tp cfb 13_01
TRANSCRIPT
The CFB Technology Benefits in Comparison with Conventional Solid Fuel
Generation Technologies for Utility and Cogeneration Applications
Kalle Nuortimo
Harry Lampenius Anna Khryashcheva
Tobias Boensel
Presented at Russia Power
5-6 March 2013 Moscow, Russia
© Foster Wheeler 2013. All rights reserved.
THE CFB TECHNOLOGY BENEFITS IN COMPARISON WITH CONVENTIONAL SOLID FUEL GENERATION
TECHNOLOGIES FOR UTILITY AND COGENERATION APPLICATIONS
Kalle Nuortimo, Harry Lampenius, Anna Khryashcheva, Tobias Boensel
Foster Wheeler Energia Oy
Relanderinkatu 2, P.O.BOX 201, 78201Varkaus, Finland
ABSTRACT
In recent years, Circulating Fluidized Bed (CFB) technology is becoming the market leader in solid fuel power production sector. In comparison with conventional PC, Grate and BFB technology, CFB is most ideal candidate to be used for large scale power generation and industrial/municipal combined steam and power production with a broad variety of fuels. This paper will discuss the background and reasons for this success. In this paper, we will present the financial and environmental benefits of the technology, available for wide array of Russian solid fuels, by using some examples from Foster Wheeler’s reference base of over 400 CFB boilers, delivered to 36 countries, ranging from smaller industrial units to utility units in the size of 4 x 550 MWe (Samcheok Green Power Project). CFB boilers are ideal for firing solid fuels, such as bituminous- and anthracite coals, lignite, petroleum coke, peat and biomass many of which are used in Russia. The fuel flexibility and fuel switching, as well as co-firing capability give significant economic advantage, allowing to choose/use the most cost effective fuel at any time, firing lower cost local fuels instead of high quality fuels with far transportation. This advantage is especially useful in municipal Heat and Power stations. Moreover, the emission control equipment avoidance benefits in the smaller district heating (CHP) and industrial plants often located in cities are significant. Due to the new requirements for flue gas acids like SOx, HCl, HF, dust and many other multi-pollutants, owners of coal fired, oil fired and RDF fired power plants are continuously evaluating the merits of adding back-end air quality control systems (AQCS). This paper introduces the Basin Dry Fork station project, which entered commercial operation 2011, featuring the best available dry flue gas scrubbing technology (BAT) for the first time worldwide in single unit size for a 420 -450 MWe coal fired boiler plant. Keywords: CFB, Biomass, Renewable energy, Coal firing, Petroleum coke firing, Flue Gas cleaning
INTRODUCTION
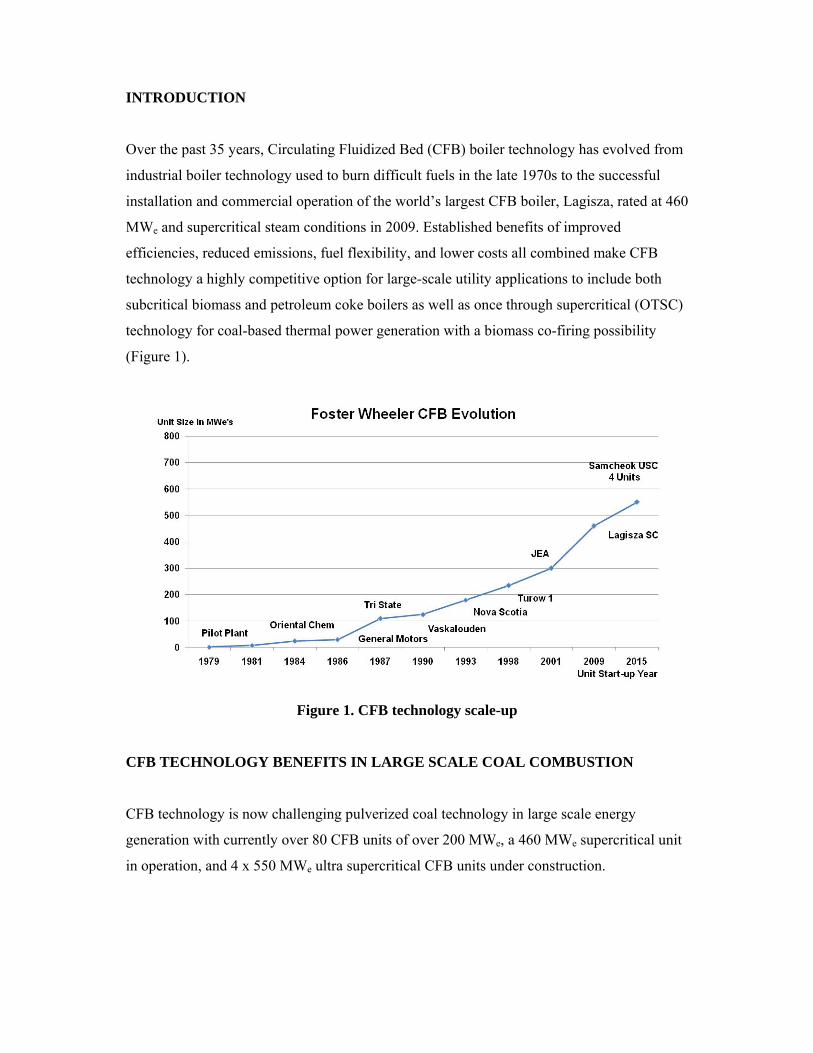
Over the past 35 years, Circulating Fluidized Bed (CFB) boiler technology has evolved from
industrial boiler technology used to burn difficult fuels in the late 1970s to the successful
installation and commercial operation of the world’s largest CFB boiler, Lagisza, rated at 460
MWe and supercritical steam conditions in 2009. Established benefits of improved
efficiencies, reduced emissions, fuel flexibility, and lower costs all combined make CFB
technology a highly competitive option for large-scale utility applications to include both
subcritical biomass and petroleum coke boilers as well as once through supercritical (OTSC)
technology for coal-based thermal power generation with a biomass co-firing possibility
(Figure 1).
Figure 1. CFB technology scale-up
CFB TECHNOLOGY BENEFITS IN LARGE SCALE COAL COMBUSTION
CFB technology is now challenging pulverized coal technology in large scale energy
generation with currently over 80 CFB units of over 200 MWe, a 460 MWe supercritical unit
in operation, and 4 x 550 MWe ultra supercritical CFB units under construction.
