa. Dra. Rosana Fialho Vieira de Melo Co-orientador: Prof. Dr. Asher Kiperstok Dissertação (Mestrado) – Universidade Federal da Bahia.
Escola Politécnica, 2008.
1. Ciclo de Vida (Avaliação) 2. Aspectos Ambientais 3. Superfosfato Simples. I.Melo, Rosana Fialho Vieira de. II.Titulo.
iii
RESUMO
Neste trabalho a Análise de Ciclo de Vida – ACV, ferramenta para avaliação
sistemática dos aspectos ambientais de um produto compreendendo todos os estágios do
seu ciclo de vida, foi aplicada para efetuar uma avaliação da produção do superfosfato
simples (SSP), usando a abordagem do “berço ao portão de fábrica”. As categorias
selecionadas para o estudo foram as de potencial de aquecimento global (PAG),
potencial de redução de ozônio (PRCO), criação de oxidantes fotoquímicos (PCOF),
depleção abiótica (PDA), radiação radioativa (RRD), potencial de acidificação (PA) e
potencial de eutrofização (PE). Os resultados do estudo apontaram que solubilização do
concentrado fosfático por ácido sulfúrico traz consigo uma grande carga ambiental
proveniente principalmente do estágio de produção do enxofre (41,6 %), além dos
estágios de transporte marítimo do enxofre (18,4 %) e do processo produtivo do ácido
sulfúrico (10,2 %). Outro fator importante é o tipo de sistema viário adotado pelo Brasil
– transporte rodoviário – que acarreta na segunda maior contribuição à carga ambiental
do produto (18,4%).
Palavras-Chave: Avaliação do Ciclo de Vida, aspectos ambientais, superfosfato
simples.
iv
ABSTRACT
In this work Life Cycle Assessment (LCA), a tool for systematic evaluation of
the environmental aspects of a product through all stages of its life cycle, was applied to
perform an environmental evaluation of super simple phosphate (SSP) production, using
a “cradle to gate” approach. In order to perform the life cycle impact assessment (LCIA)
the following impact categories were selected: global warming potential (GWP), ozone
depletion potential (ODP), photochemical ozone creation (POCP), abiotic depletion
(ADP), radioactive radiation (RAD), acidification potential (AP) and eutrophication
potential (EP). The results show that the major environmental impact is due to the sulfur
production stage (41,6%), further to the stages of maritime transport of sulphur (18.4%)
and the production process of sulphuric acid (10.2%). Another important factor is the
type of road system adopted by Brazil - road - which carries the second largest
contribution to the total environmental score of the product (18,4%).
Keywords: Life Cycle Assessment, environmental aspects, super simple phosphate.
v
AGRADECIMENTOS
Aos docentes, colegas e funcionários – principalmente a Jaqueline Mendonça e Loriana
Reis – da Rede de Tecnologias Limpas (TECLIM da UFBA), pelo aprendizado,
convívio e prestatividade, respectivamente.
À Cecília Makishi, sempre prestativa, pelo enorme ensino sobre o software Gabi 4.0.
Aos colegas do projeto ACV-COELBA (TECLIM): Lucas Almeida, Flávia Melo e
Priscilla Pereira pela troca de experiências a respeito do software Gabi 4.0, e a Mª de
Lourdes Silva pelas discussões da temática ACV.
À Ângela Lima pela gentileza e disponibilização de materiais relacionados ao tema da
ACV.
À Linda Carla Bulhosa pela atenção e compartilhamento do conhecimento de
formatação do trabalho segundo as normas ABNT.
Aos orientadores Drª Rosana Melo (UFBA) e Dr. Asher Kiperstok (UFBA/TECLIM),
bem como ao Dr. Armando Caldeira (UNB) e ao Dr. Doneivan Ferreira (UFBA), cujas
opiniões, sugestões e informações técnicas foram fundamentais ao trabalho.
Aos meus irmãos, Daniel Monteiro pelos materiais didáticos e informações referentes
aos processos produtivos do diesel refinado e recuperação de enxofre, e Juliana
Monteiro pelo incentivo ao trabalho realizado.
Aos meus pais, a quem devo minha formação pessoal e profissional que me
possibilitaram chegar até este ponto da minha vida.
Em especial à Virgínia Seixas, pelas horas de convívio subtraídas, pelo conforto,
carinho, compreensão da importância deste trabalho para mim e enorme apoio.
A todos aqueles que contribuíram de alguma forma para a realização deste trabalho.

vi
Buliram muito com o planeta
O planeta como um cachorro eu vejo
Se ele não agüenta mais as pulgas
Se livra delas num sacolejo
Raul Seixas – As aventuras de Raul Seixas na cidade de Thor
vii
LISTA DE ABREVIATURAS E SIGLAS
ACV – Avaliação de Ciclo de Vida;
AICV: Avaliação de Impactos de Ciclo de Vida;
ANDA – Associação Nacional para Difusão de Adubos;
CML – Center of Environmental Science;
COV – Compostos Orgânicos Voláteis;
CPRM – Companhia de Pesquisa de Recursos Minerais;
DA/DC – Processo de Dupla Absorção e Duplo Contato;
DALY – Disability Adjusted Life Years;
DAP – Fosfato de Diamônio;
DNPM – Departamento Nacional de Produção Mineral;
FMP – Termofosfato Magnesiano Fundido;
IAP – Indicador Ambiental Ponterado;
ICV - Inventário de Ciclo de Vida;
IFB - Instituto de Fosfatos Biológicos;
ISO - International Organisation for Standardization;
MAP – Fosfato de Monoamônio;
MME: Ministério das Minas e Energia;
MRI – Midwest Research Institute;
PA – Potencial de Acidificação;
PAG – Potencial de Aquecimento Global;
PCOF – Potencial de Criação de Oxidantes Fotoquímicos;
PDA – Potencial de Depleção Abiótica;
PE – Potencial de Eutrofização;
PIP - Política Integrada de Produtos;
PRCO – Potencial de Redução da Camada de Ozônio;
REPA – Resource EnvironmentalProfile Analysis;
RRD – Radiação Radioativa;
SETAC – Society of Enviromental Toxicology and Chemistry;
SSP – Superfosfato Simples;
TSP – Superfosfato Triplo;
UNEP – United Nations Program Environmental;
URE – Unidade de Recuperação de Enxofre;
WMO – Organização Meteorológica Mundial.
viii
SUMÁRIO
1. INTRODUÇÃO ............................................................................................................ 1
2. OBJETIVOS ................................................................................................................. 2
2.1. Objetivo geral ........................................................................................................ 3
2.2. Objetivo específico ................................................................................................ 3
3. REVISÃO DA LITERATURA .................................................................................... 3
3.1. Princípios da Avaliação de Ciclo de Vida ............................................................ 3
3.2. Histórico ................................................................................................................ 6
3.3. Interface da ACV com a Produção Mais Limpa ................................................... 7
3.4. Aplicações da ACV ............................................................................................ 9
3.5. Procedimentos para uma ACV ........................................................................ 11
3.5.1. Definição do escopo e objetivo .................................................................... 11
3.5.2. Inventário do Ciclo de Vida (ICV) ............................................................... 16
3.5.3. Avaliação dos Impactos Ambientais ............................................................ 20
3.5.4. Interpretação dos resultados ........................................................................ 33
3.6. Softwares de Avaliação de Ciclo de Vida ........................................................... 37
3.6.1. Gabi .............................................................................................................. 38
3.7. Nutrientes das plantas .......................................................................................... 41
3.8. Fertilizantes fosfatados ........................................................................................ 43
3.8.1. Super Fosfato Simples (SSP) ........................................................................ 49
3.8.2. Rocha fosfática ............................................................................................. 50
3.8.3. Ácido sulfúrico ............................................................................................. 52
3.9. Cadeia produtiva do SSP ..................................................................................... 53
3.9.1. Mineração de rocha fosfática ........................................................................ 54
3.9.2. Beneficiamento de rocha fosfática ............................................................... 55
3.9.3. Produção de ácido sulfúrico ......................................................................... 59
3.9.4. Produção de Superfosfato Simples (SSP) ..................................................... 64
3.9.5. Recuperação de enxofre................................................................................ 66
3.9.6. Produção de cal hidratada ............................................................................. 69
3.9.7. Tratamento de água ...................................................................................... 70
3.9.7.1. Remoção de compostos orgânicos da água ........................................... 71
3.9.7.2. Desmineralização de água ..................................................................... 71
3.9.8. Produção de soda cáustica em escamas ........................................................ 74
ix
3.9.9. Commodities – Diesel refinado e energia elétrica. ....................................... 76
3.10. ACV – Superfosfato Simples ............................................................................ 77
4. ACV DO FERTILIZANTE SUPERFOSFATO SIMPLES PRODUZIDO PELO
GRUPO GALVANI ....................................................................................................... 79
4.1. Introdução ............................................................................................................ 79
4.2. Objetivos .............................................................................................................. 80
4.3. Escopo ................................................................................................................. 80
4.3.1. Sistema de Produto ....................................................................................... 80
4.3.1.1. Subsistema de produção do enxofre elementar ..................................... 83
4.3.1.2. Subsistema de logística portuária de exportação do enxofre elementar 83
4.3.1.3. Subsistema de transporte marítimo ....................................................... 84
4.3.1.4. Subsistema de logística portuária de importação do enxofre elementar 84
4.3.1.5. Subsistema de produção de cal hidratada .............................................. 84
4.3.1.6. Subsistema de tratamento de água ......................................................... 85
4.3.1.7. Subsistema de produção de soda cáustica (escamas) ............................ 85
4.3.1.8. Subsistema de produção do ácido sulfúrico .......................................... 86
4.3.1.9. Subsistema de lavra da rocha fosfática .................................................. 86
4.3.1.10. Subsistema de beneficiamento da rocha fosfática ............................... 87
4.3.1.11. Subsistema de produção do fertilizante SSP ....................................... 87
4.3.1.12. Subsistema de transporte rodoviário.................................................... 88
4.3.1.13. Subsistema de produção do diesel refinado ......................................... 88
4.3.1.14. Subsistema de produção de energia em hidrelétrica ............................ 89
4.3.2. Função do produto ........................................................................................ 89
4.3.3. Unidade funcional ........................................................................................ 90
4.3.4. Fronteiras do sistema de produto .................................................................. 90
4.3.4.1. Fronteiras em relação ao sistema natural ............................................... 90
4.3.4.2. Fronteira em relação a outros sistemas .................................................. 90
4.3.4.3. Fronteira geográfica ............................................................................... 91
4.3.4.4. Fronteira temporal ................................................................................. 92
4.3.4.5. Fronteira relacionada aos bens de capital e pessoal .............................. 92
4.3.4.6. Fronteira tecnológica ............................................................................. 93
4.3.4.6. Procedimentos de alocação .................................................................... 94
4.3.4.6.1. Alocação - Subsistema de produção da soda cáustica .................... 94
4.3.4.6.2. Alocação - Subsistema de produção do ácido sulfúrico ................. 94
x
4.3.4.6.3. Alocação - Subsistema de produção do fertilizante SSP ................ 94
4.3.4.6.4. Alocação - Subsistema de produção de diesel ................................ 95
4.3.5. Tipos de impacto & metodologia de avaliação e interpretação .................... 95
4.3.5.1. Tipos de impactos ambientais ............................................................... 95
4.3.5.1.1. Consumo de recursos energéticos................................................... 96
4.3.5.1.2. Emissões Atmosféricas ................................................................... 97
4.3.5.1.3. Efluentes líquidos ........................................................................... 97
4.3.5.1.4. Resíduos sólidos ............................................................................. 98
4.3.6. Metodologia de Avaliação e Interpretação ................................................... 98
4.3.7. Requisitos da qualidade dos dados iniciais ................................................ 100
4.3.8. Suposições .................................................................................................. 101
4.3.9. Limitações .................................................................................................. 102
4.3.10. Tipo de análise crítica ............................................................................... 102
4.4. Inventário do Ciclo de Vida – ICV .................................................................... 104
4.4.1. Modelagem do ICV .................................................................................... 104
4.4.2. Coleta de dados ........................................................................................... 107
4.4.2.1. Fluxogramas de processos & identificação dos aspectos ambientais .. 108
4.4.3. Avaliação do Inventário do Ciclo de Vida ................................................. 133
4.4.3.1. Procedimento ....................................................................................... 133
5. RESULTADOS E DISCUSSÕES ............................................................................ 141
5.1. Avaliação do Impacto do Ciclo de Vida – Apresentação dos Resultados ......... 141
5.2. Discussão dos resultados ................................................................................... 149
6. CONCLUSÕES E RECOMENDAÇÕES ................................................................ 151
7. REFERÊNCIAS ....................................................................................................... 154
xi
LISTA DE FIGURAS
Figura 1: Fluxograma dos subsistemas vinculados diretamente ao processo produtivo
do SSP. ..................................................................................................................... 2
Figura 2: Ciclo de vida de um produto. ............................................................................ 6
Figura 3: Estrutura das fases da ACV ............................................................................ 11
Figura 4: Elementos da fase de AICV ............................................................................ 21
Figura 5: Etapas da Avaliação de Impacto de Ciclo de Vida. ........................................ 30
Figura 6: Elementos da fase de Interpretação dentro da ACV ....................................... 34
Figura 7: Fixação do P por reações químicas ................................................................. 44
Figura 8: Ação de microorganismos formando complexos estáveis com o Al, Ca e Fe. 45
Figura 9: Processos utilizados no Brasil para produção de fertilizantes fosfatados ....... 47
Figura 10: Fluxograma do processo de beneficiamento de rocha fosfática em rota
úmida.. .................................................................................................................... 56
Figura 11: Fluxograma do processo de beneficiamento de rocha fosfática em rota a
seco. ........................................................................................................................ 58
Figura 12: Diagrama do processo de dupla absorção para a produção de ácido sulfúrico
................................................................................................................................ 60
Figura 13: Fluxograma esquemático do processo produtivo de SSP. ............................ 66
Figura 14: Fluxograma de uma Unidade de Recuperação de Enxofre . ......................... 69
Figura 15: Fluxograma do processo produtivo da cal hidratada. ................................... 70
Figura 16: Configurações típicas de projeto de desmineralização por troca iônica ....... 74
Figura 17: Fluxograma esquemático da produção de soda cáustica ............................... 76
Figura 18: Modelagem qualitativa do ciclo de vida do fertilizante SSP ........................ 82
Figura 19: Escopo geográfico delimitado pelas unidades de produção e logística. ....... 92
Figura 20: Modelagem quali-quantitativa do ciclo de vida do fertilizante SSP .......... 106
Figura 21: Exemplo de utilização do processo de movimentação interna de insumos –
Subsistema: Produção de SSP .............................................................................. 108
Figura 22: Discriminação da carga ambiental do subsistema: Transporte Rodoviário. 143
Figura 23: Discriminação da carga ambiental do subsistema: Produção de Diesel. .... 143
Figura 24: Discriminação da carga ambiental do subsistema: Logística Portuária. ..... 144
Figura 25: Contribuição das categoria de impacto nos subsistemas do ciclo de vida do
produto. ................................................................................................................. 145
xii
Figura 26: Reavaliação da contribuição das categoria de impacto nos subsistemas do
ciclo de vida do SSP. ............................................................................................ 146
Figura 27: Porcentagem de contribuição de cada subsistema na carga ambiental do
produto. ................................................................................................................. 147
Figura 28: Porcentagem de contribuição de cada categoria de impacto na carga
ambiental do produto. ........................................................................................... 147
Figura 29: Porcentagem de contribuição de cada subsistema no total de cada categoria
de impacto. ........................................................................................................... 148
xiii
LISTA DE FOTOS
Foto 1: Planta de refino de enxofre – Port Arthur / Texas (EUA) ................................. 83
Foto 2: Logística de importação - Port Arthur / Texas (EUA). ...................................... 83
Foto 3: Transporte marítimo do transporte de enxofre elementar. ................................. 84
Foto 4: Logística de descarregamento/ armazenamento do enxofre importado. ............ 84
Foto 5: Planta de produção de cal hidratada – Formoso do Araguaia (TO). .................. 85
Foto 6: Processo de tratamento de água por filtragem (carvão ativado) e troca iônica. . 85
Foto 7: Planta de produção de soda cáustica – Diadema (SP)........................................ 86
Foto 8: Planta de produção de H2SO4 – Complexo Industrial Luiz Eduardo Magalhães
(BA). ....................................................................................................................... 86
Foto 9: Lavra de rocha fosfática – Unidade de Mineração Angico (BA). ...................... 87
Foto 10: Planta de beneficiamento de rocha fosfática – Unidade de Mineração Angico
(BA). ....................................................................................................................... 87
Foto 11: Planta de produção de SSP – Complexo Industrial Luiz Eduardo Magalhães
(BA). ....................................................................................................................... 88
Foto 12: Caminhões utilizados para o transporte de produtos e insumos. ..................... 88
Foto 13: Planta de produção de diesel – Refinaria Landulfo Alves Mataripe (BA). ..... 89
Foto 14: Geração de energia elétrica – Hidrelétrica de Sobradinho (BA). ..................... 89
xiv
LISTA DE TABELAS
Tabela 1: Características dos principais fertilizantes fosfatados comercializados no
Brasil.. ..................................................................................................................... 47
Tabela 2: Principais produtores nacionais de superfosfato simples ............................... 50
Tabela 3: Principais produtores nacionais de H2SO4...................................................... 53
Tabela 4: Balanço Energético para a produção industrial de H2SO4 ............................. 63
Tabela 5: Processos de remoção de sólidos dissolvidos. ................................................ 72
Tabela 6: Subsistemas considerados e excluídos na ACV do SSP. ................................ 90
Tabela 7: Ecobalanço do subsistema de logística portuária (exportação). ................... 112
Tabela 8: Ecobalanço do subsistema do transporte marítimo ...................................... 113
Tabela 9: Ecobalanço do subsistema de logística portuária (importação)................... 114
Tabela 10: Ecobalanço do subsistema de tratamento de água. ..................................... 118
Tabela 11: Ecobalanço do subsistema de produção ácido sulfúrico. ........................... 120
Tabela 12: Ecobalanço do subsistema de lavra de rocha fosfática. .............................. 122
Tabela 13: Ecobalanço do subsistema de beneficiamento de rocha fosfática. ............. 124
Tabela 14: Ecobalanço do subsistema de produção de SSP. ........................................ 126
Tabela 15: Ecobalanço do subsistema de transporte rodoviário de enxofre elementar. 128
Tabela 16: Ecobalanço do subsistema de transporte rodoviário de cal hidratada. ....... 129
Tabela 17: Ecobalanço do subsistema de transporte rodoviário de soda cáustica. ....... 130
Tabela 18: Ecobalanço do subsistema de transporte rodoviário de concentrado fosfático.
.............................................................................................................................. 130
Tabela 19: Fatores de normalização do método CML 2001 ........................................ 135
Tabela 20: Fatores de ponderação do método CML 2001............................................ 135
Tabela 21: Fatores de normalização: “CML2001, World”........................................... 135
Tabela 22: Fatores de ponderação: “CML2001, Experts IKP (Southern Europe)” ...... 136
Tabela 23: Perfil ambiental do fertilizante SSP ........................................................... 136
Tabela 24: Avaliação da qualidade dos dados utilizados nos planos e processos da ACV.
.............................................................................................................................. 138
xv
LISTA DE ANEXOS
Anexo 1: Softwares de análise do ciclo de vida. .......................................................... 160
Anexo 2: Ecobalanço do processo de produção de enxofre. ........................................ 161
Anexo 3: Ecobalanço do processo produtivo de cal hidratada. .................................... 163
Anexo 4: Ecobalanço do processo produtivo de soda cáustica. ................................... 166
Anexo 5: Ecobalanço do processo produtivo de diesel (produzido nos E.U.A). ......... 169
Anexo 6: Ecobalanço do processo produtivo de diesel (produzido no Brasil). ............ 172
Anexo 7: Ecobalanço da usina de geração de energia (hidrelétrica). ........................... 174
1
1. INTRODUÇÃO
A questão ambiental diz respeito ao modo contraditório pelo qual a espécie
humana tem marcado sua atuação ao longo do tempo sobre a superfície da Terra. Ao
mesmo tempo em que busca satisfazer suas necessidades básicas e melhorar as
condições de vida, buscando o desenvolvimento, as atividades antrópicas têm gerado
alterações significativas nos processos e recursos naturais terrestres, cujas
conseqüências ambientais e socioeconômicas parecem hoje ameaçar sua própria
existência e trazer incertezas em relação ao futuro do planeta (BITAR, 2004).
Cresce a preocupação das questões voltadas para avaliação do impacto
ambiental do produto, levando em consideração todas as etapas da sua vida. Este tipo de
abordagem traz como estratégia necessária à inserção de políticas ambientais eficazes
na empresa, particularmente ligada à produção limpa, a fim de não se transferir o
impacto ambiental para outra etapa do ciclo de vida do produto.
Quanto mais a empresa adiar as ações ambientais, menos tempo terá para
conseguir as reduções exigidas pela legislação e mercado e, conseqüentemente, as
medidas terão que ser ainda mais profundas. As empresas que hoje já empreendem de
forma mais responsável estão conseguindo agregar valor aos seus produtos e serviços e
à sua própria marca. Alguns desses valores, antes considerados intangíveis, atualmente
encontram-se perceptivos para a sociedade, os acionistas e investidores, e
principalmente os consumidores que já diferenciam esses valores (ROMM, 2004).
Os recursos naturais se tornam cada vez mais escassos, e os diferentes atores da
cadeia de valores devem estar conscientes de que, para competir, devem não só inovar
produto ou serviço, mas também introduzir uma visão mais sustentável na forma de
conduzir os negócios. É por isso que a introdução de uma gestão ambiental estratégica,
envolvendo todo o ciclo de vida de um produto irá propiciar maiores possibilidades para
sustentabilidade do negócio, de forma a ser um elemento que não só agregue valor, mas
também contribua para o desenvolvimento dos membros envolvidos em todo o processo
(ROMM, 2004).
As oportunidades de redução da geração de rejeitos e do consumo de matérias
primas e energia devem ser analisadas de forma sistêmica, visando interligar o destino
de materiais e de sua transformação em produto por meio de vários processos. A
Avaliação do Ciclo de Vida (ACV) constitui uma ferramenta indispensável para o
melhor acompanhamento dos ciclos de produção e a identificação de alternativas de
interação entre processos.
2
Os solos do território brasileiro são, em geral, ácidos e mineralmente pobres dos
nutrientes principais. Tais características condicionam ao país a necessidade do
emprego maciço de fertilizantes, não só dos fosfatados, para repor as quantidades dos
elementos vitais retirados do solo pelos processos de intemperismos geológicos
(SOUSA, 2001).
Considerando a importância do agronegócio no país e a larga escala da produção
do fertilizante superfosfato simples (SSP) para o setor agropecuário, se faz necessário o
conhecimento dos impactos ambientais das transformações industriais envolvidas no
ciclo de vida do SSP. Assim poder-se-á estabelecer diretrizes para avaliar alternativas
mais sustentáveis para o processo produtivo deste produto.
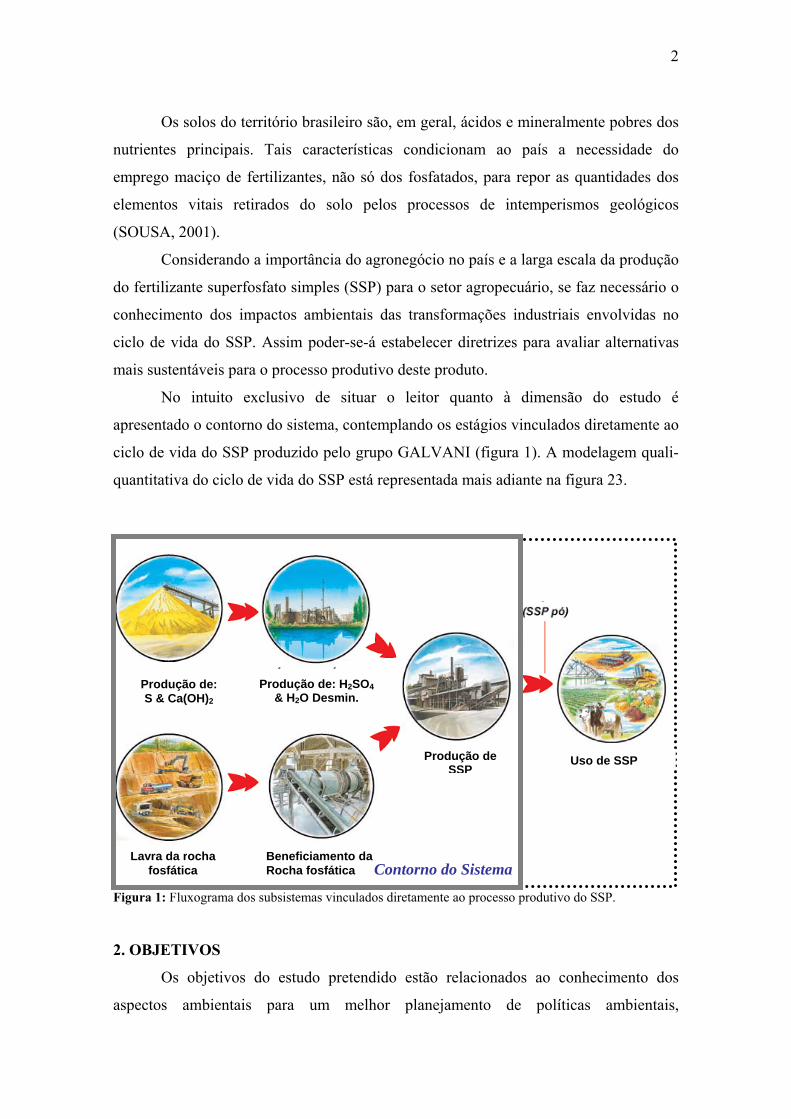
No intuito exclusivo de situar o leitor quanto à dimensão do estudo é
apresentado o contorno do sistema, contemplando os estágios vinculados diretamente ao
ciclo de vida do SSP produzido pelo grupo GALVANI (figura 1). A modelagem quali-
quantitativa do ciclo de vida do SSP está representada mais adiante na figura 23.
Figura 1: Fluxograma dos subsistemas vinculados diretamente ao processo produtivo do SSP.
2. OBJETIVOS
Os objetivos do estudo pretendido estão relacionados ao conhecimento dos
aspectos ambientais para um melhor planejamento de políticas ambientais,
Produção de: H2SO4& H2O Desmin.
Produção de: S & Ca(OH)2
Produção deSSP
Beneficiamento daRocha fosfática Contorno do Sistema
Lavra da rocha fosfática
Uso de SSP
3
especificamente ao planejamento ambiental do Grupo GALVANI. Ambos objetivos são
individualizados a seguir.
2.1. Objetivo geral
O presente trabalho tem por objetivo principal realizar a Avaliação do Ciclo de
Vida do processo produtivo do fertilizante superfosfato simples – SSP produzido pelo
grupo GALVANI.
2.2. Objetivo específico
De modo mais específico, pode-se afirmar que os objetivos deste trabalho são:
- Conhecer melhor a ACV, suas limitações, dificuldades e vantagens;
- Avaliar do desempenho ambiental das transformações industriais envolvidas no
ciclo de vida do SSP;
- Identificar os aspectos ambientais mais significativos para o caso das
transformações industriais envolvidas no ciclo de vida do SSP;
- Identificar o subsistema de maior impacto ambiental das transformações
industriais envolvidas no ciclo de vida do SSP;
- Propor ações para melhoria do desempenho ambiental das transformações
industriais envolvidas no ciclo de vida do SSP.
3. REVISÃO DA LITERATURA
3.1. Princípios da Avaliação de Ciclo de Vida
A análise do ciclo da vida (ACV) é uma ferramenta de gestão ambiental que
permite avaliar todo os possíveis efeitos ambientais propiciados ao longo da trajetória
do produto, desde a extração da matéria-prima, passando pela produção e uso, as
possibilidades de reciclagem e reuso, até sua disposição final.
Boustead (1995) entende que a ACV, sistematicamente, identifica e avalia
oportunidades para minimizar as conseqüências globais sobre o meio ambiente
referente ao uso de recursos naturais e as emissões.
Benjamin (2002) esclarece que a ACV não irá determinar qual produto ou
processo é melhor, apenas aquele que pode carregar menor carga ambiental. A
informação desenvolvida em uma ACV deve ser usada como uma componente para
uma decisão mais focada na análise do processo em relação a custo e performance.
4
A padronização dos procedimentos da ACV pela ISO se deu dentro da estrutura
da ISO 14000 – Sistema de Gestão Ambiental. As normas relacionadas a ACV são:
- ISO 14040: ACV – Princípios Gerais e Estrutura
- ISO 14041: ACV – Definição de Escopo e Avaliação de Inventário
- ISO 14042: ACV – Avaliação do Impacto do Ciclo de Vida
- ISO 14043: ACV – Interpretação do Ciclo de Vida
A norma ISO 14040 – Princípios e Estrutura - especifica a estrutura geral,
princípios e requisitos para conduzir e relatar estudos de avaliação do ciclo de vida, não
incluindo as técnicas de avaliação do ciclo de vida em detalhes.
A norma ISO 14041 – Definição de escopo e análise do inventário - orienta
como o escopo deve ser suficientemente bem definido para assegurar que a extensão, a
profundidade e o grau de detalhe do estudo sejam compatíveis e suficientes para atender
ao objetivo estabelecido. Da mesma forma, esta norma orienta como realizar a análise
de inventário, que envolve a coleta de dados e procedimentos de cálculo para quantificar
as entradas e saídas pertinentes de um sistema de produto.
A norma ISO 14042 – Avaliação do impacto do ciclo de vida - especifica os
elementos essenciais para a estruturação dos dados, sua caracterização, a avaliação
quantitativa e qualitativa dos impactos potenciais identificados na etapa da análise do
inventário.
A norma ISO 14043 – Interpretação do ciclo de vida - define um procedimento
sistemático para identificar, qualificar, conferir e avaliar as informações dos resultados
do inventário do ciclo de vida ou avaliação do inventário do ciclo de vida, facilitando a
interpretação do ciclo de vida para criar uma base onde as conclusões e recomendações
serão materializadas no Relatório Final.
A norma ISO 14040 define a ACV como: “Compilação dos fluxos de entrada e
saída e avaliação dos impactos ambientais associados a um produto ao longo do seu
ciclo de vida. Esta norma define ainda ciclo de vida como: Estados consecutivos e
interligados de um produto, desde a extração de matérias-primas ou transformação de
recursos naturais, até a deposição final do produto na Natureza”.
Para Kiperstok e outros (2003) a utilização da ACV, como ferramenta de análise
de impacto ambiental, ajuda a evitar a substituição de um problema por outro, no
sentido de evitar um possível deslocamento de impacto ambiental de um estágio do
ciclo de vida para outro.
5
Um ponto extremamente importante para obter sucesso na ACV de um produto é
a definição do que será avaliado, de modo a evitar a inclusão de impactos ambientais
mínimos em relação aos impactos provenientes do processo produtivo. Desta forma a
adoção e execução das recomendações do relatório final deverão ser mais factíveis.
Chehebe (1998) alerta que na prática, o delineamento do contorno do sistema a
ser estudado deve ser realizado com extremo cuidado, pois existe uma limitação natural
dos recursos financeiros e do tempo. À medida que se adicionam detalhes profundos ao
modelo de estudo, adiciona-se ao mesmo tempo complexidade, despesas e utilidade
reduzida.
Os limites do estudo devem ser analisados de acordo com o objetivo proposto.
Kiperstok e outros (2002) afirmam que a definição dos limites do estudo deve levar em
consideração os itens que representem maior custo ambiental.
Segundo Tosta (2004), conhecer a ACV não se restringe ao domínio de sua
definição, sendo necessário conhecer profundamente os objetivos, limitações,
potencialidades e condições adequadas de uso, a fim de evitar resultados equivocados, e
consequentemente a perda de credibilidade da ferramenta.
A utilização desta ferramenta possibilita a saída dos limites da indústria e a
realização de uma avaliação completa, definindo em que etapa da vida de um produto
representa o maior risco ambiental. Desta forma, segundo Kiperstok e outros (2002)
podem ser identificadas, adequadamente, oportunidades de melhorias ambientais.
Na ACV são avaliados os descartes gerados nas diferentes etapas do ciclo, tais
como as emissões atmosféricas, a geração de efluentes líquidos e resíduos sólidos, o
consumo de energia e de matérias-primas e as conseqüências ambientais do uso e
disposição do produto.
Lindorfs e outros (1995) ressaltam que a ACV deve abordar os impactos
ambientais relativos à saúde humana e ao ecossistema, levando em consideração a
depreciação e degradação dos recursos naturais, não tendo o propósito de avaliar
efeitos econômicos ou sociais.
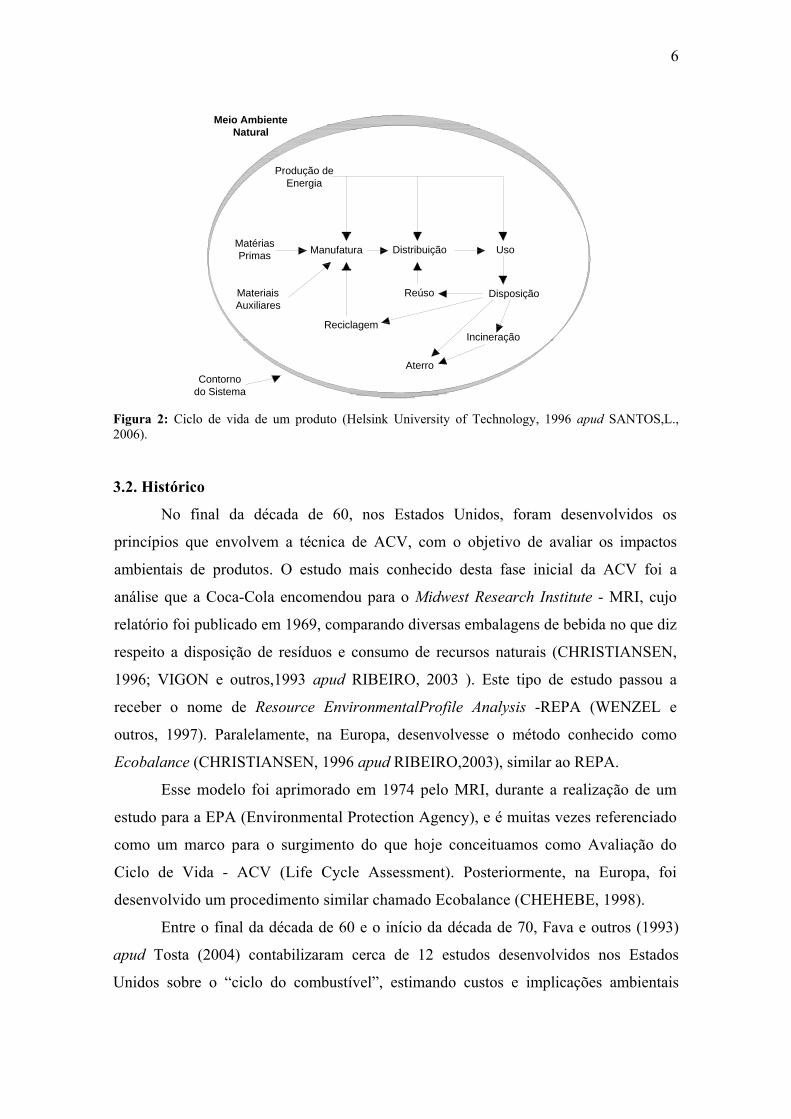
A Helsink University of Technology (1996) apud SANTOS (2006) elaborou um
esquema simplificado do sistema de ACV, ilustrado na figura 2.
6
Meio Ambiente Natural
Produção de Energia
Manufatura Distribuição Uso
Disposição
MatériasPrimas
MateriaisAuxiliares
Reciclagem
Reúso
Incineração
AterroContorno
do Sistema Figura 2: Ciclo de vida de um produto (Helsink University of Technology, 1996 apud SANTOS,L., 2006).
3.2. Histórico
No final da década de 60, nos Estados Unidos, foram desenvolvidos os
princípios que envolvem a técnica de ACV, com o objetivo de avaliar os impactos
ambientais de produtos. O estudo mais conhecido desta fase inicial da ACV foi a
análise que a Coca-Cola encomendou para o Midwest Research Institute - MRI, cujo
relatório foi publicado em 1969, comparando diversas embalagens de bebida no que diz
respeito a disposição de resíduos e consumo de recursos naturais (CHRISTIANSEN,
1996; VIGON e outros,1993 apud RIBEIRO, 2003 ). Este tipo de estudo passou a
receber o nome de Resource EnvironmentalProfile Analysis -REPA (WENZEL e
outros, 1997). Paralelamente, na Europa, desenvolvesse o método conhecido como
Ecobalance (CHRISTIANSEN, 1996 apud RIBEIRO,2003), similar ao REPA.
Esse modelo foi aprimorado em 1974 pelo MRI, durante a realização de um
estudo para a EPA (Environmental Protection Agency), e é muitas vezes referenciado
como um marco para o surgimento do que hoje conceituamos como Avaliação do
Ciclo de Vida - ACV (Life Cycle Assessment). Posteriormente, na Europa, foi
desenvolvido um procedimento similar chamado Ecobalance (CHEHEBE, 1998).
Entre o final da década de 60 e o início da década de 70, Fava e outros (1993)
apud Tosta (2004) contabilizaram cerca de 12 estudos desenvolvidos nos Estados
Unidos sobre o “ciclo do combustível”, estimando custos e implicações ambientais
7
associadas com fontes alternativas de energia. Após este período, segundo Tosta (2004),
alguns anos se passaram sem a ocorrência de grande evolução da ACV.
Na década de 70, os estudos vincularam-se principalmente ao consumo de
energia, devido à primeira crise do petróleo. Entre 1973 e 1975 governos começaram a
demandar uma grande quantidade de estudos, do tipo ACV, a fim de viabilizar
alternativas energéticas aos combustíveis fósseis. Com o fim do período crítico da crise
o interesse pelos estudos, utilizando ACV, decresceu (RIBEIRO, 2003).
No inicio da década de 80, a opinião pública européia passa a alertar sobre a
crescente utilização dos recursos, a preocupação com o destino de resíduos,
principalmente de embalagens de bebidas. Ressurge o interesse por ferramentas de
comparação e avaliação de desempenho ambiental (VIGON e outros, 1993 apud
RIBEIRO, 2003). Nesta época, vários paises europeus realizaram estudos para avaliar a
carga ambiental e os potenciais impactos decorrentes de embalagens de bebidas
(SANTOS, 2006).
O final da década de 80 e toda a década de 90 foram pautados pelo esforço
internacional para normalizar os princípios e técnicas da ACV e para desenvolver
procedimento de boa conduta (SANTOS, 2006). A normalização da ACV, começou na
International Organization for Standardization (ISO) e European Comitee for
Standardization (CEN).
Mais recentemente, na década atual, a Sociedade para Toxicidade e Química
Ambiental (SETAC) na América do Norte e a Agência de Proteção Ambiental
Americana (EPA) estão realizando workshops e outros projetos para desenvolver e
promover um consenso sobre uma estrutura para a condução da análise de inventário
do ciclo de vida e avaliação de impactos (TOSTA, 2004).
Tosta (2004) entende que devido à grande demanda de tempo e dinheiro,
associado à necessidade de tornar a ACV mais objetiva na sua aplicação a casos
específicos, conduziu naturalmente ao desenvolvimento de estudos que otimizassem os
procedimentos, através de cortes na sua extensão, profundidade ou largura, ou através
da realização de estudos puramente qualitativos.
3.3. Interface da ACV com a Produção Mais Limpa
A Produção Mais Limpa é definida pelo Programa das Nações Unidas para o
Meio Ambiente (PNUMA/UNEP) como a aplicação contínua de uma estratégia
8
integrada preventiva ambiental para a redução de riscos em processos e produtos para
seres humanos e meio ambiente.
A UNEP procura, em cooperação com a SETAC, ser um catalisador global de
transferência de conhecimento em abordagens de ciclo de vida, destacando a
importância de se trabalhar as questões ambientais, sociais e econômicas de forma
conjunta (SOLGAARD, 2002; UNEP,2000 apud TOSTA,2004).
Segundo Tosta (2004) a ACV não é uma demanda formal do programa da
UNEP, mas esta instituição tem promovido e procurado facilitar a integração entre essas
ferramentas. A disseminação dos resultados dos programas de produção mais limpa
pode ser uma fonte de informações para a ACV.
Avaliação de ciclo de vida é na essência uma abordagem sistêmica para tornar a
empresa verde e eficiente. Resulta em eficiência energética e alta produtividade com
baixo nível de desperdício (ROMM, 2004).
O uso da ACV permite a identificação de oportunidades de produção limpa ao
longo do ciclo de vida do produto. Segundo Tosta (2004) existem autores como Ekvall
(2002) que trata a ACV como uma ferramenta de produção limpa. Dentro deste
contexto, Romm (2004) ressalta que uma empresa pode realizar grandes economias em
três momentos: reduzindo o uso de recursos e poluição antes do processo de fabricação,
na utilização do produto e quando ele for descartado. Uma abordagem que leva em
conta o ciclo de vida do produto é necessária para minimizar os custos totais e não
somente os custos iniciais requerendo, portanto uma abordagem sistêmica da produção.
Uma análise de ciclo de vida para qualquer aquisição leva em conta todos os
custos envolvidos na produção durante muitos anos, inclusive os gastos em energia,
operações e manutenções. Desta forma, os investimentos ambientais levam em conta os
futuros gastos operacionais (ROMM, 2004).
Se as empresas respondem a pressões ambientais apenas quando obrigadas, elas
perderão importantes oportunidades de ganhar a vantagem competitiva que só cabe
aos pioneiros. Instalar novas tecnologias antes do impacto de novos regulamentos
permite evitar atrasos e maiores custos no futuro. Da mesma forma, as empresas que
dão prioridade à produtividade dos recursos, mudanças de processo e inovação nos
produtos conseguirão ganhos importantes no desempenho, com investimentos
menores. Ademais, irão descobrir mais oportunidades comerciais, ao responderem à
necessidade permanente de fornecer produtos e serviços com valor agregado (DE
SIMONE,L.D. & POPOFF, F., 1997 apud ROMM, 2004).
9
3.4. Aplicações da ACV
As técnicas de análise do ciclo de vida têm diferentes aplicações. Internamente, as
indústrias podem, através das técnicas de ACV, desenvolver novos produtos ou otimizar
produtos e processos, reduzindo os impactos ambientais. Externamente, elas podem
utilizar as técnicas para divulgar ao consumidor ou a órgãos ambientais melhorias dos
aspectos ambientais de seus produtos e processos, ou ainda comparar qualidades
ambientais com outros competidores (SANTOS, 2006).
Os esquemas montados, chamados na Europa de Selos Verdes e no Brasil de
Rótulos Ambientais, freqüentemente baseados em análises do ciclo de vida de produtos
do tipo berço ao túmulo, levaram as empresas a iniciar esforços no sentido de um
melhor entendimento e gerenciamento do ciclo de vida de seus produtos (CHEHEBE,
1998).
Chehebe (1998) entende que a Avaliação do Ciclo de Vida de produtos pode ser
utilizada em uma grande variedade de propósitos. Segundo o autor, as informações
coletadas na ACV e os resultados de suas análises e interpretações podem ser úteis para
tomadas de decisão, na seleção de indicadores ambientais relevantes para avaliação da
performance de projetos ou reprojetos de produtos ou processos e/ou planejamento
estratégico.
A Sociedade para Toxicologia e Química Ambiental - SETAC (1993) enumera
possíveis aplicações da ACV:
- Desenvolvimento do planejamento estratégico;
- Otimização, melhoria e projeto de produtos e processos;
- Identificação de oportunidades de melhoria ambiental;
- Auxílio ao estabelecimento de procedimentos comerciais ou especificações;
- Suporte à auditoria ambiental e à minimização de resíduos;
- Desenvolvimento do marketing ambiental;
- Seleção de critérios para a rotulagem ambiental;
- Definição de políticas públicas e privadas;
- Auxílio às metodologias educacionais.
Instituições públicas podem usar a ACV para analisar os sistemas de serviços
públicos, propondo melhorias ambientais, além de ter uma ferramenta para controle da
performance ambiental tanto de indústrias, como de outros setores como construção
civil e agropecuária.
10
Para Chehebe (1998) a grande importância da Avaliação de Ciclo de Vida está
na utilização desta ferramenta de gestão ambiental no aprimoramento das questões de
todo o sistema vinculado à produção de um bem e, conseqüentemente, aprimorar os
aspectos ambientais do mesmo. Existe uma tendência da ACV tornar-se um instrumento
capaz de estabelecer modificações no sistema tributário mundial – tributo
sócioambiental - através do qual os produtos seriam taxados de acordo com sua carga
ambiental, avaliada ao longo de todo o seu ciclo de vida (Helsink University of
Technology, 1996 apud SANTOS, 2006). Obviamente que para isso será necessário a
elaboração de um banco de dados mundial consistente sobre a carga ambiental dos
diversos produtos.
Na visão de Benjamin (2002) as diversas regulamentações impostas para o
controle da poluição, fazem com que algumas empresas verifiquem os benefícios de se
ir além da conformidade da legislação. Assim, as empresas estão encontrando
benefícios holísticos em suas operações, através do procedimento de ACV.
Apesar das importantes aplicações da ACV, Chehebe (1998) comenta sobre a
existência de uma crença de que a ACV poderia ser manipulada para reproduzir os
resultados que o patrocinador do estudo desejar. Isso porque a ACV não parece ser uma
ferramenta fácil de ser aplicada e reproduzir os mesmos resultados a despeito de quem
conduza o estudo.
Segundo Curran (1996), várias empresas responderam às preocupações
ambientais providenciando produtos "verdes" e usando processos "verdes". Benjamin
(2002) acredita que a performance ambiental de produtos e processos se tomou um
assunto chave, isto explica o porque de algumas companhias procurarem caminhos para
minimizar seus efeitos sobre o meio-ambiente. Várias companhias vêm encontrando
vantagens na utilização de estratégias de prevenção à poluição e sistemas de
gerenciamento ambiental para melhorar suas performances ambientais, através do
procedimento sistemático da ACV.
Na prática, segundo Ribeiro [200-], as indústrias encontram grandes dificuldades
para conseguir inventários detalhados do ciclo de vida, maiores ainda em relacionar os
mesmos com uma análise de impacto defensável e, enormes, em transformar os
resultados dos dois primeiros estágios da ACV em ações adequadas.
11
3.5. Procedimentos para uma ACV
A metodologia da técnica de ACV inclui, de acordo com a ISO 14040, quatro
fases principais:
1) Definição do escopo e objetivo da análise;
2) Análise de inventário dos processos envolvidos;
3) Avaliação dos impactos ambientais associados às entradas e saídas do sistema.
4) Interpretação dos resultados.
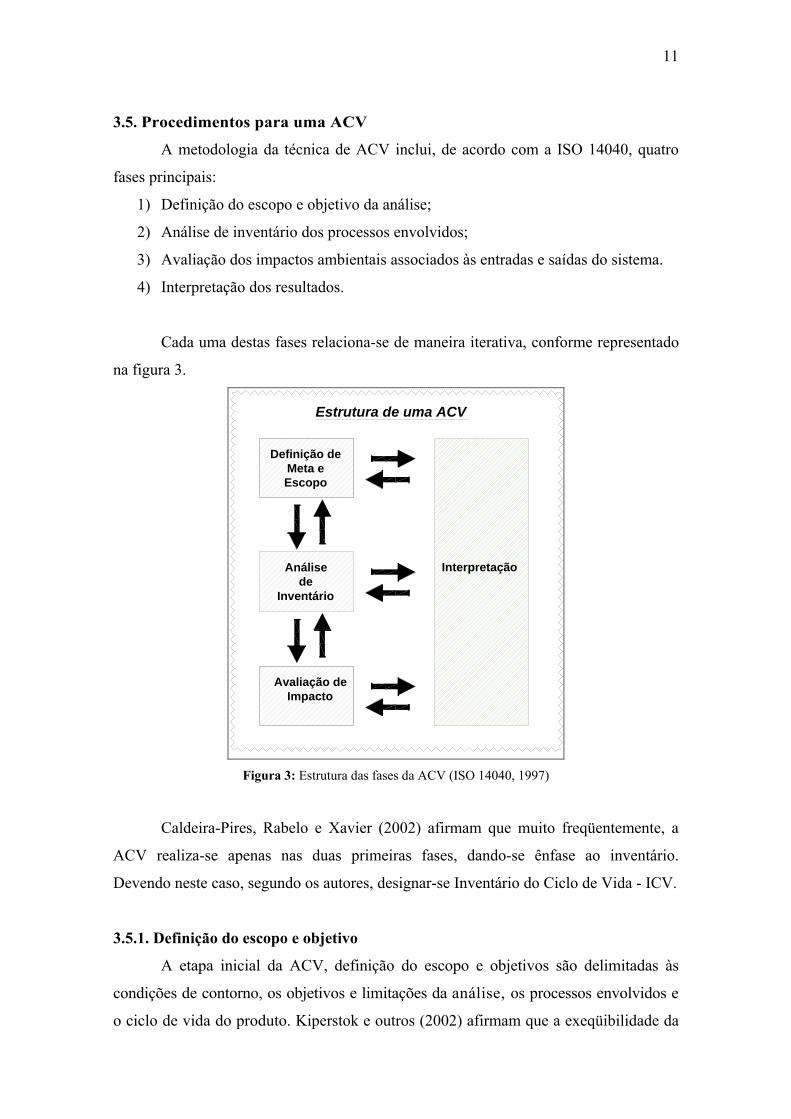
Cada uma destas fases relaciona-se de maneira iterativa, conforme representado
na figura 3.
Definição de Meta eEscopo
Análise de
Inventário
Avaliação de Impacto
Interpretação
Estrutura de uma ACV
Figura 3: Estrutura das fases da ACV (ISO 14040, 1997)
Caldeira-Pires, Rabelo e Xavier (2002) afirmam que muito freqüentemente, a
ACV realiza-se apenas nas duas primeiras fases, dando-se ênfase ao inventário.
Devendo neste caso, segundo os autores, designar-se Inventário do Ciclo de Vida - ICV.
3.5.1. Definição do escopo e objetivo
A etapa inicial da ACV, definição do escopo e objetivos são delimitadas às
condições de contorno, os objetivos e limitações da análise, os processos envolvidos e
o ciclo de vida do produto. Kiperstok e outros (2002) afirmam que a exeqüibilidade da
12
ACV depende fundamentalmente de um objetivo muito claro ao longo de todo o
processo.
Definição de objetivo e escopo, de acordo com Guineé & Heijungs (1993), é a
fase do processo de ACV que define o propósito e os métodos para inclusão dos
impactos ambientais do ciclo de vida dentro do processo de tomada de decisão.
Segundo Kulay (2000) durante o processo de definição de objetivos, devem ser
avaliados fatores como as expectativas do cliente quanto às conclusões do estudo, assim
como os custos e o tempo de duração envolvidos.
Na fase do escopo e objetivos é necessário definir os limites do estudo
estabelecendo quais os elementos serão analisados na etapa seguinte. Os critérios dos
limites devem ser identificados e justificados no escopo, de forma a estabelecer a
própria validade do estudo (KIPERSTOK e outros, 2002).
Nessa fase, a norma ISO 14040 preconiza que seja esclarecida de forma clara e
inequívoca a utilização que se pretende dar aos resultados, bem como o tipo de audiência
que se destina e o processo de revisão crítica a ser adotado. Segundo a ISO 14040, a
definição do escopo de uma ACV deve considerar e claramente descrever, pelo menos,
os seguintes itens:
• Sistema de Produto: Coleção de operações que representam uma ou mais
funções definidas. As unidades de processo, segundo Kulay (2000),
correspondem a conjuntos formados pelas operações e atividades contidas no
sistema e agrupados por fronteiras próprias. As ligações entre as unidades de
processo são realizadas por correntes internas de matéria e energia. As unidades
de processo são ligadas umas às outras por fluxos intermediários de produtos e/ou
resíduos para tratamento, a outros sistemas por fluxos de produtos, e ao meio
ambiente por fluxos elementares (CHEHEBE,1998). As cargas ambientais
associadas a bens de capital (como equipamentos) ou construções utilizados pelas
unidades de processo, usualmente não afetam os resultados da ACV (KULAY,
2000);
• Função do Sistema de Produto: Trata-se, de acordo com Chehebe (1998), da
definição clara das características de performance do produto a ser modelado.
Define a que se presta o sistema que está sendo analisado, ou seja, qual sua
função (RIBEIRO, 2003; KULAY, 2004). Caldeira-Pires (2007) esclarece que a
13
função do sistema permite a comparação de produtos diferentes, por exemplo,
toalhas de papel e secadores elétricos de mão fornecem a mesma função de secar
mãos.
• Unidade Funcional: É a unidade que define a qualificação das funções
identificadas no estudo, devendo ser previamente estabelecida no escopo da
ACV. Deve prover uma referência para a qual as quantificações das entradas e
saídas do sistema (aspectos ambientais) serão normalizadas (ISO 14041, 1998);
• Fronteiras do Sistema de Produto: A definição das fronteiras do estudo
representa a delimitação da sua abrangência, considerando diversas dimensões.
Segundo Tillman & Baumann (1995) apud Kulay (2004), as fronteiras de um
sistema de produto podem ser provenientes de diversas origens. São elas:
- Fronteiras em Relação ao Sistema Natural: são os limites que indicam
onde seu ciclo de vida se inicia e termina, em relação ao meio natural;
- Fronteiras em Relação a Outros Sistemas: em geral, cada sistema de
produto tem associado uma rede de outros sistemas, como produção de
insumos, obtenção de matérias-primas, co-produtos gerados, etc. Deve-se
delimitar dentro desta rede quais processos serão ou não estudados, sob
pena de estarmos tentando abranger um universo demasiadamente
amplo;
- Fronteiras Geográficas: define onde cada processo será considerado
como realizado, uma vez que cada localidade possui características que
podem fazer o resultado se tornar inadequado (por exemplo, cada país
possui uma matriz energética, e o uso de um modelo de geração do
Brasil, por exemplo, é inadequado ao europeu);
- Fronteira Temporal: considera o momento para o qual os dados
levantados terão validade, ou seja, se será estudada uma situação atual,
passada ou ainda cenários de futuro;
14
- Fronteiras de Bens de Capital: determina se serão incluídas ou não no
estudo as infra-estruturas necessárias para a realização dos processos
(edifícios das fábricas, estradas, etc).
• Procedimento de Alocação: Diversos processos possuem mais de uma saída de
interesse para o sistema produtivo. Além de poder haver mais de um produto,
pode-se gerar subprodutos, que são incorporados a processos através de reuso ou
reciclagem. Uma vez que todos estes são resultados de interesse para o sistema
de produto, é justo que cada um seja responsável por parte do conjunto de
aspectos ambientais do sistema. Para isso desenvolve-se o procedimento de
alocação, que busca criar um método de distribuição das contribuições aos
impactos entre os diferentes resultados do sistema (WENZEL e outros, 1997).
As soluções sugeridas à alocação de impactos, de acordo com Santos (2006), é
a determinação do peso, do conteúdo energético ou do valor dos produtos
individuais como uma base para alocação. Entretanto, Guinée (1993) apud
Kulay (2004) adverte que o fato de não existir consenso em torno de um critério
universal de alocação faz com que a escolha do mesmo seja definida em função
do contexto em que o estudo se realiza;
• Tipos de Impacto e Metodologia de Avaliação de Impactos e Interpretação
Subseqüente: Para que seja dada seqüência aos estudos, após o inventário, é
necessário que sejam estabelecidos critérios para avaliação dos aspectos
ambientais (RIBEIRO, 2003). As classes de problemas ambientais são definidas
de acordo com os propósitos específicos a que o estudo se destina (KULAY,
2004). A metodologia de avaliação de impacto e a interpretação subseqüente a
ser usada são abordadas pelas normas ISO 14042 e ISO 14043, tratadas
detalhadamente mais adiante;
• Suposições: Entendem-se como conjecturas de fatos a fim de se possibilitar uma
avaliação direta tanto em termos qualitativos como quantitativos;
• Limites do Sistema: Os limites do estudo devem ser analisados de acordo com o
objetivo proposto. Segundo Chehebe (1998), os limites do sistema determinam
15
quais unidades de processo deverão ser incluídas dentro da ACV. A norma ISO
14041 ressalta que algumas decisões para omitir estágios do ciclo de vida,
processos ou entrada devem ser claramente declarado e justificado. Segundo a
norma ISO 14041, o critério usado na seleção de limites do sistema dita o degrau
de confidencia garantindo que os resultados do estudo não tenham sido
comprometidos e que o objetivo seja alcançado.
• Requisitos da Qualidade dos Dados: Os requisitos da qualidade dos dados
especificam em termos gerais as características dos dados necessários ao estudo,
devendo ser definidos para possibilitar o alcance dos objetivos propostos.
Segundo a norma ISO 14041, os requisitos da qualidade dos dados devem
incluir os seguintes parâmetros:
- Período de tempo coberto: A idade dos dados coletados (por exemplo, dentro
dos últimos 5 anos) e o período mínimo para a coleta dos dados (por exemplo,
de l ano);
- Área Geográfica Coberta: A área geográfica em que os dados das unidades
de processo serão coletados devem satisfazer o objetivo estabelecido no
estudo, que pode ser: local, regional, nacional, continental ou global;
- Tecnologias Cobertas: Deve ser considerada a variação tecnológica, por
exemplo, uma média dos níveis tecnológicos empregados, a melhor
tecnologia disponível ou a tecnologia típica empregada. Santos (2006)
ressalta que a otimização de tecnologias industriais faz com que os dados
relativos às emissões ambientais tornem-se rapidamente obsoletos.
De acordo com o nível de detalhes requerido pelo estudo, podem ser
considerados também os seguintes parâmetros (GALDIANO, 2006):
- Precisão: Medida da variabilidade dos valores de cada categoria de dados,
sendo empregada, por exemplo, a variância;
- Completitude: Percentagem de dados primários em relação ao total de
dados para uma unidade de processo;
16
- Representatividade dos Dados: Avaliação qualitativa do nível em que os
dados refletem o sistema real de interesse (por exemplo, período de tempo,
área geográfica e tecnologias cobertas);
- Consistência: Avaliação qualitativa da uniformidade da metodologia
empregada para os vários componentes analisados;
- Reprodutibilidade: Avaliação qualitativa da extensão das informações sobre
a metodologia e os dados coletados, permitindo que um especialista
independente reproduza os resultados obtidos no estudo.
• Tipo de Análise Crítica: Para a norma ISO 14040, a análise crítica pode ser
realizada para facilitar a compreensão e aumentar a credibilidade de estudos de
ACV, por exemplo, envolvendo as partes interessadas. Segundo a mesma norma,
o processo da análise critica deverá verificar se: os métodos usados para realizar
a ACV são consistentes com o padrão internacional; os métodos usados para
realizar a ACV são cientificamente e tecnicamente válidos; os dados usados são
apropriados e razoáveis com relação ao objetivo do estudo; as interpretações
refletem as limitações identificadas, bem como o objetivo do estudo; o relatório
do estudo apresenta-se de forma transparente e consistente.
• Tipo e Formato do Relatório Final: Segundo a norma ISO 14040, os resultados
de uma ACV devem ser relatados ao público alvo de forma fiel, completa e
exata, e o tipo e formato deste relatório devem ser definidos na etapa de
definição do escopo. Assim deve haver total isenção dos elaboradores do estudo
em relação ao contratante.
3.5.2. Inventário do Ciclo de Vida (ICV)
A segunda etapa do estudo refere-se a coleta de dados de entrada e saída do
sistema, envolvendo recursos naturais, energia, produtos, emissões atmosféricas,
resíduos sólidos e efluentes líquidos envolvidos no ciclo de vida.
É importante salientar que a construção do ICV é iterativa, e com o decorrer dos
dados obtidos e consequentemente maior conhecimento do sistema, deve-se proceder
sempre que necessário a novas definições de meta e escopo.
Quanto à estrutura do ICV, a ISO 14041 apresenta as seguintes etapas:
17
- Preparação para coleta de dados
Os dados deverão ser coletados para cada unidade de processo constante das
fronteiras do sistema. Conforme a norma ISO 14041, a etapa de definições de escopo e
objetivo fornecerá tanto a relação destes processos como a categoria de dados que
devem ser obtidos. Uma vez que estes processos podem estar bastante distribuídos no
espaço e no tempo, é recomendável que se sigam alguns passos para garantir a
uniformidade e consistência do sistema modelado. Estes, segundo a referida norma,
incluem:
- Construção de fluxogramas dos processos unitários, incluindo suas inter-
relações;
- Descrição de cada processo e listagem das categorias de dados a estes
associadas;
- Determinação das unidades de medida;
- Determinação dos métodos de coleta e cálculo para cada categoria de dado;
- Provisão de instruções para documentação de casos especiais, irregularidades,
etc.
- Coleta de dados
A coleta de dados é a tarefa mais demorada de uma ACV (WENZEL e
outros,1997), e segundo a norma ISO 14041 pode ser igualmente intensiva na demanda
de recursos. Este problema, entretanto, pode ser enfrentado, principalmente através da
criação de bancos de dados, constituídos paulatinamente com a incorporação dos
resultados de estudos realizados. A adoção desta prática leva, progressivamente, à
redução do tempo e custo de obtenção das informações necessárias para a execução de
ACV (RIBEIRO, 2003).
De acordo com Chehebe (1998), as principais fontes de informação incluem:
- Informações internas nas empresas;
- Normas técnicas;
- Licenças ambientais;
- Literatura técnica;
- Associações de classe;
- Fornecedores reais ou potenciais;
- Banco de dados de ACV.
18
O procedimento adotado para a coleta de dados varia entre diferentes estudos e
também entre diferentes tipos de processos, mas é sempre importante registrar todas as
informações, fontes dos dados e hipóteses admitidas. De acordo com Wenzel e outros
(1997), este procedimento de coleta pode ser realizado, por exemplo, através de: revisão
bibliográfica, aplicação de questionários específicos, cálculos teóricos a partir de
modelos ou medições de campo.
- Procedimentos de cálculo
Após coletar os dados faz-se necessário que sejam feitos cálculos com o intuito
de adequá-los aos processos unitários e à unidade funcional, além de avaliar sua
qualidade (RIBEIRO, 2003). Este procedimento, segundo a ISO 14041, pode ser
dividido nas seguintes etapas:
• Validação dos dados: envolve verificações do tipo de balanços de massa e
energia, análises comparativas, etc. A intenção destes procedimentos é detectar
ainda numa fase inicial quaisquer anomalias existentes. Deve-se também
determinar o que será feito na ausência do dado desejado;
• Adequação dos dados à unidade de processo unitário: significa transpor os
dados obtidos na coleta à base unitária do processo (por exemplo: 1 kg de
cimento, 1 MJ de energia, etc.), fazendo tanto as necessárias alocações das
cargas ambientais como a conversão de unidades;
• Adequação dos dados à unidade funcional: Para que possamos realizar cálculos
sobre todo o sistema (sobre a função deste na verdade) devemos transformar os
valores obtidos para cada processo, na base unitária de cada um, a uma mesma
base de cálculo referente à unidade funcional;
• Agregação dos dados: Por último, nesta etapa deve-se agregar os dados obtidos
numa única tabela.
Uma observação importante sobre o tratamento de dados refere-se à unidade na
qual são medidos os processos de transporte de materiais na ACV. Embora nenhuma
19
norma estabeleça este procedimento, é usual nos estudos de ACV que as etapas de
transporte de materiais sejam sempre expressas numa unidade denominada “tonelada-
quilômetro” (t.km). Esta unidade refere-se aos aspectos ambientais do transporte de uma
tonelada de carga por cada quilômetro percorrido.
Na verdade, a medição dos aspectos das etapas de transporte em t.km existe
como uma forma de alocar, a cada tonelada transportada, apenas a respectiva parcela
dos aspectos ambientais dentre o total impingido ao meio pelo meio de transporte
considerado. Desta forma, o cálculo dos valores das contribuições aos aspectos em t.km
é obtido dividindo-se cada um dos aspectos referentes a um quilômetro percorrido pelo
meio de transporte em questão pela capacidade de carga em toneladas.
- Refino das fronteiras do sistema
A norma ISO 14041 recomenda (considerando processo iterativo da análise) que
as fronteiras do sistema sejam revistas, identificando necessidades de novos
refinamentos e dados adicionais. Devem ser realizadas análises de sensibilidade quando
necessário, de modo a avaliar a pertinência de:
- Excluir estágios do ciclo de vida ou processos que não sejam significantes;
- Excluir aspectos ambientais sem representatividade no resultado final;
- Incluir novos processos ou aspectos que sejam julgados relevantes.
Chehebe (1998) ressalta que os resultados deste processo de refinamento do
sistema e da análise de sensibilidade devem ser documentados.
Ao final das etapas descritas, o que se obtém é um inventário, que segundo
Santos (2006) é uma lista das quantidades de materiais e energia, dos produtos e
subprodutos gerados, bem como dos resíduos e emissões para o meio ambiente. Tal
inventário é denominado de ICV, balanço de materiais e energia ou ecobalanço.
A análise do inventário do ciclo de vida é uma parte essencial da ACV,
responsável pela coleta de todos os dados relativos às entradas e saídas de matéria e
energia ao longo de todo o ciclo de vida do produto (GALDIANO, 2006).
De acordo com Kulay (2000), para realização de um Inventário de Ciclo de Vida
é preciso ter em mente que, em termos práticos, será impossível considerar todos os
aspectos ambientais de um sistema. O autor refere-se a enorme quantidade de variáveis
ambientais de pouca significância envolvidos no sistema. Daí a necessidade de um
20
especialista conduzir o estudo, de forma a selecionar adequadamente os ecovetores
relevantes envolvidos na ACV.
Chehebe (1998) afirma que um grande volume de dados deverá ser coletado das
unidades de processo associadas aos locais de produção dentro dos limites do sistema.
Esses dados podem ser obtidos de diversas fontes, devendo ser organizados de forma a
permitir uma análise seletiva.
Segundo a norma ISO 14041, os grandes títulos sob quais dados podem ser
incluídos são:
- Energia, matérias-primas, materiais auxiliares, outras entradas físicas;
- Produtos;
- Emissões para o ar, emissões para a água, emissões para a terra, outras
emissões.
Dentro desses títulos, a norma ISO 14041 define que, as categorias individuais
podem ser posteriormente detalhadas para satisfazer os objetivos do estudo. Sob o
título emissões para o ar, por exemplo, categorias de dados tipo monóxido de
carbono, dióxido de carbono e óxidos de enxofre podem ser separadamente
identificadas.
De acordo com Santos (2006) os dados ambientais do inventário são
agrupados para cada etapa envolvida ao longo do ciclo de vida do produto,
identificando, desta forma, a análise da completa carga ambiental associada ao
produto.
Os resultados da fase de inventário são apresentados em tabelas para realização
da próxima fase, a avaliação do impacto. As quantidades de material e energia de cada
ciclo da tabela são provenientes do inventário detalhado de cada etapa que compõe o
ciclo [RIBEIRO, 200-].
3.5.3. Avaliação dos Impactos Ambientais
A avaliação de impacto, segundo Chehebe (1998), é uma etapa da ACV que
procura identificar, caracterizar e avaliar, quantitativa e qualitativamente, impactos
potenciais das intervenções ambientais identificadas na etapa de análise do
inventário.
A norma ISO 14042 define o objetivo de uma Avaliação de Impacto do Ciclo de
Vida (AICV) como sendo o de examinar o sistema de produção sob uma perspectiva
21
ambiental usando categorias de impactos e indicadores de categorias conectados com os
resultados do inventário.
Segundo a ISO 14042 os itens que devem constituir a AICV são:
1) Seleção de categorias de impactos, indicadores de categorias e modelos de
caracterização;
2) Relacionar os resultados do ICV à categoria de impactos;
3) Cálculo de indicadores de categorias resultantes.
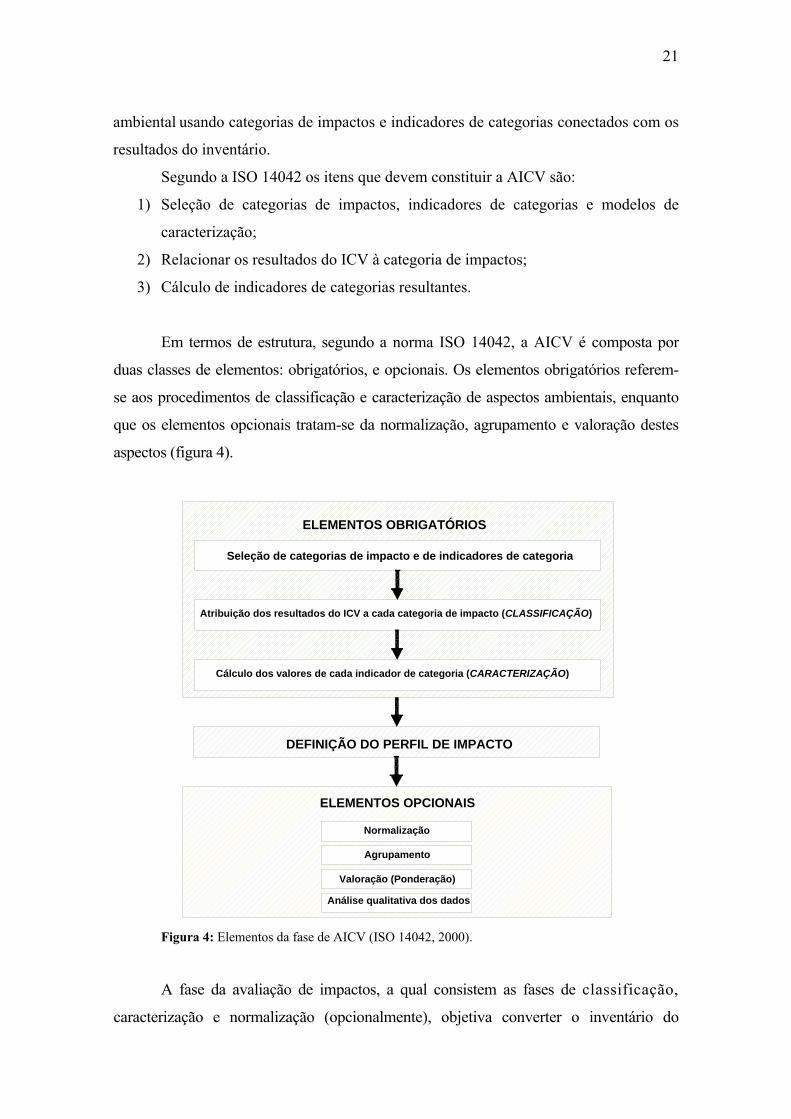
Em termos de estrutura, segundo a norma ISO 14042, a AICV é composta por
duas classes de elementos: obrigatórios, e opcionais. Os elementos obrigatórios referem-
se aos procedimentos de classificação e caracterização de aspectos ambientais, enquanto
que os elementos opcionais tratam-se da normalização, agrupamento e valoração destes
aspectos (figura 4).
Normalização
Agrupamento
Valoração (Ponderação)
Atribuição dos resultados do ICV a cada categoria de impacto (CLASSIFICAÇÃO)
Cálculo dos valores de cada indicador de categoria (CARACTERIZAÇÃO)
ELEMENTOS OBRIGATÓRIOS
Seleção de categorias de impacto e de indicadores de categoria
ELEMENTOS OPCIONAIS
DEFINIÇÃO DO PERFIL DE IMPACTO
Análise qualitativa dos dados
Figura 4: Elementos da fase de AICV (ISO 14042, 2000).
A fase da avaliação de impactos, a qual consistem as fases de classificação,
caracterização e normalização (opcionalmente), objetiva converter o inventário do
22
produto estudado em efeitos ambientais potenciais (SANTOS, 2006). Esta fase inicia-se
pela etapa de classificação com o objetivo de atribuir, a cada uma das categorias
selecionadas e identificadas, os dados correspondentes do inventário.
Na avaliação de impacto os dados são estruturados, examinados, condensados
e simplificados de forma a permitir sua análise por parte dos tomadores de decisão.
Para coleta de dados, Chehebe (1998) frisa ser necessário além de fluxogramas bem
feitos, formulários padronizados devem ser cuidadosamente elaborados para facilitar a
tarefa de coleta de dados. Nesta etapa todas as entradas e saídas do inventário que
contribuem para causar impacto sobre o meio ambiente são classificadas e
caracterizadas de acordo com o tipo de problema para o qual elas contribuem.
A ISO 14042 descreve os elementos obrigatórios da seguinte forma:
- Seleção e Definição dos Indicadores e Categorias de Impacto
Nesta etapa realiza-se a identificação das categorias de impactos, indicadores
ambientais, modelos de caracterização e associação dos resultados do ICV. Dependendo da
metodologia de avaliação selecionada, poderão ser empregados em uma ACV tanto
indicadores intermediários de impacto, conhecidos como midpoints, quanto indicadores
finais: endpoints.
Kulay (2004) explica que os indicadores de midpoint procedem à avaliação de
impactos valendo-se de indicadores relativos, restringindo-se em sua grande maioria aos
efeitos primários provocados pela disposição (ou consumo) de determinado aspecto
ambiental no meio ambiente. São exemplos desses indicadores os potenciais de:
aquecimento global, toxicidade humana, ecotoxicidade aquática e terrestre, depleção de
recursos naturais (materiais e energéticos), diminuição de camada de ozônio, acidificação,
eutrofização (ou nutrificação) entre outros.
