ultra high performance concrete: developments and...
TRANSCRIPT
Name title and position Company City, Country
Peter Buitelaar Technical Manager Contec ApS Højbjerg, Denmark
Ultra High Performance Concrete: Developments and Applications during 25 years
Summary During the last 25 years exciting new developments have been taking place in the develop-ments of cementitious materials. The compressive strength rose from circa 60 MPa to more than 300 MPa. This is made possible by techniques for the densification of the microstructure of the fresh cement paste with the use of efficient surface active agents (super plasticizers) and ultra fine reactive particles. Two systems were developed in the seventies: Macro Defect Free concrete (MDF) and the Densified Systems containing homogeneously arranged, ultra-fine Par-ticles (DSP). In my paper I will discuss the last system including new developments and the applications of these materials. Keywords: HPC, UHPC, DSP, CRC, HRUHPC, wear protection, concrete repair, offshore, industrial floors.
1 Introduction In this paper, based on the Danish experiences and my personal experiences during 19 years with UHPC in two Dutch companies and in two Danish companies, I will explain the develop-ment and applications of the High Performance Concrete (HPC), Ultra High Performance Con-crete (UHPC) and Heavy Reinforced High Performance Concrete and Heavy Reinforced Ultra High Performance Concrete (HRHPC and HRUHPC). A normal hardened Portland cement paste is a heterogeneous and porous material in which the porosity to some extent reflects the original spaces between the cement particles within the chemical structure. This is primarily because the surface forces between the cement-particles tend to prevent these from sliding in relation to each other during mixing and casting, and the finer the cement particles; the greater is the effect of the surface forces. Because of this a rela-tively high amount of mixing water is necessary to get certain workability with the mortar or con-crete. The overall porosity of 25-30% in volume compromises two pore families: gel pores and capillary pores. Compared to materials like steel or sintered alumina, a Portland cement paste develops low mechanical strength during its harding. The weakness of these mechanical per-formances has been mostly related to the capillary porosity and the excess of water needed for the workability of the fresh paste. Already 2000 years ago Lucretius made this observation:’ The more vacuum a thing contains within it, the more readily it yields.......’. Féret, who developed the Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
empirical relationship between strength and volumes of cement, water and air, first applied this principle to concrete in 1892. Many other strength vs. porosity relationships has been made since work reasonably well for “ordinary” cementitious materials over the narrow range of poros-ities, or water/cement ratios, that are found in convential concrete practice, since there is no doubt that the total porosity is the most important single determinant of strength. Because they involve only the total porosity, these relationships must represent a considerable simplification of the system; the pore size distribution, the pore shape whether the pores are empty or filled with a fluid and the nature of the solid material itself must also be important, particularly when dealing with materials outside of the range of normal concretes and mortars.
2 The development of HPC and UHPC The role of Hans Henrik Bache, researcher during his whole professional career, as a pioneer in the development of HPC, UHPC and HRUHPC is of great importance for the concrete history in the future and finally starts to be recognized by others. Professor Pierre-Claude Aïtcin wrote in his highly recommended book High Performance Concrete the following observations: “The first interesting results obtained by the Scandinavians in usual concrete, the very impressive discov-eries of Bache and co-workers in Denmark and a significant research effort in the early 1980s in several other countries, resulted in the rapid acceptance of silica fume as a supplementary ce-mentitious material for concrete almost everywhere in the world in less than 5 years.” and “In fact, Bache’s work showed that the ultimate compressive strength of concrete depends not only on the quality, quantity and efficiency of the cementitious materials used, but also on the degree of compaction and ultimate porosity of the solid matrix formed after the hardening process is completed. About 100 years after first being proposed (Féret, 1892), the w/b law concerning compressive strength can be said to have been extended!”.
Photo 1: Professor Emeritus Hans Henrik Bache(left) and Knud Lund Eriksen
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS

2.1 The development of HPC in the sixties and seventies Around 1964 the first research started in the Concrete and Research Laboratory in Denmark to investigate the possibilities to produce a soft cast concrete with a higher compressive strength. The strongest concrete made had a fc of about 60 – 80 MPa with a w/c ratio of 0.30. Three im-portant questions raised during research had to be answered:
1. Is it possible to reach a much denser packing in cement paste than corresponding to a w/c ratio of 0.30?
2. Will this, when possible, result in a much higher strength? 3. Could a much higher strength than be utilized in concrete?
Treval C. Powers from the Portland Cement Association reports about strengths of about 280 MPa in small specimens of heavily compacted cement paste, indicating possibilities to achieve much denser packing of cement, and through this, higher strengths. The comparisons with other fine particles showed that cement particles are less dense packed than other fine particles with approximately the same particulate shape and size distribution. From purely geometrical con-siderations it should thus be possible to pack cement particles much more dense, correspond-ing to a w/c ratio of 0.20 instead of a w/c ratio of 0.30. Vibratory compaction at light pressure was used to make small samples since this is a much better method for compacting without a risk to crush the aggregates like in high pressure compaction. The results of the tests demon-strated Powers conclusions but didn’t led directly to a stronger concrete. But it gave new indica-tions that a much denser packing of cement particles was possible. 500 MPa
cement
paste
100 MPa 50 MPa
0.3 0.4 0.5 0.6 0.7
Relationship between compressive strength and porosity
Figure 1: Relationship between compres-sive strength and porosity for vibrated and under pressure compacted hardened ce-ment paste (Bache 1970). The experiments resulting in cement paste strength of up to 350 MPa, thus 5 – 10 times higher than the strength of ce-ment paste in normal concrete.
In the period 1967 – 1972 more investigation was made in the combined action of pressure and vibration to compact concrete. It was with this process possible to improve the concrete quali-ties and also to produce low cement/ high amount of aggregates mixes with a fc of 100 – 130. Based on the classic theory (Griffith, 1921) for the tensile strength of brittle materials Bache made his model of strength for brittle materials built up of particles joined at points of contact.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
Griffith’s theory still provides us with a lot of information, it is not only giving a qualitative expla-nation of the importance of the porosity to the strength but it also tells us that the strength will increase if pores and/or the crack size is reduced, and that the strength will also increase if the pores and cracks are filled with material that can “reinforce” the pores and/or cracks, even while the material itself is not particularly strong. In sintered ceramic there is a dependence on the particle size but the use of extra fine grinded cement particles did only resulted in a fast strength development but not in a stronger matrix. This was of course because at that time it was not possible to disperse ultra fine cement parti-cles in an aqueous suspension to get a dense packing of the fine particles due too the very high attractive surface forces. Around 1970 Stephen A. Brunauer from the Portland Cement Association developed a special cement containing surface active substances added during the grinding process which elimi-nated the attractive surface forces in cement/ water mixes. Research with the “Brunauer” ce-ment started in Denmark in 1971 and large concrete objects were made. Brunauer was never able to produce a concrete and visit the research lab in Denmark interested in the Danish ex-periences. Bache suggested to use the same quantity by volume of cement paste instead of the same quantity by weight as Brunauer, which requires 50% more cement and was thus able to produce concrete. In the same period synthetic surface active agents, the so called superplasticizers, were devel-oped. In Japan concrete structures were build with a fc 90 MPa in the middle of the seventies. Hattori made soft cast concrete in the laboratory with a w/c ratio of 0,25 and a fc up to 120 MPa.
2.2 The development of the DSP system in the seventies Due too the development of the superplasticizers it became finally possible to disperse ultra-fine – and normal cement particles much better in an aqueous solutions and thus permitting a dense packing between the cement particles. Bache starts to make special graded cement blends with 30% ultra fine cement to establish a very dense particle packing. After contact with a Norwegian colleague during a seminar in Stockholm he became familiar with micro-silica, a by-product from the silicon- and ferrosilicon industry. For several reasons this powder would be much better than ultra-fine ground cement:
• The micro-silica particles are much finer than the finest cement grains. • The micro-silica particles are amorphous; this makes them very suitable for dense pack-
ing between the angular and sharp cement particles. • The micro-silica is less reactive in the first hours than very fine cement particles.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
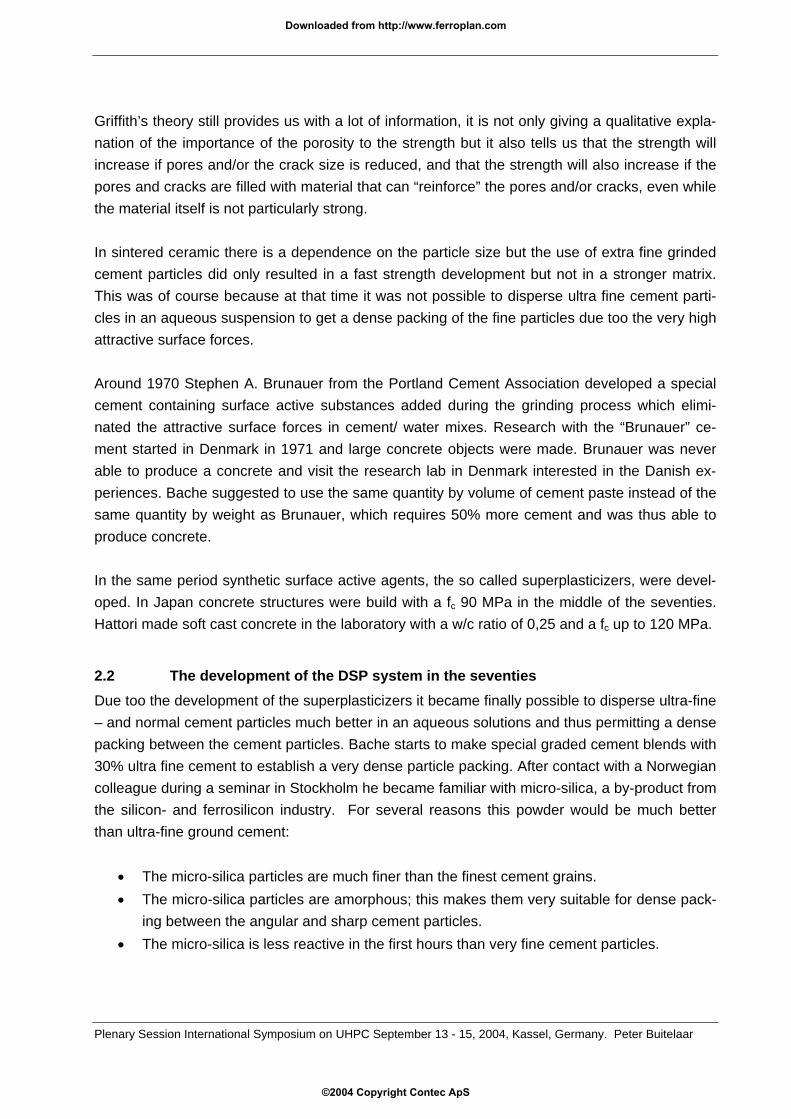
Micro-silica in concrete has been studied and used in civil engineering since the early 1950. Micro-silica consists of ultra fine (less than 1 micron), superpozzolanic, and amorphous silica particles. The superpozzolanic reactivity converts a part, depending on the amount of micro-silica; of the less useful calcium hydroxide crystals into the useful calcium silicate hydrate binder. The abundance of the ultra fine particles places some 100.000 micro-silica particles around each cement particle in a typical mixture.