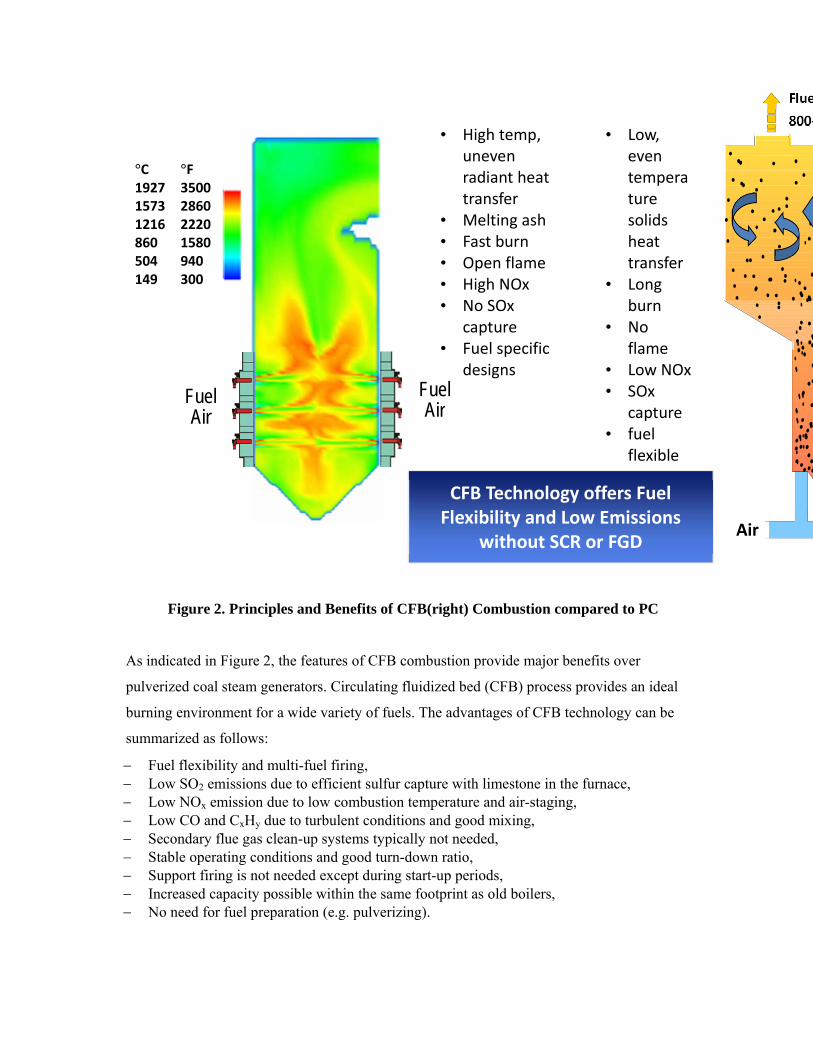
Figure 2. Principles and Benefits of CFB(right) Combustion compared to PC
As indicated in Figure 2, the features of CFB combustion provide major benefits over
pulverized coal steam generators. Circulating fluidized bed (CFB) process provides an ideal
burning environment for a wide variety of fuels. The advantages of CFB technology can be
summarized as follows:
Fuel flexibility and multi-fuel firing, Low SO2 emissions due to efficient sulfur capture with limestone in the furnace, Low NOx emission due to low combustion temperature and air-staging, Low CO and CxHy due to turbulent conditions and good mixing, Secondary flue gas clean-up systems typically not needed, Stable operating conditions and good turn-down ratio, Support firing is not needed except during start-up periods, Increased capacity possible within the same footprint as old boilers, No need for fuel preparation (e.g. pulverizing).
• Low, even temperature solids heat transfer
• Long burn
• No flame
• Low NOx • SOx
capture • fuel
flexible designs
• High temp, uneven radiant heat transfer
• Melting ash • Fast burn • Open flame • High NOx • No SOx
capture • Fuel specific
designs
Flue
800‐
Air
CFB Technology offers Fuel Flexibility and Low Emissions
without SCR or FGD
Fuel Air
Fuel Air
°C °F 1927 3500 1573 2860 1216 2220 860 1580 504 940 149 300
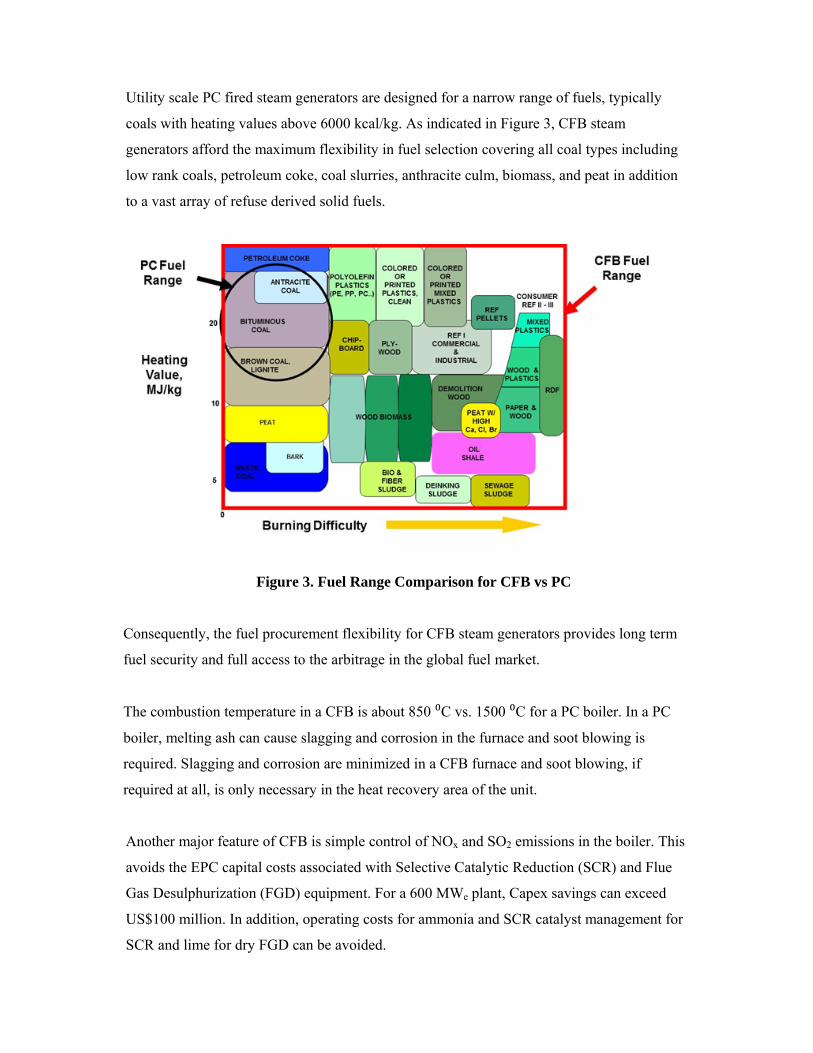
Utility scale PC fired steam generators are designed for a narrow range of fuels, typically
coals with heating values above 6000 kcal/kg. As indicated in Figure 3, CFB steam
generators afford the maximum flexibility in fuel selection covering all coal types including
low rank coals, petroleum coke, coal slurries, anthracite culm, biomass, and peat in addition
to a vast array of refuse derived solid fuels.