Os indicadores do tipo endpoints, segundo o mesmo autor, concentram-se por sua
vez na avaliação dos efeitos finais provocados por determinado aspecto ambiental. A
norma ISO 14042 cita como exemplo, a categoria de mudança climática que representa
emissões dos gases do efeito estufa (resultado do ICV), utilizando radiação infravermelha
como indicador ambiental. Para este caso, Chehebe (1998) exemplifica a ordem dos
enpoints:
- Efeito de 1º ordem: perturbação no balanço da radiação;
- Efeito de 2º ordem: aumento da temperatura global;
- Efeito de 3º ordem: derretimento das camadas de gelo;
23
- Efeito de 4º ordem: elevação do nível dos oceanos como resultado do
derretimento das camadas de gelo;
As categorias de impacto, em geral, são estabelecidas com base no conhecimento
cientifico e nos mecanismos ambientais referentes. Como isso nem sempre é possível,
admite-se que, em alguns casos específicos, o julgamento de valores possa substituir parte
do conhecimento científico (CHEHEBE, 1998).
De acordo com Santos (2006) há um consenso de que as categorias de impacto
sejam definidas em três tipos de problemas ambientais: Consumo de recursos; Impacto à
saúde humana; Impactos ecológicos.
As categorias de impactos ambientais normalmente utilizados em sistemas de
Avaliação de Impactos do Ciclo de Vida (CHEHEBE, 1998) são:
• Depleção abiótica: refere-se ao consumo dos recursos naturais não bióticos que
são utilizados como insumos no ciclo de vida do produto. Chehebe (1998)
destaca dentre eles, a extração de combustíveis fósseis e minérios. Suppen &
Abitia [200-] afirmam que as propostas de cálculos para esta categoria, somente
consideram a extração dos recursos e os impactos associados às atividades
relacionadas com a extração Segundo Santos (2006), esta categoria utiliza
algoritmos relacionando a reserva do recurso natural com o seu uso. Chehebe
(1998) explica que o resultado desta categoria é medida em relação à oferta
global do recurso;
• Aquecimento global: o aumento da radiação térmica junto a superfície do globo
eleva sua temperatura, podendo trazer desequilíbrios ecológicos como o degelo
das calotas polares e consequentemente, a diminuição da área ocupada do
planeta (Kulay, 2000). Este aumento de temperatura provém principalmente da
crescente quantidade de CO2, N2O, CH4, aerossóis e outros gases na atmosfera
terrestre, os quais impedem a dispersão dos raios solares que atingem o planeta.
Os fatores de conversão para transformação dos gases do efeito estufa em CO2
equivalente são denominados Potenciais de Aquecimento Global (PAG). O
potencial de determinada substância é a taxa entre a contribuição à absorção do
calor irradiado resultante da emissão instantânea de 1 kg de um gás de efeito
24
estufa e uma emissão igual de CO2 integrado em um dado tempo (SANTOS,
2006);
• Depleção da camada de ozônio: a exaustão da camada de ozônio conduz a um
crescimento na quantidade de raios ultravioletas que atingem a superfície da
Terra, o que pode resultar no aumento de doenças, bem como danos a diversos
tipos de materiais e interferências no ecossistema (CHEHEBE, 1998). Kulay
(2000) explica que o uso de aerossóis a base haletos orgânicos como o
clorofluorcarbono (CFC-11) e seus derivados sãos os principais agentes de
depleção da camada de ozônio. Lindfors e outros (1995) acreditam que esta
categoria de impacto será menos importante no futuro, devido à diminuição da
emissão dos compostos clorofluorcarbonos e halons. O modelo de caracterização
utilizado para medir impactos dessa natureza foi desenvolvido pela Organização
Meteorológica Mundial (WMO) e define o Potencial de Depleção de Camada de
Ozónio (PDCO) para os mais diferentes gases em termos de kg CFC-11
equivalente/kg emissão. O escopo geográfico do PDCO é mundial e seu horizonte
temporal é infinito (KULAY, 2004);
• Toxicidade humana: a exposição do ser humano a substâncias tóxicas através do
ar. da água ou do solo, principalmente por intermédio da cadeia alimentar, pode
causar problemas à saúde humana (CHEHEBE, 1998). Os fatores que
caracterizam a toxicidade humana, descritos como Potencial de Toxicidade
Humana (PTH), são calculados por meio de modelos do tipo dose-resposta,
cujos horizontes temporais serão normalmente infinitos (KULAY, 2004). O valor
de PTH para uma dada substância, segundo Chehebe (1998) é medido como a
massa do corpo humano que estaria exposta ao limite toxicológico aceitável por 1
kg de substância. Kulay (2004) afirma que o escopo geográfico do efeito em
questão é determinado, em síntese, pela capacidade de dispersão da substância,
podendo, portanto, variar de local a global;
• Ecotoxicidade: a exposição da fauna e da flora a substâncias tóxicas pode trazer
conseqüências irreversíveis, entre as quais o desbalanceamento da cadeia
alimentar, que poderá resultar inclusive na extinção de espécies. A ecotoxicidade
pode ser aquática ou terrestre (Kulay, 2000). Segundo Kulay (2004), o Potencial
25
de Ecotoxicidade Aquática (PEa) poderá ser calculado também com base em um
modelo de dose-resposta, por meio do qual se podem estimar os efeitos causados
por substâncias tóxicas aos meios em questão, para um horizonte de tempo infinito.
Chehebe (1998) explica que os resultados do (PEa) referem-se ao volume de água
poluída a um nível crítico por kg de substância, enquanto que os resultados do
Potencial de Ecotoxicidade Terrestre (PEt) referem-se à massa de solo poluída a
um nível crítico por kg de substância. Tais indicadores podem ser aplicados às
escalas local, regional, continental e mesmo à escala global (KULAY, 2004);
• Acidificação: a deposição ácida no solo ou na água - resultante da emissão de
óxidos de nitrogênio e enxofre para a atmosfera - pode alterar o teor de acidez
desses meios, trazendo assim efeitos tanto para a fauna quanto para a flora.
Segundo Santos (2006), as emissões de dióxido de enxofre e óxidos de
nitrogênio são transformadas na atmosfera, por onde podem percorrer milhares
de kilômetros até se depositarem como chuva ácida, neve, poeira ou gás. Os
Potenciais de Acidificação (PAc) de emissões atmosféricas são calculados por um
modelo de dispersão, o qual descreve não apenas os mecanismos de dispersão das
substâncias enquadradas nessa categoria, mas também, a forma como ocorre sua
deposição. Os PAc são expressos em kg de SO2 equivalentes/ kg emissão, seu
horizonte temporal é infinito e a escala geográfica varia entre local e continental.
• Oxidação fotoquímica: a reação entre o óxido de nitrogênio e substâncias
voláteis sob a ação de raios ultravioleta provoca a formação de oxidantes
fotoquímicos. Esses últimos causam nevoeiros que entre outros efeitos, podem
levar a diminuição da atividade biológica fotossintética de vegetais por redução
da taxa de luminescência solar (KULAY, 2000). Os fatores de conversão para
transformação dos compostos transformadores de oxidantes fotoquímicos em
etileno equivalentes são denominados de Potencial de Formação de Oxidantes
Fotoquímicos (PFOF). O PFOF é a taxa entre a mudança na concentração do
ozônio devido a uma emissão de um composto orgânico volátil e a mudança na
concentração de ozônio devido à emissão de etileno (SANTOS, 2006);
• Eutrofização (ou nutrificação): a adição de nutrientes à água ou ao solo aumenta
a produção de biomassa nesse meio. Dessa forma há uma diminuição da taxa de
26
oxigênio livre, o que afeta outros organismos vivos como os peixes. Tanto no
solo quanto na água, a eutrofização pode levar à alterações indesejáveis no
número de espécie no ecossistema, e, portanto a problemas relativos à
biodiversidade (CHEHEBE, 1998). De acordo com Kulay (2004), o
estabelecimento do chamado Potencial de Eutrofização (PEn) baseia-se em um
procedimento estequiométrico proposto por Heijungs (1992), cujos resultados
são expressos em kgPO4 equivalentes/ kg emissão. Apesar de Chehebe (1998)
também citar a medida em relação ao efeito de 1 kg de fosfato, Santos (2006)
demonstra que o PEn também pode expressar os resultados em kgNO3
equivalentes/ kg emissão. Esta dubiedade entre a unidade de equivalência da
categoria de eutrofização é perfeitamente compreensível, uma vez que os
principais elementos causadores da eutrofização são o fósforo e o nitrogênio.
• Radiação radioativa: caracteriza a emissão de radiações ionizantes, que segundo
Cesana (2006) podem ser de três tipos: núcleos de hélio (partículas alfa);
elétrons (partículas beta) e radiação eletromagnética (radiação gama). Elevada
energia de radiação pode ser resultado direto da presença de materiais
radioativos em produtos ou resíduos (SETAC, 1993). Tal radiação pode resultar
no aumento de doenças graves, bem como danos a diversos tipos de ecossistema.
Os resultados do Potencial de Radiação Radioativa São expressos em DALY -
“Disability Adjusted Life Years”, anos de incapacidade e de vida perdidos.
Existem ainda diversos impactos ambientais passíveis de serem considerados nos
estudos de ACV, como por exemplo, exaustão de recursos hídricos, redução de espaço
físico, poluição sonora ou odor. Esses impactos precisam, entretanto, ser ainda melhor
avaliado em termos de mecanismos ambientais (KULAY, 2000).
Para a caracterização dos impactos ambientais é necessária a existência de uma
matriz de conversão que é responsável pela transformação das intervenções em
impactos ambientais, num processo que se denomina de classificação/ caracterização
(CALDEIRA-PIRES, RABELO E XAVIER, 2002).
- Classificação
Após a definição dos impactos ambientais que serão considerados no estudo,
passa-se então ao processo de classificação que consiste em organizar os aspectos
27
ambientais pelos impactos a eles associados. Chehebe (1998) explica que na medida do
possível a classificação deve ser completa, independente, operacional, prática, devendo ser
claramente explicitadas as categorias levadas em consideração. Entretanto, segundo o autor
em casos específicos, havendo motivos relevantes, algumas categorias poderão ser deixadas
de lado. A definição das categorias do estudo deve estar nos processos ambientais
envolvidos, pois isto permite basear a análise de impacto em conhecimento científico
relacionado a estes processos (SETAC, 1993).
Nesta fase, todos os dados do ecobalanço, que contribuem com impacto
ambiental, são classificados de acordo com o tipo de problema para o qual elas
contribuem. Por exemplo: a atribuição do fosfato à categoria de nutrificação
(CHEHEBE, 1998). A norma ISO 14042 esclarece que os resultados do ecobalanço
podem se relacionar com mais de uma categoria de impacto, como por exemplo, o SO2
que pode ser relacionada tanto na categoria de saúde humana, quanto de acidificação.
Devido a isto, Ribeiro (2003), afirma que devem ser tomados cuidados com o modo de
realizar a classificação, a fim de se evitar equívocos.
Para um melhor entendimento, Chehebe (1998) exemplifica a cadeia do efeito
estufa. Se na etapa de seleção tiver sido escolhido o aquecimento global como uma de
suas categorias do estudo, deve-se então na classificação atribuir os dados do
ecobalanço relativo aos gases de CH4, CO2, CO, N2O e NOx a essa categoria. Pois,
segundo o autor, o mecanismo básico de suas ações consiste em aprisionar as radiações
infravermelhas conduzindo a uma elevação da temperatura do planeta.
Desse modo, a fase de classificação estabelece a correspondência entre um
conjunto de intervenções ambientais listadas no inventário e um conjunto de categorias
ambientais. Essa correspondência é efetuada através da atribuição de pesos que
ponderam a contribuição das diversas intervenções ambientais em cada categoria de
impactos ambientais, mas não estabelece qualquer relação entre estes (CALDEIRA-
PIRES, RABELO E XAVIER, 2002).
- Caracterização
A caracterização consiste na quantificação da classificação, ou seja, na
determinação numérica de qual é a contribuição de cada aspecto a cada categoria de
impacto (CONSOLI e outros, 1993 APUD RIBEIRO, 2003). Este procedimento,
segundo a norma ISO 14042, é feito por meio da conversão dos resultados do ICV em
28
unidades comuns e posterior agregação de resultados, dentro de cada categoria de
impacto.
Esta fase, de acordo com Santos (2006), promove a definição de fatores de
equivalência a cada entrada e saída culminando na identificação do impacto potencial
associado ao produto. Os fatores de caracterização são utilizados para calcular os efeitos
diretos do composto original emitido. Podem existir efeitos indiretos tanto positivos
quanto negativos quando os compostos individuais reagem quimicamente no meio
ambiente.
Segundo Chehebe (1998), vários modelos ambientais têm sido desenvolvidos
para determinar a equivalência destes fatores, que indicam quanto uma determinada
substância contribui para um determinado problema ambiental comparado a uma
substância de referência. Após terem sido aplicados os respectivos fatores de
equivalência a cada um dos aspectos ambientais, essas quantidades podem então ser
somadas para totalizar o valor do Indicador. O conjunto de Indicadores de impacto
representa o Perfil Ambiental do sistema em estudo.
Ao final da Caracterização obtém-se um valor total de contribuição daquele
ciclo de vida para cada categoria de impacto. Este resultado muitas vezes já é o
suficiente para os propósitos da ACV, uma vez que permite conhecer, dentro das
hipóteses admitidas, as contribuições do ciclo de vida do produto para as categorias de
impacto (RIBEIRO, 2003).
Em muitos casos, os diferentes Indicadores de impacto definidos pela
caracterização são difíceis de serem interpretados por apresentarem unidades diferentes.
Para contornar essa dificuldade, é possível utilizar um recurso denominado
normalização.
Em relação aos elementos opcionais, a ISO 14042 os descreve da seguinte
forma:
- Normalização
Após a caracterização são delimitadas as categorias de impacto ambientais, que
são normalizadas a fim de aumentar o fator de comparação entre as diferentes categorias
de impacto e obtendo-se, desta forma, uma mensuração dos impactos gerados por cada
categoria. A normalização é um processo que permite a conversão de todos os
29
Indicadores de impacto a uma única base de referência, a fim de que esses possam
então ser comparados (ver figura 5).
De acordo com Chehebe (1998), a normalização é feita dividindo-se os
valores dos parâmetros pela referência escolhida. Se tal expressão tornar-se muito
grande com o crescimento dos parâmetros (como no caso de expressões econômicas),
o valor recíproco deve ser usado como valor de referência. Se a expressão tornar-se
muito pequena, as expressões podem ser utilizadas diretamente ou ter suas unidades
alteradas.
Kulay (2000) explica que a normalização é feita em duas etapas. Na primeira,
todos os aspectos ambientais levantados para uma unidade de processo são convertidos
para uma base de cálculo comum à própria unidade. Finalmente, a normalização da
unidade de processo acontece, dividindo-se todas as demais correntes relacionadas à
unidade de processo por essa base comum.
Após a normalização dos aspectos ambientais a base de cálculo da unidade de
processo, pode então ser construída a Tabela Bruta de Valores, que lista todos aspectos
ambientais relevantes para o estudo, em suas respectivas unidades de processo.
Na segunda fase, segundo Kulay (2000), são calculados os chamados fatores de
ajuste à unidade funcional, dividindo-se as bases de cálculo de cada unidade de processo
por essa última. Os fatores de ajuste são então multiplicados pêlos valores das correntes
já normalizadas para cada unidade de processo.
Chehebe (1998) afirma que a etapa de normalização pode, por exemplo,
relacionar a poluição causada por uma determinada substância à poluição total em um
ano, ou seja, se um processo emite l tonelada de poluição, e a emissão global de todas
as fontes para o mesmo item de poluição é um milhão de toneladas em um ano, o
impacto ambiental do processo sobre esse problema é equivalente a um milionésimo
de um ano (lx10-6 anos, ou em unidades mais fáceis de entender, 31,54 segundos).
A fim de se organizar as categorias de impacto é que se pode realizar o
agrupamento. Segundo Caldeira-Pires (2007), esta é uma etapa da análise de impacto
em que as categorias de impacto estão agregadas em mais de um grupo definido na fase
do objetivo e abrangência. Caldeira-Pires (2007) explica ainda que esta etapa pode se
apresentar como uma hierarquização e uma classificação. A hierarquia é o método de
agregação pelo qual as categorias de impacto são classificadas seguindo sua importancia
(por exemplo: alta, média, e baixa prioridade), aplicando escolha de valores. Enquanto a
classificação é o método de agregação pelo qual as categorias de impacto são
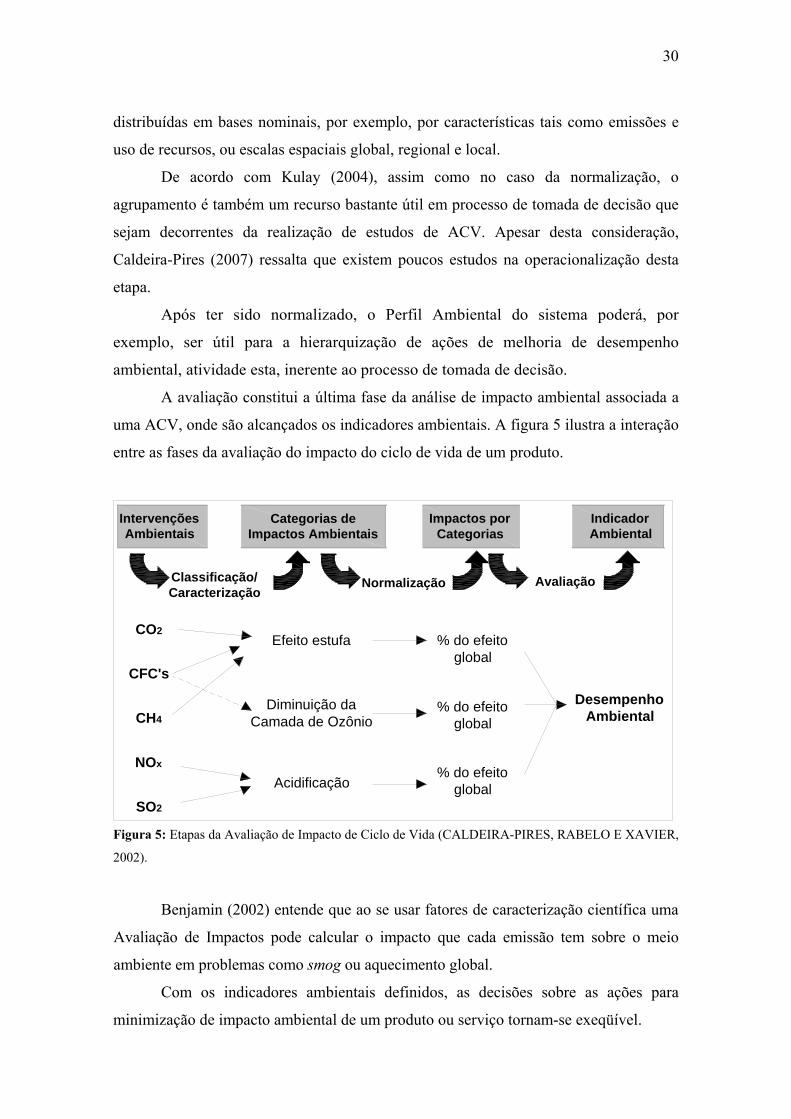
30
distribuídas em bases nominais, por exemplo, por características tais como emissões e
uso de recursos, ou escalas espaciais global, regional e local.
De acordo com Kulay (2004), assim como no caso da normalização, o
agrupamento é também um recurso bastante útil em processo de tomada de decisão que
sejam decorrentes da realização de estudos de ACV. Apesar desta consideração,
Caldeira-Pires (2007) ressalta que existem poucos estudos na operacionalização desta
etapa.
Após ter sido normalizado, o Perfil Ambiental do sistema poderá, por
exemplo, ser útil para a hierarquização de ações de melhoria de desempenho
ambiental, atividade esta, inerente ao processo de tomada de decisão.
A avaliação constitui a última fase da análise de impacto ambiental associada a
uma ACV, onde são alcançados os indicadores ambientais. A figura 5 ilustra a interação
entre as fases da avaliação do impacto do ciclo de vida de um produto.
Intervenções Ambientais
Categorias de Impactos Ambientais
Impactos por Categorias
Indicador Ambiental
Classificação/Caracterização
Normalização Avaliação
CO2
CFC's
CH4
NOx
SO2
Efeito estufa
Diminuição da Camada de Ozônio
Acidificação
% do efeitoglobal
% do efeitoglobal
% do efeitoglobal
DesempenhoAmbiental
Figura 5: Etapas da Avaliação de Impacto de Ciclo de Vida (CALDEIRA-PIRES, RABELO E XAVIER,
2002).
Benjamin (2002) entende que ao se usar fatores de caracterização científica uma
Avaliação de Impactos pode calcular o impacto que cada emissão tem sobre o meio
ambiente em problemas como smog ou aquecimento global.
Com os indicadores ambientais definidos, as decisões sobre as ações para
minimização de impacto ambiental de um produto ou serviço tornam-se exeqüível.
31
Chehebe (1998) explica que a base para a atribuição de valores é o perfil
ambiental do sistema estudado. O índice ambiental é formado atribuindo-se pesos a
cada problema ambiental em termos de sua importância, somando-se, após isso, os
resultados ponderados. O fator de ponderação difere de país para país (ou dentro do
próprio país), em função das diferenças nas condições locais. O ponto de vista político
também afeta o processo de ponderação, como um resultado, por exemplo, de
diferentes opiniões sobre a importância relativa de problemas locais.
Segundo Ribeiro [200-] o impacto é avaliado por meio da utilização de fatores
de impacto e fatores de peso, mas esta aproximação gera controvérsias por não
considerar as condições locais onde ocorre a emissão. Por isso, de acordo com Chehebe
(1998), a fase de atribuição de valores tem sido altamente criticada devido a seu
caráter subjetivo. Segundo o mesmo, é verifica-se uma clara distinção entre a fase de
caracterização e essa fase.
- Ponderação
De acordo com Kulay (2004), consiste na atribuição de pesos às categorias de
impacto que formam o Perfil Ambiental do produto, segundo seu grau de importância.
Soma-se após isso, os resultados ponderados. Chehebe (1998) afirma que o fator de
ponderação difere de país para país, em função tanto de diferenças das condições locais
como do ponto de vista político (devido a diferentes opiniões sobre a importância relativa
de problemas locais). Caldeira-Pires (2007) explica que a ponderação é baseada na
escolha de valores, como por exemplo: valores monetários, padrões, júri de
especialistas etc.
Não há um consenso sobre qual método a ser utilizado. Daí, Chehebe (1998)
afirmar o caráter subjetivo da fase de atribuição de pesos. Apesar desta subjetividade, a
norma ISO 14042 afirma que a aplicação e uso dos métodos desta valoração devem ser
consistentes com o objetivo e escopo do estudo de ACV, além de ser totalmente
transparente. Esta norma ressalta ainda outro ponto importante; no estudo de ACV pode
ser desejável o uso de vários e diferentes fatores de definição de pesos, métodos de
valoração, e conduta da análise de sensibilidade para alcançar as conseqüências dos
resultados da ACV.
32
-Agrupamento:
Nada mais é do que uma reordenação da apresentação das categorias de impacto
(RIBEIRO, 2003; KULAY, 2004). De acordo a norma ISO 14042, existem duas
possibilidades de realizar este processo:
- Selecionar as categorias de uma base comum, por exemplo, de características
tais quais emissões e recursos ou regional/ global e escala espacial local;
- Organizar as categorias de impacto, segundo o critério não numérico da
ordem de importância (ex: alta, média e baixa importância).
A norma ISO 14042 afirma que a aplicação e uso dos métodos de agrupamento
devem ser consistentes com o objetivo e escopo do estudo de ACV, de forma
absolutamente transparente. Esta norma ressalta que diferentes indivíduos, organizações, e
sociedades podem ter diferentes preferências, por isso é possível que as distintas partes
alcancem diferentes resultados se baseado no mesmo resultado de indicador (normalizado
ou não).
-Análise Qualitativa dos Dados
Técnicas adicionais e informação podem ser necessárias para melhorar o
entendimento da significância, incerteza e sensibilidade dos resultados da ACV a fim de
(ISO 14042, 2000):
- Ajudar na identificação de diferenças significativas dentro da ACV;
- Remover negligências nos resultados do ICV;
- Guiar a iteratividade do processo de AICV.
A necessidade para escolha das técnicas depende da precisão e detalhe
necessários para cumprir os objetivos e escopo do estudo da ACV. A norma ISO 14042
propõe as seguintes técnicas para cumprimento desta fase:
- Análise de seriedade: (ex: análise Pareto) é um procedimento estatístico o
qual identifica os dados de maior influência para o resultado do indicador;
- Análise de incertezas: descreve a variabilidade estatística no grupo de dados
a fim de determinar se os resultados do indicador provenientes da mesma
categoria de impacto são significantemente diferentes entre eles;
33
- Análise de sensibilidade: mede a extensão de quais mudanças, por exemplo,
nos resultados de ICV, influenciam os resultados do indicador.
3.5.4. Interpretação dos resultados
É na fase de interpretação que cada uma das etapas anteriores, com seus
respectivos aspectos ambientais, são contabilizadas e comparadas. Nesta fase, segundo
Chehebe (1998), deve-se: analisar os resultados obtidos nas fases anteriores, tirar
conclusões compatíveis com os objetivos estabelecidos, explicar as limitações do estudo
e identificar as oportunidades de melhoria de acordo com o objetivo.
Segundo a norma ISO 14043, as características-chave da Interpretação do Ciclo
de Vida são:
- O uso de um procedimento sistemático para identificar, qualificar, checar,
avaliar e apresentar resultados baseados nas conclusões de toda a ACV ou
apenas de indicadores do ciclo de vida atendendo aos requisitos definidos no
objetivo e escopo do estudo;
- O uso de um procedimento iterativo, fazendo interpretações a partir das
demais fases da ACV;
- A previsão de links entre a ACV e outras técnicas de gestão ambiental
enfatizando os pontos fortes e as limitações do estudo.
Para Chehebe (1998) e Curran (1999) a fase de interpretação de uma ACV
compreende as três etapas seguintes:
1) Identificação das questões ambientais mais significativas baseadas nos
resultados da análise do inventário e/ou ACV;
2) Avaliação - que pode incluir elementos tais como a checagem da integridade,
sensibilidade e consistência;
3) Conclusões, recomendações e relatórios sobre as questões ambientais
significativas.
A norma ISO 14043 apresenta esquematicamente as relações dos elementos
dentro da fase de interpretação com as outras fases da ACV, conforme ilustrado na
figura 6.
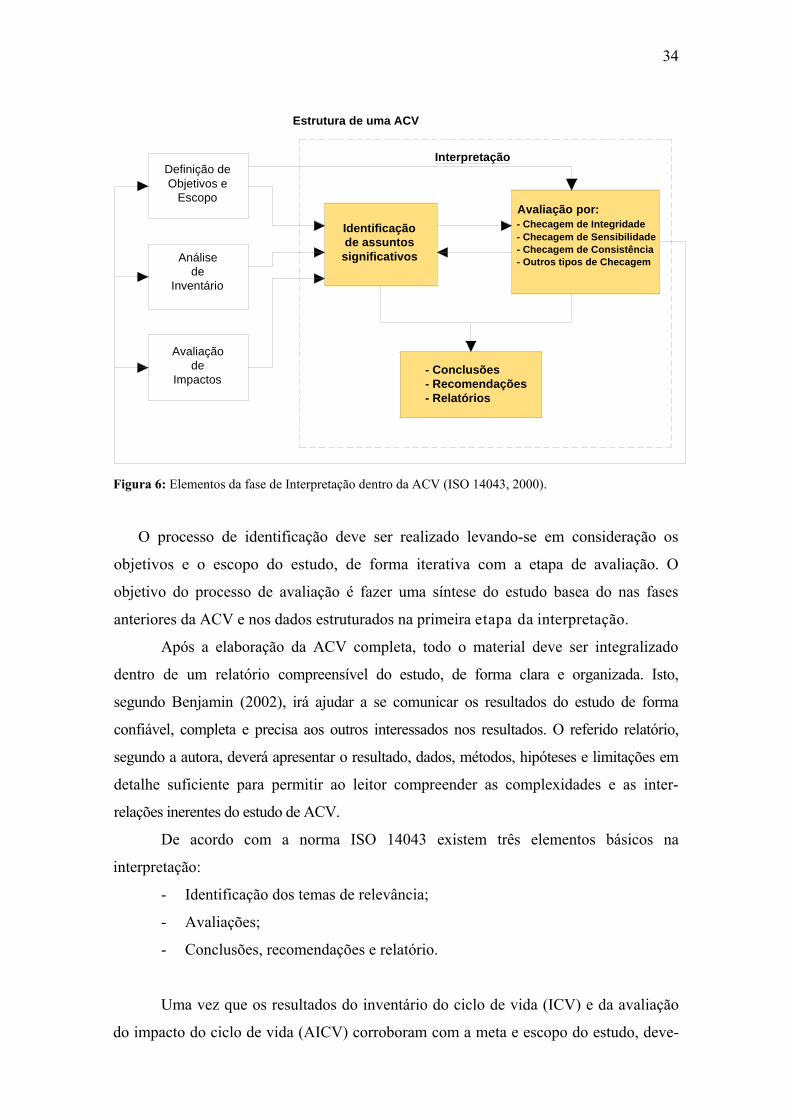
34
Análise de
Inventário
Definição de Objetivos e
Escopo
Avaliação de
Impactos
Identificação de assuntos significativos
Avaliação por:- Checagem de Integridade- Checagem de Sensibilidade- Checagem de Consistência- Outros tipos de Checagem
Interpretação
- Conclusões- Recomendações- Relatórios
Estrutura de uma ACV
Figura 6: Elementos da fase de Interpretação dentro da ACV (ISO 14043, 2000).
O processo de identificação deve ser realizado levando-se em consideração os
objetivos e o escopo do estudo, de forma iterativa com a etapa de avaliação. O
objetivo do processo de avaliação é fazer uma síntese do estudo basea do nas fases
anteriores da ACV e nos dados estruturados na primeira etapa da interpretação.
Após a elaboração da ACV completa, todo o material deve ser integralizado
dentro de um relatório compreensível do estudo, de forma clara e organizada. Isto,
segundo Benjamin (2002), irá ajudar a se comunicar os resultados do estudo de forma
confiável, completa e precisa aos outros interessados nos resultados. O referido relatório,
segundo a autora, deverá apresentar o resultado, dados, métodos, hipóteses e limitações em
detalhe suficiente para permitir ao leitor compreender as complexidades e as inter-
relações inerentes do estudo de ACV.
De acordo com a norma ISO 14043 existem três elementos básicos na
interpretação:
- Identificação dos temas de relevância;
- Avaliações;
- Conclusões, recomendações e relatório.
Uma vez que os resultados do inventário do ciclo de vida (ICV) e da avaliação
do impacto do ciclo de vida (AICV) corroboram com a meta e escopo do estudo, deve-
35
se proceder à identificação dos pontos mais relevantes do estudo. Segundo a norma ISO
14043 a identificação de temas de relevância pode ser:
Aspectos do inventário ou suas categorias como energia, emissões,
resíduos, etc.);
Categorias de impacto;
Contribuições essenciais dos estágios do ciclo de vida do produto, como
operações unitárias de processos ou grupo de processos como transporte,
produção de energia.
Ribeiro (2003) ressalta que existem diversas técnicas para esta identificação, e
os procedimentos a serem seguidos variam de caso a caso.
Segue-se à identificação de temas relevantes, uma avaliação por meio da qual
será determinada a confiabilidade dos resultados obtidos, devendo ser apresentada ao
cliente de forma clara e compreensível. Para tanto a norma ISO 14043 recomenda que
sejam considerados os seguintes elementos:
Análise de integridade: Tem como objetivo verificar se todas as
informações relevantes e dados necessários estão disponíveis e
completos (RIBEIRO, 2003). Chehebe (1998) adverte que ao haver uma
informação relevante incompleta ou não disponível devem ser tecidas
considerações sobre tal fato, devendo ser realizada uma revisão na
análise do inventário e na avaliação de impacto, ou quando necessário
um ajuste nos objetivos e escopo do estudo.
Análise de sensibilidade: Tem como objetivo descobrir, e em que
extensão, pequenas mudanças nos dados influenciam o resultado final
(CHEHEBE, 1998). Segundo Kulay (2004), este avaliação deve levar em
conta as hipóteses e simplificações feitas na etapa de definições, as
análises de sensibilidade e incerteza já realizadas nas etapas de ICV e
AICV e também a opinião de especialistas na área e experiências
anteriores. Santos (2006) afirma que o uso de sensibilidade deve ser uma
parte integrada da construção da árvore de processo, da descrição dos
processos e da elaboração do inventário;
36
Análise de consistência: Visa o estabelecimento de um determinado grau
de confiança para os resultados do estudo, de acordo com seu objetivo
geral (CHEHEBE, 1998). Verifica-se, por exemplo, as diferenças de
qualidade de dados entre as diferentes etapas do ciclo de vida, se houve
consideração de variações temporais/espaciais, se a aplicação de
alocação e estabelecimento de fronteiras foi adequada, se os elementos
da avaliação de impacto estão de acordo com o estabelecido ao início, etc
(RIBEIRO, 2003).
Os dois elementos seguintes da etapa de uma interpretação de uma ACV
consistem do estabelecimento das conclusões e recomendações, bem como elaboração
final do estudo (KULAY, 2004). A norma ISO 14043 define o atendimento destes
requisitos é realizado seguindo as seguintes recomendações:
Conclusões: Segundo a norma ISO 14043, devem ser estabelecidas de
modo iterativo com outros elementos da etapa de interpretação,
considerando sempre a seqüência lógica;
Recomendações: Sempre que apropriado à meta e escopo estabelecidos,
devem ser feitas recomendações aos tomadores de decisão que irão
utilizar os resultados da ACV (RIBEIRO, 2003). De acordo com a ISO
14.043, as recomendações devem ser justificadas e baseadas nas
conclusões de modo a refletir as conseqüências lógicas e razoáveis
destas;
Relatório: Uma vez que já se tenha considerado o estudo terminado, seus
resultados devem ser relatados ao público alvo (RIBEIRO, 2003). De
acordo com Chehebe (1998), o tipo e o formato deste relatório devem ser
definidos na fase de escopo do estudo. , embora a norma ISO 14.040
(ISO, 1997) relacione alguns itens fundamentais.
Ribeiro (2003) ressalta, à título de observação final, que a norma ISO 14.040
ainda requer, após o término do estudo a condução de uma avaliação, denominada de
Análise Crítica, que deve verificar o atendimento da norma pelo estudo quanto à
metodologia, dados e relatório. Tanto o realizador do estudo como o modo de condução
37
do mesmo devem ser definidos a priori, e a referida norma traz considerações a respeito
dos objetivos, necessidades, processo e responsáveis por este procedimento.
3.6. Softwares de Avaliação de Ciclo de Vida
Em anos recentes, a ACV tem sido aceita como uma ferramenta para
múltiplos usos, tais como a rotulagem ambiental, a melhoria ambiental do produto, a
concepção do projeto ambiental do produto, a avaliação ambiental de processos e a
definição de políticas ambientais (VIGON & JENSEN,1995; MENKE e outros,
1996).Em conseqüência disto, segundo Vigon & Jensen (1995), foram desenvolvidos
softwares e bancos de dados para se conduzir ACV de forma ágil e adequada. Vários
destes softwares e bancos de dados estão disponíveis para licença ou aquisição.
Benjamin (2002) acredita que a condução de uma ACV seria praticamente
inviável sem o apoio dos recursos da informática. Este apoio faz-se necessário nas
diferentes etapas da metodologia e com diferentes finalidades. É fácil perceber que a
utilização de um software de apoio seria conveniente e de grande valia para a
execução das diversas etapas do processo de análise de ciclo de vida de um produto.
A primeira é a etapa do inventário, onde o número de informações é muito extenso e
o tratamento complexo, uma vez que os dados devem ser transformados para a base
de cálculo escolhida, e posteriormente fazer o tratamento matemático especifico para
transformar em emissões equivalentes de algum aspecto potencial de poluição,
identificando desta forma o impacto ambiental equivalente (avaliação de impactos).
Benjamin (2002) afirma que a utilização de uma biblioteca compatível (banco
de dados) como fonte de referência e classificação, e que possua a capacidade de
adaptar as informações para as condições dos processos analisados através de um
pacote matemático adequado, minimize o tempo exigido para esta etapa de vital
importância para a qualidade do estudo.
Os tratamentos dos aspectos associados aos impactos também podem ser
viabilizados por softwares que transformam a magnitude de cada par aspecto/impacto
e montam uma comparação levando todos a uma mesma variável e assim justificando
urna análise comparativa de influência e porte. Desta forma, Benjamin (2002) afirma
que a utilização de softwares é fundamental na interpretação de resultados, pois o
mesmo facilita o refino das informações, deixando que o pesquisador possa ocupar-se
com as conclusões e conseqüentes recomendações para a montagem de um plano de
ação de acordo com os objetivos a que se propõe o estudo.
38
Benjamin (2002) verificou em sua pesquisa que nas etapas do inventário e
avaliação de aspectos, o pacote matemático e a biblioteca são fundamentais, isto é,
quanto mais completos e diversificados forem, maior será a abrangência de utilização
do mesmo software de apoio com relação a diferentes escopos e metas. Entretanto,
segundo a autora, é fundamental a possibilidade de inclusão de novos dados, alterando-
se assim o banco de dados inicial, pois dados colhidos e transformados diferem de país
para país, segundo grau de desenvolvimento, matriz energética, etc e seria interessante
que o software pudesse readaptar sua biblioteca para ser compatível com estes novos
dados de referência.
Até 1996 Menke e outros (1996) identificaram 37 softwares para análise do
ciclo de vida nos Estados Unidos e Europa (Anexo 1). Alguns softwares foram
desenvolvidos exclusivamente para indústrias específicas, e não estão disponíveis
comercialmente (SANTOS, 2006).
3.6.1. Gabi
O software Gabi (versão 4.0), utilizado no presente estudo, é desenvolvido pela
PE Europe GMBH, sendo um programa aplicável em plataforma Windows e não requer
conhecimento aprofundado em softwares. Além disso, o Gabi (versão 4.0) contém um
assistente que guiará o usuário passo por passo, não exigindo desta forma,
conhecimento de um expert na complexa modelagem de ACV.
O programa gera resultados para análise de ciclo de vida usando claras etapas
definidas, através da elaboração de modelagem simples e análises de produtos e
processos. O software é detalhado abaixo:
- Banco de dados
O banco de dados do Gabi inclui cerca de 800 fluxos diferentes de matéria e
energia, sendo cada fluxo pertencente a um grupo de fluxos o que permite ao usuário
desenvolver um sistema hierárquico (BENJAMIN, 2002).
O banco de dados contém informações dos parâmetros das fases de vida do
produto. O usuário especifica a fase (categoria, tipo), através da seleção do sumário de
parâmetros, pré-existentes no banco de dados do software, aplicados dentro da fase
analisada. Por exemplo: fosfatos pertencem ao grupo de matérias primas; um cabo de
cobre pertence ao grupo de composição e CO2 pertence ao grupo de emissões para o ar.
39
Dez tipos de processos genéricos, os quais contêm 400 processos industriais
específicos estão também incluídos no banco de dados. Os dez processos incluem
(BENJAMIN, 2002): Processos industriais; Transporte; Mineração; Plantas de energia;
Processos de transformação; Serviços; Limpeza; Manutenção; Recobrimento e;
Processos de redução de consumo.
Os fluxos estão contidos dentro destes processos; caixas de diálogo multi-
funcionais permitem ao usuário acrescentar e editar dados e comentários. Além dos
processos comuns provenientes de bibliografias atualizadas, o banco de dados possui
dados especiais provenientes de pesquisas desenvolvidas pelo fornecedor do software,
em cooperação com a indústria de diversos setores da indústria alemã.
- Interface com usuário:
O usuário desenvolve o sistema de produto para análise através de urna planilha
gráfica do Windows. A edição de dados e entradas desta janela é fornecida. Além disso,
conforme explicitado, o software oferece uma ajuda on-line, assim como a edição de
imagens e textos.
- Métodos para cálculos de Inventário:
O desenho modulado distingue seis áreas de trabalho: inventário (ex: fluxos);
cenários; métodos; balanços; avaliação e ferramentas gerais.
Um sistema é desenvolvido usando a planilha gráfica do programa. Sub-
processos do sistema podem ser desenvolvidos em planilhas separadas, salvas, e depois
combinadas no sistema. A conexão destas planilhas do software permite o fácil
deslocamento entre as camadas. Planilhas são desenvolvidas por simples arraste, tipo
industrial de caixa de ferramenta apresentadas na janela da planilha (Windows). Fluxos
entre sistemas industriais são criados através do desenho de uma linha entre eles.
Parâmetros de banco de dados podem ser vistos por qualquer tipo de planilha. O uso de
editor de texto e imagem permite ao usuário mudar planilhas e especificar dados de
processos (BENJAMIN, 2002).
O Gabi define a estrutura do produto do usuário de acordo com as informações
contidas na lista das partes do produto, através da inserção de pesos destas partes.
Então, o usuário, especifica as partes e componentes, do produto estudado, através de
escolha de material e escolha do processo de manufatura. Na etapa da especificação de
40
um produto baseado na sua composição material é feita a definição de produto através
de escolha de material (BENJAMIN, 2002).
O software realiza a definição da fase do fim de vida utilizando opções pré-
progamadas de restabelecimento e menus “Scroll-Down” [GABI, 200-].
- Métodos de cálculos para Avaliação de Impactos:
A área de avaliação do software permite o usuário definir os critérios de
avaliação. Monetário, técnico e análises ecológicas são possíveis. Pesos para os critérios
de valoração permitem ao usuário perceber preferências individuais (BENJAMIN,
2002).
A partir de algoritmos são feitas a integralização e compatibilização dos dados
do inventário, obtendo-se a avaliação dos mesmos. O método padrão para Avaliação de
Impacto é subdividido em cinco estágios; seleção dos campos críticos ecológicos;
classificação; determinação dos impactos correlatos, padronização, e avaliação
(BENJAMIN, 2002).
Campos ecológicos podem ser classificados usando índices estocados no banco
de dados (ex: consumo de recursos; degradações da camada de ozônio; liberação efetiva
de substâncias tóxicas, acidificação, etc)
- Apresentação dos Resultados :
O software define os resultados a serem apresentados de acordo com a escolha
do usuário. Estes resultados podem incluir: Nível de inventário; Avaliação de Impacto;
Resultados normalizados provenientes da Avaliação de Impacto; Balanços avaliados
[GABI, 200-].
Diversas folhas de balanço estão disponíveis dentro do software, incluindo
energia, e balanços avaliados. Exportar folhas de balanço para aplicativos do Excel é
possível.
Finalmente, os resultados são apresentados dentro de um relatório esquemático
mostrando tabelas e diagramas, cujas informações podem ser exportadas para o
Microsoft Word [GABI, 200-].
Benjamin (2002) adverte que ao se escolher um programa para uso, é importante
além de verificar o software em si, considerar a assistência técnica que será
disponibilizada pelo fornecedor, como updates de bancos de dados com frequência
41
regular e custo razoável, além de apoio para a fase de aprendizagem e dúvidas no
manuseio do aplicativo.
Segundo Benjamin (2002), o software GaBi, ao lado do Sima Pró e Team™,
estão entre os melhores softwares do mercado, no que diz respeito à análise de ciclo de
vida. Entretanto, a autora ressalta que não existe nada universalmente aceito para
requisitos óbvios que compõem a qualidade de um software, deixando claro que as
necessidades variam com cada usuário ou tomador de decisão, de acordo com suas
expectativas.
3.7. Nutrientes das plantas
Os nutrientes essenciais são requeridos pelas plantas em determinadas
quantidades, variáveis conforme a espécie e o estado de desenvolvimento. Esses
elementos encontram-se nos solos em diferentes combinações químicas, sendo só
algumas destas, passíveis de serem absorvidas pelas plantas.
Os nutrientes que são consumidos pelas plantas em elevadas quantidades são
designados macronutrientes. Estes macronutrientes são: fósforo, potássio, enxofre,
cálcio e magnésio, que por isso se designam por macronutrientes.
Entretanto as plantas também necessitam de pequenas quantidades de boro,
manganês, zinco, cobre, molibdênio, ferro e cloro, pelo que se designam estes por
micronutrientes ou oligoelementos.
Os nutrientes são necessários para a planta levar a cabo determinadas funções,
pelo que a carência e o excesso comprometerão o seu desenvolvimento, podendo
ocasionar a morte do vegetal.
Dentre os nutrientes o fósforo (P) é o nutriente que mais limita a produção
vegetal em regiões de solos tropicais s subtropicais (RAIJ, 1991 APUD RODRIGUES,
2006; NOVAIS & SMYTH, 1999). Padilha (2005) cita algumas funções importantes do
P, são elas:
- Faz parte dos compostos essenciais ao metabolismo vegetal, que participam
de fenômenos como respiração, fotossíntese e comunicação genética;
- Estimula o crescimento e formação de raízes;
- Auxilia na floração e na formação das sementes;
- Acelera a maturação;
- Favorece o desenvolvimento das bactérias do solo;
- Melhora o valor dos alimentos e forrageiras.
42
Devido à grande quantidade de sítios de adsorção, ricos em óxidos de Fe e Al,
além de Ph baixo, os solos tornam-se fortes drenos para o Anion fosfato, competindo
com a planta pelo nutriente (NOVAIS & SMYTH, 1999).
O fósforo presente no solo ocorre sob diferentes formas e o equilíbrio entre estas
está diretamente envolvido com a adição e remoção desse nutriente no sistema. Este
nutriente adicionado, via fertilizantes, transforma-se inicialmente em “P lábil” e com o
passar do tempo em “P não lábil”, tornando-se indisponível para as plantas.
O P presente no solo encontra-se sob três diferentes formas. A primeira, em
solução, predominantemente na forma de ácido fosfórico (H3PO4). A segunda, o P
encontra-se precipitado ou adsorvido aos colóides do solo, criando um equilíbrio
químico com a solução do solo (P-lábil). A terceira maneira, o P econtra-se fixado no
solo como compostos de baixa solubilidade (precipitado) ou adsorvido às partículas do
solo, estando indisponível para as plantas (P-não lábil) (LARSEN, 1967; RAIJ, 1991;
NOVAIS & SMYTH, 1999).
Rheinheimer & Anghinoni (2001) afirmam que as maiores concentrações de P
inorgânico encontram-se em formas moderadamente lábeis, independentemente do tipo
de solo, do método de preparo, da sucessão de cultura e da camada amostrada.
Entretanto, Rodrigues (2006) entende que a maior parte do P inorgânico, presente no
solo, encontra-se na forma de compostos insolúveis estáveis (não lábil) que podem
transformar-se, muito lentamente, em P-lábil. Alguns pesquisadores (Malavolta, 1981;
Lopes, 1983; Raij, 1991; Novais & Smyth, 1999) concordam que a concentração de
óxidos de Al e Fe, acidez e teor de argila são proporcionais ao processo de fixação do P
nos solos dos trópicos.
Além dos óxidos de Al e Fe, o CaO tem facilidade em reagir com o P
acarretando também em insolubilidade do P e consequentemente indisponibilidade para
as plantas. Segundo Muniz e outros (1985) o P também pode fazer parte de compostos
orgânicos, que através da mineralização, acrescenta fosfatos inorgânicos ao sistema. O
fósforo ocorre em teores proporcionais ao conteúdo da matéria orgânica (RODRIGUES,
2006).
Em geral, nos solos minerais o P orgânico compreende 20 à 25% do P total, pois
a maior parte do P encontra-se na forma inorgânica devida elevada capacidade de
fixação (MOREIRA & SIQUEIRA, 2002 apud RODRIGUES, 2006). Entretanto a
presença dos compostos orgânicos no solo é de grande importância. Pois devido a ação
bacteriana, a matéria orgânica tem a capacidade de formar complexos estáveis com o
43
Al, Ca e Fe, reduzindo a precipitação do P, aumentando assim a disponibilidade do P-
lábil para as plantas.
3.8. Fertilizantes fosfatados
O Brasil é um país situado na faixa intertropical, de clima úmido, solos ácidos e
mineralmente pobres dos nutrientes principais. Sanchez & Salinas (1981) afirmam que a
deficiência de P nos solos tropicais é intensa graças ao pH ácido e à presença de grandes
proporções de argila sesquioxídica, o que aumenta muito a adsorção de fosfatos e a
formação de precipitados com Fe e Al, reduzindo, conseqüentemente, a disponibilidade
de P para as plantas. Segundo Souza (2001), estas características geológicas
condicionam ao país a necessidade do emprego maciço de fertilizantes, não só dos
fosfatados, para repor as quantidades dos elementos vitais retirados do solo pelos
processos de intemperismos durante bilhões de anos.
Hoffland e outros (1989) apud Nahas; Fornaseieri; Assis (1994) afirmam que o
processo de solubilização do fósforo ocorre graças à produção de ácidos orgânicos tanto
pelas raízes das plantas, mas, principalmente, por microrganismos do solo que atuam
diretamente na dissolução do macronutriente ou pela ação quelante sobre os cátions
liberando fosfatos solúveis, além de suas necessidades, que podem ser aproveitados
pelas plantas.
Na produção de mudas, Souza (1983) apud Almeida [200-] relatou que os
materiais orgânicos utilizados nos substratos são escolhidos em função da
disponibilidade e das suas propriedades físicas. Assim, muitas vezes, substratos com
baixos teores de nutrientes são usados, tornando-se necessária a adição de fertilizantes
químicos. Além disso, Almeida [200-] afirma que, os materiais orgânicos apresentam
composição química variável, podendo apresentar excessos, carências e desequilíbrios
de nutrientes. Desta forma, o enriquecimento desses substratos, com fertilizantes
químicos, sem o devido conhecimento, pode acarretar problemas nutricionais às mudas
(NEVES e outros, 1990).
Bedin e outros (2003) afirmam que as características de solubilidade das fontes
de P são de grande importância em relação à sua eficiência: os fosfatos de maior
solubilidade (fertilizantes minerais), sendo mais prontamente disponíveis, favoreceriam
a absorção e o aproveitamento do nutriente, propiciando um desenvolvimento mais
rápido da planta. Entretanto, ainda segundo Bedin e outros (2003), essa rápida liberação
do P pode também favorecer o processo de adsorção e precipitação das formas solúveis
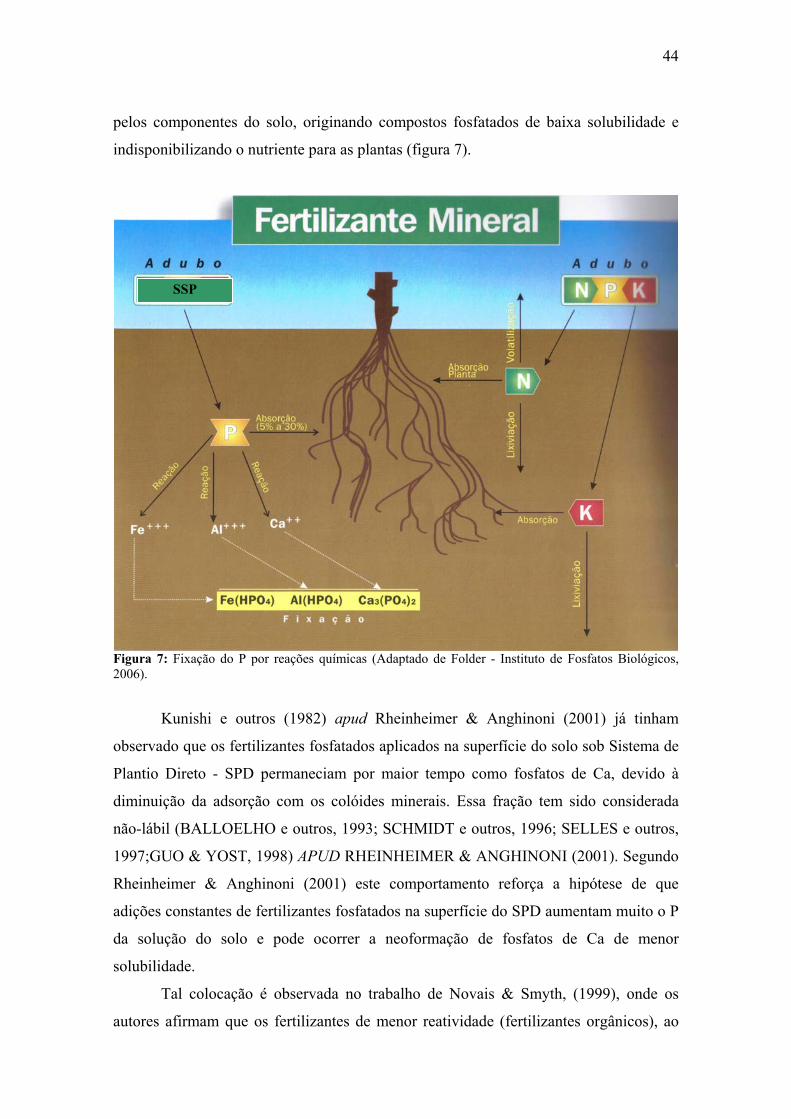
44
pelos componentes do solo, originando compostos fosfatados de baixa solubilidade e
indisponibilizando o nutriente para as plantas (figura 7).
Figura 7: Fixação do P por reações químicas (Adaptado de Folder - Instituto de Fosfatos Biológicos, 2006).
Kunishi e outros (1982) apud Rheinheimer & Anghinoni (2001) já tinham
observado que os fertilizantes fosfatados aplicados na superfície do solo sob Sistema de
Plantio Direto - SPD permaneciam por maior tempo como fosfatos de Ca, devido à
diminuição da adsorção com os colóides minerais. Essa fração tem sido considerada
não-lábil (BALLOELHO e outros, 1993; SCHMIDT e outros, 1996; SELLES e outros,
1997;GUO & YOST, 1998) APUD RHEINHEIMER & ANGHINONI (2001). Segundo
Rheinheimer & Anghinoni (2001) este comportamento reforça a hipótese de que
adições constantes de fertilizantes fosfatados na superfície do SPD aumentam muito o P
da solução do solo e pode ocorrer a neoformação de fosfatos de Ca de menor
solubilidade.
Tal colocação é observada no trabalho de Novais & Smyth, (1999), onde os
autores afirmam que os fertilizantes de menor reatividade (fertilizantes orgânicos), ao
SSP
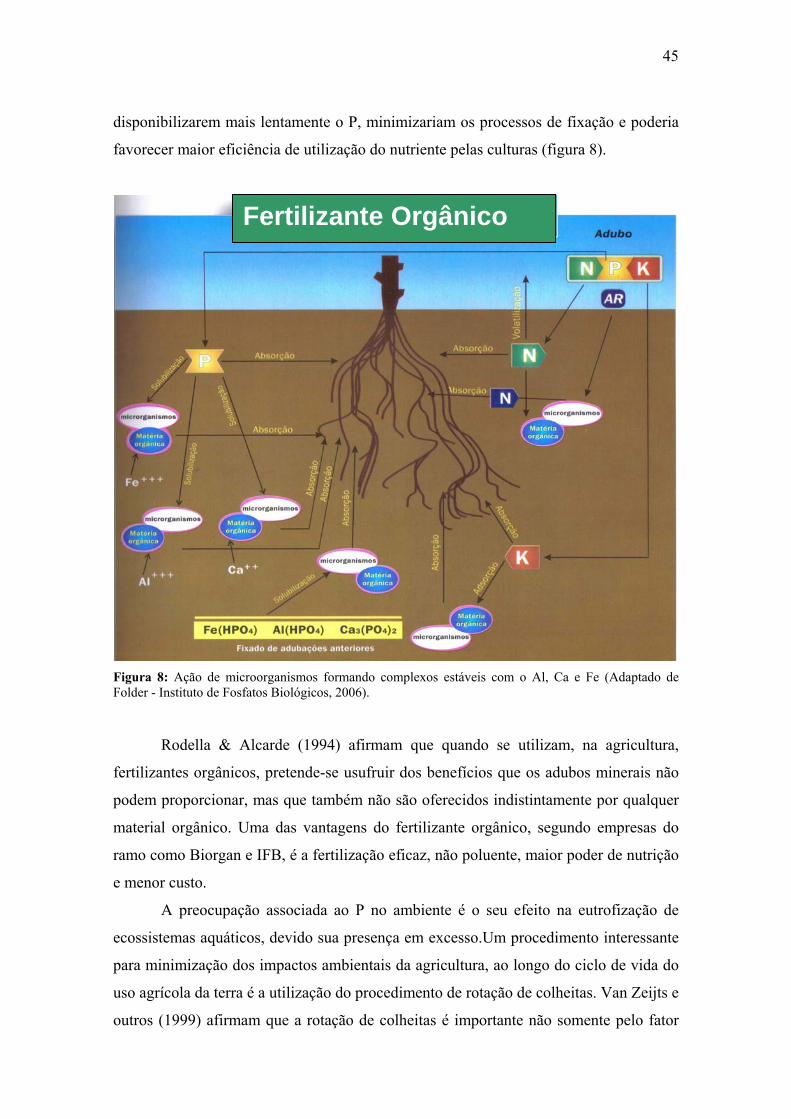
45
disponibilizarem mais lentamente o P, minimizariam os processos de fixação e poderia
favorecer maior eficiência de utilização do nutriente pelas culturas (figura 8).
Figura 8: Ação de microorganismos formando complexos estáveis com o Al, Ca e Fe (Adaptado de Folder - Instituto de Fosfatos Biológicos, 2006).
Rodella & Alcarde (1994) afirmam que quando se utilizam, na agricultura,
fertilizantes orgânicos, pretende-se usufruir dos benefícios que os adubos minerais não
podem proporcionar, mas que também não são oferecidos indistintamente por qualquer
material orgânico. Uma das vantagens do fertilizante orgânico, segundo empresas do
ramo como Biorgan e IFB, é a fertilização eficaz, não poluente, maior poder de nutrição
e menor custo.
A preocupação associada ao P no ambiente é o seu efeito na eutrofização de
ecossistemas aquáticos, devido sua presença em excesso.Um procedimento interessante
para minimização dos impactos ambientais da agricultura, ao longo do ciclo de vida do
uso agrícola da terra é a utilização do procedimento de rotação de colheitas. Van Zeijts e
outros (1999) afirmam que a rotação de colheitas é importante não somente pelo fator
Fertilizante Orgânico
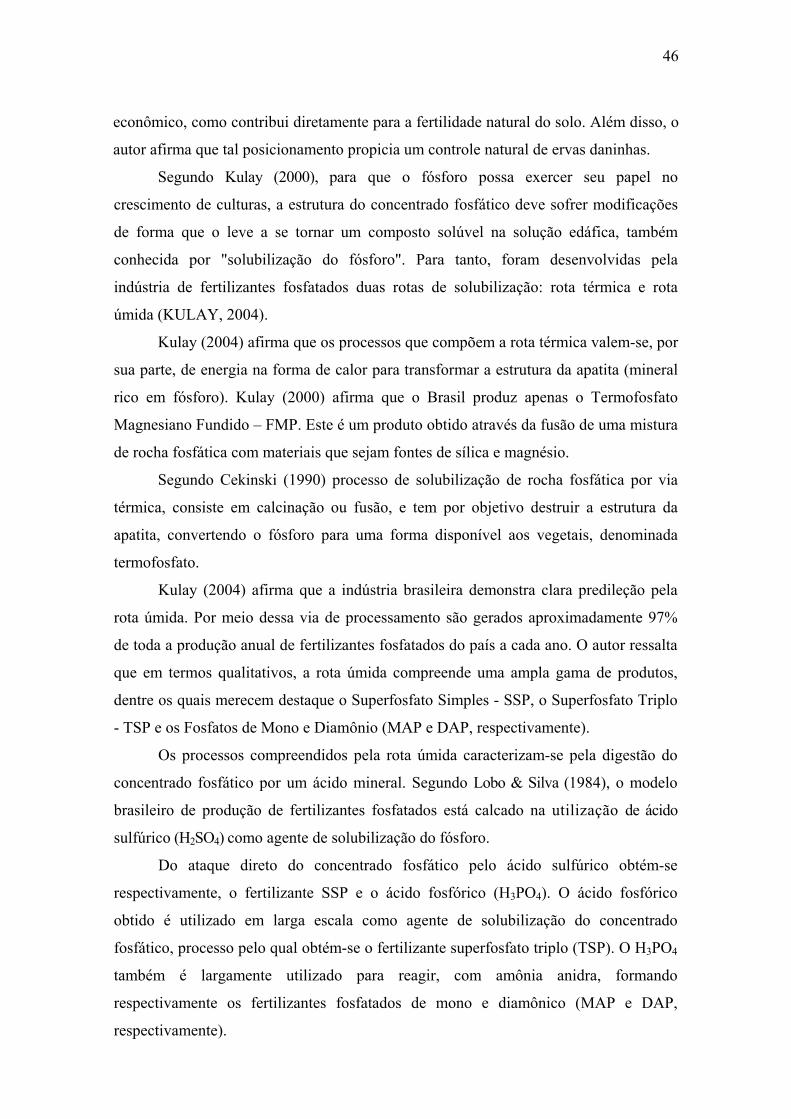
46
econômico, como contribui diretamente para a fertilidade natural do solo. Além disso, o
autor afirma que tal posicionamento propicia um controle natural de ervas daninhas.
Segundo Kulay (2000), para que o fósforo possa exercer seu papel no
crescimento de culturas, a estrutura do concentrado fosfático deve sofrer modificações
de forma que o leve a se tornar um composto solúvel na solução edáfica, também
conhecida por "solubilização do fósforo". Para tanto, foram desenvolvidas pela
indústria de fertilizantes fosfatados duas rotas de solubilização: rota térmica e rota
úmida (KULAY, 2004).
Kulay (2004) afirma que os processos que compõem a rota térmica valem-se, por
sua parte, de energia na forma de calor para transformar a estrutura da apatita (mineral
rico em fósforo). Kulay (2000) afirma que o Brasil produz apenas o Termofosfato
Magnesiano Fundido – FMP. Este é um produto obtido através da fusão de uma mistura
de rocha fosfática com materiais que sejam fontes de sílica e magnésio.
Segundo Cekinski (1990) processo de solubilização de rocha fosfática por via
térmica, consiste em calcinação ou fusão, e tem por objetivo destruir a estrutura da
apatita, convertendo o fósforo para uma forma disponível aos vegetais, denominada
termofosfato.
Kulay (2004) afirma que a indústria brasileira demonstra clara predileção pela
rota úmida. Por meio dessa via de processamento são gerados aproximadamente 97%
de toda a produção anual de fertilizantes fosfatados do país a cada ano. O autor ressalta
que em termos qualitativos, a rota úmida compreende uma ampla gama de produtos,
dentre os quais merecem destaque o Superfosfato Simples - SSP, o Superfosfato Triplo
- TSP e os Fosfatos de Mono e Diamônio (MAP e DAP, respectivamente).
Os processos compreendidos pela rota úmida caracterizam-se pela digestão do
concentrado fosfático por um ácido mineral. Segundo Lobo & Silva (1984), o modelo
brasileiro de produção de fertilizantes fosfatados está calcado na utilização de ácido
sulfúrico (H2SO4) como agente de solubilização do fósforo.
Do ataque direto do concentrado fosfático pelo ácido sulfúrico obtém-se
respectivamente, o fertilizante SSP e o ácido fosfórico (H3PO4). O ácido fosfórico
obtido é utilizado em larga escala como agente de solubilização do concentrado
fosfático, processo pelo qual obtém-se o fertilizante superfosfato triplo (TSP). O H3PO4
também é largamente utilizado para reagir, com amônia anidra, formando
respectivamente os fertilizantes fosfatados de mono e diamônico (MAP e DAP,
respectivamente).
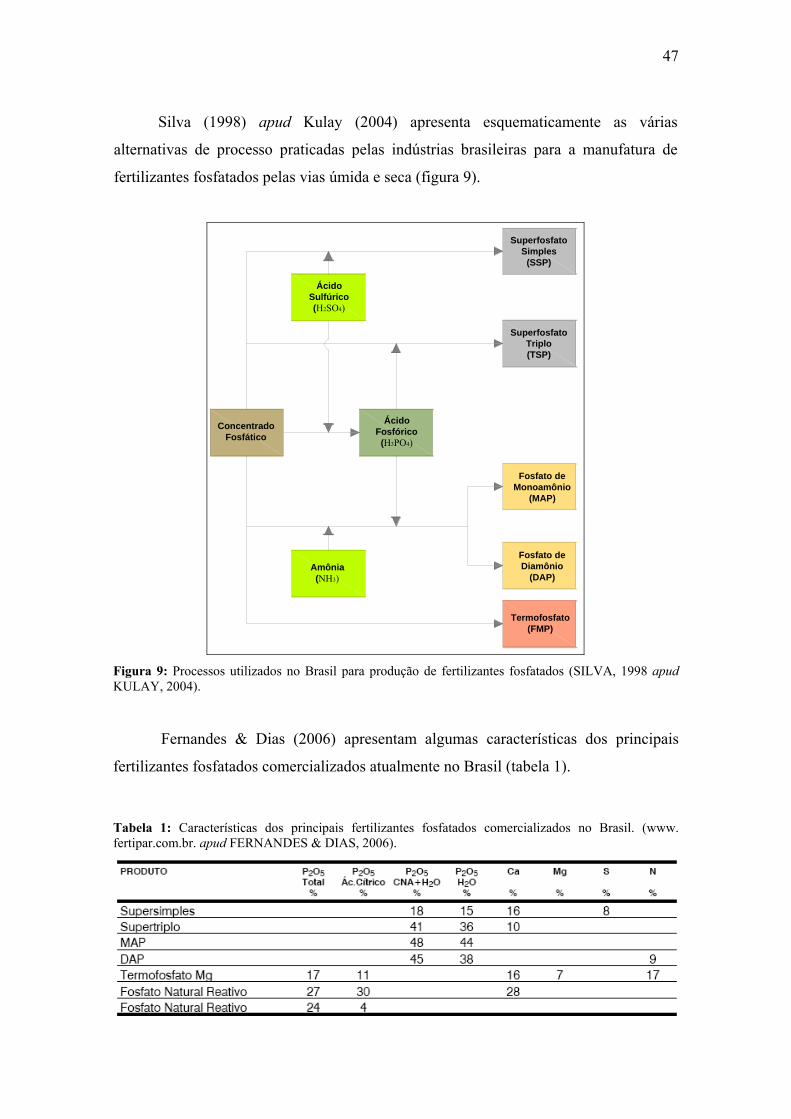
47
Silva (1998) apud Kulay (2004) apresenta esquematicamente as várias
alternativas de processo praticadas pelas indústrias brasileiras para a manufatura de
fertilizantes fosfatados pelas vias úmida e seca (figura 9).
Ácido Sulfúrico (H2SO4)
Superfosfato Simples
(SSP)
Superfosfato Triplo(TSP)
Fosfato deMonoamônio
(MAP)
Fosfato deDiamônio
(DAP)
Termofosfato(FMP)
Concentrado Fosfático
Ácido Fosfórico
(H3PO4)
Amônia (NH3)
Figura 9: Processos utilizados no Brasil para produção de fertilizantes fosfatados (SILVA, 1998 apud KULAY, 2004).
Fernandes & Dias (2006) apresentam algumas características dos principais
fertilizantes fosfatados comercializados atualmente no Brasil (tabela 1).
Tabela 1: Características dos principais fertilizantes fosfatados comercializados no Brasil. (www. fertipar.com.br. apud FERNANDES & DIAS, 2006).
48
As indústrias brasileiras utilizam-se na grande maioria dos casos, do chamado
processo contínuo run of pile process. Esse tipo de processo presta-se não apenas à
produção do superfosfato simples, como também do superfosfato triplo e do fosfato
parcialmente acidulado (BRUNO e outros, 1985 apud KULAY, 2004).
Dispondo de tal tecnologia, dezesseis empresas representadas por vinte e uma
unidades fabris processaram, ao longo de 1993, um total de 2.785.872 t SSP e 525.030 t
de TSP (ANDA, 1993 apud KULAY, 2004). Nessa época, segundo o autor, apareciam
como líderes desse segmento de mercado respectivamente as empresas MANAH, IAP,
GALVANI e TREVO.
Forçado a expandir-se para continuar dando suporte ao mercado agrícola, o
parque industrial interno viu-se obrigado a passar por sucessivas re-estruturações em
um período curto de tempo. Dessa forma, ao cabo de escassos quatro anos outro
panorama de mercado já se fazia notar.
Em 1997, a produção de SSP - agora praticada por doze empresas em vinte
unidades - alcançava a marca de 3.378.933 toneladas anuais. Ao mesmo tempo, a
manufatura do TSP tendeu a estagnação, já que apenas a terça parte dos mesmos grupos
dedicou-se à obtenção do produto, gerando um volume de produção que não chegou a
alcançar sequer as 590 mil toneladas (ANDA, 1997 apud KULAY, 2004).
Um novo horizonte balizava também a divisão de mercados nesse período.
Estruturadas em termos estratégicos segundo o conceito antes descrito de produção
verticalizada, empresas como a FOSFERTIL e a SERRANA unem-se à TREVO e à
GALVANI na liderança do mercado (KULAY, 2004).
Dados mais recentes mostram que a produção nacional de fertilizantes
fosfatados cresceu 33,08% entre 2001 e 2004, embora as importações tenham
aumentado 83,26%, em conseqüência, tanto num caso quanto no outro, do crescimento
de 58,54% do consumo aparente. Em 2004, as exportações, crescentes em anos
anteriores e mantidas, na média, em torno de cem mil t, baixaram a apenas 14 mil t,
significando somente 0,67% das importações, as quais se mantiveram em 52,41% do
consumo aparente nacional, próximas da média nacional (FERNANDES & DIAS,
2006).
Segundo Kulay (2004), atualmente, o mercado de fertilizantes fosfatados
apresenta-se ainda mais consolidado em torno do SSP, que se mantém absoluto à frente
dos demais fertilizantes fosfatados. Em 2002, segundo o autor, o SSP atingiu um
volume de produção próximo as 4,3 milhões de toneladas. Esse resultado, que reflete o
49
estorço de onze empresas representadas por dezenove unidades produtivas, suplanta em
26,4% o desempenho conseguido cinco anos antes.
De acordo com os dados do DNPM/DIDEM – Mineral Commodity Summaries
– ANDA/IBRAFOS (2006) apud Souza (2006) a produção nacional de produtos
fertilizantes, em 2005, foi de 6,69 milhões de toneladas de produtos fertilizantes (1,72
milhões t P2O5).
3.8.1. Super Fosfato Simples (SSP)
O primeiro fertilizante químico fabricado industrialmente foi o superfosfato
simples (18-20% P2O5), através da solubilização de ossos moídos e, posteriormente
rochas fosfatadas com ácido sulfúrico em tachos de ferro.
Lawes e Murray, em maio de 1842, obtiveram a patente na Inglaterra, desse tipo
de processo de produção de fertilizantes. Nesse momento nasceu a indústria dos
superfosfatos (PADILHA, 2005).
O superfosfato simples é constituído principalmente de fosfato monocálcio
mono-hidratado e de sulfato de cálcio. Entretanto, existem impurezas tais como: fosfato
bi e tricálcio, ácidos fosfóricos e sulfúricos livres, fosfatos e sulfatos de cálcio,
magnésio, ferro, alumínio, sílica, matéria orgânica parcialmente atacada pelo ácido
sulfúrico, entre outros (PADILHA, 2005). Segundo Malavolta (1967) apud Kulay
(2000), tais impurezas são provenientes principalmente das matérias-primas.
O fertilizante SSP disponibiliza três macronutrientes: P, S e Ca. Sendo o P e Ca
provenientes do mineral da apatita, e o enxofre oriundo do H2SO4 utilizado para
solubilização da apatita.
De acordo com Padilha (2005), o SSP apresenta no mínimo 18 % e geralmente
19% de P2O5, solúvel em citrato neutro de amônio mais água e 15% em água, além de
no mínimo 8% de S e 16% de Ca, reação ácida (pH 4 a 5) e pequena higroscopicidade.
Devido à alta solubilidade em água, o superfosfato simples é um fertilizante de
ação relativamente rápida. Para Malavolta (1967) apud Kulay (2000), essa característica
torna esse produto altamente recomendável para plantas com ciclo curto de cultivo,
como batatinhas, hortaliças em geral, e para culturas que crescem em condições de
clima ou solo, onde é difícil a dissolução dos fosfates naturais. Além disso, Giovane;
Barroti; Ely Nahas (2000) afirmam que o P da bioamassa microbiana, nos solos,
aumenta em razão da calagem e/ou da adubação com o fertilizante superfosfato simples.
