toczenie gwintów - poltra · gwinty lewoskrętne oznaczone są literami lh. skok zwoju skok skok...
TRANSCRIPT

Płytki do toczenia gwintów
Oprawki tokarskie do gwintów
Płytki do frezowania gwintów
Frezy palcowe do gwintów
D10D11D12D14D16D18D18D18D19D19D19D20D20D21D22D22D22D23D23D23
D24D25D26
D27D37D42
D43
D54
Zarys częściowy 60° zarys częściowy 55°
Metryczny ISO Amerykański UN
Whit Worth'aBrytyjski standardowy gwint do rur
Znormalizowany gwint do rurZnormalizowany gwint do rur - Suche uszczelnienie
Okrągły DIN405 Trapezowy DIN103
Amerykański ACME Gwint o zmniejszonej głębokości ACME
UNJ Amerykański trapezowy niesymetryczny
Brytyjski trapezowy niesymetryczny Metryczny trapezowy niesymetryczny
APIAPI trapezowy niesymetryczny rurowy
API rurowy okrągły i rurowyGwinty specjalne
Oprawki zewnętrzne Oprawki wewnętrzne
Oprawki pionowe
Płytki do frezowania gwintów – Informacje technicznePłytki do frezowania gwintów
Oprawki do frezowania gwintów
Frezy palcowe do gwintów – Informacje techniczne
Frezy palcowe do gwintów
System oznaczeń płytek do toczenia gwintówSystem oznaczeń wewnętrznego/zewnętrznego toczenia gwintów
Toczenie gwintów – Informacje technicznePłytki do gwintowania z łamaczmi
D02D02D03D09
DToczenie gwintów
D
02D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówToczenie gwintów – informacje techniczne
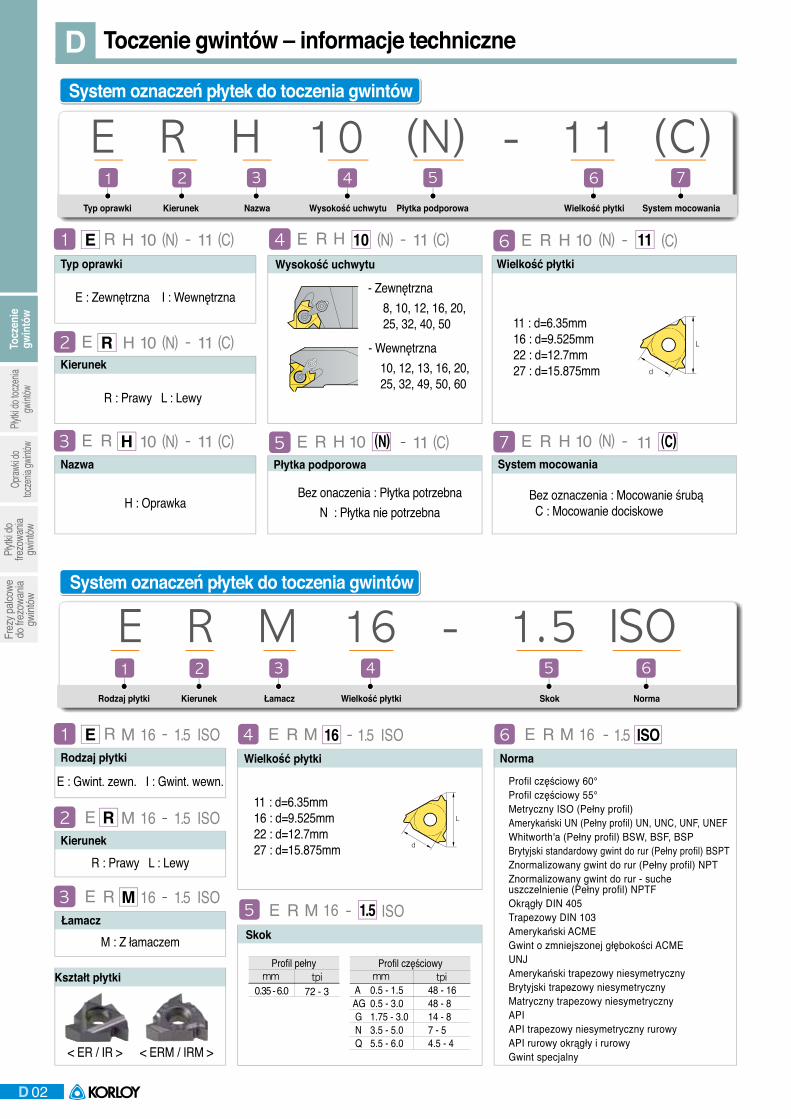
System oznaczeń płytek do toczenia gwintów
E R H 10 (N) - 11 (C)Wielkość płytkiPłytka podporowaTyp oprawki
1Kierunek
2Wysokość uchwytu
4 6Nazwa
3 5System mocowania
7
Płytka podporowa Nazwa
Kierunek
R : Prawy L : Lewy
Typ oprawki
E : Zewnętrzna I : Wewnętrzna
Wysokość uchwytu Wielkość płytki
11 : d=6.35mm 16 : d=9.525mm 22 : d=12.7mm 27 : d=15.875mm
System mocowania
Bez onaczenia : Płytka potrzebnaN : Płytka nie potrzebnaH : Oprawka Bez oznaczenia : Mocowanie śrubą
C : Mocowanie dociskowe
- Zewnętrzna 8, 10, 12, 16, 20, 25, 32, 40, 50
- Wewnętrzna 10, 12, 13, 16, 20, 25, 32, 49, 50, 60
H
H
10
10
10
(N)
(N)
(N)
(N) (N)
(N)
11
11
11
11
11 11
(C)
(C)
(C)
(C)
(C)
(C)R
E
E
E
E
E
ER
R
R
R
R
H
H
H
H10
10
10
E
R
H
10 11
(N) (C)
1
2
3
4
5
6
7
M
16
16
16
1.5
1.5
1.5 1.5
ISO
ISO
ISO
ISOR
R R
R
M M 16
M
E
E
E E
E
System oznaczeń płytek do toczenia gwintów
E R M 16 - 1.5 ISORodzaj płytki Kierunek Łamacz Wielkość płytki
1 2 3 4
R
M
16 ISO
1.5
Rodzaj płytki
E : Gwint. zewn. I : Gwint. wewn. Wielkość płytki
11 : d=6.35mm16 : d=9.525mm22 : d=12.7mm27 : d=15.875mm
Norma
Profil częściowy 60°Profil częściowy 55°Metryczny ISO (Pełny profil)Amerykański UN (Pełny profil) UN, UNC, UNF, UNEFWhitworth'a (Pełny profil) BSW, BSF, BSPBrytyjski standardowy gwint do rur (Pełny profil) BSPTZnormalizowany gwint do rur (Pełny profil) NPTZnormalizowany gwint do rur - suche uszczelnienie (Pełny profil) NPTFOkrągły DIN 405Trapezowy DIN 103Amerykański ACMEGwint o zmniejszonej głębokości ACMEUNJAmerykański trapezowy niesymetrycznyBrytyjski trapezowy niesymetrycznyMatryczny trapezowy niesymetryczny APIAPI trapezowy niesymetryczny rurowyAPI rurowy okrągły i rurowyGwint specjalny
Kierunek
R : Prawy L : Lewy
Łamacz
M : Z łamaczem Skok
Profil pełny
0.35 - 6.0mm tpi
72 - 3
Profil częściowy
A 0.5 - 1.5AG 0.5 - 3.0 G 1.75 - 3.0 N 3.5 - 5.0 Q 5.5 - 6.0
48 - 1648 - 814 - 87 - 54.5 - 4
mm tpi··
6Skok Norma
5
M 16 1.5 ISORE1
2
3
4 6
5
Kształt płytki
< ER / IR > < ERM / IRM >
D
03D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówToczenie gwintów – informacje techniczne
Obróbka gwintu potrójnego
Rodzaj zarysu płytki
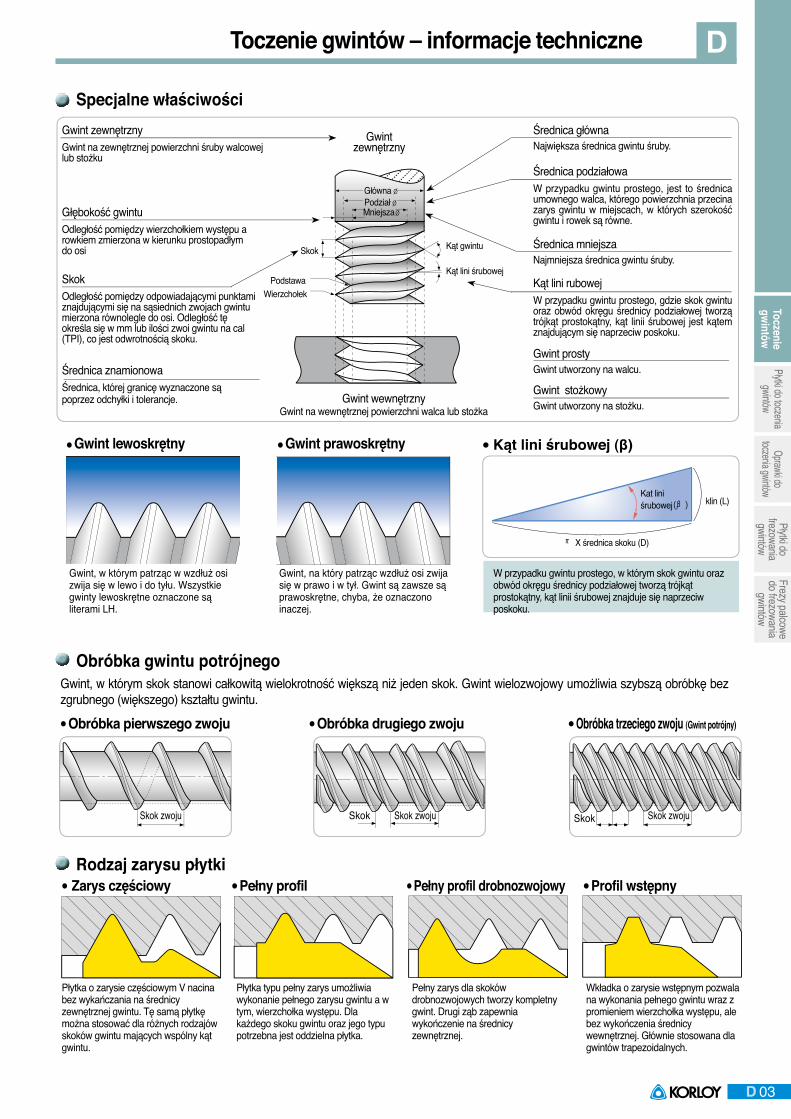
Specjalne właściwości
Gwint zewnętrzny
Gwint wewnętrznyGwint na wewnętrznej powierzchni walca lub stożka
Gwint zewnętrznyGwint na zewnętrznej powierzchni śruby walcowej lub stożku
Średnica głównaNajwiększa średnica gwintu śruby.
Głębokość gwintuOdległość pomiędzy wierzchołkiem występu a rowkiem zmierzona w kierunku prostopadłym do osi
SkokOdległość pomiędzy odpowiadającymi punktami znajdującymi się na sąsiednich zwojach gwintu mierzona równolegle do osi. Odległość tę określa się w mm lub ilości zwoi gwintu na cal (TPI), co jest odwrotnością skoku.
Kąt lini rubowejW przypadku gwintu prostego, gdzie skok gwintu oraz obwód okręgu średnicy podziałowej tworzą trójkąt prostokątny, kąt linii śrubowej jest kątem znajdującym się naprzeciw poskoku.
Gwint prostyGwint utworzony na walcu.
Gwint stożkowyGwint utworzony na stożku.
Średnica znamionowaŚrednica, której granicę wyznaczone są poprzez odchyłki i tolerancje.
Średnica podziałowaW przypadku gwintu prostego, jest to średnica umownego walca, którego powierzchnia przecina zarys gwintu w miejscach, w których szerokość gwintu i rowek są równe.
Średnica mniejszaNajmniejsza średnica gwintu śruby.
Główna ØPodział ØMniejsza Ø
Skok
Kąt lini śrubowej
Kąt gwintu
PodstawaWierzchołek
π X średnica skoku (D)
Kat lini śrubowej(β) klin (L)
Gwint, w którym patrząc w wzdłuż osi zwija się w lewo i do tyłu. Wszystkie gwinty lewoskrętne oznaczone są literami LH.
Skok zwoju Skok zwojuSkok Skok
W przypadku gwintu prostego, w którym skok gwintu oraz obwód okręgu średnicy podziałowej tworzą trójkąt prostokątny, kąt linii śrubowej znajduje się naprzeciw poskoku.
Gwint, na który patrząc wzdłuż osi zwija się w prawo i w tył. Gwint są zawsze są prawoskrętne, chyba, że oznaczono inaczej.
● Gwint lewoskrętny ● Gwint prawoskrętny ● Kąt lini śrubowej (β)
Płytka o zarysie częściowym V nacina bez wykańczania na średnicy zewnętrznej gwintu. Tę samą płytkę można stosować dla różnych rodzajów skoków gwintu mających wspólny kąt gwintu.
Płytka typu pełny zarys umożliwia wykonanie pełnego zarysu gwintu a w tym, wierzchołka występu. Dla każdego skoku gwintu oraz jego typu potrzebna jest oddzielna płytka.
Pełny zarys dla skoków drobnozwojowych tworzy kompletny gwint. Drugi ząb zapewnia wykończenie na średnicy zewnętrznej.
Wkładka o zarysie wstępnym pozwala na wykonania pełnego gwintu wraz z promieniem wierzchołka występu, ale bez wykończenia średnicy wewnętrznej. Głównie stosowana dla gwintów trapezoidalnych.