Figure 3. Fuel Range Comparison for CFB vs PC
Consequently, the fuel procurement flexibility for CFB steam generators provides long term
fuel security and full access to the arbitrage in the global fuel market.
The combustion temperature in a CFB is about 850 ⁰C vs. 1500 ⁰C for a PC boiler. In a PC
boiler, melting ash can cause slagging and corrosion in the furnace and soot blowing is
required. Slagging and corrosion are minimized in a CFB furnace and soot blowing, if
required at all, is only necessary in the heat recovery area of the unit.
Another major feature of CFB is simple control of NOx and SO2 emissions in the boiler. This
avoids the EPC capital costs associated with Selective Catalytic Reduction (SCR) and Flue
Gas Desulphurization (FGD) equipment. For a 600 MWe plant, Capex savings can exceed
US$100 million. In addition, operating costs for ammonia and SCR catalyst management for
SCR and lime for dry FGD can be avoided.
Latest milestone in OTU CFB technology for coal: Samcheok Green Power 4 x 550 MWe
Foster Wheeler currently has a contract to design and supply four 550 MWe (gross megawatt
electric) CFB steam generators to Hyundai Engineering and Construction for the Samcheok
Green Power Project for Korea Southern Power Co., Ltd. (KOSPO). Contract includes the
design and supply of four 550 MWe advanced vertical tube, once-through supercritical CFB
steam generators (Figure 4) feeding two steam turbines. Full NTP for the project was
received in July 2011.
Figure 4. Samcheok Green Power 4 x 550 MWe
Design details
Samcheok boiler design is based on proven OTU CFB concept. Boiler design is based on
modular structure with identical separator and solids return designs. Steam circuit is
generally the same as in Łagisza, Poland, 460 MWe boiler with advanced steam parameters
(temperature) and optimized steam circuit design. Boiler material requirements for most
sections of the boiler are very conventional, and normal boiler materials can be used.
Furthermore, the design is free of T24-steel.
The CFB steam generators will be designed to burn coal mixed with biomass while meeting
stringent environmental requirements. Boiler design fuel is sub-bituminous coal from several
international coal mines, mainly from Indonesia. Boilers can also co-fire wood pellets.

Auxiliary equipment
The fuel and limestone feeding systems are based on volumetric equipment that has proven
to be reliable in reference plant operation. Feeding points are located symmetrically to each
furnace section to ensure uniform combustion in furnace.
The bottom ash extraction system is based on water cooled screw and chain conveyors, also a
proven technology used in various coal fired units. Equipment capacities are selected so that
single feeding or extraction line failure does not effect to plant’s availability.
The primary air fans are inlet vane controlled radial fans which is proven solution in number
of large scale units. Secondary air as well as flue gas fans are axial type in order to gain high
fan efficiency.
Steam parameters
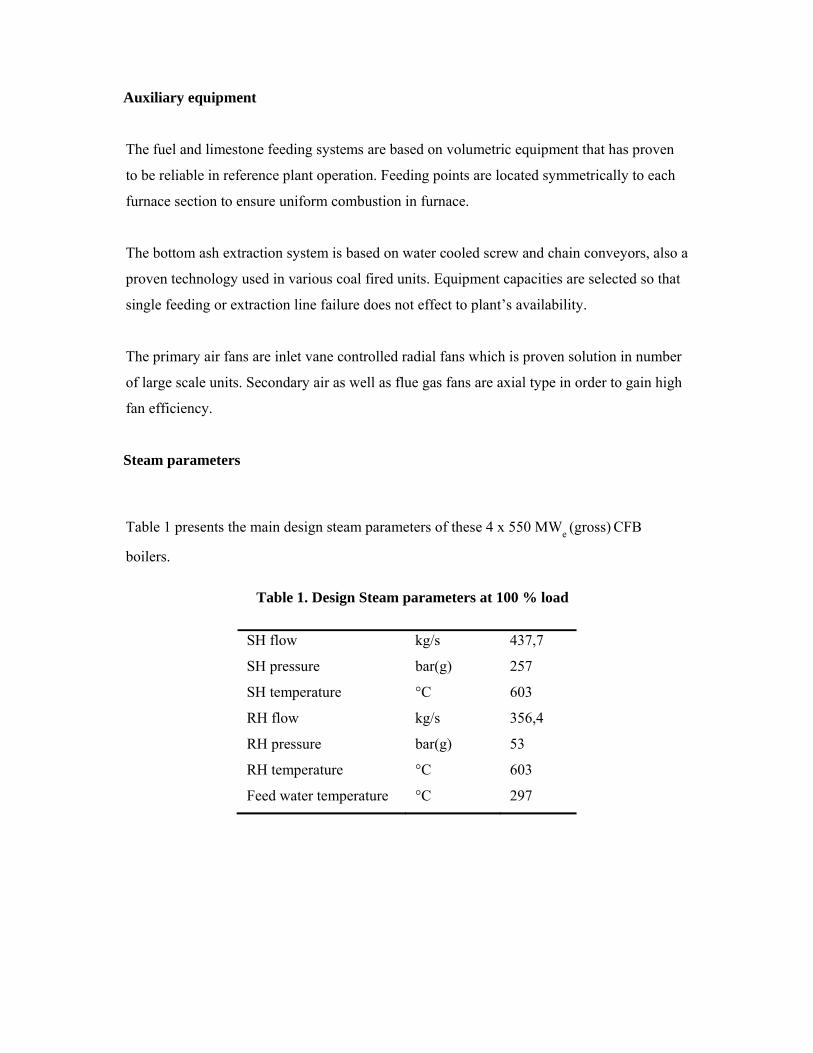
Table 1 presents the main design steam parameters of these 4 x 550 MWe (gross)
CFB
boilers.