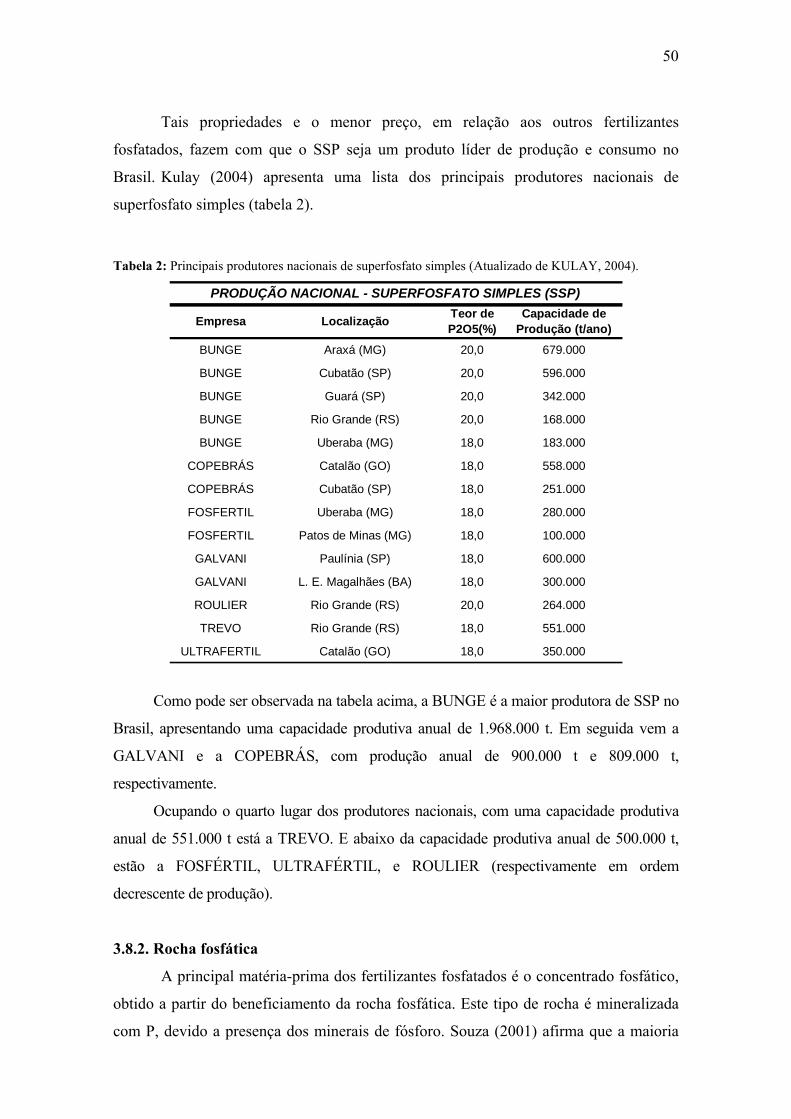
50
Tais propriedades e o menor preço, em relação aos outros fertilizantes
fosfatados, fazem com que o SSP seja um produto líder de produção e consumo no
Brasil. Kulay (2004) apresenta uma lista dos principais produtores nacionais de
superfosfato simples (tabela 2).
Tabela 2: Principais produtores nacionais de superfosfato simples (Atualizado de KULAY, 2004).
BUNGE Araxá (MG) 20,0 679.000
BUNGE Cubatão (SP) 20,0 596.000
BUNGE Guará (SP) 20,0 342.000
BUNGE Rio Grande (RS) 20,0 168.000
BUNGE Uberaba (MG) 18,0 183.000
COPEBRÁS Catalão (GO) 18,0 558.000
COPEBRÁS Cubatão (SP) 18,0 251.000
FOSFERTIL Uberaba (MG) 18,0 280.000
FOSFERTIL Patos de Minas (MG) 18,0 100.000
GALVANI Paulínia (SP) 18,0 600.000
GALVANI L. E. Magalhães (BA) 18,0 300.000
ROULIER Rio Grande (RS) 20,0 264.000
TREVO Rio Grande (RS) 18,0 551.000
ULTRAFERTIL Catalão (GO) 18,0 350.000
PRODUÇÃO NACIONAL - SUPERFOSFATO SIMPLES (SSP)
Empresa Localização Teor de P2O5(%)
Capacidade de Produção (t/ano)
Como pode ser observada na tabela acima, a BUNGE é a maior produtora de SSP no
Brasil, apresentando uma capacidade produtiva anual de 1.968.000 t. Em seguida vem a
GALVANI e a COPEBRÁS, com produção anual de 900.000 t e 809.000 t,
respectivamente.
Ocupando o quarto lugar dos produtores nacionais, com uma capacidade produtiva
anual de 551.000 t está a TREVO. E abaixo da capacidade produtiva anual de 500.000 t,
estão a FOSFÉRTIL, ULTRAFÉRTIL, e ROULIER (respectivamente em ordem
decrescente de produção).
3.8.2. Rocha fosfática
A principal matéria-prima dos fertilizantes fosfatados é o concentrado fosfático,
obtido a partir do beneficiamento da rocha fosfática. Este tipo de rocha é mineralizada
com P, devido a presença dos minerais de fósforo. Souza (2001) afirma que a maioria
51
dos minérios de fósforo são pertencentes ao grupo da apatita, que é um fosfato cristalino
de cálcio com flúor, representado pela fórmula: Ca5 (F,Cl,OH) (PO4)3.
Os depósitos fosfáticos têm três tipos de origens: sedimentares, ígneos e
biogenéticos. Os depósitos sedimentares e os depósitos de origem ígnea são os mais
importantes do ponto de vista econômico. Isso porque os depósitos biogenéticos,
conhecidos com o Guano, são originados de concentrações orgânicas nitrogenadas,
provenientes de dejetos de aves, não constituindo grandes reservas de fosfato, em geral.
Os chamados depósitos ígneos ou magmáticos são normalmente pobres em
sílica, possuem textura simples e contêm rochas associadas do tipo carbonatitos e
ultrabásicas. Em termos mundiais, suas reservas apresentam maior incidência em países
como Rússia, Finlândia, Brasil e África do Sul (CEKINSKI, 1990).
Os depósitos de fosfato têm uma minerologia extremamente complexa, contendo
impurezas de influência marcante no rendimento (recuperação) de fósforo (P2O5) nas
usinas de beneficiamento, resultando em elevadas quantidades de rejeitos,
consequentemente altos custos de produção.
OBA (2004) entende que devido ao fato de no Brasil predominarem os depósitos
magmáticos de rochas fosfática, cujas viabilidades econômicas são mais difíceis que
aquelas de depósitos sedimentares, inviabilizam a explotação mineira de muitos
depósitos de rochas fosfáticas.
Segundo dados do balanço mineral brasileiro apresentado por Sousa (2001), o
patrimônio de depósitos de rocha fosfática está distribuído nos Estados produtores de
Minas Gerais com 73,8%, Goiás com 8,3% e São Paulo com 7,3%, que juntos
participam com 89,4% das reservas totais do país, seguido dos Estados de Santa
Catarina, Ceará, Pernambuco, Bahia e Paraíba, com os 10,6% restantes.
De acordo com os dados do DNPM/DIDEM – Mineral Commodity Summaries
– ANDA/IBRAFOS (2006), o Parque Industrial Brasileiro de Rocha Fosfática
movimentou, em 2005, um volume superior a 34 milhões de toneladas de Run of Mine
com um teor médio próximo dos 13,5% de P2O5, que representou uma produção de 5,49
milhões de toneladas de concentrado fosfático (equivalente a 2,044 milhões de nutriente
P2O5). O parque industrial de fosfatados brasileiro ocupa a 8ª colocação dentre os
produtores mundiais de concentrado de rocha fosfática com 3,7% de participação.
Segundo o estudo elaborado, em 2001, pelo grupo SMM/MME/CPRM, sobre a
projeção da demanda nacional para fosfato, expresso em P2O5, sinalizou para 2010 um
consumo da ordem de 2,93 milhões de toneladas, à taxa de crescimento de 4,57% a.a.
52
De acordo com Kulay (2004), a produção nacional de concentrado fosfático é
dominada atualmente por três empresas: FOSFÉRTIL/ULTRAFÉRTIL, detentora de
51,9% da oferta interna de insumos fosfatados; BUNGE FERTILIZANTES - 30,4%; e a
COPEBRÁS S.A., cuja participação monta cerca de 13,5%.
3.8.3. Ácido sulfúrico
Atualmente, embora possa ser feito ácido sulfúrico à concentração de 100%, tal
solução perderia SO3 por evaporação, de maneira que restaria no final ácido sulfúrico a
98,3%. A solução a 98% é mais estável para a armazenagem e por isso é a forma usual
do ácido sulfúrico "concentrado".
O ácido sulfúrico é um líquido muito polar, com uma constante dielétrica de
cerca de 100. Isto é pelo fato de o ácido sulfúrico ser capaz de dissociar-se e protonar a
si próprio, em um processo conhecido como autoprotólise, que acontece a um grau 10
bilhões de vezes maior que na água, conforme a reação abaixo:
2H2SO4 ↔H3SO4+
+ HSO4¯
Este fato permite que prótons sejam altamente móveis em H2SO4 e faz do ácido
um excelente solvente para muitas reações químicas.
O ácido sulfúrico pode ser obtido principalmente, a partir de enxofre elementar -
seja ele natural ou recuperado de sulfetos metálicos (SILVA, 1982 apud KULAY,
2000). Neste segundo caso, o ácido sulfúrico é um subproduto do processamento
minaral.
De acordo com Silva (1982) apud Kulay (2000), dentre essas fontes o enxofre
elementar é a mais empregada, por se tratar da matéria-prima mais econômica.
Entretanto, Bacic (2006) afirma que as previsões são de incremento da oferta mundial
de enxofre recuperado a partir do processamento do petróleo. Uma das explicações para
isso é a determinação legal (a nível mundial) da retirada do enxofre presente no
combustível fóssil, a fim de se evitar a emissão atmosférica de sulfetos durante o uso do
combustível fóssil.
De acordo com Kulay (2000), no Brasil 85% do enxofre é importada na forma de
enxofre elementar. Os 15% restantes, segundo o autor, são produzidos no país, a partir
da recuperação do enxofre existente no petróleo e gás natural, ou em sulfetos de metais não
ferrosos.
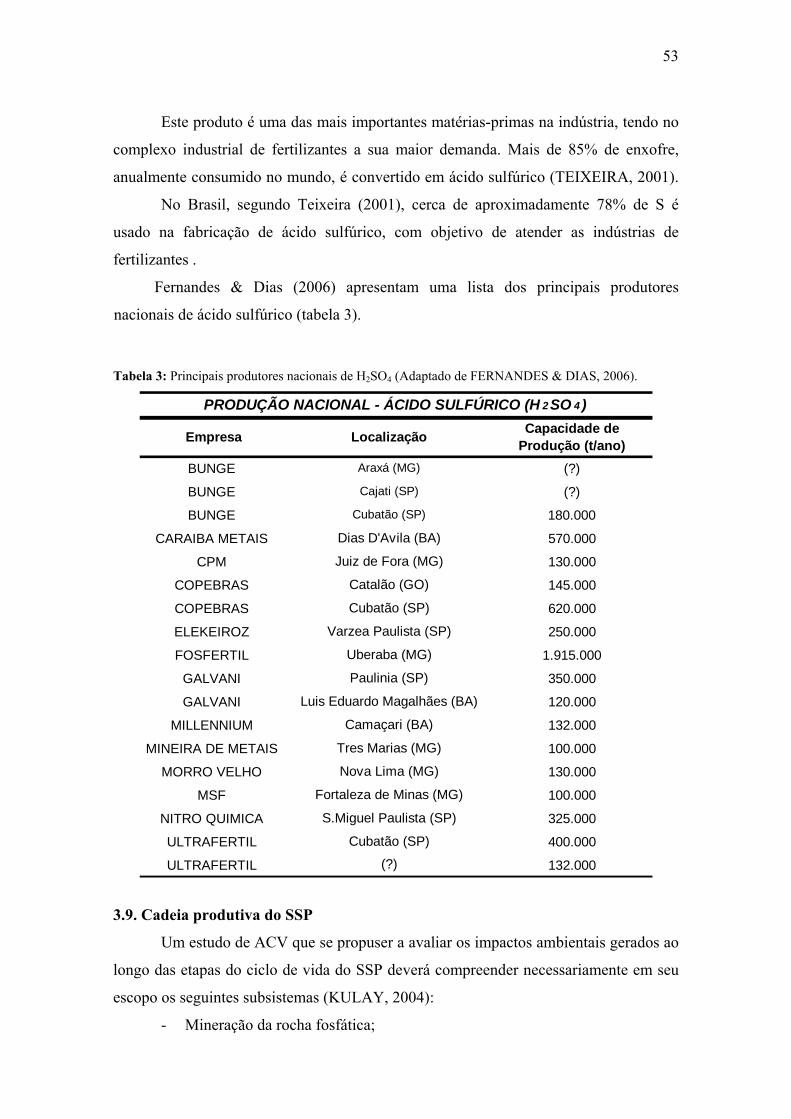
53
Este produto é uma das mais importantes matérias-primas na indústria, tendo no
complexo industrial de fertilizantes a sua maior demanda. Mais de 85% de enxofre,
anualmente consumido no mundo, é convertido em ácido sulfúrico (TEIXEIRA, 2001).
No Brasil, segundo Teixeira (2001), cerca de aproximadamente 78% de S é
usado na fabricação de ácido sulfúrico, com objetivo de atender as indústrias de
fertilizantes .
Fernandes & Dias (2006) apresentam uma lista dos principais produtores
nacionais de ácido sulfúrico (tabela 3).
Tabela 3: Principais produtores nacionais de H2SO4 (Adaptado de FERNANDES & DIAS, 2006).
BUNGE (?)
BUNGE (?)
BUNGE 180.000
CARAIBA METAIS 570.000
CPM 130.000
COPEBRAS 145.000
COPEBRAS 620.000
ELEKEIROZ 250.000
FOSFERTIL 1.915.000
GALVANI 350.000
GALVANI 120.000
MILLENNIUM 132.000
MINEIRA DE METAIS 100.000
MORRO VELHO 130.000
MSF 100.000
NITRO QUIMICA 325.000
ULTRAFERTIL 400.000
ULTRAFERTIL 132.000
PRODUÇÃO NACIONAL - ÁCIDO SULFÚRICO (H 2 SO 4 )
Empresa Capacidade de Produção (t/ano)Localização
Araxá (MG)
Dias D'Avila (BA)
Catalão (GO)
Cubatão (SP)
Cajati (SP)
Cubatão (SP)
Varzea Paulista (SP)
Cubatão (SP)
(?)
Uberaba (MG)
Paulinia (SP)
Tres Marias (MG)
Nova Lima (MG)
Luis Eduardo Magalhães (BA)
Camaçari (BA)
Juiz de Fora (MG)
Fortaleza de Minas (MG)
S.Miguel Paulista (SP)
3.9. Cadeia produtiva do SSP
Um estudo de ACV que se propuser a avaliar os impactos ambientais gerados ao
longo das etapas do ciclo de vida do SSP deverá compreender necessariamente em seu
escopo os seguintes subsistemas (KULAY, 2004):
- Mineração da rocha fosfática;
54
- Beneficiamento da rocha fosfática;
- Produção de ácido sulfúrico;
- Produção de superfosfato simples (SSP).
No Brasil, esta cadeia produtiva, em geral, é desenvolvida pelo próprio grupo
empresarial responsável pela manufatura final do SSP (KULAY, 2004). Além dos
subsistemas incluídos nas etapas ditas diretas da manufatura do SSP, para que este tipo
avaliação torne-se mais fidedigna a proposta de estudos de ACV, é interessante avaliar
também os subsistemas indiretos deste ciclo de vida, a saber:
- Recuperação de enxofre;
- Produção de cal hidratada;
- Desmineralização da água;
- Produção de soda cáustica;
- Produção de diesel refinado;
- Produção de energia elétrica.
Com exceção da etapa de desmineralização de água, os demais subsistemas
indiretos são executados externamente aos grupos do segmento de fertilizante
fosfatados.
3.9.1. Mineração de rocha fosfática
Para satisfazer a necessidade de adubação dos solos brasileiros é preciso passar
por algumas etapas até alcançar a fase de fabricação do fertilizante. A primeira delas é a
extração de rocha fosfática a fim de fazer o aproveitamento do fósforo.
A matéria-prima para a produção de fertilizantes fosfatados é a rocha fosfática.
Trata-se de um recurso natural onde o fósforo apresenta-se, principalmente, na forma de
apatita, que não é assimilável, diretamente, pelos vegetais.
A explotação nacional do minério de fosfato está restrita à minas à céu aberto,
produzindo concentrados de rocha com média nacional de 35,5% de P2O5 contido. Em
termos de concentrado de rocha, os consumidores nacionais são as unidades químicas
de fertilizantes e as de ácido fosfórico, uma vez que as quantidades dessa matéria-prima
aplicadas diretamente ao solo, ainda, são de reduzida participação (SOUZA, 2001).
Em jazidas cujo contexto geológico apresenta as chamadas rochas “duras”, a
extração da rocha fosfática é realizada com auxílio de cargas de dinamite,
55
adequadamente instaladas ao longo do corpo mineralizado. Enquanto em jazidas, onde o
minério tem características friáveis, a lavra é feita apenas com a utilização de
retroescavadeiras.
Os trabalhos de lavra do minério fosfático são precedidos de estudos detalhados,
realizados através de sondagem ao longo do corpo mineralizado. A partir de um teor de
corte pré-definido é feita a extração do minério, através de retroescavadeiras (com ou
sem auxílio de dinamites). Finalmente, o minério fosfático é transportado via caminhões
basculantes até a usina de beneficiamento.
3.9.2. Beneficiamento de rocha fosfática
O minério fosfático (rocha) antes de seguir para a unidade industrial de
fabricação de fertilizantes fosfatados, deve passar por um processo de concentração do
P2O5. O processo de concentração é conhecido como beneficiamento e consiste
basicamente na remoção dos minerais acessórios da rocha fosfática. Tal processo é
consagrado mundialmente pela rota úmida.
O minério lavrado é descarregado em uma moéga, onde a partir daí iniciam as
operações do seu beneficiamento. Primeiramente, segundo Kulay (2004), a rocha é
fragmentada em um britador e classificada em um diâmetro compatível com o resto do
circuito produtivo. Antes de o material seguir o circuito, deve passar por uma etapa de
homogeneização. Tal necessidade é proveniente da relativa variabilidade da composição
mineralógica da rocha fosfatada.
Após as etapas de britagem e homogeneização, Kulay (2004) explica que o
material segue para as operações de moagem, desmagnetização, deslamagem,
condicionamento, flotação, desaguamento, filtração e secagem. Cekinski (1990)
apresenta a seqüência típica das operações de beneficiamento, bem como o os fluxos de
entradas de cada etapa do circuito na figura 10.
Segundo Kulay (2004) a moagem da rocha é realizada a úmido, normalmente
em moinhos de barras. Silva (1998) apud Kulay (2004) explica que nesta etapa a
granulometria do material é definida pelo grau de moabilidade, que estabelece o
percentual de separação entre os grãos de apatita e os dos demais componentes da rocha
fosfática. Silva (1998) apud Kulay (2004) adverte que a definição do grau de
moabilidade está intimamente relacionada ao consumo de energia despendido durante a
moagem. Deve ser ressaltado ainda que a determinação deste parâmetro está
diretamente ligada às características físico-química da rocha fosfática.
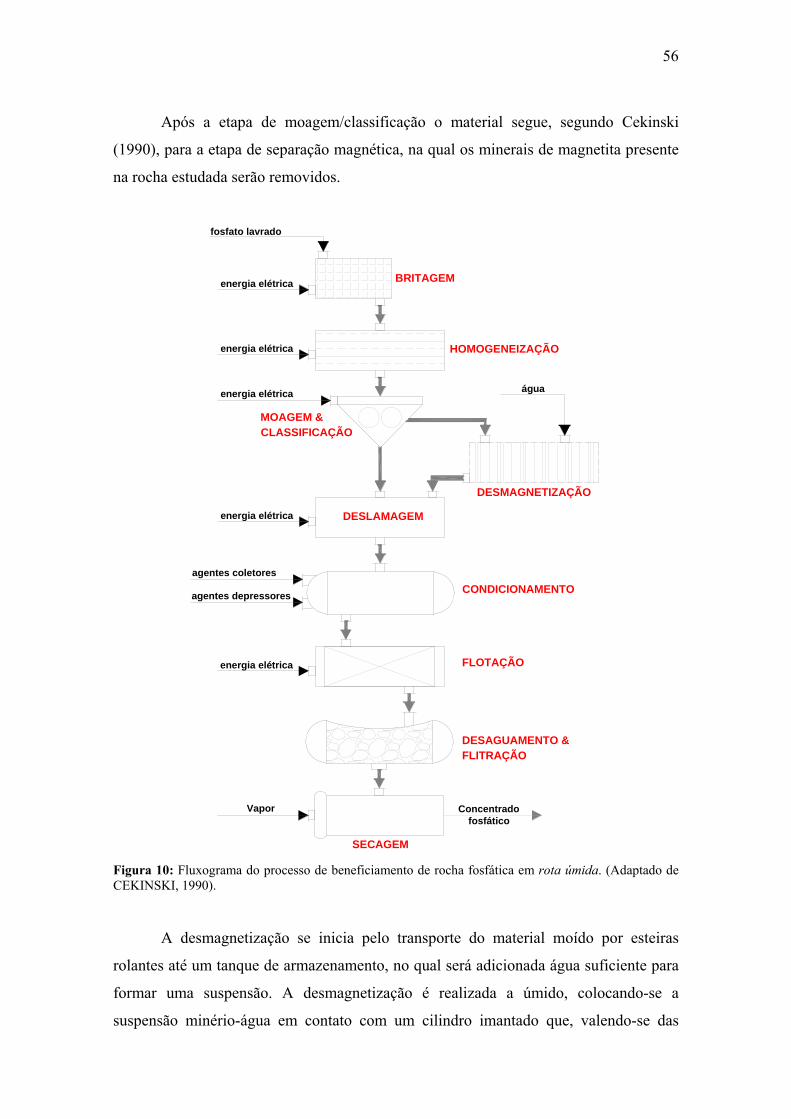
56
Após a etapa de moagem/classificação o material segue, segundo Cekinski
(1990), para a etapa de separação magnética, na qual os minerais de magnetita presente
na rocha estudada serão removidos.
fosfato lavrado
energia elétrica BRITAGEM
HOMOGENEIZAÇÃO
SECAGEM
MOAGEM &CLASSIFICAÇÃO
energia elétrica
Vapor
energia elétrica
energia elétrica
DESMAGNETIZAÇÃO
água
DESLAMAGEMenergia elétrica
agentes coletores
agentes depressores CONDICIONAMENTO
FLOTAÇÃO
DESAGUAMENTO &FLITRAÇÃO
Concentradofosfático
Figura 10: Fluxograma do processo de beneficiamento de rocha fosfática em rota úmida. (Adaptado de CEKINSKI, 1990).
A desmagnetização se inicia pelo transporte do material moído por esteiras
rolantes até um tanque de armazenamento, no qual será adicionada água suficiente para
formar uma suspensão. A desmagnetização é realizada a úmido, colocando-se a
suspensão minério-água em contato com um cilindro imantado que, valendo-se das
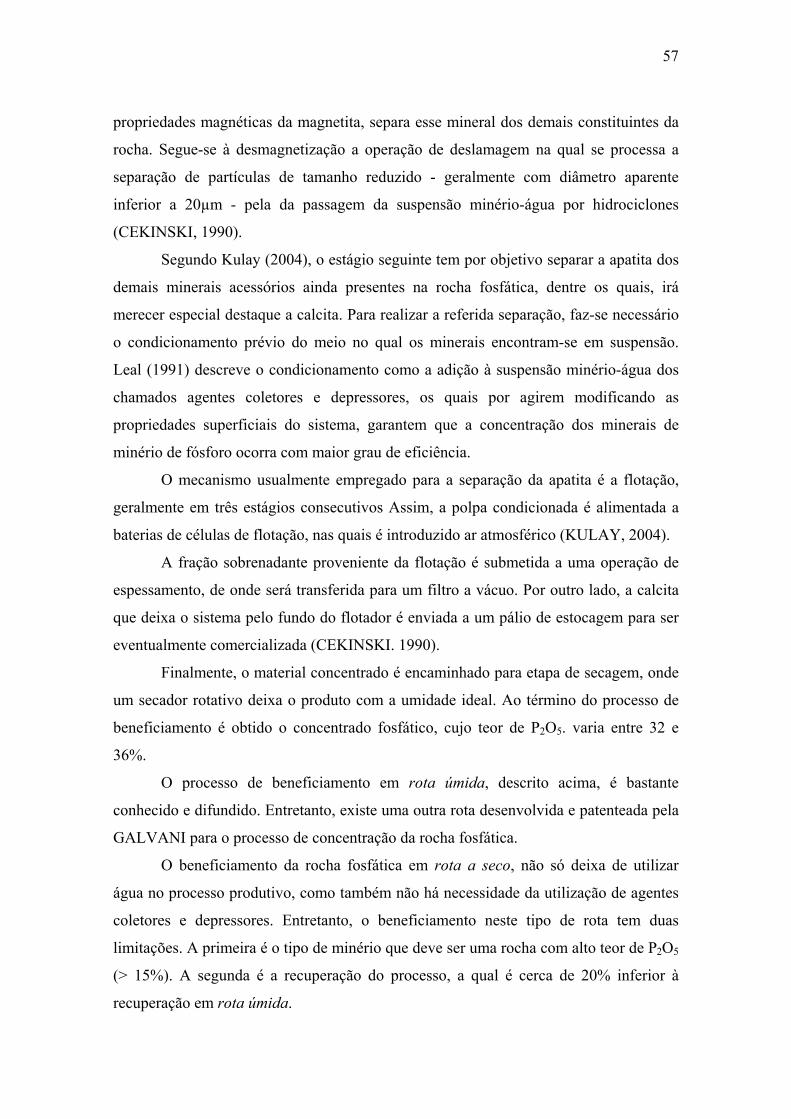
57
propriedades magnéticas da magnetita, separa esse mineral dos demais constituintes da
rocha. Segue-se à desmagnetização a operação de deslamagem na qual se processa a
separação de partículas de tamanho reduzido - geralmente com diâmetro aparente
inferior a 20µm - pela da passagem da suspensão minério-água por hidrociclones
(CEKINSKI, 1990).
Segundo Kulay (2004), o estágio seguinte tem por objetivo separar a apatita dos
demais minerais acessórios ainda presentes na rocha fosfática, dentre os quais, irá
merecer especial destaque a calcita. Para realizar a referida separação, faz-se necessário
o condicionamento prévio do meio no qual os minerais encontram-se em suspensão.
Leal (1991) descreve o condicionamento como a adição à suspensão minério-água dos
chamados agentes coletores e depressores, os quais por agirem modificando as
propriedades superficiais do sistema, garantem que a concentração dos minerais de
minério de fósforo ocorra com maior grau de eficiência.
O mecanismo usualmente empregado para a separação da apatita é a flotação,
geralmente em três estágios consecutivos Assim, a polpa condicionada é alimentada a
baterias de células de flotação, nas quais é introduzido ar atmosférico (KULAY, 2004).
A fração sobrenadante proveniente da flotação é submetida a uma operação de
espessamento, de onde será transferida para um filtro a vácuo. Por outro lado, a calcita
que deixa o sistema pelo fundo do flotador é enviada a um pálio de estocagem para ser
eventualmente comercializada (CEKINSKI. 1990).
Finalmente, o material concentrado é encaminhado para etapa de secagem, onde
um secador rotativo deixa o produto com a umidade ideal. Ao término do processo de
beneficiamento é obtido o concentrado fosfático, cujo teor de P2O5. varia entre 32 e
36%.
O processo de beneficiamento em rota úmida, descrito acima, é bastante
conhecido e difundido. Entretanto, existe uma outra rota desenvolvida e patenteada pela
GALVANI para o processo de concentração da rocha fosfática.
O beneficiamento da rocha fosfática em rota a seco, não só deixa de utilizar
água no processo produtivo, como também não há necessidade da utilização de agentes
coletores e depressores. Entretanto, o beneficiamento neste tipo de rota tem duas
limitações. A primeira é o tipo de minério que deve ser uma rocha com alto teor de P2O5
(> 15%). A segunda é a recuperação do processo, a qual é cerca de 20% inferior à
recuperação em rota úmida.
58
A concentração da rocha fosfática em rota a seco é em concepção composto
da seqüência de: britagem, homogeneização, secagem, moagem, classificação
granulométrica, resfriamento e desmagnetização (Figura 11).
SILVA & Kulay (2000) ressaltam que o beneficiamento de minério fosfático
gera grande quantidade de resíduos sólidos, seja em rota a seco ou em rota úmida,
tratando-se de um problema consagrado da indústria de fertilizantes, cuja busca de
alternativas de reuso, reciclagem e revalorização se constituem em desafio para o futuro.
Por sua vez, Oba (2004) afirma que estes rejeitos podem ser reutilizados na fabricação
de um fertilizante organo-fosfatado, baseado no processo Humifert, desenvolvidos pelos
pesquisadores franceses F. Sternicha (1988) e A. Bernard. Oba (2004) explica que o
processo humifert propõe a manufatura de um novo fertilizante organo-fosfatado, de
simples fabricação, através da solubilização nítrica dos fosfatos, a partir da mistura de
rejeitos fosfáticos moídos e de matérias orgânicas umidificadas.
fosfato rico lavrado
energia elétrica
vapor
Concentradofosfático
BRITAGEM
HOMOGENEIZAÇÃO
SECAGEM
MOAGEM &CLASSIFICAÇÃO
RESFRIAMENTO
DESMAGNETIZAÇÃO
energia elétrica
energia elétrica
energia elétrica
energia elétrica
Figura 11: Fluxograma do processo de beneficiamento de rocha fosfática em rota a seco.
59
3.9.3. Produção de ácido sulfúrico
A tecnologia para fabricação de ácido sulfúrico é bastante conhecida e madura.
Devem ser ressaltados alguns dos últimos desenvolvimentos tecnológicos, como a
inovação do processo de Dupla Absorção – DA (figura 12), que maximizou a
recuperação de calor com emissão de SO2 menor do que 100 ppm (FERNANDES &
DIAS, 2006).
Kulay (2004) ressalta que as empresas voltadas para o ramo de fertilizantes
utilizam, em sua totalidade, a tecnologia de processo de DA para proceder a fabricação
em escala econômica de ácido sulfúrico.
O processo produtivo do ácido sulfúrico pode resumidamente ser dividido nas
seguintes etapas:
- Fusão e filtragem de enxofre;
- Combustão de enxofre;
- Conversão de SO2 em SO3;
- Absorção do SO3;
- Circulação, Resfriamento e Estocagem do H2SO4.
O processo de fusão inicia-se com a adição de cal hidratada – Ca(OH)2 para
corrigir a acidez natural do enxofre. A partir daí o material é levado até o fundidor a
uma temperatura média de 120ºC, onde por troca térmica com vapor saturado derrete-se
o enxofre.
Após o processo de fusão, o enxofre líquido é bombeado do fundidor para o
filtro prensa com o objetivo de se remover as impurezas. O enxofre filtrado e limpo é
estocado em um tanque, enquanto o material retido no filtro denominado de borra de
enxofre é segregado em local apropriado.
A partir daí o enxofre liquefeito é transferido, por bombas verticais centrifugas,
para o queimador, onde se inicia o processo de queima do S a uma temperatura interna
chega a 1000ºC.
O ar para a combustão do enxofre é fornecido por um soprador de ar, acionado
por uma turbina à vapor superaquecido. O ar atmosférico, antes de entrar no queimador
o ar atmosférico passa por uma torre de secagem. Nesta torre a umidade do ar é
absorvida por acido sulfúrico (recirculado), que a atravessa contra corrente, obtendo-se
o ar seco que alimenta o forno.
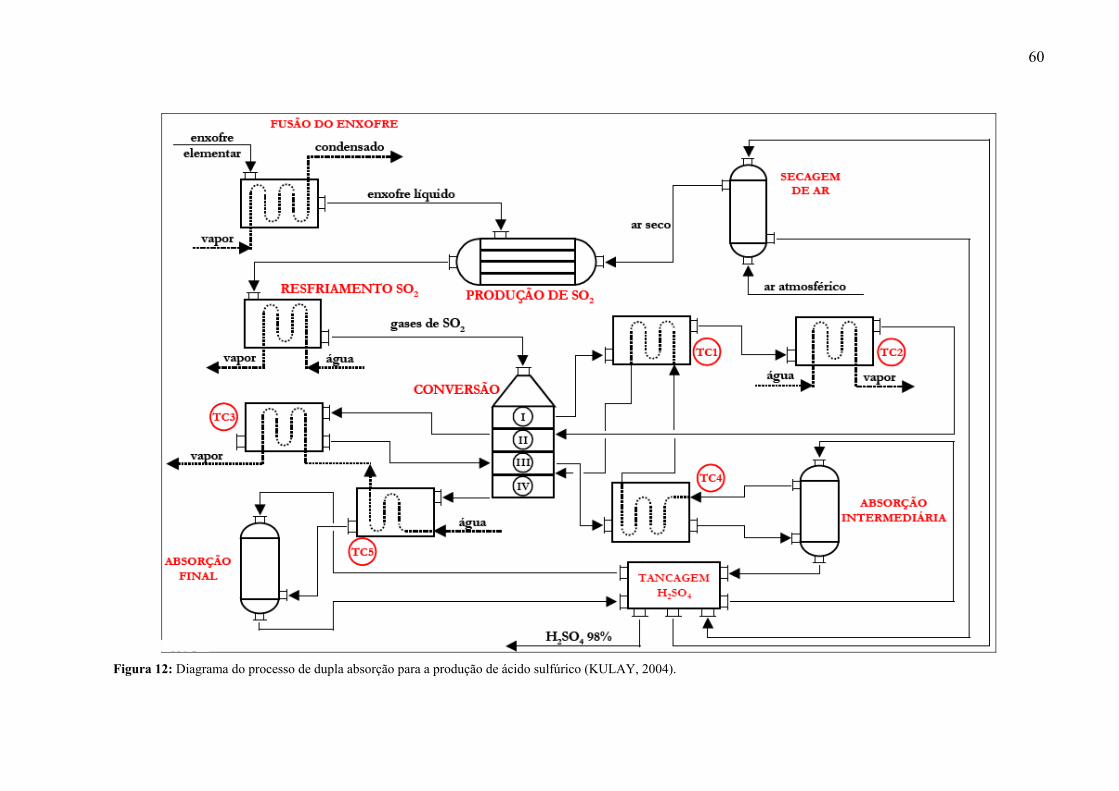
60
Figura 12: Diagrama do processo de dupla absorção para a produção de ácido sulfúrico (KULAY, 2004).
61
No queimador, o enxofre líquido é borrifado por um maçarico, entrando em
contato com o O2 seco, ingressando em um processo de combustão. Este processo
exotérmico gera dióxido de enxofre (SO2), liberando muita energia.
Sander (1977) apud Kulay (2004) relata que somente a combustão do enxofre
elementar gere perto de 3,03 GJ de energia para cada tonelada de ácido sulfúrico
produzido. Por conta disso, a temperatura dos gases emanados da câmara de combustão,
varia entre 950 e 1100°C.
A reação estequiométrica de combustão do enxofre elementar aparece
representada a seguir pela equação 1:
S(s) + O2 → SO2(g)
Na reação acima as proporções de S e O2 são ajustadas de forma a se produzir
um gás com cerca de 11% de SO2. O excesso de ar garante a “sobra” de oxigênio, o que
de acordo com Silva (1998) apud Kulay (2004) é desejável por razões cinéticas para a
etapa de conversão catalítica.
A considerável quantidade de energia liberada que eleva a temperatura dos
gases no queimador para até 1000ºC deve ser reduzida para uma temperatura entre
430ºC e 440ºC, de modo a permitir uma maior eficiência para próxima etapa do
processo. Para isso acopla-se ao queimador uma caldeira tubular, chamada de caldeira
do queimador, a qual gera vapor pela troca térmica entre os gases quentes que passam
no feixe tubular e água contida no vaso.
Após adequação de temperatura, segue a etapa de transformação de dióxido de
enxofre (SO2) em trióxido de enxofre (SO3). Este processo é realizado em um conversor
catalítico, o qual é dividido internamente em 4 leitos horizontais independentes. Nestes
leitos está depositado o catalisador da reação: o pentóxido de vanádio (V2O5).
Para evitar perdas de rendimento no conversor, provenientes da fragmentação
do leito catalítico de V2O5 em decorrência de seu uso sucessivo, Dalo & Vilani (1984)
sugerem que parte desse material seja substituída periodicamente.
Os gases provenientes da caldeira do queimador entram no primeiro leito do
conversor, a cerca de 430ºC, onde a mistura gasosa de SO2, O2, e N2 fluem através do
leito onde encontra-se o catalisador permeando-se no mesmo. Assim o SO2 reage com o
O2 e libera mais energia, conforme a equação 2:
2SO2(g) + O2(g) → 2SO3(g) V2O5
62
A temperatura na saída do primeiro leito eleva-se para uma temperatura de até
620ºC, devendo ser reduzida para 430ºC novamente, para que na entrada do segundo
leito a reação de conversão seja otimizada e assim sucessivamente nos demais leitos.
O resfriamento dos gases na saída do primeiro leito é realizado em um trocador
de calor chamado superaquecedor de vapor. Este equipamento é alimentado com vapor
saturado obtendo-se, após a troca térmica, vapor superaquecido a 420ºC, o qual é
utilizado para funcionamento da turbina do soprador de ar principal.
A Planta de ácido sulfúrico pode, utilizando o vapor superaquecido, produzir
energia elétrica através de um turbo gerador. Após o segundo leito catalítico, já com
87% do SO2 convertido em SO3, os gases com temperatura por volta de 515ºC são
resfriados para cerca de 420ºC. Este processo dar-se em um trocador de tubos tipo
gás/gás que é alimentado pelos gases da torre de absorção intermediaria.Na saída do
terceiro leito, o gás com aproximadamente 96% de SO2 convertido a SO3, a uma
temperatura de cerca de 460ºC atravessa a torre de absorção intermediaria.
O principio de funcionamento da torre de absorção é similar ao da torre de
secagem, de forma que o gás circula contra corrente do H2SO4 (a 98%), propiciando a
absorção do SO3 pela água contida no ácido sulfúrico. Para atingir um nível eficiente
absorção, os gases que fluem do terceiro leito devem ser resfriados a 220ºC no
economizador.
Na saída da torre de absorção intermediaria o gás livre de SO3 à 80ºC deve ser
reaquecido a 420ºC para continuar a reação de conversão de SO2 para SO3 no quarto
leito do conversor. Para esta finalidade o gás passa através de dois trocadores de calor
intermediários, dispostos em série.
Após a conversão final de SO2 em SO3 no quarto leito catalítico, o gás é
resfriado de 450ºC para 210ºC no trocador intermediário, o que acarreta em
aquecimento do gás proveniente da torre de absorção intermediaria. O processo de
conversão do SO2 em SO3 atinge uma atinge uma taxa superior a 99,7%.
A próxima etapa compreende a circulação, resfriamento e estocagem do
H2SO4. Primeiramente, um tanque de recirculação recebe o H2SO4 diluído (que
absorveu a umidade do ar da torre de secagem) e o H2SO4 mais concentrado
proveniente das torres de absorção (intermediária e final). No tanque de recirculação
adiciona-se H2O na quantidade que permita garantir a concentração do H2SO4 em 98%.
63
Do tanque de recirculação o H2SO4 é bombeado até o topo das torres, onde é
distribuído de forma uniforme para garantir o melhor contato liquido/gás, após ser
resfriado em um trocador de calor.
O produto que vai para a estocagem, corresponde à reação da água adicionada
no tanque de circulação com o SO3 alimentado nas torres de absorção (intermediária e
final), conforme reação da equação 3:
SO3(g) + H20(l) → H2SO4(l)
Ressalta-se novamente o caráter exotérmico das reações de produção do ácido
sulfúrico. Sander e outros (1984) apud Kulay (2004) reportam que em virtude do caráter
exotérmico das reações envolvidas nesse processamento, por volta de 5,4GJ de energia
na forma de calor são produzidas em média durante a fabricação de uma tonelada de
ácido sulfúrico (100%) a partir de enxofre elementar. Destas, conforme explicitado
anteriormente, 3,03 GJ são geradas na etapa de combustão.
Na tabela 4, está apresentado o balanço energético típico para a produção de
ácido sulfúrico (a 98%) a partir de enxofre elementar.
Tabela 4: Balanço Energético para a produção industrial de H2SO4 (98%) (KULAY, 2004).
Reação exotérmica: S ↔ H2SO4 97 Vapor superaquecido (40 kgf/cm² e 400ºC) 60Energia elétrica 3 Energia perdida em diversos estágios 37
Emissões atmosféricas 2,5Ácido sulfúrico (98%) 0,5
TOTAL 100 TOTAL 100
BALANÇO ENERGÉTICOEntrada de Energia Saída de Energia
Origem (%) Origem (%)
De acordo com Kulay (2004) cerca de 40% do total dessa geração acaba por se
perder nos seguintes pontos do processo: absorção intermediária (28%), circuito de
absorção final (7%), secagem do ar de combustão (1%), resfriamento do ácido sulfúrico
(1%), junto às emissões atmosféricas (2,5%) e finalmente, incorporado ao próprio ácido
produzido (0,5%).
O vapor de alta pressão gerado por conta da recuperação de calor é produzido em
dois pontos do processo: na caldeira, por ocasião do resfriamento dos gases emanados
64
do combustor que deverão depois seguir para o conversor, e nos equipamentos de troca
térmica usados para a refrigeração das correntes gasosas que circulam entre os leitos
catalíticos (KULAY, 2004).
3.9.4. Produção de Superfosfato Simples (SSP)
O fertilizante Superfosfato Simples (SSP) é um fertilizante fosfatado produzido
a partir da reação direta entre concentrado fosfático e ácido sulfúrico. Segundo Padilha
(2005), é conveniente que concentrado fosfático contenha mais de 50% de fosfato
tricálcico e menos de 2% de óxidos de ferro e de alumínio. O autor adverte que caso o
teor destes for maior que 4%, o adubo resultante será prejudicado em suas propriedades
físicas, além consumir maiores quantidades de H2SO4 na sua manufatura.
Atualmente a produção de SSP pode ser efetuada por meio de diversas rotas
processuais. No Brasil, a tecnologia mais difundida é a do processo contínuo, composto
por um misturador de alta intensidade e por um reator do tipo correia (SILVA, 1982
apud KULAY, 2000).
De acordo com Padilha (2005), a fabricação de 1t de produto consiste na mistura
de 40 litros de água, 360 litros de ácido sulfúrico sobre 600 kg do fosfato natural moído.
A primeira etapa do processo é a moagem do concentrado fosfático. A partir daí,
um misturador é alimentado com rocha fosfática moída, ácido sulfúrico concentrado
(98%) e água.
De acordo com Kulay (2000), a decomposição da apatita, existente na rocha
fosfática, pelo ataque do H2SO4 acontece em dois estágios. No primeiro estágio, o ácido
sulfúrico reage com parte do minério fosfático gerando ácido fosfórico, sulfato de
cálcio (geralmente hemi-hidratado) e ácido fluorídrico. Esta reação é rápida e forma uma
suspensão no interior do misturador. Segundo o autor, a reação no misturador é
exotérmica, o que faz com que a temperatura na saída do misturador atinja cerca de
125°C.
A equação (1), apresentada por Hill (1964) apud Kulay (2000), representa a
reação ocorrida no primeiro estágio:
0,7Ca10(PO4)6F2 + 7H2SO4 + 3,5H2O → 4,2H3PO4 + 7CaSO4.1/2H2O + 1,4HF (Eq. 1)
A massa formada no misturador é descarregada continuamente em uma correia
enclausurada de reação, denominada DEN, onde o material solidifica-se após alguns
minutos, onde ocorre o segundo estágio da reação. Kulay (2000) explica que neste
65
estágio, ácido fosfórico produzido na primeira etapa ataca o mineral fosfático não
reagido, formando fosfato monocálcico e ácido fluorídrico. Trata-se de uma reação
lenta, onde a suspensão formada começa a se solidificar.
A equação (2), também citada por Hill (1964) apud Kulay (2000), representa o
segundo estágio de reação:
0,3Ca10(PO4)6F2 + 4,2 H3PO4 + 3 H2O → 3 Ca(H2PO4)2. H2O + 0,6 HF (Eq. 2)
Kulay (2000) ressalta que ao final deste período o material deve estar a uma
temperatura próxima aos 90ºC, devendo o calor excedente ser removido por circulação
de ar sobre o mesmo.
Apos o término da reação, no final da DEN, o material passa por um conjunto de
lâminas, para corte da “torta de SSP” formada. O produto é transportado, em geral por
correias transportadoras, para a próxima etapa, a curagem.
Segundo Cekinski (1990), é na curagem que as reações de solubilização do
concentrado fosfático e minerais contaminantes se completam.
A cura do fertilizante SSP tem um período de duração sempre superior a 10 dias,
podendo, em alguns casos, exceder quatro semanas. É também nesse período que se
iniciam reações químicas colaterais de formação de sais complexos, capazes de afetar a
solubilidade e disponibilidade do fósforo contido (UNIDO, 1980 apud KULAY, 2000).
Um ponto importante do processo produtivo do SSP é a geração de efluentes
líquidos ácidos. Como explicitado na equação 2, a acidulação da rocha fosfática acaba
por gerar gases contendo umidade e ácido fluorídrico (HF). Estes gases são captados
através de uma coifa removendo-os através de dutos para o sistema de lavagem. Neste
sistema, o HF é absorvido após reação com sílica, proveniente do concentrado fosfático,
e água se transformando em ácido hexafluorsilícico (H2SiF6), conforme equação 3:
6HF + SiO2 + H2O → H2SiF6 + 3H2O (Eq. 3)
O sistema de lavagem deve garantir que a emissão de fluoretos pela chaminé
esteja sempre abaixo de 0,1 Kg./Ton. P2O5 alimentado.
O ácido fluorsilícico concentrado a 20% passa por um filtro prensa para a
retirada de sólidos a fim de se obter um sub-produto adequado para futura
comercialização, ou reutilizá-lo como agente de solubilização da rocha fosfática em
substituição parcial do ácido sulfúrico.
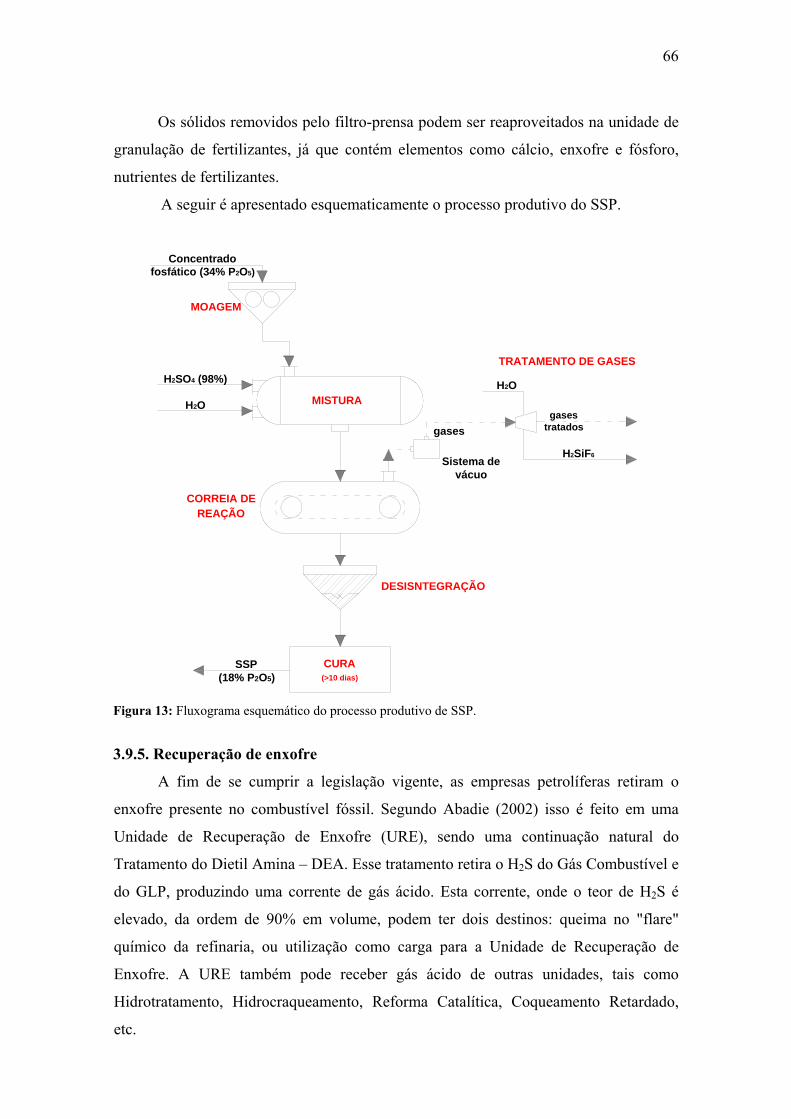
66
Os sólidos removidos pelo filtro-prensa podem ser reaproveitados na unidade de
granulação de fertilizantes, já que contém elementos como cálcio, enxofre e fósforo,
nutrientes de fertilizantes.
A seguir é apresentado esquematicamente o processo produtivo do SSP.
H2SO4 (98%)
H2O
Concentrado fosfático (34% P2O5)
MOAGEM
Sistema de vácuo
TRATAMENTO DE GASES
gasesgases
tratados
H2SiF6
CURA(>10 dias)
MISTURA
CORREIA DE REAÇÃO
DESISNTEGRAÇÃO
SSP (18% P2O5)
H2O
Figura 13: Fluxograma esquemático do processo produtivo de SSP.
3.9.5. Recuperação de enxofre
A fim de se cumprir a legislação vigente, as empresas petrolíferas retiram o
enxofre presente no combustível fóssil. Segundo Abadie (2002) isso é feito em uma
Unidade de Recuperação de Enxofre (URE), sendo uma continuação natural do
Tratamento do Dietil Amina – DEA. Esse tratamento retira o H2S do Gás Combustível e
do GLP, produzindo uma corrente de gás ácido. Esta corrente, onde o teor de H2S é
elevado, da ordem de 90% em volume, podem ter dois destinos: queima no "flare"
químico da refinaria, ou utilização como carga para a Unidade de Recuperação de
Enxofre. A URE também pode receber gás ácido de outras unidades, tais como
Hidrotratamento, Hidrocraqueamento, Reforma Catalítica, Coqueamento Retardado,
etc.
67
A produção de enxofre é conseguida por meio da oxidação parcial do H2S
contido no gás ácido, através do processo Clauss. É queimando 1/3 do H2S presente,
reagindo o restante com o SO2 formado, conforme as reações abaixo:
H2S + 3/2O2 → SO2 + H2O (Eq. 1)
2H2S + SO2 → 3S +2H2O (Eq. 2)
Para que a máxima produção de enxofre possa ser obtida é importante que a
vazão de ar necessária à reação (1) seja estequiometricamente controlada. Globalmente
as reações são bastante exotérmicas, e o calor liberado é aproveitado para a geração de
vapor d'água de média pressão.
Abadie (2002) explica que a primeira etapa do processo de recuperação de
enxofre é marcada pela carga de gás ácido proveniente do Tratamento DEA, sendo
dividida em duas partes: uma delas, em maior quantidade segue para uma câmara de
combustão, indo o restante para os queimadores em linha.
Na câmara de combustão a carga de gás ácido recebe a quantidade de ar
requerida para a combustão de 1/3 do H2S e hidrocarbonetos. O H2S não convertido e o
SO2 reagem parcialmente, produzindo cerca de 60% do total de enxofre recuperável. A
temperatura no interior da câmara de combustão pode atingir valores superiores a
1200°C. Abadie (2002) ressalta que o enxofre tem, à pressão atmosférica, ponto de
fusão de 119°C, e seu ponto de ebulição é de 444°C. Assim, no interior da câmara, ele
se encontra na fase vapor, em comum com vapor d'água, SO2 e H2S gasoso. Esta
primeira etapa é responsável pela produção de enxofre por meio de uma conversão
térmica.
O gás da câmara principal passa através de uma caldeira recuperadora de calor,
para ser resfriado, e ao mesmo tempo, gerar vapor de média pressão. A temperatura é
rebaixada para 300°C, provocando a condensação do enxofre. Este produto vai para um
pote de selagem, e daí para o tanque de enxofre.
A parte não condensada deixa a caldeira recuperadora, passando para o 1°
condensador, abaixando a temperatura dos gases para aproximadamente 195°C. O
enxofre líquido resultante vai para outro pote de selagem, seguindo para o tanque de
enxofre.
O gás remanescente do 1° condensador é novamente aquecido no 1º queimador
de linha, onde uma parte de H2S que foi desviado da câmara de combustão, é aqui
utilizado como combustível, sendo também queimado com deficiência de ar. Os gases
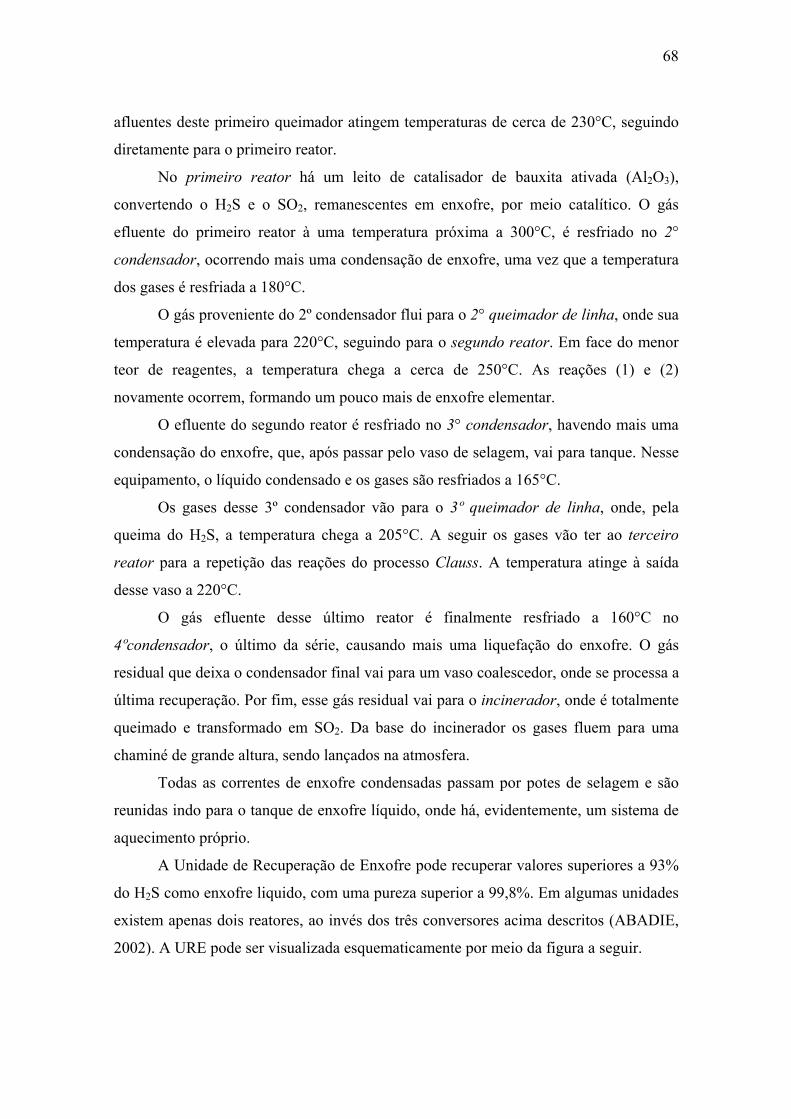
68
afluentes deste primeiro queimador atingem temperaturas de cerca de 230°C, seguindo
diretamente para o primeiro reator.
No primeiro reator há um leito de catalisador de bauxita ativada (Al2O3),
convertendo o H2S e o SO2, remanescentes em enxofre, por meio catalítico. O gás
efluente do primeiro reator à uma temperatura próxima a 300°C, é resfriado no 2°
condensador, ocorrendo mais uma condensação de enxofre, uma vez que a temperatura
dos gases é resfriada a 180°C.
O gás proveniente do 2º condensador flui para o 2° queimador de linha, onde sua
temperatura é elevada para 220°C, seguindo para o segundo reator. Em face do menor
teor de reagentes, a temperatura chega a cerca de 250°C. As reações (1) e (2)
novamente ocorrem, formando um pouco mais de enxofre elementar.
O efluente do segundo reator é resfriado no 3° condensador, havendo mais uma
condensação do enxofre, que, após passar pelo vaso de selagem, vai para tanque. Nesse
equipamento, o líquido condensado e os gases são resfriados a 165°C.
Os gases desse 3º condensador vão para o 3º queimador de linha, onde, pela
queima do H2S, a temperatura chega a 205°C. A seguir os gases vão ter ao terceiro
reator para a repetição das reações do processo Clauss. A temperatura atinge à saída
desse vaso a 220°C.
O gás efluente desse último reator é finalmente resfriado a 160°C no
4ºcondensador, o último da série, causando mais uma liquefação do enxofre. O gás
residual que deixa o condensador final vai para um vaso coalescedor, onde se processa a
última recuperação. Por fim, esse gás residual vai para o incinerador, onde é totalmente
queimado e transformado em SO2. Da base do incinerador os gases fluem para uma
chaminé de grande altura, sendo lançados na atmosfera.
Todas as correntes de enxofre condensadas passam por potes de selagem e são
reunidas indo para o tanque de enxofre líquido, onde há, evidentemente, um sistema de
aquecimento próprio.
A Unidade de Recuperação de Enxofre pode recuperar valores superiores a 93%
do H2S como enxofre liquido, com uma pureza superior a 99,8%. Em algumas unidades
existem apenas dois reatores, ao invés dos três conversores acima descritos (ABADIE,
2002). A URE pode ser visualizada esquematicamente por meio da figura a seguir.
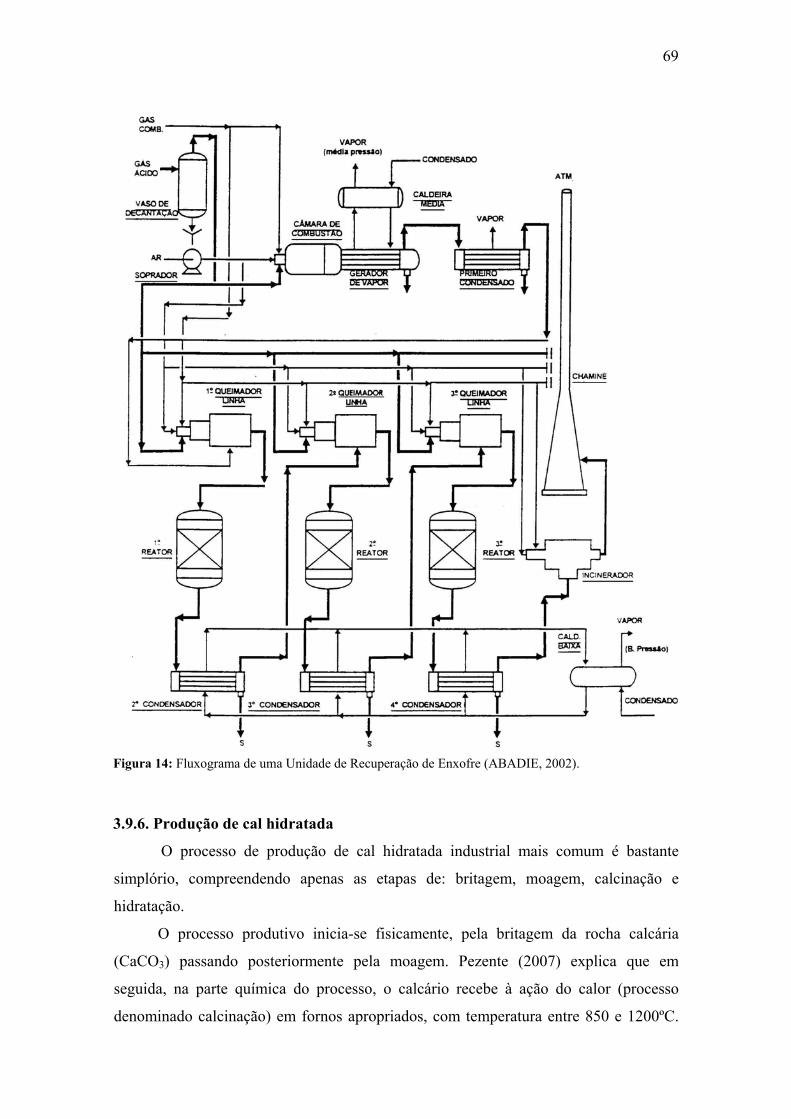
69
Figura 14: Fluxograma de uma Unidade de Recuperação de Enxofre (ABADIE, 2002).
3.9.6. Produção de cal hidratada
O processo de produção de cal hidratada industrial mais comum é bastante
simplório, compreendendo apenas as etapas de: britagem, moagem, calcinação e
hidratação.
O processo produtivo inicia-se fisicamente, pela britagem da rocha calcária
(CaCO3) passando posteriormente pela moagem. Pezente (2007) explica que em
seguida, na parte química do processo, o calcário recebe à ação do calor (processo
denominado calcinação) em fornos apropriados, com temperatura entre 850 e 1200ºC.
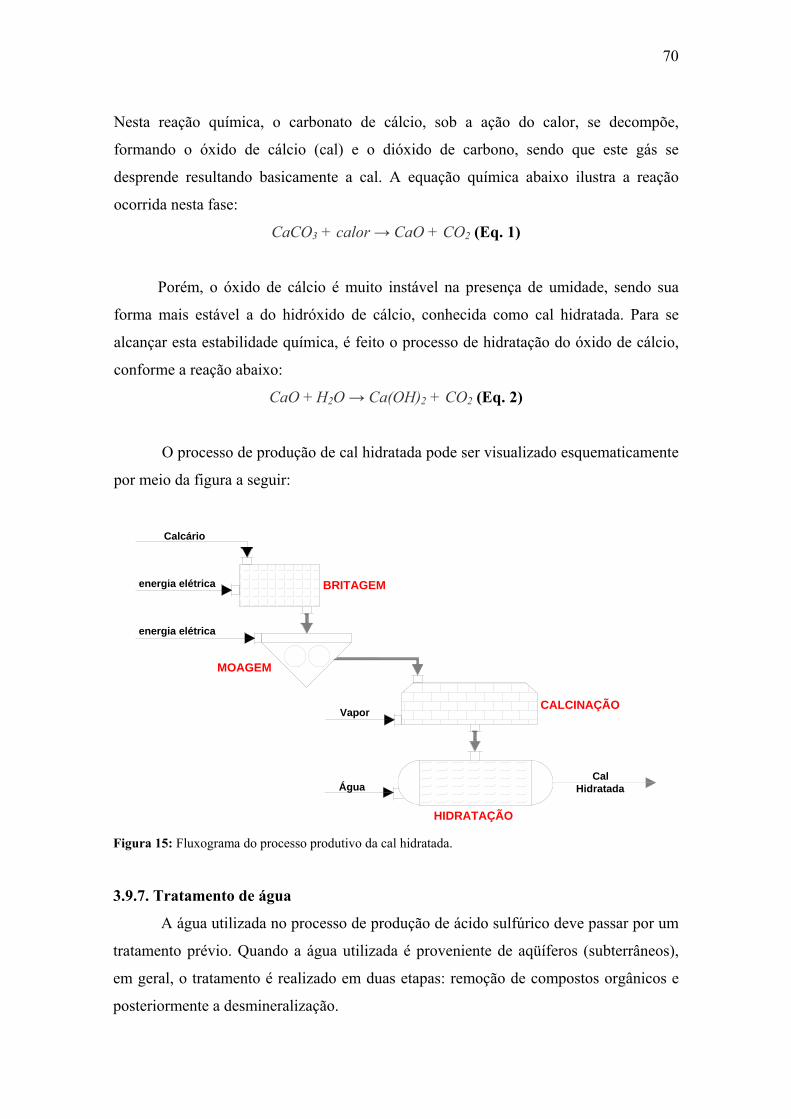
70
Nesta reação química, o carbonato de cálcio, sob a ação do calor, se decompõe,
formando o óxido de cálcio (cal) e o dióxido de carbono, sendo que este gás se
desprende resultando basicamente a cal. A equação química abaixo ilustra a reação
ocorrida nesta fase:
CaCO3 + calor → CaO + CO2 (Eq. 1)
Porém, o óxido de cálcio é muito instável na presença de umidade, sendo sua
forma mais estável a do hidróxido de cálcio, conhecida como cal hidratada. Para se
alcançar esta estabilidade química, é feito o processo de hidratação do óxido de cálcio,
conforme a reação abaixo:
CaO + H2O → Ca(OH)2 + CO2 (Eq. 2)
O processo de produção de cal hidratada pode ser visualizado esquematicamente
por meio da figura a seguir:
Calcário
energia elétrica BRITAGEM
MOAGEM
energia elétrica
CALCINAÇÃO
HIDRATAÇÃO
Cal Hidratada
Vapor
Água
Figura 15: Fluxograma do processo produtivo da cal hidratada.
3.9.7. Tratamento de água
A água utilizada no processo de produção de ácido sulfúrico deve passar por um
tratamento prévio. Quando a água utilizada é proveniente de aqüíferos (subterrâneos),
em geral, o tratamento é realizado em duas etapas: remoção de compostos orgânicos e
posteriormente a desmineralização.
71
3.9.7.1. Remoção de compostos orgânicos da água
A remoção de compostos orgânicos da água pode ser realizada através de
oxidação, adsorção de carvão ativado, processos biológicos, destilação e extração.
Dentre este processos, as unidades de produção de ácido sulfúrico utilizam, a de
adsorção com carvão ativado face à sua simplicidade e pouca área necessária. Desta
forma, a seguir, será apresentado apenas o processo de adsorção com carvão ativado.
O Carvão Ativado pode ser produzido nas formas pulverizada ou granulada. O
tamanho de partícula do carvão pulverizado é no máximo 0,18 mm e o do granulado
varia de 0,25 a 5,0 mm. As aplicações dos dois tipos de carvão são bastante distintas. O
carvão pulverizado é usado somente em adsorções em fase líquida, onde o carvão é
misturado diretamente ao líquido a ser purificado. Após a adsorção, o carvão é separado
do líquido por filtração, decantação ou centrifugação; este tipo de carvão não permite
regenerações. Já o carvão granulado é empregado tanto nas adsorções em fase líquida
quanto nas gasosas. Ele é produzido a partir de matérias-primas duras, por exemplo,
casca de coco, resultando em um produto de rígida estrutura. Isto proporciona alta
dureza, permitindo regenerações sucessivas, que podem ser realizadas através de vapor,
solventes ou ar comprimido (MUSTAFA, 2006). A regeneração do carvão ativado pode
ser também realizada com água. Este, aliás, é o agente de regeneração utilizado pela
GALVANI.
As aplicações industriais do Carvão Ativado fundamentam-se no fenômeno da
adsorção, tanto em fase líquida quanto em fase gasosa. Quase sempre a adsorção sobre o
Carvão Ativado provém de forças fracas de Van Der Waals, resultantes de uma atração
intermolecular (adsorção física). O Carvão Ativado (adsorvente) e os compostos
adsorvidos (adsorbato) não sofrem alterações químicas (MUSTAFA, 2006).
A eficiência da adsorção é função da compatibilidade entre o tamanho das
moléculas a serem adsorvidas e o tamanho dos poros. Mustafa (2006) explica que uma
das grandes aplicações do Carvão Ativado é no tratamento de águas potáveis e
industriais e de efluentes líquidos. Os carvões pulverizados e granulados são
empregados para eliminação da cor, turbidez, odor, sabor, pesticidas e outros poluentes.
Eles são utilizados, também, para a descloração de águas com alto teor de cloro.
3.9.7.2. Desmineralização de água
As principais tecnologias de remoção de sólidos dissolvidos existentes
atualmente são: osmose reversa, troca iônica, evaporação e eletrodiálise reversa.
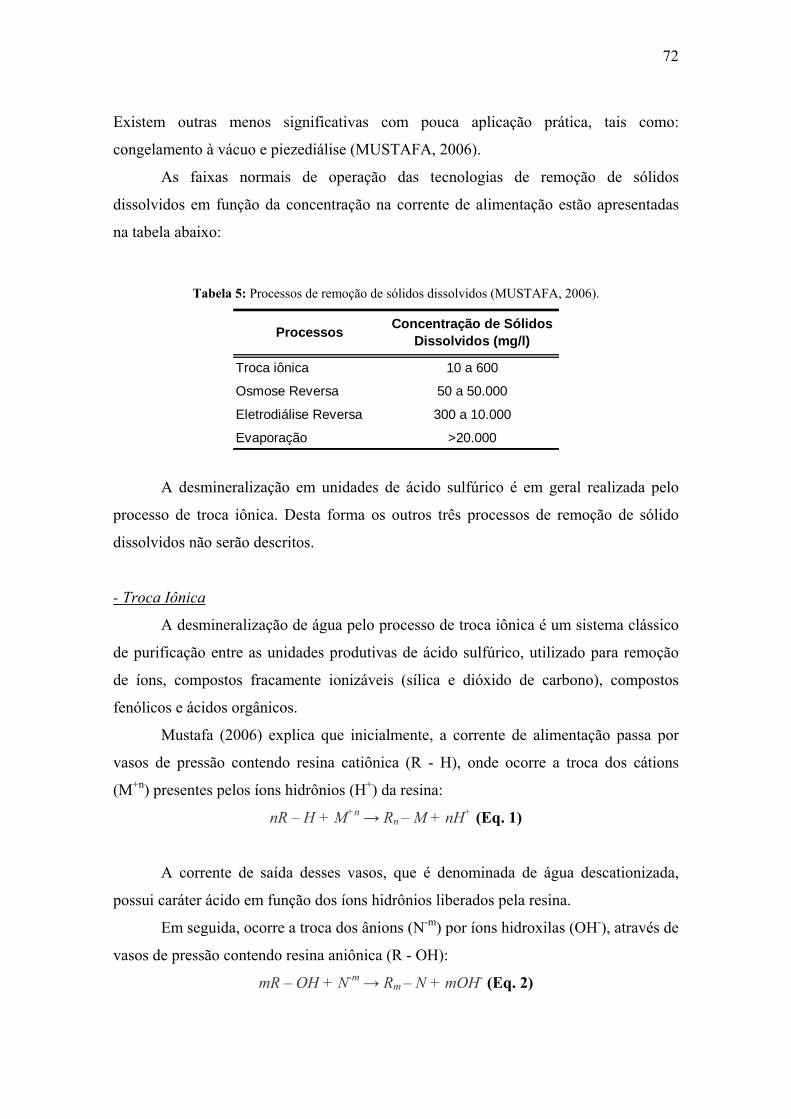
72
Existem outras menos significativas com pouca aplicação prática, tais como:
congelamento à vácuo e piezediálise (MUSTAFA, 2006).
As faixas normais de operação das tecnologias de remoção de sólidos
dissolvidos em função da concentração na corrente de alimentação estão apresentadas
na tabela abaixo:
Tabela 5: Processos de remoção de sólidos dissolvidos (MUSTAFA, 2006).
Troca iônica 10 a 600
Osmose Reversa 50 a 50.000
Eletrodiálise Reversa 300 a 10.000
Evaporação >20.000
Concentração de Sólidos Dissolvidos (mg/l)Processos
A desmineralização em unidades de ácido sulfúrico é em geral realizada pelo
processo de troca iônica. Desta forma os outros três processos de remoção de sólido
dissolvidos não serão descritos.
- Troca Iônica
A desmineralização de água pelo processo de troca iônica é um sistema clássico
de purificação entre as unidades produtivas de ácido sulfúrico, utilizado para remoção
de íons, compostos fracamente ionizáveis (sílica e dióxido de carbono), compostos
fenólicos e ácidos orgânicos.
Mustafa (2006) explica que inicialmente, a corrente de alimentação passa por
vasos de pressão contendo resina catiônica (R - H), onde ocorre a troca dos cátions
(M+n) presentes pelos íons hidrônios (H+) da resina:
nR – H + M+n → Rn – M + nH+ (Eq. 1)
A corrente de saída desses vasos, que é denominada de água descationizada,
possui caráter ácido em função dos íons hidrônios liberados pela resina.
Em seguida, ocorre a troca dos ânions (N-m) por íons hidroxilas (OH-), através de
vasos de pressão contendo resina aniônica (R - OH):
mR – OH + N-m → Rm – N + mOH- (Eq. 2)
73
Os ânions ficam retidos nessa resina e os íons hidroxilas produzidos na troca
iônica neutralizam, os íons hidrônios provenientes das resinas catiônicas, formando
mais moléculas de água:
H+ + OH- → H2O (Eq. 3)
Devido a boa afinidade química entre os ânions carbonatos e bicarbonatos e os
íons hidrônios, grandes quantidades de CO2 podem ser produzidas, quando águas
contendo estes ânions são descationizadas:
CO3-2 + 2H+ → H2O + CO2 (Eq. 4)
HCO3- + H+ → H2O + CO2 (Eq. 5)
Como o CO2 reage com a água formando os ânions HCO3- e CO3
-2, deve ser
removido antes dos leitos aniônicos, de forma a reduzir o volume necessário para essas
resinas. A remoção desse gás pode ser realizada através de aeração da água
descationizada em torres descarbonatadoras atmosféricas, que utilizam ventiladores
externos com tiragem induzida.
Segundo Mustafa (2006), os processos que exigem uma qualidade superior, a
água ainda passa por vasos de pressão denominados de leitos mistos, que contêm resinas
catiônicas e aniônicas, com a finalidade de remover os íons que não foram retidos pelos
leitos catiônicos e aniônicos, a montante.
Existem também os processos que não necessitam da desmineralização rigorosa
da água, como por exemplo, os sistemas de geração de vapor de baixa pressão. Nestes
casos, a água passa apenas através de leitos catiônicos especiais, onde os íons Ca+2 e
Mg+2 são trocados por Na+. Esta desmineralização parcial é denominada de
abrandamento:
2R – Na + Ca+2 → R2 – Ca + 2Na+ (Eq. 6)
2R – Na + Mg+2 → R2 – Mg + 2Na+ (Eq. 7)
Após um determinado tempo de operação, ocorre a saturação das resinas com a
substituição total dos íons hidrônios e hidroxilas por cátions e ânions presentes na água.