● Zarys częściowy ● Pełny profil ● Pełny profil drobnozwojowy ● Profil wstępny
Gwint, w którym skok stanowi całkowitą wielokrotność większą niż jeden skok. Gwint wielozwojowy umożliwia szybszą obróbkę bez zgrubnego (większego) kształtu gwintu.● Obróbka pierwszego zwoju ● Obróbka drugiego zwoju ● Obróbka trzeciego zwoju (Gwint potrójny)
Skok zwoju
D
04D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
Posuw w kierunku uchwytu
Standardowy kąt lini śrubowej
Standardowy kąt gniazda oprawki narzędzia.
Kąt płytki podporowej
Posu
w w
kieru
nku
uchw
ytu
Posu
w w
kieru
nku
koni
ka
Posuw P*[mm]
Posuw P*[tpi]
Średnica skoku [mm]
Oprawki specjalne
Standardowy kąt gniazda oprawki narzędzia.
Odwrócony kąt lini śrubowej
Posuw w kierunku konika
Kąt płytki podporowej
Oprawkispecjalne
LS g
wint
/LR
narz
ędzie
PS g
wint
/PS
narz
ędzie
PS g
wint
/LS
narz
ędzie
LS g
wint
/PS
narz
ędzie
Toczenie gwintów – Informacje techniczne
P × Nπ × Dβ = tan-1
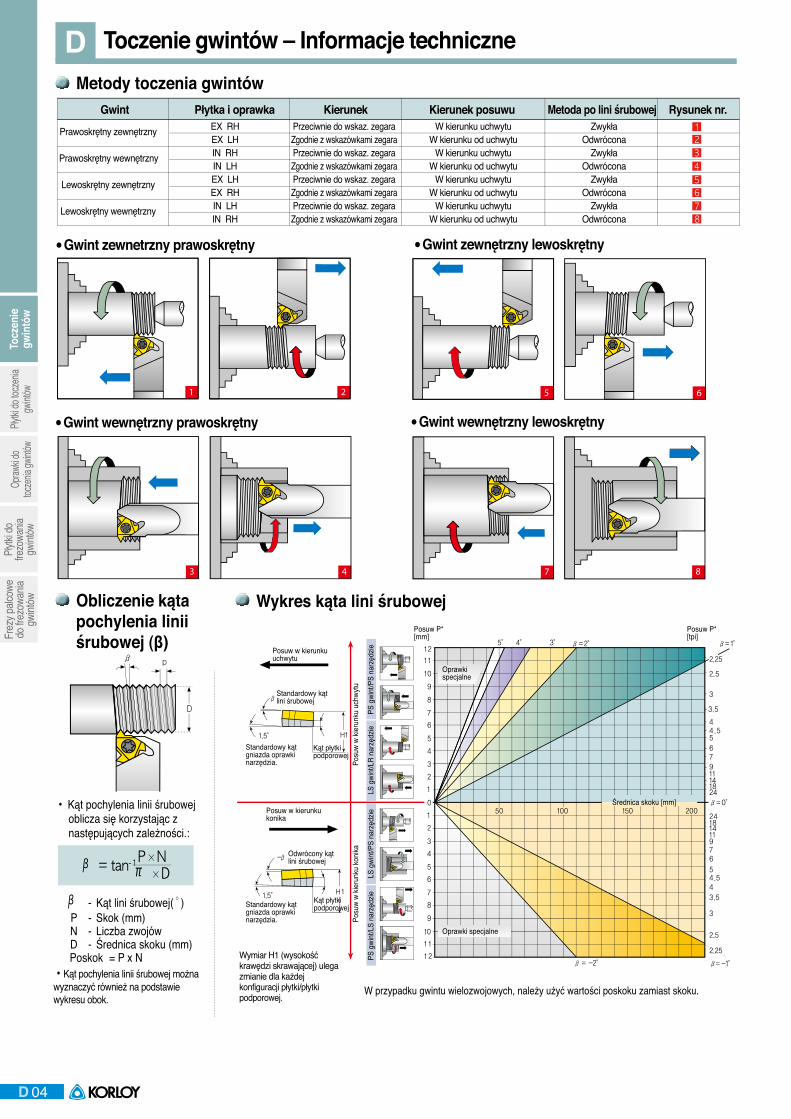
Metody toczenia gwintów
Obliczenie kąta pochylenia linii śrubowej (β)
Wykres kąta lini śrubowej
12345678
Prawoskrętny zewnętrzny EX RH Przeciwnie do wskaz. zegara W kierunku uchwytu Zwykła EX LH Zgodnie z wskazówkami zegara W kierunku od uchwytu Odwrócona
Prawoskrętny wewnętrzny IN RH Przeciwnie do wskaz. zegara W kierunku uchwytu Zwykła IN LH Zgodnie z wskazówkami zegara W kierunku od uchwytu Odwrócona
Lewoskrętny zewnętrzny EX LH Przeciwnie do wskaz. zegara W kierunku uchwytu Zwykła EX RH Zgodnie z wskazówkami zegara W kierunku od uchwytu Odwrócona
Lewoskrętny wewnętrzny IN LH Przeciwnie do wskaz. zegara W kierunku uchwytu Zwykła IN RH Zgodnie z wskazówkami zegara W kierunku od uchwytu Odwrócona
Gwint Płytka i oprawka Kierunek Kierunek posuwu Metoda po lini śrubowej Rysunek nr.
● Gwint zewnetrzny prawoskrętny ● Gwint zewnętrzny lewoskrętny
● Gwint wewnętrzny prawoskrętny ● Gwint wewnętrzny lewoskrętny
Wymiar H1 (wysokość krawędzi skrawającej) ulega zmianie dla każdej konfiguracji płytki/płytki podporowej. W przypadku gwintu wielozwojowych, należy użyć wartości poskoku zamiast skoku.
• Kąt pochylenia linii śrubowej oblicza się korzystając z następujących zależności.:
β - Kąt lini śrubowej( °) P - Skok (mm) N - Liczba zwojów D - Średnica skoku (mm) Poskok = P x N
•Kąt pochylenia linii śrubowej można wyznaczyć również na podstawie wykresu obok.
D
05D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
M
K
P
Toczenie gwintów – Informacje techniczne
ER(L)H
ATE16
IR(L)H
ATI16
ER(L)H
ATE22
IR(L)H
ATI22
ER(L)H
ATE27
IR(L)H
ATI27
9.525
16
12.7
22
15.875
27ATE ATI
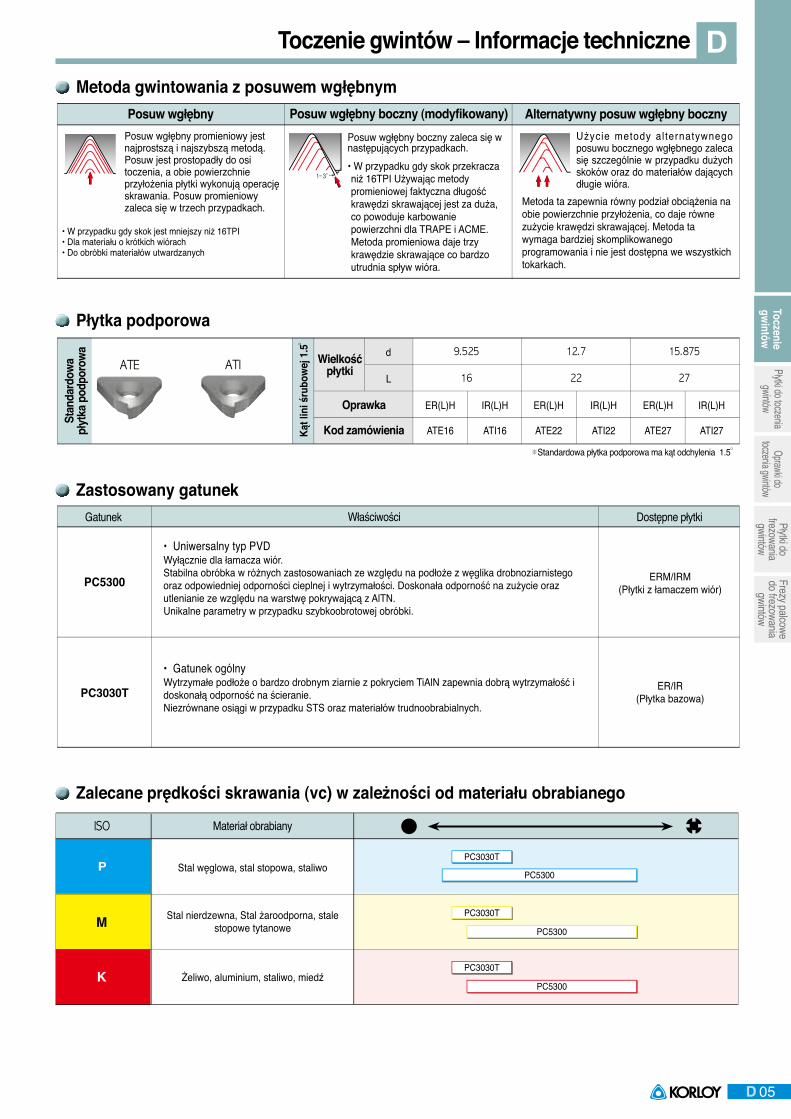
• Uniwersalny typ PVDWyłącznie dla łamacza wiór.Stabilna obróbka w różnych zastosowaniach ze względu na podłoże z węglika drobnoziarnistego oraz odpowiedniej odporności cieplnej i wytrzymałości. Doskonała odporność na zużycie oraz utlenianie ze względu na warstwę pokrywającą z AlTN. Unikalne parametry w przypadku szybkoobrotowej obróbki.
• Gatunek ogólnyWytrzymałe podłoże o bardzo drobnym ziarnie z pokryciem TiAlN zapewnia dobrą wytrzymałość i doskonałą odporność na ścieranie. Niezrównane osiągi w przypadku STS oraz materiałów trudnoobrabialnych.
ERM/IRM(Płytki z łamaczem wiór)
ER/IR(Płytka bazowa)
PC5300
PC3030T
Gatunek Dostępne płytkiWłaściwości
Metoda gwintowania z posuwem wgłębnym
Płytka podporowa
Zastosowany gatunek
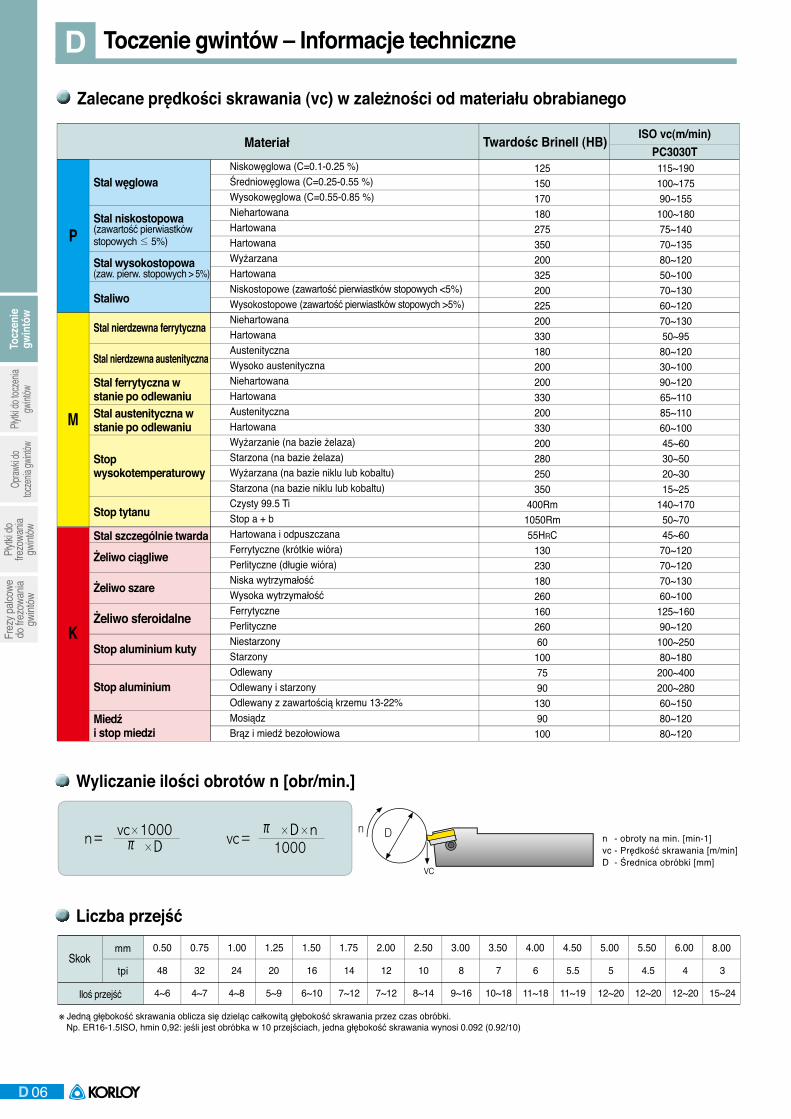
Zalecane prędkości skrawania (vc) w zależności od materiału obrabianego
ISO Materiał obrabiany
Stal węglowa, stal stopowa, staliwo
Stal nierdzewna, Stal żaroodporna, stale stopowe tytanowe
Żeliwo, aluminium, staliwo, miedź
PC3030T
PC3030T
PC3030T
PC5300
PC5300
PC5300
Posuw wgłębny promieniowy jest najprostszą i najszybszą metodą. Posuw jest prostopadły do osi toczenia, a obie powierzchnie przyłożenia płytki wykonują operację skrawania. Posuw promieniowy zaleca się w trzech przypadkach.
• W przypadku gdy skok jest mniejszy niż 16TPI• Dla materiału o krótkich wiórach• Do obróbki materiałów utwardzanych
Posuw wgłębny boczny zaleca się w następujących przypadkach.• W przypadku gdy skok przekracza niż 16TPI Używając metody promieniowej faktyczna długość krawędzi skrawającej jest za duża, co powoduje karbowanie powierzchni dla TRAPE i ACME. Metoda promieniowa daje trzy krawędzie skrawające co bardzo utrudnia spływ wióra.