Table 1. Design Steam parameters at 100 % load
SH flow kg/s 437,7
SH pressure bar(g) 257
SH temperature °C 603
RH flow kg/s 356,4
RH pressure bar(g) 53
RH temperature °C 603
Feed water temperature °C 297
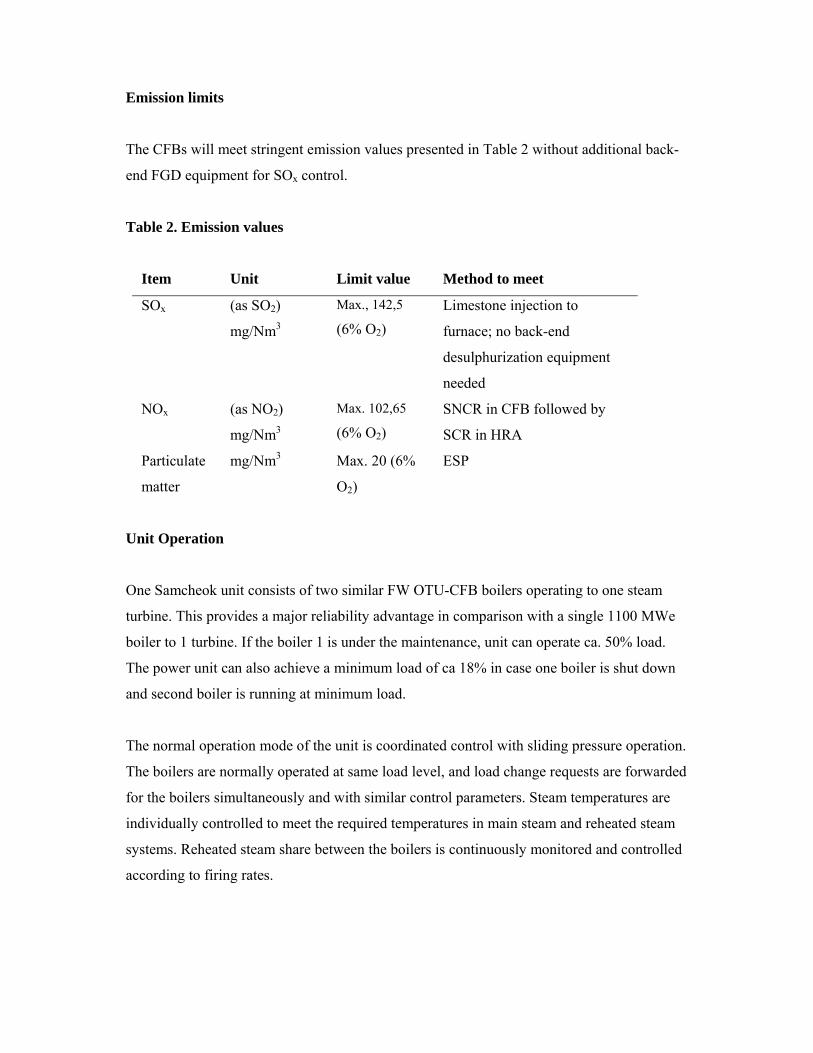
Emission limits
The CFBs will meet stringent emission values presented in Table 2 without additional back-
end FGD equipment for SOx control.
Table 2. Emission values
Item Unit Limit value Method to meet
SOx (as SO2)
mg/Nm3
Max., 142,5
(6% O2)
Limestone injection to
furnace; no back-end
desulphurization equipment
needed
NOx (as NO2)
mg/Nm3
Max. 102,65
(6% O2)
SNCR in CFB followed by
SCR in HRA
Particulate
matter
mg/Nm3 Max. 20 (6%
O2)
ESP
Unit Operation
One Samcheok unit consists of two similar FW OTU-CFB boilers operating to one steam
turbine. This provides a major reliability advantage in comparison with a single 1100 MWe
boiler to 1 turbine. If the boiler 1 is under the maintenance, unit can operate ca. 50% load.
The power unit can also achieve a minimum load of ca 18% in case one boiler is shut down
and second boiler is running at minimum load.
The normal operation mode of the unit is coordinated control with sliding pressure operation.
The boilers are normally operated at same load level, and load change requests are forwarded
for the boilers simultaneously and with similar control parameters. Steam temperatures are
individually controlled to meet the required temperatures in main steam and reheated steam
systems. Reheated steam share between the boilers is continuously monitored and controlled
according to firing rates.
Project status
The project is proceeding well, and when the first CFB unit enters commercial operation in
2015, it will be the world's largest and most advanced CFB, with a new level of fuel
flexibility, reliability and environmental performance.
Design study of a 800 MWe CFB
Łagisza 460MWe OTU boiler has validated supercritical CFB design platform by providing a
solid base for the further scale-up of the CFB technology. Today, supercritical CFB up to
scale 800 MWe in size is offered for bituminous coal, meeting the highest requirements for
plant efficiency and environmental performance.
CFB TECHNOLOGY ADVANTAGES IN FIRING RUSSIAN SOLID FUELS
CFB boilers are ideal for firing solid fuels, such as bituminous and anthracite coals, lignite,
petroleum coke, peat and biomass many of which are used in Russia. The fuel flexibility and
fuel switching capability gives significant economic advantage, allowing flexibility to choose
the most cost effective fuel at any time, firing lower cost local fuels instead of high quality
coals with high transportation cost.
In the following chapters, suitability and Foster Wheelers’s experience of CFB technology
for various fuels are highlighted.
Bituminous coals
The use of CFB technology is largest for bituminous coals (like Kuznetsk and Ekibastuz
coals) with over 200 references worldwide. In several projects the possibility to fire a
multitude of different coals from different mines has been one of the main drivers for using
CFB in these power plants. A good example of this is the largest CFB in operation, the 460
MWe Lagisza power plant in Poland. In some cases the co-firing of biomass, peat, petroleum
coke, RDF, sludges etc., has also been used. The latest and most advanced project in this
group is the Samcheok project presented earlier in this paper.
Low volatile solid fuels (e.g. Rostov area anthracite)
The circulation of the bed with the fuel in the combustion chamber in a CFB provides the
possibility for a good burn out even for low volatile coals. FW has gained a good experience
from the delivery of 35 boilers firing anthracite or anthracite waste coal. The size range of
these references start from industrial sizes (12 MWe) up to 330 MWe supercritical unit in
Novocherkasskaya GRES Unit No 9.
The partnership of Russian boiler supplier EM-Alliance and Foster Wheeler was awarded the
Novocherkasskaya CFB boiler (Figure 5) by the OGK 6. In the selection of supercritical CFB
combustion technology with 565/565 ⁰C steam temperatures (Table 3) the important goals for
OGK 6 were to choose a technology that can burn the low volatile anthracite efficiently
without any support fuel while meeting the environmental requirements. In addition to this,
the boiler had to be able to fire Kuznetsk coal and co fire anthracite coal washery waste
(Table 4).
The boiler deliveries are completed and the boiler is under construction.