Assim, é necessário realizar a regeneração dessas resinas, de forma que elas possam ser
reutilizadas em uma nova campanha. Na realidade, a regeneração é um processo inverso
à desmineralização, ou seja, os cátions e ânions removidos pelas resinas, anteriormente,
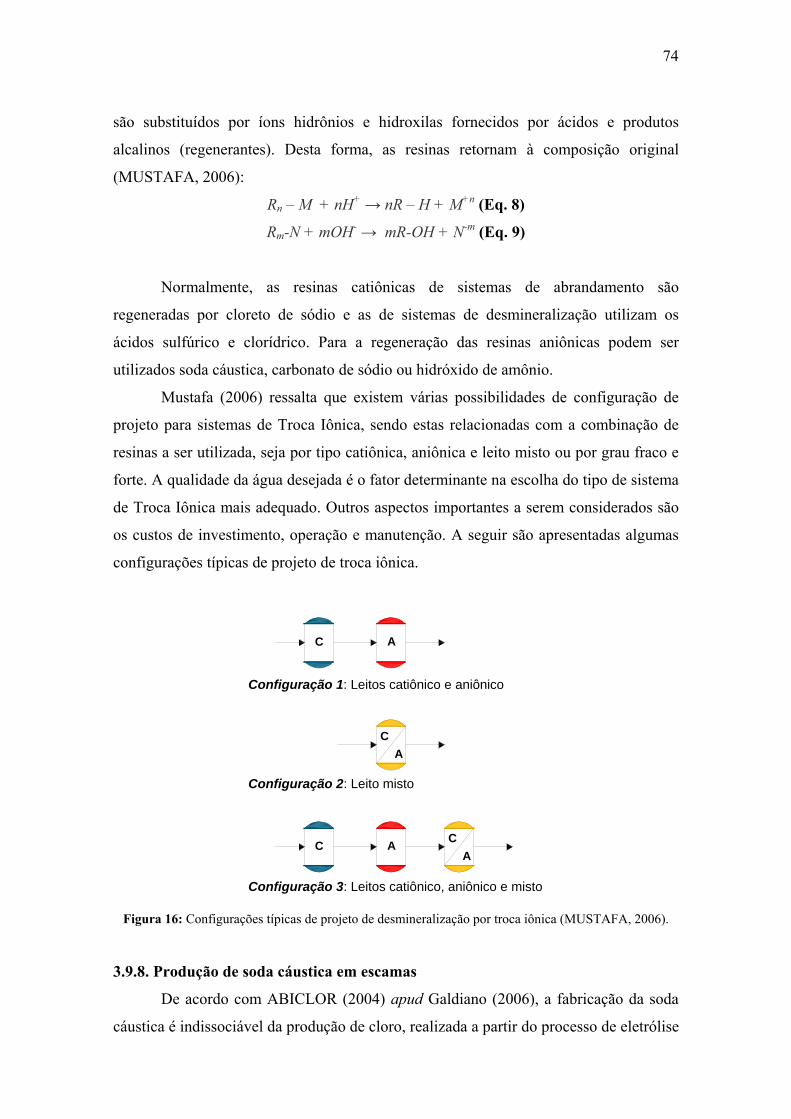
74
são substituídos por íons hidrônios e hidroxilas fornecidos por ácidos e produtos
alcalinos (regenerantes). Desta forma, as resinas retornam à composição original
(MUSTAFA, 2006):
Rn – M + nH+ → nR – H + M+n (Eq. 8)
Rm-N + mOH- → mR-OH + N-m (Eq. 9)
Normalmente, as resinas catiônicas de sistemas de abrandamento são
regeneradas por cloreto de sódio e as de sistemas de desmineralização utilizam os
ácidos sulfúrico e clorídrico. Para a regeneração das resinas aniônicas podem ser
utilizados soda cáustica, carbonato de sódio ou hidróxido de amônio.
Mustafa (2006) ressalta que existem várias possibilidades de configuração de
projeto para sistemas de Troca Iônica, sendo estas relacionadas com a combinação de
resinas a ser utilizada, seja por tipo catiônica, aniônica e leito misto ou por grau fraco e
forte. A qualidade da água desejada é o fator determinante na escolha do tipo de sistema
de Troca Iônica mais adequado. Outros aspectos importantes a serem considerados são
os custos de investimento, operação e manutenção. A seguir são apresentadas algumas
configurações típicas de projeto de troca iônica.
A CCA
CA
AC
Configuração 1: Leitos catiônico e aniônico
Configuração 2: Leito misto
Configuração 3: Leitos catiônico, aniônico e misto
Figura 16: Configurações típicas de projeto de desmineralização por troca iônica (MUSTAFA, 2006).
3.9.8. Produção de soda cáustica em escamas
De acordo com ABICLOR (2004) apud Galdiano (2006), a fabricação da soda
cáustica é indissociável da produção de cloro, realizada a partir do processo de eletrólise
75
da salmoura, pode ser realizada pelas principais tecnologias de diafragma, mercúrio e
membrana.
Como as plantas de cloro e soda cáustica são eletro-intensivas, a energia elétrica
passa a ser um insumo de grande importância, representando cerca de 45% do custo total de
produção. O consumo específico de energia elétrica por unidade eletrolítica é bastante
significativo, podendo variar entre 2.800 kWh/t a 3.600 kWh/t de acordo com o processo de
produção adotado (ABICLOR, 2004 apud GALDIANO, 2006).
No Brasil, as empresas de cloro e soda cáustica são em número de dez e seus
principais produtos são: o cloro, a soda cáustica, o hipoclorito de sódio e o ácido
clorídrico (ABICLOR, 2004 apud GALDIANO, 2006). Devido aos aspectos ambientais
e econômicos, as indústrias mundiais de cloro e soda cáustica estão progredindo de
plantas pequenas de mercúrio para plantas de escala mundial de diafragma e de
membrana. De acordo com o IPPC (2001) apud Galdiano (2006), a partir de 1975, as
células eletrolíticas de membrana têm se desenvolvido com um alto grau de
sofisticação, o que tem tomado esta tecnologia mais vantajosa, em termos econômicos e
ambientais, nos dias atuais.
A Soda Cáustica em Escamas é um produto proveniente de processos
periféricos, por evaporação da soda cáustica líquida. O processo produtivo inicia-se com
a produção de Soda Cáustica Líquida, Cloro Gasoso e o Hidrogênio, através de um
processo eletrolítico onde participam água, sal marinho e energia elétrica. Através de
processos periféricos são fabricados: Soda Cáustica em Escamas; Cloro Liquefeito;
Hipoclorito de Sódio e Ácido Clorídrico (CAII, 2007).
A partir do sal e da água é preparada uma solução denominada Salmoura com
concentração de 300g/L. Essa solução é purificada utilizando carbonato de sódio e soda
cáustica para precipitação dos íons cálcio e magnésio, respectivamente. A solução de
salmoura devidamente purificada é transportada por bombeamento para células
eletrolíticas, as quais recebem energia elétrica de baixa voltagem e alta amperagem,
produzindo o amalgama de sódio e o gás cloro. Numa segunda etapa o amalgama de
sódio segue para o compartimento secundário denominado decompositor onde, após
reação com a água, são produzidos a Soda Cáustica Líquida e o Hidrogênio (CAII,
2007).
O Gás Cloro segue para as etapas de purificação e liquefação ou é utilizado
como matéria-prima em plantas paralelas. A Soda Cáustica Líquida é resfriada, filtrada
e enviada aos tanques de armazenamento para posterior expedição ou utilização em
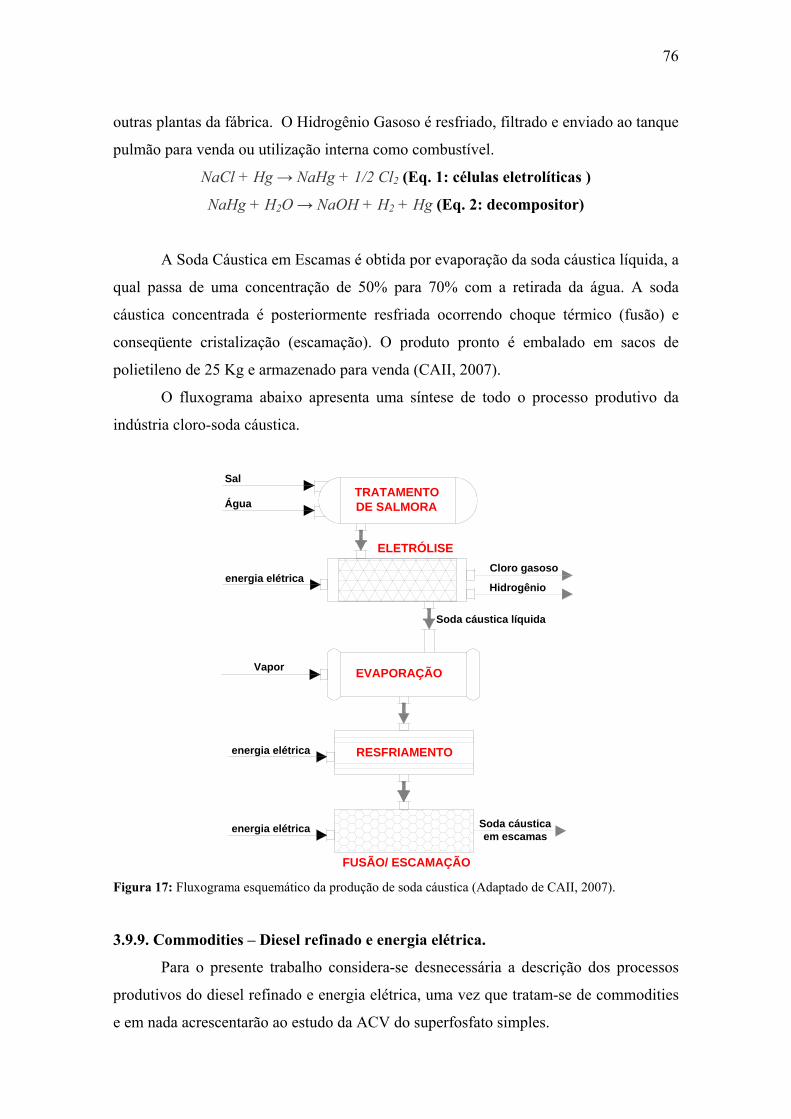
76
outras plantas da fábrica. O Hidrogênio Gasoso é resfriado, filtrado e enviado ao tanque
pulmão para venda ou utilização interna como combustível.
NaCl + Hg → NaHg + 1/2 Cl2 (Eq. 1: células eletrolíticas )
NaHg + H2O → NaOH + H2 + Hg (Eq. 2: decompositor)
A Soda Cáustica em Escamas é obtida por evaporação da soda cáustica líquida, a
qual passa de uma concentração de 50% para 70% com a retirada da água. A soda
cáustica concentrada é posteriormente resfriada ocorrendo choque térmico (fusão) e
conseqüente cristalização (escamação). O produto pronto é embalado em sacos de
polietileno de 25 Kg e armazenado para venda (CAII, 2007).
O fluxograma abaixo apresenta uma síntese de todo o processo produtivo da
indústria cloro-soda cáustica.
EVAPORAÇÃOVapor
energia elétrica
FUSÃO/ ESCAMAÇÃO
RESFRIAMENTO energia elétrica
Sal
ÁguaTRATAMENTO DE SALMORA
ELETRÓLISE
Soda cáustica em escamas
Cloro gasoso
Hidrogênio
Soda cáustica líquida
energia elétrica
Figura 17: Fluxograma esquemático da produção de soda cáustica (Adaptado de CAII, 2007).
3.9.9. Commodities – Diesel refinado e energia elétrica.
Para o presente trabalho considera-se desnecessária a descrição dos processos
produtivos do diesel refinado e energia elétrica, uma vez que tratam-se de commodities
e em nada acrescentarão ao estudo da ACV do superfosfato simples.
77
Mais adiante, no item “4.3.4.6.4. Alocação - Subsistema de produção de diesel”
será feita uma breve descrição dos subprodutos gerados pelo processo produtivo de
diesel.
3.10. ACV – Superfosfato Simples
Apesar da ACV ter sido inicialmente desenvolvida para determinar o impacto
ambiental de indústrias e de seus processos de produção, mais recentemente tem sido
realizados estudos de ACVs da produção agrícola, principalmente para sistemas
produtivos de colheitas únicas ou processos de produção de alimento à escala industrial
(CEUTERIK, 1996, 1998, WEGENER SLEESWIJK e outros, 1996, AUDSLEY e
outros, 1997, MATTSSON e outros, 2000, apud CALDEIRA-PIRES, RABELO E
XAVIER, 2002; HAAS e outros, 2001).
Haas e outros (2001) concluem que a ACV pode ser uma importante e eficiente
ferramenta para produtores e técnicos visando à análise de pontos fracos das unidades
de produção do ponto de vista ambiental, assim como para a criação de programas agro-
ambientais. Eficientes medidas podem ser desenvolvidas para o estabelecimento de
sistemas de produção agrícolas ambientalmente mais seguros.
Estudos de ciclo de vida no setor agrícola em uma cadeia que vai da produção,
passando pelo transporte, até ao uso dos fertilizantes, mostraram que mais de 90% do
impacto ambiental deste ciclo provém das atividades no campo (LOUREIRO &
NASCIMENTO, 2003). Dentro deste contexto, Kulay (2000) afirma que o perfil
ambiental dos processos produtivos do ciclo de vida do fertilizante SSP revela ser pouco
agressivo ao meio ambiente quando comparado com cargas ambientais de
transformações industriais de outros produtos. O autor cita, por exmplo, o baixo
consumo energético do produto SSP, tendo inclusive na etapa de produção de ácido
sulfúrico a possibilidade de recuperação da energia consumida, na forma de vapor.
As maiores contribuições para o impacto ambiental do produto, segundo Kulay
(2000), referem-se ao Aquecimento Global e à Eutrofização. No caso do Aquecimento
Global, o transporte rodoviário através de grandes distâncias entre a usina de
beneficiamento e a planta de produção contribuem decisivamente para essa emissão.
No caso da Eutrofização, as perdas de processo em termos de fosfatos determinam a
pressão nesta categoria ambiental. Já os valores para Oxidação Fotoquímica e para
Acidificação são bastante aceitáveis. Em termos de Ecotoxicidade Terrestre, Kulay
(2000) ressalta os impactos ambientais provenientes do processo produtivo de ácido
78
sulfúrico: borra de enxofre e de pentóxido de vanádio. Apesar de serem gerados em
pequenas quantidades ambos resíduos são classificados como perigosos.
Para Loureiro & Nascimento (2003) o impacto ambiental da produção de
fertilizantes fosfáticos é pequeno, pois os impactos das minas de fosfato e fabricação
são bem controlados. Paralelamente a este fato, Derísio (2000) afirma que parte do
fósforo retirado dos milhões de toneladas de rochas fosfatadas explotadas é perdida por
ineficiência do processo produtivo.
Na fase do beneficiamento de rocha fosfática, Oba (2004) afirma que existe
perda de parcela importante de P2O5 na forma de materiais estéreis, minérios marginais
e rejeito do beneficiamento acarretando em elevado custo ambiental para segregação
adequada destes materiais. Muitas vezes são necessárias construções de barragens de
rejeito, que apresentam danos ambientais elevados à sociedade, além de apresentarem
elevado custo operação destas. Kulay (2000) destaca, nesta fase, a possível
contaminação de aquíferos pelo volume de água não recuperada no beneficiamento (rota
úmida). Segundo o autor, esse efluente líquido apresenta em sua composição parte dos
sólidos de magnetita, lama e rejeito na forma solubilizada.
Durante o ciclo do processo produtivo do fertilizante SSP, Kulay (2000) afirma
que ocorrem impactos devido a efluentes líquidos, principalmente proveniente do
beneficiamento de rocha fosfática. Apesar da geração do ácido hexafluorsilíssico,
produzido nos lavadores de gases do processo produtivo do SSP, este pode ser
concentrado e comercializado nesta forma, ou retornar ao processo.
Em relação a impactos ambientais aos corpos hídricos subterrâneos, a fase final
do ciclo de vida do fertilizante fosfatado (uso/disposição), tende a ser menos danosa do
que esta mesma fase do fertilizante nitrogenado. Isso porque, de acordo com Van Zeijts
e outros (1999) o comportamento do fosfato no solo difere no comportamento do
nitrogênio, tendo o primeiro maior dificuldade de lixiviação até o aqüífero.
No Brasil, em geral, a aplicação do fertilizante é feita sem nenhum estudo
técnico da associação planta-solo-fertilizante. Este procedimento além de causar
desperdício, polui as águas superficiais e subterrâneas. Dentro deste contexto, Van
Zeijts e outros (1999) entendem que o alocamento dos impactos ambientais da aplicação
do fertilizante fosfatado para diferentes colheitas em um procedimento padrão deveria
ser de acordo com a absorção do vegetal e eficiência de absorção do tipo de solo, por
exemplo, utilizando recomendações oficiais para fertilização do solo.
79
Por isso deve-se pensar numa agricultura responsável, tendo como preocupação
primordial a correta aplicação, qualitativa e quantitativa, dos fertilizantes, em função do
trinômio: tipo de cultivo, características do solo e clima. Segundo Algarte e outros
(1991) apud Loureiro & Nascimento (2003), a contribuição dos adubos, incluindo a
calagem, no aumento da produtividade, é da ordem de 30 a 60%, se corretamente
aplicados. Assim, Agri (2001) apud Loureiro & Nascimento (2003) afirmam que a
capacitação dos produtores agrícolas, para o uso correto dos fertilizantes, é um caminho
promissor para melhorar os problemas ambientais da agraopecuária.
Loureiro & Nascimento (2003) afirmam ainda que as técnicas para minimização
dos impactos ambientais no uso do fertilizante já existem. O uso de fertilizantes
fosfáticos parcialmente solubilizados ou a aplicação direta de rochas fosfáticas reduz a
perda por dissolução; a compostagem e a elaboração de fertilizantes organo-minerais
maximizam o aproveitamento dos nutrientes; o uso da adubação verde para a captação
de nitrogênio atmosférico e para aproveitamento dos resíduos de fertilizantes de culturas
anteriores, além da cobertura do solo evitando a decomposição acelerada da matéria
orgânica, também é procedimento técnica e economicamente viável. Faltam, entretanto,
educação, extensão rural e política de crédito que favoreçam a produção sustentável, e
não o uso indiscriminado de insumos como já foi regra neste país.
4. ACV DO FERTILIZANTE SUPERFOSFATO SIMPLES PRODUZIDO PELO
GRUPO GALVANI
4.1. Introdução
Para comprovar a aplicabilidade do modelo anteriormente proposto, o mesmo
será utilizado para identificação dos aspectos ambientais provenientes do ciclo de vida
do fertilizante superfosfato simples. O enfoque do presente estudo é conhecido pelos
praticantes da ACV como do “berço ao portão da fábrica”. Isto significa que as etapas
do ciclo de vida do produto a serem consideradas, serão apenas as de extração dos
recursos naturais bem como de todas as transformações industriais necessárias para
gerar os produtos.
Este estudo foi conduzido utilizando a estrutura metodológica baseada nas
recomendações da borma ISSO 14.000, com o auxílio do software Gabi.
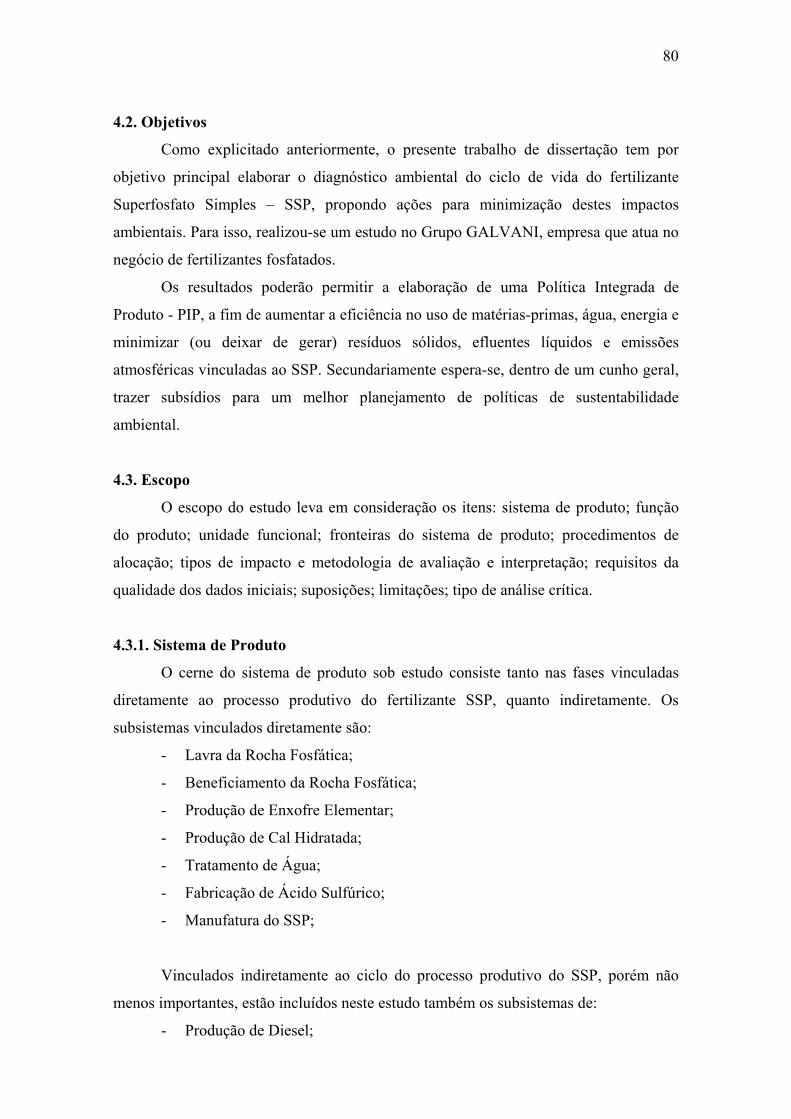
80
4.2. Objetivos
Como explicitado anteriormente, o presente trabalho de dissertação tem por
objetivo principal elaborar o diagnóstico ambiental do ciclo de vida do fertilizante
Superfosfato Simples – SSP, propondo ações para minimização destes impactos
ambientais. Para isso, realizou-se um estudo no Grupo GALVANI, empresa que atua no
negócio de fertilizantes fosfatados.
Os resultados poderão permitir a elaboração de uma Política Integrada de
Produto - PIP, a fim de aumentar a eficiência no uso de matérias-primas, água, energia e
minimizar (ou deixar de gerar) resíduos sólidos, efluentes líquidos e emissões
atmosféricas vinculadas ao SSP. Secundariamente espera-se, dentro de um cunho geral,
trazer subsídios para um melhor planejamento de políticas de sustentabilidade
ambiental.
4.3. Escopo
O escopo do estudo leva em consideração os itens: sistema de produto; função
do produto; unidade funcional; fronteiras do sistema de produto; procedimentos de
alocação; tipos de impacto e metodologia de avaliação e interpretação; requisitos da
qualidade dos dados iniciais; suposições; limitações; tipo de análise crítica.
4.3.1. Sistema de Produto
O cerne do sistema de produto sob estudo consiste tanto nas fases vinculadas
diretamente ao processo produtivo do fertilizante SSP, quanto indiretamente. Os
subsistemas vinculados diretamente são:
- Lavra da Rocha Fosfática;
- Beneficiamento da Rocha Fosfática;
- Produção de Enxofre Elementar;
- Produção de Cal Hidratada;
- Tratamento de Água;
- Fabricação de Ácido Sulfúrico;
- Manufatura do SSP;
Vinculados indiretamente ao ciclo do processo produtivo do SSP, porém não
menos importantes, estão incluídos neste estudo também os subsistemas de:
- Produção de Diesel;
81
- Produção de Energia Elétrica;
- Fabricação de Soda Cáustica;
- Logística portuária;
- Transporte: Enxofre elementar; concentrado fosfático; cal hidratada e; soda
cáustica.
O ciclo de vida do fertilizante SSP, produzido pelo grupo GALVANI, é iniciado
em Port Arthur/ Texas – E.U.A, no complexo petrolífero-portuário da TEXACO, onde o
enxofre elementar é obtido em refinaria. O insumo é introduzido em navio cargueiro
presente no próprio complexo industrial-portuário, a partir do qual é transportado até o
porto de Mucuripe/ Maranhão – Brasil. A partir daí o enxofre elementar importado
segue, via transporte rodoviário, para o complexo industrial da GALVANI em Luiz
Eduardo Magalhães – BA (CILEM), onde será utilizado como matéria prima no
processo produtivo de ácido sulfúrico.
Ainda como insumos do ácido sulfúrico, o ciclo de vida do SSP passa por mais
três processos produtivos. O primeiro, pelo tratamento de água (remoção de compostos
orgânicos e desmineralização) realizada pela GALVANI no próprio CILEM. O
segundo, pela fabricação da soda cáustica realizada pela MAKENI CHEMICALS em
Diadema – SP, sendo este produto utilizado no processo de desmineralização da água. E
por fim, pela manufatura da cal hidratada realizada pela FILERCAL RIO FORMOSO
em Formoso do Araguaia – TO, utilizada diretamente no processo produtivo do ácido
sulfúrico. Os insumos – cal hidratada e soda cáustica – seguem via transporte
rodoviário, para o CILEM.
Paralelamente, em Campo Alegre de Lourdes – BA, a GALVANI realiza (na
Unidade de Mineração Angico – UMA) a lavra e beneficiamento da rocha fosfática.
Após o beneficiamento do minério, o concentrado fosfático (à 34% de P2O5) é
enviado, via transporte rodoviário, para o CILEM onde junto com o ácido sulfúrico será
utilizado na manufatura do fertilizante SSP.
Além disso, ainda estão contemplados neste estudo de ciclo de vida do SSP, os
processos produtivos das comodities: diesel (produzido tanto nos E.U.A – Port Arthur/
Texas quanto no Brasil – Mataripe/ BA) e energia elétrica (proveniente de hidrelétrica
de Sobradinho – BA).
A seguir na figura 18 é apresentada a modelagem qualitativa do ciclo de vida do
SSP.
82
RER: Hidrelétrica - (Brasil)
XTratamento H2O -(Brasil)
XEU-15: Refinaria (S) -(E.U.A)
XProduçao de SSP -(Brasil)
XProduçao de H2SO4 - (Brasil)
Logistica de importaçao -(S) - (Brasil)
Lavra (PO4) - (Brasil) Beneficiamento (PO4) -(Brasil)
XProduçao [Ca(OH)2] -(Brasil)
AProduçao [Na(OH)] -(Brasil)
ADiesel da refinaria(Brasil)
Logistica de exportaçao -(S) - (E.U.A)
Refinaria de Diesel -(EUA)
XpGLO: Transportemarí timo - (S): E.U.A-Brasil
XpTransporte- [Na(OH)]:Diadema_LEM - (Brasil)
XpTransporte - (PO4):Angico_LEM - (Brasil)
XpTransporte - (S):Fortaleza_LEM - (Brasil)
XpTransporte -[Ca(OH)2]: F.Araguaia_ LEM
(B il)
750 km
7.200 km
1.800 km
550 km
1.700 km
(Produto Final)
LEGENDA: Figura 18: Modelagem qualitativa do ciclo de vida do fertilizante SSP (Gabi 4.0).
E U A
B R A S I L
S Ácido Sulfúrico Cal Hidratada Enxofre Água Desmineralizada Diesel Fosfato Água Reciclada Energia elétrica Soda Cáustica
83
Para uma melhor compreensão das etapas (subsistemas) do ciclo produtivo do
SSP é feita a seguir a individualização descritiva das mesmas.
4.3.1.1. Subsistema de produção do enxofre elementar
O subsistema de produção do enxofre elementar, considerado nesta ACV, trata-
se do processo de recuperação de enxofre contido no petróleo. Compreende as correntes
de entrada e saída provenientes das operações de combustão, condensação, queimação,
reação e incineração.
Foto 1: Planta de refino de enxofre – Port Arthur / Texas (EUA) .
4.3.1.2. Subsistema de logística portuária de exportação do enxofre elementar
O subsistema de logística portuária de exportação fica restrito às correntes de
entrada e saída provenientes das operações portuárias do carregamento do enxofre no
navio. Normalmente os portos operam com guindastes para o carregamento, podendo
ser equipados com grabs ou ser do tipo portalinus (sistemas de sucção para dentro dos
comprtimentos do navio).
Foto 2: Logística de importação - Port Arthur / Texas (EUA).
84
4.3.1.3. Subsistema de transporte marítimo
O subsistema de transporte marítimo compreende as correntes de entrada e saída
da queima de combustível fóssil, propiciada pela movimentação marítima do enxofre
elementar, proveniente do Texas – E.U.A até o Ceará – Brasil.
Foto 3: Transporte marítimo do transporte de enxofre elementar.
4.3.1.4. Subsistema de logística portuária de importação do enxofre elementar
O subsistema de aquisição do enxofre elementar fica restrito as correntes de
entrada e saída provenientes das operações portuárias de descarregamento e
armazenamento do enxofre importado. Neste subsistema são utilizados: guincho-
canguru e pá-carregadeira.
Foto 4: Logística de descarregamento/ armazenamento do enxofre importado.
Unidade de Logística Porto de Mucuripe (CE).
4.3.1.5. Subsistema de produção de cal hidratada
O subsistema do processo produtivo de cal hidratada compreende as correntes de
entrada e saída das operações de britagem, moagem, calcinação e hidratação.
85
Foto 5: Planta de produção de cal hidratada – Formoso do Araguaia (TO).
4.3.1.6. Subsistema de tratamento de água
O subsistema de tratamento da água clarificada (proveniente de poços
artesianos) contempla de forma integrada as correntes de entrada e saída da operação de
remoção de compostos orgânicos (por adsorção com carvão ativado) e da operação da
desmineralização da água, que contempla as correntes das etapas de descationização e
desionização da água, além da regeneração do carvão ativado e das resinas catiônica e
aniônica.
Foto 6: Processo de tratamento de água por filtragem (carvão ativado) e troca iônica.
Complexo Industrial Luiz Eduardo Magalhães (BA).
4.3.1.7. Subsistema de produção de soda cáustica (escamas)
O subsistema de produção de soda cáustica em escamas compreende as
correntes de entrada e saída das operações de: tratamento da salmoura, eletrólise,
evaporação da soda cáustica líquida, resfriamento, fusão e escamação.
86
Foto 7: Planta de produção de soda cáustica – Diadema (SP).
4.3.1.8. Subsistema de produção do ácido sulfúrico
O subsistema de produção de ácido sulfúrico compreende as correntes de
entrada e saída das operações do processo de fabricação do ácido sulfúrico, a saber:
fusão e filtração do enxofre, secagem do ar atmosférico, combustão do enxofre,
conversão do dióxido de enxofre (SO2), absorção do trióxido de enxofre (SO3) e
circulação/ armazenagem.
Foto 8: Planta de produção de H2SO4 – Complexo Industrial Luiz Eduardo Magalhães (BA).
4.3.1.9. Subsistema de lavra da rocha fosfática
O subsistema de lavra da rocha fosfática compreende apenas as correntes de
entrada e saída da operação de extração da rocha fosfática, por meio de
retroescavadeira, pá-carregadeira e caminhões basculantes.
87
Foto 9: Lavra de rocha fosfática – Unidade de Mineração Angico (BA).
4.3.1.10. Subsistema de beneficiamento da rocha fosfática
O subsistema de beneficiamento da rocha fosfatada (processamento à seco)
compreende as correntes de entrada e saída das operações de classificação/britagem,
homogeneização, secagem, moagem, classificação, resfriamento, separação magnética e
armazenagem.
Foto 10: Planta de beneficiamento de rocha fosfática – Unidade de Mineração Angico (BA).
4.3.1.11. Subsistema de produção do fertilizante SSP
O subsistema de produção do fertilizante SSP compreende as correntes de
entrada e saída das operações de moagem, acidulação, curagem, armazenagem e
tratamento de gases.
88
Foto 11: Planta de produção de SSP – Complexo Industrial Luiz Eduardo Magalhães (BA).
4.3.1.12. Subsistema de transporte rodoviário
O subsistema de transporte rodoviário compreende as correntes de entrada e
saída da queima de combustível fóssil, propiciada pela movimentação terrestre das
matérias-primas básicas para a fabricação do SSP, a saber: enxofre elementar, cal
hidratada, soda cáustica e concentrado fosfático. Os trajetos de cada matéria-prima
podem ser observados na figura 18.
Foto 12: Caminhões utilizados para o transporte de produtos e insumos.
4.3.1.13. Subsistema de produção do diesel refinado
O subsistema de produção do diesel refinado, utilizado ao longo ciclo de vida do
SSP considerado, compreende as correntes de entrada e saída das operações de pré-
aquecimento, dessalinização e destilação atmosférica do óleo cru.
89
Foto 13: Planta de produção de diesel – Refinaria Landulfo Alves Mataripe (BA).
4.3.1.14. Subsistema de produção de energia em hidrelétrica
O subsistema de produção de energia elétrica, utilizada ao longo ciclo de vida do
SSP no Brasil, compreende as correntes de entrada e saída das operações do
aproveitamento do potencial gravitacional de um fluxo d’água para obtenção da energia
elétrica.
Foto 14: Geração de energia elétrica – Hidrelétrica de Sobradinho (BA).
4.3.2. Função do produto
A função do produto é fornecer o elemento fósforo ao solo segundo uma forma
que o permita ser assimilado pelas culturas. Devido à alta solubilidade em água, o SSP é
um fertilizante de ação relativamente rápida, o que o torna altamente recomendável para
plantas com ciclo curto de cultivo e para culturas que crescem em condições de clima
ou solo onde é difícil a dissolução dos fosfatos naturais. Além disso, o produto tem uso
direto na pecuária, para o manutenção de pastagens.
90
4.3.3. Unidade funcional
A unidade funcional para o desenvolvimento do estudo foi fixada em 1000 kg de
SSP produzido. Este valor irá balizar a normalização dos dados na etapa de Elaboração
do Inventário de Ciclo de Vida e Avaliação de Impactos.
4.3.4. Fronteiras do sistema de produto
As fronteiras do estudo são definidas baseadas na norma ISO 14040, conforme
descrito a seguir.
4.3.4.1. Fronteiras em relação ao sistema natural
O sistema de produto se relaciona com o meio ambiente, através dos seguintes
aspectos ambientais:
- Consumo de recursos naturais (diretos): Óleo cru, enxofre, rocha calcária, sal
marinho, rocha fosfática e água;
- Consumo energético: Eletricidade e combustíveis fósseis;
- Geração dos rejeitos: Emissões atmosféricas, efluentes líquidos e resíduos
sólidos.
4.3.4.2. Fronteira em relação a outros sistemas
Os subsistemas que são incluídos na fronteira do estudo, assim como os
excluídos, são apresentados na tabela 6:
Tabela 6: Subsistemas considerados e excluídos na ACV do SSP.
Subsistemas incluídos Subsistemas excluídos Lavra do fosfato Produção de madeira
Beneficiamento do fosfato Transporte de madeira
Produção de enxofre elementar Transporte diesel
Produção de cal hidratada Produção e manutenção de bens de capital
Desmineralização de água Produção e manutenção de bens pessoais
Produção de soda cáustica
Produção do H2SO4
Produção do SSP
Logística portuária
Transporte: S; PO4; NaOH; Ca(OH)2
Geração e consumo de energia elétrica
Produção de diesel.
91
4.3.4.3. Fronteira geográfica
A fronteira geográfica foi definida de acordo com os subsistemas incluídos no
presente estudo (figura 19). Desse modo, a fronteira geográfica adotada para o estudo é
representada pelo escopo geográfico delimitado, no Brasil, pelas unidades do grupo
GALVANI, bem como as unidades produtivas externas que participam do ciclo de vida
do SSP. As unidades GALVANI estão presentes em:
- Mucuripe /CE: Unidade de Logística Portuária – aquisição de enxofre
importado;
- Campo Alegre de Lourdes /BA: Unidade Mineração Angico – lavra e
beneficiamento de rocha fosfática;
- Luiz Eduardo Magalhães /BA: Complexo Industrial Luiz Eduardo
Magalhães – desmineralização de água, e produção de H2SO4 e SSP.
As unidades produtivas externas que participam do ciclo produtivo do produto
final, presentes em território brasileiro, estão localizadas em:
- Mataripe /BA: PETROBRÁS – unidade produtiva de diesel refinado;
- Sobradinho /BA: CHESF – unidade geradora de energia elétrica;
- Formoso do Araguaia /TO: FILERCAL RIO FORMOSO – unidade
produtiva de cal hidratada;
- Diadema /SP: MAKENI CHEMICALS – unidade produtiva de soda
cáustica;
Ainda dentro deste tipo de fronteira está também representada pelo escopo
geográfico delimitado fora do território brasileiro, nos Estados Unidos:
- Port Arthur /TEXAS: TEXACO - unidade produtiva de enxofre e diesel
refinado (sendo o diesel utilizado localmente para o abastecimento do
transporte marítimo).
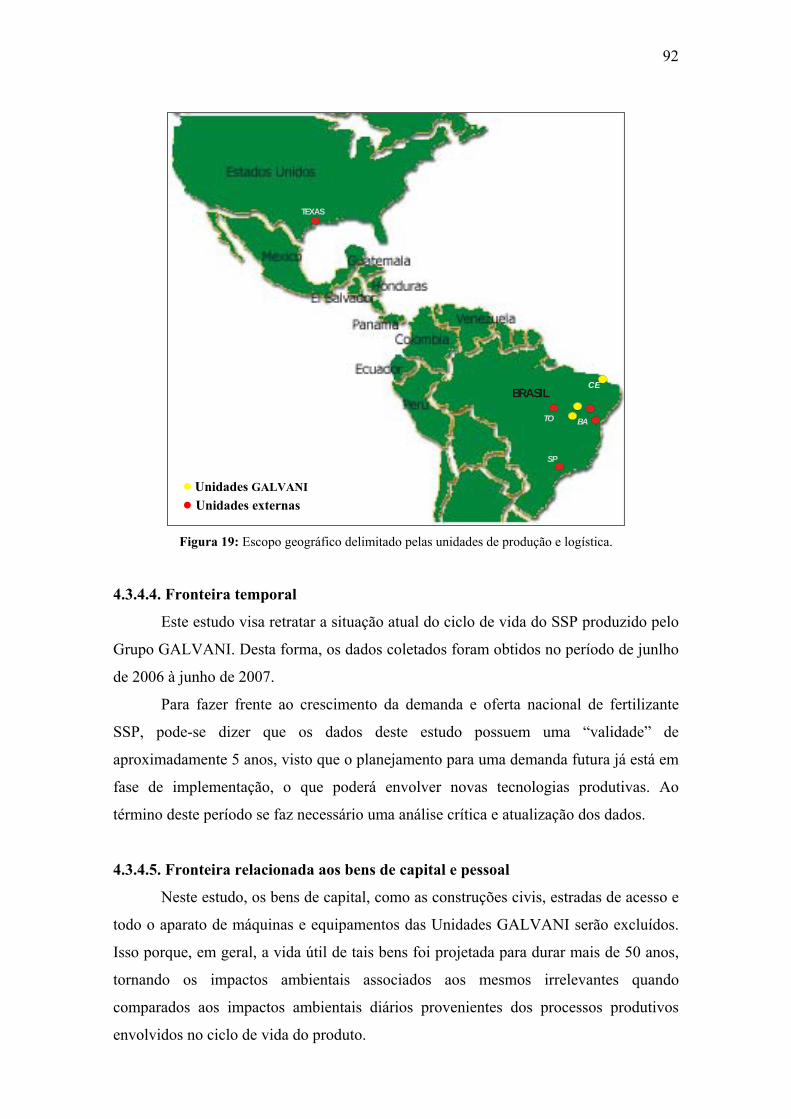
92
BRASIL
TEXAS
CE
SP
BATO
Figura 19: Escopo geográfico delimitado pelas unidades de produção e logística.
4.3.4.4. Fronteira temporal
Este estudo visa retratar a situação atual do ciclo de vida do SSP produzido pelo
Grupo GALVANI. Desta forma, os dados coletados foram obtidos no período de junlho
de 2006 à junho de 2007.
Para fazer frente ao crescimento da demanda e oferta nacional de fertilizante
SSP, pode-se dizer que os dados deste estudo possuem uma “validade” de
aproximadamente 5 anos, visto que o planejamento para uma demanda futura já está em
fase de implementação, o que poderá envolver novas tecnologias produtivas. Ao
término deste período se faz necessário uma análise crítica e atualização dos dados.
4.3.4.5. Fronteira relacionada aos bens de capital e pessoal
Neste estudo, os bens de capital, como as construções civis, estradas de acesso e
todo o aparato de máquinas e equipamentos das Unidades GALVANI serão excluídos.
Isso porque, em geral, a vida útil de tais bens foi projetada para durar mais de 50 anos,
tornando os impactos ambientais associados aos mesmos irrelevantes quando
comparados aos impactos ambientais diários provenientes dos processos produtivos
envolvidos no ciclo de vida do produto.
● Unidades GALVANI
● Unidades externas
93
Os bens pessoais (como a alimentação, transporte dos funcionários, entre outros)
também serão excluídos do estudo, por serem julgados, baseados na experiência
internacional e em estimativas preliminares, pouco relevantes.
Galdiano (2006) ressalta que, embora apresentem aspectos ambientais, os bens
de capital e pessoais geralmente não têm sido inculídos nos estudos de ACV.
4.3.4.6. Fronteira tecnológica
A análise do presente estudo está calcada em tecnologias atuais utilizadas nos
subsistemas incluídos nesta ACV. De forma mais específica pode-se subdividir a
tecnologia utilizada pelas Unidades GALVANI :
- Lavra: Utilização de equipamentos novos (sondas rotativas,
retroescavadeiras e caminhões basculantes);
- Beneficiamento de rocha fosfática: Tecnologia de processamento físico em
rota seca desenvolvida pela GALVANI em parceria com a Universidade de
São Paulo – USP, ao final dos anos 90.
- Produção de ácido sulfúrico: Tecnologia de dupla-absorção e duplo-contato,
amplamente conhecida no mundo. A eficiência desse processo em termos de
conversão de enxofre elementar em H2SO4 segundo Silva (1998) apud Silva
& Kulay (2000), é da ordem de 99,8%.
- Tratamento de água: São utilizadas dois tipos de tecnologias: inicialmente, a
de adsorção de carvão ativado (para remoção de compostos orgânicos) e
posteriormente a tecnologia de troca iônica (para remossão de sais) Ambas
tecnologias são amplamente empregadas para o tratamento de água em
plantas de ácido sulfúrico.
- Produção de SSP: Tecnologia de acidulação. Tecnologia utilizada
mundialmente, face sua simplicidade e eficiência.
Com relação aos processos produtivos indiretos utilizados da base de dados do
GABI, tratam-se das tecnologias mais difundidas e utilizadas no mundo.
94
Diante do exposto espera-se que o trabalho tenha uma representatividade com
relação às tecnologias mais atuais envolvidas no ciclo de vida do SSP.
4.3.4.6. Procedimentos de alocação
Conforme ressalta Kulay (2004), a aplicação de procedimentos de alocação só terá
sentido, caso as unidades de processo do sistema em estudo gerem mais de um produto (os
subprodutos) ao longo de seu desenvolvimento. Ressalta-se que as saídas somente serão
consideradas subprodutos, caso haja valor comercial para as mesmas.
No caso do sistema de produto do SSP, essa condição pode ser encontrada em 4
subsistemas:
- Subsistema de produção de soda cáustica;
- Subsistema de produção de ácido sulfúrico;
- Subsistema de produção do fertilizante SSP;
- Subsistema de produção do diesel;
4.3.4.6.1. Alocação - Subsistema de produção da soda cáustica
Conforme explicitado no item de Revisão Bibliográfica, o processo eletrolítico
integrado de produção soda-cloro gera os subprodutos cloro e hidrogênio. Desta forma,
se fez necessária a alocação das cargas ambientais, utilizado-se o critério de alocação
por massa.
4.3.4.6.2. Alocação - Subsistema de produção do ácido sulfúrico
Conforme explicitado no item de Revisão Bibliográfica, o processo produtivo de
ácido sulfúrico apresenta características exotérmicas. Por conta disso, uma parte
significativa do calor gerado, da ordem de 60%, é usualmente recuperada na forma de
vapor de água superaquecido. Este vapor é introduzido em uma turbina para produzir
energia elétrica, a qual é exportada para a demanda do complexo industrial.
Desta forma, para este subitem foi empregado o critério de alocação por
energia.
4.3.4.6.3. Alocação - Subsistema de produção do fertilizante SSP
Como relatado no item de Revisão Bibliográfica, durante o processo de
produção do SSP, na etapa de reação (acidulação), são gerados gases contendo umidade
e ácido fluorídrico (HF). Como forma de controle desta emissão, os gases são captados
95
e removidos através de dutos para o sistema de lavagem, onde o HF é absorvido após
reação com água e sílica, proveniente do próprio concentrado fosfático, se
transformando em ácido hexafluorsilícico (H2SiF6).
Finalmente, o H2SiF6 concentrado a 20% passa por um filtro prensa para a
retirada de sólidos (elementos contendo cálcio, enxofre, fósforo e outras impurezas),
sendo posteriormente estocado para futura comercialização ou retorna ao reator como
agente de solubilização da rocha substituindo parcialmente o ácido sulfúrico.
A “torta”, sólidos provenientes da remoção do filtro-prensa, é reaproveitada na
unidade de granulação de fertilizantes, já que contém nutrientes de fertilizantes.
Desta forma, neste subsistema são gerados dois subprodutos distintos. Para
ambos foi empregado o critério de alocação por massa.
4.3.4.6.4. Alocação - Subsistema de produção de diesel
No processo produtivo do diesel, no topo da torre de pré-flash saem vapores de nafta
leve e GLP que são condensados fora da torre e posteriormente separados para
comercialização, sendo a nafta leve fracionada em nafta leve (petroquímica) e nafta média.
O petróleo pré-vaporizado que deixa a torre de pré-flash é encaminhado aos fornos e
posteriormente à torre de destilação atmosférica onde são retirados a nafta pesada,
querosene e o diesel, tendo como produto de fundo o resíduo de vácuo, que será
transformado em óleo combustível ou asfalto. Desta forma, o processo produtivo do
diesel gera como subprodutos: nafta (leve, média e pesada), querosene, gasóleo (leve e
pesado), e óleo combustível ou asfalto.
O refino de diesel apresenta características exotérmicas, sendo parte do calor gerado
recuperado na forma de vapor d’água superaquecido. Este vapor é introduzido em uma
turbina para produzir energia elétrica, a qual é exportada para a demanda interna e
externa da refinaria.
Desta forma, para este subitem foi empregado os critérios de alocação por
massa e energia.
4.3.5. Tipos de impacto & metodologia de avaliação e interpretação
4.3.5.1. Tipos de impactos ambientais
Os impactos ambientais provenientes da produção do SSP podem ser observados
ao longo de todos os subsistemas, em maior ou menor quantidade, envolvidos no ciclo
96
de vida do SSP. Foram abordados os impactos ambientais principais gerados durante o
ciclo de vida.
4.3.5.1.1. Consumo de recursos energéticos
O gasto de recursos energéticos do subsistema de lavra da rocha fosfática fica
restrito ao consumo de combustíveis fósseis dos equipamentos de lavra. Já no
subsistema de beneficiamento da rocha fosfática, este tipo de consumo é proveniente
não só de combustíveis fósseis (consumidos por pá-carregadeiras e caminhões
basculantes), como também de lenha (setor de secagem) e principalmente, energia
elétrica para os equipamentos como: britadores, moinhos, desmagnetizadores, peneiras,
secador, resfriador e correias transportadoras.
Como as unidades produtivas plantas de soda cáustica são eletro-intensivas, a
energia elétrica passa a ser um insumo de grande importância, individualmente, para o
subsistema de soda cáustica. Entretanto, devido a pouca quantidade deste produto no ciclo
de vida do SSP, não chega a ser um item de grande importância, em termos de impacto
ambiental. Da mesma forma, o consumo de energia elétrica para os britadores e moinhos,
e o consumo de biomassa na etapa de calcinação do processo produtivo de cal hidratada
não afetam significativamente o ciclo de vida do SSP.
Na etapa de produção de ácido sulfúrico, via enxofre elementar, o consumo
específico de energia elétrica é negativo (BRUNO, 1985 apud KULAY 2000). Isso
porque parte da energia é recuperada por um Turbo Gerador que reutiliza o vapor
superaquecido. Com isso a unidade de produção de H2SO4, além de não consumir
energia elétrica, pode exportar o excedente para usos diversos em outras unidades de
processo, sendo uma delas a unidade de desmineralização de água que consome 100%
da energia excedente da planta do ácido sulfúrico. Entretanto, no processo produtivo de
H2SO4, existe o consumo de lenha (para etapa da fusão) e o gasto de combustíveis
fósseis, consumidos por pá-carregadeiras.
Também na refinaria, tanto na produção de diesel quanto de enxofre ocorre a
recuperação de energia, através da reutilização vapor superaquecido. Porém, em ambos
os casos existe um grande consumo de combustíveis fósseis utilizados ao longo do
processo produtivo.
Na produção de SSP, o consumo de energia provém de combustíveis fósseis
(consumidos por pá-carregadeiras e caminhões basculantes) e, principalmente, da
97
energia elétrica, destinada ao acionamento dos equipamentos de moagem, classificação
do produto e transporte (correias transportadoras).
Nas etapas de transporte, seja rodoviário, seja marítimo, o consumo de energia é
proveniente somente de combustíveis fósseis utilizados pelos respectivos veículos de
trasnporte.
4.3.5.1.2. Emissões Atmosféricas
As principais emissões atmosféricas de um sistema como o deste estudo são:
- Dióxido de carbono (CO2): gerado na etapa de combustão de hidrocarbonetos
principalmente durante os processos produtivos de diesel e enxofre, além do
transporte (rodoviário e marinho);
- Dióxido de enxofre (SO2): gerado principalmente na etapa de combustão do
enxofre para fabricação de ácido sulfúrico, ou através da queima de
combustíveis fósseis para produção de vapor tanto na unidade de produção de
ácido sulfúrico quanto nas refinarias;
- Névoa de trióxido de enxofre SO3: proveniente da planta de ácido sulfúrico,
nas torres de absorção de anidrido sulfúrico em solução de H2SO4;
- Fluoretos: proveniente da reação do ácido sulfúrico com o concentrado
fosfático, no misturador da etapa de produção do SSP;
- Material particulado em Suspensão: gerado ao longo das etapas de lavra e
beneficiamento da rocha fosfática, produção de H2SO4 e na fabricação do
SSP.
Secundariamente ainda temos emissões de compostos voláteis (CO, NOx, CH4
etc.) provenientes da queima de combustíveis fóssil e lenha.
4.3.5.1.3. Efluentes líquidos
Diferentemente do trabalho realizado por Kulay (2000), onde a etapa de
beneficiamento de rocha fosfática era a grande responsável pela geração de efluente
líquido, neste estudo somente são gerados efluentes líquidos, de forma considerável, ao
98
longo do processo produtivo de diesel e enxofre. Isso decorre de uma tecnologia de
beneficiamento de rocha fosfática, utilizada exclusivamente pelo grupo GALVANI, em
rota via seca.
Ressalta-se que na produção de SSP, apesar de ser gerado o ácido
hexafluorsilíssico (H2SiF6), produzido na etapa de lavagem dos gases, este é
comercializado, ou reaproveitado no próprio processo, retornando ao reator em
substituição a uma parcela de ácido sulfúrico ou como fluído de lavagem no controle de
emissões de SiF4 e de pó de fosfatos. Desta forma, neste estudo de caso, o H2SiF6 é
classificado como sub-produto e não efluente líquido.
Também é importante ressaltar que na etapa de desmineralização da água são
geradas duas correntes de efluentes líquidos: uma básica e outra ácida. Entretanto estes
efluentes são lançados em uma lagoa interna do CILEM, neutralizando-se, e sendo toda
a água reutilizada nos processos produtivos de fertilizantes fosfatados, incluindo o SSP.
4.3.5.1.4. Resíduos sólidos
Os principais resíduos sólidos gerados são os rejeitos do processo de
beneficiamento de rocha fosfática; rejeito fosfático e rejeito magnético.
Ocorre também a geração de resíduos sólidos na etapa de produção de ácido
sulfúrico. Neste subsistema são geradas borras de enxofre e de pentóxido de vanádio,
classificadas como resíduo perigoso. SILVA & Kulay (2000) lembram que apesar de
ambos serem gerados em quantidades significativamente menores apresentam elevada
toxicidade. Dessa forma, ressaltam os autores, as práticas de acondicionamento,
transporte e disposição final desses materiais deve seguir a normas e procedimentos
rigorosos.
A observação feita para o H2SiF6, no item anterior, vale também para a “torta”
neste item, uma vez que também é um subproduto do processo produtivo do SSP.
Além disso, existem as varreduras provenientes ao longo dos processos
produtivos do ciclo de vida do SPP.
4.3.6. Metodologia de Avaliação e Interpretação
Para a realização da avaliação dos impactos provenientes do Ciclo de Vida do
SSP, foi utilizado um software direcionado para este tipo de estudo; o Gabi 4.0. Trata-se
de um software conhecido no mercado pelo seu consistente banco de dados e pelo fácil
manuseio. O desenvolvimento do estudo através do software Gabi trouxe os subsídios
99
necessários para as conclusões do estudo, face à ampla e consistente base de dados
provenientes de pesquisas desenvolvidas pelo fornecedor do software em cooperação
com a indústria de diversos setores da indústria alemã.
A metodologia para calcular os impactos ambientais foi baseada na alimentação
de dados ambientais no Gabi, onde foi possível avaliar os impactos ambientais em cada
etapa (subsistema) do ciclo de vida do SSP. Para trabalhar com o software foram
utilizadas as técnicas de Avaliação de Ciclo de Vida (ACV) da série de normas ISO
14.000, definindo categorias de impactos ambientais mundialmente adotadas.
Após a elaboração do inventário as informações foram compatibilizadas e
integralizadas no Gabi, obtendo-se ao final o resultado sobre o impacto ambiental ao
longo do ciclo de vida. O software avalia as categorias de impacto ambiental, utilizando
como método padrão a subdivisão em cinco estágios; seleção dos campos críticos
ecológicos; classificação; determinação dos impactos correlatos, padronização, e
avaliação.
Para o presente estudo foi realizada a integralização dos dados, através do
balanço ambiental, onde realizou-se a Avaliação do Inventário do Ciclo de Vida
(AICV). Para fornecer um quadro mais preciso do desempenho ambiental da avaliação
do desempenho ambiental do produto em estudo, entendeu-se ser mais adequado que o
Perfil de Impacto do SSP fosse constituído por indicadores do tipo midpoint. Ou seja,
indicadores relativos restringidos aos efeitos primários provocados pela disposição ou
consumo de determinado aspecto ambiental no meio ambiente.
Diante de tal decisão foi selecionado aquele, dentre os modelos existentes, com
enfoque em categorias de impacto intermediárias, que considera os impactos a partir do
ponto primário da intervenção ambiental. Assim, após avaliar a conjectura de todos os
modelos disponíveis, decidiu-se optar pelo método CML 2001, proposto pelos
pesquisadores do Centre of Environmental Science - CML, da Universidade de Leiden –
Holanda. É importante registrar que o Gabi não contempla nenhum modelo de avaliação
proposto pelos pesquisadores do Brasil.
Desta forma, pode se afirmar que a decisão de escolha do modelo de avaliação
foi motivada pelas categorias de impacto contempladas pelo método CML 2001,
entendidas como as mais adequadas para estabelecimento do perfil ambiental do
produto. Dentro deste contexto, Kulay (2004) ressalta que além do método CML ser
baseado na elaboração de indicadores do tipo midpoint, é um modelo de avaliação de
impactos que não é só consistente, como também descreve os efeitos sobre o meio
100
ambiente causados ao longo dos processos envolvidos de forma tal, que futuras ações
gerenciais podem ser tomadas.
Com o objetivo de representar adequadamente o perfil ambiental do SSP foi
feita a análise das categorias de impacto presentes nos fatores de normalização e
ponderação do método CML 2001 (discutidos mais adiante no item 4.4.3.1.
Procedimento da AICV). A partir daí foram selecionadas as categorias de impacto
ambiental que se inter-relacionavam. Estas categorias são:
- Potencial de Depleção Abiótica (PDA)
- Potencia de Acidificação (PA)
- Potencial de Eutrofização (PE)
- Potencial de Aquecimento Global (PAG 100 anos)
- Potencial de Redução da Camada de Ozônio (PRCO)
- Potencial de Criação de Oxidantes Fotoquímicos (PCOF)
- Radiação Radioativa (RRD)
Os indicadores foram normalizados, com o intuito de maximizar a
comparabilidade dos dados das diferentes categorias de impacto. Posteriormente se fez a
ponderação (valoração) de fatores a fim de definir, através de pesos pré-definido pelo
método CML 2001, a relativa importância dos efeitos ambientais do ciclo de vida.
A partir daí foi realizada a identificação dos principais impactos ambientais
vinculados ao produto, bem como a identificação da etapa mais impactante do ciclo de
vida analisado. A interpretação adequada dos dados possibilitou recomendar medidas
para minimização do impacto das diferentes fases do produto. Finalmente as
interpretações obtidas foram compatibilizadas e integralizadas no presente trabalho.
A metodologia de avaliação de impacto e a interpretação subseqüente utilizada
baseiam-se nas recomendações das normas ISO 14042 e ISO 14043.
4.3.7. Requisitos da qualidade dos dados iniciais
A coleta de dados das correntes de entrada e saída, envolvendo os aspectos
ambientais, de cada subsistema do ciclo de vida em estudo, resulta em um inventário
que contempla as necessidades de materiais e energia, geração de produtos e
subprodutos, bem como de poluentes. Tal inventário é conhecido como ecobalanço, ou
balanço de materiais e energia, ou simplesmente ICV.
101
Segundo Santos (2006), freqüentemente não é possível obter dados primários de
um processo, sendo necessário utilizar dados secundários do mesmo tipo de processo da
literatura.
Para a elaboração do ecobalanço, foi dada preferência à obtenção de dados
primários. Os dados vinculados às unidades produtivas e de logística do grupo
GALVANI são praticamente 100% de dados primários, com exceção de raras
estimativas. Nas unidades externas, devido à ausência de dados primários, foram
utilizados dados secundários obtidos da literatura, base de dados do software Gabi 4.0
ou também raramente por estimativa.
Kulay (2004) ressalta que uma das condições necessárias à composição dos
modelos de sistema de produto é que os dados empregados sejam coletados apenas em
condições regulares de processo, de forma que os níveis de produção não excedessem,
se possível, a capacidade nominal das instalações. A partir dessa decisão, deixaram de
ser consideradas, nete estudo, as situações anormais de processo como paradas
emergenciais ou programadas e suas respectivas repartidas.
Para todas as fontes de dados usadas, em especial as de dados secundários,
foram tomadas as precauções quanto à sua confiabilidade e representatividade para o
sistema de produto adotado, de acordo com os critérios de qualidade de dados propostos
pela norma ISO 14040, tais quais: utilização de dados atuais; coleta de dados primários
em condições normais de processo e; uso de dados secundários provenientes de fontes
seguras (como a base de dados do Gabi).
4.3.8. Suposições
No presente estudo considera-se que todo o diesel utilizado pelos subsistemas
presentes em território brasileiro seja proveniente de uma única refinaria. Devido ao
maior consumo deste combustível ser na região nordeste, considera-se que a unidade
produtiva de diesel seja a Refinaria Landulpho Alves – RLAM, pertencente à
PETROBRÁS e localizada no município de Mataripe-BA. Pelo mesmo motivo será
considerado que toda energia elétrica adquirida (externamente) pelos subsistemas
brasileiros será proveniente da hidrelétrica de Sobradinho, pertencente à CHESF e
localizada em Sobradinho-BA. Para corroborar com esta suposição não serão avaliados
o transporte e distribuição de diesel e energia, apenas sendo analisados os impactos
ambientais dos respectivos processos produtivos.
102
Conforme explicitado anteriormente, foi assumido para os subsistemas
produtivos que as suas operações não excedessem a capacidade nominal das suas
respectivas instalações. Com relação ao subsistema do transporte, será considerado que
a movimentação far-se-á em caminhões carregados com 27 t de material, sendo o
retorno realizado também com a mesma carga.
4.3.9. Limitações
Como limitações deste estudo, temos a etapa de uso e disposição do SSP, devido
à grande complexidade dos parâmetros envolvidos, sendo este estudo melhor avaliado
em uma pesquisa geológica/ agronômica.
Dada a grande diversidade de aspectos ambientais levantados em uma ACV,
SILVA & Kulay (2000) sugerem a aplicação de critérios de seleção que permitam
abstrair do universo total levantado, apenas os aspectos ambientais mais significativos.
Diante disto, decidiu-se considerar que correntes cuja percentagem de contribuição fosse
inferior a 0,3% das correntes totais de massa de entrada e saída seriam excluídas do
estudo, salvo casos em que o material fosse reconhecidamente impactante para o meio
ambiente. Para a alocação de cargas ambientais foi eleito o critério de energia e massa.
Finalmente, devido à dificuldade de acesso dos dados pertencentes aos
subsistemas produtivos externos, o que impossibilita maiores aprofundamentos dos
respectivos processos, os mesmos não terão recomendações de melhorias ambientais.
4.3.10. Tipo de análise crítica
A análise critica, conforme colocado anteriormente, é realizada para facilitar a
compreensão e aumentar a credibilidade do estudo de ACV. Na presente avaliação foi
abordada todos os temas apontados pela norma ISO 14040, verificação de: métodos,
dados, interpretações e transparência do estudo.
Com relação à metodologia, a utilização de um software específico para
realização de ACV (Gabi), o uso das recomendações das normas ISO 14040, 14041,
14042 e 14043, além da adoção de um modelo de avaliação ambiental consagrado
mundialmente (CML 2001) conferem ao estudo consistência em relação ao padrão
internacional. Daí poder se assegurar que os métodos utilizados são válidos tanto em
caráter científico como técnico.
Com relação aos dados utilizados no estudo, pode-se afirmar que de um modo
geral tratam-se de dados atuais (até 5 anos atrás), sendo que os dados primários têm
103
menos de 2 anos, e foram coletados em condições normais de produção. Ressalta-se que
dos 7 subsistemas vinculados diretamente ao produto, em 5 subsistemas foram
utilizados dados primários, o que confere uma consistência grande aos objetivos do
estudo. Além disso, os dados apresentam alta representatividade tanto no campo
geográfico como no tecnológico. Desta forma, considera-se que os dados utilizados são
apropriados para o alcance dos objetivos do estudo.
Em relação às interpretações realizadas, pode-se afirmar que as mesmas
respeitam as limitações existentes, identificam a etapa de maior impacto ambiental, e
traz propostas tangíveis para a melhora do desempenho ambiental do produto. Assim,
julga-se que as interpretações dos resultados refletem de forma adequada os objetivo
propostos pelo estudo.
Sobre a transparência do relatório final, deve ser ressaltado que o mesmo
apresenta fluxogramas tanto qualitativos como quali-quantitativos (integrados), além de
representar a modelagem do sistema estudado. Assim, o trabalho identifica de forma
clara, além das inter-relações dos subsistemas, os aspectos ambientais utilizados na
interpretação dos resultados. É importante ressaltar que antes mesmo de apresentar os
ecobalanços (fluxogramas de aspectos ambientais integrados quali-quantitativamente), o
relatório apresenta os fluxogramas qualitativos de cada etapa do processo envolvido.
Desta forma, o leitor tem rastreado de forma integral, no caso dos dados primários, os
ecovetores (fluxos de aspectos de entrada e saída) presentes no fluxograma integrado
(ecobalanço). Com isso o trabalho traz grande transparência aos aspectos ambientais
envolvidos no estudo.
Finalmente, o presente estudo traz uma contribuição importante aos usuários da
ferramenta de ACV no que diz respeito à realização de ponderações dos dados
processados. Na Avaliação dos Impactos do Ciclo de Vida – AICV – foi realizada uma
crítica ao resultado da carga ambiental do produto, obtido através do software Gabi,
onde foi exposta uma discussão sobre as considerações realizadas, sendo apresentado ao
leitor os dois valores; o resultado bruto da AICV, assim como o resultado ponderado da
AICV.
Assim, considerando as limitações e premissas adotadas durante o estudo,
entende-se que os objetivos foram alcançados com a qualidade desejada.
104
4.4. Inventário do Ciclo de Vida – ICV
4.4.1. Modelagem do ICV
A modelagem do sistema em estudo foi realizada com o auxílio do software
Gabi 4.0, incluindo todas as etapas relevantes ao processo produtivo do SSP. Desta
forma, a construção do ciclo de vida do SSP incluiu os processos produtivos vinculados
direta e indiretamente ao produto final, bem como os processos de transporte (marítimo
e rodoviário). Ressalta-se, conforme mencionado anteriormente, que os subsistemas de
uso e disposição do SSP não foram incluídos no modelo de ACV em estudo.
É importante registrar que devido aos processos produtivos provenientes da base
de dados do Gabi já contemplarem as correntes de entrada de energia elétrica, não
foram realizados os links do subsistema de hidrelétrica com os subsistemas de produção
de cal hidratada e produção de soda cáustica. Já no caso do processo de recuperação de
enxofre é gerado, segundo Abadie (2002), vapor de alta pressão que é reutilizado para a
co-geração de energia, ficando independente de energia externa.
A seguir, na figura 20, é apresentado a modelagem quali-quantitativa do ciclo de
vida do fertilizante SSP produzido pelo grupo GALVANI.
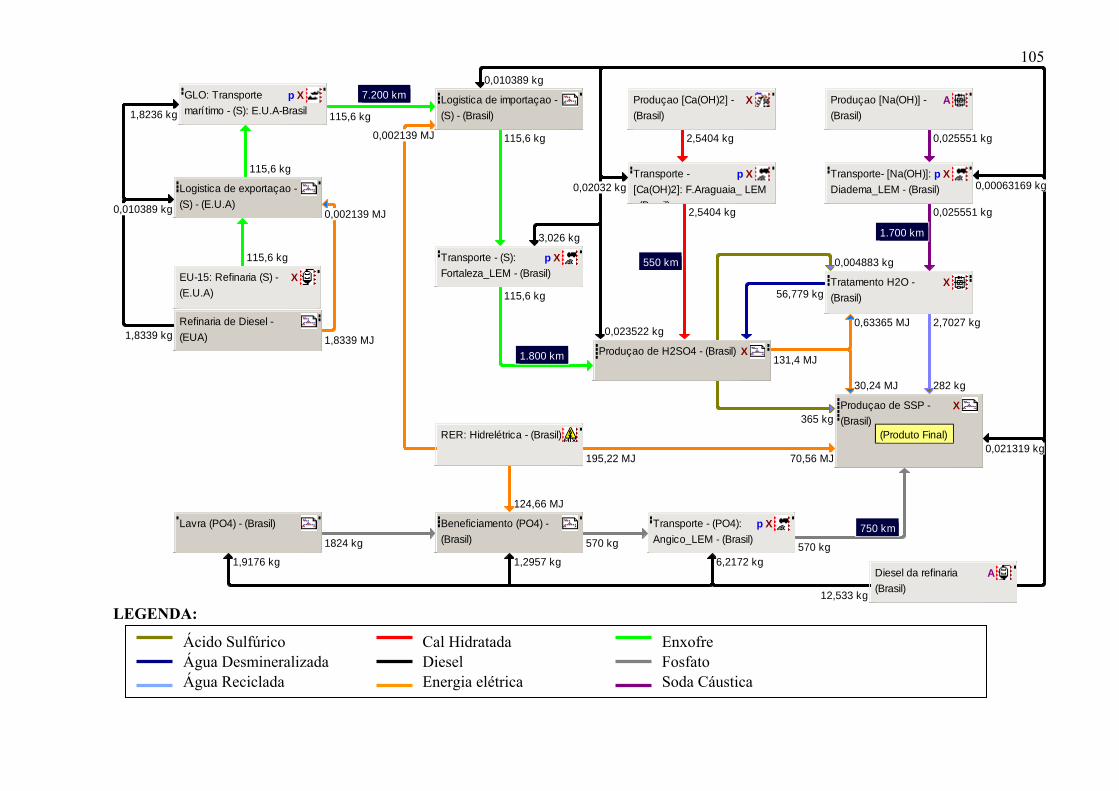
105
1824 kg
0,021319 kg
1,9176 kg 1,2957 kg
12,533 kg12,533 kg
6,2172 kg
0,00063169 kg0,02032 kg
0,023522 kg
3,026 kg
0,010389 kg
56,779 kg
2,7027 kg
282 kg
0,63365 MJ
30,24 MJ
131,4 MJ365 kg365 kg
0,004883 kg
365 kg
0,002139 MJ
124,66 MJ
195,22 MJ 195,22 MJ 70,56 MJ
115,6 kg
0,002139 MJ
1,8339 MJ
570 kg 570 kg
0,025551 kg
0,025551 kg
2,5404 kg
2,5404 kg
115,6 kg
115,6 kg
115,6 kg
115,6 kg
0,010389 kg
1,8339 kg
1,8236 kg
RER: Hidrelétrica - (Brasil)
XTratamento H2O -(Brasil)
XEU-15: Refinaria (S) -(E.U.A)
XProduçao de SSP -(Brasil)
XProduçao de H2SO4 - (Brasil)
Logistica de importaçao -(S) - (Brasil)
Lavra (PO4) - (Brasil) Beneficiamento (PO4) -(Brasil)
XProduçao [Ca(OH)2] -(Brasil)
AProduçao [Na(OH)] -(Brasil)
ADiesel da refinaria(Brasil)
Logistica de exportaçao -(S) - (E.U.A)
Refinaria de Diesel -(EUA)
XpGLO: Transportemarí timo - (S): E.U.A-Brasil
XpTransporte- [Na(OH)]:Diadema_LEM - (Brasil)
XpTransporte - (PO4):Angico_LEM - (Brasil)
XpTransporte - (S):Fortaleza_LEM - (Brasil)
XpTransporte -[Ca(OH)2]: F.Araguaia_ LEM
(Brasil)
750 km
7.200 km
1.800 km
550 km
1.700 km
(Produto Final)
LEGENDA:
S Ácido Sulfúrico Cal Hidratada Enxofre Água Desmineralizada Diesel Fosfato Água Reciclada Energia elétrica Soda Cáustica
106Figura 20: Modelagem quali-quantitativa do ciclo de vida do fertilizante SSP (Gabi 4.0).
107
4.4.2. Coleta de dados
A coleta de dados do processo produtivo do SSP pode ser dividida em duas
partes. A primeira referente aos dados primários e uma segunda ligada aos dados
secundários. Os dados primários foram levantados junto ao grupo GALVANI, nas suas
unidades: Unidade de Mineração Angico – UMA; Unidade de Logística Porto de
Mucuripe; Complexo Industrial Luiz Eduardo Magalhães – CILEM.
Se faz importante registrar que devido a grande dificuldade de realizar medidas
representativas do material particulado em suspensão, em algumas situações, decidiu-se
estimar o valor de 0,1% do total de material movimentado como sendo a massa de
particulado sólido em suspensão. Reitera-se que para tal emissão atmosférica foi
considerada exclusivamente a poeira “>PM10” proveniente da movimentação dos
insumos pertencentes aos subsistemas, a saber:
- Rocha fosfática, na etapa de extração mineral – subsistema de lavra;
- Enxofre elementar, na etapa de movimentação, via pá-carregadeira, do
material – subsistemas de logística portuária (aquisição de S);
- Enxofre elementar, na etapa de movimentação do material, via pá-
carregadeira (produção de H2SO4) logística de importação e exportação.
A fim de tornar o estudo mais preciso, além dos ecovetores envolvidos
diretamente no processo produtivo decidiu-se incluir, em todos os subsistemas de
atuação da GALVANI, os aspectos ambientais provenientes dos equipamentos de
movimentação interna de insumos: pás-carregadeira e caminhões basculantes. Para isso
se fez uso dos processos de serviço de transporte da base de dados do Gabi, inserindo
nestes os dados primários de consumo de diesel por tonelada produzida, conforme
representado na figura 21.
Por não haver no banco de dados do software um processo específico de trator,
para ambos equipamentos decidiu-se utilizar o processo “GLO: Truck 7,5 t - 12 t total
cap. / 5 t payload / Euro 3 (local)”. Ademais o fato de utilizar este mesmo processo para
ambos os processos não afetará o estudo, pois o impacto proveniente destes
equipamentos é o mesmo: emissão de compostos voláteis oriundos da queima de diesel
consumido.