Cement particles
Micro-silicaFine aggregates
Photo 2: Micro-silica particles. Figure 2: Dense packing of the mortar.
At 8 May 1978 the first specimens with concrete and micro silica were made, the next day the heat cured cylinders showed a very promising mechanical strength of fc 128 MPa. The D.S.P. paste incorporates: • A certain amount of special cement. • A large dose of micro-silica. • An effective superplasticizers provided in a dosage large enough to insure physiochemical deflocculating of the cement- and micro-silica particles as well. • An effective mixing to produce a completely consolidated paste with a minimum content of water. By making a very dense packing of the cement particles and filling the spaces between with the much finer micro-silica particles there is only a little space to fill with water. During mixing the water will surround each particle in a thin layer and works like lubrication. The w/b ratio is 0,18 - 0,25. This results in an ultra strong – and very dense binder with a very low porosity. By com-bining the binder phase with fine and coarse aggregates it is possible to produce different mate-rials like f.i. grouts, mortars and concrete. Later research was focussed on modifying the aggregates since the strength of the hardened binder was much more than the strength of normal aggregates in contradiction to normal con-crete practice. Some increase was achieved with hard granite and basalt but a real increase of the strength was obtained with the use of calcinated bauxite up to fc 280 MPa.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
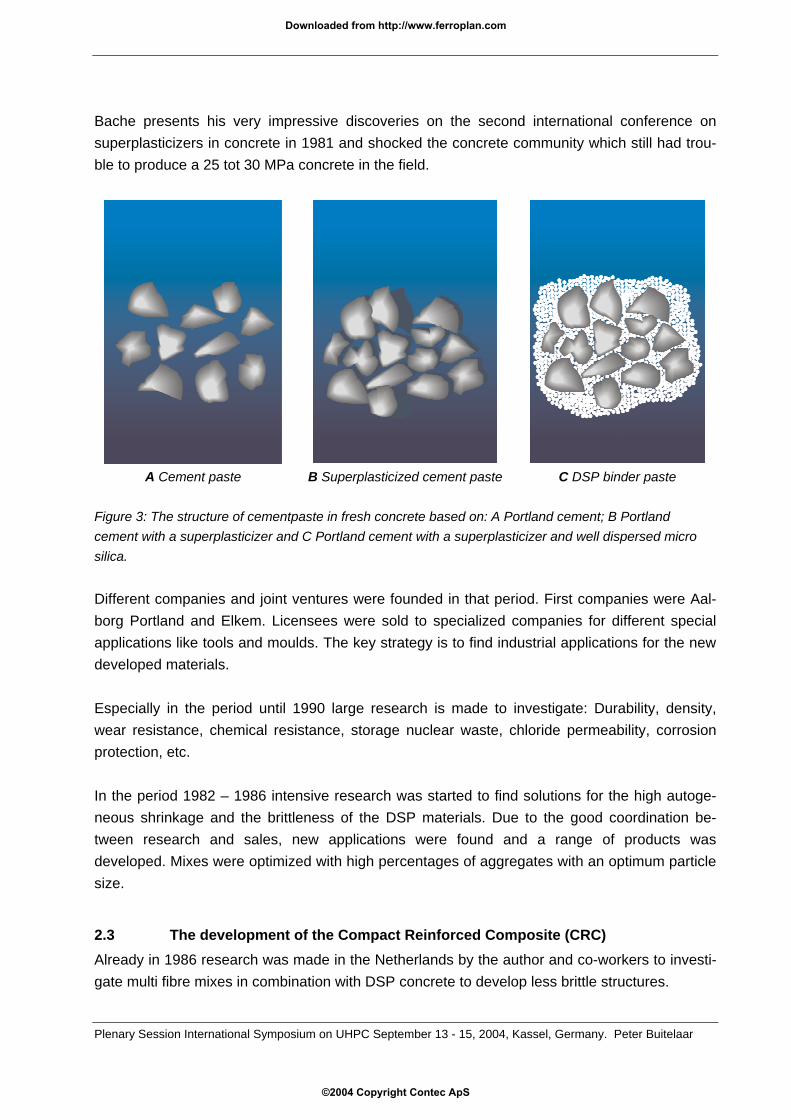
Bache presents his very impressive discoveries on the second international conference on superplasticizers in concrete in 1981 and shocked the concrete community which still had trou-ble to produce a 25 tot 30 MPa concrete in the field.
A Cement paste B Superplasticized cement paste C DSP binder paste
Figure 3: The structure of cementpaste in fresh concrete based on: A Portland cement; B Portland cement with a superplasticizer and C Portland cement with a superplasticizer and well dispersed micro silica. Different companies and joint ventures were founded in that period. First companies were Aal-borg Portland and Elkem. Licensees were sold to specialized companies for different special applications like tools and moulds. The key strategy is to find industrial applications for the new developed materials. Especially in the period until 1990 large research is made to investigate: Durability, density, wear resistance, chemical resistance, storage nuclear waste, chloride permeability, corrosion protection, etc. In the period 1982 – 1986 intensive research was started to find solutions for the high autoge-neous shrinkage and the brittleness of the DSP materials. Due to the good coordination be-tween research and sales, new applications were found and a range of products was developed. Mixes were optimized with high percentages of aggregates with an optimum particle size.
2.3 The development of the Compact Reinforced Composite (CRC) Already in 1986 research was made in the Netherlands by the author and co-workers to investi-gate multi fibre mixes in combination with DSP concrete to develop less brittle structures.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
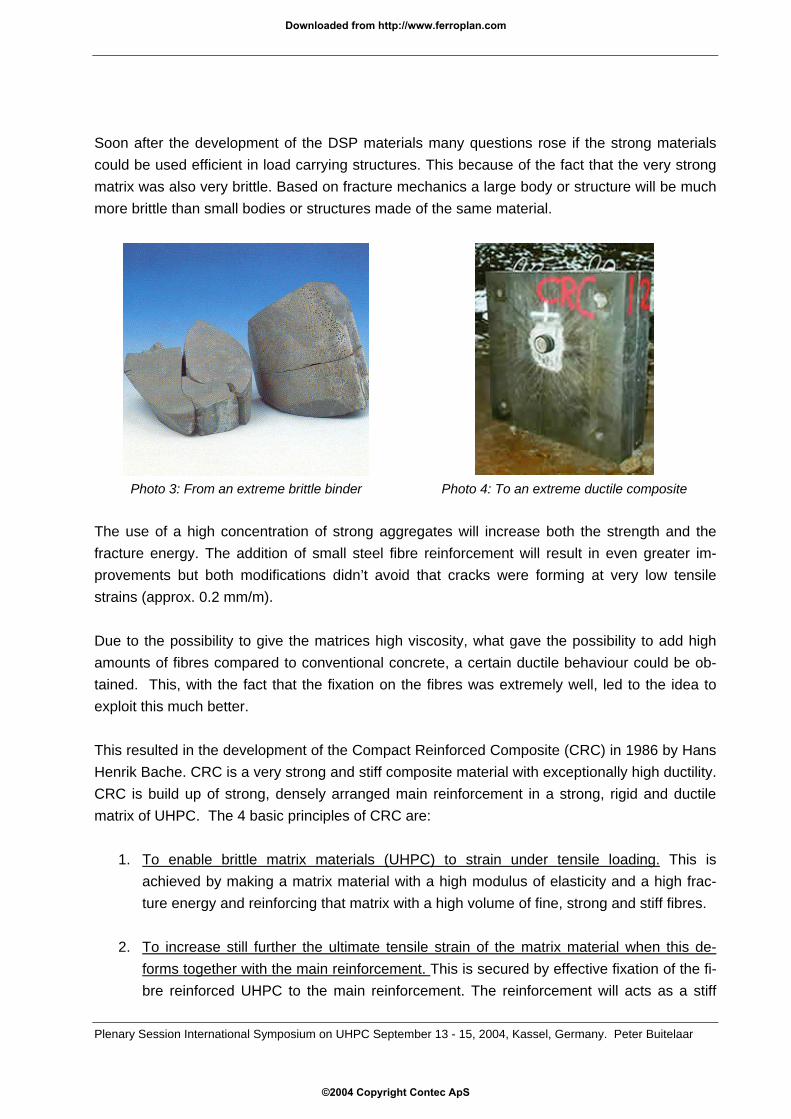
Soon after the development of the DSP materials many questions rose if the strong materials could be used efficient in load carrying structures. This because of the fact that the very strong matrix was also very brittle. Based on fracture mechanics a large body or structure will be much more brittle than small bodies or structures made of the same material.
Photo 3: From an extreme brittle binder Photo 4: To an extreme ductile composite
The use of a high concentration of strong aggregates will increase both the strength and the fracture energy. The addition of small steel fibre reinforcement will result in even greater im-provements but both modifications didn’t avoid that cracks were forming at very low tensile strains (approx. 0.2 mm/m). Due to the possibility to give the matrices high viscosity, what gave the possibility to add high amounts of fibres compared to conventional concrete, a certain ductile behaviour could be ob-tained. This, with the fact that the fixation on the fibres was extremely well, led to the idea to exploit this much better. This resulted in the development of the Compact Reinforced Composite (CRC) in 1986 by Hans Henrik Bache. CRC is a very strong and stiff composite material with exceptionally high ductility. CRC is build up of strong, densely arranged main reinforcement in a strong, rigid and ductile matrix of UHPC. The 4 basic principles of CRC are:
1. To enable brittle matrix materials (UHPC) to strain under tensile loading. This is achieved by making a matrix material with a high modulus of elasticity and a high frac-ture energy and reinforcing that matrix with a high volume of fine, strong and stiff fibres.
2. To increase still further the ultimate tensile strain of the matrix material when this de-
forms together with the main reinforcement. This is secured by effective fixation of the fi-bre reinforced UHPC to the main reinforcement. The reinforcement will acts as a stiff
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
frame en thus ensures the formation of a multiple crack zone system with very large ten-sile strain capacity.
3. To ensure a high degree of local and global ductility by means that ensure a small brit-
tleness numbers: the UHPC is given very high ductility with the use of fibers and a high volume of strong aggregates.
4. To enable a very dense and homogeneous particle and fibre packing at micro and
macro level during casting by effective use of geometrical and kinematical principles. The UHPC must thus have a substantially viscous behaviour during the whole process (mixing, casting and compaction), even with very dense main reinforcement, assisted by well designed mechanical vibration.
CRC consists of the following materials:
• UHPC with aggregates a diameter up to 1/3 of the space between the main reinforce-ment rebars and a w/binder ratio 0,13 – 0,18.
• 5 – 20% Main reinforcement (high strength steel, traditional rebars, carbon, etc.). • 5 – 10% steelfibers.