Użycie metody al ternatywnego posuwu bocznego wgłębnego zaleca się szczególnie w przypadku dużych skoków oraz do materiałów dających długie wióra.
Metoda ta zapewnia równy podział obciążenia na obie powierzchnie przyłożenia, co daje równe zużycie krawędzi skrawającej. Metoda ta wymaga bardziej skomplikowanego programowania i nie jest dostępna we wszystkich tokarkach.
Posuw wgłębny Posuw wgłębny boczny (modyfikowany) Alternatywny posuw wgłębny boczny
Stan
dard
owa
płyt
ka p
odpo
rowa
Kąt
lini
śru
bowe
j 1.5
Wielkość płytki
Oprawka
Kod zamówienia
d
L
※ Standardowa płytka podporowa ma kąt odchylenia 1.5°
D
06D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówToczenie gwintów – Informacje techniczne
Liczba przejść2.001.75 8.006.005.505.004.504.003.503.002.501.501.251.000.750.50
32
4~7
48
4~6
24
4~8
20
5~9
16
6~10
14
7~12
12
7~12
10
8~14
8
9~16
7
10~18
6
11~18
5.5
11~19
5
12~20
4.5
12~20
4
12~20
3
15~24
mm
tpiSkok
Iloś przejść
※ Jedną głębokość skrawania oblicza się dzieląc całkowitą głębokość skrawania przez czas obróbki. Np. ER16-1.5ISO, hmin 0,92: jeśli jest obróbka w 10 przejściach, jedna głębokość skrawania wynosi 0.092 (0.92/10)
Wyliczanie ilości obrotów n [obr/min.]
n - obroty na min. [min-1]vc - Prędkość skrawania [m/min]D - Średnica obróbki [mm]
n = vc×1000 π × D vc = π × D × n
1000
Zalecane prędkości skrawania (vc) w zależności od materiału obrabianego
Materiał Twardośc Brinell (HB) ISO vc(m/min)PC3030T
Niskowęglowa (C=0.1-0.25 %)Średniowęglowa (C=0.25-0.55 %)Wysokowęglowa (C=0.55-0.85 %)NiehartowanaHartowanaHartowanaWyżarzanaHartowanaNiskostopowe (zawartość pierwiastków stopowych <5%)Wysokostopowe (zawartość pierwiastków stopowych >5%)NiehartowanaHartowanaAustenitycznaWysoko austenitycznaNiehartowanaHartowanaAustenitycznaHartowanaWyżarzanie (na bazie żelaza)Starzona (na bazie żelaza)Wyżarzana (na bazie niklu lub kobaltu)Starzona (na bazie niklu lub kobaltu)Czysty 99.5 TiStop a + bHartowana i odpuszczanaFerrytyczne (krótkie wióra)Perlityczne (długie wióra)Niska wytrzymałośćWysoka wytrzymałośćFerrytycznePerlityczneNiestarzonyStarzonyOdlewanyOdlewany i starzonyOdlewany z zawartością krzemu 13-22%MosiądzBrąz i miedź bezołowiowa
125150170180275350200325200225200330180200200330200330200280250350
400Rm1050Rm55HRC
13023018026016026060100759013090100
115~190100~17590~155100~18075~14070~13580~12050~10070~13060~12070~13050~9580~12030~10090~12065~11085~11060~10045~6030~5020~3015~25
140~17050~7045~6070~12070~12070~13060~100125~16090~120100~25080~180200~400200~28060~15080~12080~120
P
M
K
Stal węglowa
Stal niskostopowa(zawartość pierwiastków stopowych ≤ 5%)
Stal wysokostopowa(zaw. pierw. stopowych > 5%)
Staliwo
Stal nierdzewna ferrytyczna
Stal nierdzewna austenityczna
Stal ferrytyczna w stanie po odlewaniuStal austenityczna w stanie po odlewaniu
Stop tytanu
Stal szczególnie twardaŻeliwo ciągliwe
Żeliwo szare
Żeliwo sferoidalne
Stop aluminium kuty
Miedź i stop miedzi
Stop aluminium
Stop wysokotemperaturowy
D
07D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówToczenie gwintów – Informacje techniczne
M40×
2.5
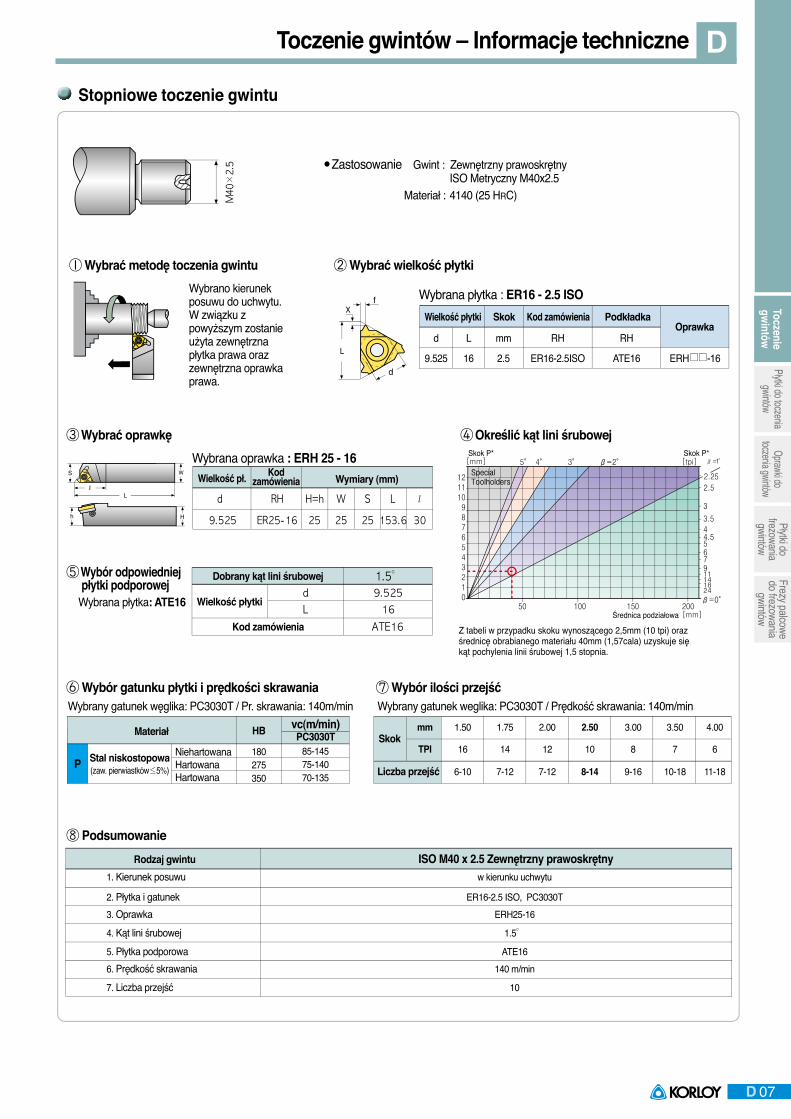
Stopniowe toczenie gwintu
③ Wybrać oprawkę
⑤ Wybór odpowiedniej płytki podporowej
④ Określić kąt lini śrubowej
««ƒ°[mm]SpecialToolholders
Pitch P*[tpi]5°£ 4°£ 3°£ •‚=2°£
•‚=0°£
12�11�10�9�876543210
2.252.5
33.544.55679
50 100 150 200¿Ø»ø¡ˆ∏ß[mm]
11141824
Dobrany kąt lini śrubowej 1.5°
Wybrana płytka: ATE16
d RH H=h W S L ℓ
9.525 ER25-16 25 25 25 153.6 30
Wielkość pł. Kod zamówienia Wymiary (mm)
Wybrana oprawka : ERH 25 - 16
Wielkość płytkid 9.525L
Kod zamówienia ATE1616
⑧ Podsumowanie
d
9.525
L
16
mm
2.5
RH
ER16-2.5ISO
RH
ATE16
ERH��-16
Wielkość płytki Skok Kod zamówienia Podkładka
● Zastosowanie Gwint : Zewnętrzny prawoskrętny ISO Metryczny M40x2.5 Materiał : 4140 (25 HRC)
Wybrano kierunek posuwu do uchwytu. W związku z powyższym zostanie użyta zewnętrzna płytka prawa oraz zewnętrzna oprawka prawa.
① Wybrać metodę toczenia gwintu ② Wybrać wielkość płytki
Wybrana płytka : ER16 - 2.5 ISO
Oprawka
Z tabeli w przypadku skoku wynoszącego 2,5mm (10 tpi) oraz średnicę obrabianego materiału 40mm (1,57cala) uzyskuje się kąt pochylenia linii śrubowej 1,5 stopnia.
Skok P* Skok P*
Średnica podziałowa
⑥ Wybór gatunku płytki i prędkości skrawaniaWybrany gatunek węglika: PC3030T / Pr. skrawania: 140m/min
⑦ Wybór ilości przejśćWybrany gatunek weglika: PC3030T / Prędkość skrawania: 140m/min
Materiał SkokHB
Stal niskostopowa(zaw. pierwiastków≤5%)P
NiehartowanaHartowanaHartowana
180275350
85-14575-14070-135
vc(m/min)PC3030T
mm 1.50 1.75 2.00 2.50 3.00 3.50 4.00
TPI 16 14 12 10 8 7 6
Liczba przejść 6-10 7-12 7-12 8-14 9-16 10-18 11-18
Rodzaj gwintu ISO M40 x 2.5 Zewnętrzny prawoskrętny 1. Kierunek posuwu w kierunku uchwytu 2. Płytka i gatunek ER16-2.5 ISO, PC3030T 3. Oprawka ERH25-16 4. Kąt lini śrubowej 1.5° 5. Płytka podporowa ATE16 6. Prędkość skrawania 140 m/min
7. Liczba przejść 10
D
08D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
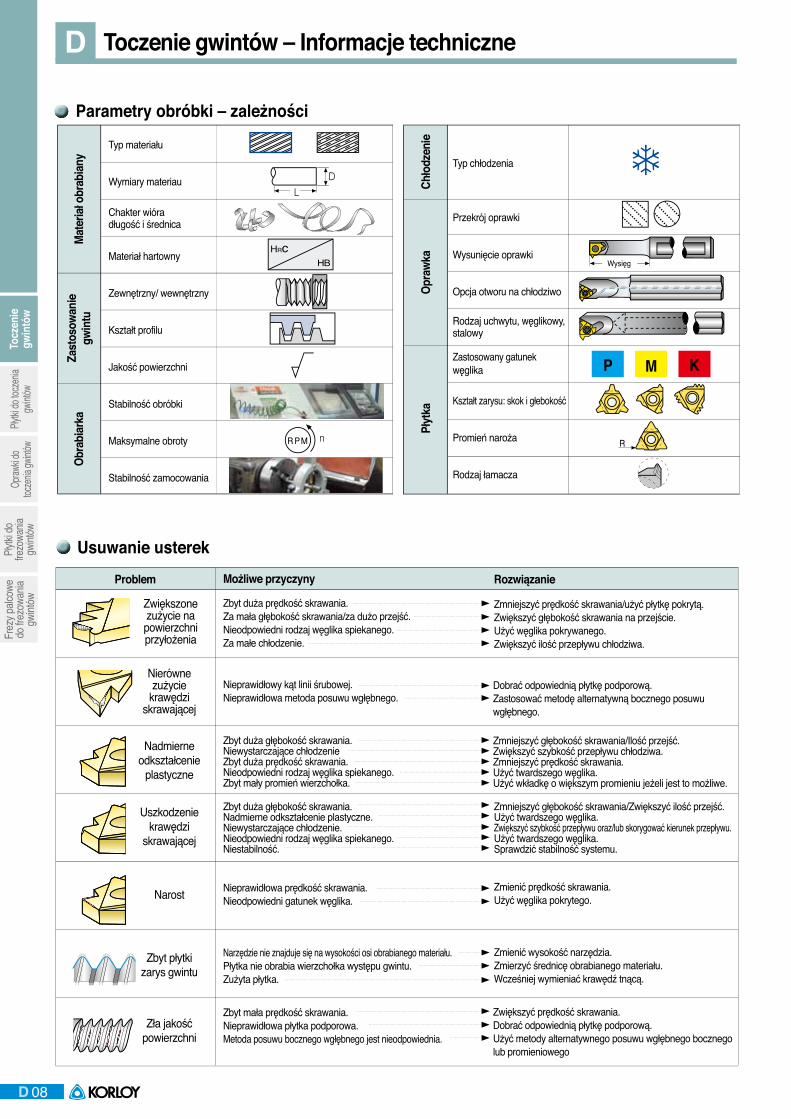
Parametry obróbki – zależności
D
n
L
D
n
L
D
n
L
P M K
Usuwanie usterek
Toczenie gwintów – Informacje techniczne
Problem Możliwe przyczyny Rozwiązanie
Zwiększone zużycie na powierzchni przyłożenia
Nierówne zużycie
krawędzi skrawającej
Nadmierne odkształcenie
plastyczne
Uszkodzenie krawędzi
skrawającej
Narost
Zbyt płytki zarys gwintu
Zła jakość powierzchni
Zbyt duża prędkość skrawania.Za mała głębokość skrawania/za dużo przejść.Nieodpowiedni rodzaj węglika spiekanego.Za małe chłodzenie.
Zmniejszyć prędkość skrawania/użyć płytkę pokrytą.Zwiększyć głębokość skrawania na przejście.Użyć węglika pokrywanego.Zwiększyć ilość przepływu chłodziwa.
Nieprawidłowy kąt linii śrubowej.Nieprawidłowa metoda posuwu wgłębnego.
Dobrać odpowiednią płytkę podporową.Zastosować metodę alternatywną bocznego posuwu wgłębnego.
Zbyt duża głębokość skrawania.Niewystarczające chłodzenieZbyt duża prędkość skrawania.Nieodpowiedni rodzaj węglika spiekanego.Zbyt mały promień wierzchołka.