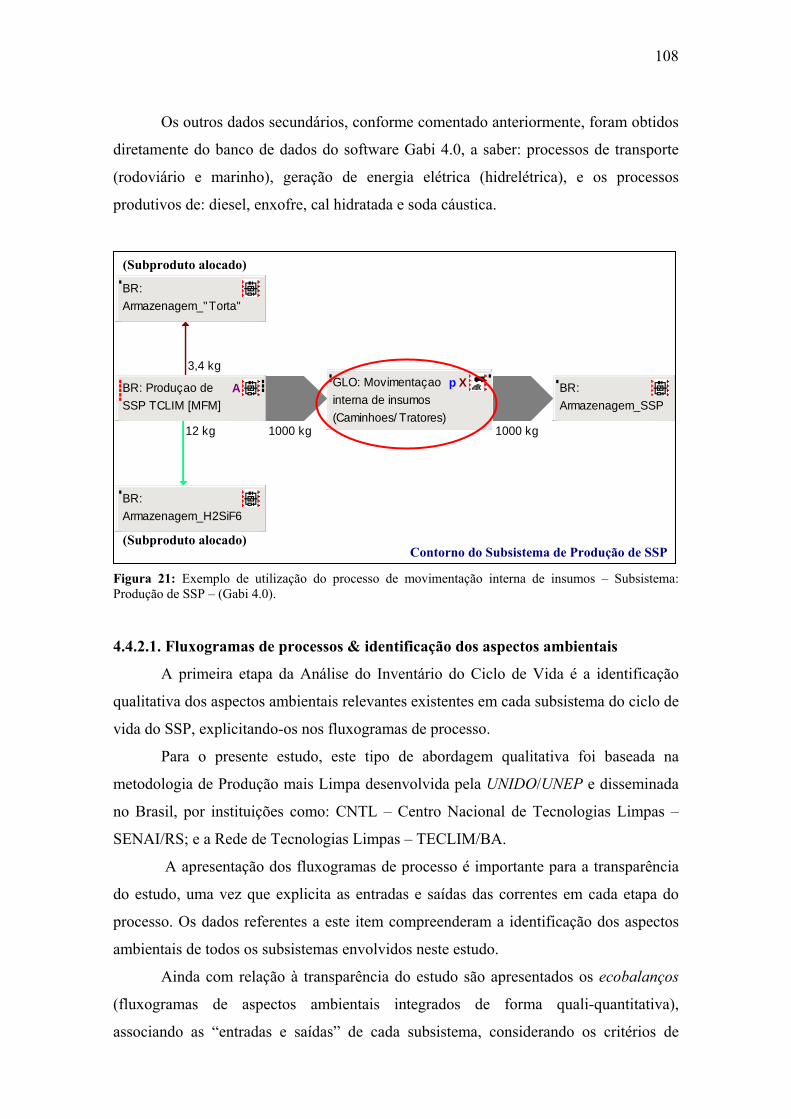
108
Os outros dados secundários, conforme comentado anteriormente, foram obtidos
diretamente do banco de dados do software Gabi 4.0, a saber: processos de transporte
(rodoviário e marinho), geração de energia elétrica (hidrelétrica), e os processos
produtivos de: diesel, enxofre, cal hidratada e soda cáustica.
1000 kg12 kg
3,4 kg
1000 kg
ABR: Produçao deSSP TCLIM [MFM]
XpGLO: Movimentaçaointerna de insumos(Caminhoes/ Tratores)
BR:Armazenagem_SSP
BR:Armazenagem_H2SiF6
BR:Armazenagem_"Torta"
Figura 21: Exemplo de utilização do processo de movimentação interna de insumos – Subsistema: Produção de SSP – (Gabi 4.0).
4.4.2.1. Fluxogramas de processos & identificação dos aspectos ambientais
A primeira etapa da Análise do Inventário do Ciclo de Vida é a identificação
qualitativa dos aspectos ambientais relevantes existentes em cada subsistema do ciclo de
vida do SSP, explicitando-os nos fluxogramas de processo.
Para o presente estudo, este tipo de abordagem qualitativa foi baseada na
metodologia de Produção mais Limpa desenvolvida pela UNIDO/UNEP e disseminada
no Brasil, por instituições como: CNTL – Centro Nacional de Tecnologias Limpas –
SENAI/RS; e a Rede de Tecnologias Limpas – TECLIM/BA.
A apresentação dos fluxogramas de processo é importante para a transparência
do estudo, uma vez que explicita as entradas e saídas das correntes em cada etapa do
processo. Os dados referentes a este item compreenderam a identificação dos aspectos
ambientais de todos os subsistemas envolvidos neste estudo.
Ainda com relação à transparência do estudo são apresentados os ecobalanços
(fluxogramas de aspectos ambientais integrados de forma quali-quantitativa),
associando as “entradas e saídas” de cada subsistema, considerando os critérios de
(Subproduto alocado)
(Subproduto alocado)
Contorno do Subsistema de Produção de SSP
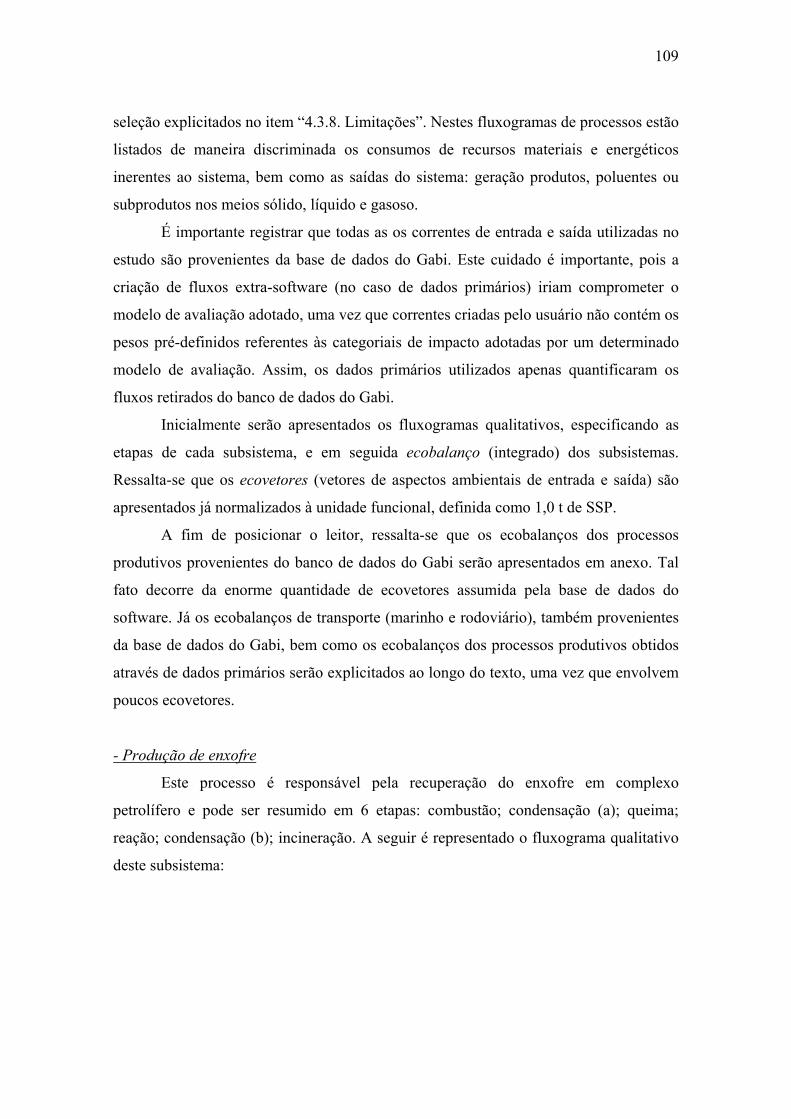
109
seleção explicitados no item “4.3.8. Limitações”. Nestes fluxogramas de processos estão
listados de maneira discriminada os consumos de recursos materiais e energéticos
inerentes ao sistema, bem como as saídas do sistema: geração produtos, poluentes ou
subprodutos nos meios sólido, líquido e gasoso.
É importante registrar que todas as os correntes de entrada e saída utilizadas no
estudo são provenientes da base de dados do Gabi. Este cuidado é importante, pois a
criação de fluxos extra-software (no caso de dados primários) iriam comprometer o
modelo de avaliação adotado, uma vez que correntes criadas pelo usuário não contém os
pesos pré-definidos referentes às categoriais de impacto adotadas por um determinado
modelo de avaliação. Assim, os dados primários utilizados apenas quantificaram os
fluxos retirados do banco de dados do Gabi.
Inicialmente serão apresentados os fluxogramas qualitativos, especificando as
etapas de cada subsistema, e em seguida ecobalanço (integrado) dos subsistemas.
Ressalta-se que os ecovetores (vetores de aspectos ambientais de entrada e saída) são
apresentados já normalizados à unidade funcional, definida como 1,0 t de SSP.
A fim de posicionar o leitor, ressalta-se que os ecobalanços dos processos
produtivos provenientes do banco de dados do Gabi serão apresentados em anexo. Tal
fato decorre da enorme quantidade de ecovetores assumida pela base de dados do
software. Já os ecobalanços de transporte (marinho e rodoviário), também provenientes
da base de dados do Gabi, bem como os ecobalanços dos processos produtivos obtidos
através de dados primários serão explicitados ao longo do texto, uma vez que envolvem
poucos ecovetores.
- Produção de enxofre
Este processo é responsável pela recuperação do enxofre em complexo
petrolífero e pode ser resumido em 6 etapas: combustão; condensação (a); queima;
reação; condensação (b); incineração. A seguir é representado o fluxograma qualitativo
deste subsistema:
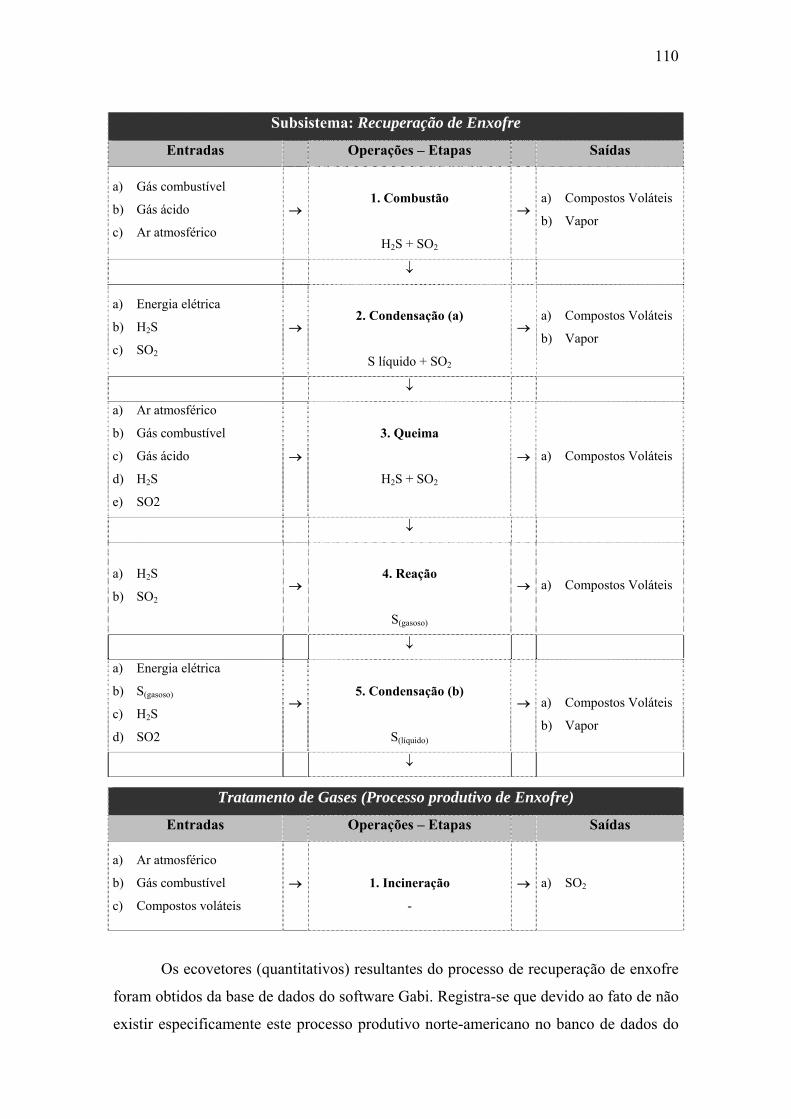
110
Subsistema: Recuperação de Enxofre
Entradas Operações – Etapas Saídas
a) Gás combustível
b) Gás ácido
c) Ar atmosférico
→
1. Combustão
H2S + SO2
→a) Compostos Voláteis
b) Vapor
↓
a) Energia elétrica
b) H2S
c) SO2
→
2. Condensação (a)
S líquido + SO2
→
a) Compostos Voláteis
b) Vapor
↓
a) Ar atmosférico
b) Gás combustível
c) Gás ácido
d) H2S
e) SO2
→
3. Queima
H2S + SO2
→
a) Compostos Voláteis
↓
a) H2S
b) SO2 →
4. Reação
S(gasoso)
→
a) Compostos Voláteis
↓
a) Energia elétrica
b) S(gasoso)
c) H2S
d) SO2
→
5. Condensação (b)
S(líquido)
→
a) Compostos Voláteis
b) Vapor
↓
Tratamento de Gases (Processo produtivo de Enxofre)
Entradas Operações – Etapas Saídas
a) Ar atmosférico
b) Gás combustível
c) Compostos voláteis
→
1. Incineração
-
→ a) SO2
Os ecovetores (quantitativos) resultantes do processo de recuperação de enxofre
foram obtidos da base de dados do software Gabi. Registra-se que devido ao fato de não
existir especificamente este processo produtivo norte-americano no banco de dados do
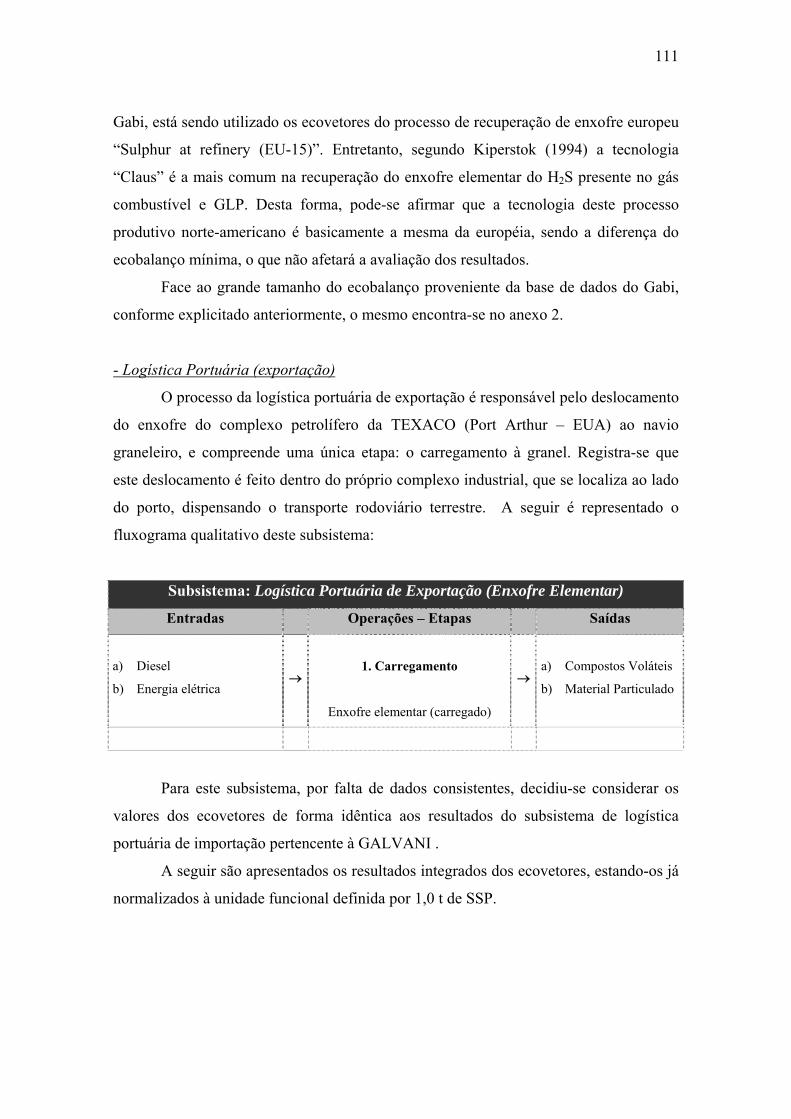
111
Gabi, está sendo utilizado os ecovetores do processo de recuperação de enxofre europeu
“Sulphur at refinery (EU-15)”. Entretanto, segundo Kiperstok (1994) a tecnologia
“Claus” é a mais comum na recuperação do enxofre elementar do H2S presente no gás
combustível e GLP. Desta forma, pode-se afirmar que a tecnologia deste processo
produtivo norte-americano é basicamente a mesma da européia, sendo a diferença do
ecobalanço mínima, o que não afetará a avaliação dos resultados.
Face ao grande tamanho do ecobalanço proveniente da base de dados do Gabi,
conforme explicitado anteriormente, o mesmo encontra-se no anexo 2.
- Logística Portuária (exportação)
O processo da logística portuária de exportação é responsável pelo deslocamento
do enxofre do complexo petrolífero da TEXACO (Port Arthur – EUA) ao navio
graneleiro, e compreende uma única etapa: o carregamento à granel. Registra-se que
este deslocamento é feito dentro do próprio complexo industrial, que se localiza ao lado
do porto, dispensando o transporte rodoviário terrestre. A seguir é representado o
fluxograma qualitativo deste subsistema:
Subsistema: Logística Portuária de Exportação (Enxofre Elementar)
Entradas Operações – Etapas Saídas
a) Diesel
b) Energia elétrica →
1. Carregamento
Enxofre elementar (carregado)
→a) Compostos Voláteis
b) Material Particulado
Para este subsistema, por falta de dados consistentes, decidiu-se considerar os
valores dos ecovetores de forma idêntica aos resultados do subsistema de logística
portuária de importação pertencente à GALVANI .
A seguir são apresentados os resultados integrados dos ecovetores, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP.
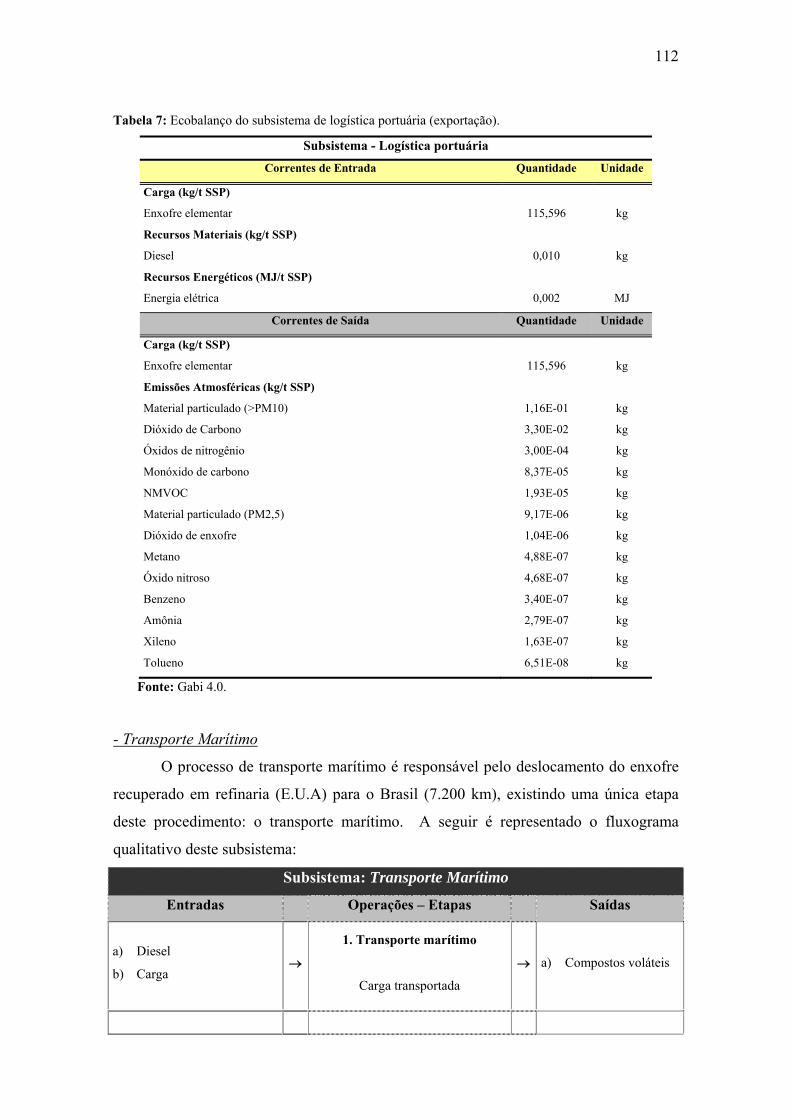
112
Tabela 7: Ecobalanço do subsistema de logística portuária (exportação).
Subsistema - Logística portuária
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,596 kg
Recursos Materiais (kg/t SSP)
Diesel 0,010 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 0,002 MJ
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,596 kg
Emissões Atmosféricas (kg/t SSP)
Material particulado (>PM10) 1,16E-01 kg
Dióxido de Carbono 3,30E-02 kg
Óxidos de nitrogênio 3,00E-04 kg
Monóxido de carbono 8,37E-05 kg
NMVOC 1,93E-05 kg
Material particulado (PM2,5) 9,17E-06 kg
Dióxido de enxofre 1,04E-06 kg
Metano 4,88E-07 kg
Óxido nitroso 4,68E-07 kg
Benzeno 3,40E-07 kg
Amônia 2,79E-07 kg
Xileno 1,63E-07 kg
Tolueno 6,51E-08 kg
Fonte: Gabi 4.0.
- Transporte Marítimo
O processo de transporte marítimo é responsável pelo deslocamento do enxofre
recuperado em refinaria (E.U.A) para o Brasil (7.200 km), existindo uma única etapa
deste procedimento: o transporte marítimo. A seguir é representado o fluxograma
qualitativo deste subsistema:
Subsistema: Transporte Marítimo
Entradas Operações – Etapas Saídas
a) Diesel
b) Carga →
1. Transporte marítimo
Carga transportada
→ a) Compostos voláteis
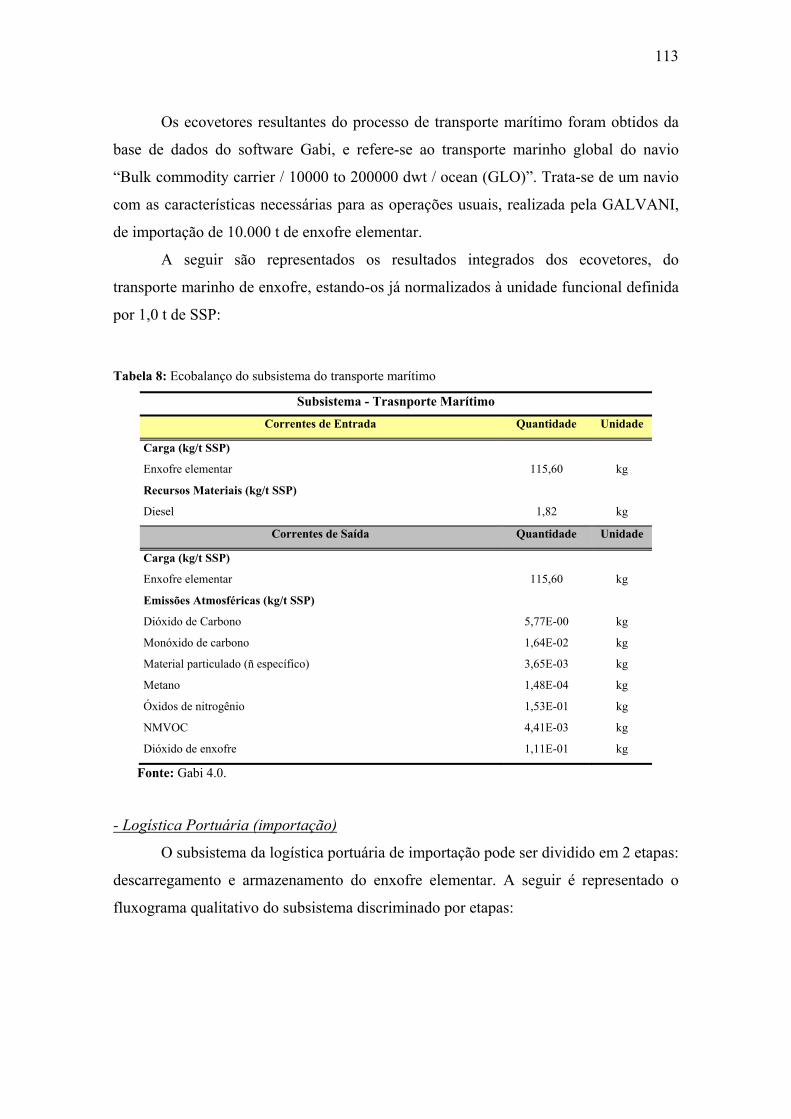
113
Os ecovetores resultantes do processo de transporte marítimo foram obtidos da
base de dados do software Gabi, e refere-se ao transporte marinho global do navio
“Bulk commodity carrier / 10000 to 200000 dwt / ocean (GLO)”. Trata-se de um navio
com as características necessárias para as operações usuais, realizada pela GALVANI,
de importação de 10.000 t de enxofre elementar.
A seguir são representados os resultados integrados dos ecovetores, do
transporte marinho de enxofre, estando-os já normalizados à unidade funcional definida
por 1,0 t de SSP:
Tabela 8: Ecobalanço do subsistema do transporte marítimo
Subsistema - Trasnporte Marítimo
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,60 kg
Recursos Materiais (kg/t SSP)
Diesel 1,82 kg
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,60 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 5,77E-00 kg
Monóxido de carbono 1,64E-02 kg
Material particulado (ñ específico) 3,65E-03 kg
Metano 1,48E-04 kg
Óxidos de nitrogênio 1,53E-01 kg
NMVOC 4,41E-03 kg
Dióxido de enxofre 1,11E-01 kg
Fonte: Gabi 4.0.
- Logística Portuária (importação)
O subsistema da logística portuária de importação pode ser dividido em 2 etapas:
descarregamento e armazenamento do enxofre elementar. A seguir é representado o
fluxograma qualitativo do subsistema discriminado por etapas:
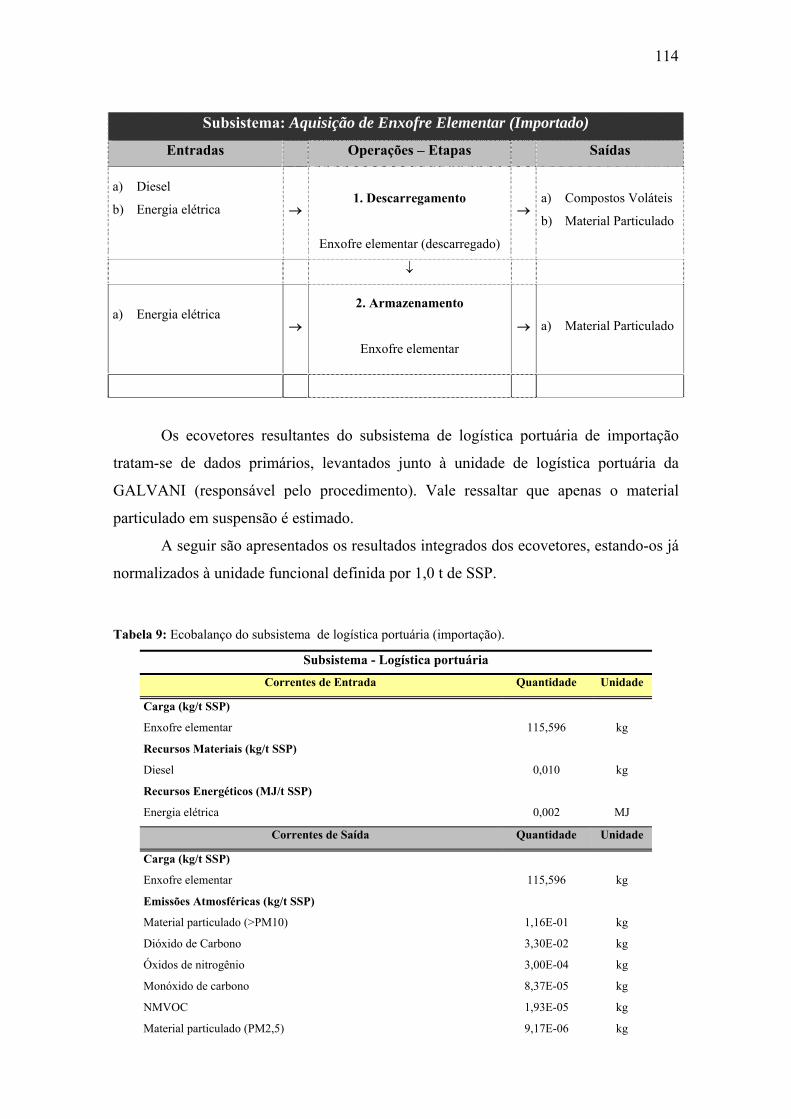
114
Subsistema: Aquisição de Enxofre Elementar (Importado)
Entradas Operações – Etapas Saídas
a) Diesel
b) Energia elétrica
→
1. Descarregamento
Enxofre elementar (descarregado)
→a) Compostos Voláteis
b) Material Particulado
↓
a) Energia elétrica
→
2. Armazenamento
Enxofre elementar
→ a) Material Particulado
Os ecovetores resultantes do subsistema de logística portuária de importação
tratam-se de dados primários, levantados junto à unidade de logística portuária da
GALVANI (responsável pelo procedimento). Vale ressaltar que apenas o material
particulado em suspensão é estimado.
A seguir são apresentados os resultados integrados dos ecovetores, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 9: Ecobalanço do subsistema de logística portuária (importação).
Subsistema - Logística portuária
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,596 kg
Recursos Materiais (kg/t SSP)
Diesel 0,010 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 0,002 MJ
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,596 kg
Emissões Atmosféricas (kg/t SSP)
Material particulado (>PM10) 1,16E-01 kg
Dióxido de Carbono 3,30E-02 kg
Óxidos de nitrogênio 3,00E-04 kg
Monóxido de carbono 8,37E-05 kg
NMVOC 1,93E-05 kg
Material particulado (PM2,5) 9,17E-06 kg
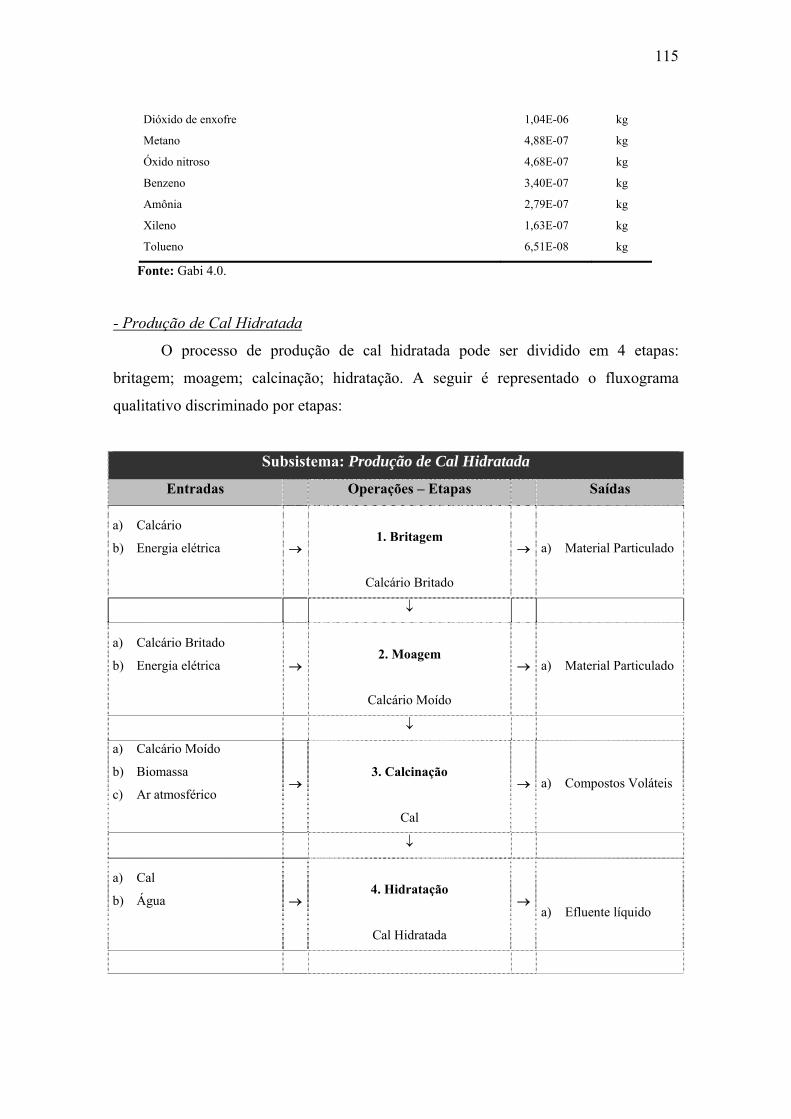
115
Dióxido de enxofre 1,04E-06 kg
Metano 4,88E-07 kg
Óxido nitroso 4,68E-07 kg
Benzeno 3,40E-07 kg
Amônia 2,79E-07 kg
Xileno 1,63E-07 kg
Tolueno 6,51E-08 kg
Fonte: Gabi 4.0.
- Produção de Cal Hidratada
O processo de produção de cal hidratada pode ser dividido em 4 etapas:
britagem; moagem; calcinação; hidratação. A seguir é representado o fluxograma
qualitativo discriminado por etapas:
Subsistema: Produção de Cal Hidratada
Entradas Operações – Etapas Saídas
a) Calcário
b) Energia elétrica
→
1. Britagem
Calcário Britado
→ a) Material Particulado
↓
a) Calcário Britado
b) Energia elétrica
→
2. Moagem
Calcário Moído
→
a) Material Particulado
↓
a) Calcário Moído
b) Biomassa
c) Ar atmosférico
→
3. Calcinação
Cal
→
a) Compostos Voláteis
↓
a) Cal
b) Água
→
4. Hidratação
Cal Hidratada
→
a) Efluente líquido
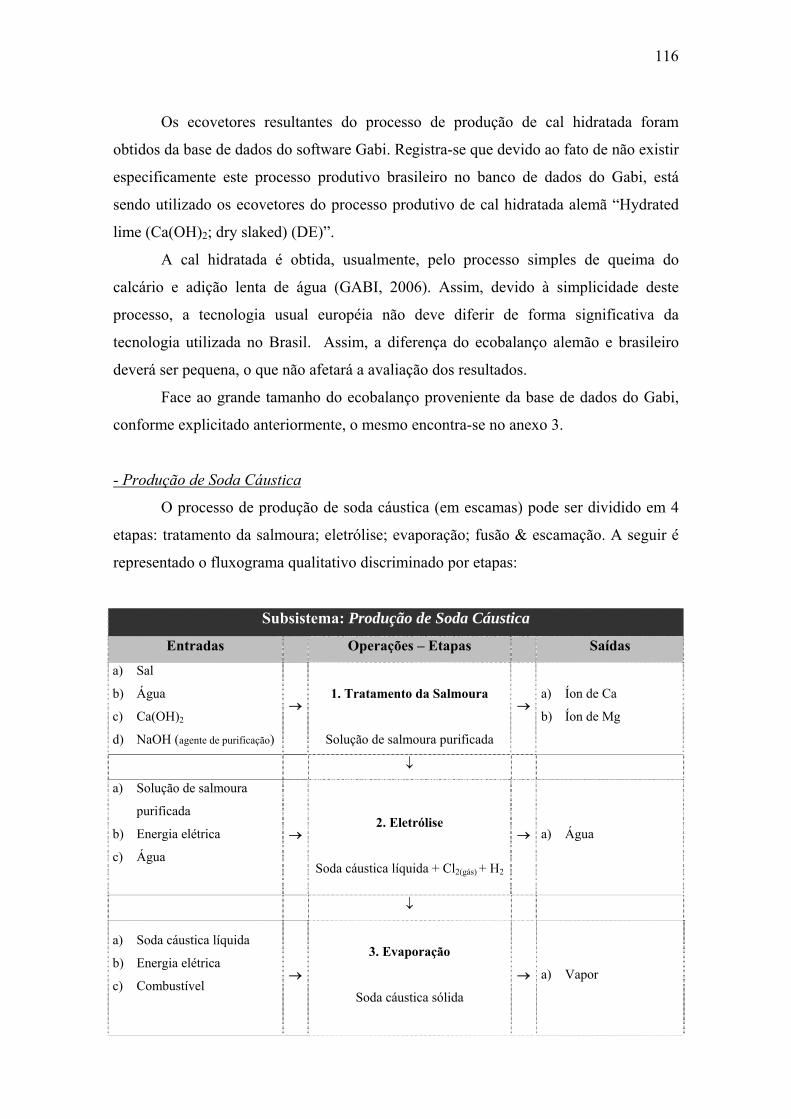
116
Os ecovetores resultantes do processo de produção de cal hidratada foram
obtidos da base de dados do software Gabi. Registra-se que devido ao fato de não existir
especificamente este processo produtivo brasileiro no banco de dados do Gabi, está
sendo utilizado os ecovetores do processo produtivo de cal hidratada alemã “Hydrated
lime (Ca(OH)2; dry slaked) (DE)”.
A cal hidratada é obtida, usualmente, pelo processo simples de queima do
calcário e adição lenta de água (GABI, 2006). Assim, devido à simplicidade deste
processo, a tecnologia usual européia não deve diferir de forma significativa da
tecnologia utilizada no Brasil. Assim, a diferença do ecobalanço alemão e brasileiro
deverá ser pequena, o que não afetará a avaliação dos resultados.
Face ao grande tamanho do ecobalanço proveniente da base de dados do Gabi,
conforme explicitado anteriormente, o mesmo encontra-se no anexo 3.
- Produção de Soda Cáustica
O processo de produção de soda cáustica (em escamas) pode ser dividido em 4
etapas: tratamento da salmoura; eletrólise; evaporação; fusão & escamação. A seguir é
representado o fluxograma qualitativo discriminado por etapas:
Subsistema: Produção de Soda Cáustica
Entradas Operações – Etapas Saídas
a) Sal
b) Água
c) Ca(OH)2
d) NaOH (agente de purificação)
→
1. Tratamento da Salmoura
Solução de salmoura purificada
→a) Íon de Ca
b) Íon de Mg
↓
a) Solução de salmoura
purificada
b) Energia elétrica
c) Água
→
2. Eletrólise
Soda cáustica líquida + Cl2(gás) + H2
→
a) Água
↓
a) Soda cáustica líquida
b) Energia elétrica
c) Combustível
→
3. Evaporação
Soda cáustica sólida
→
a) Vapor
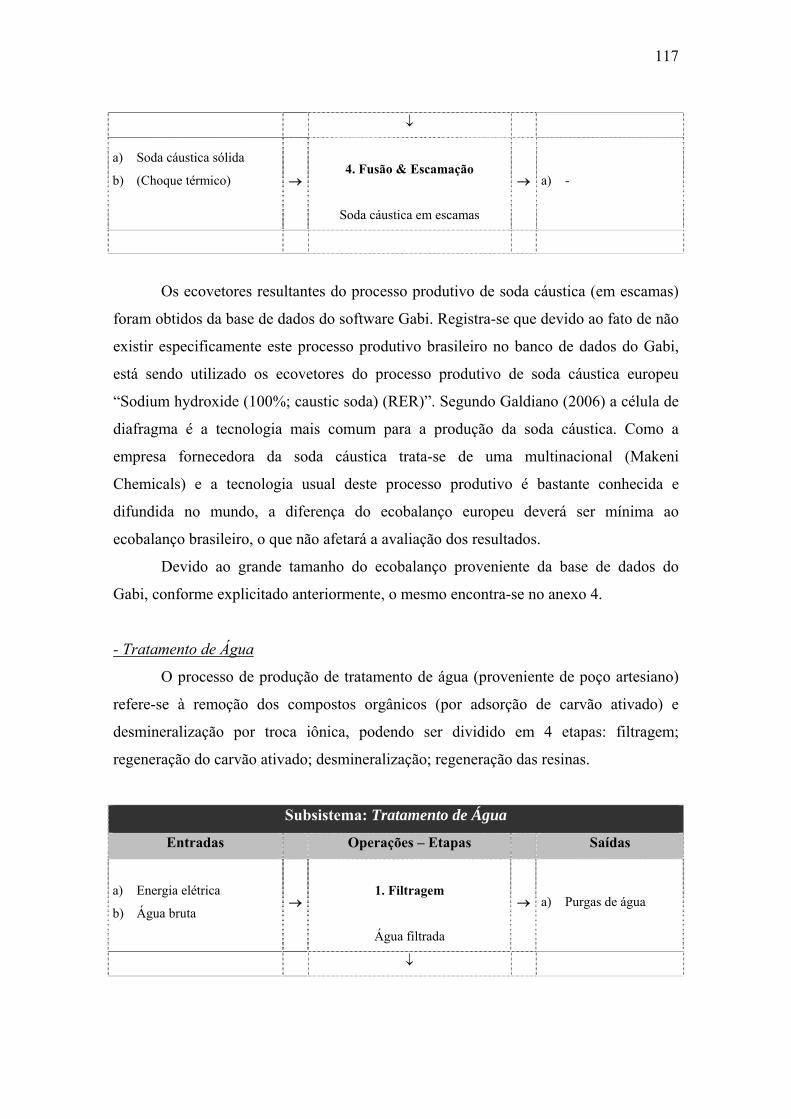
117
↓
a) Soda cáustica sólida
b) (Choque térmico)
→
4. Fusão & Escamação
Soda cáustica em escamas
→
a) -
Os ecovetores resultantes do processo produtivo de soda cáustica (em escamas)
foram obtidos da base de dados do software Gabi. Registra-se que devido ao fato de não
existir especificamente este processo produtivo brasileiro no banco de dados do Gabi,
está sendo utilizado os ecovetores do processo produtivo de soda cáustica europeu
“Sodium hydroxide (100%; caustic soda) (RER)”. Segundo Galdiano (2006) a célula de
diafragma é a tecnologia mais comum para a produção da soda cáustica. Como a
empresa fornecedora da soda cáustica trata-se de uma multinacional (Makeni
Chemicals) e a tecnologia usual deste processo produtivo é bastante conhecida e
difundida no mundo, a diferença do ecobalanço europeu deverá ser mínima ao
ecobalanço brasileiro, o que não afetará a avaliação dos resultados.
Devido ao grande tamanho do ecobalanço proveniente da base de dados do
Gabi, conforme explicitado anteriormente, o mesmo encontra-se no anexo 4.
- Tratamento de Água
O processo de produção de tratamento de água (proveniente de poço artesiano)
refere-se à remoção dos compostos orgânicos (por adsorção de carvão ativado) e
desmineralização por troca iônica, podendo ser dividido em 4 etapas: filtragem;
regeneração do carvão ativado; desmineralização; regeneração das resinas.
Subsistema: Tratamento de Água
Entradas Operações – Etapas Saídas
a) Energia elétrica
b) Água bruta →
1. Filtragem
Água filtrada
→
a) Purgas de água
↓
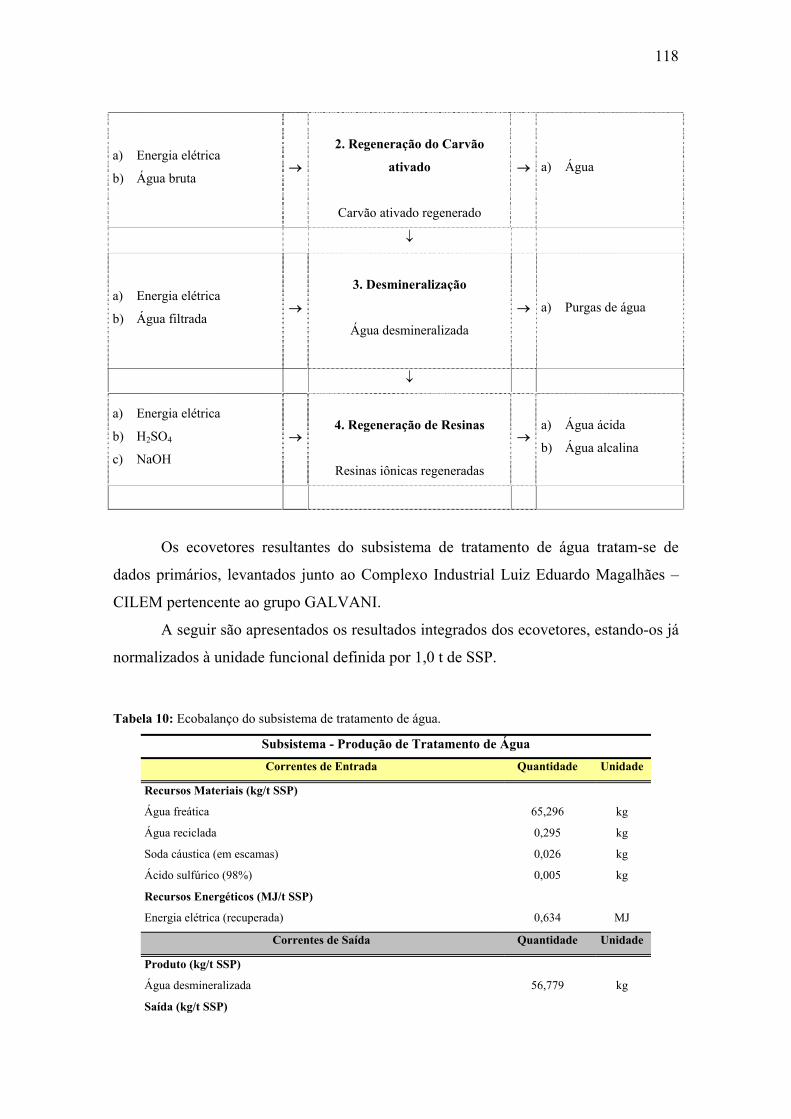
118
a) Energia elétrica
b) Água bruta →
2. Regeneração do Carvão
ativado
Carvão ativado regenerado
→
a) Água
↓
a) Energia elétrica
b) Água filtrada →
3. Desmineralização
Água desmineralizada
→
a) Purgas de água
↓
a) Energia elétrica
b) H2SO4
c) NaOH
→
4. Regeneração de Resinas
Resinas iônicas regeneradas
→a) Água ácida
b) Água alcalina
Os ecovetores resultantes do subsistema de tratamento de água tratam-se de
dados primários, levantados junto ao Complexo Industrial Luiz Eduardo Magalhães –
CILEM pertencente ao grupo GALVANI.
A seguir são apresentados os resultados integrados dos ecovetores, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 10: Ecobalanço do subsistema de tratamento de água.
Subsistema - Produção de Tratamento de Água
Correntes de Entrada Quantidade Unidade
Recursos Materiais (kg/t SSP)
Água freática 65,296 kg
Água reciclada 0,295 kg
Soda cáustica (em escamas) 0,026 kg
Ácido sulfúrico (98%) 0,005 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica (recuperada) 0,634 MJ
Correntes de Saída Quantidade Unidade
Produto (kg/t SSP)
Água desmineralizada 56,779 kg
Saída (kg/t SSP)
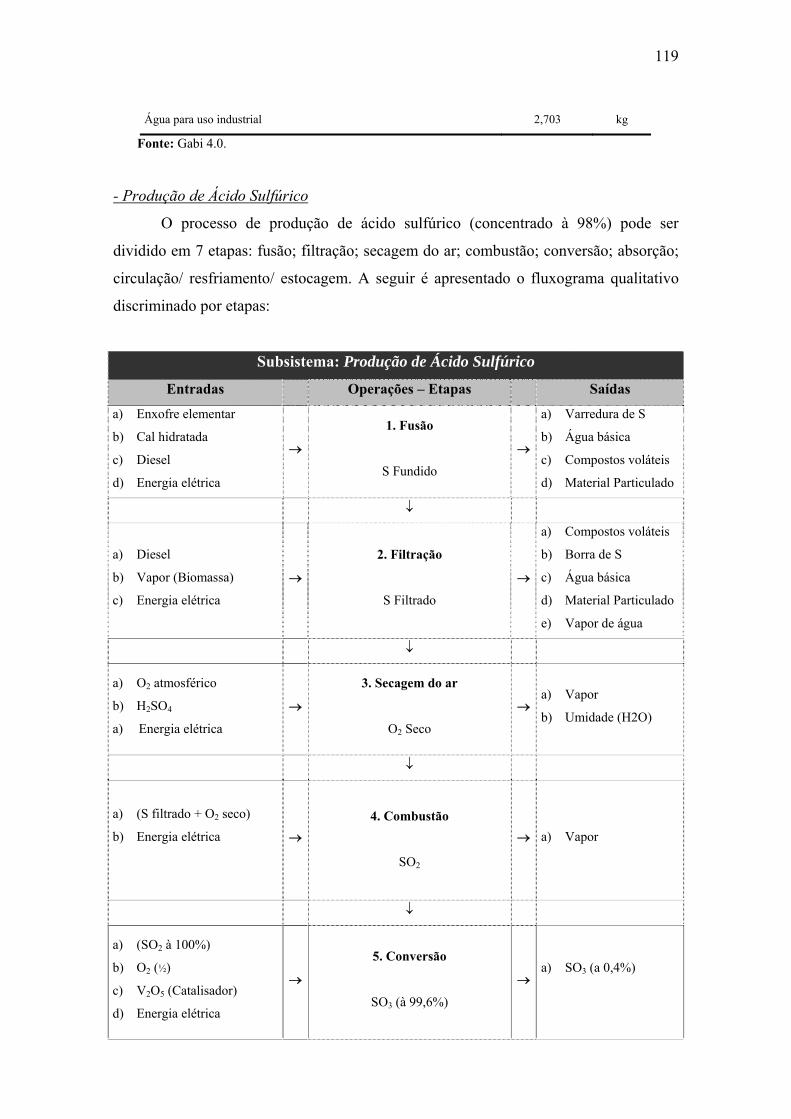
119
Água para uso industrial 2,703 kg
Fonte: Gabi 4.0.
- Produção de Ácido Sulfúrico
O processo de produção de ácido sulfúrico (concentrado à 98%) pode ser
dividido em 7 etapas: fusão; filtração; secagem do ar; combustão; conversão; absorção;
circulação/ resfriamento/ estocagem. A seguir é apresentado o fluxograma qualitativo
discriminado por etapas:
Subsistema: Produção de Ácido Sulfúrico
Entradas Operações – Etapas Saídas
a) Enxofre elementar
b) Cal hidratada
c) Diesel
d) Energia elétrica
→
1. Fusão
S Fundido
→
a) Varredura de S
b) Água básica
c) Compostos voláteis
d) Material Particulado
↓
a) Diesel
b) Vapor (Biomassa)
c) Energia elétrica
→
2. Filtração
S Filtrado
→
a) Compostos voláteis
b) Borra de S
c) Água básica
d) Material Particulado
e) Vapor de água
↓
a) O2 atmosférico
b) H2SO4
a) Energia elétrica
→
3. Secagem do ar
O2 Seco
→a) Vapor
b) Umidade (H2O)
↓
a) (S filtrado + O2 seco)
b) Energia elétrica
→
4. Combustão
SO2
→
a) Vapor
↓
a) (SO2 à 100%)
b) O2 (½)
c) V2O5 (Catalisador)
d) Energia elétrica
→
5. Conversão
SO3 (à 99,6%)
→a) SO3 (a 0,4%)
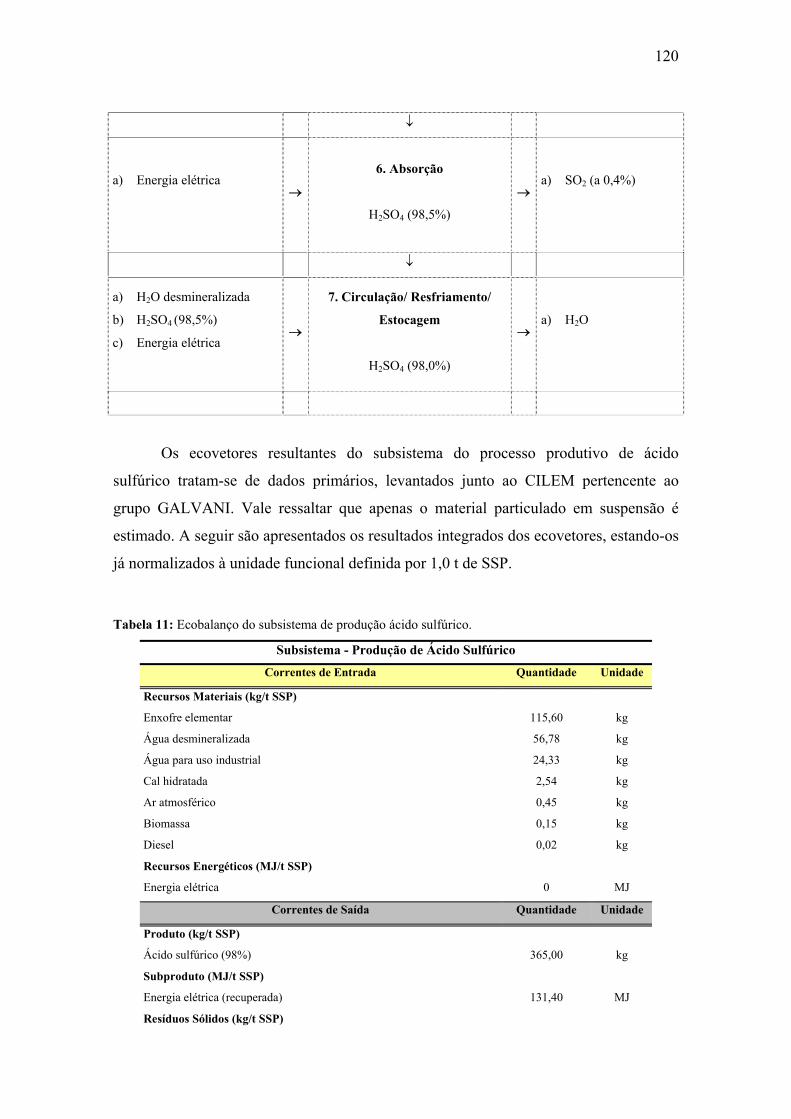
120
↓
a) Energia elétrica
→
6. Absorção
H2SO4 (98,5%)
→a) SO2 (a 0,4%)
↓
a) H2O desmineralizada
b) H2SO4 (98,5%)
c) Energia elétrica
→
7. Circulação/ Resfriamento/
Estocagem
H2SO4 (98,0%)
→a) H2O
Os ecovetores resultantes do subsistema do processo produtivo de ácido
sulfúrico tratam-se de dados primários, levantados junto ao CILEM pertencente ao
grupo GALVANI. Vale ressaltar que apenas o material particulado em suspensão é
estimado. A seguir são apresentados os resultados integrados dos ecovetores, estando-os
já normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 11: Ecobalanço do subsistema de produção ácido sulfúrico.
Subsistema - Produção de Ácido Sulfúrico
Correntes de Entrada Quantidade Unidade
Recursos Materiais (kg/t SSP)
Enxofre elementar 115,60 kg
Água desmineralizada 56,78 kg
Água para uso industrial 24,33 kg
Cal hidratada 2,54 kg
Ar atmosférico 0,45 kg
Biomassa 0,15 kg
Diesel 0,02 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 0 MJ
Correntes de Saída Quantidade Unidade
Produto (kg/t SSP)
Ácido sulfúrico (98%) 365,00 kg
Subproduto (MJ/t SSP)
Energia elétrica (recuperada) 131,40 MJ
Resíduos Sólidos (kg/t SSP)
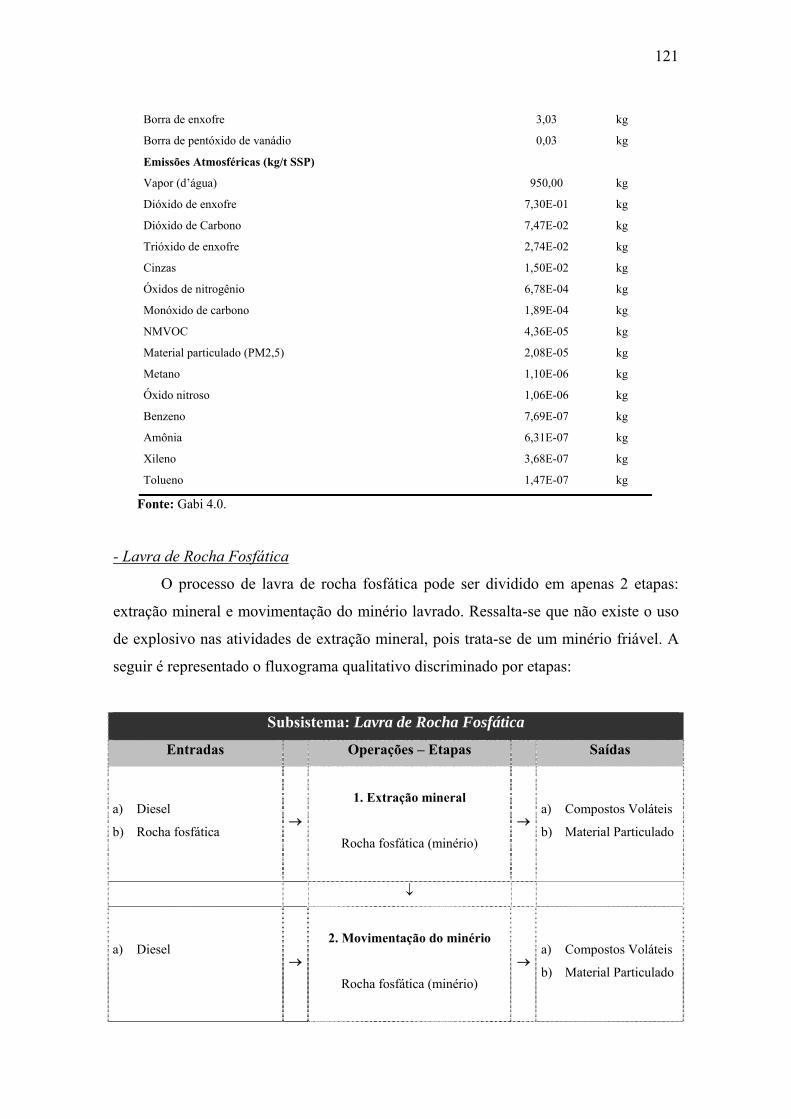
121
Borra de enxofre 3,03 kg
Borra de pentóxido de vanádio 0,03 kg
Emissões Atmosféricas (kg/t SSP)
Vapor (d’água) 950,00 kg
Dióxido de enxofre 7,30E-01 kg
Dióxido de Carbono 7,47E-02 kg
Trióxido de enxofre 2,74E-02 kg
Cinzas 1,50E-02 kg
Óxidos de nitrogênio 6,78E-04 kg
Monóxido de carbono 1,89E-04 kg
NMVOC 4,36E-05 kg
Material particulado (PM2,5) 2,08E-05 kg
Metano 1,10E-06 kg
Óxido nitroso 1,06E-06 kg
Benzeno 7,69E-07 kg
Amônia 6,31E-07 kg
Xileno 3,68E-07 kg
Tolueno 1,47E-07 kg
Fonte: Gabi 4.0.
- Lavra de Rocha Fosfática
O processo de lavra de rocha fosfática pode ser dividido em apenas 2 etapas:
extração mineral e movimentação do minério lavrado. Ressalta-se que não existe o uso
de explosivo nas atividades de extração mineral, pois trata-se de um minério friável. A
seguir é representado o fluxograma qualitativo discriminado por etapas:
Subsistema: Lavra de Rocha Fosfática
Entradas Operações – Etapas Saídas
a) Diesel
b) Rocha fosfática →
1. Extração mineral
Rocha fosfática (minério)
→a) Compostos Voláteis
b) Material Particulado
↓
a) Diesel
→
2. Movimentação do minério
Rocha fosfática (minério)
→a) Compostos Voláteis
b) Material Particulado
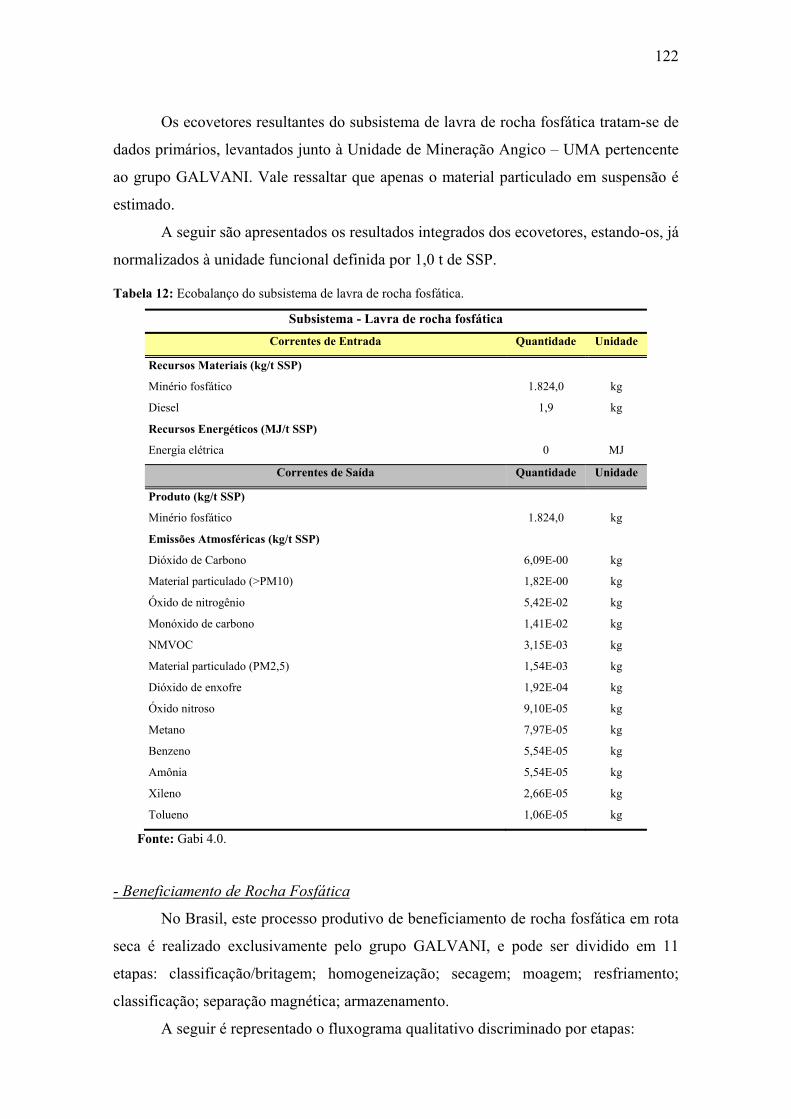
122
Os ecovetores resultantes do subsistema de lavra de rocha fosfática tratam-se de
dados primários, levantados junto à Unidade de Mineração Angico – UMA pertencente
ao grupo GALVANI. Vale ressaltar que apenas o material particulado em suspensão é
estimado.
A seguir são apresentados os resultados integrados dos ecovetores, estando-os, já
normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 12: Ecobalanço do subsistema de lavra de rocha fosfática.
Subsistema - Lavra de rocha fosfática
Correntes de Entrada Quantidade Unidade
Recursos Materiais (kg/t SSP)
Minério fosfático 1.824,0 kg
Diesel 1,9 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 0 MJ
Correntes de Saída Quantidade Unidade
Produto (kg/t SSP)
Minério fosfático 1.824,0 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 6,09E-00 kg
Material particulado (>PM10) 1,82E-00 kg
Óxido de nitrogênio 5,42E-02 kg
Monóxido de carbono 1,41E-02 kg
NMVOC 3,15E-03 kg
Material particulado (PM2,5) 1,54E-03 kg
Dióxido de enxofre 1,92E-04 kg
Óxido nitroso 9,10E-05 kg
Metano 7,97E-05 kg
Benzeno 5,54E-05 kg
Amônia 5,54E-05 kg
Xileno 2,66E-05 kg
Tolueno 1,06E-05 kg
Fonte: Gabi 4.0.
- Beneficiamento de Rocha Fosfática
No Brasil, este processo produtivo de beneficiamento de rocha fosfática em rota
seca é realizado exclusivamente pelo grupo GALVANI, e pode ser dividido em 11
etapas: classificação/britagem; homogeneização; secagem; moagem; resfriamento;
classificação; separação magnética; armazenamento.
A seguir é representado o fluxograma qualitativo discriminado por etapas:
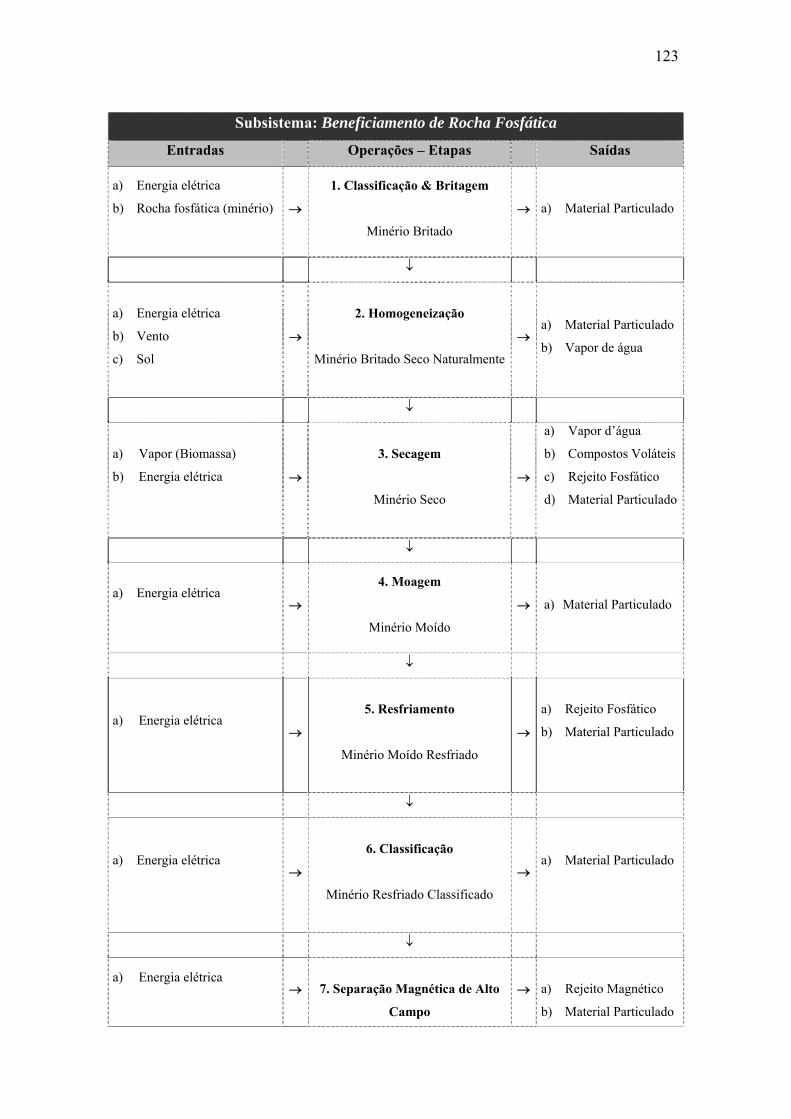
123
Subsistema: Beneficiamento de Rocha Fosfática
Entradas Operações – Etapas Saídas
a) Energia elétrica
b) Rocha fosfática (minério)
→
1. Classificação & Britagem
Minério Britado
→ a) Material Particulado
↓
a) Energia elétrica
b) Vento
c) Sol
→
2. Homogeneização
Minério Britado Seco Naturalmente
→a) Material Particulado
b) Vapor de água
↓
a) Vapor (Biomassa)
b) Energia elétrica
→
3. Secagem
Minério Seco
→
a) Vapor d’água
b) Compostos Voláteis
c) Rejeito Fosfático
d) Material Particulado
↓
a) Energia elétrica
→
4. Moagem
Minério Moído
→
a) Material Particulado
↓
a) Energia elétrica
→
5. Resfriamento
Minério Moído Resfriado
→
a) Rejeito Fosfático
b) Material Particulado
↓
a) Energia elétrica
→
6. Classificação
Minério Resfriado Classificado
→a) Material Particulado
↓
a) Energia elétrica
→
7. Separação Magnética de Alto
Campo
→
a) Rejeito Magnético
b) Material Particulado
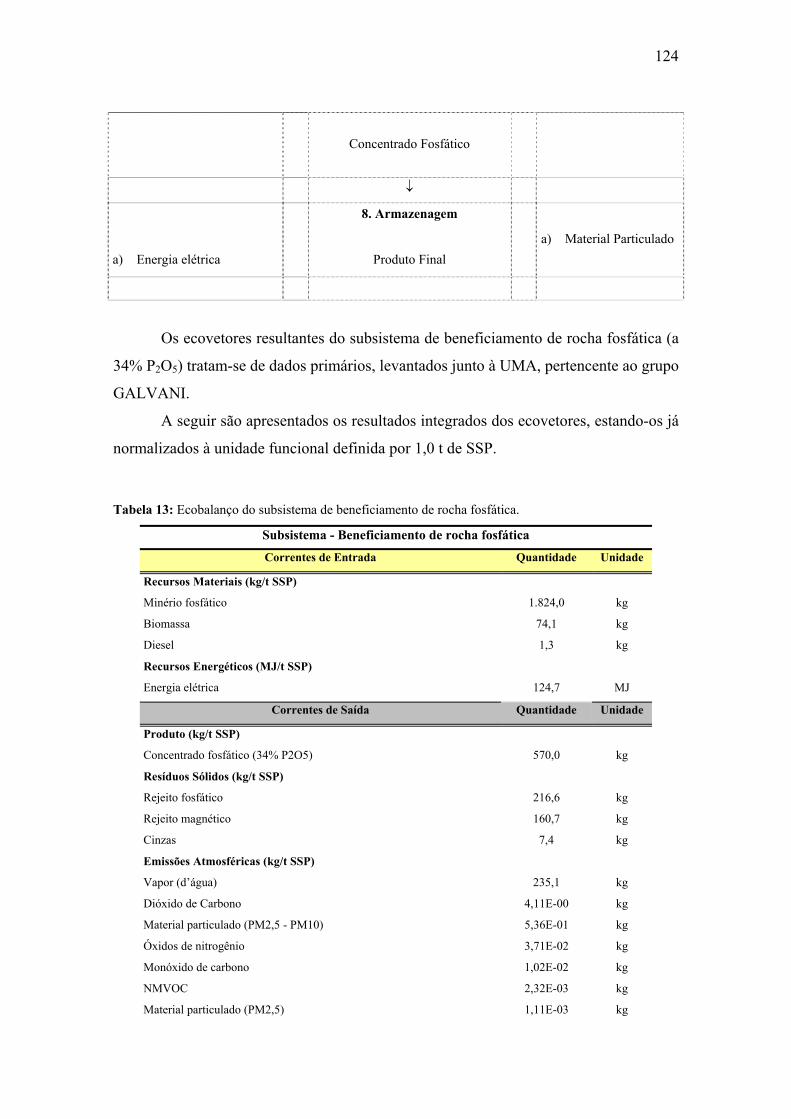
124
Concentrado Fosfático
↓
a) Energia elétrica
8. Armazenagem
Produto Final
a) Material Particulado
Os ecovetores resultantes do subsistema de beneficiamento de rocha fosfática (a
34% P2O5) tratam-se de dados primários, levantados junto à UMA, pertencente ao grupo
GALVANI.
A seguir são apresentados os resultados integrados dos ecovetores, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 13: Ecobalanço do subsistema de beneficiamento de rocha fosfática.
Subsistema - Beneficiamento de rocha fosfática
Correntes de Entrada Quantidade Unidade
Recursos Materiais (kg/t SSP)
Minério fosfático 1.824,0 kg
Biomassa 74,1 kg
Diesel 1,3 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 124,7 MJ
Correntes de Saída Quantidade Unidade
Produto (kg/t SSP)
Concentrado fosfático (34% P2O5) 570,0 kg
Resíduos Sólidos (kg/t SSP)
Rejeito fosfático 216,6 kg
Rejeito magnético 160,7 kg
Cinzas 7,4 kg
Emissões Atmosféricas (kg/t SSP)
Vapor (d’água) 235,1 kg
Dióxido de Carbono 4,11E-00 kg
Material particulado (PM2,5 - PM10) 5,36E-01 kg
Óxidos de nitrogênio 3,71E-02 kg
Monóxido de carbono 1,02E-02 kg
NMVOC 2,32E-03 kg
Material particulado (PM2,5) 1,11E-03 kg
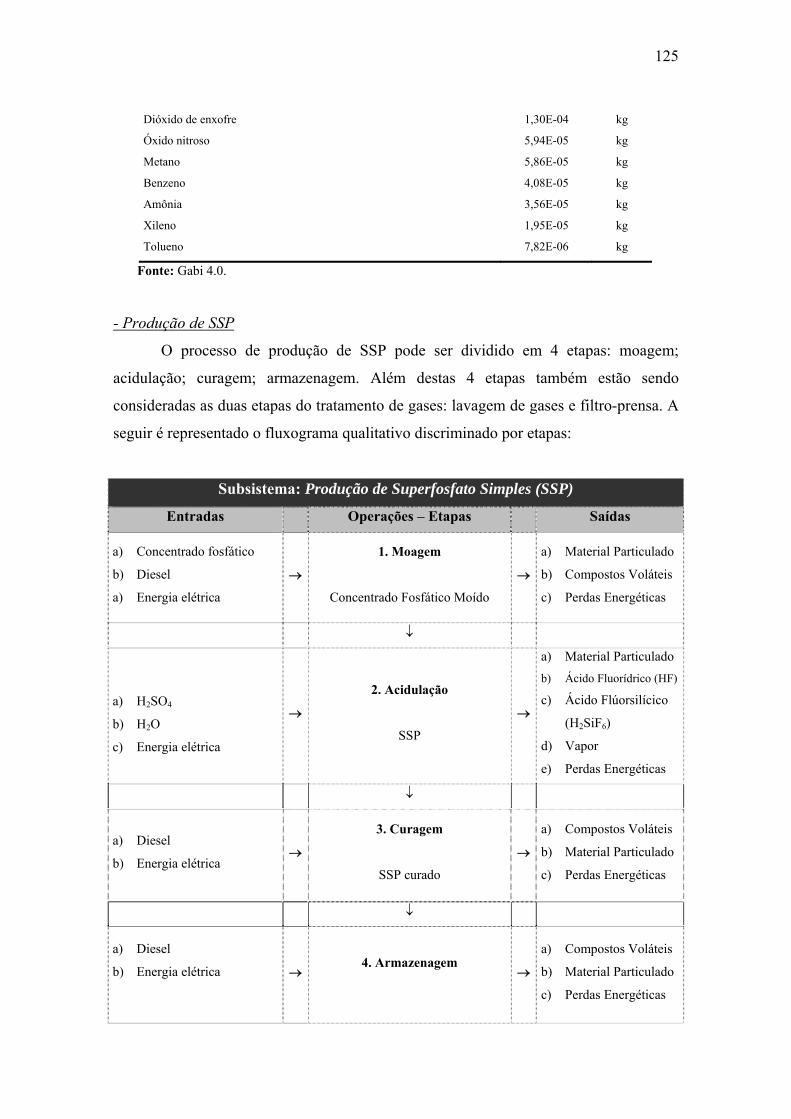
125
Dióxido de enxofre 1,30E-04 kg
Óxido nitroso 5,94E-05 kg
Metano 5,86E-05 kg
Benzeno 4,08E-05 kg
Amônia 3,56E-05 kg
Xileno 1,95E-05 kg
Tolueno 7,82E-06 kg
Fonte: Gabi 4.0.