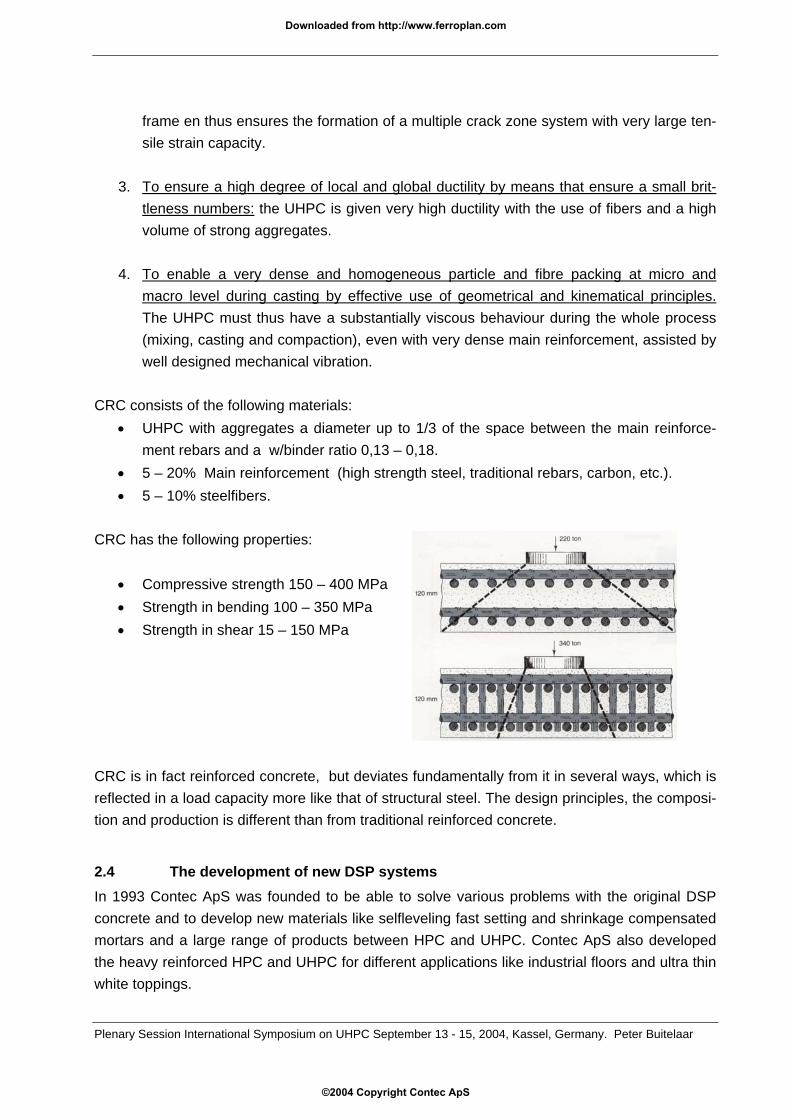
CRC has the following properties:
• Compressive strength 150 – 400 MPa • Strength in bending 100 – 350 MPa • Strength in shear 15 – 150 MPa
CRC is in fact reinforced concrete, but deviates fundamentally from it in several ways, which is reflected in a load capacity more like that of structural steel. The design principles, the composi-tion and production is different than from traditional reinforced concrete.
2.4 The development of new DSP systems In 1993 Contec ApS was founded to be able to solve various problems with the original DSP concrete and to develop new materials like selfleveling fast setting and shrinkage compensated mortars and a large range of products between HPC and UHPC. Contec ApS also developed the heavy reinforced HPC and UHPC for different applications like industrial floors and ultra thin white toppings.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS

Photo 5: HRUHPC. Photo 6: selfleveling fast setting and shrinkage
compensated UHPC. In the period 1992 – 1994 there was a close cooperation between the large French contractor Bouygues and Aalborg Portland to develop commercial applications for the Compact Reinforced Composite. In 1994 Bouygues (Richard and Cheyrezy) developed in cooperation with other industrial part-ners like Lafarge a new DSP concrete, named Reactive Powder Concrete, with down scaled particles size and multi fiber reinforcement. With the use of very fine aggregates and fillers a very dense packing is made possible by eliminating a part of the wall effect of the particles as earlier suggested by Bache in the nineteen eighties. RPC showed very high compressive and bending tensile strength with high amounts of steelfibers and a combined heat – and pressure treatment, to remove air and the excess of mixing water and to get chemical reactions to change the material properties, but this will not always be possible for large constructions.
Figure 4: Pedestrian bridge in Sherbrooke Figure 5: UHPC beams in Cattenom
In 1996 Quillery developed their own DSP concrete named BSI (Special Industrial Concrete). At this moment the two leading French UHPC developing companies Bouygues (was RPC is now Ductal) and Quillery (was BSI is now Ceracem) including new industrial partners are refor-
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
mulating their original developments and are concentrated on self compacting multifibre mixes. The products are mainly used for prefab applications like beams, panels and bridges and archi-tectural applications like façades panels, bus shelters, street furniture and flower pots. Besides the well known suppliers of UHPC, many new players are expecting to enter the UHPC market in the next 10 year, especially when specialized applications are developed in the next years. Due too the involvement of several specialized companies in the nearly future it will be more and more difficult to get patent rights on material compositions, it will than thus be more necessary to get patent rights on applications in combination with a material composition.
3 Applications of UHPC After the development of the UHPC it was necessary to find applications where will be full bene-fit of the properties. The success of a specialized small material supplier is depending on inno-vative employees with a very good commercial, technical and theoretical know-how including a high dosage of persistence since practical failures and damages are also a part of the develop-ment and learning process. The different applications for the HPC, UHPC and HRUHPC which I present are based on the Danish experience in general and the authors experience during the last 19 years.
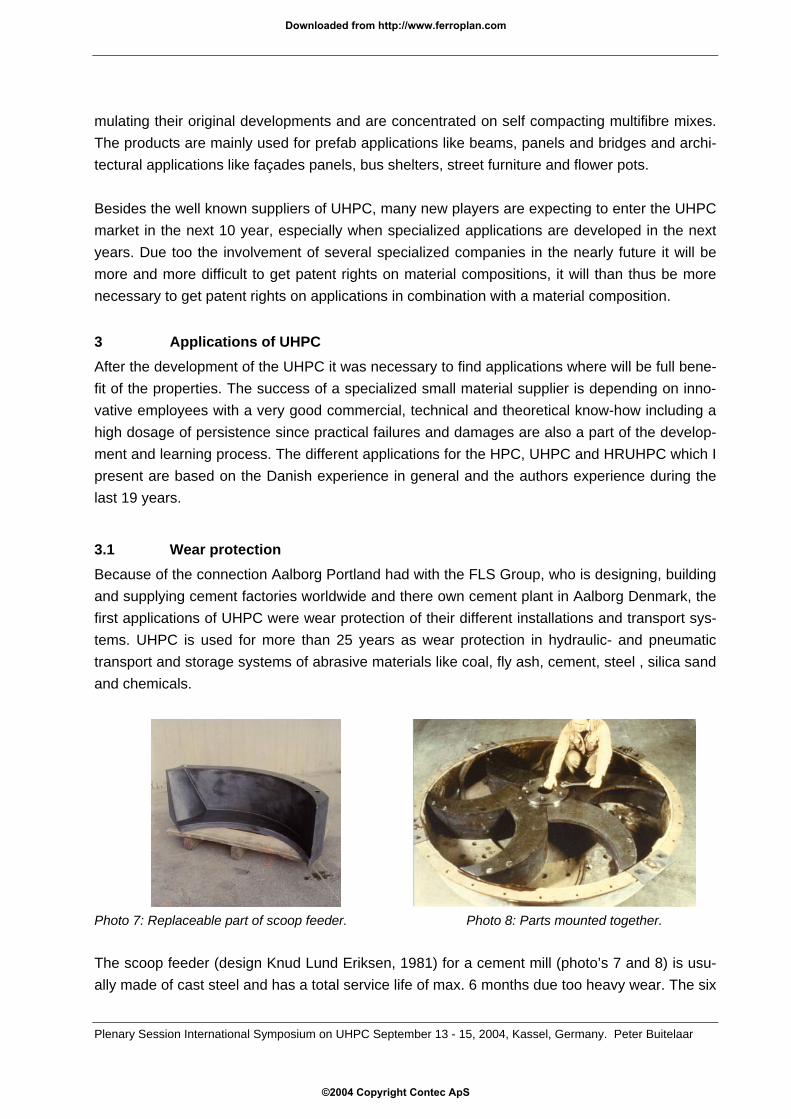
3.1 Wear protection Because of the connection Aalborg Portland had with the FLS Group, who is designing, building and supplying cement factories worldwide and there own cement plant in Aalborg Denmark, the first applications of UHPC were wear protection of their different installations and transport sys-tems. UHPC is used for more than 25 years as wear protection in hydraulic- and pneumatic transport and storage systems of abrasive materials like coal, fly ash, cement, steel , silica sand and chemicals.
Photo 7: Replaceable part of scoop feeder. Photo 8: Parts mounted together. The scoop feeder (design Knud Lund Eriksen, 1981) for a cement mill (photo’s 7 and 8) is usu-ally made of cast steel and has a total service life of max. 6 months due too heavy wear. The six
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
replaceable sections are made of reinforced UHPC with about 10% V/V main reinforcement and steel fibers to give ductility, in fact already a CRC structure, and had a Fc 250 MPa. The service life of 15 – 20 year is a large extension compared to the original scoop feeder. The UHPC has the following advantages in wear protection:
• Application: casting, shotcrete, handpatch. • Wear resistance: equal to that of melted basalt, special steel and high tech ceramic
materials. • Wear resistance can be designed. • To cast in-situ and jointless or prefab. • Impact resistance: high – very high, especially compared to wear resistance tiles. • Temperature range: - 50°C till +1250 °C (special binder and aggregates).
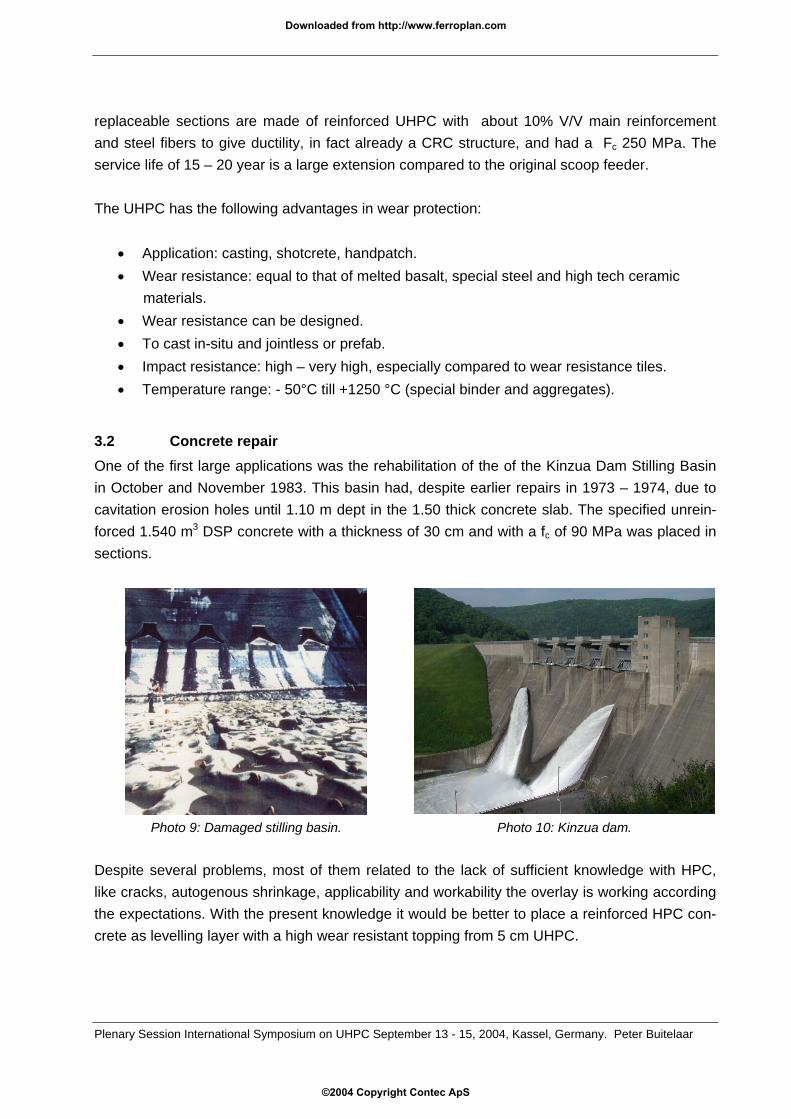
3.2 Concrete repair One of the first large applications was the rehabilitation of the of the Kinzua Dam Stilling Basin in October and November 1983. This basin had, despite earlier repairs in 1973 – 1974, due to cavitation erosion holes until 1.10 m dept in the 1.50 thick concrete slab. The specified unrein-forced 1.540 m3 DSP concrete with a thickness of 30 cm and with a fc of 90 MPa was placed in sections.