Zmniejszyć głębokość skrawania/Ilość przejść.Zwiększyć szybkość przepływu chłodziwa.Zmniejszyć prędkość skrawania.Użyć twardszego węglika.Użyć wkładkę o większym promieniu jeżeli jest to możliwe.
Zbyt duża głębokość skrawania.Nadmierne odkształcenie plastyczne.Niewystarczające chłodzenie.Nieodpowiedni rodzaj węglika spiekanego.Niestabilność.
Zmniejszyć głębokość skrawania/Zwiększyć ilość przejść.Użyć twardszego węglika.Zwiększyć szybkość przepływu oraz/lub skorygować kierunek przepływu.Użyć twardszego węglika.Sprawdzić stabilność systemu.
Nieprawidłowa prędkość skrawania.Nieodpowiedni gatunek węglika.
Zmienić prędkość skrawania.Użyć węglika pokrytego.
Narzędzie nie znajduje się na wysokości osi obrabianego materiału.Płytka nie obrabia wierzchołka występu gwintu.Zużyta płytka.
Zmienić wysokość narzędzia.Zmierzyć średnicę obrabianego materiału.Wcześniej wymieniać krawędź tnącą.
Zbyt mała prędkość skrawania.Nieprawidłowa płytka podporowa.Metoda posuwu bocznego wgłębnego jest nieodpowiednia.
Zwiększyć prędkość skrawania.Dobrać odpowiednią płytkę podporową.Użyć metody alternatywnego posuwu wgłębnego bocznego lub promieniowego
Typ chłodzenia
Przekrój oprawki
Wysunięcie oprawki
Opcja otworu na chłodziwo
Rodzaj uchwytu, węglikowy, stalowy
Zastosowany gatunekwęglika
Kształt zarysu: skok i głebokość
Promień naroża
Rodzaj łamacza
Typ materiału
Wymiary materiau
Chakter wióra długość i średnica
Materiał hartowny
Zewnętrzny/ wewnętrzny
Kształt profilu
Jakość powierzchni
Stabilność obróbki
Maksymalne obroty
Stabilność zamocowania
Mat
eriał
obr
abian
y
Chło
dzen
ieOp
rawk
aPł
ytka
Zast
osow
anie
gwin
tuOb
rabi
arka
Wysięg
D
09D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówPłytki do toczenia gwintów z łamaczami – Informacje techniczne
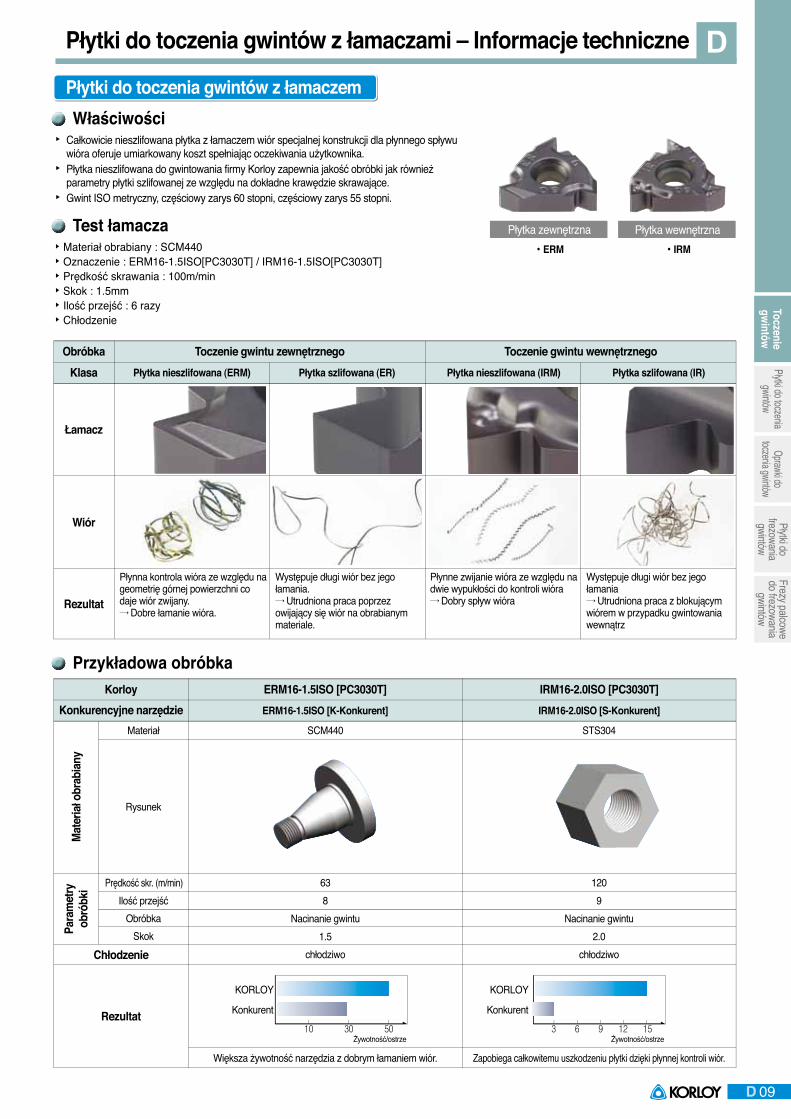
Płytki do toczenia gwintów z łamaczemWłaściwości
Test łamacza
Przykładowa obróbka
Zmniejszyć głębokość skrawania/Zwiększyć ilość przejść.Użyć twardszego węglika.Zwiększyć szybkość przepływu oraz/lub skorygować kierunek przepływu.Użyć twardszego węglika.Sprawdzić stabilność systemu.
Płynna kontrola wióra ze względu na geometrię górnej powierzchni co daje wiór zwijany.→ Dobre łamanie wióra.
Występuje długi wiór bez jego łamania.→ Utrudniona praca poprzez owijający się wiór na obrabianym materiale.
Występuje długi wiór bez jego łamania→ Utrudniona praca z blokującym wiórem w przypadku gwintowania wewnątrz
Obróbka Toczenie gwintu zewnętrznegoPłytka nieszlifowana (ERM) Płytka szlifowana (ER) Płytka nieszlifowana (IRM)
•ERM •IRM
Płytka szlifowana (IR)
Toczenie gwintu wewnętrznegoKlasa
Łamacz
Wiór
Rezultat
‣ Całkowicie nieszlifowana płytka z łamaczem wiór specjalnej konstrukcji dla płynnego spływu wióra oferuje umiarkowany koszt spełniając oczekiwania użytkownika.
‣ Płytka nieszlifowana do gwintowania firmy Korloy zapewnia jakość obróbki jak również parametry płytki szlifowanej ze względu na dokładne krawędzie skrawające.
‣ Gwint ISO metryczny, częściowy zarys 60 stopni, częściowy zarys 55 stopni.
▶ Materiał obrabiany : SCM440▶ Oznaczenie : ERM16-1.5ISO[PC3030T] / IRM16-1.5ISO[PC3030T]▶ Prędkość skrawania : 100m/min▶ Skok : 1.5mm▶ Ilość przejść : 6 razy▶ Chłodzenie
Płytka zewnętrzna Płytka wewnętrzna
KorloyKonkurencyjne narzędzie
Mat
eriał
obr
abian
yPa
ram
etry
ob
róbk
i
Chłodzenie
Rezultat
Materiał
Rysunek
Prędkość skr. (m/min)Ilość przejść
Obróbka
KORLOy
Konkurent
Skok
SCM440
638
Nacinanie gwintu1.5
chłodziwo
1209
Nacinanie gwintu2.0
chłodziwo
Większa żywotność narzędzia z dobrym łamaniem wiór. Zapobiega całkowitemu uszkodzeniu płytki dzięki płynnej kontroli wiór.
STS304
ERM16-1.5ISO [PC3030T]ERM16-1.5ISO [K-Konkurent] IRM16-2.0ISO [S-Konkurent]
IRM16-2.0ISO [PC3030T]
Żywotność/ostrze
KORLOy
Konkurent
Żywotność/ostrze
Płynne zwijanie wióra ze względu na dwie wypukłości do kontroli wióra→ Dobry spływ wióra
D
10D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
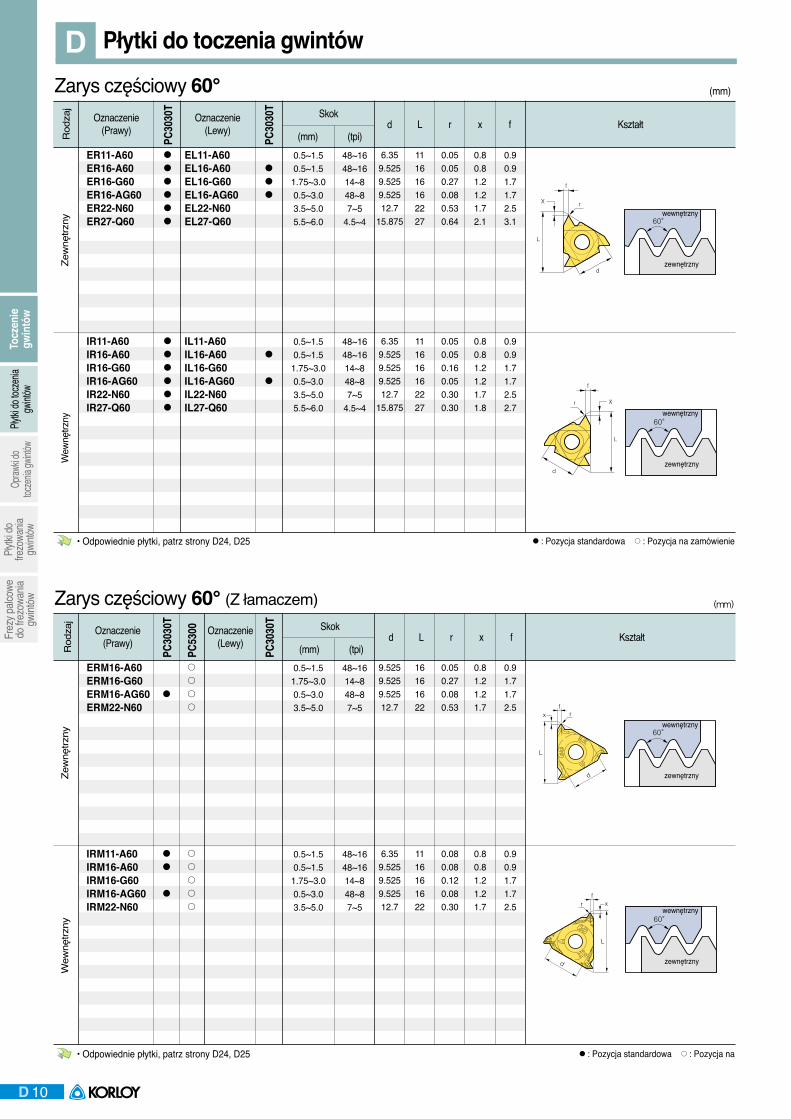
ówPłytki do toczenia gwintów
Zarys częściowy 60°
Zarys częściowy 60° (Z łamaczem)
Wew
nętrz
nyW
ewnę
trzny
PC30
30T
PC30
30T
PC53
00
Oznaczenie (Prawy)
Oznaczenie (Lewy)
Skok
(mm) (tpi)Kształt
Rod
zaj
d L r x f
Oznaczenie (Prawy)
Oznaczenie (Lewy)
Skok
(mm) (tpi)Kształt
Rod
zaj
d L r x f
PC30
30T
PC30
30T
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.05.5~6.0
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.05.5~6.0
48~1648~1614~848~87~5
4.5~4
48~1648~1614~848~87~5
4.5~4
6.359.5259.5259.52512.7
15.875
6.359.5259.5259.52512.7
15.875
111616162227
111616162227
0.050.050.270.080.530.64
0.050.050.160.050.300.30
0.80.81.21.21.72.1
0.80.81.21.21.71.8
0.90.91.71.72.53.1
0.90.91.71.72.52.7
●●●●●●
●●●●●●
●●●
● ●
ER11-A60ER16-A60ER16-G60ER16-AG60ER22-N60ER27-Q60
IR11-A60IR16-A60IR16-G60IR16-AG60IR22-N60IR27-Q60
EL11-A60EL16-A60EL16-G60EL16-AG60EL22-N60EL27-Q60
IL11-A60IL16-A60IL16-G60IL16-AG60IL22-N60IL27-Q60
0.5~1.51.75~3.00.5~3.03.5~5.0
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.0
48~1614~848~87~5
48~1648~1614~848~87~5