- Produção de SSP
O processo de produção de SSP pode ser dividido em 4 etapas: moagem;
acidulação; curagem; armazenagem. Além destas 4 etapas também estão sendo
consideradas as duas etapas do tratamento de gases: lavagem de gases e filtro-prensa. A
seguir é representado o fluxograma qualitativo discriminado por etapas:
Subsistema: Produção de Superfosfato Simples (SSP)
Entradas Operações – Etapas Saídas
a) Concentrado fosfático
b) Diesel
a) Energia elétrica
→
1. Moagem
Concentrado Fosfático Moído
→
a) Material Particulado
b) Compostos Voláteis
c) Perdas Energéticas
↓
a) H2SO4
b) H2O
c) Energia elétrica
→
2. Acidulação
SSP
→
a) Material Particulado b) Ácido Fluorídrico (HF)
c) Ácido Flúorsilícico
(H2SiF6)
d) Vapor
e) Perdas Energéticas
↓
a) Diesel
b) Energia elétrica
→
3. Curagem
SSP curado
→
a) Compostos Voláteis
b) Material Particulado
c) Perdas Energéticas
↓
a) Diesel
b) Energia elétrica
→
4. Armazenagem
→
a) Compostos Voláteis
b) Material Particulado
c) Perdas Energéticas
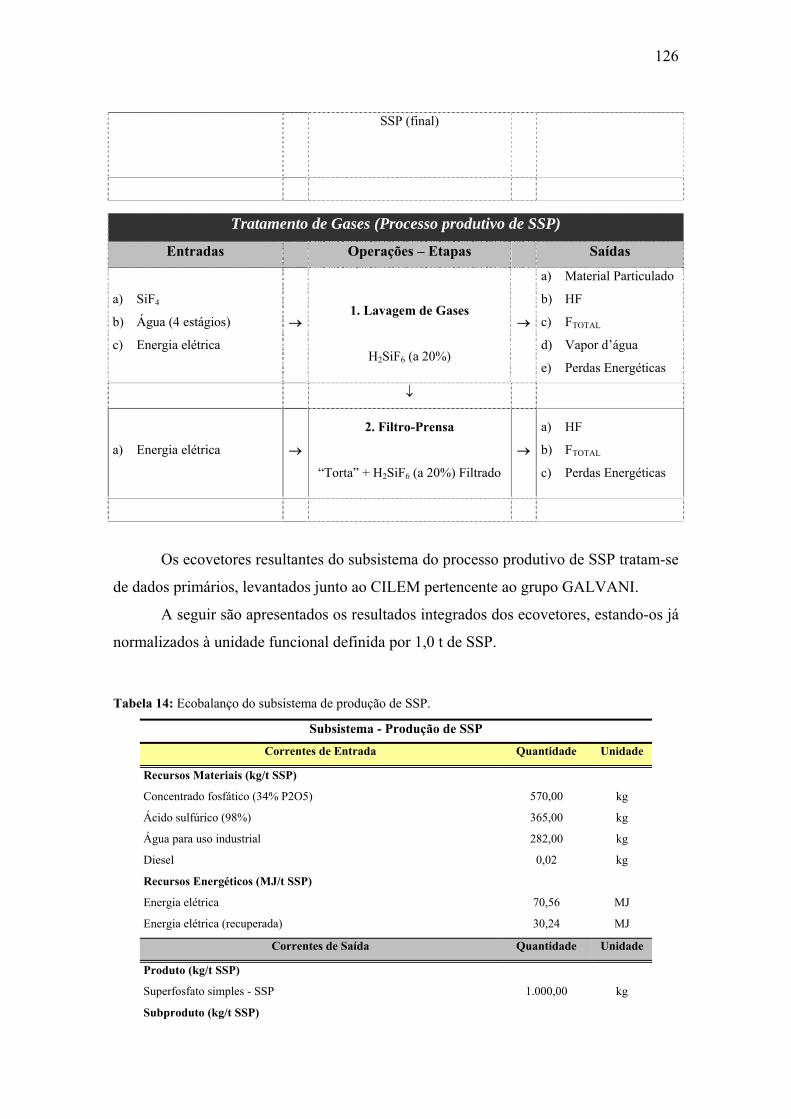
126
SSP (final)
Tratamento de Gases (Processo produtivo de SSP)
Entradas Operações – Etapas Saídas
a) SiF4
b) Água (4 estágios)
c) Energia elétrica
→
1. Lavagem de Gases
H2SiF6 (a 20%)
→
a) Material Particulado
b) HF
c) FTOTAL
d) Vapor d’água
e) Perdas Energéticas
↓
a) Energia elétrica →
2. Filtro-Prensa
“Torta” + H2SiF6 (a 20%) Filtrado
→
a) HF
b) FTOTAL
c) Perdas Energéticas
Os ecovetores resultantes do subsistema do processo produtivo de SSP tratam-se
de dados primários, levantados junto ao CILEM pertencente ao grupo GALVANI.
A seguir são apresentados os resultados integrados dos ecovetores, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP.
Tabela 14: Ecobalanço do subsistema de produção de SSP.
Subsistema - Produção de SSP
Correntes de Entrada Quantidade Unidade
Recursos Materiais (kg/t SSP)
Concentrado fosfático (34% P2O5) 570,00 kg
Ácido sulfúrico (98%) 365,00 kg
Água para uso industrial 282,00 kg
Diesel 0,02 kg
Recursos Energéticos (MJ/t SSP)
Energia elétrica 70,56 MJ
Energia elétrica (recuperada) 30,24 MJ
Correntes de Saída Quantidade Unidade
Produto (kg/t SSP)
Superfosfato simples - SSP 1.000,00 kg
Subproduto (kg/t SSP)
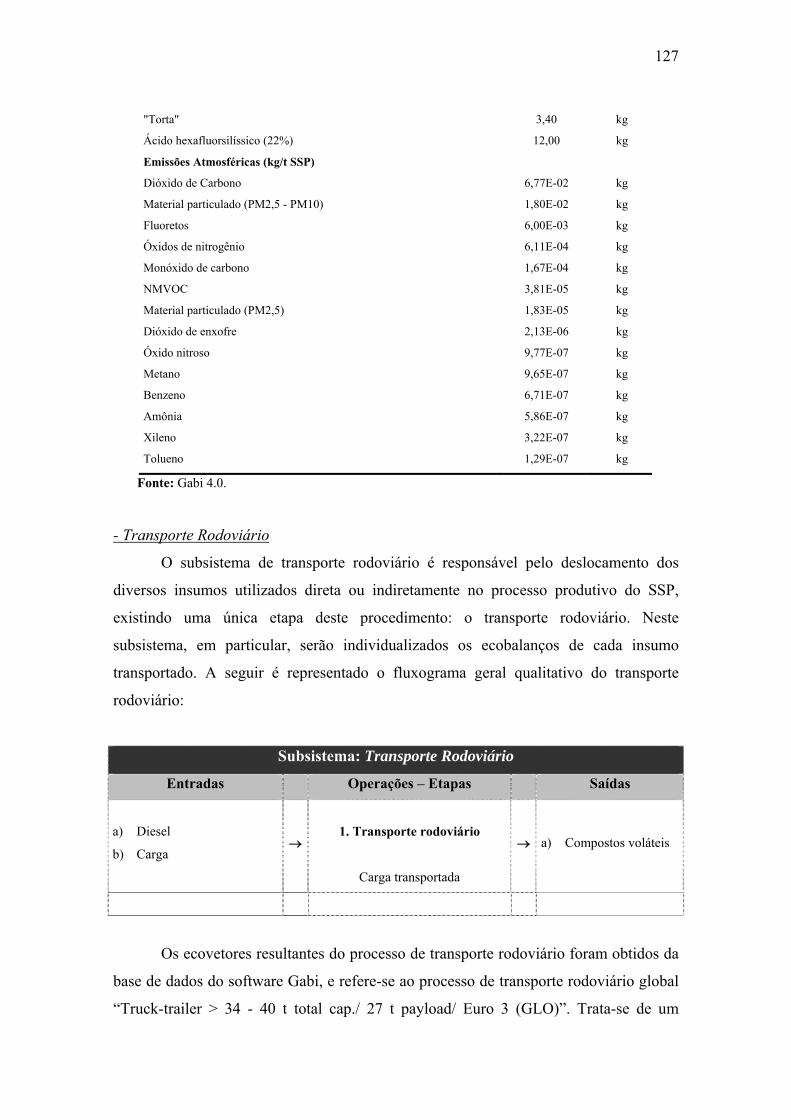
127
"Torta" 3,40 kg
Ácido hexafluorsilíssico (22%) 12,00 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 6,77E-02 kg
Material particulado (PM2,5 - PM10) 1,80E-02 kg
Fluoretos 6,00E-03 kg
Óxidos de nitrogênio 6,11E-04 kg
Monóxido de carbono 1,67E-04 kg
NMVOC 3,81E-05 kg
Material particulado (PM2,5) 1,83E-05 kg
Dióxido de enxofre 2,13E-06 kg
Óxido nitroso 9,77E-07 kg
Metano 9,65E-07 kg
Benzeno 6,71E-07 kg
Amônia 5,86E-07 kg
Xileno 3,22E-07 kg
Tolueno 1,29E-07 kg
Fonte: Gabi 4.0.
- Transporte Rodoviário
O subsistema de transporte rodoviário é responsável pelo deslocamento dos
diversos insumos utilizados direta ou indiretamente no processo produtivo do SSP,
existindo uma única etapa deste procedimento: o transporte rodoviário. Neste
subsistema, em particular, serão individualizados os ecobalanços de cada insumo
transportado. A seguir é representado o fluxograma geral qualitativo do transporte
rodoviário:
Subsistema: Transporte Rodoviário
Entradas Operações – Etapas Saídas
a) Diesel
b) Carga →
1. Transporte rodoviário
Carga transportada
→
a) Compostos voláteis
Os ecovetores resultantes do processo de transporte rodoviário foram obtidos da
base de dados do software Gabi, e refere-se ao processo de transporte rodoviário global
“Truck-trailer > 34 - 40 t total cap./ 27 t payload/ Euro 3 (GLO)”. Trata-se de um
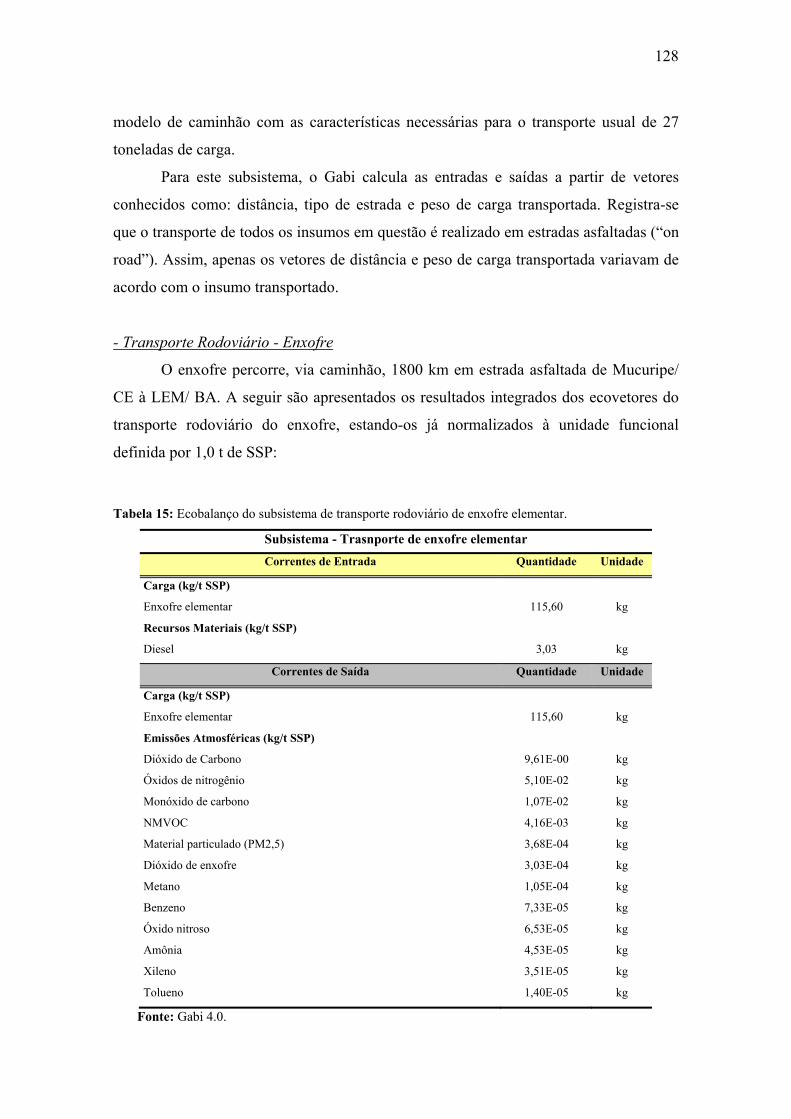
128
modelo de caminhão com as características necessárias para o transporte usual de 27
toneladas de carga.
Para este subsistema, o Gabi calcula as entradas e saídas a partir de vetores
conhecidos como: distância, tipo de estrada e peso de carga transportada. Registra-se
que o transporte de todos os insumos em questão é realizado em estradas asfaltadas (“on
road”). Assim, apenas os vetores de distância e peso de carga transportada variavam de
acordo com o insumo transportado.
- Transporte Rodoviário - Enxofre
O enxofre percorre, via caminhão, 1800 km em estrada asfaltada de Mucuripe/
CE à LEM/ BA. A seguir são apresentados os resultados integrados dos ecovetores do
transporte rodoviário do enxofre, estando-os já normalizados à unidade funcional
definida por 1,0 t de SSP:
Tabela 15: Ecobalanço do subsistema de transporte rodoviário de enxofre elementar.
Subsistema - Trasnporte de enxofre elementar
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,60 kg
Recursos Materiais (kg/t SSP)
Diesel 3,03 kg
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Enxofre elementar 115,60 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 9,61E-00 kg
Óxidos de nitrogênio 5,10E-02 kg
Monóxido de carbono 1,07E-02 kg
NMVOC 4,16E-03 kg
Material particulado (PM2,5) 3,68E-04 kg
Dióxido de enxofre 3,03E-04 kg
Metano 1,05E-04 kg
Benzeno 7,33E-05 kg
Óxido nitroso 6,53E-05 kg
Amônia 4,53E-05 kg
Xileno 3,51E-05 kg
Tolueno 1,40E-05 kg
Fonte: Gabi 4.0.
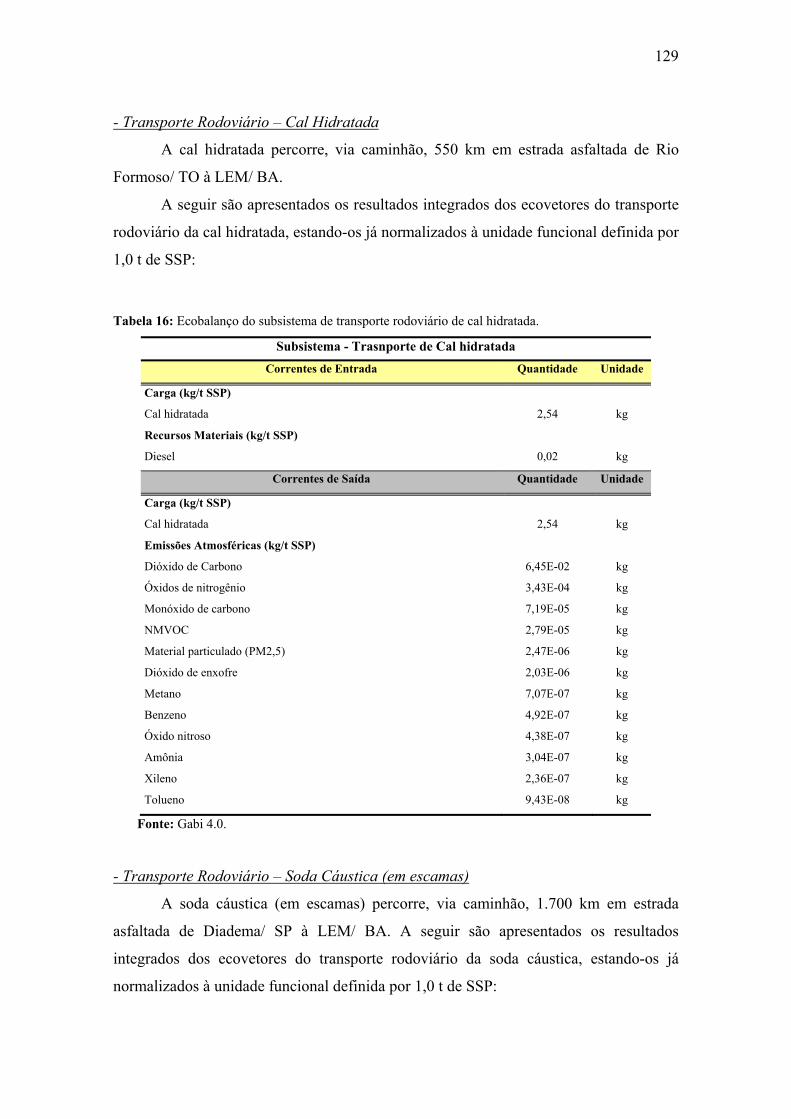
129
- Transporte Rodoviário – Cal Hidratada
A cal hidratada percorre, via caminhão, 550 km em estrada asfaltada de Rio
Formoso/ TO à LEM/ BA.
A seguir são apresentados os resultados integrados dos ecovetores do transporte
rodoviário da cal hidratada, estando-os já normalizados à unidade funcional definida por
1,0 t de SSP:
Tabela 16: Ecobalanço do subsistema de transporte rodoviário de cal hidratada.
Subsistema - Trasnporte de Cal hidratada
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Cal hidratada 2,54 kg
Recursos Materiais (kg/t SSP)
Diesel 0,02 kg
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Cal hidratada 2,54 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 6,45E-02 kg
Óxidos de nitrogênio 3,43E-04 kg
Monóxido de carbono 7,19E-05 kg
NMVOC 2,79E-05 kg
Material particulado (PM2,5) 2,47E-06 kg
Dióxido de enxofre 2,03E-06 kg
Metano 7,07E-07 kg
Benzeno 4,92E-07 kg
Óxido nitroso 4,38E-07 kg
Amônia 3,04E-07 kg
Xileno 2,36E-07 kg
Tolueno 9,43E-08 kg
Fonte: Gabi 4.0.
- Transporte Rodoviário – Soda Cáustica (em escamas)
A soda cáustica (em escamas) percorre, via caminhão, 1.700 km em estrada
asfaltada de Diadema/ SP à LEM/ BA. A seguir são apresentados os resultados
integrados dos ecovetores do transporte rodoviário da soda cáustica, estando-os já
normalizados à unidade funcional definida por 1,0 t de SSP:
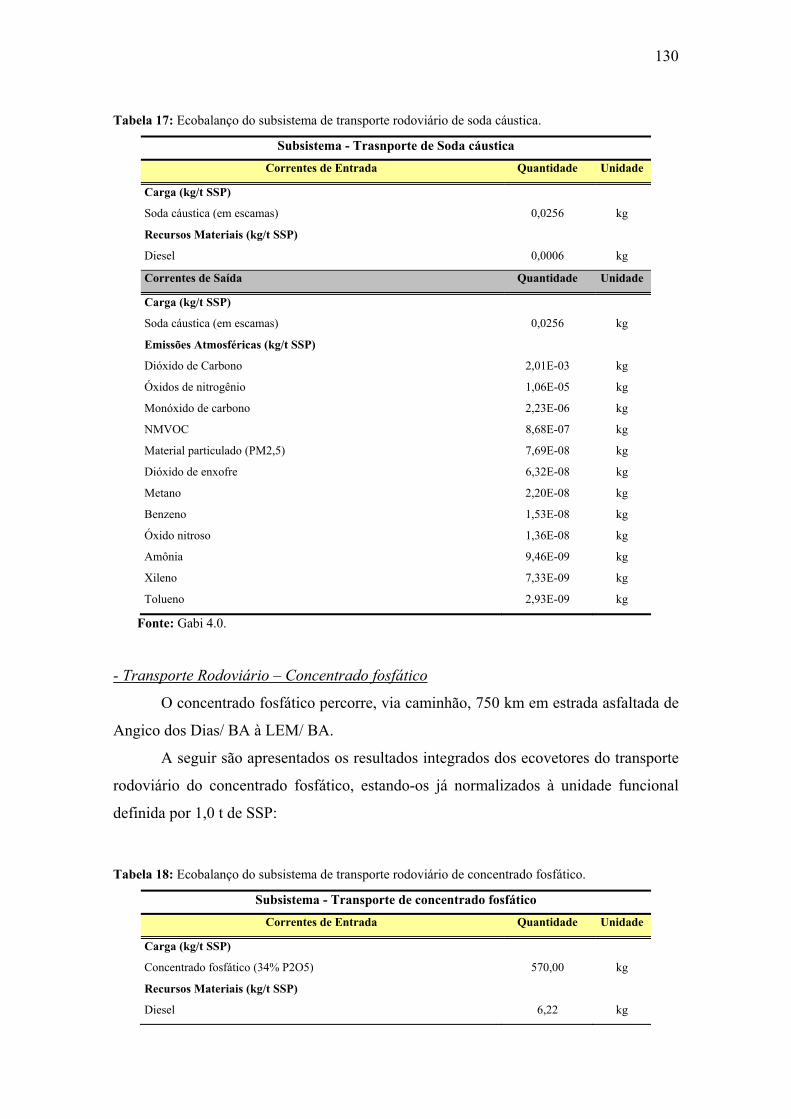
130
Tabela 17: Ecobalanço do subsistema de transporte rodoviário de soda cáustica.
Subsistema - Trasnporte de Soda cáustica
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Soda cáustica (em escamas) 0,0256 kg
Recursos Materiais (kg/t SSP)
Diesel 0,0006 kg
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Soda cáustica (em escamas) 0,0256 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 2,01E-03 kg
Óxidos de nitrogênio 1,06E-05 kg
Monóxido de carbono 2,23E-06 kg
NMVOC 8,68E-07 kg
Material particulado (PM2,5) 7,69E-08 kg
Dióxido de enxofre 6,32E-08 kg
Metano 2,20E-08 kg
Benzeno 1,53E-08 kg
Óxido nitroso 1,36E-08 kg
Amônia 9,46E-09 kg
Xileno 7,33E-09 kg
Tolueno 2,93E-09 kg
Fonte: Gabi 4.0.
- Transporte Rodoviário – Concentrado fosfático
O concentrado fosfático percorre, via caminhão, 750 km em estrada asfaltada de
Angico dos Dias/ BA à LEM/ BA.
A seguir são apresentados os resultados integrados dos ecovetores do transporte
rodoviário do concentrado fosfático, estando-os já normalizados à unidade funcional
definida por 1,0 t de SSP:
Tabela 18: Ecobalanço do subsistema de transporte rodoviário de concentrado fosfático.
Subsistema - Transporte de concentrado fosfático
Correntes de Entrada Quantidade Unidade
Carga (kg/t SSP)
Concentrado fosfático (34% P2O5) 570,00 kg
Recursos Materiais (kg/t SSP)
Diesel 6,22 kg
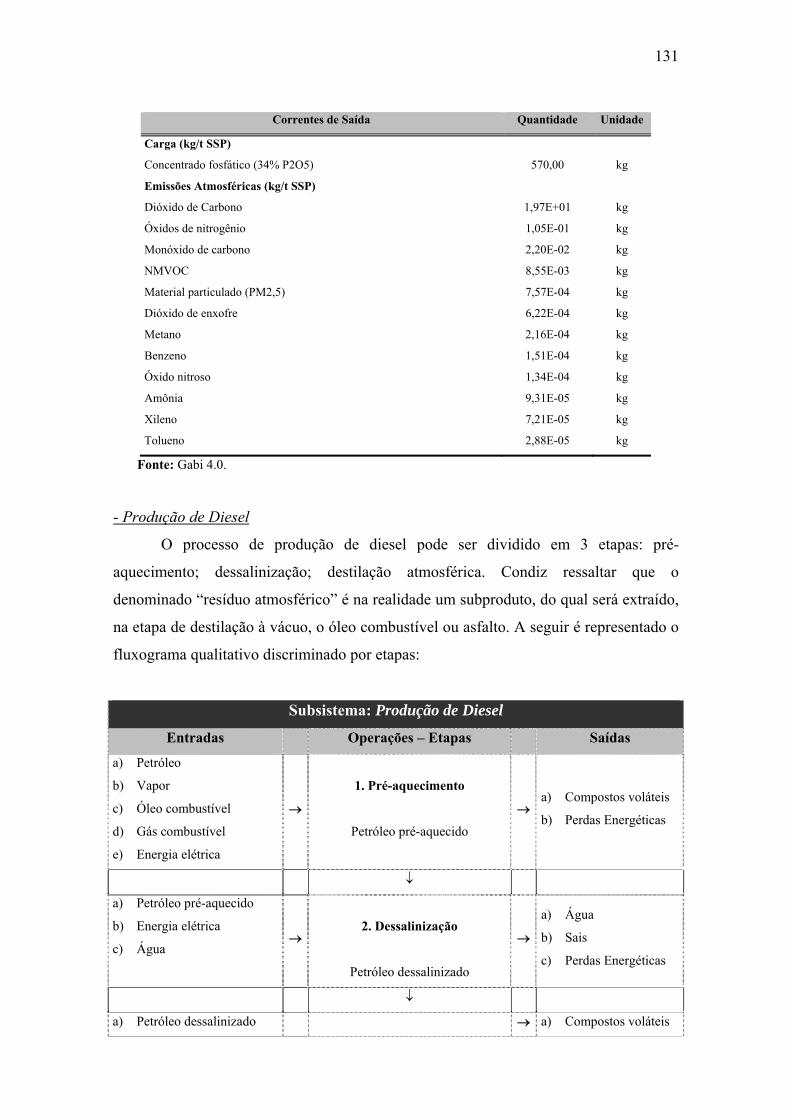
131
Correntes de Saída Quantidade Unidade
Carga (kg/t SSP)
Concentrado fosfático (34% P2O5) 570,00 kg
Emissões Atmosféricas (kg/t SSP)
Dióxido de Carbono 1,97E+01 kg
Óxidos de nitrogênio 1,05E-01 kg
Monóxido de carbono 2,20E-02 kg
NMVOC 8,55E-03 kg
Material particulado (PM2,5) 7,57E-04 kg
Dióxido de enxofre 6,22E-04 kg
Metano 2,16E-04 kg
Benzeno 1,51E-04 kg
Óxido nitroso 1,34E-04 kg
Amônia 9,31E-05 kg
Xileno 7,21E-05 kg
Tolueno 2,88E-05 kg
Fonte: Gabi 4.0.
- Produção de Diesel
O processo de produção de diesel pode ser dividido em 3 etapas: pré-
aquecimento; dessalinização; destilação atmosférica. Condiz ressaltar que o
denominado “resíduo atmosférico” é na realidade um subproduto, do qual será extraído,
na etapa de destilação à vácuo, o óleo combustível ou asfalto. A seguir é representado o
fluxograma qualitativo discriminado por etapas:
Subsistema: Produção de Diesel
Entradas Operações – Etapas Saídas
a) Petróleo
b) Vapor
c) Óleo combustível
d) Gás combustível
e) Energia elétrica
→
1. Pré-aquecimento
Petróleo pré-aquecido
→
a) Compostos voláteis
b) Perdas Energéticas
↓
a) Petróleo pré-aquecido
b) Energia elétrica
c) Água
→
2. Dessalinização
Petróleo dessalinizado
→
a) Água
b) Sais
c) Perdas Energéticas
↓
a) Petróleo dessalinizado → a) Compostos voláteis
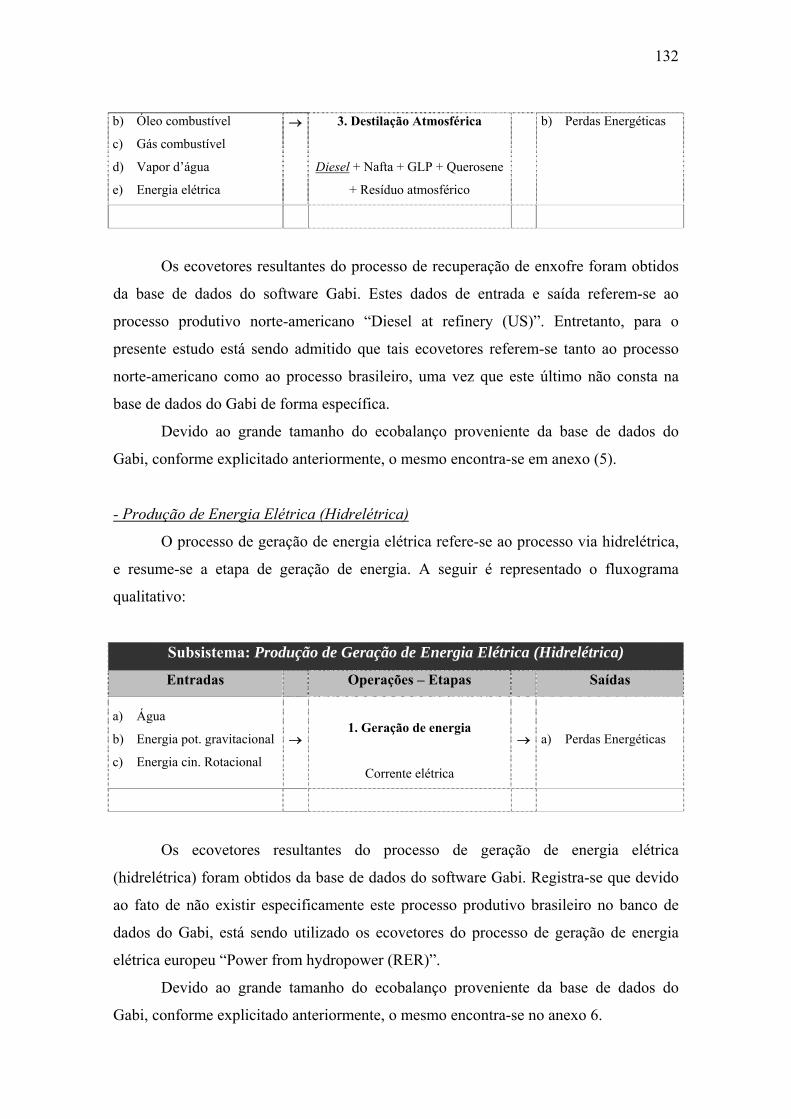
132
b) Óleo combustível
c) Gás combustível
d) Vapor d’água
e) Energia elétrica
→ 3. Destilação Atmosférica
Diesel + Nafta + GLP + Querosene
+ Resíduo atmosférico
b) Perdas Energéticas
Os ecovetores resultantes do processo de recuperação de enxofre foram obtidos
da base de dados do software Gabi. Estes dados de entrada e saída referem-se ao
processo produtivo norte-americano “Diesel at refinery (US)”. Entretanto, para o
presente estudo está sendo admitido que tais ecovetores referem-se tanto ao processo
norte-americano como ao processo brasileiro, uma vez que este último não consta na
base de dados do Gabi de forma específica.
Devido ao grande tamanho do ecobalanço proveniente da base de dados do
Gabi, conforme explicitado anteriormente, o mesmo encontra-se em anexo (5).
- Produção de Energia Elétrica (Hidrelétrica)
O processo de geração de energia elétrica refere-se ao processo via hidrelétrica,
e resume-se a etapa de geração de energia. A seguir é representado o fluxograma
qualitativo:
Subsistema: Produção de Geração de Energia Elétrica (Hidrelétrica)
Entradas Operações – Etapas Saídas
a) Água
b) Energia pot. gravitacional
c) Energia cin. Rotacional
→
1. Geração de energia
Corrente elétrica
→ a) Perdas Energéticas
Os ecovetores resultantes do processo de geração de energia elétrica
(hidrelétrica) foram obtidos da base de dados do software Gabi. Registra-se que devido
ao fato de não existir especificamente este processo produtivo brasileiro no banco de
dados do Gabi, está sendo utilizado os ecovetores do processo de geração de energia
elétrica europeu “Power from hydropower (RER)”.
Devido ao grande tamanho do ecobalanço proveniente da base de dados do
Gabi, conforme explicitado anteriormente, o mesmo encontra-se no anexo 6.
133
4.4.3. Avaliação do Inventário do Ciclo de Vida
4.4.3.1. Procedimento
Para a fase de Avaliação do Inventário do Ciclo de Vida – AICV – foram
analisados os aspectos referentes aos efeitos tanto sobre o meio ambiente quanto sobre a
saúde humana, causados ao longo do ciclo de vida do SSP.
Como procedimento da AICV, foram realizados os passos de análises e
estimativas da magnitude e significância do potencial dos impactos ambientais do
Inventário do Ciclo de Vida (ICV) em estudo. Os resultados do ICV foram traduzidos
em contribuições para as categorias de impacto relevantes. Esta fase do estudo consistiu
em seis passos: Seleção e definição dos indicadores e categorias de impacto;
Classificação; Caracterização; Normalização; Ponderação; Avaliação da qualidade dos
dados.
O primeiro passo identifica as categorias de impactos, indicadores ambientais,
modelos de caracterização e associação dos resultados do ICV. Assim sendo, foram
selecionados todos os fluxos relevantes envolvidos no ciclo de vida estudado e inseridos
no software Gabi. Como prosseguimento do estudo se faz necessário a definição do
modelo de caracterização. Conforme mencionada anteriormente, a avaliação ambiental
do presente estudo foi realizada tomando-se como modelo de análise de indicadores
ambientais, o método “CML 2001”, através da qual foi possível avaliar o perfil de
impacto ambiental do SSP por indicadores do tipo midpoint.
A partir dos dados do inventário ambiental (ICV), o Gabi encarrega-se de
realizar a fase de classificação, que consiste em alocar os elementos impactantes
(presentes nos ecovetores) às respectivas categorias de impacto ambiental. Tais
categorias têm pesos pré-definidos para os elementos impactantes dos fluxos presentes
na base de dados do Gabi, variando de acordo com o modelo utilizado. Daí é
importante ressaltar-se que além de não ter sido criado nenhum fluxo externo ao
programa, foram utilizados somente ecovetores que continham os pesos pré-definidos
do método CML 2001. Assim, o programa pôde contemplar de forma adequada todos os
efeitos ambientais presentes nos ecovetores utilizados.
Santos (2006) ressalta que um elemento impactante pode ser alocado em mais de
uma categoria. Por exemplo: óxidos de nitrogênio contribuem tanto para a categoria de
criação de oxidantes como para as categorias de acidificação e eutrofização,
modificando-se apenas a proporção do efeito do elemento impactante em cada
categoria.
134
A caracterização consiste na quantificação da classificação, sendo representado
algebricamente por um indicador ambiental. Nesta etapa, o efeito de cada elemento
impactante de cada categoria de impacto é quantificado através do uso de fatores de
equivalência. O software multiplica o valor de cada elemento de impactante, presente na
categoria de impacto, pelo fator de equivalência correspondente. A somatória destas
multiplicações é o valor do indicador ambiental de uma dada categoria de impacto.
Desta forma, através do Gabi foi realizada a determinação numérica de uma dada
contribuição ambiental à sua respectiva categoria de impacto.
A partir de uma completa série de indicadores ambientais é obtido o perfil
ambiental do produto. Entretanto, em muitos casos, os diferentes indicadores de impacto
obtidos passam a ser de difícil interpretação por apresentarem unidades diferentes. Para
contornar essa dificuldade, foi realizado o quarto passo desta AICV, a normalização.
Tal passo é definido como um elemento opcional, que permite a conversão de todos os
indicadores de impacto ambiental a uma única base de referência, afim de que esses
possam então ser comparados.
O fator de normalização optado deve ser vinculado diretamente ao modelo de
avaliação adotado, que no presente estudo é o método CML 2001. Por não haver
nenhum fator de normalização referente de forma específica aos efeitos ambientais
ocorridos no Brasil, entendeu-se ser mais adequado fazer uso de um fator de
normalização que abrangesse as conseqüências ambientais em termos globais. Assim,
dentre os fatores existentes (tabela 19), foi adotado o fator de normalização “CML2001,
World”.
A normalização revela apenas quais efeitos são grandes e quais efeitos são
pequenos, em termos relativos. Nada diz a respeito da importância relativa destes
efeitos. Os fatores de ponderação são usados para esta finalidade. Tal feito é realizado
através da inserção de pesos nas diferentes categorias de impacto estudadas, dentre as
quais seja possível a comparabilidade entre os seus valores (SUSCON, 2006).
Devido ao método CML 2001 apresentar somente fatores de ponderação que se
refira aos efeitos ambientais ocorridos na Europa, adotou-se dentre os fatores existentes
(tabela 20), o fator de ponderação “CML2001, Experts IKP (Southern Europe)”.
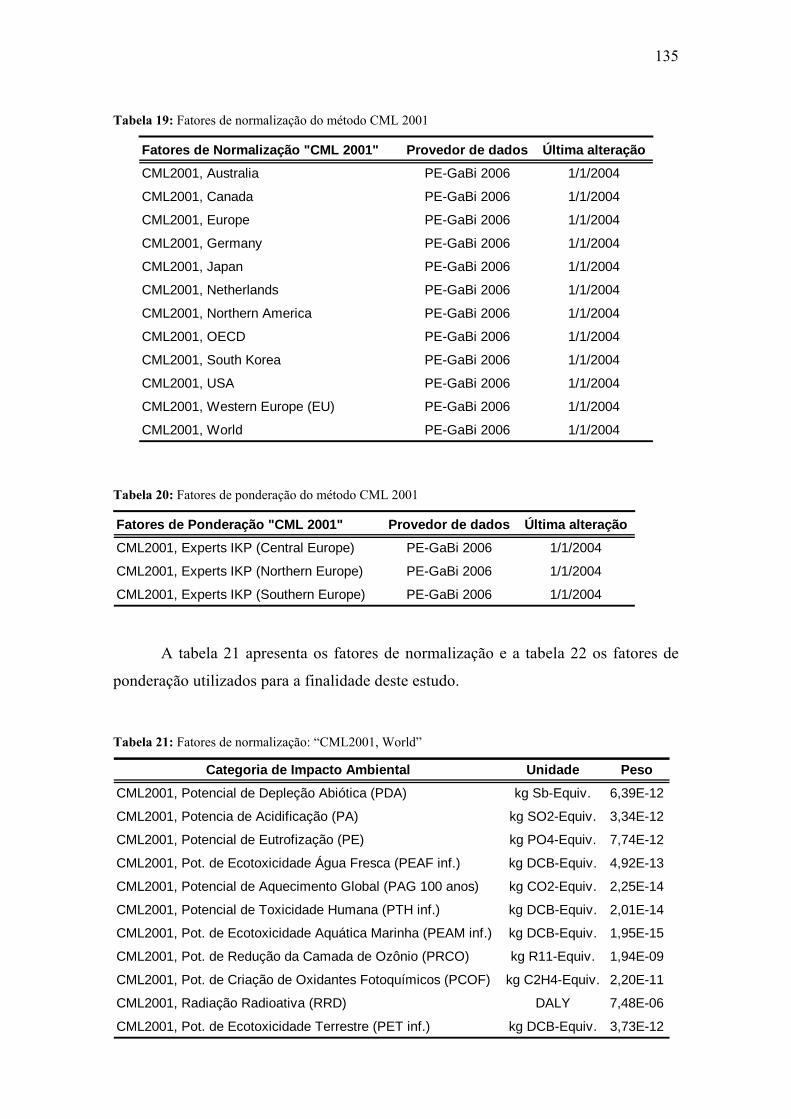
135
Tabela 19: Fatores de normalização do método CML 2001
Fatores de Normalização "CML 2001" Provedor de dados Última alteraçãoCML2001, Australia PE-GaBi 2006 1/1/2004
CML2001, Canada PE-GaBi 2006 1/1/2004
CML2001, Europe PE-GaBi 2006 1/1/2004
CML2001, Germany PE-GaBi 2006 1/1/2004
CML2001, Japan PE-GaBi 2006 1/1/2004
CML2001, Netherlands PE-GaBi 2006 1/1/2004
CML2001, Northern America PE-GaBi 2006 1/1/2004
CML2001, OECD PE-GaBi 2006 1/1/2004
CML2001, South Korea PE-GaBi 2006 1/1/2004
CML2001, USA PE-GaBi 2006 1/1/2004
CML2001, Western Europe (EU) PE-GaBi 2006 1/1/2004
CML2001, World PE-GaBi 2006 1/1/2004
Tabela 20: Fatores de ponderação do método CML 2001
Fatores de Ponderação "CML 2001" Provedor de dados Última alteraçãoCML2001, Experts IKP (Central Europe) PE-GaBi 2006 1/1/2004
CML2001, Experts IKP (Northern Europe) PE-GaBi 2006 1/1/2004
CML2001, Experts IKP (Southern Europe) PE-GaBi 2006 1/1/2004
A tabela 21 apresenta os fatores de normalização e a tabela 22 os fatores de
ponderação utilizados para a finalidade deste estudo.
Tabela 21: Fatores de normalização: “CML2001, World”
Categoria de Impacto Ambiental Unidade Peso
CML2001, Potencial de Depleção Abiótica (PDA) kg Sb-Equiv. 6,39E-12
CML2001, Potencia de Acidificação (PA) kg SO2-Equiv. 3,34E-12
CML2001, Potencial de Eutrofização (PE) kg PO4-Equiv. 7,74E-12
CML2001, Pot. de Ecotoxicidade Água Fresca (PEAF inf.) kg DCB-Equiv. 4,92E-13
CML2001, Potencial de Aquecimento Global (PAG 100 anos) kg CO2-Equiv. 2,25E-14
CML2001, Potencial de Toxicidade Humana (PTH inf.) kg DCB-Equiv. 2,01E-14
CML2001, Pot. de Ecotoxicidade Aquática Marinha (PEAM inf.) kg DCB-Equiv. 1,95E-15
CML2001, Pot. de Redução da Camada de Ozônio (PRCO) kg R11-Equiv. 1,94E-09
CML2001, Pot. de Criação de Oxidantes Fotoquímicos (PCOF) kg C2H4-Equiv. 2,20E-11
CML2001, Radiação Radioativa (RRD) DALY 7,48E-06
CML2001, Pot. de Ecotoxicidade Terrestre (PET inf.) kg DCB-Equiv. 3,73E-12
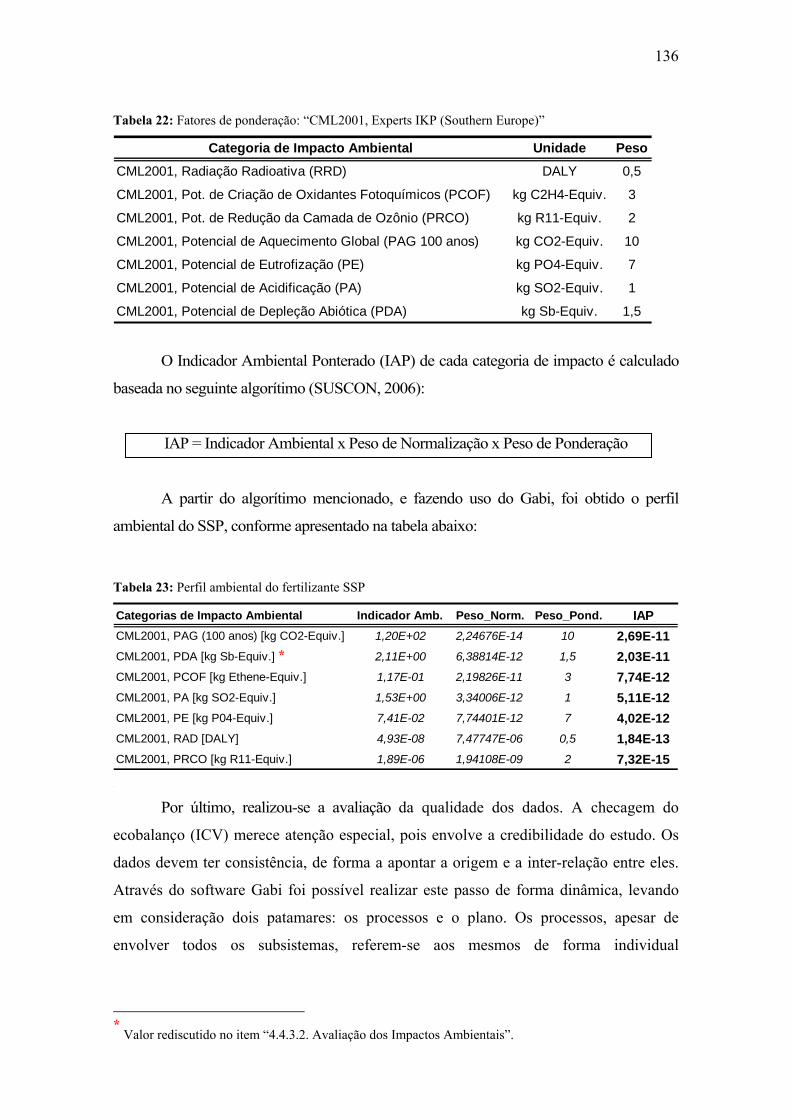
136
Tabela 22: Fatores de ponderação: “CML2001, Experts IKP (Southern Europe)”
Categoria de Impacto Ambiental Unidade PesoCML2001, Radiação Radioativa (RRD) DALY 0,5
CML2001, Pot. de Criação de Oxidantes Fotoquímicos (PCOF) kg C2H4-Equiv. 3
CML2001, Pot. de Redução da Camada de Ozônio (PRCO) kg R11-Equiv. 2
CML2001, Potencial de Aquecimento Global (PAG 100 anos) kg CO2-Equiv. 10
CML2001, Potencial de Eutrofização (PE) kg PO4-Equiv. 7
CML2001, Potencial de Acidificação (PA) kg SO2-Equiv. 1
CML2001, Potencial de Depleção Abiótica (PDA) kg Sb-Equiv. 1,5
O Indicador Ambiental Ponterado (IAP) de cada categoria de impacto é calculado
baseada no seguinte algorítimo (SUSCON, 2006):
IAP = Indicador Ambiental x Peso de Normalização x Peso de Ponderação
A partir do algorítimo mencionado, e fazendo uso do Gabi, foi obtido o perfil
ambiental do SSP, conforme apresentado na tabela abaixo:
Tabela 23: Perfil ambiental do fertilizante SSP
Categorias de Impacto Ambiental Indicador Amb. Peso_Norm. Peso_Pond. IAPCML2001, PAG (100 anos) [kg CO2-Equiv.] 1,20E+02 2,24676E-14 10 2,69E-11CML2001, PDA [kg Sb-Equiv.] 2,11E+00 6,38814E-12 1,5 2,03E-11CML2001, PCOF [kg Ethene-Equiv.] 1,17E-01 2,19826E-11 3 7,74E-12CML2001, PA [kg SO2-Equiv.] 1,53E+00 3,34006E-12 1 5,11E-12CML2001, PE [kg P04-Equiv.] 7,41E-02 7,74401E-12 7 4,02E-12CML2001, RAD [DALY] 4,93E-08 7,47747E-06 0,5 1,84E-13CML2001, PRCO [kg R11-Equiv.] 1,89E-06 1,94108E-09 2 7,32E-15
* Por último, realizou-se a avaliação da qualidade dos dados. A checagem do
ecobalanço (ICV) merece atenção especial, pois envolve a credibilidade do estudo. Os
dados devem ter consistência, de forma a apontar a origem e a inter-relação entre eles.
Através do software Gabi foi possível realizar este passo de forma dinâmica, levando
em consideração dois patamares: os processos e o plano. Os processos, apesar de
envolver todos os subsistemas, referem-se aos mesmos de forma individual
*
Valor rediscutido no item “4.4.3.2. Avaliação dos Impactos Ambientais”.
*
137
considerando os fluxos de entrada e saída utilizados, enquanto o plano refere-se aos
subsistemas de forma sistêmica. A checagem envolveu os seguintes elementos:
- Origem dos dados nos processos: Checagem da origem dos valores utilizados
nos processos;
- Integridade dos processos: Checagem da quantidade de fluxos provenientes do
próprio banco de dados do software;
- Representatividade dos processos no plano: Checagem da representatividade da
técnica, localização e tempo utilizado;
- Integridade do plano: Checagem do inter-relacionamento dos diversos
subsistemas envolvidos.
A avaliação da qualidade dos dados é apresentada na tabela 24. Registra-se que a
contribuição do item “nenhum enunciado”, tanto no elemento origem dos dados, quanto
integridade dos processos foram provenientes dos subsistemas utilizados da base de
dados do software Gabi.
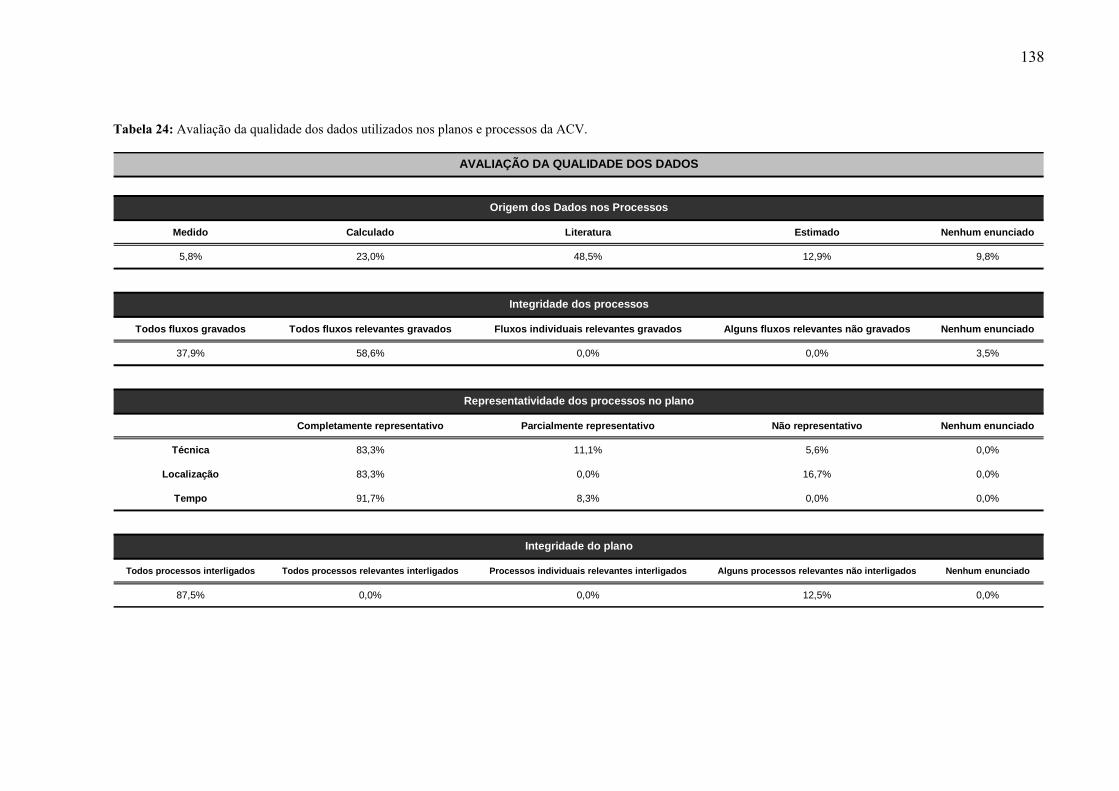
138
Tabela 24: Avaliação da qualidade dos dados utilizados nos planos e processos da ACV.
Medido Calculado Literatura Estimado Nenhum enunciado
5,8% 23,0% 48,5% 12,9% 9,8%
Todos fluxos gravados Todos fluxos relevantes gravados Fluxos individuais relevantes gravados Alguns fluxos relevantes não gravados Nenhum enunciado
37,9% 58,6% 0,0% 0,0% 3,5%
Completamente representativo Parcialmente representativo Não representativo Nenhum enunciado
Técnica 83,3% 11,1% 5,6% 0,0%
Localização 83,3% 0,0% 16,7% 0,0%
Tempo 91,7% 8,3% 0,0% 0,0%
Todos processos interligados Todos processos relevantes interligados Processos individuais relevantes interligados Alguns processos relevantes não interligados Nenhum enunciado
87,5% 0,0% 0,0% 12,5% 0,0%
Integridade do plano
AVALIAÇÃO DA QUALIDADE DOS DADOS
Origem dos Dados nos Processos
Integridade dos processos
Representatividade dos processos no plano
139
Em relação à procedência dos dados, 77,3% dos mesmos apresentam origem
adequada e são provenientes de: medição, cálculos ou literatura pertinente. E cerca de
12,9% dos dados são provenientes de estimativas. As estimativas ocorrem quando não
há possibilidade de avaliar determinado aspecto ambiental, não existindo sequer
informações na literatura. Como exemplo pode-se citar a poeira proveniente da
movimentação de insumos em área aberta, onde dificilmente empresas fazem
monitoramento.
Conforme mencionado anteriormente, para garantir a integridade dos processos
estudados foram utilizados exclusivamente fluxos provenientes da base de dados do
Gabi. Apesar da tabela 21 apontar que apenas 96,5% dos ecovetores são oriundos dos
fluxos gravados do Gabi, os 3,5% dos fluxos restantes referem-se ao item “nenhum
enunciado”. Parte da não classificação destes 3,5% de fluxos provém do ecovetor
“carga” dos subsistemas de transportes, o qual de fato o usuário pode inserir um fluxo
gravado da base de dados do software ou um fluxo criado por ele próprio, não havendo
assim como o Gabi classificar tal ecovetor.
Entretanto, a maior parte dos itens “nenhum enunciado” é proveniente de uma
não classificação de algumas correntes de entrada e saída dos processos produtivos
provenientes da base de dados do Gabi. Com exceção do processo produtivo de soda
cáustica todos os demais subsistemas secundários apresentam tal falha de classificação.
Em relação à integridade do plano, cerca de 87,5% de todos os processos
encontram-se interligados a outros subsistemas, e 12,5% dos processos relevantes não
contém inter-relacionamentos. Esta parcela de 12,5% refere-se exclusivamente aos
processos de refino de diesel e de geração de energia térmica, pertencentes ao plano de
produção de diesel norte-americano, os quais apesar de coexistirem de forma
dependente na prática, no software Gabi não é possível fazer o link entre eles.
É necessário ressaltar que no caso do complexo petrolífero-portuário de Port
Arthur (E.U.A), está se considerando que toda a energia elétrica utilizada pelo processo
de “logística portuária de exportação” é proveniente exclusivamente do processo de
geração de energia térmica da refinaria de diesel.
Em relação à representatividade dos processos no plano, pode-se observar que
de um modo geral os subsistemas estudados apresentam alta representatividade tanto em
relação aos aspectos temporais quanto aos geográficos e tecnológicos.
Partindo da consideração da norma ISO 14041 – a desejável idade dos dados é
proveniente dos últimos 5 anos – decidiu-se considerar que os dados “completamente
140
representativos” têm até 5 anos de diferença do ano do estudo. Os dados entre 5 e 10
anos de diferença do ano do estudo são classificados como “parcialmente
representativos”. E finalmente, os dados com idade superior à 10 anos de diferença do
ano do estudo são classificados como “não representativos”.
Os únicos processos classificados como “parcialmente representativos” foram: o
processo de geração de energia térmica – presente no plano de produção de diesel norte-
americano – e o processo de geração de energia hidrelétrica, ambos apresentando dados
de 6 anos atrás (2002). Todos os demais subsistemas foram classificados como
“completamente representativos”. Desta forma, no que refere-se à correlação temporal,
91,7% dos dados foram classificados como “completamente representativos” e 8,3%
como “parcialmente representativos”.
Como a correlação tecnológica refere-se ao grau de tecnologia adotada pelos
processos, decidiu-se que os processos produtivos referentes tanto às unidades
GALVANI (dados primários), quanto os processos de transporte (rodoviário e
marítimo) seriam classificados como “completamente representativos”. Isso porque,
como trata-se de um estudo do grupo GALVANI, obviamente que os dados primários
são representativos. E no caso dos transportes por se tratarem de tecnologias globais.
Além disso, estariam inseridos na categoria “completamente representativos” os
processos produtivos secundários – provenientes da base de dados do Gabi – que
contenham a mesma nacionalidade da localização geográfica do subsistema inserido na
modelagem da ACV. Isso porque considera-se que os dados provenientes de processos
produtivos de uma mesma região contenham tecnologias equivalentes. Por este critério
foram considerados “completamente representativos” os processos de refino de diesel e
processo de geração de energia térmica, pertencentes ao plano de produção de diesel
norte-americano.
No caso em que a tecnologia empregada pelo subsistema seja relativa aos
mesmos processos/ materiais, mas seja proveniente de outras empresas, os subsistemas
foram classificados como “parcialmente representativos”. Dentro destes grupos estão as
multinacionais, as quais possuem, de um modo geral, know-how tecnológico mundial.
Ainda dentro deste contexto ficam os processos de tecnologia simplória, como o de
produção de cal hidratada. Assim, por este critério, foram classificados neste item tanto
os subsistemas das multinacionais: MAKENI CHEMICALS (soda cáustica);
PETROBRÁS (diesel); TEXACO (enxofre); como o subsistema da empresa nacional
FILERCAL.
141
Já a classificação em processos “não representativos” é relativa aos mesmos
processos/ materiais, mas provenientes de diferente tecnologia. Neste item o único
processo classificado foi “logística portuária de exportação”, uma vez que por falta de
dados considerou-se que as correntes de entrada e saída deste processo fossem iguais ao
processo de “logística portuária de importação”. Entretanto, provavelmente há
diferenças entre as tecnologias de inserir insumos no navio e retirá-los do navio.
Desta forma, no contexto da correlação tecnológica, 83,3% dos dados foram
classificados como “completamente representativos”, 11,1% como “parcialmente
representativos” e 5,6% como “não representativos”.
No caso da correlação geográfica classificam-se como “completamente
representativas” os subsistemas provenientes da área de estudo. Assim estão incluídos
neste item os processos produtivos referentes às unidades GALVANI (dados primários),
bem como os processos produtivos obtidos da base de dados do Gabi que contenham a
mesma nacionalidade da localização geográfica do subsistema estudado. Também estão
classificados neste item os processos de transporte (rodoviário e marítimo), por seu
caráter global. Para este estudo achou-se que não caberia a classificação do item
“parcialmente representativo”, uma vez que os dados podem ser apenas provenientes da
área de estudo ou de uma área externa à área estudada.
Já os processos “não representativos” da correlação geográfica são relativos aos
dados de subsistemas provenientes de outra região do estudo. Neste caso estão incluídos
os seguintes subsistemas: Produção de diesel no Brasil (utilização de dados norte-
americanos); Produção de enxofre nos E.U.A (utilização de dados europeus); Produção
de soda cáustica no Brasil (utilização de dados europeus); Produção de cal hidratada
(utilização de dados alemães) e; geração de energia hidrelétrica (utilização de dados
europeus).
Desta forma, no que refere-se à correlação geográfica, 83,6% dos dados foram
classificados como “completamente representativos” e 16,7% como “não
representativos”.
5. RESULTADOS E DISCUSSÕES
5.1. Avaliação do Impacto do Ciclo de Vida – AICV – Apresentação dos Resultados
No presente item são apresentados os resultados obtidos na AICV, no que se
refere às contribuições dos impactos ambientais, causados em decorrência da produção
do fertilizante SSP. Também são identificados os subsistemas que impõem as
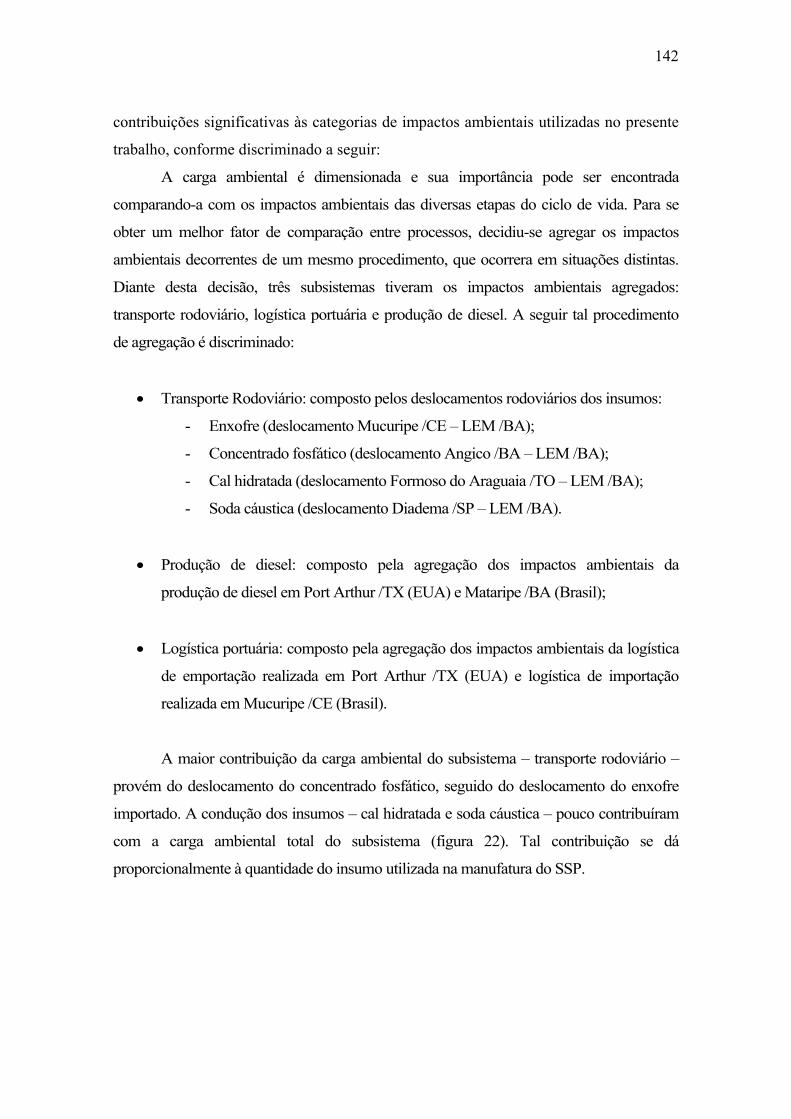
142
contribuições significativas às categorias de impactos ambientais utilizadas no presente
trabalho, conforme discriminado a seguir:
A carga ambiental é dimensionada e sua importância pode ser encontrada
comparando-a com os impactos ambientais das diversas etapas do ciclo de vida. Para se
obter um melhor fator de comparação entre processos, decidiu-se agregar os impactos
ambientais decorrentes de um mesmo procedimento, que ocorrera em situações distintas.
Diante desta decisão, três subsistemas tiveram os impactos ambientais agregados:
transporte rodoviário, logística portuária e produção de diesel. A seguir tal procedimento
de agregação é discriminado:
• Transporte Rodoviário: composto pelos deslocamentos rodoviários dos insumos:
- Enxofre (deslocamento Mucuripe /CE – LEM /BA);
- Concentrado fosfático (deslocamento Angico /BA – LEM /BA);
- Cal hidratada (deslocamento Formoso do Araguaia /TO – LEM /BA);
- Soda cáustica (deslocamento Diadema /SP – LEM /BA).
• Produção de diesel: composto pela agregação dos impactos ambientais da
produção de diesel em Port Arthur /TX (EUA) e Mataripe /BA (Brasil);
• Logística portuária: composto pela agregação dos impactos ambientais da logística
de emportação realizada em Port Arthur /TX (EUA) e logística de importação
realizada em Mucuripe /CE (Brasil).
A maior contribuição da carga ambiental do subsistema – transporte rodoviário –
provém do deslocamento do concentrado fosfático, seguido do deslocamento do enxofre
importado. A condução dos insumos – cal hidratada e soda cáustica – pouco contribuíram
com a carga ambiental total do subsistema (figura 22). Tal contribuição se dá
proporcionalmente à quantidade do insumo utilizada na manufatura do SSP.
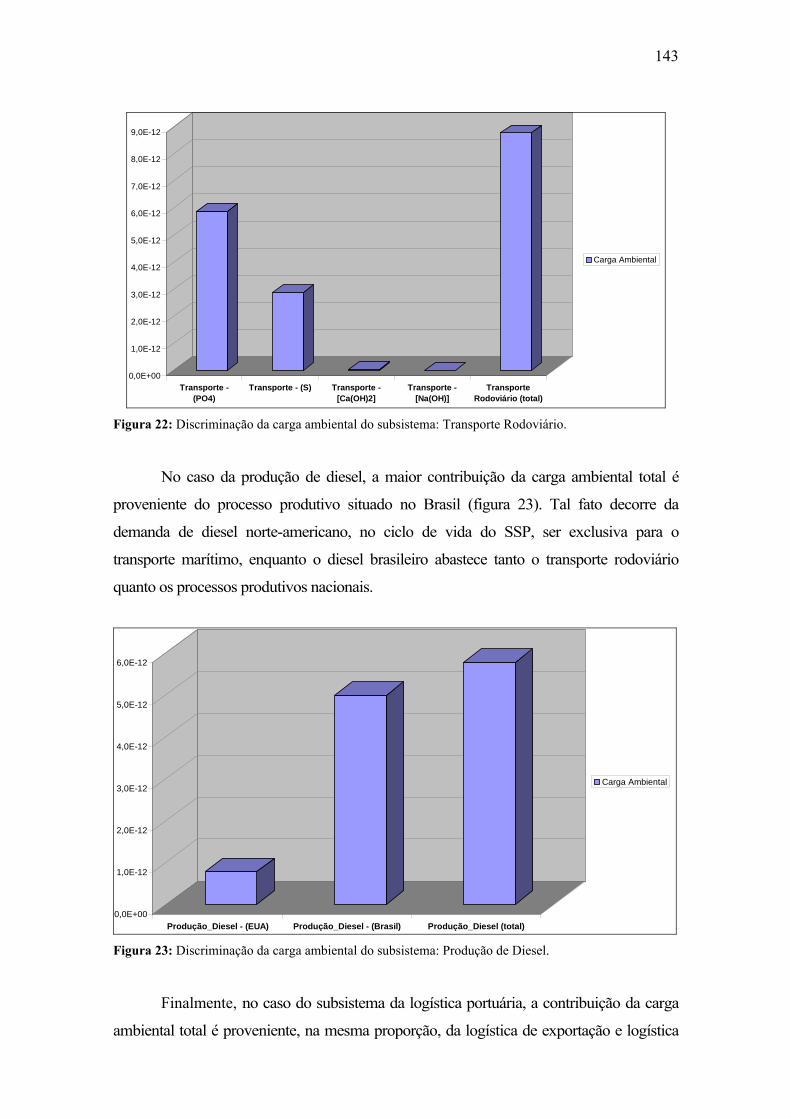
143
0,0E+00
1,0E-12
2,0E-12
3,0E-12
4,0E-12
5,0E-12
6,0E-12
7,0E-12
8,0E-12
9,0E-12
Transporte -(PO4)
Transporte - (S) Transporte -[Ca(OH)2]
Transporte -[Na(OH)]
TransporteRodoviário (total)
Carga Ambiental
Figura 22: Discriminação da carga ambiental do subsistema: Transporte Rodoviário.
No caso da produção de diesel, a maior contribuição da carga ambiental total é
proveniente do processo produtivo situado no Brasil (figura 23). Tal fato decorre da
demanda de diesel norte-americano, no ciclo de vida do SSP, ser exclusiva para o
transporte marítimo, enquanto o diesel brasileiro abastece tanto o transporte rodoviário
quanto os processos produtivos nacionais.
0,0E+00
1,0E-12
2,0E-12
3,0E-12
4,0E-12
5,0E-12
6,0E-12
Produção_Diesel - (EUA) Produção_Diesel - (Brasil) Produção_Diesel (total)
Carga Ambiental
Figura 23: Discriminação da carga ambiental do subsistema: Produção de Diesel.
Finalmente, no caso do subsistema da logística portuária, a contribuição da carga
ambiental total é proveniente, na mesma proporção, da logística de exportação e logística
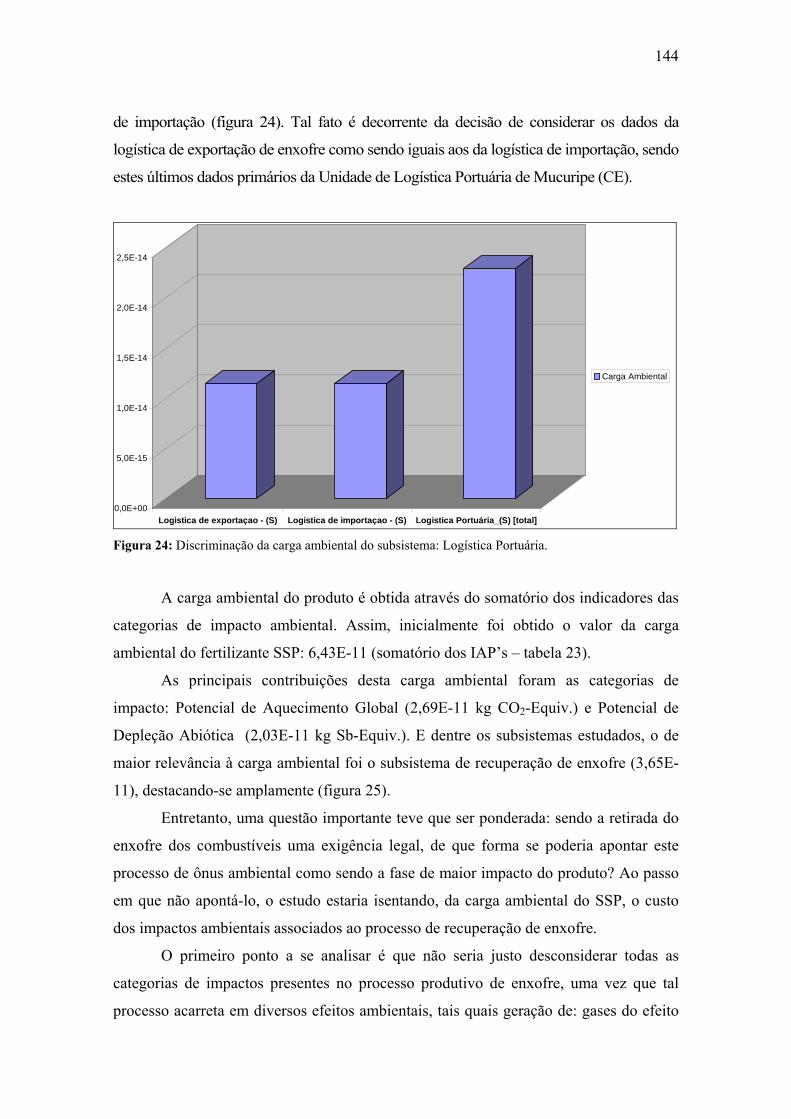
144
de importação (figura 24). Tal fato é decorrente da decisão de considerar os dados da
logística de exportação de enxofre como sendo iguais aos da logística de importação, sendo
estes últimos dados primários da Unidade de Logística Portuária de Mucuripe (CE).
0,0E+00
5,0E-15
1,0E-14
1,5E-14
2,0E-14
2,5E-14
Logistica de exportaçao - (S) Logistica de importaçao - (S) Logistica Portuária_(S) [total]
Carga Ambiental
Figura 24: Discriminação da carga ambiental do subsistema: Logística Portuária.
A carga ambiental do produto é obtida através do somatório dos indicadores das
categorias de impacto ambiental. Assim, inicialmente foi obtido o valor da carga
ambiental do fertilizante SSP: 6,43E-11 (somatório dos IAP’s – tabela 23).
As principais contribuições desta carga ambiental foram as categorias de
impacto: Potencial de Aquecimento Global (2,69E-11 kg CO2-Equiv.) e Potencial de
Depleção Abiótica (2,03E-11 kg Sb-Equiv.). E dentre os subsistemas estudados, o de
maior relevância à carga ambiental foi o subsistema de recuperação de enxofre (3,65E-
11), destacando-se amplamente (figura 25).
Entretanto, uma questão importante teve que ser ponderada: sendo a retirada do
enxofre dos combustíveis uma exigência legal, de que forma se poderia apontar este
processo de ônus ambiental como sendo a fase de maior impacto do produto? Ao passo
em que não apontá-lo, o estudo estaria isentando, da carga ambiental do SSP, o custo
dos impactos ambientais associados ao processo de recuperação de enxofre.