Photo 9: Damaged stilling basin. Photo 10: Kinzua dam.
Despite several problems, most of them related to the lack of sufficient knowledge with HPC, like cracks, autogenous shrinkage, applicability and workability the overlay is working according the expectations. With the present knowledge it would be better to place a reinforced HPC con-crete as levelling layer with a high wear resistant topping from 5 cm UHPC.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS

In Venezuela various tests are made to repair large damages in the Raúl Leoni Dam (“Guri”). Very large damage due too cavitation erosion occurred in the inlet/ outlet, the toe and the spill-ways. Repairs in the outlet with small bended high strength steel plates (accessibility is only possible through a manhole) fixed with drilled in anchors and welded together didn’t function.
Photo 11: The Raúl Leoni Dam (“Guri”). Photo 12: Equipment ASTM C 1138-97 test.
The ASTM C 1138-97 test, developed by U. S. Army Engineer Waterways Experiment Station (WES), Vicksburg, MS. to simulate extreme cavitation erosion like in hydraulic structures, showed large abrasion-erosion from the grinding balls but no wear of the UHPC. In the Netherlands various repairs are made with UHPC since 1988 and 1989 in locks and sluices with abrasion-erosion. The damage were large holes with a depth until 30 cm till the lean concrete and a wear over the whole surface a wear of 7 – 10 cm.
Photo 13: Complex Sambeek. Photo 14: Repair with UHPC underwater.
The emergency repairs underwater were done by divers, they simply casted the premixed UHPC which was let down by hand in a bucket, in the large holes. The large repair on the floor in the basin was done with only a minimum of leak water. After high pressure cleaning, the plac-
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
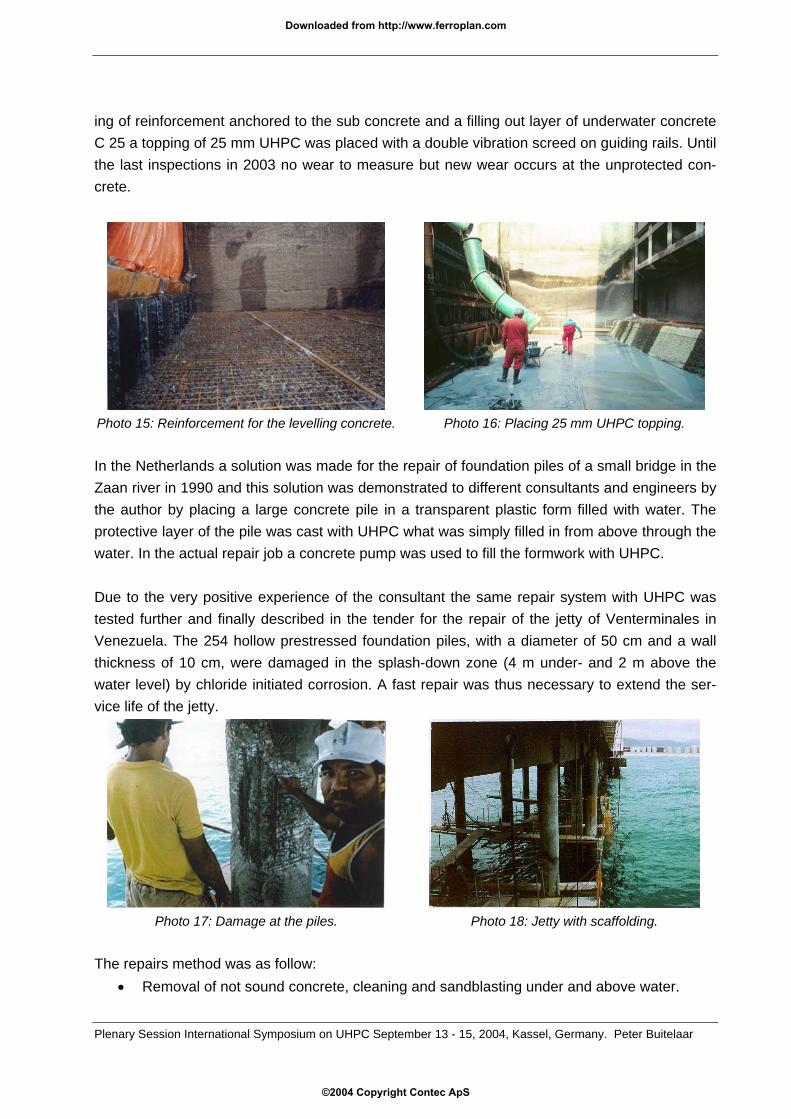
ing of reinforcement anchored to the sub concrete and a filling out layer of underwater concrete C 25 a topping of 25 mm UHPC was placed with a double vibration screed on guiding rails. Until the last inspections in 2003 no wear to measure but new wear occurs at the unprotected con-crete.
Photo 15: Reinforcement for the levelling concrete. Photo 16: Placing 25 mm UHPC topping. In the Netherlands a solution was made for the repair of foundation piles of a small bridge in the Zaan river in 1990 and this solution was demonstrated to different consultants and engineers by the author by placing a large concrete pile in a transparent plastic form filled with water. The protective layer of the pile was cast with UHPC what was simply filled in from above through the water. In the actual repair job a concrete pump was used to fill the formwork with UHPC. Due to the very positive experience of the consultant the same repair system with UHPC was tested further and finally described in the tender for the repair of the jetty of Venterminales in Venezuela. The 254 hollow prestressed foundation piles, with a diameter of 50 cm and a wall thickness of 10 cm, were damaged in the splash-down zone (4 m under- and 2 m above the water level) by chloride initiated corrosion. A fast repair was thus necessary to extend the ser-vice life of the jetty.
Photo 17: Damage at the piles. Photo 18: Jetty with scaffolding.
The repairs method was as follow:
• Removal of not sound concrete, cleaning and sandblasting under and above water.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
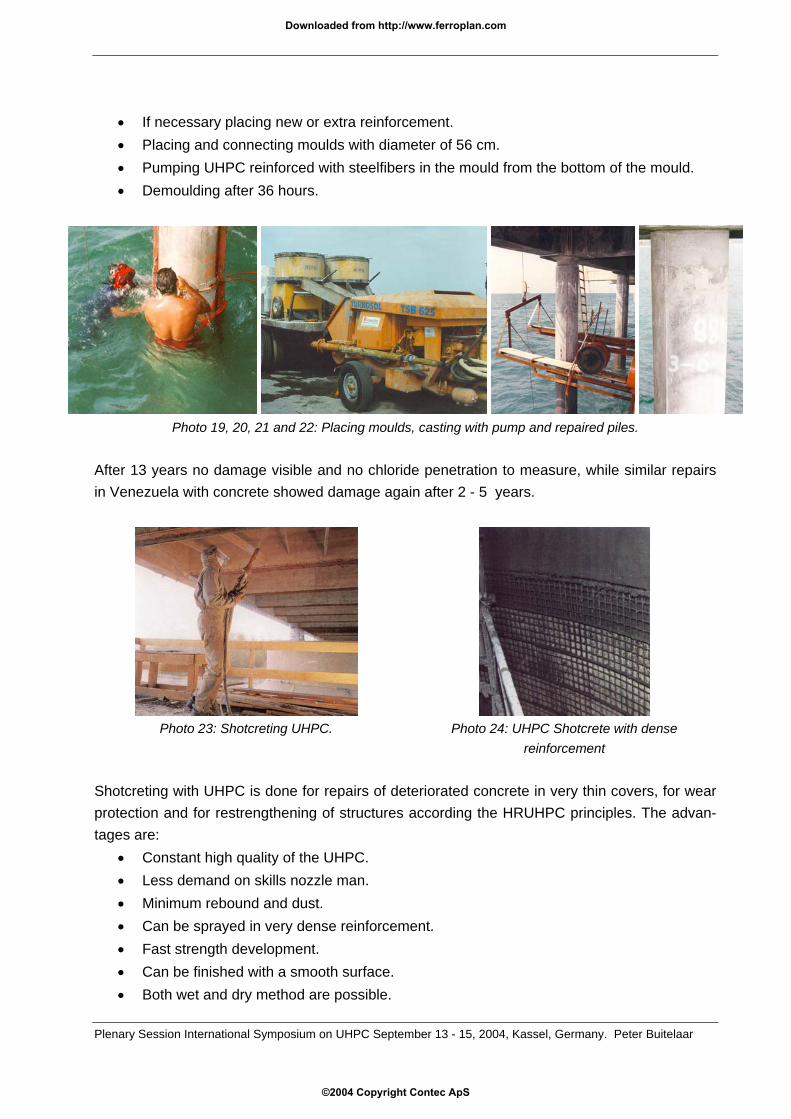
• If necessary placing new or extra reinforcement. • Placing and connecting moulds with diameter of 56 cm. • Pumping UHPC reinforced with steelfibers in the mould from the bottom of the mould. • Demoulding after 36 hours.
Photo 19, 20, 21 and 22: Placing moulds, casting with pump and repaired piles.
After 13 years no damage visible and no chloride penetration to measure, while similar repairs in Venezuela with concrete showed damage again after 2 - 5 years.
Photo 23: Shotcreting UHPC. Photo 24: UHPC Shotcrete with dense
reinforcement Shotcreting with UHPC is done for repairs of deteriorated concrete in very thin covers, for wear protection and for restrengthening of structures according the HRUHPC principles. The advan-tages are:
• Constant high quality of the UHPC. • Less demand on skills nozzle man. • Minimum rebound and dust. • Can be sprayed in very dense reinforcement. • Fast strength development. • Can be finished with a smooth surface. • Both wet and dry method are possible.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
3.3 Offshore The first jobs for the hydro carbon industry were based on the very positive experience with the rehabilitation of the jetty from Venterminales in Pto. Cabello, Edo. Carabobo in Venezuela and were done in a similar way as that job to place a UHPC lining around the piles. After the first rehabilitation of foundation piles in both steel- and concrete of oil production platforms for the PDVSA (Petróleos de Venezuela,S.A.) in the lake of Maracaibo in Venezuela in 1992 and 1993 for corrosion protection and rehabilitation, UHPC is used to upgrade the platforms of the Ekofisk field, a solution developed by Norwegian consultants in co-operation with the owners of the plat-forms, in the Northsea in 1995 and to rehabilitate various other platforms later. The use of grouts for the filling of members of offshore platforms is not a new application since it is done for more than 30 years but the properties of the UHPC are resulting in a much higher bearing ca-pacity and an extreme good corrosion protection. A lining around piles or members and/or the filling of them is necessary in existing structures due to subsidence of the seabed, unforeseen topside load, increased wave load or weakening of the structure by corrosion, fatigue or accidents. The UHPC is to use for:
• Strengthening individual intact members by local- or complete filling. • Placing additional members which will be filled to restrength selected area’s. • Increasing the load bearing capacity: filling up to 4 times and with special CRC solutions
much more. • Filling underdimensioned and/or damaged members for additional strength. • Solving fatigue problems in local area’s with CRC solutions.