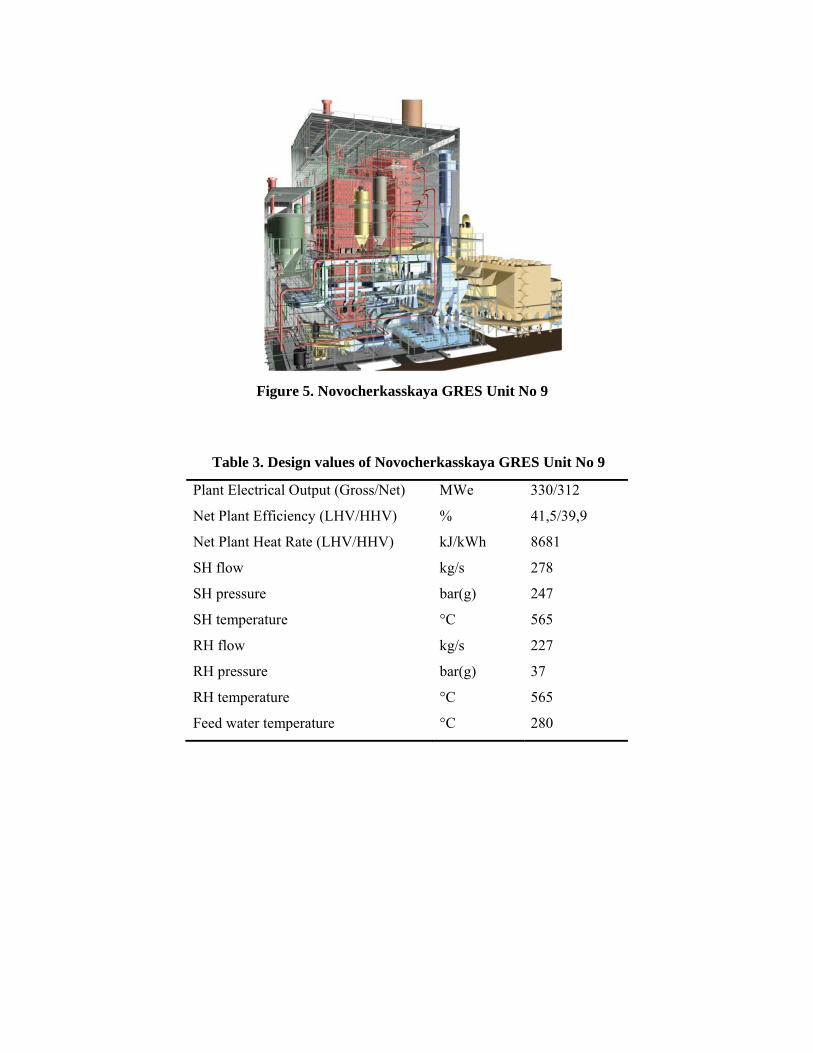
Figure 5. Novocherkasskaya GRES Unit No 9
Table 3. Design values of Novocherkasskaya GRES Unit No 9
Plant Electrical Output (Gross/Net) MWe 330/312
Net Plant Efficiency (LHV/HHV) % 41,5/39,9
Net Plant Heat Rate (LHV/HHV) kJ/kWh 8681
SH flow kg/s 278
SH pressure bar(g) 247
SH temperature °C 565
RH flow kg/s 227
RH pressure bar(g) 37
RH temperature °C 565
Feed water temperature °C 280
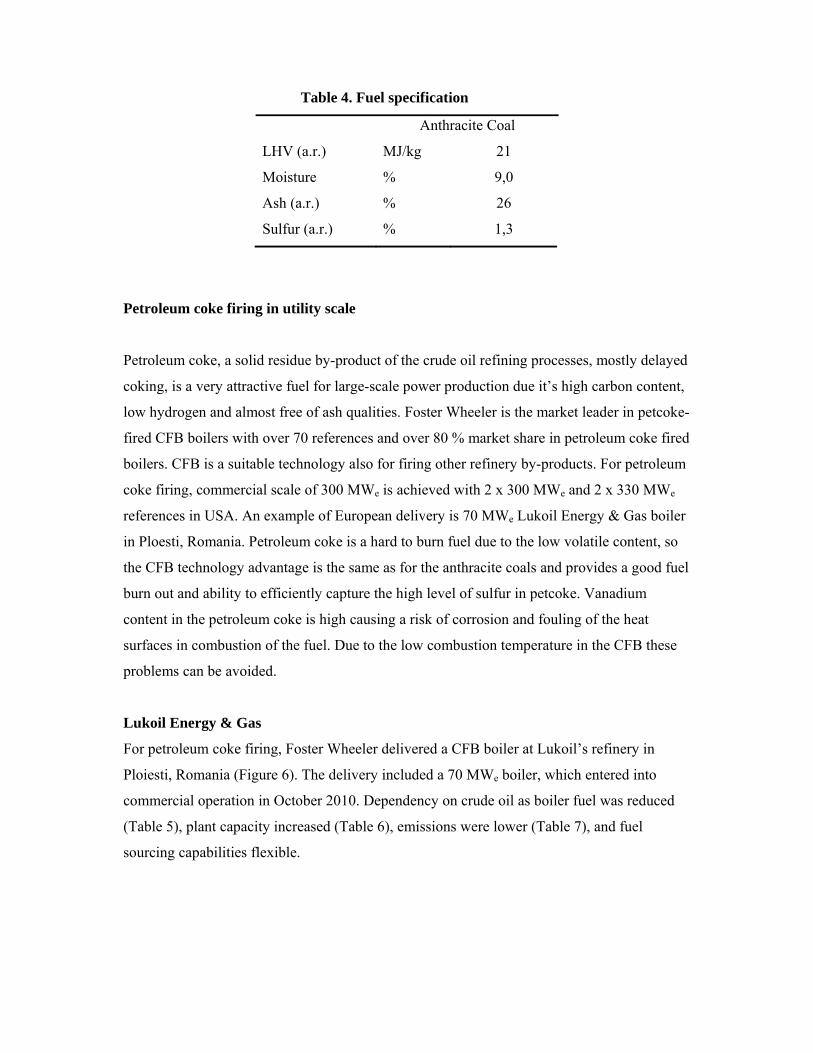
Table 4. Fuel specification
Anthracite Coal
LHV (a.r.) MJ/kg 21
Moisture % 9,0
Ash (a.r.) % 26
Sulfur (a.r.) % 1,3
Petroleum coke firing in utility scale
Petroleum coke, a solid residue by-product of the crude oil refining processes, mostly delayed
coking, is a very attractive fuel for large-scale power production due it’s high carbon content,
low hydrogen and almost free of ash qualities. Foster Wheeler is the market leader in petcoke-
fired CFB boilers with over 70 references and over 80 % market share in petroleum coke fired
boilers. CFB is a suitable technology also for firing other refinery by-products. For petroleum
coke firing, commercial scale of 300 MWe is achieved with 2 x 300 MWe and 2 x 330 MWe
references in USA. An example of European delivery is 70 MWe Lukoil Energy & Gas boiler
in Ploesti, Romania. Petroleum coke is a hard to burn fuel due to the low volatile content, so
the CFB technology advantage is the same as for the anthracite coals and provides a good fuel
burn out and ability to efficiently capture the high level of sulfur in petcoke. Vanadium
content in the petroleum coke is high causing a risk of corrosion and fouling of the heat
surfaces in combustion of the fuel. Due to the low combustion temperature in the CFB these
problems can be avoided.
Lukoil Energy & Gas
For petroleum coke firing, Foster Wheeler delivered a CFB boiler at Lukoil’s refinery in
Ploiesti, Romania (Figure 6). The delivery included a 70 MWe boiler, which entered into
commercial operation in October 2010. Dependency on crude oil as boiler fuel was reduced
(Table 5), plant capacity increased (Table 6), emissions were lower (Table 7), and fuel
sourcing capabilities flexible.