O primeiro ponto a se analisar é que não seria justo desconsiderar todas as
categorias de impactos presentes no processo produtivo de enxofre, uma vez que tal
processo acarreta em diversos efeitos ambientais, tais quais geração de: gases do efeito
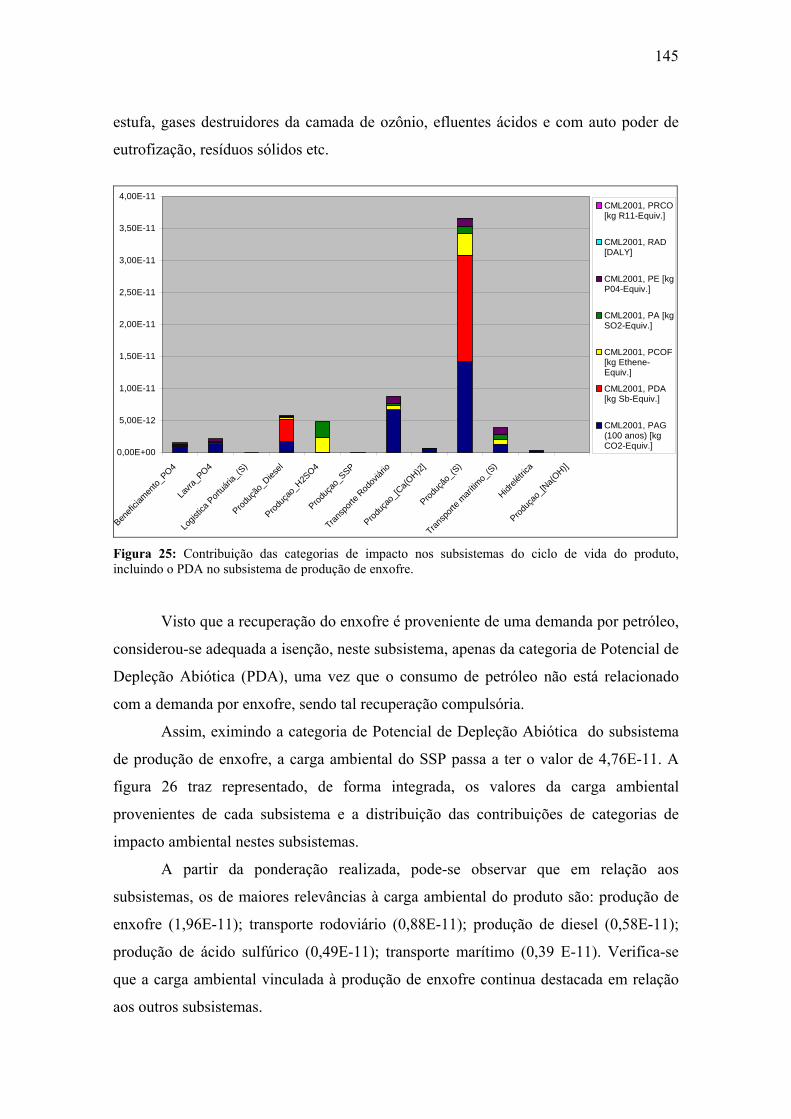
145
estufa, gases destruidores da camada de ozônio, efluentes ácidos e com auto poder de
eutrofização, resíduos sólidos etc.
0,00E+00
5,00E-12
1,00E-11
1,50E-11
2,00E-11
2,50E-11
3,00E-11
3,50E-11
4,00E-11
Benefi
ciamen
to_PO4
Lavra
_PO4
Logis
tica P
ortuá
ria_(S
)
Produç
ão_D
iesel
Produç
ao_H
2SO4
Produç
ao_S
SP
Transp
orte R
odov
iário
Produç
ao_[C
a(OH)2]
Produç
ão_(S
)
Transp
orte m
arítim
o_(S
)
Hidrelé
trica
Produç
ao_[N
a(OH)]
CML2001, PRCO[kg R11-Equiv.]
CML2001, RAD[DALY]
CML2001, PE [kgP04-Equiv.]
CML2001, PA [kgSO2-Equiv.]
CML2001, PCOF[kg Ethene-Equiv.]
CML2001, PDA[kg Sb-Equiv.]
CML2001, PAG(100 anos) [kgCO2-Equiv.]
Figura 25: Contribuição das categorias de impacto nos subsistemas do ciclo de vida do produto, incluindo o PDA no subsistema de produção de enxofre.
Visto que a recuperação do enxofre é proveniente de uma demanda por petróleo,
considerou-se adequada a isenção, neste subsistema, apenas da categoria de Potencial de
Depleção Abiótica (PDA), uma vez que o consumo de petróleo não está relacionado
com a demanda por enxofre, sendo tal recuperação compulsória.
Assim, eximindo a categoria de Potencial de Depleção Abiótica do subsistema
de produção de enxofre, a carga ambiental do SSP passa a ter o valor de 4,76E-11. A
figura 26 traz representado, de forma integrada, os valores da carga ambiental
provenientes de cada subsistema e a distribuição das contribuições de categorias de
impacto ambiental nestes subsistemas.
A partir da ponderação realizada, pode-se observar que em relação aos
subsistemas, os de maiores relevâncias à carga ambiental do produto são: produção de
enxofre (1,96E-11); transporte rodoviário (0,88E-11); produção de diesel (0,58E-11);
produção de ácido sulfúrico (0,49E-11); transporte marítimo (0,39 E-11). Verifica-se
que a carga ambiental vinculada à produção de enxofre continua destacada em relação
aos outros subsistemas.
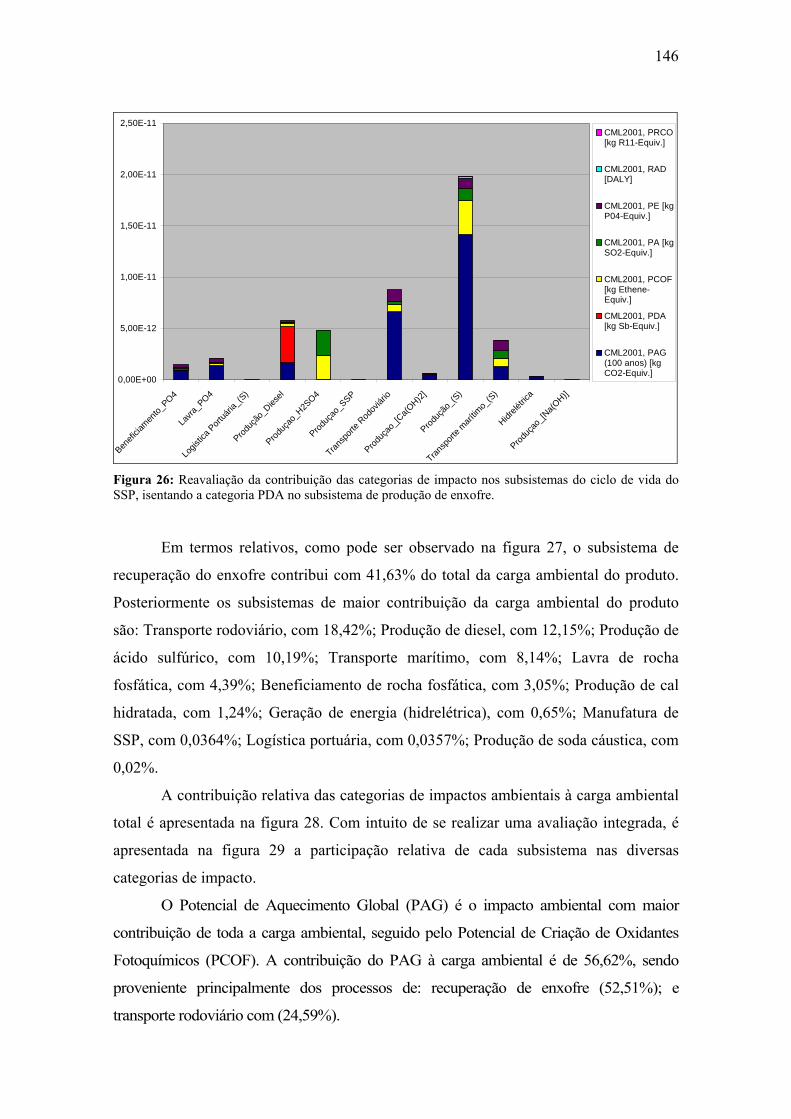
146
0,00E+00
5,00E-12
1,00E-11
1,50E-11
2,00E-11
2,50E-11
Benefi
ciamen
to_PO4
Lavra
_PO4
Logis
tica P
ortuá
ria_(S
)
Produç
ão_D
iesel
Produç
ao_H
2SO4
Produç
ao_S
SP
Transp
orte R
odov
iário
Produç
ao_[C
a(OH)2]
Produç
ão_(S
)
Transp
orte m
arítim
o_(S
)
Hidrelé
trica
Produç
ao_[N
a(OH)]
CML2001, PRCO[kg R11-Equiv.]
CML2001, RAD[DALY]
CML2001, PE [kgP04-Equiv.]
CML2001, PA [kgSO2-Equiv.]
CML2001, PCOF[kg Ethene-Equiv.]
CML2001, PDA[kg Sb-Equiv.]
CML2001, PAG(100 anos) [kgCO2-Equiv.]
Figura 26: Reavaliação da contribuição das categorias de impacto nos subsistemas do ciclo de vida do SSP, isentando a categoria PDA no subsistema de produção de enxofre.
Em termos relativos, como pode ser observado na figura 27, o subsistema de
recuperação do enxofre contribui com 41,63% do total da carga ambiental do produto.
Posteriormente os subsistemas de maior contribuição da carga ambiental do produto
são: Transporte rodoviário, com 18,42%; Produção de diesel, com 12,15%; Produção de
ácido sulfúrico, com 10,19%; Transporte marítimo, com 8,14%; Lavra de rocha
fosfática, com 4,39%; Beneficiamento de rocha fosfática, com 3,05%; Produção de cal
hidratada, com 1,24%; Geração de energia (hidrelétrica), com 0,65%; Manufatura de
SSP, com 0,0364%; Logística portuária, com 0,0357%; Produção de soda cáustica, com
0,02%.
A contribuição relativa das categorias de impactos ambientais à carga ambiental
total é apresentada na figura 28. Com intuito de se realizar uma avaliação integrada, é
apresentada na figura 29 a participação relativa de cada subsistema nas diversas
categorias de impacto.
O Potencial de Aquecimento Global (PAG) é o impacto ambiental com maior
contribuição de toda a carga ambiental, seguido pelo Potencial de Criação de Oxidantes
Fotoquímicos (PCOF). A contribuição do PAG à carga ambiental é de 56,62%, sendo
proveniente principalmente dos processos de: recuperação de enxofre (52,51%); e
transporte rodoviário com (24,59%).
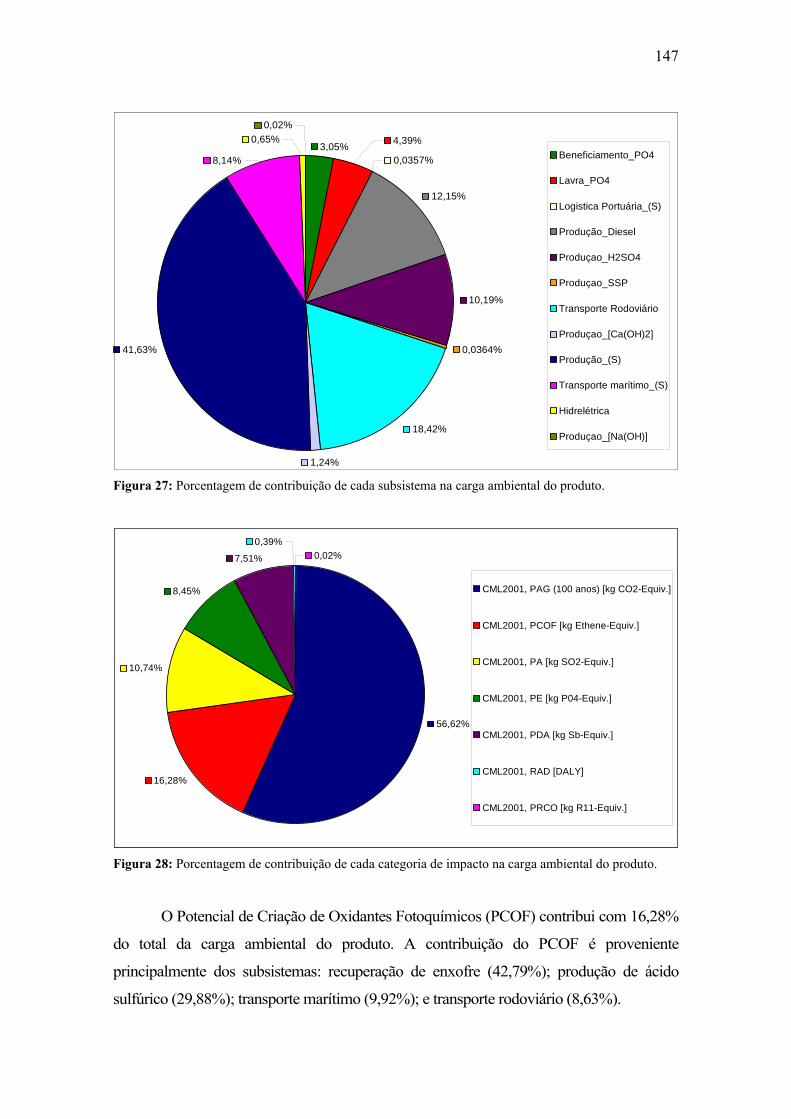
147
12,15%
10,19%
18,42%
1,24%
41,63% 0,0364%
0,0357%
4,39%0,65%3,05%
8,14%
0,02%
Beneficiamento_PO4
Lavra_PO4
Logistica Portuária_(S)
Produção_Diesel
Produçao_H2SO4
Produçao_SSP
Transporte Rodoviário
Produçao_[Ca(OH)2]
Produção_(S)
Transporte marítimo_(S)
Hidrelétrica
Produçao_[Na(OH)]
Figura 27: Porcentagem de contribuição de cada subsistema na carga ambiental do produto.
56,62%
16,28%
10,74%
8,45%
7,51%
0,39%0,02%
CML2001, PAG (100 anos) [kg CO2-Equiv.]
CML2001, PCOF [kg Ethene-Equiv.]
CML2001, PA [kg SO2-Equiv.]
CML2001, PE [kg P04-Equiv.]
CML2001, PDA [kg Sb-Equiv.]
CML2001, RAD [DALY]
CML2001, PRCO [kg R11-Equiv.]
Figura 28: Porcentagem de contribuição de cada categoria de impacto na carga ambiental do produto.
O Potencial de Criação de Oxidantes Fotoquímicos (PCOF) contribui com 16,28%
do total da carga ambiental do produto. A contribuição do PCOF é proveniente
principalmente dos subsistemas: recuperação de enxofre (42,79%); produção de ácido
sulfúrico (29,88%); transporte marítimo (9,92%); e transporte rodoviário (8,63%).
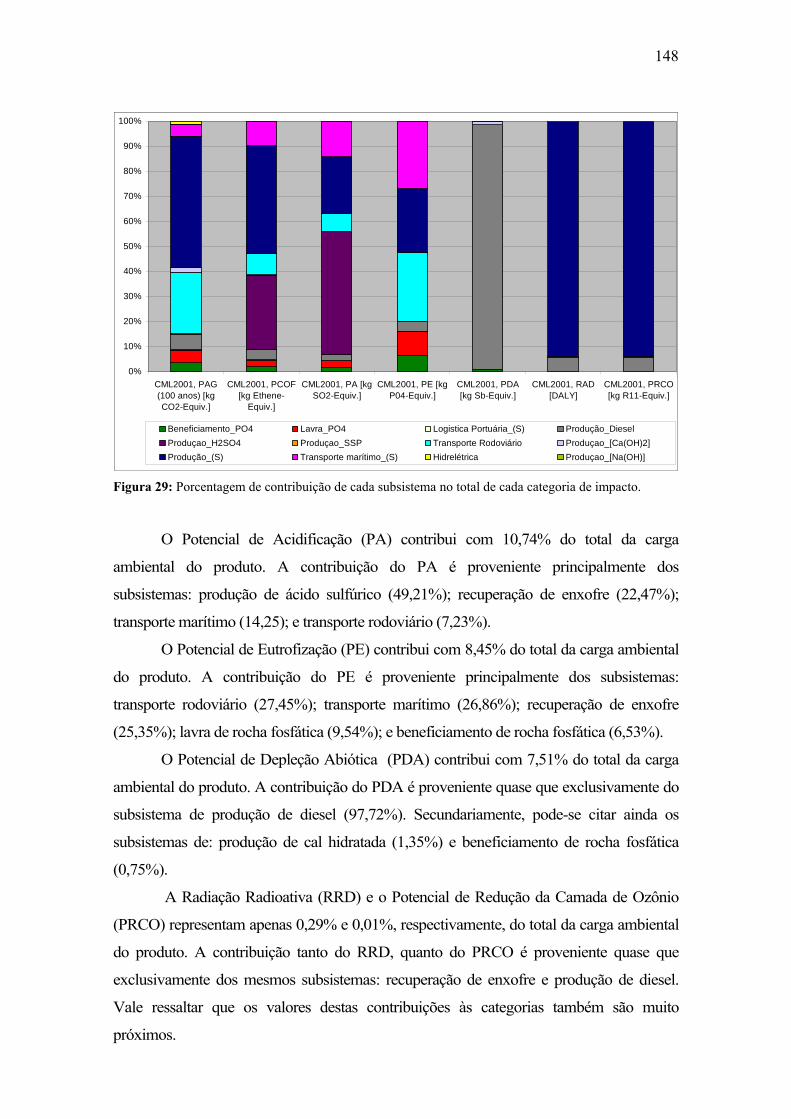
148
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
CML2001, PAG(100 anos) [kgCO2-Equiv.]
CML2001, PCOF[kg Ethene-
Equiv.]
CML2001, PA [kgSO2-Equiv.]
CML2001, PE [kgP04-Equiv.]
CML2001, PDA[kg Sb-Equiv.]
CML2001, RAD[DALY]
CML2001, PRCO[kg R11-Equiv.]
Beneficiamento_PO4 Lavra_PO4 Logistica Portuária_(S) Produção_DieselProduçao_H2SO4 Produçao_SSP Transporte Rodoviário Produçao_[Ca(OH)2]Produção_(S) Transporte marítimo_(S) Hidrelétrica Produçao_[Na(OH)]
Figura 29: Porcentagem de contribuição de cada subsistema no total de cada categoria de impacto.
O Potencial de Acidificação (PA) contribui com 10,74% do total da carga
ambiental do produto. A contribuição do PA é proveniente principalmente dos
subsistemas: produção de ácido sulfúrico (49,21%); recuperação de enxofre (22,47%);
transporte marítimo (14,25); e transporte rodoviário (7,23%).
O Potencial de Eutrofização (PE) contribui com 8,45% do total da carga ambiental
do produto. A contribuição do PE é proveniente principalmente dos subsistemas:
transporte rodoviário (27,45%); transporte marítimo (26,86%); recuperação de enxofre
(25,35%); lavra de rocha fosfática (9,54%); e beneficiamento de rocha fosfática (6,53%).
O Potencial de Depleção Abiótica (PDA) contribui com 7,51% do total da carga
ambiental do produto. A contribuição do PDA é proveniente quase que exclusivamente do
subsistema de produção de diesel (97,72%). Secundariamente, pode-se citar ainda os
subsistemas de: produção de cal hidratada (1,35%) e beneficiamento de rocha fosfática
(0,75%).
A Radiação Radioativa (RRD) e o Potencial de Redução da Camada de Ozônio
(PRCO) representam apenas 0,29% e 0,01%, respectivamente, do total da carga ambiental
do produto. A contribuição tanto do RRD, quanto do PRCO é proveniente quase que
exclusivamente dos mesmos subsistemas: recuperação de enxofre e produção de diesel.
Vale ressaltar que os valores destas contribuições às categorias também são muito
próximos.
149
O subsistema de recuperação de enxofre contribui com 93,66%, na categoria do
RRD, e com 93,76% na categoria do PRCO. Já o subsistema de produção de diesel
contribui com 5,67%, na categoria do RRD, e com 5,64% na categoria do PRCO.
Pode-se observar que a produção de enxofre é o subsistema que contribui, de
forma consistente, para o maior número de categorias de impacto ambiental, não
estando presente apenas na categoria de potencial de depleção abiótica.
5.2. Discussão dos resultados
Os impactos ambientais do ciclo de vida do SSP são distribuídos de forma
bastante disforme entre os diversos subsistemas. Enquanto o estágio de maior impacto –
recuperação de enxofre – contribui com 41,63% na carga ambiental total, o estágio de
menor impacto – produção de soda cáustica – contribui apenas com 0,02% da carga
ambiental total.
Os resultados mostraram que o Potencial de Aquecimento Global é a categoria
de impacto ambiental de maior relevância no perfil ambiental do SSP (56,6 %), sendo
proveniente principalmente da etapa de recuperação de enxofre. Os principais gases
responsáveis pelo Potencial de Aquecimento Global são o: dióxido de carbono (CO2), o
metano (CH4) e o óxido nitroso (N2O). Tais emissões atmosféricas são
preponderantemente geradas pela queima de combustíveis, principalmente o fóssil. Daí
pode-se afirmar que o processo de produção de enxofre é a etapa onde ocorre a maior
queima de combustível fóssil de todo o ciclo de vida do SSP.
Com relação à 2º categoria de maior relevância ao perfil ambiental do produto
(16,3 %) – Potencial de Criação de Oxidantes Fotoquímicos – está mais diretamente
ligada às emissões dos gases: óxidos de nitrogênio (NOx), monóxido de carbono (CO) e
os compostos orgânicos voláteis (COV). Estes poluentes primários são provenientes
principalmente da queima de combustíveis fósseis.
O valor da carga ambiental da categoria do Potencial de Acidificação (10,7 %)
provém principalmente das emissões atmosféricas de: dióxido de enxofre (SO2),
trióxido de enxofre (SO3) e óxidos de nitrogênio (NOx). Os impactos ambientais mais
significativos à carga ambiental do PA são causados pelas emissões de SO2 e SO3,
provenientes principalmente das etapas de: incineração – no processo de recuperação de
enxofre – onde é queimado o gás ácido residual; e na etapa de conversão (transformação
de SO2 e SO3) no processo produtivo de ácido sulfúrico. Secundariamente (em termos
de contribuição), o NOx é gerado na queima de combustíveis fósseis.
150
O valor da carga ambiental da categoria do Potencial de Eutrofização (8,5 %)
provém principalmente das emissões atmosféricas de amônia (NH3) e óxidos de
nitrogênio (NOx), provenientes da queima de combustíveis fósseis.
Com relação à categoria de Potencial de Depleção Abiótica (contribuição à
carga ambiental de 7,5 %) pode-se observar a dependência do petróleo em todo o ciclo
de vida do SSP. O estudo revela que cerca de 97,7% do impacto ambiental desta
categoria provém do consumo de petróleo, o qual é utilizado como combustível ao
longo do ciclo de vida do produto.
O estudo mostrou que as categorias de impacto, Radiação Radioativa (RRD) e
Potencial de Redução da Camada de Ozônio (PRCO), apresentam baixa contribuição
(0,4 %) ao perfil ambiental do SSP. Em ambos os casos, os agentes de degradação
ambiental são provenientes quase que exclusivamente dos subsistemas produção de
diesel e recuperação de enxofre, sendo este último o grande responsável pela
contribuição da carga ambiental em ambas categorias. No caso da RRD, os agentes que
contribuem para esta categoria tratam-se de elementos radioativos presentes de alguma
forma no subsistema. Enquanto, na categoria do PRCO os principais agentes de
contribuição à carga ambiental são os HALONs (clorobromofluorcarbonos ou
bromofluorcarbonos) e CFCs (clorofluorcarbonos).
Com relação às entradas e saídas do ecobalanço, se faz importante registrar
alguns pontos quantitativos relevantes. Embora, sem maiores contribuições às
categorias de impactos ambientais, o estágio de beneficiamento de rocha fosfática se
destaca amplamente no consumo de recursos não renováveis – minério fosfático –
vinculado à manufatura do SSP. De outra forma este subsistema, destaca-se pela
geração de resíduos sólidos, inerentes ao processo de separação da ganga mineral, que
são basicamente dois tipos: fosfáticos e magnéticos. O rejeito fosfático é gerado nas
etapas de secagem e moagem, enquanto o rejeito magnético é gerado na etapa de
separação magnética.
Em termos energéticos, o subsistema de maior consumo também é o
beneficiamento de rocha fosfática. Tal demanda é proveniente principalmente em
função do dispêndio de energia elétrica na etapa de moagem da rocha fosfática,
realizada em dois estágios. É possível computar um crédito de energia aos subsistemas
de produção de ácido sulfúrico e produção de diesel, que geram energia elétrica
excedente através da reutilização de vapor superaquecido.
151
6. CONCLUSÕES E RECOMENDAÇÕES
Uma vez obtida a Avaliação do Ciclo de Vida consolidada para o processo
produtivo do fertilizante SSP do grupo GALVANI, cabem algumas considerações
acerca da qualidade e significado dos aspectos obtidos, além de caber algumas
recomendações.
O presente trabalho permitiu estabelecer um panorama bem definido dos
aspectos ambientais inerentes à cadeia produtiva do fertilizante SSP, considerando a
rota seca no beneficiamento de rocha fosfática (processo este, exclusivo e patenteado
pelo grupo GALVANI).
A qualidade do estudo está intrinsecamente ligada à cadeia produtiva direta do
SSP (lavra e beneficiamento de fosfato; produção de ácido sulfúrico; e manufatura do
SSP), que se baseou quase que exclusivamente em dados primários. Além disso,
conforme mencionado anteriormente, para todas as fontes de dados utilizadas, em
especial de dados secundários, foram tomadas as precauções quanto à sua confiabilidade
e representatividade, sendo realizadas as suas adequações necessárias de acordo com os
critérios de qualidade de dados propostos na norma ISO 14040.
O modelo de ACV mostrou que a solubilização do concentrado fosfático por
ácido sulfúrico traz consigo uma grande carga ambiental. Isso porque, além dos
impactos ambientais provenientes do processo produtivo do ácido sulfúrico em si,
existem os impactos das fases de produção da sua principal matéria-prima – o enxofre –
e do transporte marítimo deste insumo, uma vez que o mesmo é importado dos E.U.A.
Ressalta-se que estes três estágios do ciclo de vida do SSP estão entre os cinco
subsistemas de maior contribuição à carga ambiental do produto, sendo que o estágio de
produção de enxofre é a fase mais impactante de todo o ciclo de vida do SSP.
Outro fato importante a ser ressaltado é a contribuição do subsistema de
transporte rodoviário à carga ambiental do SSP. O tipo do sistema viário adotado pelo
Brasil acarreta, na segunda maior contribuição à carga ambiental do produto. Por falta
de infra-estrutura alternativa, os insumos utilizados no ciclo de vida do SSP são
transportados via caminhões. Diante disto se faz importante registrar que o uso de
sistemas de transporte como o hidroviário e o ferroviário são alternativas muito mais
limpas do que o atual sistema rodoviário.
Fundamentalmente este estudo visou identificar os principais aspectos
ambientais do ciclo de vida do SSP produzido pelo grupo GALVANI e propor medidas
relevantes para minimização da carga ambiental do produto. Desta forma, dentro dos
152
princípios da Produção Limpa é possível fazer a principal recomendação do estudo:
estudar novas rotas tecnológicas para realizar a substituição, no processo produtivo de
SSP, do agente de solubilização do concentrado fosfático, optando por microorganismos
selecionados e adaptados ao invés do ácido sulfúrico. Esta proposta integrada de
produto vislumbra a busca pelo fator 10, o qual só é possível de acontecer ao sair do
âmbito do processo produtivo convencional da empresa, buscando inclusive novos
nichos de mercado.
Um ponto importante é a dependência do ciclo de vida do SSP em relação ao
petróleo, que pode ser minimizada através do uso de combustíveis como o biodiesel.
Segundo Vianna (2006), o grande diferencial do biodiesel em relação ao diesel é o seu
desempenho ambiental, justificado principalmente pelo reduzido consumo de recursos
materiais e a baixa toxicidade do produto. Além disso, Vianna (2006) ressalta o caráter
renovável das matérias-primas necessárias para produção do biodiesel e, a existência do
contato com muitos hidrocarbonetos durante a produção do petrodiesel, algo que não
ocorre com o biodiesel. Desta forma, a GALVANI deveria, além de usar o biodiesel em
todas as suas unidades produtivas, exigir dos seus fornecedores que o transporte dos
seus insumos fossem realizados necessariamente com a utilização do biocombustíveis.
Esta medida minimizaria bastante a principal categoria de impacto do perfil ambiental
do SSP – o Potencial de Aquecimento Global – e consequentemente diminuiria a carga
ambiental do SSP fabricado pela empresa.
Como o transporte rodoviário apresenta-se como o segundo subsistema de maior
contribuição à carga ambiental do produto, recomenda-se a realização de estudos
técnico-econômicos para implantação, em parceria com o governo, de uma ferrovia
entre a Unidade de Mineração Angico e o Complexo Luiz Eduardo Magalhães. Esse
trecho é particularmente significativo, pois envolve o processo de deslocamento de
maior impacto à carga ambiental do subsistema “transporte rodoviário”; o deslocamento
do concentrado fosfático. Por se tratar de uma ligação entre duas unidades do grupo
GALVANI, dificilmente haveria o desinteresse futuro deste empreendimento, uma vez
que ambas unidades fazem parte dos planos futuros do grupo empresarial.
Como abordagem de Produção Mais Limpa é possível ainda fazer algumas
recomendações aos processos produtivos vinculados diretamente ao ciclo de vida
estudado, tais quais: fazer o reaproveitamento dos rejeitos fosfático e magnético
provenientes do processo de beneficiamento de rocha fosfático.
153
O rejeito fosfático (13% de P2O5) poderá ser utilizado na fabricação de um
fertilizante organo-fosfatado (processo Humifert). Enquanto que para o rejeito
“magnético” (2,6% P2O5; 77,2% Fe2O3) estudos apontam para uma reutilização deste
material como agente descontaminante de metais pesados (Cu+2, Ni+2, Cd+2 e Pb+2). Em
ambos os casos existem pesquisas consistentes sobre o assunto, sendo o processo
Humifert estudado pelo Centro de Tecnologias Minerais (CETEM)2, enquanto a
Universidade São Paulo (USP)3 desenvolve pesquisas na utilização da magnetita como
material adsorvedor de metais pesados. Assim, a GALVANI poderia estabelecer
parcerias externas para o aprofundamento destas pesquisadas.
Com relação ao subsistema de lavra de rocha fosfática recomenda-se o uso de
geossensoriamento e “sistemas de mineração inteligentes” nos trabalhos de extração
mineral, o que evitará, por exemplo, aberturas de frentes de lavras em áreas fora do cut-
off da mina. Com isso garante-se, ao longo da vida útil da mina, uma menor relação de
emissão de compostos voláteis (provenientes dos equipamentos de extração) por
tonelada de rocha lavrada.
Através das conclusões e recomendações do estudo de ACV, espera-se
contribuir com subsídios para um melhor planejamento de políticas de sustentabilidade
ambiental que harmonizem o desenvolvimento econômico com as práticas
conservacionistas e de proteção ao meio ambiente. Entretanto, se faz importante
ressaltar que existem diversas questões envolvidas na técnica de ACV que ainda
precisam ser abordadas, não existindo conclusões óbvias provenientes pura e
simplesmente do processamento dos dados.
A fim de não se perder as discussões criadas na elaboração desta dissertação de
mestrado, recomendam-se estudos comparativos de avaliação ambiental entre alguns
processos do Gabi e processos provenientes de dados primários. Isto será importante
para uma avaliação crítica da consistência da base de dados utilizada no software.
2 OBA, C.A.I. Fabricação de um fertilizante organo-fosfatado. Rio de Janeiro: CETEM/MCT, 2004. 35 p. (Série Estudos e Documentos, 62). 3 ORTIZ, N. Estudo da utilização da magnetita como material adsorvedor dos metais Cu, Pb, Ni e Cd, em solução. 2000. 174 f. Tese (Doutorado em Tecnologia Nuclear). IPEN, USP, 2000.
154
7. REFERÊNCIAS
ABADIE, E. Processos de Refinação. Rio de Janeiro: PETROBRÁS, 2002. 147p. Apostila do curso Refino de petróleo/ Processo de refinação, Rio de Janeiro, Petrobrás. ALMEIDA, A. Composto de lixo urbano na composição química do solo e seus efeitos no desenvolvimento de mudas de maracujazeiro amarelo (Passiflora edulis f. flavicarpa L). Departamento de Ciências Agrárias da Universidade de Taubaté. [S.I: s.n.], 200-. BACIC, I.M.G.R. Enxofre. In: RODRIGUES, A.F.S. (Coord.). Mineralnegócios: Guia do Investidor no Brasil / Mineral Business: Investor’s Guide in Brazil. Brasília: DNPM, 2006. p. 50-52. BARROTI, G. & NAHAS, E. População microbiana total e solubilizadora de fosfato em solo submetido a diferentes sistemas de cultivo. Pesquisa Agropecuária Brasileira, Brasília, v.35, n.10, p.2043-2050, out. 2000. BEDIN, I. et al. Fertilizantes fosfatados e produção da soja em solos com diferentes capacidades tampão de fosfato. Rev. Bras. Ci. Solo, n.27, p. 639-646, 2003. BENJAMIN, A.K. Desenvolvimento de Modelo para Avaliação de Softwares de apoio à Análise de Ciclo de Vida. 2002. 109 p. Dissertação (Mestrado em Engenharia) – Escola Politécnica, Universidade de São Paulo, São Paulo, 2001. BITAR, O.Y. Meio Ambiente & Geologia. São Paulo: Editora Senac São Paulo, 2004.161p. (Série Meio ambiente). BOUSTEAD, I. Life Cycle Assessment: An overview. Energy World, 1995. CAII – Compahia Agro Industrial Igarassu. Processo Produtivo da Cia. Agro Industrial Igarassu. Disponível em: http://www.caii.com.br/ctudo-produtos-processo.html. Acesso em: 03 jul de 2007. CALDEIRA-PIRES, A. Avaliação de Ciclo de Vida – ACV. [Curso apresentado ao TECLIM/UFBA – Projeto: ACV - Coelba, Salvador, 2007 – CD]. CALDEIRA-PIRES, A.; RABELO, R.R.; XAVIER, J.H.V. Uso potencial da análise do ciclo de vida associada aos conceitos da produção orgânica aplicados à agricultura familiar, Cadernos de Ciência & Tecnologia, Brasília, v.19, n. 2, p.149-178, maio/ago. 2002. CEKINSKI, E. Fertilizantes fosfatados. In: Tecnologia de produção de fertilizantes. São Paulo. IPT. 1990. p.95 - 129. (Publicações IPT, n.1816). CESANA, E. Fontes de poluição do ar. Salvador: UFBA, 2006. Não paginado. Apostila da Disciplina Gerenciamento de Emissões do Curso de Mestrado em Gerenciamento e Tecnologias Ambientais no Processo Produtivo – Ênfase em Produção Limpa, Salvador, TECLIM/UFBA.
155
CHEHEBE, J.R.B. Análise do Ciclo de Vida de Produtos - Ferramenta Gerencial da ISO 14.000. Rio de Janeiro: Qualitymark, 1998.104p. CURRAN, M. Broad based environmental life cycle assessment. McGraw-Hill,1996. ______. Status of LCA in the USA, McGraw-Hill, 1999. DALO, D. & VILANI, E.C. Manuseio de catalizadores. In. Encontro técnico Ácido Sulfúrico. São Paulo. PTROFERTIL/ABIQUIM, 1984. V.1. p.127. DERÍSIO, C.J. Introdução ao controle de poluição ambiental. 2.ed. São Paulo: Signus Editora, 2000. 164p. FERNANDES, E. & DIAS, V. P. Fertilizantes: uma visão global sintética. BNDES Setorial, Rio de Janeiro, n. 24, p. 97-138, set. 2006. GABI. Documention databases. Hydrated lime (Ca(OH)2; dry slaked) (en). Version 4.0. [S.I.]: PE International, 2006. 1 CD-ROM. ______. Product Family: Gabi Lite - "Characteristics". [S.I.]: PE International, [200-]. 11 p. GALDIANO, G. P. Inventário de ciclo de vida do papel offset produzido no Brasil. 2006. 280 p. Dissertação (Mestrado em Engenharia Química) – Escola Politécnica, Universidade de São Paulo, São Paulo. GUINEÉ, J. & HEIJUNGS, R. A proposal for classification of toxic substances within the framework of LCA of products. Chemosfera, 1993. HAAS, G., WETTERICH, F., KOPKE, U. Comparing intensive extensified and organic grassland farming in southern Germany by process life cycle assessment”, Agriculture, Ecosystems and Environment, v. 83, p. 43-53, 2001. HEIJUNGS, R. Environmental life cycle assessment of products: Guide. Sweden, 1994. ISO 14040 - International Standard. Environmental Management - Life Cycle Assessment: Principles and framework. 1997. ISO 14041 - International Standard. Environmental Management - Life Cycle Assessment: Goal and scope definition and inventory analysis.1998. ISO 14042 - International Standard. Environmental Management - Life Cycle Assessment: Life cycle impact assessment. 2000. ISO 14043 - International Standard. Environmental Management - Life Cycle Assessment: Life cycle interpretation. 2000. KIPERSTOK, A. Integrated pollution control for oil refineries. 1994. 148 p. Dissertação (Mestrado em Engenharia Química/ Tecnologias Ambientais) – Department of Chemical Engineering /UMIST, University of Manchester, Reino Unido.
156
KIPERSTOK, A. et al. Inovação e Meio Ambiente. Salvador: Centro de Recursos Ambientais, 2003. 298 p. (Série Construindo os Recursos do Amanhã, v. 2). ______. Prevenção da Poluição. Brasília: SENAI/DN, 2002. 290 p. KULAY, L.A. Desenvolvimento de modelo de análise de ciclo de vida adequado às condições brasileiras: Aplicação ao caso do superfosfato simples. 2000. 143 p. Dissertação (Mestrado em Engenharia Química) – Escola Politécnica, Universidade de São Paulo, São Paulo. ______. Uso da análise de ciclo de vida para comparação do desempenho ambiental das rotas úmida e térmica de produção de fertilizantes fosfatados. 2004. 314 p. Tese (Doutorado em Engenharia Química) – Escola Politécnica, Universidade de São Paulo, São Paulo. LINDFORS, V. et al. Nordic guidelines on Life Cycle Assessment. Arthus: AKAPRINT A/S, 1995. LOBO, M.G. & SILVA, R. M. Produção de fertilizantes fosfatados. In: SIMPÓSIO SOBRE FERTILIZANTES NA AGRICULTURA BRASILEIRA, 1984, Brasília. Anais. Brasília: EMBRAPA - DEP, 1984. p. 73-102. LOUREIRO, F.E.L. & NASCIMENTO, M. Importância e Função dos Fertilizantes numa AgriculturaSustentável. Rio de Janeiro: CETEM/MCT, 2003. 75 p. (Série Estudos e Documentos, 53). MENKE, D.M. et al.. Evaluation of life cycle assessment tools. United States: University of Tennessee, 95p. 1996. MUSTAFA, G.M. Processos Físico-Químicos de Tratamento de Efluentes Líquidos. Salvador: UFBA, 2006. Não paginado. Apostila da Disciplina Gerenciamento de Emissões do Curso de Mestrado em Gerenciamento e Tecnologias Ambientais no Processo Produtivo – Ênfase em Produção Limpa, Salvador, TECLIM/UFBA. NEVES, J. C. L. et al.. Fertilização mineral de mudas de eucalipto. In: BARROS, N.F.; NOVAIS, R.F. Relação solo-eucalipto. Viçosa: Folha de Viçosa, 1990, 330 p. MUNIZ, A.S.; NOVAIS, R.F.; BARROS, N.F. & NEVES, J.C.L. Nível crítico de fósforo na parte aérea da soja como variável do fator capacidade de fósforo do solo. R. Bras. Ci. Solo, 9:237-243, 1985. NAHAS, E.; FORNASIERI, D. J.; ASSIS, L. C. Resposta à inoculação de fungo solubilizador de fósforo em milho. Sci. Agric. Piracicaba. Set/dez. 1994. NOVAIS, R.F. & SMYTH, T.J. Fósforo em solo e planta em condições tropicais. Viçosa, Universidade Federal de Viçosa, 1999. 399p. OBA, C.A.I. Fabricação de um Fertilizante Organo-Fosfatado. Rio de Janeiro: CETEM/MCT, 2004. 35 p. (Série Estudos e Documentos, 62).
157
PADILHA, C.S. Uniformidade de aplicação de fertilizantes com diferentes características físicas. 2005. 83 p. (Relatório de estágio do curso de Agronomia) - Centro de Ciências Agrárias, Universidade Federal de Santa Catarina, Florianópolis. PEZENTE, J.H. Cal nas argamassas. Disponível em: http://www.escolher-e-construir.eng.br/Dicas/DicasI/Cal/Pag1.htm. Acesso em: 04 ago 2007. RHEINHEIMER, D.S.; ANGHINONI, I. Distribuição do fósforo inorgânico em sistemas de manejo de solo. Pesquisa Agropecuária Brasileira, Brasília, v. 36, n. 1, p. 151-160, Jan. 2001. RIBEIRO, C.M. Avaliação do Ciclo de Vida (ACV): Uma Ferramenta Importante da Ecologia Industrial. 200-. Disponível em: http://www.hottopos.com/regeq12/art4 .htm. Acesso em: 19 dez 2006. RIBEIRO, F.M. Inventário de ciclo de vida da geração hidrelétrica no Brasil - Usina de Itaipu: primeira aproximação. 2003. 243 p. 2v. Dissertação (Mestrado em Energia, Meio Ambiente e Desenvolvimento) - Escola Politécnica, Universidade de São Paulo, São Paulo. RODELLA, A.A. & J.C. ALCARDE, J.C. Avaliação de materiais orgânicos empregados como fertilizantes. Sci. Agric. Piracicaba. Set/nov. 1994. RODRIGUES, C.R. Frações de fósforo e produção da soja e do feijoeiro em sucesão a gramíneas adubadas com diferentes fertilizantes fosfatados. 2006. 113 p. Tese (Doutorado em Agronomia) – Universidade Federal de Lavras, Lavras. ROMM, J.J. Empresas eco-eficientes. Tradução Paul R. Kozelka e Olímpio de Melo Álvares Jr. São Paulo: Signus Editora, 2004. 300p. Tradução de: Cool companies. SANCHEZ, P.A. & SALINAS, J.G. Low input technology for managing Oxisols and Ultisols in tropical America. Adv. Agron., 34:280-406, 1981. SANTOS, L.M.M. Avaliação ambiental de processos industriais. São Paulo: Signus Editora, 2006. 130 p. SELLES, F. et al. Distribution of phosphorus fractions in Brazilian oxisol under different tillage systems. Soil and Tillage Research, Amsterdam, v. 44, n. 1, p. 23-34, 1997. SETAC. Guidelines for life cycle assessment: a code of practice. Brussels: Society of Enviromental Toxicology and Chemistry, 1993. ____ ., A conceptual framework for life-cycle: impact assessment. Brussels: Society of Enviromental Toxicology and Chemistry, 1993. SILVA, G. A. & KULAY, L.A. Elaboração de uma análise de ciclo de vida para o superfosfato simples. In: Congresso Brasileiro de Engenharia Química, XIII., 2000. [S.I: s.n.].
158
SOUZA, A.E. Balanço Mineral Brasileiro: Fosfato. Brasília: DNPM/MME, 2001. 31p. ______. Fosfato. In: RODRIGUES, A.F.S. (Coord.). Mineralnegócios: Guia do Investidor no Brasil / Mineral Business: Investor’s Guide in Brazil. Brasília: DNPM, 2006. p. 63-64. SUPPEN, N. & ABITIA, A.R. La evaluación del impacto de ciclo de vida: elementos de guía y algunas consideraciones metodológicas para México. In: CALDEIRA-PIRES, A.; PAULA, M.C.S.; VILLAS-BÔAS, R.C. (Org.) A Avaliação do Ciclo de Vida: A ISO 14040 na America Latina. Brasília: EDITORA, 2005. p.81-100. SUSCON. Life Cycle Assessment of Road Pavement. Project Nº LIFE05 ENV/GR/000235, DRAFT V01. Sustainable Construction in Public and Private Works through IPP approach, 2006. SUSLICK, S.B.; MACHADO, I.F.; FERREIRA, D.F. Recursos Minerais e sustentabilidade. Campinas: Komed, 2005. 246p. TOSTA, C.S. Inserção da análise de ciclo de vida no estado da Bahia através da situação do órgão ambiental. 2004. 187p. il. Dissertação (Mestrado em Gerenciamento e Tecnologias Ambientais no Processo Produtivo) – Escola Politécnica, Universidade Federal da Bahia, Salvador UNEP – United Nations Environment Programme – Industry and Environment. What it is and how to do it. Life Cycle Assessment, 1996. VAN ZEIJTS, H. et al. Fitting fertilization in LCA: allcation to crops in cropping plan. Jornal of cleaner production, Berlin. v. 7, n. 1, p. 69-74, 1999. VIANNA, F. C. Análise de ecoeficiência: avaliação do desempenho econômico-ambiental do biodiesel e petrodiesel. 2006. 182p. Dissertação (Mestrado em Engenharia Química ) – Escola Politécnica, Universidade de São Paulo, São Paulo. VIGON, B.W. & JENSEN, A.A. Life cycle assessment: Data quality and databases practitioner survey. Jornal of Cleaner Production. Berlin.v. 3, n.3, p. 135-141, 1995. WENZEL, H.; HAUSCHILD, M.; ALTING,L., Environmental Assessment of Products, 2 vol., Kluwer Academic Press, Copenhague, 1997.
159
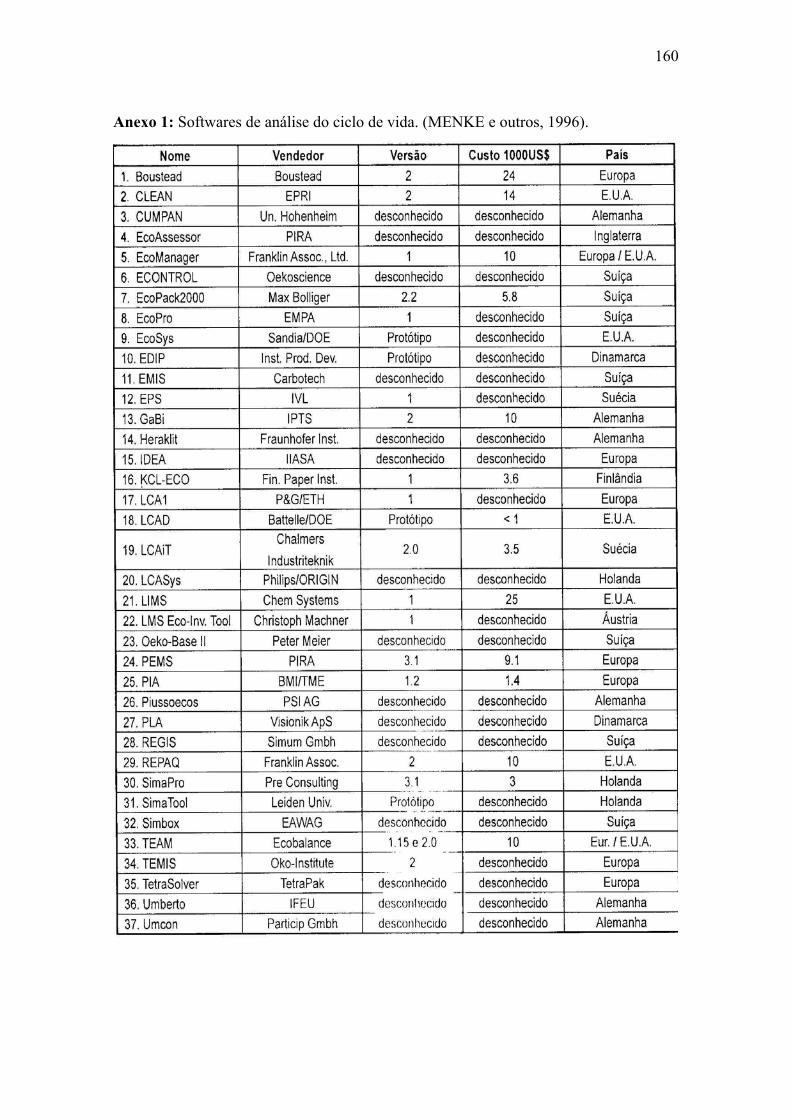
160
Anexo 1: Softwares de análise do ciclo de vida. (MENKE e outros, 1996).
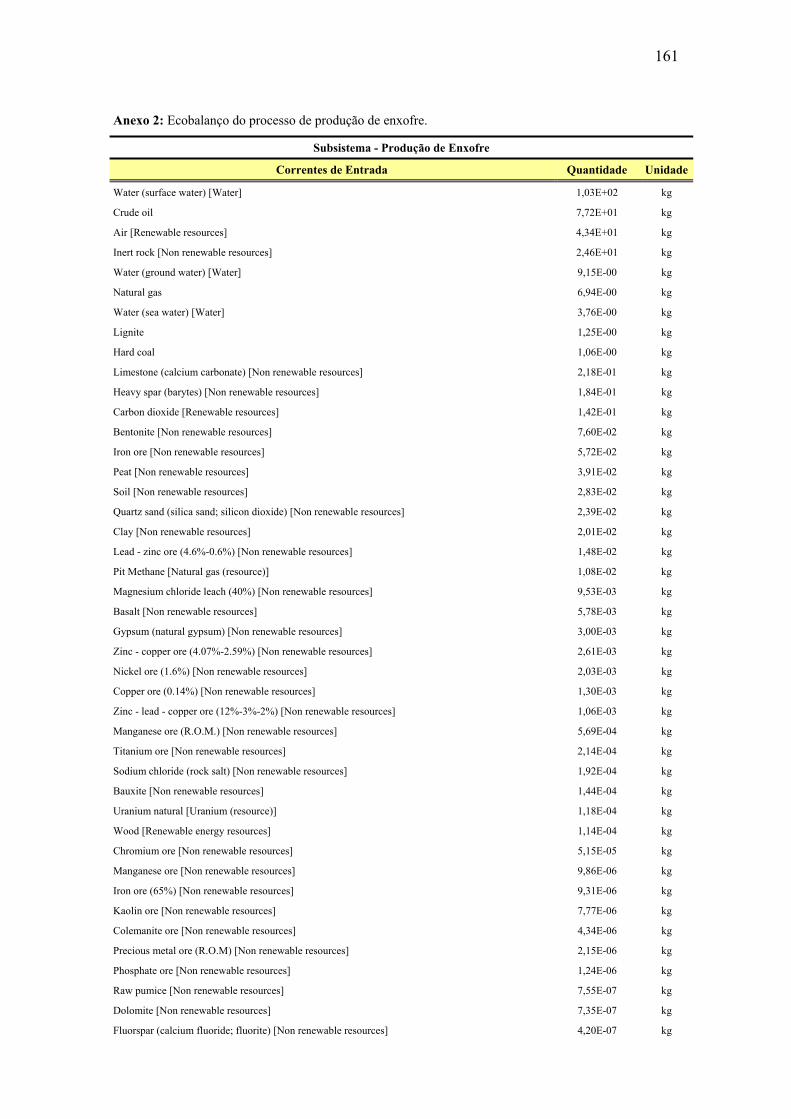
161
Anexo 2: Ecobalanço do processo de produção de enxofre.
Subsistema - Produção de Enxofre
Correntes de Entrada Quantidade Unidade
Water (surface water) [Water] 1,03E+02 kg
Crude oil 7,72E+01 kg
Air [Renewable resources] 4,34E+01 kg
Inert rock [Non renewable resources] 2,46E+01 kg
Water (ground water) [Water] 9,15E-00 kg
Natural gas 6,94E-00 kg
Water (sea water) [Water] 3,76E-00 kg
Lignite 1,25E-00 kg
Hard coal 1,06E-00 kg
Limestone (calcium carbonate) [Non renewable resources] 2,18E-01 kg
Heavy spar (barytes) [Non renewable resources] 1,84E-01 kg
Carbon dioxide [Renewable resources] 1,42E-01 kg
Bentonite [Non renewable resources] 7,60E-02 kg
Iron ore [Non renewable resources] 5,72E-02 kg
Peat [Non renewable resources] 3,91E-02 kg
Soil [Non renewable resources] 2,83E-02 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 2,39E-02 kg
Clay [Non renewable resources] 2,01E-02 kg
Lead - zinc ore (4.6%-0.6%) [Non renewable resources] 1,48E-02 kg
Pit Methane [Natural gas (resource)] 1,08E-02 kg
Magnesium chloride leach (40%) [Non renewable resources] 9,53E-03 kg
Basalt [Non renewable resources] 5,78E-03 kg
Gypsum (natural gypsum) [Non renewable resources] 3,00E-03 kg
Zinc - copper ore (4.07%-2.59%) [Non renewable resources] 2,61E-03 kg
Nickel ore (1.6%) [Non renewable resources] 2,03E-03 kg
Copper ore (0.14%) [Non renewable resources] 1,30E-03 kg
Zinc - lead - copper ore (12%-3%-2%) [Non renewable resources] 1,06E-03 kg
Manganese ore (R.O.M.) [Non renewable resources] 5,69E-04 kg
Titanium ore [Non renewable resources] 2,14E-04 kg
Sodium chloride (rock salt) [Non renewable resources] 1,92E-04 kg
Bauxite [Non renewable resources] 1,44E-04 kg
Uranium natural [Uranium (resource)] 1,18E-04 kg
Wood [Renewable energy resources] 1,14E-04 kg
Chromium ore [Non renewable resources] 5,15E-05 kg
Manganese ore [Non renewable resources] 9,86E-06 kg
Iron ore (65%) [Non renewable resources] 9,31E-06 kg
Kaolin ore [Non renewable resources] 7,77E-06 kg
Colemanite ore [Non renewable resources] 4,34E-06 kg
Precious metal ore (R.O.M) [Non renewable resources] 2,15E-06 kg
Phosphate ore [Non renewable resources] 1,24E-06 kg
Raw pumice [Non renewable resources] 7,55E-07 kg
Dolomite [Non renewable resources] 7,35E-07 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 4,20E-07 kg
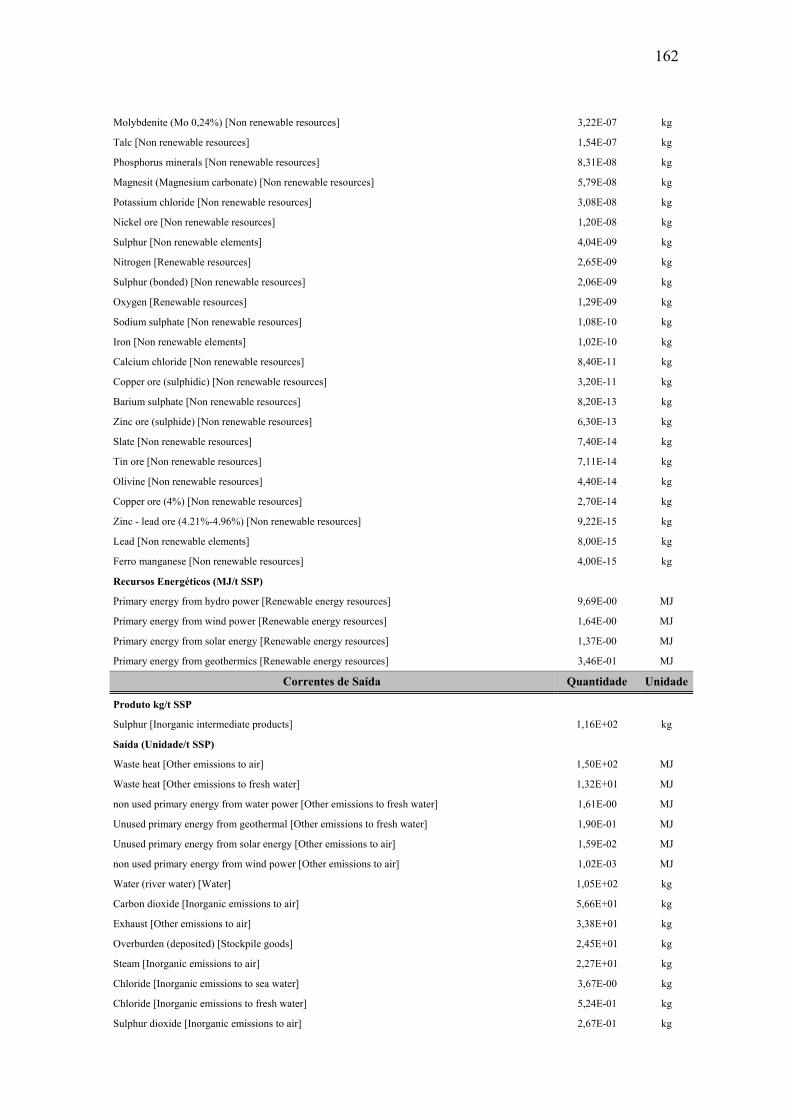
162
Molybdenite (Mo 0,24%) [Non renewable resources] 3,22E-07 kg
Talc [Non renewable resources] 1,54E-07 kg
Phosphorus minerals [Non renewable resources] 8,31E-08 kg
Magnesit (Magnesium carbonate) [Non renewable resources] 5,79E-08 kg
Potassium chloride [Non renewable resources] 3,08E-08 kg
Nickel ore [Non renewable resources] 1,20E-08 kg
Sulphur [Non renewable elements] 4,04E-09 kg
Nitrogen [Renewable resources] 2,65E-09 kg
Sulphur (bonded) [Non renewable resources] 2,06E-09 kg
Oxygen [Renewable resources] 1,29E-09 kg
Sodium sulphate [Non renewable resources] 1,08E-10 kg
Iron [Non renewable elements] 1,02E-10 kg
Calcium chloride [Non renewable resources] 8,40E-11 kg
Copper ore (sulphidic) [Non renewable resources] 3,20E-11 kg
Barium sulphate [Non renewable resources] 8,20E-13 kg
Zinc ore (sulphide) [Non renewable resources] 6,30E-13 kg
Slate [Non renewable resources] 7,40E-14 kg
Tin ore [Non renewable resources] 7,11E-14 kg
Olivine [Non renewable resources] 4,40E-14 kg
Copper ore (4%) [Non renewable resources] 2,70E-14 kg
Zinc - lead ore (4.21%-4.96%) [Non renewable resources] 9,22E-15 kg
Lead [Non renewable elements] 8,00E-15 kg
Ferro manganese [Non renewable resources] 4,00E-15 kg
Recursos Energéticos (MJ/t SSP)
Primary energy from hydro power [Renewable energy resources] 9,69E-00 MJ
Primary energy from wind power [Renewable energy resources] 1,64E-00 MJ
Primary energy from solar energy [Renewable energy resources] 1,37E-00 MJ
Primary energy from geothermics [Renewable energy resources] 3,46E-01 MJ
Correntes de Saída Quantidade Unidade
Produto kg/t SSP
Sulphur [Inorganic intermediate products] 1,16E+02 kg
Saída (Unidade/t SSP)
Waste heat [Other emissions to air] 1,50E+02 MJ
Waste heat [Other emissions to fresh water] 1,32E+01 MJ
non used primary energy from water power [Other emissions to fresh water] 1,61E-00 MJ
Unused primary energy from geothermal [Other emissions to fresh water] 1,90E-01 MJ
Unused primary energy from solar energy [Other emissions to air] 1,59E-02 MJ
non used primary energy from wind power [Other emissions to air] 1,02E-03 MJ
Water (river water) [Water] 1,05E+02 kg
Carbon dioxide [Inorganic emissions to air] 5,66E+01 kg
Exhaust [Other emissions to air] 3,38E+01 kg
Overburden (deposited) [Stockpile goods] 2,45E+01 kg
Steam [Inorganic emissions to air] 2,27E+01 kg
Chloride [Inorganic emissions to sea water] 3,67E-00 kg
Chloride [Inorganic emissions to fresh water] 5,24E-01 kg
Sulphur dioxide [Inorganic emissions to air] 2,67E-01 kg
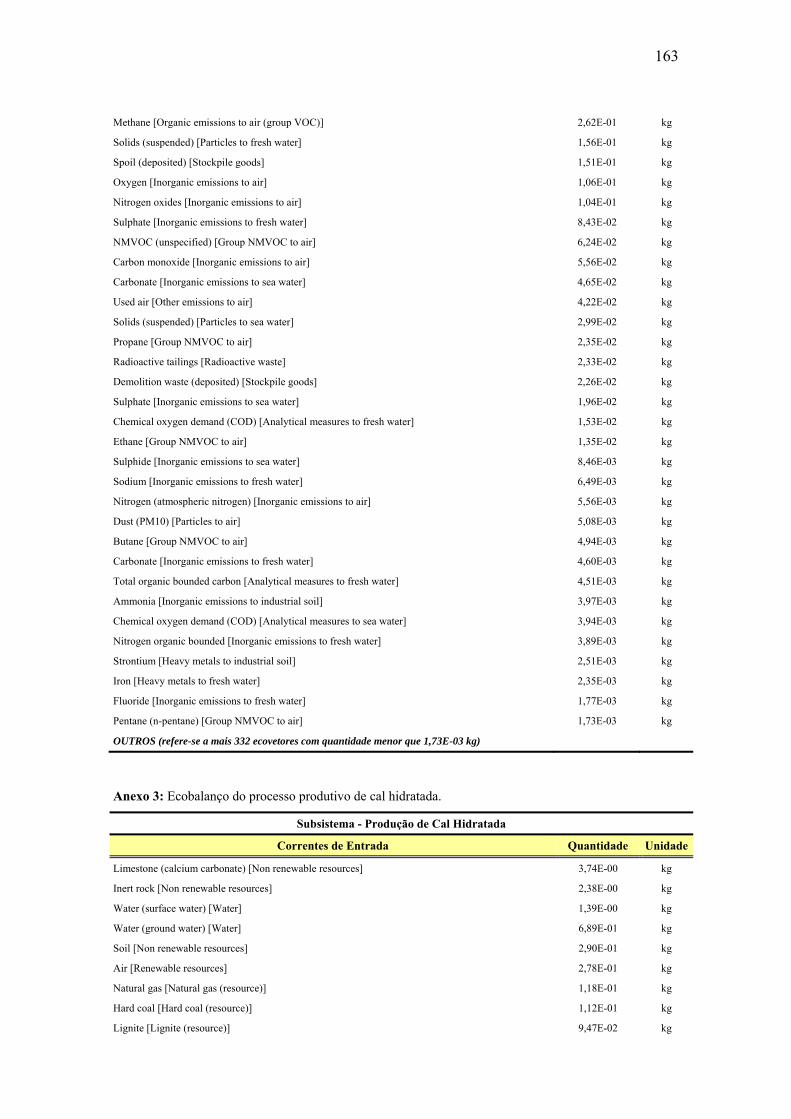
163
Methane [Organic emissions to air (group VOC)] 2,62E-01 kg
Solids (suspended) [Particles to fresh water] 1,56E-01 kg
Spoil (deposited) [Stockpile goods] 1,51E-01 kg
Oxygen [Inorganic emissions to air] 1,06E-01 kg
Nitrogen oxides [Inorganic emissions to air] 1,04E-01 kg
Sulphate [Inorganic emissions to fresh water] 8,43E-02 kg
NMVOC (unspecified) [Group NMVOC to air] 6,24E-02 kg
Carbon monoxide [Inorganic emissions to air] 5,56E-02 kg
Carbonate [Inorganic emissions to sea water] 4,65E-02 kg
Used air [Other emissions to air] 4,22E-02 kg
Solids (suspended) [Particles to sea water] 2,99E-02 kg
Propane [Group NMVOC to air] 2,35E-02 kg
Radioactive tailings [Radioactive waste] 2,33E-02 kg
Demolition waste (deposited) [Stockpile goods] 2,26E-02 kg
Sulphate [Inorganic emissions to sea water] 1,96E-02 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 1,53E-02 kg
Ethane [Group NMVOC to air] 1,35E-02 kg
Sulphide [Inorganic emissions to sea water] 8,46E-03 kg
Sodium [Inorganic emissions to fresh water] 6,49E-03 kg
Nitrogen (atmospheric nitrogen) [Inorganic emissions to air] 5,56E-03 kg
Dust (PM10) [Particles to air] 5,08E-03 kg
Butane [Group NMVOC to air] 4,94E-03 kg
Carbonate [Inorganic emissions to fresh water] 4,60E-03 kg
Total organic bounded carbon [Analytical measures to fresh water] 4,51E-03 kg
Ammonia [Inorganic emissions to industrial soil] 3,97E-03 kg
Chemical oxygen demand (COD) [Analytical measures to sea water] 3,94E-03 kg
Nitrogen organic bounded [Inorganic emissions to fresh water] 3,89E-03 kg
Strontium [Heavy metals to industrial soil] 2,51E-03 kg
Iron [Heavy metals to fresh water] 2,35E-03 kg
Fluoride [Inorganic emissions to fresh water] 1,77E-03 kg
Pentane (n-pentane) [Group NMVOC to air] 1,73E-03 kg
OUTROS (refere-se a mais 332 ecovetores com quantidade menor que 1,73E-03 kg)
Anexo 3: Ecobalanço do processo produtivo de cal hidratada.
Subsistema - Produção de Cal Hidratada
Correntes de Entrada Quantidade Unidade
Limestone (calcium carbonate) [Non renewable resources] 3,74E-00 kg
Inert rock [Non renewable resources] 2,38E-00 kg
Water (surface water) [Water] 1,39E-00 kg
Water (ground water) [Water] 6,89E-01 kg
Soil [Non renewable resources] 2,90E-01 kg
Air [Renewable resources] 2,78E-01 kg
Natural gas [Natural gas (resource)] 1,18E-01 kg
Hard coal [Hard coal (resource)] 1,12E-01 kg
Lignite [Lignite (resource)] 9,47E-02 kg
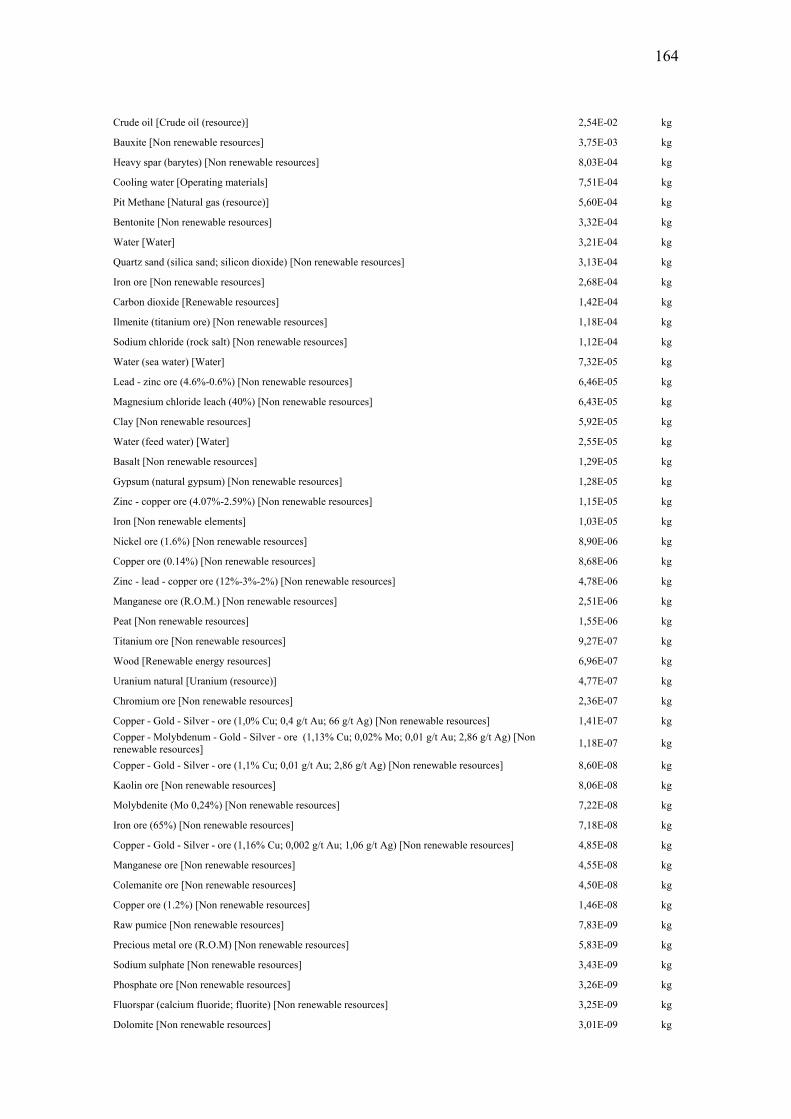
164
Crude oil [Crude oil (resource)] 2,54E-02 kg
Bauxite [Non renewable resources] 3,75E-03 kg
Heavy spar (barytes) [Non renewable resources] 8,03E-04 kg
Cooling water [Operating materials] 7,51E-04 kg
Pit Methane [Natural gas (resource)] 5,60E-04 kg
Bentonite [Non renewable resources] 3,32E-04 kg
Water [Water] 3,21E-04 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 3,13E-04 kg
Iron ore [Non renewable resources] 2,68E-04 kg
Carbon dioxide [Renewable resources] 1,42E-04 kg
Ilmenite (titanium ore) [Non renewable resources] 1,18E-04 kg
Sodium chloride (rock salt) [Non renewable resources] 1,12E-04 kg
Water (sea water) [Water] 7,32E-05 kg
Lead - zinc ore (4.6%-0.6%) [Non renewable resources] 6,46E-05 kg
Magnesium chloride leach (40%) [Non renewable resources] 6,43E-05 kg
Clay [Non renewable resources] 5,92E-05 kg
Water (feed water) [Water] 2,55E-05 kg
Basalt [Non renewable resources] 1,29E-05 kg
Gypsum (natural gypsum) [Non renewable resources] 1,28E-05 kg
Zinc - copper ore (4.07%-2.59%) [Non renewable resources] 1,15E-05 kg
Iron [Non renewable elements] 1,03E-05 kg
Nickel ore (1.6%) [Non renewable resources] 8,90E-06 kg
Copper ore (0.14%) [Non renewable resources] 8,68E-06 kg
Zinc - lead - copper ore (12%-3%-2%) [Non renewable resources] 4,78E-06 kg
Manganese ore (R.O.M.) [Non renewable resources] 2,51E-06 kg
Peat [Non renewable resources] 1,55E-06 kg
Titanium ore [Non renewable resources] 9,27E-07 kg
Wood [Renewable energy resources] 6,96E-07 kg
Uranium natural [Uranium (resource)] 4,77E-07 kg
Chromium ore [Non renewable resources] 2,36E-07 kg
Copper - Gold - Silver - ore (1,0% Cu; 0,4 g/t Au; 66 g/t Ag) [Non renewable resources] 1,41E-07 kg Copper - Molybdenum - Gold - Silver - ore (1,13% Cu; 0,02% Mo; 0,01 g/t Au; 2,86 g/t Ag) [Non renewable resources] 1,18E-07 kg
Copper - Gold - Silver - ore (1,1% Cu; 0,01 g/t Au; 2,86 g/t Ag) [Non renewable resources] 8,60E-08 kg
Kaolin ore [Non renewable resources] 8,06E-08 kg
Molybdenite (Mo 0,24%) [Non renewable resources] 7,22E-08 kg
Iron ore (65%) [Non renewable resources] 7,18E-08 kg
Copper - Gold - Silver - ore (1,16% Cu; 0,002 g/t Au; 1,06 g/t Ag) [Non renewable resources] 4,85E-08 kg
Manganese ore [Non renewable resources] 4,55E-08 kg
Colemanite ore [Non renewable resources] 4,50E-08 kg
Copper ore (1.2%) [Non renewable resources] 1,46E-08 kg
Raw pumice [Non renewable resources] 7,83E-09 kg
Precious metal ore (R.O.M) [Non renewable resources] 5,83E-09 kg
Sodium sulphate [Non renewable resources] 3,43E-09 kg
Phosphate ore [Non renewable resources] 3,26E-09 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 3,25E-09 kg
Dolomite [Non renewable resources] 3,01E-09 kg
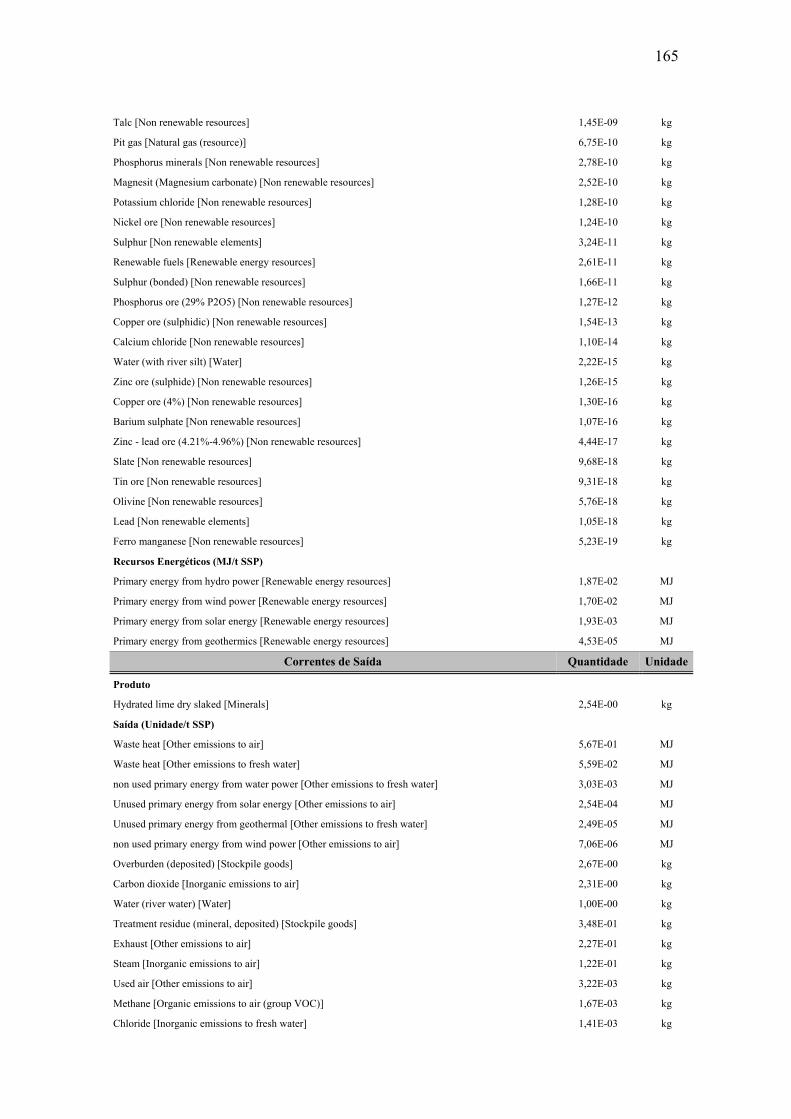
165
Talc [Non renewable resources] 1,45E-09 kg
Pit gas [Natural gas (resource)] 6,75E-10 kg
Phosphorus minerals [Non renewable resources] 2,78E-10 kg
Magnesit (Magnesium carbonate) [Non renewable resources] 2,52E-10 kg
Potassium chloride [Non renewable resources] 1,28E-10 kg
Nickel ore [Non renewable resources] 1,24E-10 kg
Sulphur [Non renewable elements] 3,24E-11 kg
Renewable fuels [Renewable energy resources] 2,61E-11 kg
Sulphur (bonded) [Non renewable resources] 1,66E-11 kg
Phosphorus ore (29% P2O5) [Non renewable resources] 1,27E-12 kg
Copper ore (sulphidic) [Non renewable resources] 1,54E-13 kg
Calcium chloride [Non renewable resources] 1,10E-14 kg
Water (with river silt) [Water] 2,22E-15 kg
Zinc ore (sulphide) [Non renewable resources] 1,26E-15 kg
Copper ore (4%) [Non renewable resources] 1,30E-16 kg
Barium sulphate [Non renewable resources] 1,07E-16 kg
Zinc - lead ore (4.21%-4.96%) [Non renewable resources] 4,44E-17 kg
Slate [Non renewable resources] 9,68E-18 kg
Tin ore [Non renewable resources] 9,31E-18 kg
Olivine [Non renewable resources] 5,76E-18 kg
Lead [Non renewable elements] 1,05E-18 kg
Ferro manganese [Non renewable resources] 5,23E-19 kg
Recursos Energéticos (MJ/t SSP)
Primary energy from hydro power [Renewable energy resources] 1,87E-02 MJ
Primary energy from wind power [Renewable energy resources] 1,70E-02 MJ
Primary energy from solar energy [Renewable energy resources] 1,93E-03 MJ
Primary energy from geothermics [Renewable energy resources] 4,53E-05 MJ
Correntes de Saída Quantidade Unidade
Produto
Hydrated lime dry slaked [Minerals] 2,54E-00 kg
Saída (Unidade/t SSP)
Waste heat [Other emissions to air] 5,67E-01 MJ
Waste heat [Other emissions to fresh water] 5,59E-02 MJ
non used primary energy from water power [Other emissions to fresh water] 3,03E-03 MJ
Unused primary energy from solar energy [Other emissions to air] 2,54E-04 MJ
Unused primary energy from geothermal [Other emissions to fresh water] 2,49E-05 MJ
non used primary energy from wind power [Other emissions to air] 7,06E-06 MJ
Overburden (deposited) [Stockpile goods] 2,67E-00 kg
Carbon dioxide [Inorganic emissions to air] 2,31E-00 kg
Water (river water) [Water] 1,00E-00 kg
Treatment residue (mineral, deposited) [Stockpile goods] 3,48E-01 kg
Exhaust [Other emissions to air] 2,27E-01 kg
Steam [Inorganic emissions to air] 1,22E-01 kg
Used air [Other emissions to air] 3,22E-03 kg
Methane [Organic emissions to air (group VOC)] 1,67E-03 kg
Chloride [Inorganic emissions to fresh water] 1,41E-03 kg
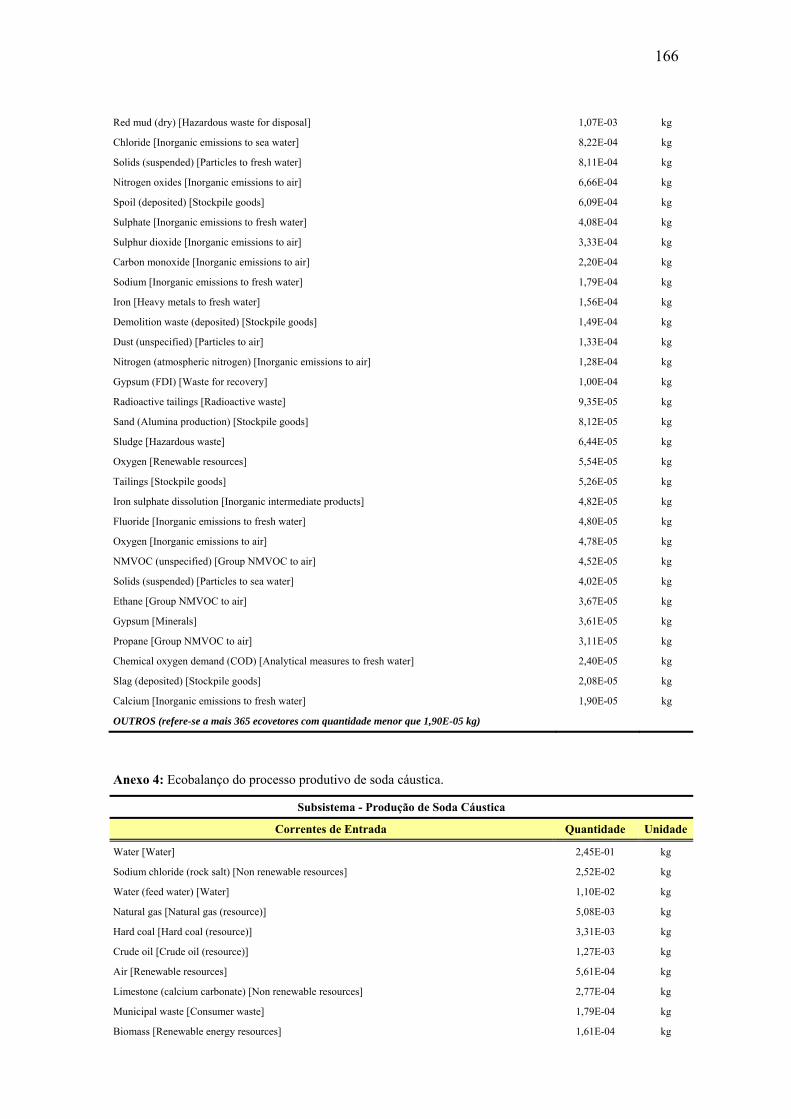
166
Red mud (dry) [Hazardous waste for disposal] 1,07E-03 kg
Chloride [Inorganic emissions to sea water] 8,22E-04 kg
Solids (suspended) [Particles to fresh water] 8,11E-04 kg
Nitrogen oxides [Inorganic emissions to air] 6,66E-04 kg
Spoil (deposited) [Stockpile goods] 6,09E-04 kg
Sulphate [Inorganic emissions to fresh water] 4,08E-04 kg
Sulphur dioxide [Inorganic emissions to air] 3,33E-04 kg
Carbon monoxide [Inorganic emissions to air] 2,20E-04 kg
Sodium [Inorganic emissions to fresh water] 1,79E-04 kg
Iron [Heavy metals to fresh water] 1,56E-04 kg
Demolition waste (deposited) [Stockpile goods] 1,49E-04 kg
Dust (unspecified) [Particles to air] 1,33E-04 kg
Nitrogen (atmospheric nitrogen) [Inorganic emissions to air] 1,28E-04 kg
Gypsum (FDI) [Waste for recovery] 1,00E-04 kg
Radioactive tailings [Radioactive waste] 9,35E-05 kg
Sand (Alumina production) [Stockpile goods] 8,12E-05 kg
Sludge [Hazardous waste] 6,44E-05 kg
Oxygen [Renewable resources] 5,54E-05 kg
Tailings [Stockpile goods] 5,26E-05 kg
Iron sulphate dissolution [Inorganic intermediate products] 4,82E-05 kg
Fluoride [Inorganic emissions to fresh water] 4,80E-05 kg
Oxygen [Inorganic emissions to air] 4,78E-05 kg
NMVOC (unspecified) [Group NMVOC to air] 4,52E-05 kg
Solids (suspended) [Particles to sea water] 4,02E-05 kg
Ethane [Group NMVOC to air] 3,67E-05 kg
Gypsum [Minerals] 3,61E-05 kg
Propane [Group NMVOC to air] 3,11E-05 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 2,40E-05 kg
Slag (deposited) [Stockpile goods] 2,08E-05 kg
Calcium [Inorganic emissions to fresh water] 1,90E-05 kg
OUTROS (refere-se a mais 365 ecovetores com quantidade menor que 1,90E-05 kg)
Anexo 4: Ecobalanço do processo produtivo de soda cáustica.