Also for new constructions UHPC and HRUHPC can be used for strengthening and by that the constructions can be made much more slender and thus reducing wave loads, the dead load of the platform and the steel dimensions. With special CRC solutions it is possible to reinforce fa-tigue sensitive area’s and to replace steel in corrosive sensitive area’s like in the splash-down zone and the deck structure.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
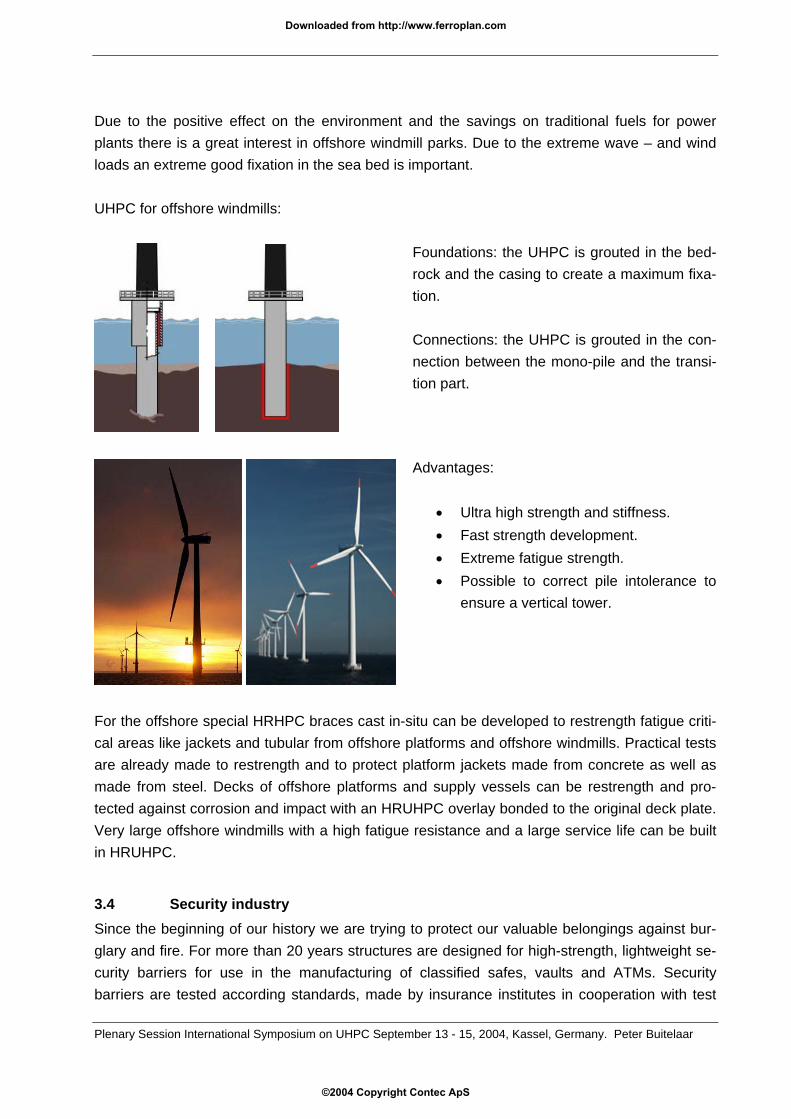
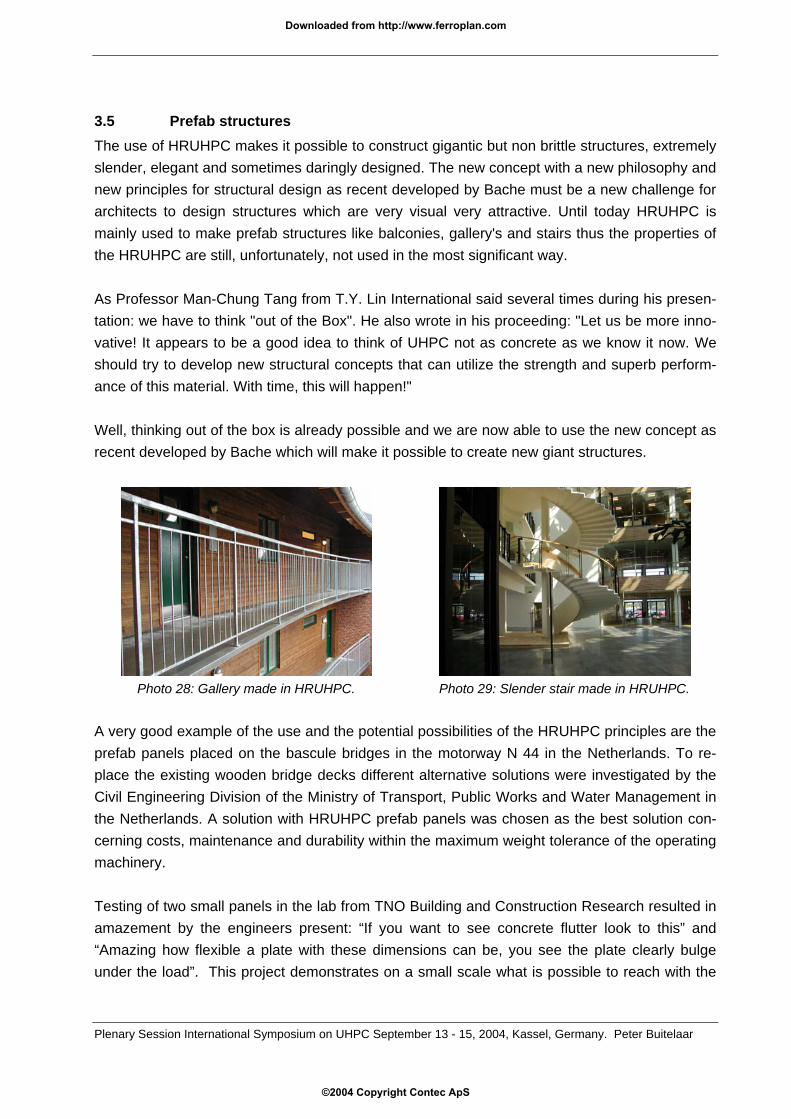
Due to the positive effect on the environment and the savings on traditional fuels for power plants there is a great interest in offshore windmill parks. Due to the extreme wave – and wind loads an extreme good fixation in the sea bed is important. UHPC for offshore windmills:
Foundations: the UHPC is grouted in the bed-rock and the casing to create a maximum fixa-tion. Connections: the UHPC is grouted in the con-nection between the mono-pile and the transi-tion part.
barriers are tested according standards, made by insurance institutes in cooperation with test
Advantages:
• Ultra high strength and stiffness. • Fast strength development. • Extreme fatigue strength. • Possible to correct pile intolerance to
ensure a vertical tower.
For the offshore special HRHPC braces cast in-situ can be developed to restrength fatigue criti-cal areas like jackets and tubular from offshore platforms and offshore windmills. Practical tests are already made to restrength and to protect platform jackets made from concrete as well as made from steel. Decks of offshore platforms and supply vessels can be restrength and pro-tected against corrosion and impact with an HRUHPC overlay bonded to the original deck plate. Very large offshore windmills with a high fatigue resistance and a large service life can be built in HRUHPC.
3.4 Security industry Since the beginning of our history we are trying to protect our valuable belongings against bur-glary and fire. For more than 20 years structures are designed for high-strength, lightweight se-curity barriers for use in the manufacturing of classified safes, vaults and ATMs. Security
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS

institutes, based on RU values (Resistance Units), each type of barrier needs a minimum of RU to be accepted to store a certain amount of valuables.
Photo 25: The use of an oxyacetylene torch. Photo 26: Tougher than the rest!
uring the tests different specified tools are used to try to create an opening with clearly speci-D
fied dimensions in the wall. UHPC and HRUHPC barrier materials are continuously tested and approved by the leading test institutes in Europe, Africa, Asia and the USA - classified in me-dium-end and high-end classes. UHPC security products are used all around the globe due to the fact that barrier solutions are sold to some of the world’s leading manufacturers of safes, vaults and ATMs. Small barriers like ATMs and safes are double steel wall, often in combina-tion with special designed and patented reinforcement and/or profiles, which is filled with UHPC of different compositions (depending on necessary RU).
Photo 27: Casting of door for vault. Figure 6: A prefab made strong room.
arge vaults and the so called strong rooms are build up from prefabricated HRUHPC in combi-
ce the last years various security products are made in UHPC/ HRUHPC or in a combination
ables, against ballistic and blast impact.
Lnation with special connection systems. With this prefab system is it possible to create large vaults and strong rooms in different locations and on different floors in a building. Sinwith UHPC and other materials are also developed for the protection of humans and other valu-
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
3.5 Prefab structures The use of HRUHPC makes it possible to construct gigantic but non brittle structures, extremely
y designed. The new concept with a new philosophy and
es during his presen-tion: we have to think "out of the Box". He also wrote in his proceeding: "Let us be more inno-
we are now able to use the new concept as cent developed by Bache which will make it possible to create new giant structures.