9.5259.5259.52512.7
6.359.5259.5259.52512.7
16161622
1116161622
0.050.270.080.53
0.080.080.120.080.30
0.81.21.21.7
0.80.81.21.21.7
0.91.71.72.5
0.90.91.71.72.5
●
●●
●
○○○○
○○○○○
ERM16-A60ERM16-G60ERM16-AG60ERM22-N60
IRM11-A60IRM16-A60IRM16-G60IRM16-AG60IRM22-N60
(mm)
(mm)
Zew
nętrz
nyZe
wnę
trzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na
D
11D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
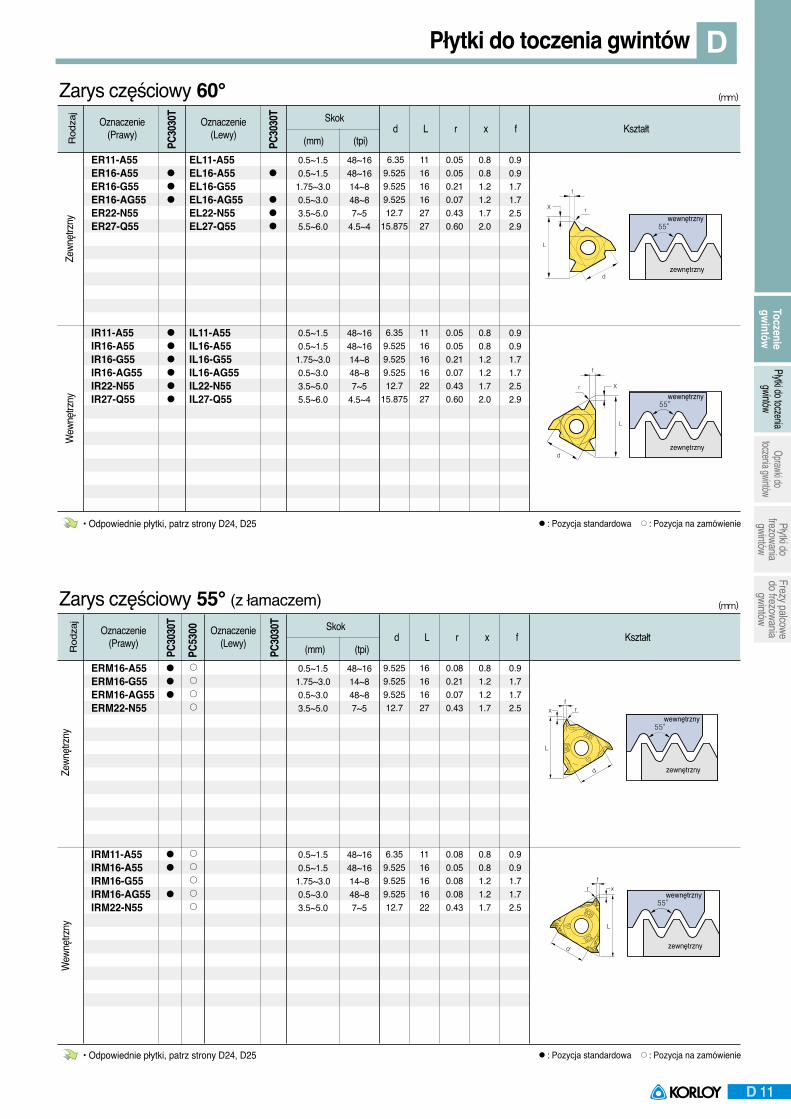
gwintówPłytki do toczenia gwintów
Zarys częściowy 60°Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.05.5~6.0
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.05.5~6.0
48~1648~1614~848~87~5
4.5~4
48~1648~1614~848~87~5
4.5~4
6.359.5259.5259.52512.7
15.875
6.359.5259.5259.52512.7
15.875
111616162727
111616162227
0.050.050.210.070.430.60
0.050.050.210.070.430.60
0.80.81.21.21.72.0
0.80.81.21.21.72.0
0.90.91.71.72.52.9
0.90.91.71.72.52.9
●●●
●●●●●●
●
●●●
PC30
30T
ER11-A55ER16-A55ER16-G55ER16-AG55ER22-N55ER27-Q55
IR11-A55IR16-A55IR16-G55IR16-AG55IR22-N55IR27-Q55
EL11-A55EL16-A55EL16-G55EL16-AG55EL22-N55EL27-Q55
IL11-A55IL16-A55IL16-G55IL16-AG55IL22-N55IL27-Q55
(mm)
Zarys częściowy 55° (z łamaczem)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
0.5~1.51.75~3.00.5~3.03.5~5.0
0.5~1.50.5~1.51.75~3.00.5~3.03.5~5.0
48~1614~848~87~5
48~1648~1614~848~87~5
9.5259.5259.52512.7
6.359.5259.5259.52512.7
16161627
1116161622
0.080.210.070.43
0.080.050.080.080.43
0.81.21.21.7
0.80.81.21.21.7
0.91.71.72.5
0.90.91.71.72.5
●●●
●●
●
PC30
30T
ERM16-A55ERM16-G55ERM16-AG55ERM22-N55
IRM11-A55IRM16-A55IRM16-G55IRM16-AG55IRM22-N55
(mm)
○○○○
○○○○○
PC53
00
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Oznaczenie (Prawy)
Oznaczenie (Lewy)
Skok
(mm) (tpi)Kształt
Rod
zaj
d L r x f
Oznaczenie (Prawy)
Oznaczenie (Lewy)
Skok
(mm) (tpi)Kształt
Rod
zaj
d L r x f
D
12D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
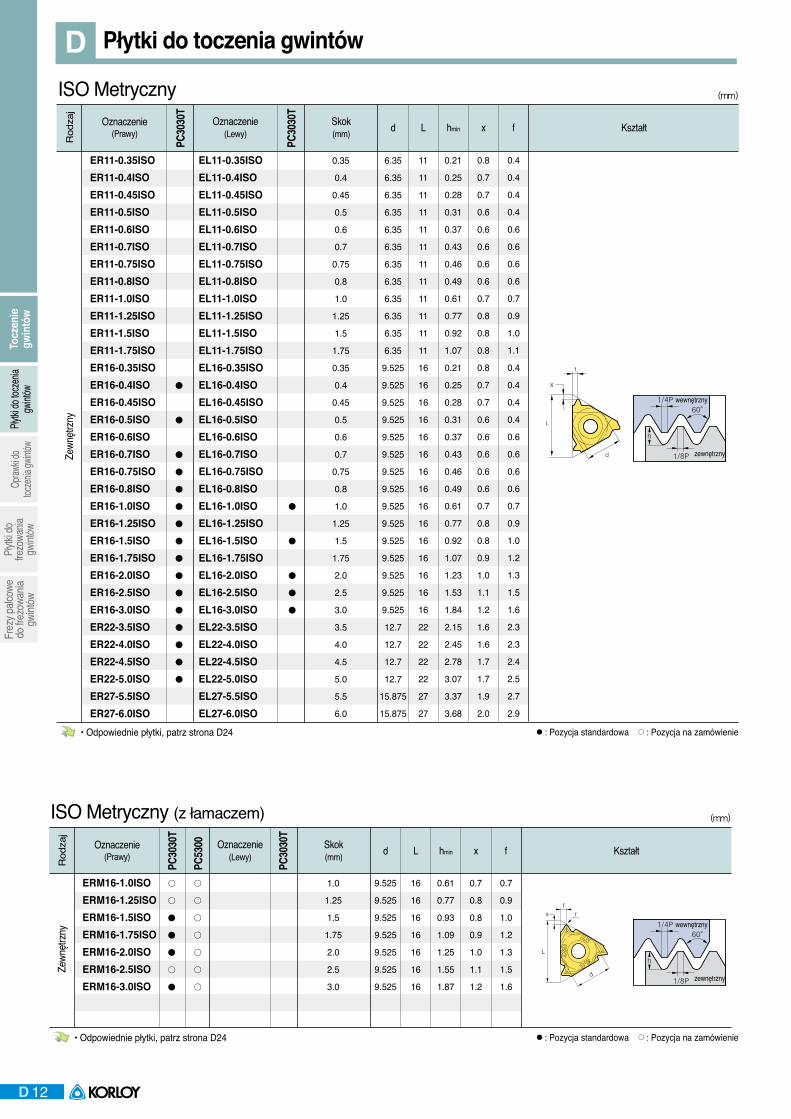
ISO MetrycznyZe
wnętr
zny
PC30
30T
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1.0
1.25
1.5
1.75
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
12.7
15.875
15.875
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
22
27
27
0.21
0.25
0.28
0.31
0.37
0.43
0.46
0.49
0.61
0.77
0.92
1.07
0.21
0.25
0.28
0.31
0.37
0.43
0.46
0.49
0.61
0.77
0.92
1.07
1.23
1.53
1.84
2.15
2.45
2.78
3.07
3.37
3.68
0.8
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.8
0.8
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.2
1.6
1.6
1.7
1.7
1.9
2.0
0.4
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.9
1.0
1.1
0.4
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.9
1.0
1.2
1.3
1.5
1.6
2.3
2.3
2.4
2.5
2.7
2.9
●
●
●●●●●●●●●●●●●●
●
●
●●●
PC30
30T
ER11-0.35ISOER11-0.4ISOER11-0.45ISOER11-0.5ISOER11-0.6ISOER11-0.7ISOER11-0.75ISOER11-0.8ISOER11-1.0ISOER11-1.25ISOER11-1.5ISOER11-1.75ISOER16-0.35ISOER16-0.4ISOER16-0.45ISOER16-0.5ISOER16-0.6ISOER16-0.7ISOER16-0.75ISOER16-0.8ISOER16-1.0ISOER16-1.25ISOER16-1.5ISOER16-1.75ISOER16-2.0ISOER16-2.5ISOER16-3.0ISOER22-3.5ISOER22-4.0ISOER22-4.5ISOER22-5.0ISOER27-5.5ISOER27-6.0ISO
EL11-0.35ISOEL11-0.4ISOEL11-0.45ISOEL11-0.5ISOEL11-0.6ISOEL11-0.7ISOEL11-0.75ISOEL11-0.8ISOEL11-1.0ISOEL11-1.25ISOEL11-1.5ISOEL11-1.75ISOEL16-0.35ISOEL16-0.4ISOEL16-0.45ISOEL16-0.5ISOEL16-0.6ISOEL16-0.7ISOEL16-0.75ISOEL16-0.8ISOEL16-1.0ISOEL16-1.25ISOEL16-1.5ISOEL16-1.75ISOEL16-2.0ISOEL16-2.5ISOEL16-3.0ISOEL22-3.5ISOEL22-4.0ISOEL22-4.5ISOEL22-5.0ISOEL27-5.5ISOEL27-6.0ISO
(mm)
ISO Metryczny (z łamaczem)
PC30
30T
PC53
00
1.0
1.25
1.5
1.75
2.0
2.5
3.0
9.525
9.525
9.525
9.525
9.525
9.525
9.525
16
16
16
16
16
16
16
0.61
0.77
0.93
1.09
1.25
1.55
1.87
0.7
0.8
0.8
0.9
1.0
1.1
1.2
0.7
0.9
1.0
1.2
1.3
1.5
1.6
○○●●●○●
○○○○○○○
PC30
30T
ERM16-1.0ISOERM16-1.25ISOERM16-1.5ISOERM16-1.75ISOERM16-2.0ISOERM16-2.5ISOERM16-3.0ISO
Zewn
ętrzn
y
(mm)
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D24
• Odpowiednie płytki, patrz strona D24
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
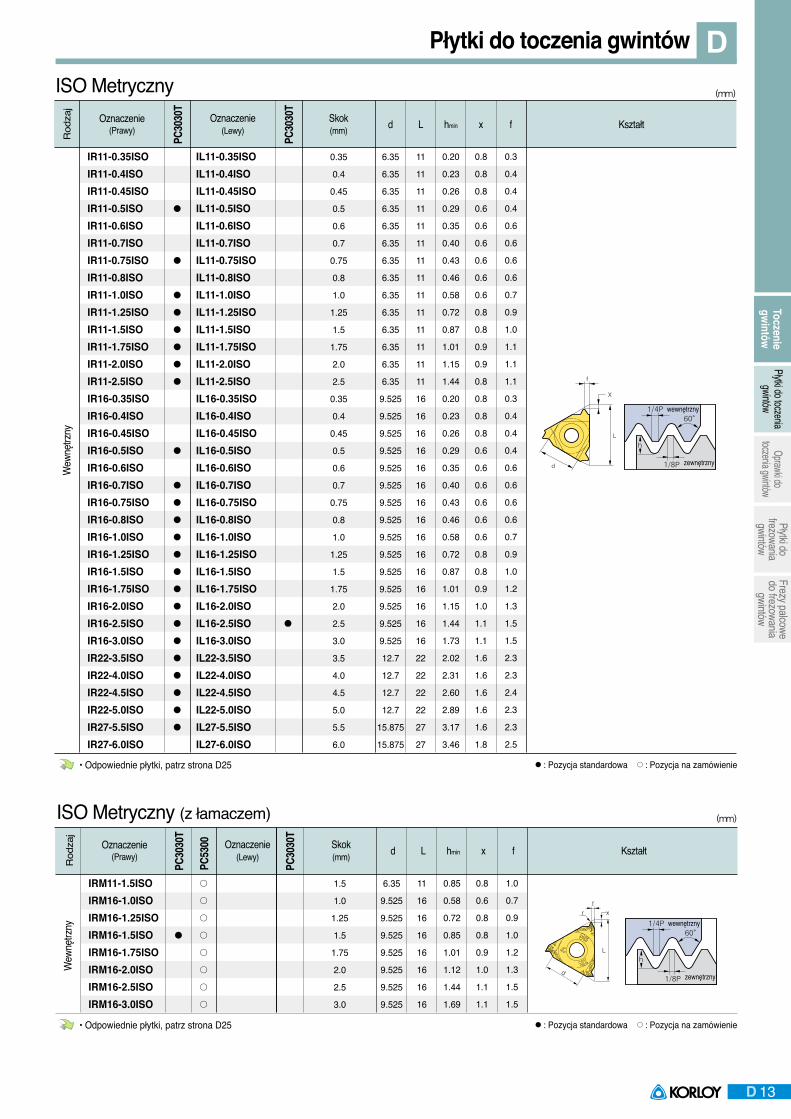
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
13D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
(mm)
(mm)
ISO Metryczny (z łamaczem)
ISO MetrycznyW
ewnę
trzny
Wew
nętrz
ny
PC30
30T
PC30
30T
1.5
1.0
1.25
1.5
1.75
2.0
2.5
3.0
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1.0
1.25
1.5
1.75
2.0
2.5
0.35
0.4
0.45
0.5
0.6
0.7
0.75
0.8
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
12.7
15.875
15.875
11
16
16
16
16
16
16
16
11
11
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
22
27
27
0.85
0.58
0.72
0.85
1.01
1.12
1.44
1.69
0.20
0.23
0.26
0.29
0.35
0.40
0.43
0.46
0.58
0.72
0.87
1.01
1.15
1.44
0.20
0.23
0.26
0.29
0.35
0.40
0.43
0.46
0.58
0.72
0.87
1.01
1.15
1.44
1.73
2.02
2.31
2.60
2.89
3.17
3.46
0.8
0.6
0.8
0.8
0.9
1.0
1.1
1.1
0.8
0.8
0.8
0.6
0.6
0.6
0.6
0.6
0.6
0.8
0.8
0.9
0.9
0.8
0.8
0.8
0.8
0.6
0.6
0.6
0.6
0.6
0.6
0.8
0.8
0.9
1.0
1.1
1.1
1.6
1.6
1.6
1.6
1.6
1.8
1.0
0.7
0.9
1.0
1.2
1.3
1.5
1.5
0.3
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.9
1.0
1.1
1.1
1.1
0.3