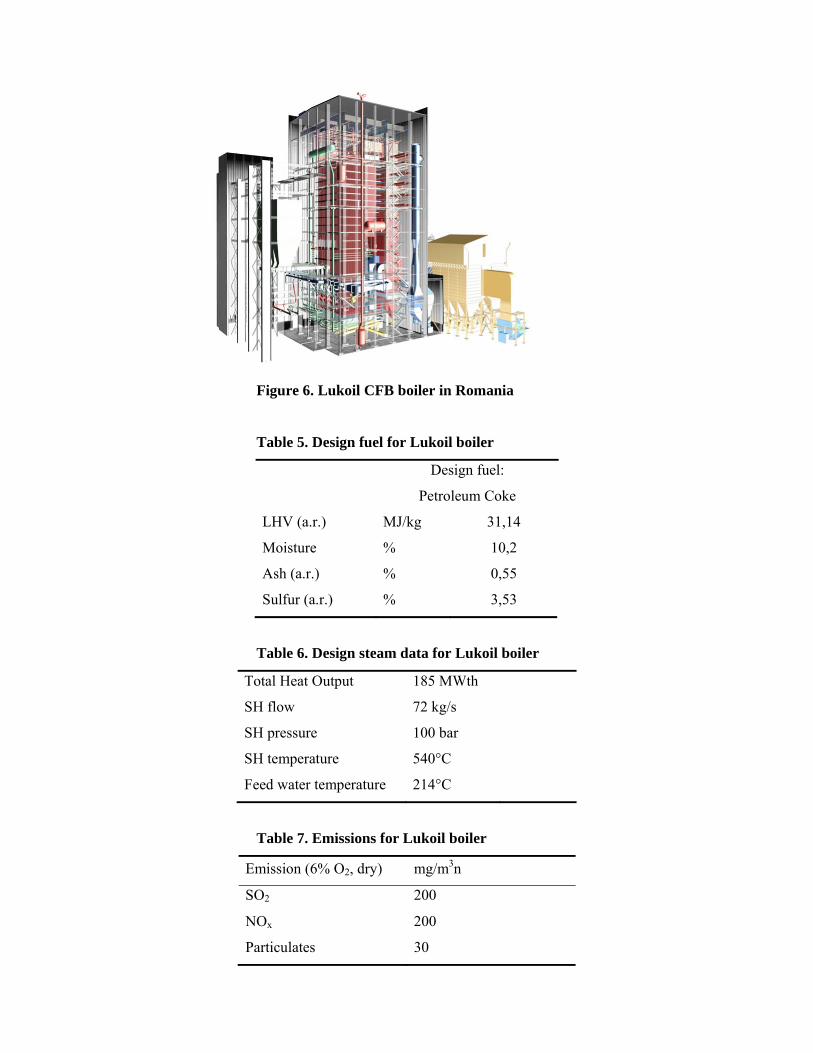
Figure 6. Lukoil CFB boiler in Romania
Table 5. Design fuel for Lukoil boiler
Design fuel:
Petroleum Coke
LHV (a.r.) MJ/kg 31,14
Moisture % 10,2
Ash (a.r.) % 0,55
Sulfur (a.r.) % 3,53
Table 6. Design steam data for Lukoil boiler
Total Heat Output 185 MWth
SH flow 72 kg/s
SH pressure 100 bar
SH temperature 540°C
Feed water temperature 214°C
Table 7. Emissions for Lukoil boiler
Emission (6% O2, dry) mg/m3n
SO2 200
NOx 200
Particulates 30
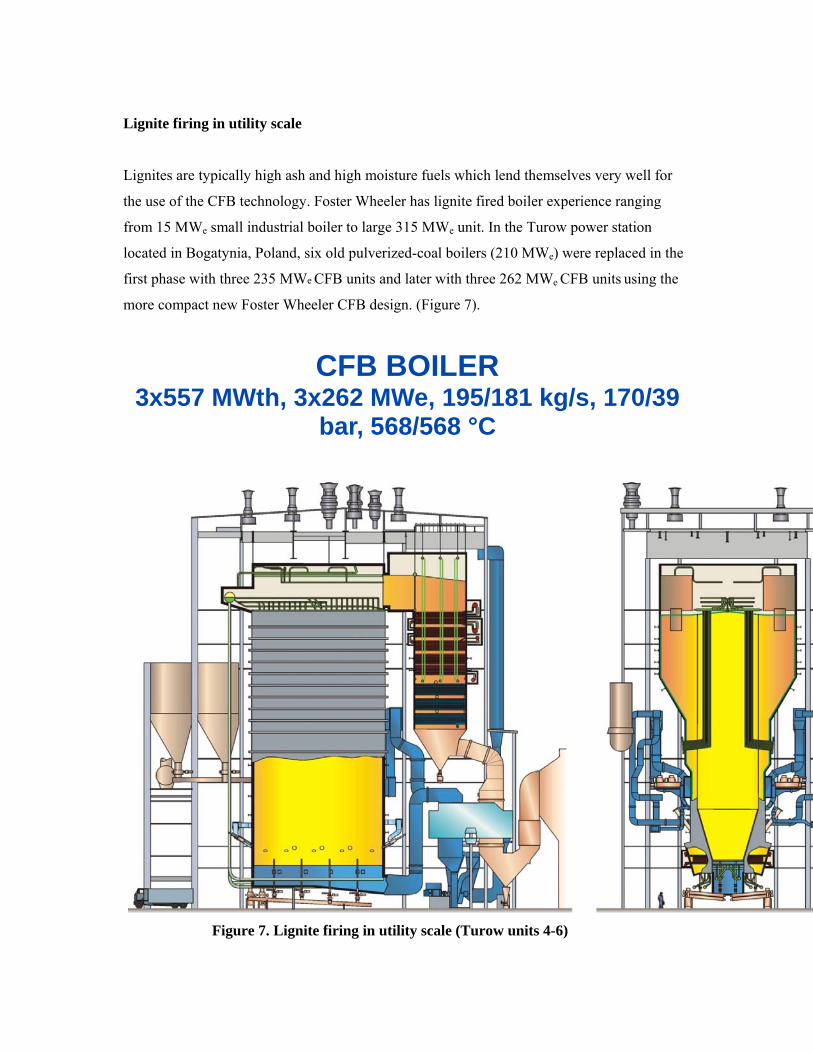
Lignite firing in utility scale
Lignites are typically high ash and high moisture fuels which lend themselves very well for
the use of the CFB technology. Foster Wheeler has lignite fired boiler experience ranging
from 15 MWe small industrial boiler to large 315 MWe unit. In the Turow power station
located in Bogatynia, Poland, six old pulverized-coal boilers (210 MWe) were replaced in the
first phase with three 235 MWe CFB units and later with three 262 MWe CFB units using the
more compact new Foster Wheeler CFB design. (Figure 7).