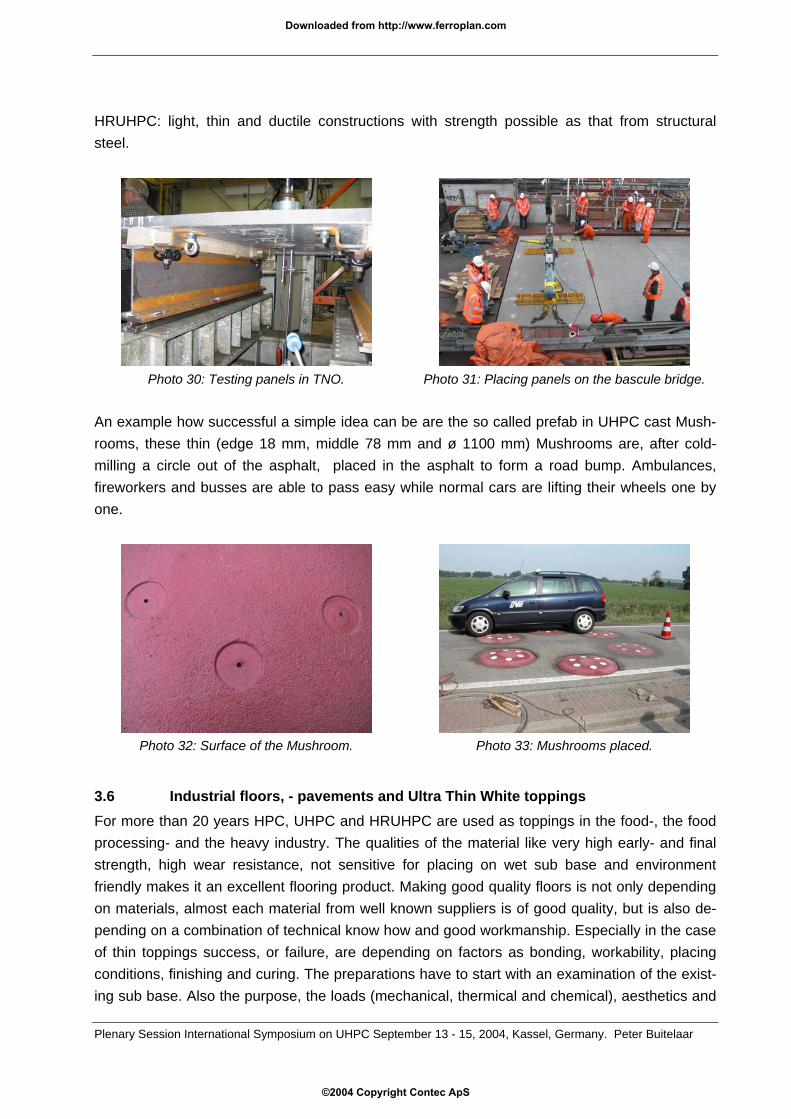
Photo 28: Gallery made in HRUHPC. A very good
in the motorway N 44 in t
ineers present: “If you want to see concrete flutter look to this” and
slender, elegant and sometimes daringlnew principles for structural design as recent developed by Bache must be a new challenge for architects to design structures which are very visual very attractive. Until today HRUHPC is mainly used to make prefab structures like balconies, gallery's and stairs thus the properties of the HRUHPC are still, unfortunately, not used in the most significant way. As Professor Man-Chung Tang from T.Y. Lin International said several timtavative! It appears to be a good idea to think of UHPC not as concrete as we know it now. We should try to develop new structural concepts that can utilize the strength and superb perform-ance of this material. With time, this will happen!" Well, thinking out of the box is already possible andre
Photo 29: Slender stair made in HRUHPC.
example of the use and the potential possibilities of the HRUHPC principles are the ls placed on the bascule bridges prefab pane he Netherlands. To re-
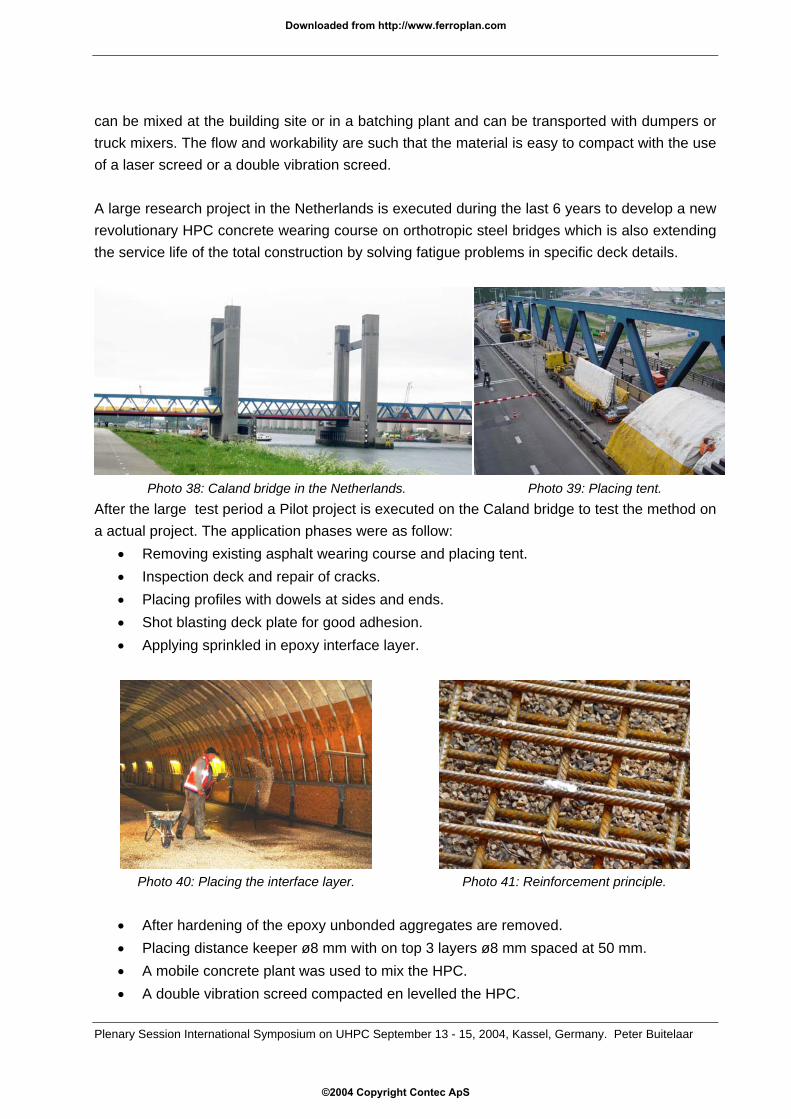
place the existing wooden bridge decks different alternative solutions were investigated by the Civil Engineering Division of the Ministry of Transport, Public Works and Water Management in the Netherlands. A solution with HRUHPC prefab panels was chosen as the best solution con-cerning costs, maintenance and durability within the maximum weight tolerance of the operating machinery. Testing of two small panels in the lab from TNO Building and Construction Research resulted in
mazement by the enga“Amazing how flexible a plate with these dimensions can be, you see the plate clearly bulge under the load”. This project demonstrates on a small scale what is possible to reach with the
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
HRUHPC: light, thin and ductile constructions with strength possible as that from structural steel.
Photo 30: Testing panels in TNO. Photo 31: Placing panels on the bascule bridge.
An exam ea can be
oms, these thin (edge 18 mm, middle 78 mm and ø 1100 mm) Mushrooms are, after cold-
Photo 32: Surface of the Mushroom.
3.6 ts and Ultra Thinor more than 20 years HPC, UHPC and HRUHPC are used as toppings in the food-, the food
essing igh early- and final
ing sub base. Also the purpose, the loads (mechanical, thermical and chemical), aesthetics and
ple how successful a simple id are the so called prefab in UHPC cast Mush-romilling a circle out of the asphalt, placed in the asphalt to form a road bump. Ambulances, fireworkers and busses are able to pass easy while normal cars are lifting their wheels one by one.
Photo 33: Mushrooms placed.
Industrial floors, - pavemen White toppings Fproc - and the heavy industry. The qualities of the material like very hstrength, high wear resistance, not sensitive for placing on wet sub base and environment friendly makes it an excellent flooring product. Making good quality floors is not only depending on materials, almost each material from well known suppliers is of good quality, but is also de-pending on a combination of technical know how and good workmanship. Especially in the case of thin toppings success, or failure, are depending on factors as bonding, workability, placing conditions, finishing and curing. The preparations have to start with an examination of the exist-
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS

other relevant aspects of the floor have to be checked with the owners and users of the floor. Especially in de food processing industry details are very important to avoid damage and con-tamination of food and/ or installations with bacteria’s. After the examination it is possible to make a good solution and a choice for a topping system.
Photo 35: HPC topping in the food industry. Photo 34: UHPC topping in the heavy industry.
Various types of HPC and UHPC toppings a se 20 years and a wide ra ssive s nd
HPC, the difference between a HPC and an UHPC is thus than most of the time only the qual-
re developed during thenge of products are available. The compre trength is still the parameter for HPC a
Uity/ type of the aggregates.
Photo 36: Placing self levelling UHPC. Photo 37: Powerfloating granolithic UHPC.
One of the first large applications of the HRHPC/ HRUHPC overlay is as a white topping on damaged pavements and industrial floors and in cargo ships. The unique properties of the HRHP lace the o us-
mm). The concrete mixture contains both steel fibers and crylic fibers and is based on a special composite of pre-blended materials. The HPC/ UHPC
C/ HRUHPC makes it possible to p verlay as an “independent” topping (indtrial floors) or wearing course (ultra thin white topping) on a cracked and/ or polluted sub base or even on an under dimensioned sub base made from different materials like asphalt concrete, concrete, wood, ceramics or steel. The concrete overlay contains one or more layers of welded mesh reinforcement (bar diameter 6 – 20 mm and bar spacing 15 – 50a
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
can be mixed at the building site or in a batching plant and can be transported with dumpers or truck mixers. The flow and workability are such that the material is easy to compact with the use of a laser screed or a double vibration screed. A large research project in the Netherlands is executed during the last 6 years to develop a new revolutionary HPC concrete wearing course on orthotropic steel bridges which is also extending
e service life of the total construction by solving fatigue problems in specific deck details.
After the large test period a Pilot project is executed on the a actual project. The application phases were as follow:
• R and placing tent.
yer.
Photo 41: Reinforcement principle.
• ith on top 3 laye• A mobile concrete plant was used to mix the HPC.
th
Photo 38: Caland bridge in the Netherlands. Photo 39: Placing tent. Caland bridge to test the method on
emoving existing asphalt wearing course • Inspection deck and repair of cracks. • Placing profiles with dowels at sides and ends. • Shot blasting deck plate for good adhesion. • Applying sprinkled in epoxy interface la
Photo 40: Placing the interface layer.
• After hardening of the epoxy unbonded aggregates are removed. Placing distance keeper ø8 mm w rs ø8 mm spaced at 50 mm.
• A double vibration screed compacted en levelled the HPC.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
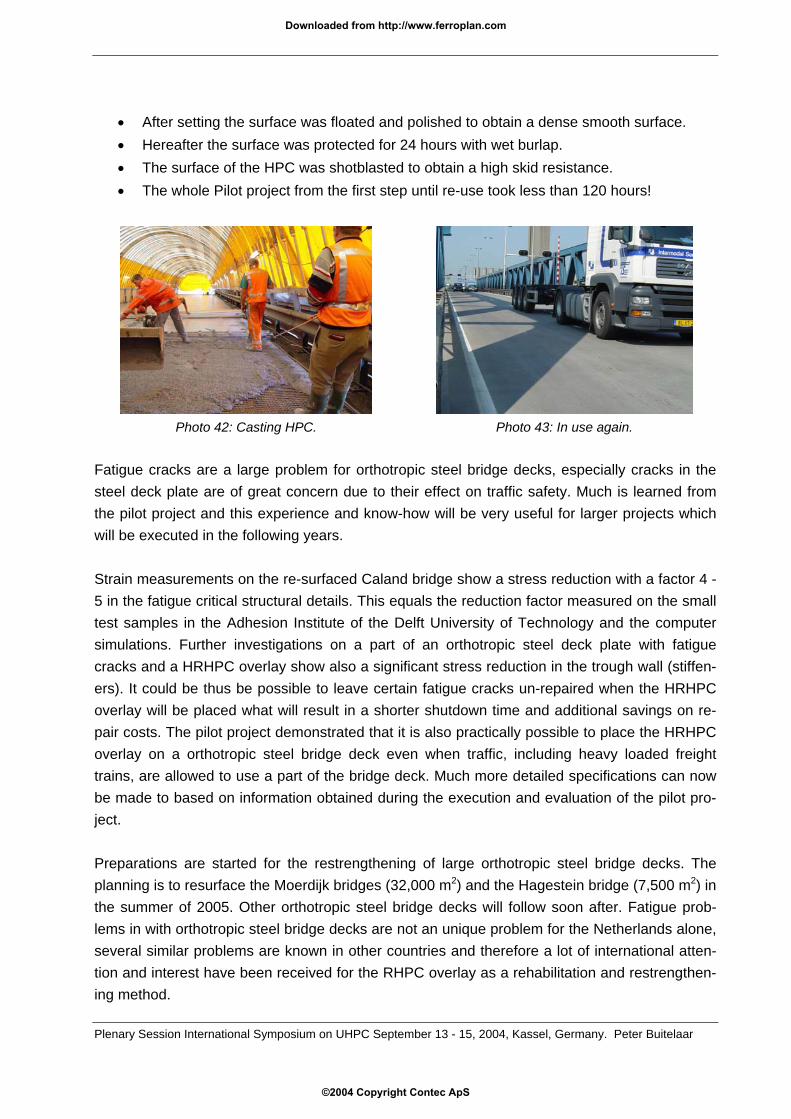
• After setting the surface was floated and polished to obtain a dense smooth surface. th wet burlap.
id resistance.