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.9
1.0
1.2
1.3
1.5
1.5
2.3
2.3
2.4
2.3
2.3
2.5
●
●
●
●●●●●●
● ●● ●●●●●●●●●●●● ●
●
PC30
30T
PC30
30T
IRM11-1.5ISOIRM16-1.0ISOIRM16-1.25ISOIRM16-1.5ISOIRM16-1.75ISOIRM16-2.0ISOIRM16-2.5ISOIRM16-3.0ISO
IR11-0.35ISOIR11-0.4ISOIR11-0.45ISOIR11-0.5ISOIR11-0.6ISOIR11-0.7ISOIR11-0.75ISOIR11-0.8ISOIR11-1.0ISOIR11-1.25ISOIR11-1.5ISOIR11-1.75ISOIR11-2.0ISOIR11-2.5ISOIR16-0.35ISOIR16-0.4ISOIR16-0.45ISOIR16-0.5ISOIR16-0.6ISOIR16-0.7ISOIR16-0.75ISOIR16-0.8ISOIR16-1.0ISOIR16-1.25ISOIR16-1.5ISOIR16-1.75ISOIR16-2.0ISOIR16-2.5ISOIR16-3.0ISOIR22-3.5ISOIR22-4.0ISOIR22-4.5ISOIR22-5.0ISOIR27-5.5ISOIR27-6.0ISO
IL11-0.35ISOIL11-0.4ISOIL11-0.45ISOIL11-0.5ISOIL11-0.6ISOIL11-0.7ISOIL11-0.75ISOIL11-0.8ISOIL11-1.0ISOIL11-1.25ISOIL11-1.5ISOIL11-1.75ISOIL11-2.0ISOIL11-2.5ISOIL16-0.35ISOIL16-0.4ISOIL16-0.45ISOIL16-0.5ISOIL16-0.6ISOIL16-0.7ISOIL16-0.75ISOIL16-0.8ISOIL16-1.0ISOIL16-1.25ISOIL16-1.5ISOIL16-1.75ISOIL16-2.0ISOIL16-2.5ISOIL16-3.0ISOIL22-3.5ISOIL22-4.0ISOIL22-4.5ISOIL22-5.0ISOIL27-5.5ISOIL27-6.0ISO
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
PC53
00
○○○○○○○○
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D25
• Odpowiednie płytki, patrz strona D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
14D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
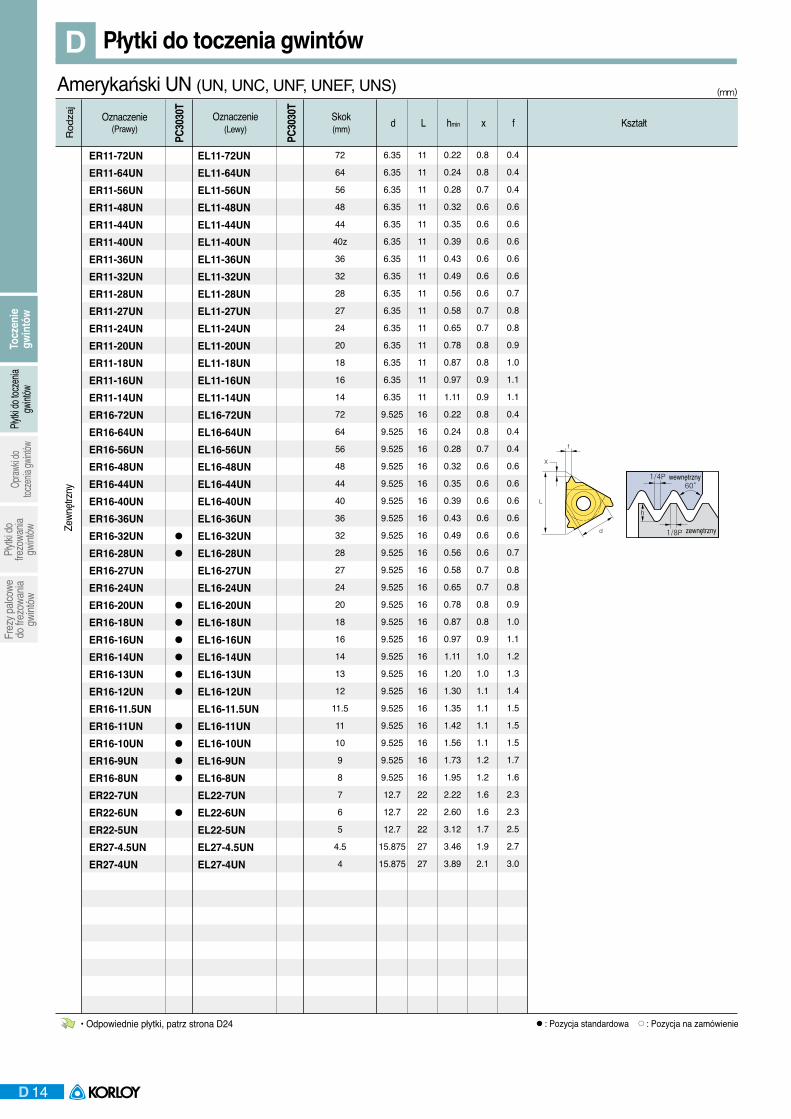
Amerykański UN (UN, UNC, UNF, UNEF, UNS)Ze
wnętr
zny
PC30
30T
72
64
56
48
44
40z
36
32
28
27
24
20
18
16
14
72
64
56
48
44
40
36
32
28
27
24
20
18
16
14
13
12
11.5
11
10
9
8
7
6
5
4.5
4
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
15.875
15.875
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
27
27
0.22
0.24
0.28
0.32
0.35
0.39
0.43
0.49
0.56
0.58
0.65
0.78
0.87
0.97
1.11
0.22
0.24
0.28
0.32
0.35
0.39
0.43
0.49
0.56
0.58
0.65
0.78
0.87
0.97
1.11
1.20
1.30
1.35
1.42
1.56
1.73
1.95
2.22
2.60
3.12
3.46
3.89
0.8
0.8
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
0.8
0.8
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
1.0
1.0
1.1
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
1.9
2.1
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.1
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.5
1.5
1.7
1.6
2.3
2.3
2.5
2.7
3.0
● ●
●●●●● ● ●●●● ●
PC30
30T
ER11-72UNER11-64UNER11-56UNER11-48UNER11-44UNER11-40UNER11-36UNER11-32UNER11-28UNER11-27UNER11-24UNER11-20UNER11-18UNER11-16UNER11-14UNER16-72UNER16-64UNER16-56UNER16-48UNER16-44UNER16-40UNER16-36UNER16-32UNER16-28UNER16-27UNER16-24UNER16-20UNER16-18UNER16-16UNER16-14UNER16-13UNER16-12UNER16-11.5UNER16-11UNER16-10UNER16-9UNER16-8UNER22-7UNER22-6UNER22-5UNER27-4.5UNER27-4UN
EL11-72UNEL11-64UNEL11-56UNEL11-48UNEL11-44UNEL11-40UNEL11-36UNEL11-32UNEL11-28UNEL11-27UNEL11-24UNEL11-20UNEL11-18UNEL11-16UNEL11-14UNEL16-72UNEL16-64UNEL16-56UNEL16-48UNEL16-44UNEL16-40UNEL16-36UNEL16-32UNEL16-28UNEL16-27UNEL16-24UNEL16-20UNEL16-18UNEL16-16UNEL16-14UNEL16-13UNEL16-12UNEL16-11.5UNEL16-11UNEL16-10UNEL16-9UNEL16-8UNEL22-7UNEL22-6UNEL22-5UNEL27-4.5UNEL27-4UN
(mm)
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D24 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
15D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
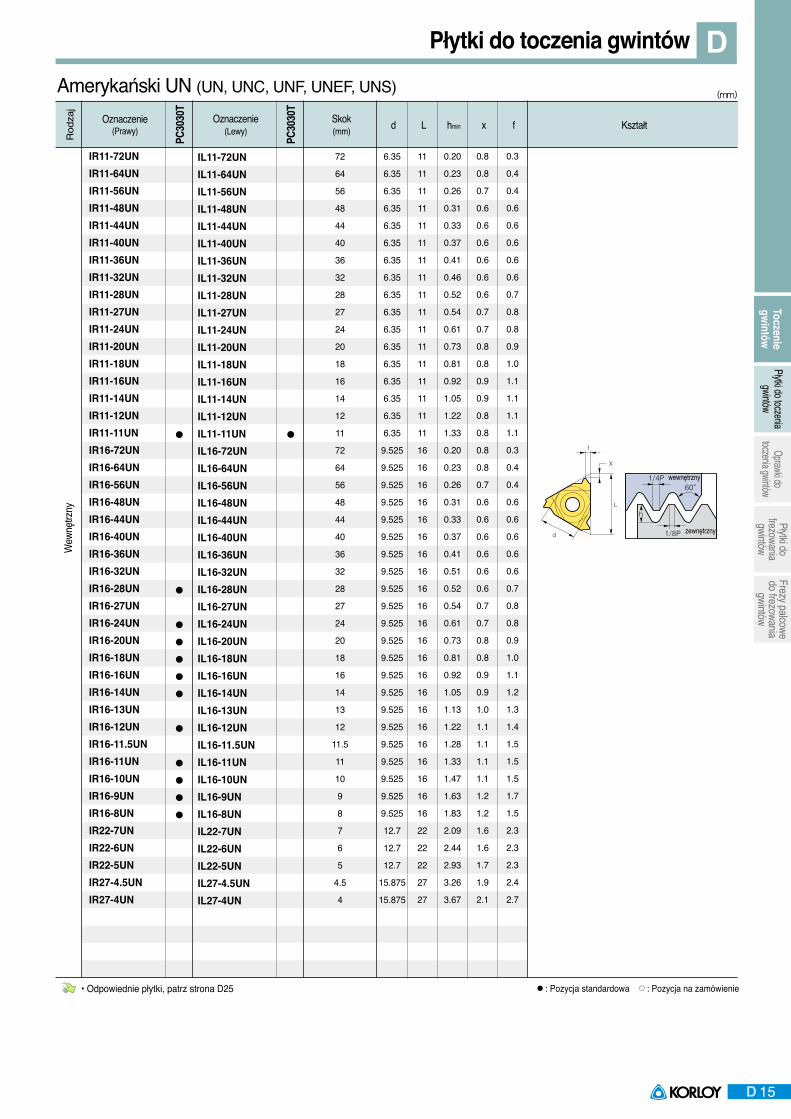
Amerykański UN (UN, UNC, UNF, UNEF, UNS)W
ewnę
trzny
PC30
30T
72
64
56
48
44
40
36
32
28
27
24
20
18
16
14
12
11
72
64
56
48
44
40
36
32
28
27
24
20
18
16
14
13
12
11.5
11
10
9
8
7
6
5
4.5
4
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
15.875
15.875
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
27
27
0.20
0.23
0.26
0.31
0.33
0.37
0.41
0.46
0.52
0.54
0.61
0.73
0.81
0.92
1.05
1.22
1.33
0.20
0.23
0.26
0.31
0.33
0.37
0.41
0.51
0.52
0.54
0.61
0.73
0.81
0.92
1.05
1.13
1.22
1.28
1.33
1.47
1.63
1.83
2.09
2.44
2.93
3.26
3.67
0.8
0.8
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
0.8
0.8
0.8
0.8
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1.0
1.1
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
1.9
2.1
0.3
0.4
0.4
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.1
1.1
1.1
0.3
0.4
0.4
0.6
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.5
1.5
1.7
1.5
2.3
2.3
2.3
2.4
2.7
●
●
● ●● ● ●
●
●●●●
PC30
30T
IR11-72UNIR11-64UNIR11-56UNIR11-48UNIR11-44UNIR11-40UNIR11-36UNIR11-32UNIR11-28UNIR11-27UNIR11-24UNIR11-20UNIR11-18UNIR11-16UNIR11-14UNIR11-12UNIR11-11UNIR16-72UNIR16-64UNIR16-56UNIR16-48UNIR16-44UNIR16-40UNIR16-36UNIR16-32UNIR16-28UNIR16-27UNIR16-24UNIR16-20UNIR16-18UNIR16-16UNIR16-14UNIR16-13UNIR16-12UNIR16-11.5UNIR16-11UNIR16-10UNIR16-9UNIR16-8UNIR22-7UNIR22-6UNIR22-5UNIR27-4.5UNIR27-4UN
IL11-72UNIL11-64UNIL11-56UNIL11-48UNIL11-44UNIL11-40UNIL11-36UNIL11-32UNIL11-28UNIL11-27UNIL11-24UNIL11-20UNIL11-18UNIL11-16UNIL11-14UNIL11-12UNIL11-11UNIL16-72UNIL16-64UNIL16-56UNIL16-48UNIL16-44UNIL16-40UNIL16-36UNIL16-32UNIL16-28UNIL16-27UNIL16-24UNIL16-20UNIL16-18UNIL16-16UNIL16-14UNIL16-13UNIL16-12UNIL16-11.5UNIL16-11UNIL16-10UNIL16-9UNIL16-8UNIL22-7UNIL22-6UNIL22-5UNIL27-4.5UNIL27-4UN
(mm)
●