Figure 7. Lignite firing in utility scale (Turow units 4-6)
CFB BOILER
3x557 MWth, 3x262 MWe, 195/181 kg/s, 170/39 bar, 568/568 °C
Biomass firing
In Europe, biomass is promoted because it is a renewable fuel source and CO2 neutral.
Biomass, in the form of wood chips, forestry waste, agricultural waste, and wood pellets can
be utilized by using Fluid bed technologies, bubbling bed (BFB) and Circulating Fluidized
bed (CFB).
For small scale projects with only wood or wood waste the BFB technology is normally
used. At the larger scale, where efficiency becomes important and the flexibility for co-firing
coals or agricultural waste is needed, the CFB technology is more suitable. A good example
project for the latter case is the power plant Polaniec described below.
Polaniec biomass project
The increase of biomass utilization in energy production has created a demand for large scale
biomass firing power plants and the demand to utilize the agricultural biomass in addition to
virgin biomass in energy production. GDF Suez Energia Polska S.A. has awarded the utility
Połaniec Power plant project in April 2010. Combustion technology is based on the Advanced
Bio CFB (ABC) technology (Figure 8). Połaniec is a 205 MWe/447 MWth, 158.3/135.1 kg/s,
535/535 ºC and 127.5/19.5 bar(a) utility boiler that operates on a broad range of biomass fuels
while targeting highest efficiency and availability achievable in accordance with Polish
regulations. Such regulations set the proportion of agro biomass to a minimum of 20 % under
the condition that the plant is in operation by the end of 2012.
Figure 8. Advanced Bio CFB’s in Polaniec – site.
Initial operational experiences have been excellent with a smooth boiler commissioning in
4Q, 2012. The commercial operation date was reached six weeks ahead of the contractual
milestone on November 15th. The boiler has operated well with various fuel mixes, and with
high efficiency. New agro biomass fuels are being continuously tested with customer.
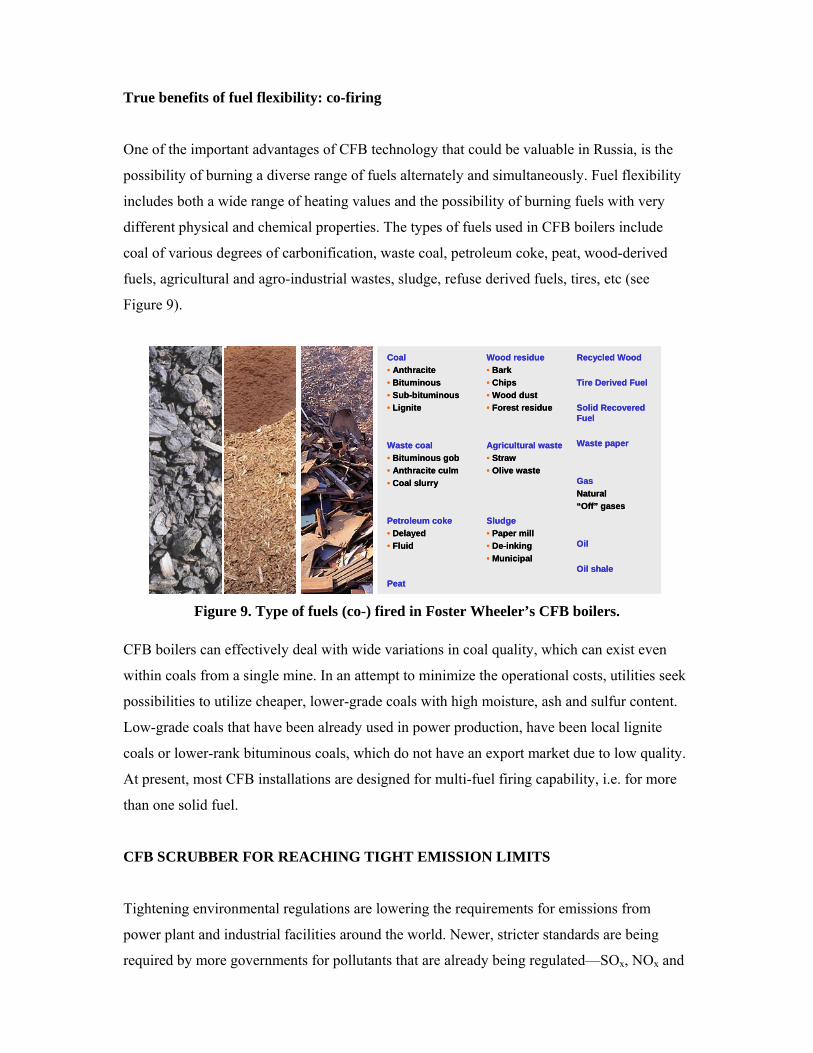
True benefits of fuel flexibility: co-firing
One of the important advantages of CFB technology that could be valuable in Russia, is the
possibility of burning a diverse range of fuels alternately and simultaneously. Fuel flexibility
includes both a wide range of heating values and the possibility of burning fuels with very
different physical and chemical properties. The types of fuels used in CFB boilers include
coal of various degrees of carbonification, waste coal, petroleum coke, peat, wood-derived
fuels, agricultural and agro-industrial wastes, sludge, refuse derived fuels, tires, etc (see
Figure 9).
Figure 9. Type of fuels (co-) fired in Foster Wheeler’s CFB boilers.
CFB boilers can effectively deal with wide variations in coal quality, which can exist even
within coals from a single mine. In an attempt to minimize the operational costs, utilities seek
possibilities to utilize cheaper, lower-grade coals with high moisture, ash and sulfur content.
Low-grade coals that have been already used in power production, have been local lignite
coals or lower-rank bituminous coals, which do not have an export market due to low quality.
At present, most CFB installations are designed for multi-fuel firing capability, i.e. for more
than one solid fuel.
CFB SCRUBBER FOR REACHING TIGHT EMISSION LIMITS
Tightening environmental regulations are lowering the requirements for emissions from
power plant and industrial facilities around the world. Newer, stricter standards are being
required by more governments for pollutants that are already being regulated—SOx, NOx and
Recycled Wood
Tire Derived Fuel
Solid Recovered Fuel
Waste paper
Gas
Natural
“Off” gases
Oil
Oil shale
Wood residue
• Bark
• Chips
• Wood dust
• Forest residue
Agricultural waste
• Straw
• Olive waste
Sludge
• Paper mill
• De-inking
• Municipal
Coal
• Anthracite
• Bituminous
• Sub-bituminous
• Lignite
Waste coal
• Bituminous gob
• Anthracite culm
• Coal slurry
Petroleum coke
• Delayed
• Fluid
Peat
Recycled Wood
Tire Derived Fuel
Solid Recovered Fuel
Waste paper
Gas
Natural
“Off” gases
Oil
Oil shale
Wood residue
• Bark
• Chips
• Wood dust
• Forest residue
Agricultural waste
• Straw
• Olive waste
Sludge
• Paper mill
• De-inking
• Municipal
Coal
• Anthracite
• Bituminous
• Sub-bituminous
• Lignite
Waste coal
• Bituminous gob
• Anthracite culm
• Coal slurry
Petroleum coke
• Delayed
• Fluid
Peat
particulate matter. In addition, metals, acid gases, and organic compounds are setting
requirements for flue gas cleaning systems.