Subsistema - Produção de Soda Cáustica
Correntes de Entrada Quantidade Unidade
Water [Water] 2,45E-01 kg
Sodium chloride (rock salt) [Non renewable resources] 2,52E-02 kg
Water (feed water) [Water] 1,10E-02 kg
Natural gas [Natural gas (resource)] 5,08E-03 kg
Hard coal [Hard coal (resource)] 3,31E-03 kg
Crude oil [Crude oil (resource)] 1,27E-03 kg
Air [Renewable resources] 5,61E-04 kg
Limestone (calcium carbonate) [Non renewable resources] 2,77E-04 kg
Municipal waste [Consumer waste] 1,79E-04 kg
Biomass [Renewable energy resources] 1,61E-04 kg
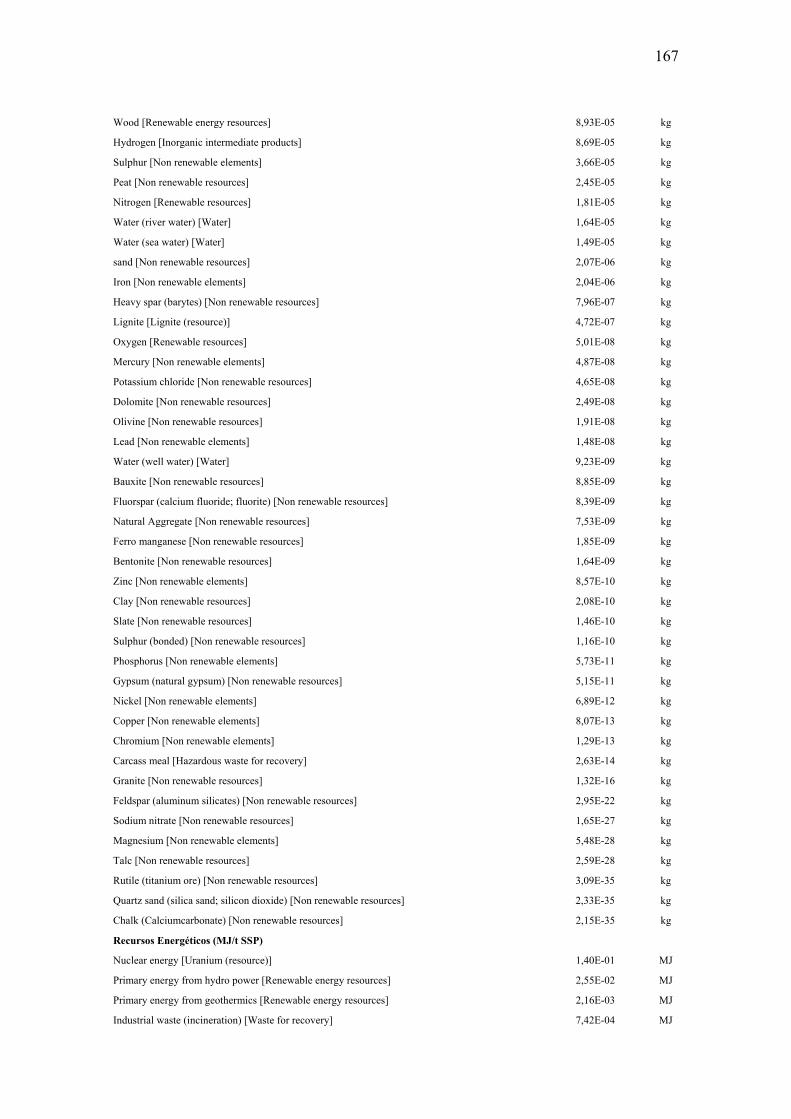
167
Wood [Renewable energy resources] 8,93E-05 kg
Hydrogen [Inorganic intermediate products] 8,69E-05 kg
Sulphur [Non renewable elements] 3,66E-05 kg
Peat [Non renewable resources] 2,45E-05 kg
Nitrogen [Renewable resources] 1,81E-05 kg
Water (river water) [Water] 1,64E-05 kg
Water (sea water) [Water] 1,49E-05 kg
sand [Non renewable resources] 2,07E-06 kg
Iron [Non renewable elements] 2,04E-06 kg
Heavy spar (barytes) [Non renewable resources] 7,96E-07 kg
Lignite [Lignite (resource)] 4,72E-07 kg
Oxygen [Renewable resources] 5,01E-08 kg
Mercury [Non renewable elements] 4,87E-08 kg
Potassium chloride [Non renewable resources] 4,65E-08 kg
Dolomite [Non renewable resources] 2,49E-08 kg
Olivine [Non renewable resources] 1,91E-08 kg
Lead [Non renewable elements] 1,48E-08 kg
Water (well water) [Water] 9,23E-09 kg
Bauxite [Non renewable resources] 8,85E-09 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 8,39E-09 kg
Natural Aggregate [Non renewable resources] 7,53E-09 kg
Ferro manganese [Non renewable resources] 1,85E-09 kg
Bentonite [Non renewable resources] 1,64E-09 kg
Zinc [Non renewable elements] 8,57E-10 kg
Clay [Non renewable resources] 2,08E-10 kg
Slate [Non renewable resources] 1,46E-10 kg
Sulphur (bonded) [Non renewable resources] 1,16E-10 kg
Phosphorus [Non renewable elements] 5,73E-11 kg
Gypsum (natural gypsum) [Non renewable resources] 5,15E-11 kg
Nickel [Non renewable elements] 6,89E-12 kg
Copper [Non renewable elements] 8,07E-13 kg
Chromium [Non renewable elements] 1,29E-13 kg
Carcass meal [Hazardous waste for recovery] 2,63E-14 kg
Granite [Non renewable resources] 1,32E-16 kg
Feldspar (aluminum silicates) [Non renewable resources] 2,95E-22 kg
Sodium nitrate [Non renewable resources] 1,65E-27 kg
Magnesium [Non renewable elements] 5,48E-28 kg
Talc [Non renewable resources] 2,59E-28 kg
Rutile (titanium ore) [Non renewable resources] 3,09E-35 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 2,33E-35 kg
Chalk (Calciumcarbonate) [Non renewable resources] 2,15E-35 kg
Recursos Energéticos (MJ/t SSP)
Nuclear energy [Uranium (resource)] 1,40E-01 MJ
Primary energy from hydro power [Renewable energy resources] 2,55E-02 MJ
Primary energy from geothermics [Renewable energy resources] 2,16E-03 MJ
Industrial waste (incineration) [Waste for recovery] 7,42E-04 MJ
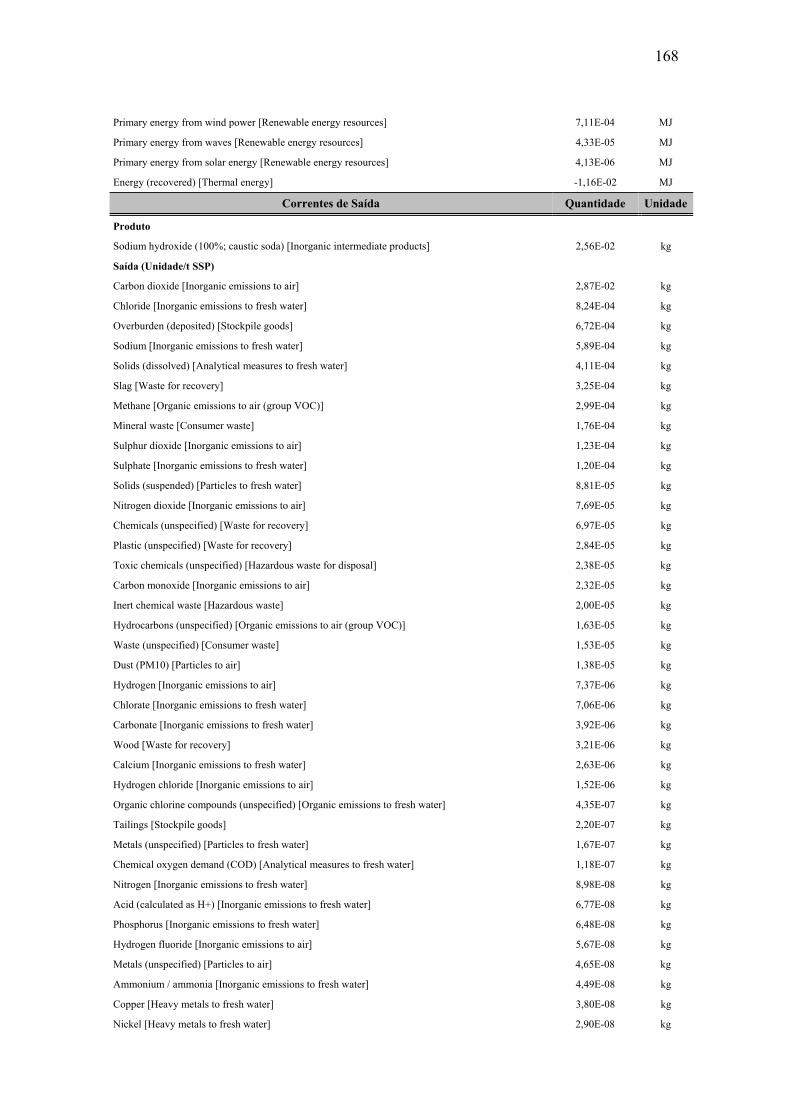
168
Primary energy from wind power [Renewable energy resources] 7,11E-04 MJ
Primary energy from waves [Renewable energy resources] 4,33E-05 MJ
Primary energy from solar energy [Renewable energy resources] 4,13E-06 MJ
Energy (recovered) [Thermal energy] -1,16E-02 MJ
Correntes de Saída Quantidade Unidade
Produto
Sodium hydroxide (100%; caustic soda) [Inorganic intermediate products] 2,56E-02 kg
Saída (Unidade/t SSP)
Carbon dioxide [Inorganic emissions to air] 2,87E-02 kg
Chloride [Inorganic emissions to fresh water] 8,24E-04 kg
Overburden (deposited) [Stockpile goods] 6,72E-04 kg
Sodium [Inorganic emissions to fresh water] 5,89E-04 kg
Solids (dissolved) [Analytical measures to fresh water] 4,11E-04 kg
Slag [Waste for recovery] 3,25E-04 kg
Methane [Organic emissions to air (group VOC)] 2,99E-04 kg
Mineral waste [Consumer waste] 1,76E-04 kg
Sulphur dioxide [Inorganic emissions to air] 1,23E-04 kg
Sulphate [Inorganic emissions to fresh water] 1,20E-04 kg
Solids (suspended) [Particles to fresh water] 8,81E-05 kg
Nitrogen dioxide [Inorganic emissions to air] 7,69E-05 kg
Chemicals (unspecified) [Waste for recovery] 6,97E-05 kg
Plastic (unspecified) [Waste for recovery] 2,84E-05 kg
Toxic chemicals (unspecified) [Hazardous waste for disposal] 2,38E-05 kg
Carbon monoxide [Inorganic emissions to air] 2,32E-05 kg
Inert chemical waste [Hazardous waste] 2,00E-05 kg
Hydrocarbons (unspecified) [Organic emissions to air (group VOC)] 1,63E-05 kg
Waste (unspecified) [Consumer waste] 1,53E-05 kg
Dust (PM10) [Particles to air] 1,38E-05 kg
Hydrogen [Inorganic emissions to air] 7,37E-06 kg
Chlorate [Inorganic emissions to fresh water] 7,06E-06 kg
Carbonate [Inorganic emissions to fresh water] 3,92E-06 kg
Wood [Waste for recovery] 3,21E-06 kg
Calcium [Inorganic emissions to fresh water] 2,63E-06 kg
Hydrogen chloride [Inorganic emissions to air] 1,52E-06 kg
Organic chlorine compounds (unspecified) [Organic emissions to fresh water] 4,35E-07 kg
Tailings [Stockpile goods] 2,20E-07 kg
Metals (unspecified) [Particles to fresh water] 1,67E-07 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 1,18E-07 kg
Nitrogen [Inorganic emissions to fresh water] 8,98E-08 kg
Acid (calculated as H+) [Inorganic emissions to fresh water] 6,77E-08 kg
Phosphorus [Inorganic emissions to fresh water] 6,48E-08 kg
Hydrogen fluoride [Inorganic emissions to air] 5,67E-08 kg
Metals (unspecified) [Particles to air] 4,65E-08 kg
Ammonium / ammonia [Inorganic emissions to fresh water] 4,49E-08 kg
Copper [Heavy metals to fresh water] 3,80E-08 kg
Nickel [Heavy metals to fresh water] 2,90E-08 kg
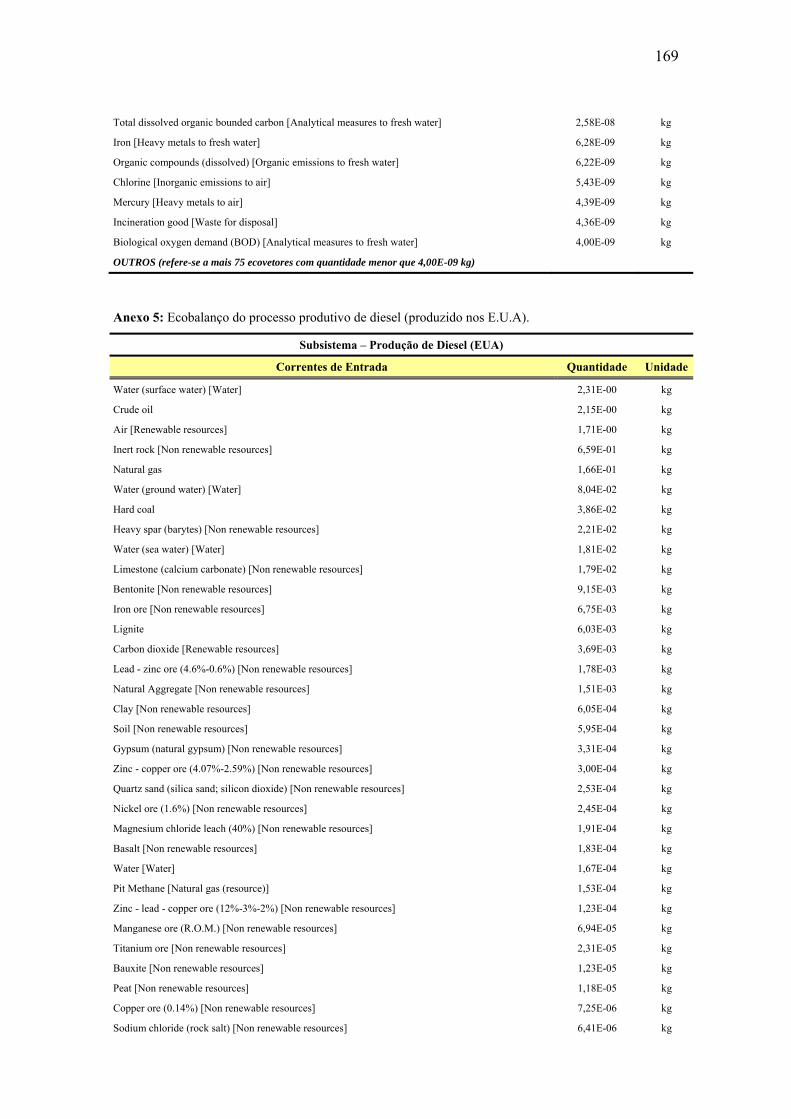
169
Total dissolved organic bounded carbon [Analytical measures to fresh water] 2,58E-08 kg
Iron [Heavy metals to fresh water] 6,28E-09 kg
Organic compounds (dissolved) [Organic emissions to fresh water] 6,22E-09 kg
Chlorine [Inorganic emissions to air] 5,43E-09 kg
Mercury [Heavy metals to air] 4,39E-09 kg
Incineration good [Waste for disposal] 4,36E-09 kg
Biological oxygen demand (BOD) [Analytical measures to fresh water] 4,00E-09 kg
OUTROS (refere-se a mais 75 ecovetores com quantidade menor que 4,00E-09 kg)
Anexo 5: Ecobalanço do processo produtivo de diesel (produzido nos E.U.A).
Subsistema – Produção de Diesel (EUA)
Correntes de Entrada Quantidade Unidade
Water (surface water) [Water] 2,31E-00 kg
Crude oil 2,15E-00 kg
Air [Renewable resources] 1,71E-00 kg
Inert rock [Non renewable resources] 6,59E-01 kg
Natural gas 1,66E-01 kg
Water (ground water) [Water] 8,04E-02 kg
Hard coal 3,86E-02 kg
Heavy spar (barytes) [Non renewable resources] 2,21E-02 kg
Water (sea water) [Water] 1,81E-02 kg
Limestone (calcium carbonate) [Non renewable resources] 1,79E-02 kg
Bentonite [Non renewable resources] 9,15E-03 kg
Iron ore [Non renewable resources] 6,75E-03 kg
Lignite 6,03E-03 kg
Carbon dioxide [Renewable resources] 3,69E-03 kg
Lead - zinc ore (4.6%-0.6%) [Non renewable resources] 1,78E-03 kg
Natural Aggregate [Non renewable resources] 1,51E-03 kg
Clay [Non renewable resources] 6,05E-04 kg
Soil [Non renewable resources] 5,95E-04 kg
Gypsum (natural gypsum) [Non renewable resources] 3,31E-04 kg
Zinc - copper ore (4.07%-2.59%) [Non renewable resources] 3,00E-04 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 2,53E-04 kg
Nickel ore (1.6%) [Non renewable resources] 2,45E-04 kg
Magnesium chloride leach (40%) [Non renewable resources] 1,91E-04 kg
Basalt [Non renewable resources] 1,83E-04 kg
Water [Water] 1,67E-04 kg
Pit Methane [Natural gas (resource)] 1,53E-04 kg
Zinc - lead - copper ore (12%-3%-2%) [Non renewable resources] 1,23E-04 kg
Manganese ore (R.O.M.) [Non renewable resources] 6,94E-05 kg
Titanium ore [Non renewable resources] 2,31E-05 kg
Bauxite [Non renewable resources] 1,23E-05 kg
Peat [Non renewable resources] 1,18E-05 kg
Copper ore (0.14%) [Non renewable resources] 7,25E-06 kg
Sodium chloride (rock salt) [Non renewable resources] 6,41E-06 kg
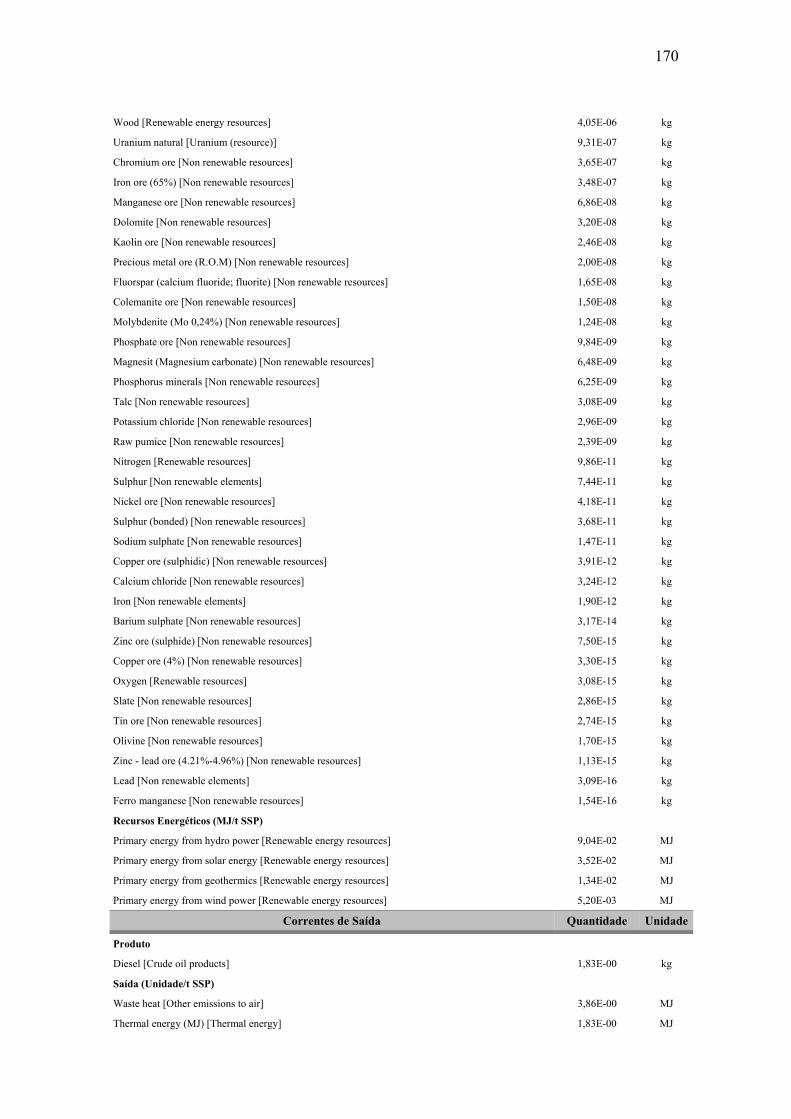
170
Wood [Renewable energy resources] 4,05E-06 kg
Uranium natural [Uranium (resource)] 9,31E-07 kg
Chromium ore [Non renewable resources] 3,65E-07 kg
Iron ore (65%) [Non renewable resources] 3,48E-07 kg
Manganese ore [Non renewable resources] 6,86E-08 kg
Dolomite [Non renewable resources] 3,20E-08 kg
Kaolin ore [Non renewable resources] 2,46E-08 kg
Precious metal ore (R.O.M) [Non renewable resources] 2,00E-08 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 1,65E-08 kg
Colemanite ore [Non renewable resources] 1,50E-08 kg
Molybdenite (Mo 0,24%) [Non renewable resources] 1,24E-08 kg
Phosphate ore [Non renewable resources] 9,84E-09 kg
Magnesit (Magnesium carbonate) [Non renewable resources] 6,48E-09 kg
Phosphorus minerals [Non renewable resources] 6,25E-09 kg
Talc [Non renewable resources] 3,08E-09 kg
Potassium chloride [Non renewable resources] 2,96E-09 kg
Raw pumice [Non renewable resources] 2,39E-09 kg
Nitrogen [Renewable resources] 9,86E-11 kg
Sulphur [Non renewable elements] 7,44E-11 kg
Nickel ore [Non renewable resources] 4,18E-11 kg
Sulphur (bonded) [Non renewable resources] 3,68E-11 kg
Sodium sulphate [Non renewable resources] 1,47E-11 kg
Copper ore (sulphidic) [Non renewable resources] 3,91E-12 kg
Calcium chloride [Non renewable resources] 3,24E-12 kg
Iron [Non renewable elements] 1,90E-12 kg
Barium sulphate [Non renewable resources] 3,17E-14 kg
Zinc ore (sulphide) [Non renewable resources] 7,50E-15 kg
Copper ore (4%) [Non renewable resources] 3,30E-15 kg
Oxygen [Renewable resources] 3,08E-15 kg
Slate [Non renewable resources] 2,86E-15 kg
Tin ore [Non renewable resources] 2,74E-15 kg
Olivine [Non renewable resources] 1,70E-15 kg
Zinc - lead ore (4.21%-4.96%) [Non renewable resources] 1,13E-15 kg
Lead [Non renewable elements] 3,09E-16 kg
Ferro manganese [Non renewable resources] 1,54E-16 kg
Recursos Energéticos (MJ/t SSP)
Primary energy from hydro power [Renewable energy resources] 9,04E-02 MJ
Primary energy from solar energy [Renewable energy resources] 3,52E-02 MJ
Primary energy from geothermics [Renewable energy resources] 1,34E-02 MJ
Primary energy from wind power [Renewable energy resources] 5,20E-03 MJ
Correntes de Saída Quantidade Unidade
Produto
Diesel [Crude oil products] 1,83E-00 kg
Saída (Unidade/t SSP)
Waste heat [Other emissions to air] 3,86E-00 MJ
Thermal energy (MJ) [Thermal energy] 1,83E-00 MJ
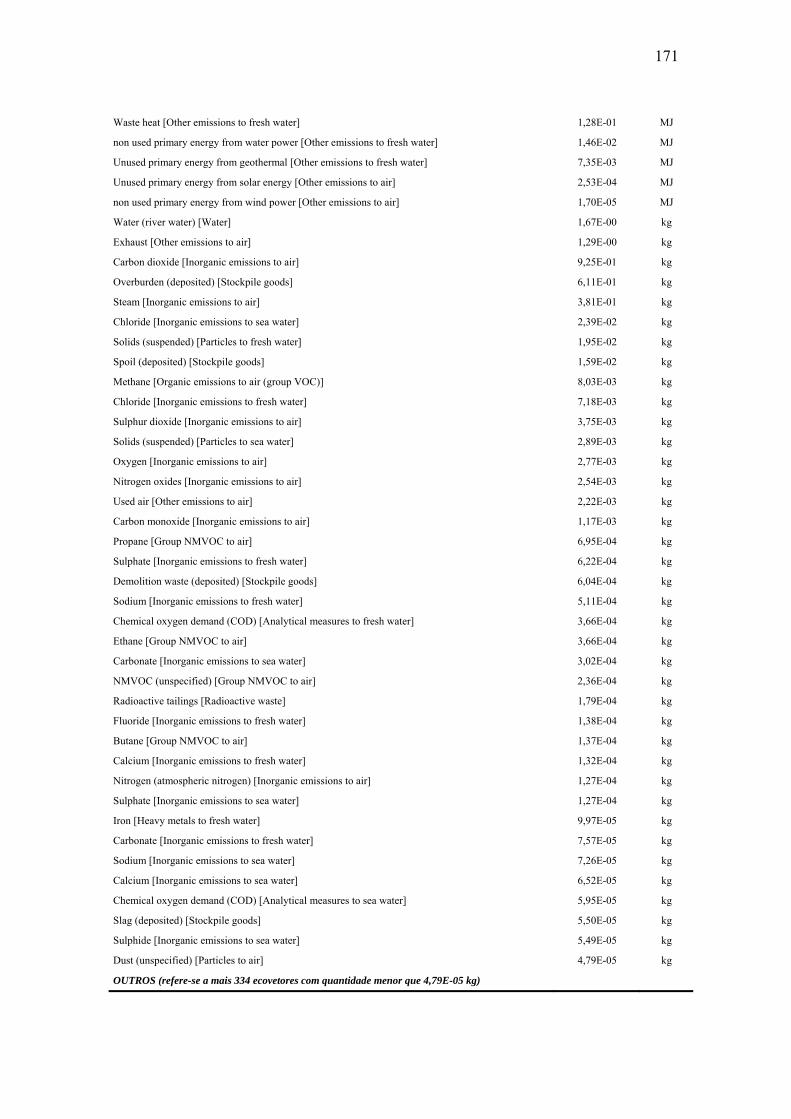
171
Waste heat [Other emissions to fresh water] 1,28E-01 MJ
non used primary energy from water power [Other emissions to fresh water] 1,46E-02 MJ
Unused primary energy from geothermal [Other emissions to fresh water] 7,35E-03 MJ
Unused primary energy from solar energy [Other emissions to air] 2,53E-04 MJ
non used primary energy from wind power [Other emissions to air] 1,70E-05 MJ
Water (river water) [Water] 1,67E-00 kg
Exhaust [Other emissions to air] 1,29E-00 kg
Carbon dioxide [Inorganic emissions to air] 9,25E-01 kg
Overburden (deposited) [Stockpile goods] 6,11E-01 kg
Steam [Inorganic emissions to air] 3,81E-01 kg
Chloride [Inorganic emissions to sea water] 2,39E-02 kg
Solids (suspended) [Particles to fresh water] 1,95E-02 kg
Spoil (deposited) [Stockpile goods] 1,59E-02 kg
Methane [Organic emissions to air (group VOC)] 8,03E-03 kg
Chloride [Inorganic emissions to fresh water] 7,18E-03 kg
Sulphur dioxide [Inorganic emissions to air] 3,75E-03 kg
Solids (suspended) [Particles to sea water] 2,89E-03 kg
Oxygen [Inorganic emissions to air] 2,77E-03 kg
Nitrogen oxides [Inorganic emissions to air] 2,54E-03 kg
Used air [Other emissions to air] 2,22E-03 kg
Carbon monoxide [Inorganic emissions to air] 1,17E-03 kg
Propane [Group NMVOC to air] 6,95E-04 kg
Sulphate [Inorganic emissions to fresh water] 6,22E-04 kg
Demolition waste (deposited) [Stockpile goods] 6,04E-04 kg
Sodium [Inorganic emissions to fresh water] 5,11E-04 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 3,66E-04 kg
Ethane [Group NMVOC to air] 3,66E-04 kg
Carbonate [Inorganic emissions to sea water] 3,02E-04 kg
NMVOC (unspecified) [Group NMVOC to air] 2,36E-04 kg
Radioactive tailings [Radioactive waste] 1,79E-04 kg
Fluoride [Inorganic emissions to fresh water] 1,38E-04 kg
Butane [Group NMVOC to air] 1,37E-04 kg
Calcium [Inorganic emissions to fresh water] 1,32E-04 kg
Nitrogen (atmospheric nitrogen) [Inorganic emissions to air] 1,27E-04 kg
Sulphate [Inorganic emissions to sea water] 1,27E-04 kg
Iron [Heavy metals to fresh water] 9,97E-05 kg
Carbonate [Inorganic emissions to fresh water] 7,57E-05 kg
Sodium [Inorganic emissions to sea water] 7,26E-05 kg
Calcium [Inorganic emissions to sea water] 6,52E-05 kg
Chemical oxygen demand (COD) [Analytical measures to sea water] 5,95E-05 kg
Slag (deposited) [Stockpile goods] 5,50E-05 kg
Sulphide [Inorganic emissions to sea water] 5,49E-05 kg
Dust (unspecified) [Particles to air] 4,79E-05 kg
OUTROS (refere-se a mais 334 ecovetores com quantidade menor que 4,79E-05 kg)
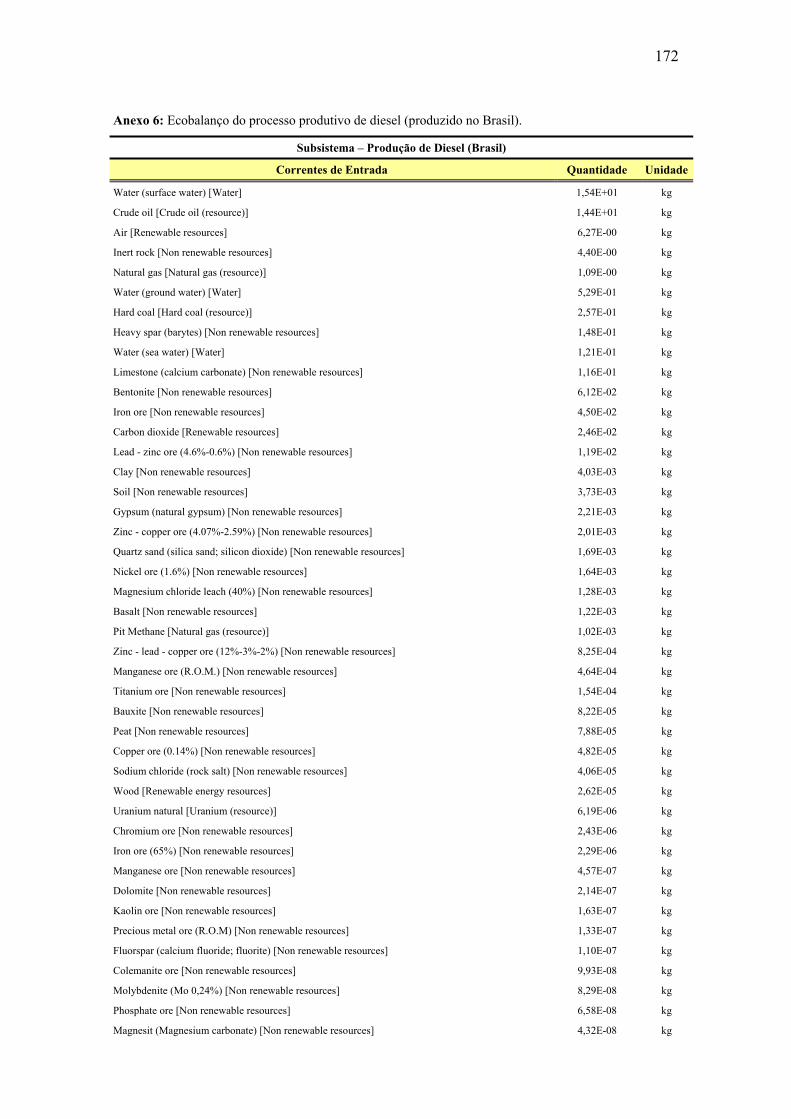
172
Anexo 6: Ecobalanço do processo produtivo de diesel (produzido no Brasil).
Subsistema – Produção de Diesel (Brasil)
Correntes de Entrada Quantidade Unidade
Water (surface water) [Water] 1,54E+01 kg
Crude oil [Crude oil (resource)] 1,44E+01 kg
Air [Renewable resources] 6,27E-00 kg
Inert rock [Non renewable resources] 4,40E-00 kg
Natural gas [Natural gas (resource)] 1,09E-00 kg
Water (ground water) [Water] 5,29E-01 kg
Hard coal [Hard coal (resource)] 2,57E-01 kg
Heavy spar (barytes) [Non renewable resources] 1,48E-01 kg
Water (sea water) [Water] 1,21E-01 kg
Limestone (calcium carbonate) [Non renewable resources] 1,16E-01 kg
Bentonite [Non renewable resources] 6,12E-02 kg
Iron ore [Non renewable resources] 4,50E-02 kg
Carbon dioxide [Renewable resources] 2,46E-02 kg
Lead - zinc ore (4.6%-0.6%) [Non renewable resources] 1,19E-02 kg
Clay [Non renewable resources] 4,03E-03 kg
Soil [Non renewable resources] 3,73E-03 kg
Gypsum (natural gypsum) [Non renewable resources] 2,21E-03 kg
Zinc - copper ore (4.07%-2.59%) [Non renewable resources] 2,01E-03 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 1,69E-03 kg
Nickel ore (1.6%) [Non renewable resources] 1,64E-03 kg
Magnesium chloride leach (40%) [Non renewable resources] 1,28E-03 kg
Basalt [Non renewable resources] 1,22E-03 kg
Pit Methane [Natural gas (resource)] 1,02E-03 kg
Zinc - lead - copper ore (12%-3%-2%) [Non renewable resources] 8,25E-04 kg
Manganese ore (R.O.M.) [Non renewable resources] 4,64E-04 kg
Titanium ore [Non renewable resources] 1,54E-04 kg
Bauxite [Non renewable resources] 8,22E-05 kg
Peat [Non renewable resources] 7,88E-05 kg
Copper ore (0.14%) [Non renewable resources] 4,82E-05 kg
Sodium chloride (rock salt) [Non renewable resources] 4,06E-05 kg
Wood [Renewable energy resources] 2,62E-05 kg
Uranium natural [Uranium (resource)] 6,19E-06 kg
Chromium ore [Non renewable resources] 2,43E-06 kg
Iron ore (65%) [Non renewable resources] 2,29E-06 kg
Manganese ore [Non renewable resources] 4,57E-07 kg
Dolomite [Non renewable resources] 2,14E-07 kg
Kaolin ore [Non renewable resources] 1,63E-07 kg
Precious metal ore (R.O.M) [Non renewable resources] 1,33E-07 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 1,10E-07 kg
Colemanite ore [Non renewable resources] 9,93E-08 kg
Molybdenite (Mo 0,24%) [Non renewable resources] 8,29E-08 kg
Phosphate ore [Non renewable resources] 6,58E-08 kg
Magnesit (Magnesium carbonate) [Non renewable resources] 4,32E-08 kg
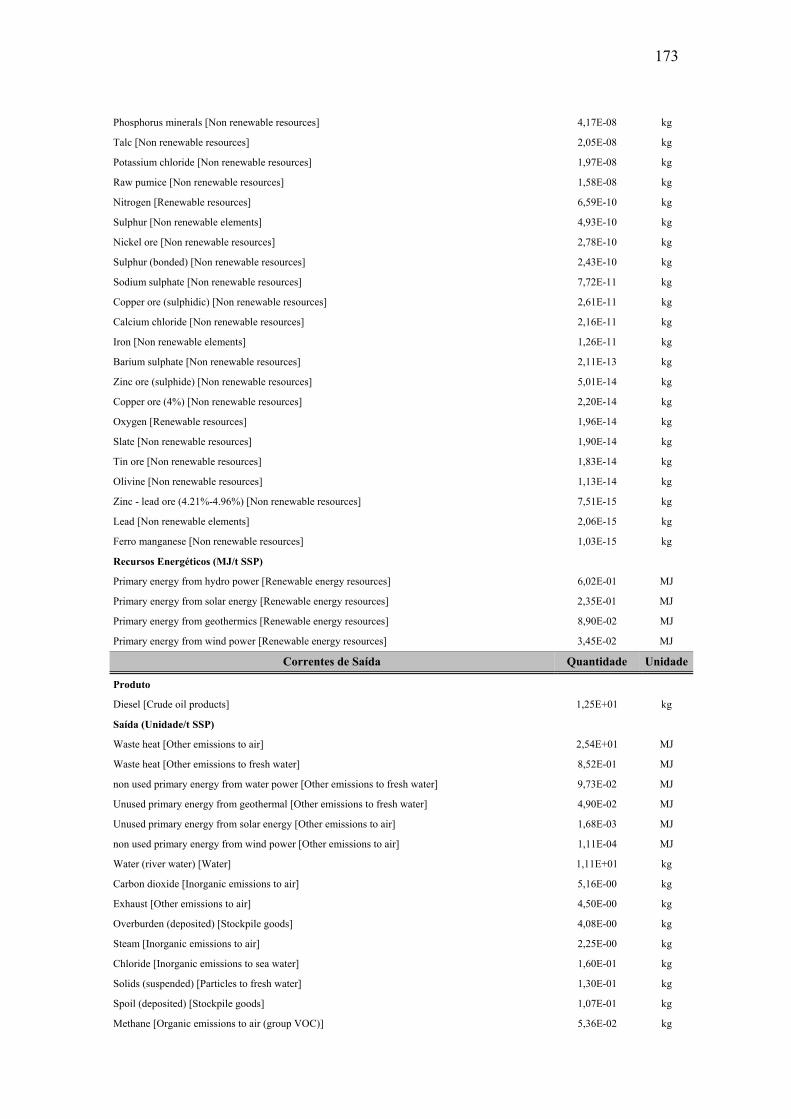
173
Phosphorus minerals [Non renewable resources] 4,17E-08 kg
Talc [Non renewable resources] 2,05E-08 kg
Potassium chloride [Non renewable resources] 1,97E-08 kg
Raw pumice [Non renewable resources] 1,58E-08 kg
Nitrogen [Renewable resources] 6,59E-10 kg
Sulphur [Non renewable elements] 4,93E-10 kg
Nickel ore [Non renewable resources] 2,78E-10 kg
Sulphur (bonded) [Non renewable resources] 2,43E-10 kg
Sodium sulphate [Non renewable resources] 7,72E-11 kg
Copper ore (sulphidic) [Non renewable resources] 2,61E-11 kg
Calcium chloride [Non renewable resources] 2,16E-11 kg
Iron [Non renewable elements] 1,26E-11 kg
Barium sulphate [Non renewable resources] 2,11E-13 kg
Zinc ore (sulphide) [Non renewable resources] 5,01E-14 kg
Copper ore (4%) [Non renewable resources] 2,20E-14 kg
Oxygen [Renewable resources] 1,96E-14 kg
Slate [Non renewable resources] 1,90E-14 kg
Tin ore [Non renewable resources] 1,83E-14 kg
Olivine [Non renewable resources] 1,13E-14 kg
Zinc - lead ore (4.21%-4.96%) [Non renewable resources] 7,51E-15 kg
Lead [Non renewable elements] 2,06E-15 kg
Ferro manganese [Non renewable resources] 1,03E-15 kg
Recursos Energéticos (MJ/t SSP)
Primary energy from hydro power [Renewable energy resources] 6,02E-01 MJ
Primary energy from solar energy [Renewable energy resources] 2,35E-01 MJ
Primary energy from geothermics [Renewable energy resources] 8,90E-02 MJ
Primary energy from wind power [Renewable energy resources] 3,45E-02 MJ
Correntes de Saída Quantidade Unidade
Produto
Diesel [Crude oil products] 1,25E+01 kg
Saída (Unidade/t SSP)
Waste heat [Other emissions to air] 2,54E+01 MJ
Waste heat [Other emissions to fresh water] 8,52E-01 MJ
non used primary energy from water power [Other emissions to fresh water] 9,73E-02 MJ
Unused primary energy from geothermal [Other emissions to fresh water] 4,90E-02 MJ
Unused primary energy from solar energy [Other emissions to air] 1,68E-03 MJ
non used primary energy from wind power [Other emissions to air] 1,11E-04 MJ
Water (river water) [Water] 1,11E+01 kg
Carbon dioxide [Inorganic emissions to air] 5,16E-00 kg
Exhaust [Other emissions to air] 4,50E-00 kg
Overburden (deposited) [Stockpile goods] 4,08E-00 kg
Steam [Inorganic emissions to air] 2,25E-00 kg
Chloride [Inorganic emissions to sea water] 1,60E-01 kg
Solids (suspended) [Particles to fresh water] 1,30E-01 kg
Spoil (deposited) [Stockpile goods] 1,07E-01 kg
Methane [Organic emissions to air (group VOC)] 5,36E-02 kg
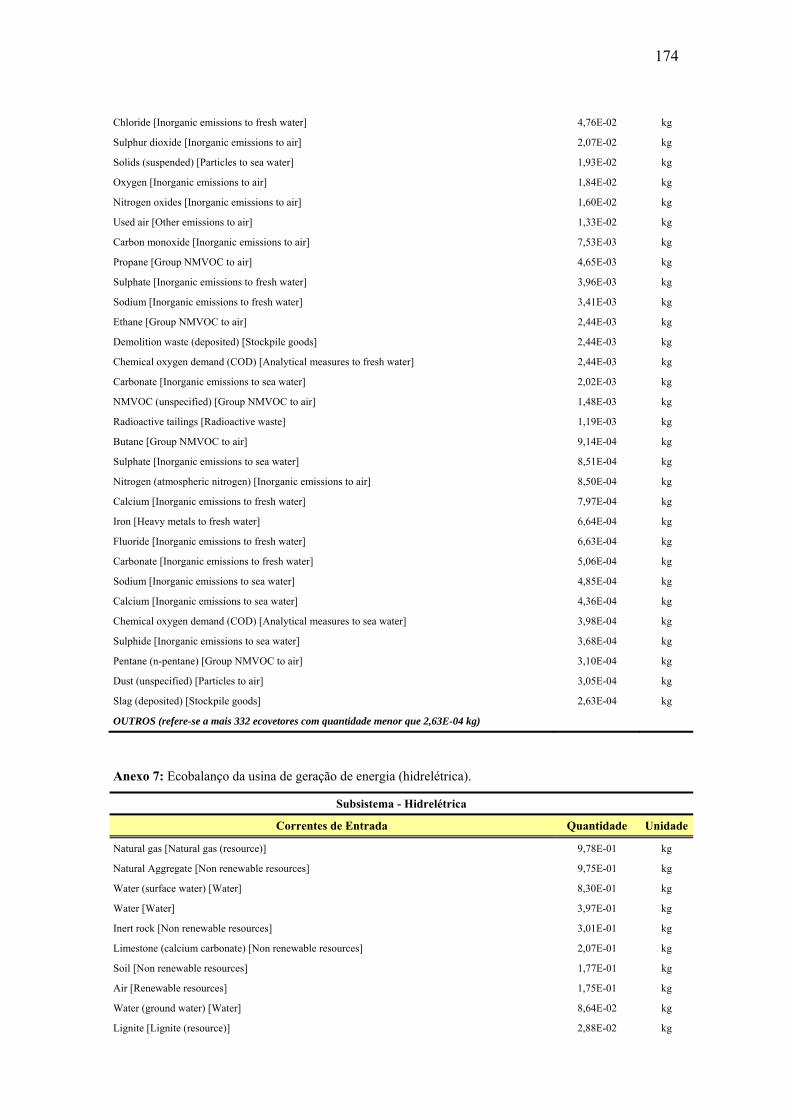
174
Chloride [Inorganic emissions to fresh water] 4,76E-02 kg
Sulphur dioxide [Inorganic emissions to air] 2,07E-02 kg
Solids (suspended) [Particles to sea water] 1,93E-02 kg
Oxygen [Inorganic emissions to air] 1,84E-02 kg
Nitrogen oxides [Inorganic emissions to air] 1,60E-02 kg
Used air [Other emissions to air] 1,33E-02 kg
Carbon monoxide [Inorganic emissions to air] 7,53E-03 kg
Propane [Group NMVOC to air] 4,65E-03 kg
Sulphate [Inorganic emissions to fresh water] 3,96E-03 kg
Sodium [Inorganic emissions to fresh water] 3,41E-03 kg
Ethane [Group NMVOC to air] 2,44E-03 kg
Demolition waste (deposited) [Stockpile goods] 2,44E-03 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 2,44E-03 kg
Carbonate [Inorganic emissions to sea water] 2,02E-03 kg
NMVOC (unspecified) [Group NMVOC to air] 1,48E-03 kg
Radioactive tailings [Radioactive waste] 1,19E-03 kg
Butane [Group NMVOC to air] 9,14E-04 kg
Sulphate [Inorganic emissions to sea water] 8,51E-04 kg
Nitrogen (atmospheric nitrogen) [Inorganic emissions to air] 8,50E-04 kg
Calcium [Inorganic emissions to fresh water] 7,97E-04 kg
Iron [Heavy metals to fresh water] 6,64E-04 kg
Fluoride [Inorganic emissions to fresh water] 6,63E-04 kg
Carbonate [Inorganic emissions to fresh water] 5,06E-04 kg
Sodium [Inorganic emissions to sea water] 4,85E-04 kg
Calcium [Inorganic emissions to sea water] 4,36E-04 kg
Chemical oxygen demand (COD) [Analytical measures to sea water] 3,98E-04 kg
Sulphide [Inorganic emissions to sea water] 3,68E-04 kg
Pentane (n-pentane) [Group NMVOC to air] 3,10E-04 kg
Dust (unspecified) [Particles to air] 3,05E-04 kg
Slag (deposited) [Stockpile goods] 2,63E-04 kg
OUTROS (refere-se a mais 332 ecovetores com quantidade menor que 2,63E-04 kg)
Anexo 7: Ecobalanço da usina de geração de energia (hidrelétrica).
Subsistema - Hidrelétrica
Correntes de Entrada Quantidade Unidade
Natural gas [Natural gas (resource)] 9,78E-01 kg
Natural Aggregate [Non renewable resources] 9,75E-01 kg
Water (surface water) [Water] 8,30E-01 kg
Water [Water] 3,97E-01 kg
Inert rock [Non renewable resources] 3,01E-01 kg
Limestone (calcium carbonate) [Non renewable resources] 2,07E-01 kg
Soil [Non renewable resources] 1,77E-01 kg
Air [Renewable resources] 1,75E-01 kg
Water (ground water) [Water] 8,64E-02 kg
Lignite [Lignite (resource)] 2,88E-02 kg
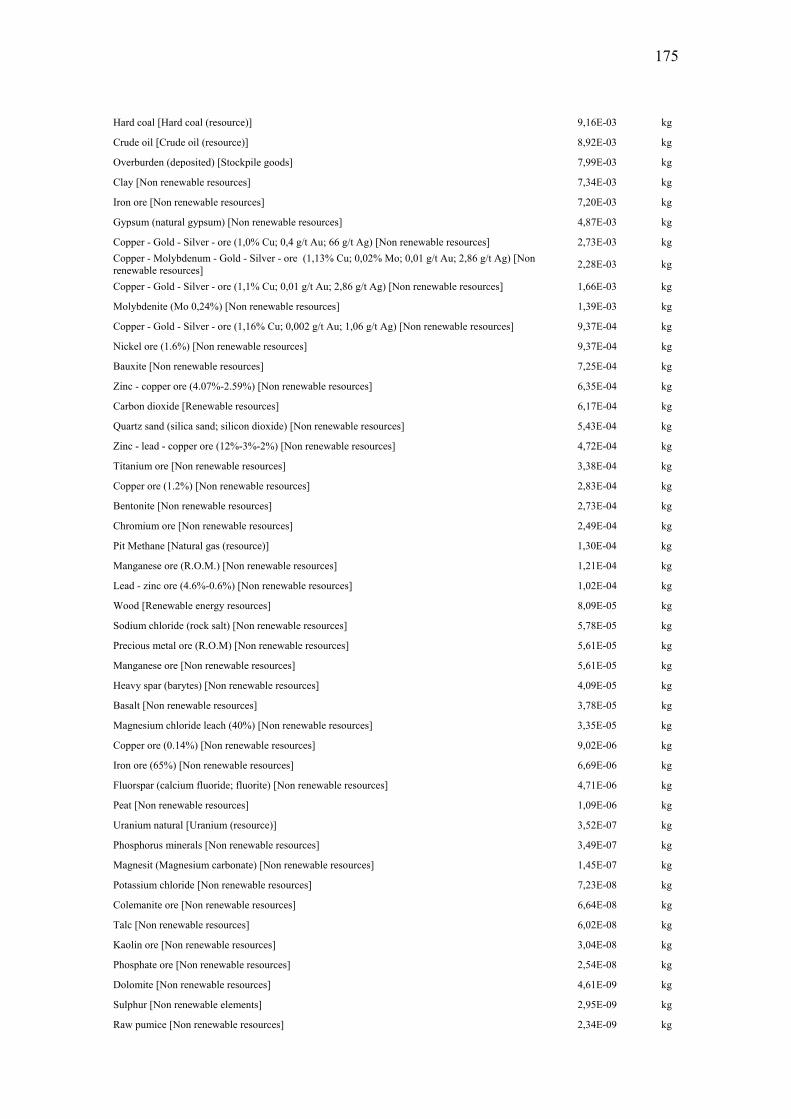
175
Hard coal [Hard coal (resource)] 9,16E-03 kg
Crude oil [Crude oil (resource)] 8,92E-03 kg
Overburden (deposited) [Stockpile goods] 7,99E-03 kg
Clay [Non renewable resources] 7,34E-03 kg
Iron ore [Non renewable resources] 7,20E-03 kg
Gypsum (natural gypsum) [Non renewable resources] 4,87E-03 kg
Copper - Gold - Silver - ore (1,0% Cu; 0,4 g/t Au; 66 g/t Ag) [Non renewable resources] 2,73E-03 kg Copper - Molybdenum - Gold - Silver - ore (1,13% Cu; 0,02% Mo; 0,01 g/t Au; 2,86 g/t Ag) [Non renewable resources] 2,28E-03 kg
Copper - Gold - Silver - ore (1,1% Cu; 0,01 g/t Au; 2,86 g/t Ag) [Non renewable resources] 1,66E-03 kg
Molybdenite (Mo 0,24%) [Non renewable resources] 1,39E-03 kg
Copper - Gold - Silver - ore (1,16% Cu; 0,002 g/t Au; 1,06 g/t Ag) [Non renewable resources] 9,37E-04 kg
Nickel ore (1.6%) [Non renewable resources] 9,37E-04 kg
Bauxite [Non renewable resources] 7,25E-04 kg
Zinc - copper ore (4.07%-2.59%) [Non renewable resources] 6,35E-04 kg
Carbon dioxide [Renewable resources] 6,17E-04 kg
Quartz sand (silica sand; silicon dioxide) [Non renewable resources] 5,43E-04 kg
Zinc - lead - copper ore (12%-3%-2%) [Non renewable resources] 4,72E-04 kg
Titanium ore [Non renewable resources] 3,38E-04 kg
Copper ore (1.2%) [Non renewable resources] 2,83E-04 kg
Bentonite [Non renewable resources] 2,73E-04 kg
Chromium ore [Non renewable resources] 2,49E-04 kg
Pit Methane [Natural gas (resource)] 1,30E-04 kg
Manganese ore (R.O.M.) [Non renewable resources] 1,21E-04 kg
Lead - zinc ore (4.6%-0.6%) [Non renewable resources] 1,02E-04 kg
Wood [Renewable energy resources] 8,09E-05 kg
Sodium chloride (rock salt) [Non renewable resources] 5,78E-05 kg
Precious metal ore (R.O.M) [Non renewable resources] 5,61E-05 kg
Manganese ore [Non renewable resources] 5,61E-05 kg
Heavy spar (barytes) [Non renewable resources] 4,09E-05 kg
Basalt [Non renewable resources] 3,78E-05 kg
Magnesium chloride leach (40%) [Non renewable resources] 3,35E-05 kg
Copper ore (0.14%) [Non renewable resources] 9,02E-06 kg
Iron ore (65%) [Non renewable resources] 6,69E-06 kg
Fluorspar (calcium fluoride; fluorite) [Non renewable resources] 4,71E-06 kg
Peat [Non renewable resources] 1,09E-06 kg
Uranium natural [Uranium (resource)] 3,52E-07 kg
Phosphorus minerals [Non renewable resources] 3,49E-07 kg
Magnesit (Magnesium carbonate) [Non renewable resources] 1,45E-07 kg
Potassium chloride [Non renewable resources] 7,23E-08 kg
Colemanite ore [Non renewable resources] 6,64E-08 kg
Talc [Non renewable resources] 6,02E-08 kg
Kaolin ore [Non renewable resources] 3,04E-08 kg
Phosphate ore [Non renewable resources] 2,54E-08 kg
Dolomite [Non renewable resources] 4,61E-09 kg
Sulphur [Non renewable elements] 2,95E-09 kg
Raw pumice [Non renewable resources] 2,34E-09 kg
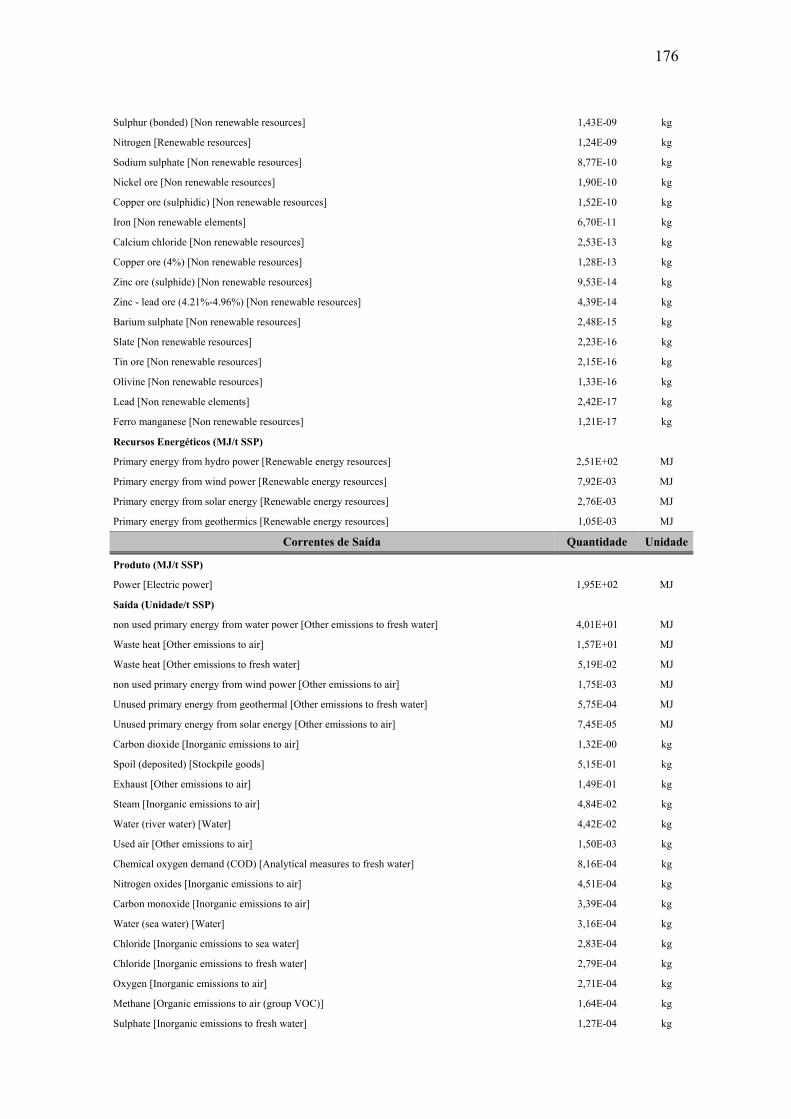
176
Sulphur (bonded) [Non renewable resources] 1,43E-09 kg
Nitrogen [Renewable resources] 1,24E-09 kg
Sodium sulphate [Non renewable resources] 8,77E-10 kg
Nickel ore [Non renewable resources] 1,90E-10 kg
Copper ore (sulphidic) [Non renewable resources] 1,52E-10 kg
Iron [Non renewable elements] 6,70E-11 kg
Calcium chloride [Non renewable resources] 2,53E-13 kg
Copper ore (4%) [Non renewable resources] 1,28E-13 kg
Zinc ore (sulphide) [Non renewable resources] 9,53E-14 kg
Zinc - lead ore (4.21%-4.96%) [Non renewable resources] 4,39E-14 kg
Barium sulphate [Non renewable resources] 2,48E-15 kg
Slate [Non renewable resources] 2,23E-16 kg
Tin ore [Non renewable resources] 2,15E-16 kg
Olivine [Non renewable resources] 1,33E-16 kg
Lead [Non renewable elements] 2,42E-17 kg
Ferro manganese [Non renewable resources] 1,21E-17 kg
Recursos Energéticos (MJ/t SSP)
Primary energy from hydro power [Renewable energy resources] 2,51E+02 MJ
Primary energy from wind power [Renewable energy resources] 7,92E-03 MJ
Primary energy from solar energy [Renewable energy resources] 2,76E-03 MJ
Primary energy from geothermics [Renewable energy resources] 1,05E-03 MJ
Correntes de Saída Quantidade Unidade
Produto (MJ/t SSP)
Power [Electric power] 1,95E+02 MJ
Saída (Unidade/t SSP)
non used primary energy from water power [Other emissions to fresh water] 4,01E+01 MJ
Waste heat [Other emissions to air] 1,57E+01 MJ
Waste heat [Other emissions to fresh water] 5,19E-02 MJ
non used primary energy from wind power [Other emissions to air] 1,75E-03 MJ
Unused primary energy from geothermal [Other emissions to fresh water] 5,75E-04 MJ
Unused primary energy from solar energy [Other emissions to air] 7,45E-05 MJ
Carbon dioxide [Inorganic emissions to air] 1,32E-00 kg
Spoil (deposited) [Stockpile goods] 5,15E-01 kg
Exhaust [Other emissions to air] 1,49E-01 kg
Steam [Inorganic emissions to air] 4,84E-02 kg
Water (river water) [Water] 4,42E-02 kg
Used air [Other emissions to air] 1,50E-03 kg
Chemical oxygen demand (COD) [Analytical measures to fresh water] 8,16E-04 kg
Nitrogen oxides [Inorganic emissions to air] 4,51E-04 kg
Carbon monoxide [Inorganic emissions to air] 3,39E-04 kg
Water (sea water) [Water] 3,16E-04 kg
Chloride [Inorganic emissions to sea water] 2,83E-04 kg
Chloride [Inorganic emissions to fresh water] 2,79E-04 kg
Oxygen [Inorganic emissions to air] 2,71E-04 kg
Methane [Organic emissions to air (group VOC)] 1,64E-04 kg
Sulphate [Inorganic emissions to fresh water] 1,27E-04 kg
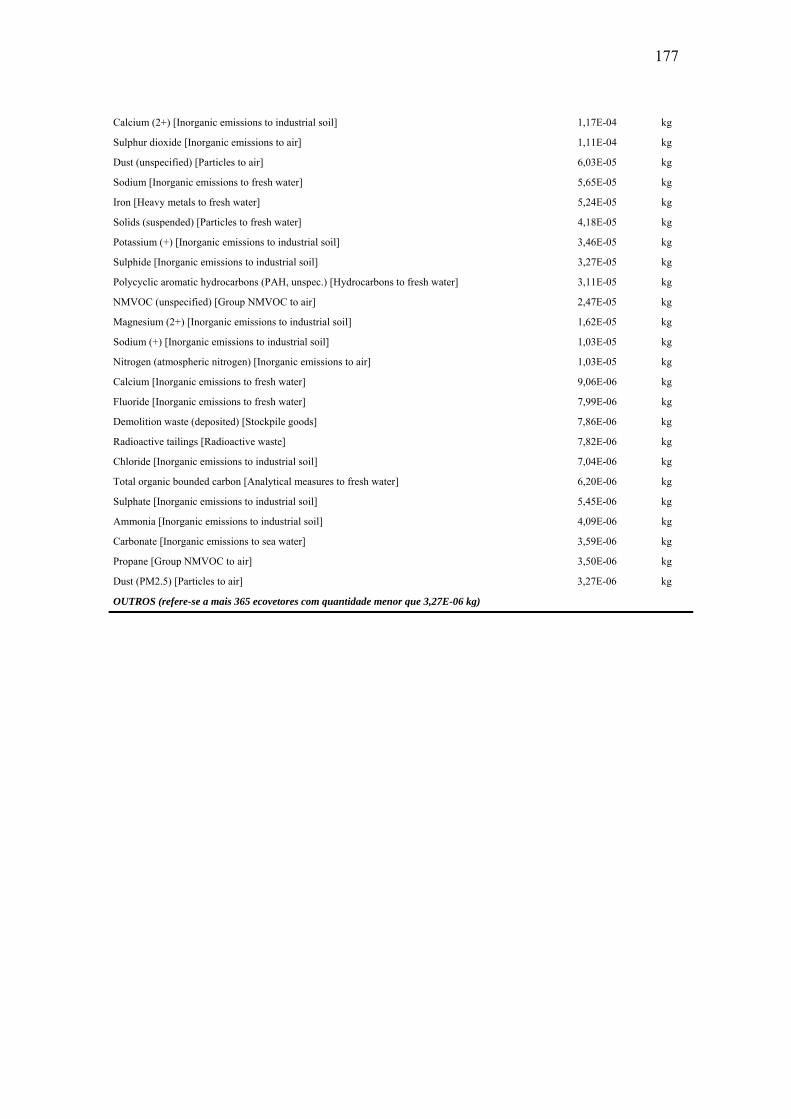
177
Calcium (2+) [Inorganic emissions to industrial soil] 1,17E-04 kg
Sulphur dioxide [Inorganic emissions to air] 1,11E-04 kg
Dust (unspecified) [Particles to air] 6,03E-05 kg
Sodium [Inorganic emissions to fresh water] 5,65E-05 kg
Iron [Heavy metals to fresh water] 5,24E-05 kg
Solids (suspended) [Particles to fresh water] 4,18E-05 kg
Potassium (+) [Inorganic emissions to industrial soil] 3,46E-05 kg
Sulphide [Inorganic emissions to industrial soil] 3,27E-05 kg
Polycyclic aromatic hydrocarbons (PAH, unspec.) [Hydrocarbons to fresh water] 3,11E-05 kg
NMVOC (unspecified) [Group NMVOC to air] 2,47E-05 kg
Magnesium (2+) [Inorganic emissions to industrial soil] 1,62E-05 kg
Sodium (+) [Inorganic emissions to industrial soil] 1,03E-05 kg
Nitrogen (atmospheric nitrogen) [Inorganic emissions to air] 1,03E-05 kg
Calcium [Inorganic emissions to fresh water] 9,06E-06 kg
Fluoride [Inorganic emissions to fresh water] 7,99E-06 kg
Demolition waste (deposited) [Stockpile goods] 7,86E-06 kg
Radioactive tailings [Radioactive waste] 7,82E-06 kg
Chloride [Inorganic emissions to industrial soil] 7,04E-06 kg
Total organic bounded carbon [Analytical measures to fresh water] 6,20E-06 kg
Sulphate [Inorganic emissions to industrial soil] 5,45E-06 kg
Ammonia [Inorganic emissions to industrial soil] 4,09E-06 kg
Carbonate [Inorganic emissions to sea water] 3,59E-06 kg
Propane [Group NMVOC to air] 3,50E-06 kg
Dust (PM2.5) [Particles to air] 3,27E-06 kg
OUTROS (refere-se a mais 365 ecovetores com quantidade menor que 3,27E-06 kg)

UFBA UNIVERSIDADE FEDERAL DA BAHIA
ESCOLA POLITÉCNICA
DEPTº DE ENGENHARIA AMBIENTAL - DEA
MESTRADO PROFISSIONAL EM GERENCIAMENTO E TECNOLOGIAS
AMBIENTAIS NO PROCESSO PRODUTIVO
Rua Aristides Novis, 02, 4º andar, Federação, Salvador BA CEP: 40.210-630
Tels: (71) 3235-4436 / 3283-9798 Fax: (71) 3283-9892
E-mail: [email protected] / [email protected] Home page: http://www.teclim.ufba.br