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D25 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
16D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
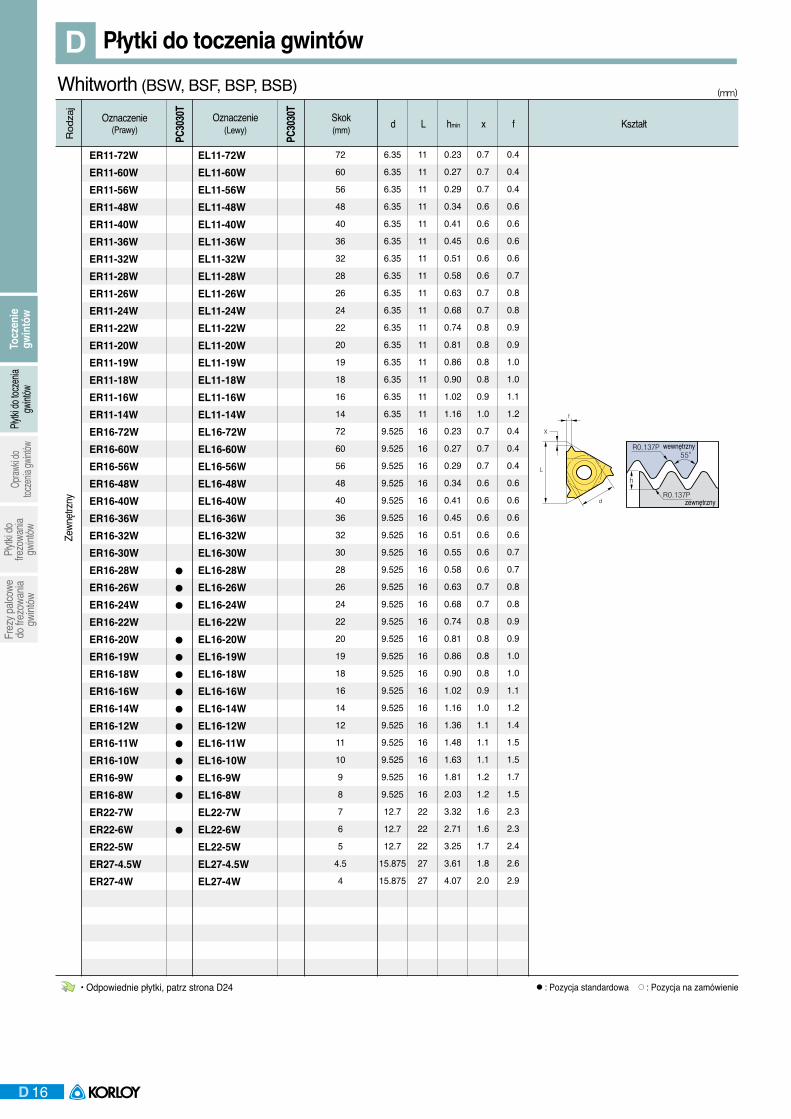
Whitworth (BSW, BSF, BSP, BSB)Ze
wnętr
zny
PC30
30T
72
60
56
48
40
36
32
28
26
24
22
20
19
18
16
14
72
60
56
48
40
36
32
30
28
26
24
22
20
19
18
16
14
12
11
10
9
8
7
6
5
4.5
4
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
15.875
15.875
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
27
27
0.23
0.27
0.29
0.34
0.41
0.45
0.51
0.58
0.63
0.68
0.74
0.81
0.86
0.90
1.02
1.16
0.23
0.27
0.29
0.34
0.41
0.45
0.51
0.55
0.58
0.63
0.68
0.74
0.81
0.86
0.90
1.02
1.16
1.36
1.48
1.63
1.81
2.03
3.32
2.71
3.25
3.61
4.07
0.7
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.8
0.8
0.9
1.0
0.7
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.8
0.8
0.9
1.0
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
1.8
2.0
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
0.9
1.0
1.0
1.1
1.2
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1.0
1.0
1.1
1.2
1.4
1.5
1.5
1.7
1.5
2.3
2.3
2.4
2.6
2.9
●●● ●●●●●●●●●● ●
PC30
30T
ER11-72WER11-60WER11-56WER11-48WER11-40WER11-36WER11-32WER11-28WER11-26WER11-24WER11-22WER11-20WER11-19WER11-18WER11-16WER11-14WER16-72WER16-60WER16-56WER16-48WER16-40WER16-36WER16-32WER16-30WER16-28WER16-26WER16-24WER16-22WER16-20WER16-19WER16-18WER16-16WER16-14WER16-12WER16-11WER16-10WER16-9WER16-8WER22-7WER22-6WER22-5WER27-4.5WER27-4W
EL11-72WEL11-60WEL11-56WEL11-48WEL11-40WEL11-36WEL11-32WEL11-28WEL11-26WEL11-24WEL11-22WEL11-20WEL11-19WEL11-18WEL11-16WEL11-14WEL16-72WEL16-60WEL16-56WEL16-48WEL16-40WEL16-36WEL16-32WEL16-30WEL16-28WEL16-26WEL16-24WEL16-22WEL16-20WEL16-19WEL16-18WEL16-16WEL16-14WEL16-12WEL16-11WEL16-10WEL16-9WEL16-8WEL22-7WEL22-6WEL22-5WEL27-4.5WEL27-4W
(mm)
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D24 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
17D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
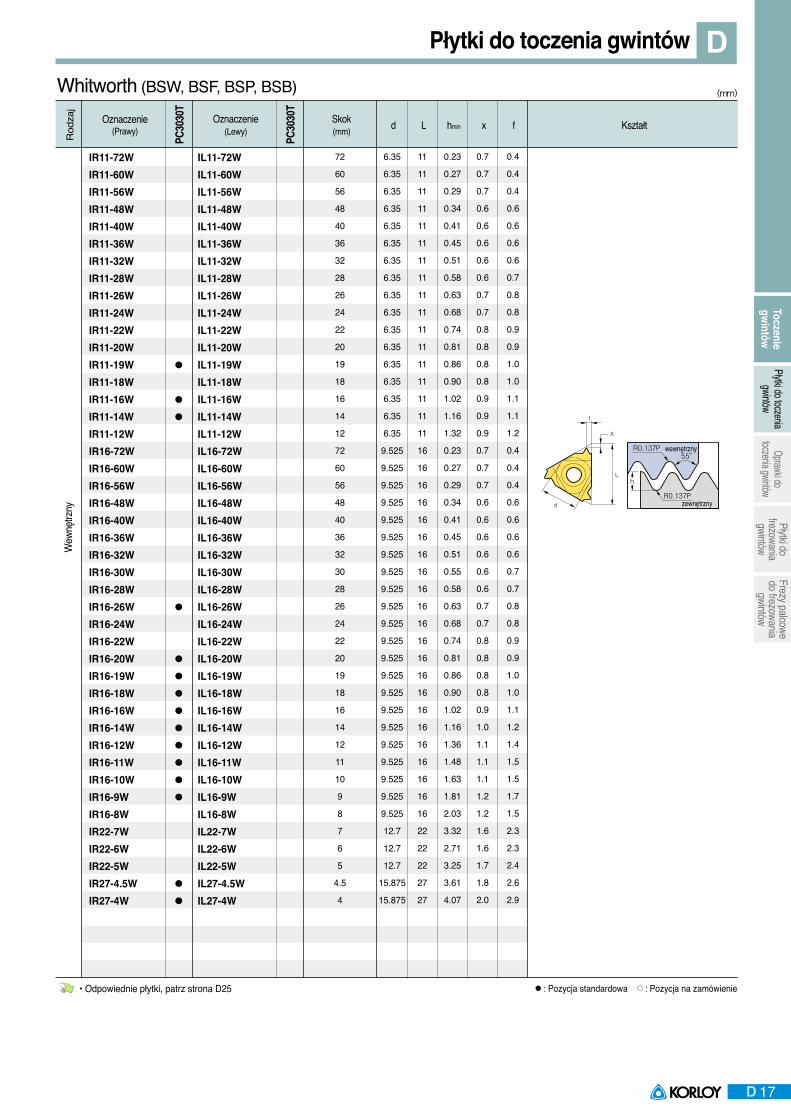
Whitworth (BSW, BSF, BSP, BSB)W
ewnę
trzny
PC30
30T
72
60
56
48
40
36
32
28
26
24
22
20
19
18
16
14
12
72
60
56
48
40
36
32
30
28
26
24
22
20
19
18
16
14
12
11
10
9
8
7
6
5
4.5
4
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
15.875
15.875
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
16
22
22
22
27
27
0.23
0.27
0.29
0.34
0.41
0.45
0.51
0.58
0.63
0.68
0.74
0.81
0.86
0.90
1.02
1.16
1.32
0.23
0.27
0.29
0.34
0.41
0.45
0.51
0.55
0.58
0.63
0.68
0.74
0.81
0.86
0.90
1.02
1.16
1.36
1.48
1.63
1.81
2.03
3.32
2.71
3.25
3.61
4.07
0.7
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.8
0.8
0.9
0.9
0.9
0.7
0.7
0.7
0.6
0.6
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.8
0.8
0.9
1.0
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
1.8
2.0
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.8
0.8
0.9
0.9
1.0
1.0
1.1
1.1
1.2
0.4
0.4
0.4
0.6
0.6
0.6
0.6
0.7
0.7
0.8
0.8
0.9
0.9
1.0
1.0
1.1
1.2
1.4
1.5
1.5
1.7
1.5
2.3
2.3
2.4
2.6
2.9
● ● ● ● ●●● ●●●●● ●
●●
PC30
30T
IR11-72WIR11-60WIR11-56WIR11-48WIR11-40WIR11-36WIR11-32WIR11-28WIR11-26WIR11-24WIR11-22WIR11-20WIR11-19WIR11-18WIR11-16WIR11-14WIR11-12WIR16-72WIR16-60WIR16-56WIR16-48WIR16-40WIR16-36WIR16-32WIR16-30WIR16-28WIR16-26WIR16-24WIR16-22WIR16-20WIR16-19WIR16-18WIR16-16WIR16-14WIR16-12WIR16-11WIR16-10WIR16-9WIR16-8WIR22-7WIR22-6WIR22-5WIR27-4.5WIR27-4W
IL11-72WIL11-60WIL11-56WIL11-48WIL11-40WIL11-36WIL11-32WIL11-28WIL11-26WIL11-24WIL11-22WIL11-20WIL11-19WIL11-18WIL11-16WIL11-14WIL11-12WIL16-72WIL16-60WIL16-56WIL16-48WIL16-40WIL16-36WIL16-32WIL16-30WIL16-28WIL16-26WIL16-24WIL16-22WIL16-20WIL16-19WIL16-18WIL16-16WIL16-14WIL16-12WIL16-11WIL16-10WIL16-9WIL16-8WIL22-7WIL22-6WIL22-5WIL27-4.5WIL27-4W
(mm)
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strona D25 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
18D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
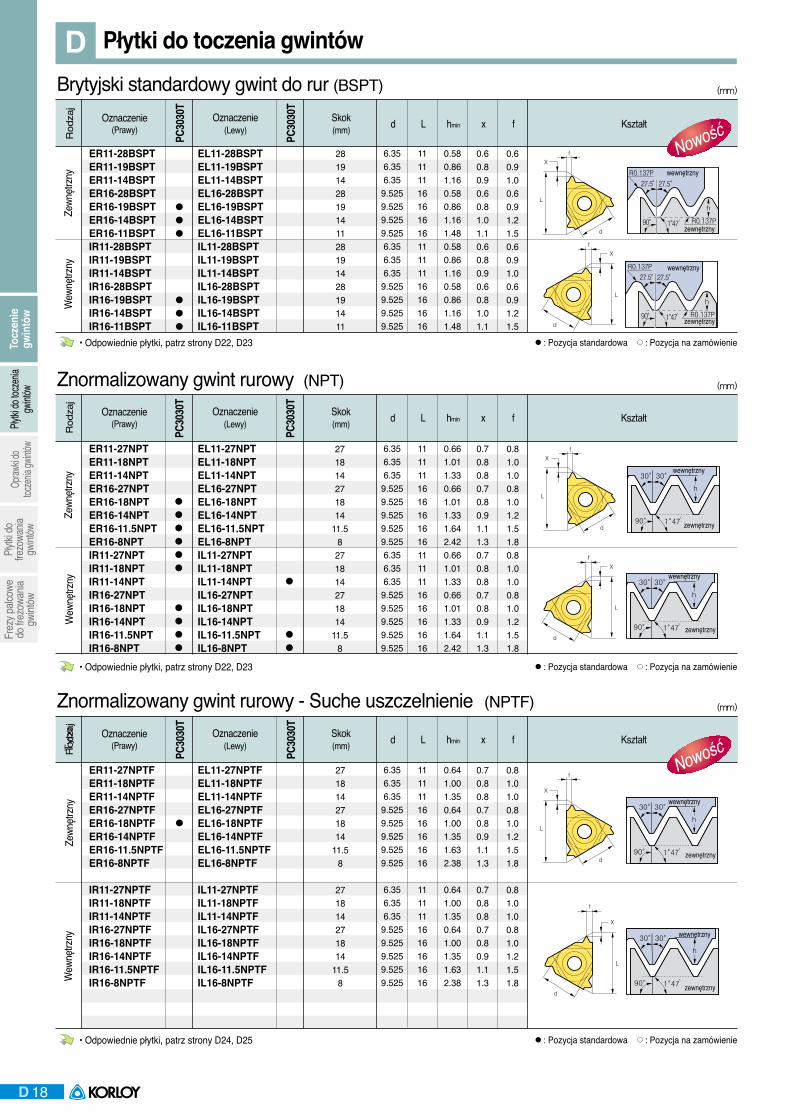
Brytyjski standardowy gwint do rur (BSPT)Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
2819142819141128191428191411
6.356.356.359.5259.5259.5259.5256.356.356.359.5259.5259.5259.525
1111111616161611111116161616
0.580.861.160.580.861.161.480.580.861.160.580.861.161.48
0.60.80.90.60.81.01.10.60.80.90.60.81.01.1
0.60.91.00.60.91.21.50.60.91.00.60.91.21.5
●●●
●●●
PC30
30T
ER11-28BSPTER11-19BSPTER11-14BSPTER16-28BSPTER16-19BSPTER16-14BSPTER16-11BSPTIR11-28BSPTIR11-19BSPTIR11-14BSPTIR16-28BSPTIR16-19BSPTIR16-14BSPTIR16-11BSPT
EL11-28BSPTEL11-19BSPTEL11-14BSPTEL16-28BSPTEL16-19BSPTEL16-14BSPTEL16-11BSPTIL11-28BSPTIL11-19BSPTIL11-14BSPTIL16-28BSPTIL16-19BSPTIL16-14BSPTIL16-11BSPT
Znormalizowany gwint rurowy (NPT)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
271814271814
11.58271814271814
11.58
6.356.356.359.5259.5259.5259.5259.5256.356.356.359.5259.5259.5259.5259.525
11111116161616161111111616161616
0.661.011.330.661.011.331.642.420.661.011.330.661.011.331.642.42
0.70.80.80.70.80.91.11.30.70.80.80.70.80.91.11.3
0.81.01.00.81.01.21.51.80.81.01.00.81.01.21.51.8