Due to the new requirements for flue gas acids like SOx,HCl, HF, dust and many other multi-
pollutants, owners of coal fired, oil fired and waste fired power plants are continuously
evaluating the merits of adding back-end air quality control systems (AQCS).
The dry technology of Circulating Fluidized Bed Scrubbing (CFBS) is a viable pathway for
addressing multi-pollutant control in a cost effective manner and is well suited for retrofitting
of existing power plants. Construction costs can be reduced as the major system components
can be pre-assembled on the ground and lifted into place during system erection. The
technology provides high pollutant removal efficiencies up to 99 % for SO2, SO3, HCl and
HF. Further the absorber/fabric filter arrangement is highly adaptable for sorbent injection for
removal of heavy metals including mercury.
Basin Dry Fork station project, located in Gillette, Wyoming, USA (Figure 10), which entered
commercial operation 2011, featured best available dry flue gas scrubbing technology (BAT)
for the first time worldwide in single unit size for a 420 MWe coal fired boiler plant (520
MWe equivalent at sea level condition). Compared to wet FGD, the main advantages of this
technology are up to 30 % less water consumption, the high removal efficiencies of SO2, SO3
and H2SO4 in particular, the assured product utilization for landfill at the nearby opencast coal
mine and significantly lower investment costs (up to 50 %).
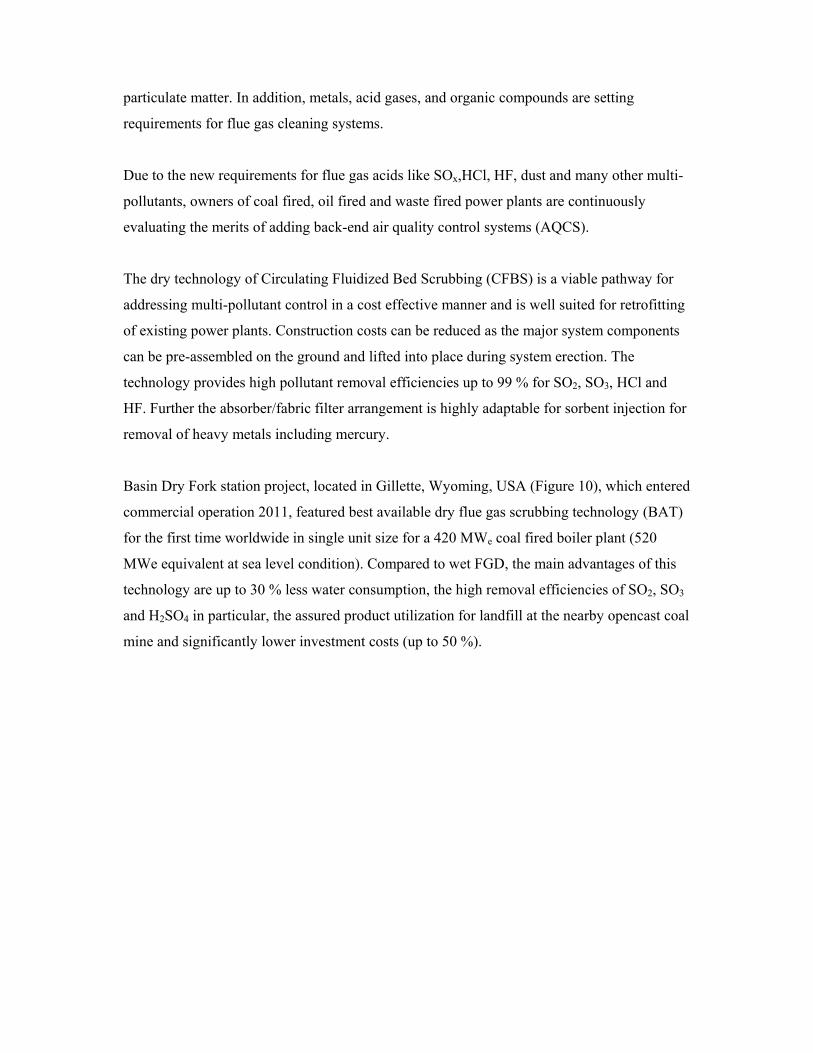
Figure 10. CFB Scrubber Process Flow schematic, Dry Flow Station
As presented in Figure 10, the absorber vessel is a self cleaning CFB upflow reactor wherein
all reactants are introduced at the bottom of the vessel along with a large portion of particulate
solids collected from a downstream fabric filter. SO2 and SO3 enter with the boiler flue gas,
and the hydrated lime reagent is then introduced to the absorber above the entry point of the
flue gas. The turbulator absorber wall surfaces provide high mixing and pollutant capture
efficiency as reactants move to the top of the absorber. The gas is cooled by evaporation of a
spray of low quality water injected into the absorber. The ratio of hydrated lime, recycled
particulate, and, if necessary, fly ash solids to spray water is approximately 20:1 translating
into extremely high surface area for conversion of SO2 and SO3 to calcium sulfate and
calcium sulfite. The process does not require peripheral equipment such as rotary atomizers,
spray spargers, or mist eliminators utilized in conventional dry or wet scrubbers. From the
fabric filter clean flue gas is directed to the stack with almost no emissions left.
Commercial operation of the FWGW Dry CFB began in June 2011. The first operation
experiences of Basin Dry Fork station project have been excellent. The technology is able to
meet the strict emission requirements and even more.
Summary
Over the past 35 years, circulating fluidized bed (CFB) boiler technology has evolved from
industrial boiler technology used to burn difficult fuels to utility size, latest reference being
Samcheok 4 x 550 MWe project. Established benefits include fuel flexibility and multi-fuel
firing in addition to low SO2, and NOx emissions without secondary flue gas clean-up systems.
When Russian solid fuels are considered, CFB boilers are ideal for several solid fuels, such as
bituminous- and anthracite coals, lignite, petroleum coke, peat and biomass. The fuel
flexibility and fuel switching, as well as co-firing capability give significant economic
advantage, allowing to choose/use the most cost effective fuel at any time, firing lower cost
local fuels instead of high quality fuels with far transportation.
Basin CFB scrubber entered commercial operation 2011, featuring best available dry flue gas
scrubbing technology (BAT) for the first time worldwide in single unit size over 500 MWe for
a coal fired boiler plant. First operation experiences of Basin Dry Fork station project have
been excellent.