Photo 42: Casting HPC. Fatigue cracks are a large problem for orthotro the steel deck p rn due to their effect on t arned from
e pilot project and this experience and know-how will be very useful for larger projects which
This equals the reduction factor measured on the small st samples in the Adhesion Institute of the Delft University of Technology and the computer
ng is to resurface the Moerdijk bridges (32,000 m ) and the Hagestein bridge (7,500 m ) in e summer of 2005. Other orthotropic steel bridge decks will follow soon after. Fatigue prob-
ing method.
• Hereafter the surface was protected for 24 hours wi• The surface of the HPC was shotblasted to obtain a high sk• The whole Pilot project from the first step until re-use took less than 120 hours!
Photo 43: In use again.
pic steel bridge decks, especially cracks inlate are of great conce raffic safety. Much is le
thwill be executed in the following years. Strain measurements on the re-surfaced Caland bridge show a stress reduction with a factor 4 - 5 in the fatigue critical structural details. tesimulations. Further investigations on a part of an orthotropic steel deck plate with fatigue cracks and a HRHPC overlay show also a significant stress reduction in the trough wall (stiffen-ers). It could be thus be possible to leave certain fatigue cracks un-repaired when the HRHPC overlay will be placed what will result in a shorter shutdown time and additional savings on re-pair costs. The pilot project demonstrated that it is also practically possible to place the HRHPC overlay on a orthotropic steel bridge deck even when traffic, including heavy loaded freight trains, are allowed to use a part of the bridge deck. Much more detailed specifications can now be made to based on information obtained during the execution and evaluation of the pilot pro-ject. Preparations are started for the restrengthening of large orthotropic steel bridge decks. The planni 2 2
thlems in with orthotropic steel bridge decks are not an unique problem for the Netherlands alone, several similar problems are known in other countries and therefore a lot of international atten-tion and interest have been received for the RHPC overlay as a rehabilitation and restrengthen-
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
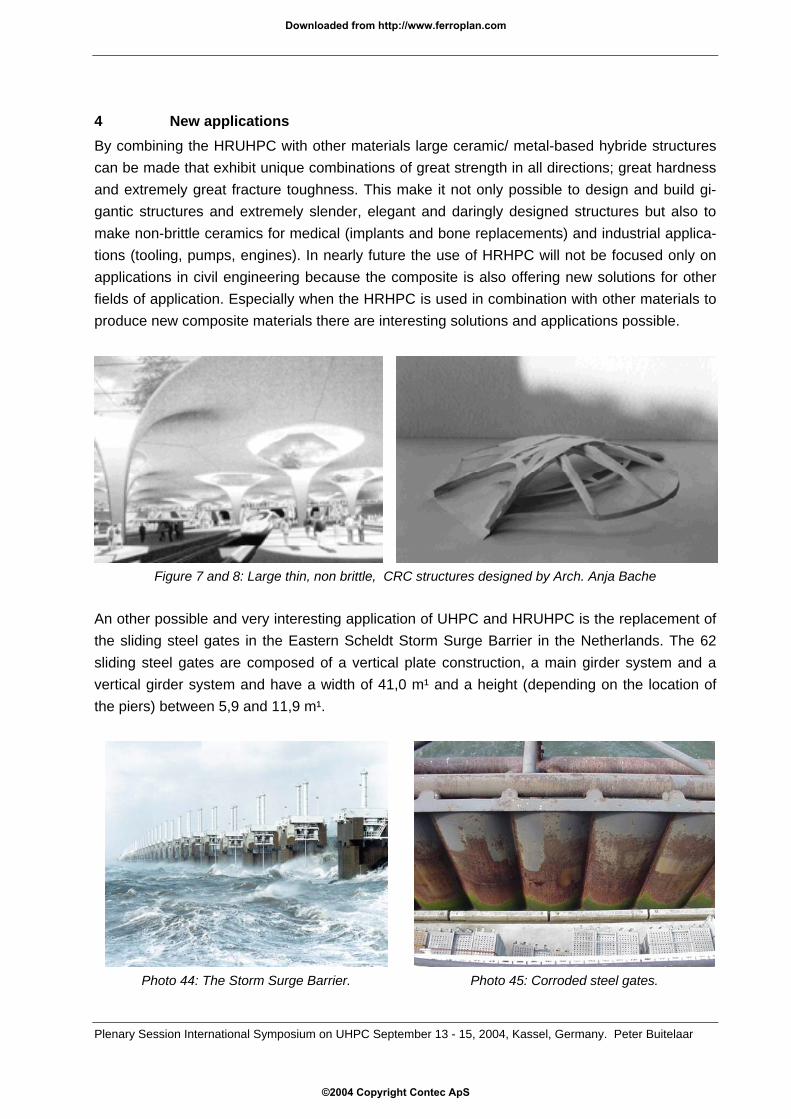
4 New applications By combining the HRUHPC with other materials large ceramic/ metal-based hybride structures can be made that exhibit unique combinations of great strength in all directions; great hardness and extremely great fracture toughness. This make it not only possible to design and build gi-gantic structures and extremely slender, elegant and daringly designed structures but also to
plants and bone replacements) and industrial applica-
An other possible and very interesting applicatthe sliding steel gates in the Eastern Scheldt sliding steel gates are composed of a vertical plate constrvertical g ation of
e piers) between 5,9 and 11,9 m¹.
Photo 44: The Storm Surge Barrier. Photo 45: Corroded steel gates.
make non-brittle ceramics for medical (imtions (tooling, pumps, engines). In nearly future the use of HRHPC will not be focused only on applications in civil engineering because the composite is also offering new solutions for other fields of application. Especially when the HRHPC is used in combination with other materials to produce new composite materials there are interesting solutions and applications possible.
Figure 7 and 8: Large thin, non brittle, CRC structures designed by Arch. Anja Bache
ion of UHPC and HRUHPC is the replacement of Storm Surge Barrier in the Netherlands. The 62
uction, a main girder system and a irder system and have a width of 41,0 m¹ and a height (depending on the loc
th
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
The replacement of the sliding steel gates will maybe be necessary in the nearly future because peated application under special conditions of a
Engineering Division of the Ministry of Trans-he Netherlands shows that it is possible to re-
HPC/HRUHPC gates within the maximum weightent design for the HPC/HRUHPC
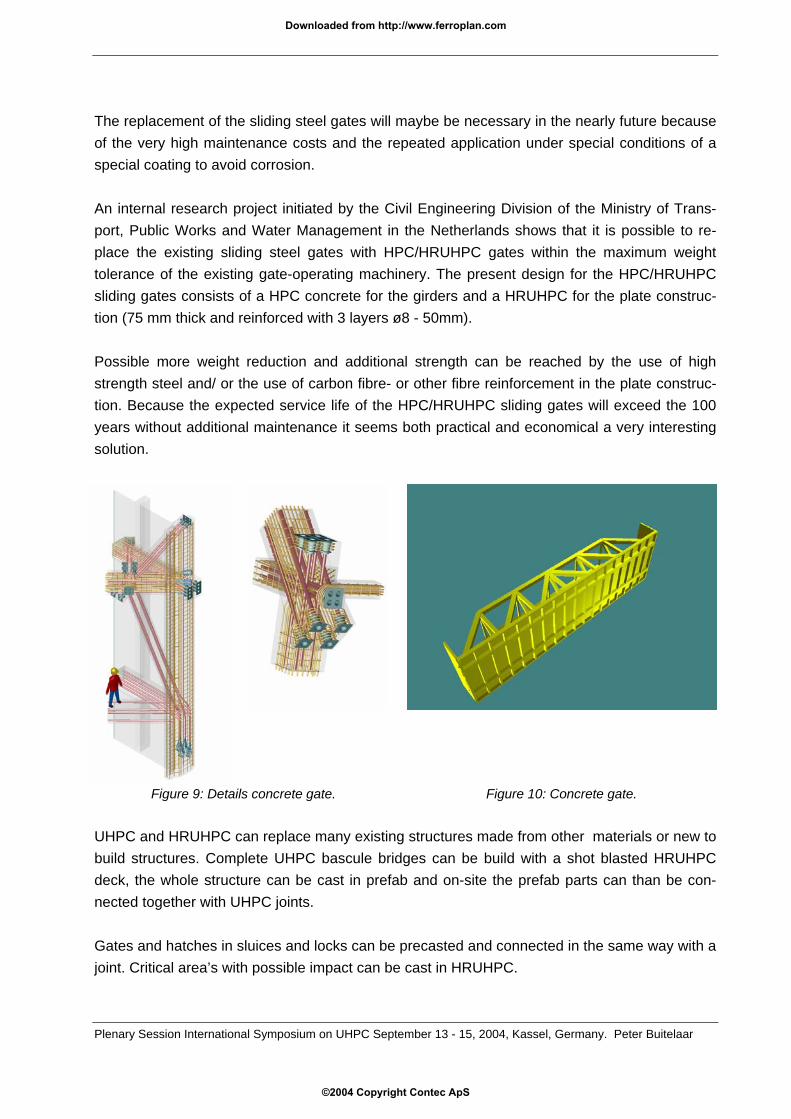
rete for the girders and a HRUHPC for the plate construc-
of the very high maintenance costs and the respecial coating to avoid corrosion. An internal research project initiated by the Civilport, Public Works and Water Management in tplace the existing sliding steel gates with tolerance of the existing gate-operating machinery. The pressliding gates consists of a HPC conction (75 mm thick and reinforced with 3 layers ø8 - 50mm).
e it seems both practical and economical a very interesting
Possib ditional strength of high strength steel and/ or the use of carbon fibre- or other fibre reinforcement in the plate construc-tion. Because the expected service life of the HPC/HRUHPC sliding gates will exceed the 100 years without additional maintenanc
le more weight reduction and ad can be reached by the use
solution.
Figure 9: Details concrete gate. Figure 10: Concrete gate. UHPC and HRUHPC can replace many existing structures made from other materials or new to build structures. Complete UHPC bascule bridges can be build with a shot blasted HRUHPC deck, the whole structure can be cast in prefab and on-site the prefab parts can than be con-nected together with UHPC joints. Gates and hatches in sluices and locks can be precasted and connected in the same way with a joint. Critical area’s with possible impact can be cast in HRUHPC.
refab
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
al developments
– 500 MPa will be possible within the next 20 yemore artificial made aggregates to be able to ravailable research equipment and much better than before what will result in ne much more additives to control and to influence ttives will be developed and they don’t have tospecial polymers like in MDF (Macro Defect Free) concretnew types of UHPC. Heavy reinforcon all material levels thus also to reinforce theHRUHPC will thus incorporate a wide range of materials from different sources in both the binder part and the reinforcement part.
uring the last 10 years new applications are found for the use of heavy reinforced ultra high
new and sometimes exiting possibilities: lighter structures, larger structure ybride structures, new design and new prod-ucts with a potential for a better economy and resource consumption than with more traditional
ncrete, s .
che, a great engineer and scientist but also a good mo-tivator and a visionary, for his interesting lessons during all those years and his inspiring com-ments and advice, it is a great honour for me that I’m able to help to make some of his more than 25 years old dreams come true.
5 New materiThe strength and properties of an UHPC will go in an upwards direction in the nearly future, 200
ars. For this it will also be necessary to produce each these high strengths. With the much better
computer modelling the microstructure can be investigated w developments including the incorporation ofhe properties of the matrix. New types of addi-
be special developed for concrete. The use of e will be interesting again to produce
ement in different materials and different forms will be used nano- and microstructure of the matrix. Future
6 Conclusion Although UHPC is much more earlier developed than is known by many engineers and that there are several applications were UHPC is used for 25 years it is in general still an unknown material. Dperformance concrete and it seems that the C.R.C. concept starts to find its way between other composite materials and composite structures. HRUHPC offers
s, h
co teel and other building materials When designers, architects, engineers and structural engineers are more open for the “new concrete” and the “new technology” and are more willing to investigate and to innovate with the existing knowledge than much more can be achieved. To make use of the large potential for HRUHPC there must be a change of direction and a break with conventional practice to be able to understand the material properties and possibilities. For this it will be necessary that the in-dustry will cooperate in a much better way with Technical Universities, institutes, governments and end-users and that knowledge and practical experience will be much more exchanged be-tween those parties.
7 Acknowledgements I especially like to thank Hans Henrik Ba
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
I like to thank Niek Kaptijn from the Civil Engineering Division of the Ministry of Transport, Public Works and Watermanagement in the Netherlands and René Braam and all the employees from the Stevin lab of the Delft University of Technology in the Netherlands for their support and help
ith the different projects in the Netherlands and for their contributions in the different proceed-
References
g Portland. [5] Bache, H.H. Model for Strength of Brittle Materials Built up of Particles Joined at points of Contact.
olume 53, No. 12 1970.
ology in a Broad Perspective. CBL reprint no. 26. ] Bache, H.H. Compact Reinforced Composite Basic Principles. CBL Report No. 41.
che, H.H. Principles of similitude in design of reinforced brittle matrix composites. International Workshop “High Performance Fiber Reinforced Cement Composites” Mainz, Germany,
dings Structural Faults and Repair. [15] Boersma, P.D., Kaptijn, N. and Nagtegaal, G. Increasing the lifspan of orthotropic steel bridge decks.
tructural-
wings. I like to thank Professor Michael Schmidt and the Scientific Committee for the kind invitation to present this paper as part of the plenary session at the International Symposium on Ultra High Performance Concrete 2004 in Kassel.
8[1] Aarup,B. & Jensen, B.C. Bond Properties of High-Strength Fibre reinforced Concrete. ACI- publication SP-180, Bond and development of Reinforcement, 1998. [2] Andrade, M.C. & Frias, M. & Aarup, B. Durability of Ultra-High Strength Concrete: Compact Reinforced Composite. BHP96 Fourth International Symposium on Utilization of High-Strength/High- Performance Concrete, 29 – 31 May 1996, Paris, France. [3] Arconis Spezial: Reactive Powder Concrete – Reaktionspulverbeton – Ultrahochfester Beton. Arconis
Spezial Band 2. ISBN 3-8167-6265-4. Fraunhofer IRB Verlag 2004. [4] Bache, H.H. High strength concrete development through 25 years. CBL report no. 17. Cement- and
Concrete lab. Aalbor
Journal of The American Ceramic Society V[6] Bache, H.H. Densified cement/ ultra fine particle based materials. The second International conference on superplasticizers in Concrete. Ottawa, Ontario, Canada June 10 – 12 1981. [7] Bache, H.H. Compact Reinforced Composite. CBL Report no. 39. Cement- and Concrete lab. Aal-
borg Portland. crete and Concrete Techn[8] Bache, H.H. Con
[9 Cement- and Concrete lab. Aalborg Portland. May 1987. [10] Bache, H.H. Fracture mechanics in integrated design of new, ultra-strong materials and structures.
CBL-Reprint No. 21. Cement- and Concrete lab. Aalborg Portland. [11] Bache, H.H. Ny Beton – Ny Teknologi Beton – Teknik 08.04.92 CtO Aalborg Portland. [12] Ba June 24 – 26, 1991. [13] Bockhoudt, F. 2003. Concrete gates in the flood barrier (in Dutch). Cement 4/2003. [14] Boersma, P.D., de Jong, F.B.P. 2003. Techniques and solutions for rehabilitation of orthotropic steel bridge decks in the Netherlands. Procee
(in Dutch). Cement 2004 no. 4 [16] Braam, C.R., Kaptijn, N., Buitelaar, P., 2003. HPC as bridgedeck overlay. Technological-, s
and durability aspects. (in Dutch). Cement 2003 no.1.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
[17] Braam, C.R. et al. Research Contec Ferroplan 2002 - 2004. Research reports Stevinlaboratory, Delft
ports Stevinlaboratory, Delft Technical
[19] ense concrete. (in Dutch).
[20] oncrete, Congresso del Concreto 1995, AVICOPRE, Caracas
[21] ance concretes. (in Dutch).
stem
igh Performance Concrete Overlay System
sium on Ultra
d 13191. Offshore Technology Conference, Houston, Texas, 30 April – 3 May
13192. Offshore
EI. Orthotropic Bridge Conference. Sacramento, CA. USA 2004.
of Nordic Concrete Research Meeting, 3 – 6 August 1999, Reykjavik, Iceland.
bition, Bella Center, Copenhagen, Denmark. ltra High
. & Aarup, B. Effect of Microcracks on Durability of Ultra High Strength Concrete. 4th
Technical University. By order of the Civil Engineering Division of the Ministry of Transport. [18] Braam, C.R. et al. Research Contec B250 2002. Research re University. By order of the Civil Engineering Division of the Ministry of Transport.
Buitelaar, P. Densit high performance concretes for very strong and d Cement 1992 no. 11.
Buitelaar, P. Ultra High Strength C Venezuela.
Buitelaar P. Ultra thin white toppings using high strength high perform Cement 1999 nr. 7. [22] Buitelaar, P., 2002. Ultra Thin Heavy Reinforced High Performance Concrete Overlays. 6th International Symposium on Utilization of High Strength / High Performance Concrete, Leipzig,
Germany. [23] Buitelaar, P., Kaptijn, N., Braam, C.R. 2004. Reinforced high performance concrete overlay sy for steel bridges. 5 th. CROW workshop Istanbul, Turkey. [24] Buitelaar, P., Braam, C.R., Kaptijn, N. 2004. Reinforced H for Rehabilitation and Strengthening of Orthotropic Steel bridge decks. Proceedings ASCE/ SEI
Orthotropic Bridge Conference. Sacramento, CA. USA 2004. [25] Buitelaar, P. Heavy Reinforced Ultra High Performance Concrete. International Sympo
High Performance Concrete. Kassel, September 2004. [26] Etterdal, B., Scherf, I., Grigorian, H. Strengthening of Ekofisk Platforms to Ensure Continued an Safe Operation. OTC 2001. [27] Etterdal, B., Askheim, D., Grigorian, H., Gladsø, R. Strengthening of Offshore Steel Components Using High-Strength Grout: Component Testing and Analytical Methods. OTC Technology Conference, Houston, Texas, 30 April – 3 May 2001. [28] Grigorian, H., Scherf, I., Wei Chi Yu., Christensen, Ø. Cost-Efficient Structural Upgrade and Life Extension of Ekofisk Platforms with Use of Modern Reassessment Techniques. OTC 13187. Offshore Technology Conference, Houston, Texas, 30 April – 3 May 2001.
Jensen, B.C. & Aarup, B. Fire resistance of fibre reinforced silica fume based [29] concrete. BHP96 Fourth International Symposium on Utilization of High-Strength/High-Performance Concrete,
29 – 31 May 1996, Paris, France. [30] De Jong F.B.P.,Boersma P.D. 2003. Lifetime calculations for Orthotropic steel bridge decks. Proceedings Structural Faults and Repair. [31] De Jong, F.B.P., Kolstein, M.H. Strengthening a bridge deck with high performance concrete. Proceedings ASCE/ S[32] Juvas, K. & Jumppanen, U.M. & Aarup, B. High performance Concrete at High Temperatures. Proceedings[33 K.L. Hansen, 2001. Offshore wind turbine towers in high strength concrete. European Wind Energy Conference and Exhi[34] Kaptijn, N., 2004. A new bridge deck for the Kaag bridges. International Symposium on U Performance Concrete. Kassel, September 2004. [35] Klinghoffer,O International Symposium on Corrosion of Reinforcement in Concrete Construction. Robison College, Cambridge, 1 – 4 July 1996.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS
[36] Marley, M., Etterdal, B., Grigorian, H. Structural Reliability Assessment of Ekofisk Jackets Under Extreme Loading. OTC 13190. Offshore Technology Conference, Houston, Texas, 30 April – 3 May
[37] paste systems. Materials Research Society
r
m
, potential and prespectives.
. Structural Engineering International 2/2002.
n not mentioned in the references, from: Aalborg Port-ry,
rsity of Tech-
2001. Regourd, M. Microstructure of high strength cement Symposia proceedings No. 42. 1985. Very high strength Cement-Based Materials.
[38] Rossi, P. Ultra-High performance Fibre-Reinforced Concretes. Concrete International Decembe2001.
[39] Tang, Man-Chung, High Performance Concrete – Past, Present and Future. International Symposiu on Ultra High Performance Concrete. Kassel, September 2004. [40] Verschleißschutz-Menue à la carte. Neuer Verbundwerkstoff: Verschleiß-Eigenschaften selbst zusammenstellen. Instandhaltung, Dezember 1985. [41] Walraven, J.C., Designing with ultra high strength concrete; basics International Symposium on Ultra High Performance Concrete. Kassel, September 2004.[42] Wolchuk, R., 2002. Structural Behaviour of Surfacings on Steel Orthotropic Decks and Considerations for Practical Design Photo’s, drawings, data and figures used are, wheland, Anja Bache, Bouygues, Bruil-Ede BV, Composhield A/S, Contec ApS, CRC technology, QuilleDensit A/S, K-P International, Civil Engineering Division of the Ministry of Transport, Univenology Delft, TNO Building and Construction Research, Stacke, Sika, Vds.
Plenary Session International Symposium on UHPC September 13 - 15, 2004, Kassel, Germany. Peter Buitelaar
Downloaded from http://www.ferroplan.com
©2004 Copyright Contec ApS