PC30
30T
ER11-27NPTER11-18NPTER11-14NPTER16-27NPTER16-18NPTER16-14NPTER16-11.5NPTER16-8NPTIR11-27NPTIR11-18NPTIR11-14NPTIR16-27NPTIR16-18NPTIR16-14NPTIR16-11.5NPTIR16-8NPT
EL11-27NPTEL11-18NPTEL11-14NPTEL16-27NPTEL16-18NPTEL16-14NPTEL16-11.5NPTEL16-8NPTIL11-27NPTIL11-18NPTIL11-14NPTIL16-27NPTIL16-18NPTIL16-14NPTIL16-11.5NPTIL16-8NPT
Znormalizowany gwint rurowy - Suche uszczelnienie (NPTF)
Type
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
271814271814
11.58
271814271814
11.58
6.356.356.359.5259.5259.5259.5259.525
6.356.356.359.5259.5259.5259.5259.525
1111111616161616
1111111616161616
0.641.001.350.641.001.351.632.38
0.641.001.350.641.001.351.632.38
0.70.80.80.70.80.91.11.3
0.70.80.80.70.80.91.11.3
0.81.01.00.81.01.21.51.8
0.81.01.00.81.01.21.51.8
PC30
30T
ER11-27NPTFER11-18NPTFER11-14NPTFER16-27NPTFER16-18NPTFER16-14NPTFER16-11.5NPTFER16-8NPTF
IR11-27NPTFIR11-18NPTFIR11-14NPTFIR16-27NPTFIR16-18NPTFIR16-14NPTFIR16-11.5NPTFIR16-8NPTF
EL11-27NPTFEL11-18NPTFEL11-14NPTFEL16-27NPTFEL16-18NPTFEL16-14NPTFEL16-11.5NPTFEL16-8NPTF
IL11-27NPTFIL11-18NPTFIL11-14NPTFIL16-27NPTFIL16-18NPTFIL16-14NPTFIL16-11.5NPTFIL16-8NPTF
(mm)
(mm)
(mm)
●
●●
●●●●●●
●●●●
●
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strony D22, D23
• Odpowiednie płytki, patrz strony D22, D23
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
19D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
(mm)
(mm)
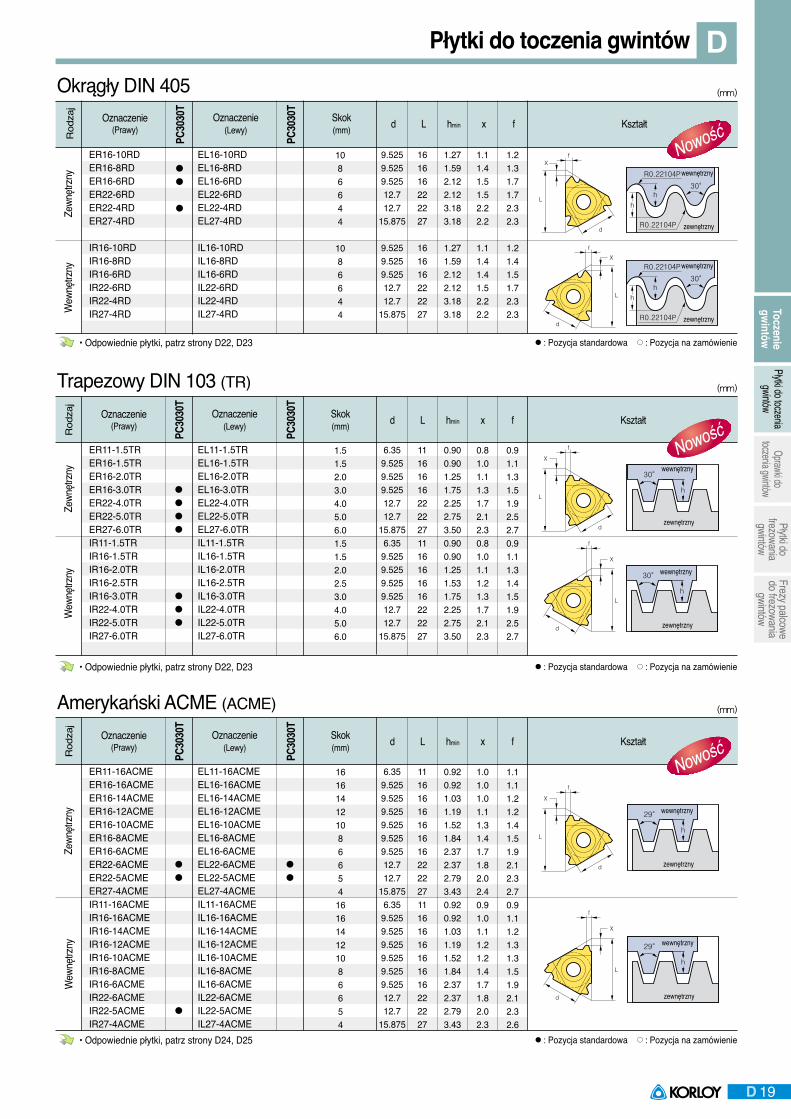
Okrągły DIN 405Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
1086644
1086644
9.5259.5259.52512.712.7
15.875
9.5259.5259.52512.712.7
15.875
161616222227
161616222227
1.271.592.122.123.183.18
1.271.592.122.123.183.18
1.11.41.51.52.22.2
1.11.41.41.52.22.2
1.21.31.71.72.32.3
1.21.41.51.72.32.3
PC30
30T
ER16-10RDER16-8RDER16-6RDER22-6RDER22-4RDER27-4RD
IR16-10RDIR16-8RDIR16-6RDIR22-6RDIR22-4RDIR27-4RD
EL16-10RDEL16-8RDEL16-6RDEL22-6RDEL22-4RDEL27-4RD
IL16-10RDIL16-8RDIL16-6RDIL22-6RDIL22-4RDIL27-4RD
Trapezowy DIN 103 (TR)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
1.51.52.03.04.05.06.01.51.52.02.53.04.05.06.0
6.359.5259.5259.52512.712.7
15.8756.359.5259.5259.5259.52512.712.7
15.875
111616162222271116161616222227
0.900.901.251.752.252.753.500.900.901.251.531.752.252.753.50
0.81.01.11.31.72.12.30.81.01.11.21.31.72.12.3
0.91.11.31.51.92.52.70.91.11.31.41.51.92.52.7
PC30
30T
ER11-1.5TRER16-1.5TRER16-2.0TRER16-3.0TRER22-4.0TRER22-5.0TRER27-6.0TRIR11-1.5TRIR16-1.5TRIR16-2.0TRIR16-2.5TRIR16-3.0TRIR22-4.0TRIR22-5.0TRIR27-6.0TR
EL11-1.5TREL16-1.5TREL16-2.0TREL16-3.0TREL22-4.0TREL22-5.0TREL27-6.0TRIL11-1.5TRIL16-1.5TRIL16-2.0TRIL16-2.5TRIL16-3.0TRIL22-4.0TRIL22-5.0TRIL27-6.0TR
Amerykański ACME (ACME)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
161614121086654161614121086654
6.359.5259.5259.5259.5259.5259.52512.712.7
15.8756.359.5259.5259.5259.5259.5259.52512.712.7
15.875
1116161616161622222711161616161616222227
0.920.921.031.191.521.842.372.372.793.430.920.921.031.191.521.842.372.372.793.43
1.01.01.01.11.31.41.71.82.02.40.91.01.11.21.21.41.71.82.02.3
1.11.11.21.21.41.51.92.12.32.70.91.11.21.31.31.51.92.12.32.6
PC30
30T
ER11-16ACMEER16-16ACMEER16-14ACMEER16-12ACMEER16-10ACMEER16-8ACMEER16-6ACMEER22-6ACMEER22-5ACMEER27-4ACMEIR11-16ACMEIR16-16ACMEIR16-14ACMEIR16-12ACMEIR16-10ACMEIR16-8ACMEIR16-6ACMEIR22-6ACMEIR22-5ACMEIR27-4ACME
EL11-16ACMEEL16-16ACMEEL16-14ACMEEL16-12ACMEEL16-10ACMEEL16-8ACMEEL16-6ACMEEL22-6ACMEEL22-5ACMEEL27-4ACMEIL11-16ACMEIL16-16ACMEIL16-14ACMEIL16-12ACMEIL16-10ACMEIL16-8ACMEIL16-6ACMEIL22-6ACMEIL22-5ACMEIL27-4ACME
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
● ●
●
(mm)
●●●●
●●●
● ●
●
● ●
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
wewnętrzny
zewnętrzny
• Odpowiednie płytki, patrz strony D22, D23
• Odpowiednie płytki, patrz strony D22, D23
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
D
20D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
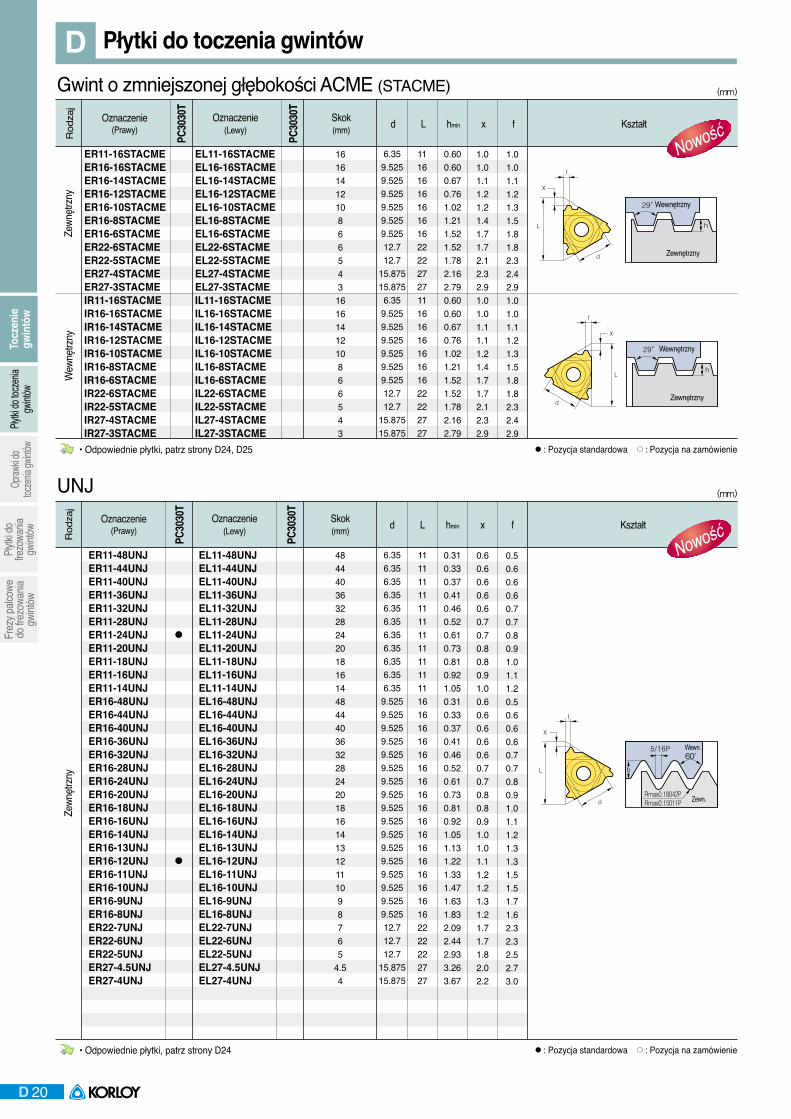
Gwint o zmniejszonej głębokości ACME (STACME)Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
16161412108665431616141210866543
6.359.5259.5259.5259.5259.5259.52512.712.7
15.87515.875
6.359.5259.5259.5259.5259.5259.52512.712.7
15.87515.875
11161616161616222227271116161616161622222727
0.600.600.670.761.021.211.521.521.782.162.790.600.600.670.761.021.211.521.521.782.162.79
1.01.01.11.21.21.41.71.72.12.32.91.01.01.11.11.21.41.71.72.12.32.9
1.01.01.11.21.31.51.81.82.32.42.91.01.01.11.21.31.51.81.82.32.42.9
PC30
30T
ER11-16STACMEER16-16STACMEER16-14STACMEER16-12STACMEER16-10STACMEER16-8STACMEER16-6STACMEER22-6STACMEER22-5STACMEER27-4STACMEER27-3STACMEIR11-16STACMEIR16-16STACMEIR16-14STACMEIR16-12STACMEIR16-10STACMEIR16-8STACMEIR16-6STACMEIR22-6STACMEIR22-5STACMEIR27-4STACMEIR27-3STACME
EL11-16STACMEEL16-16STACMEEL16-14STACMEEL16-12STACMEEL16-10STACMEEL16-8STACMEEL16-6STACMEEL22-6STACMEEL22-5STACMEEL27-4STACMEEL27-3STACMEIL11-16STACMEIL16-16STACMEIL16-14STACMEIL16-12STACMEIL16-10STACMEIL16-8STACMEIL16-6STACMEIL22-6STACMEIL22-5STACMEIL27-4STACMEIL27-3STACME
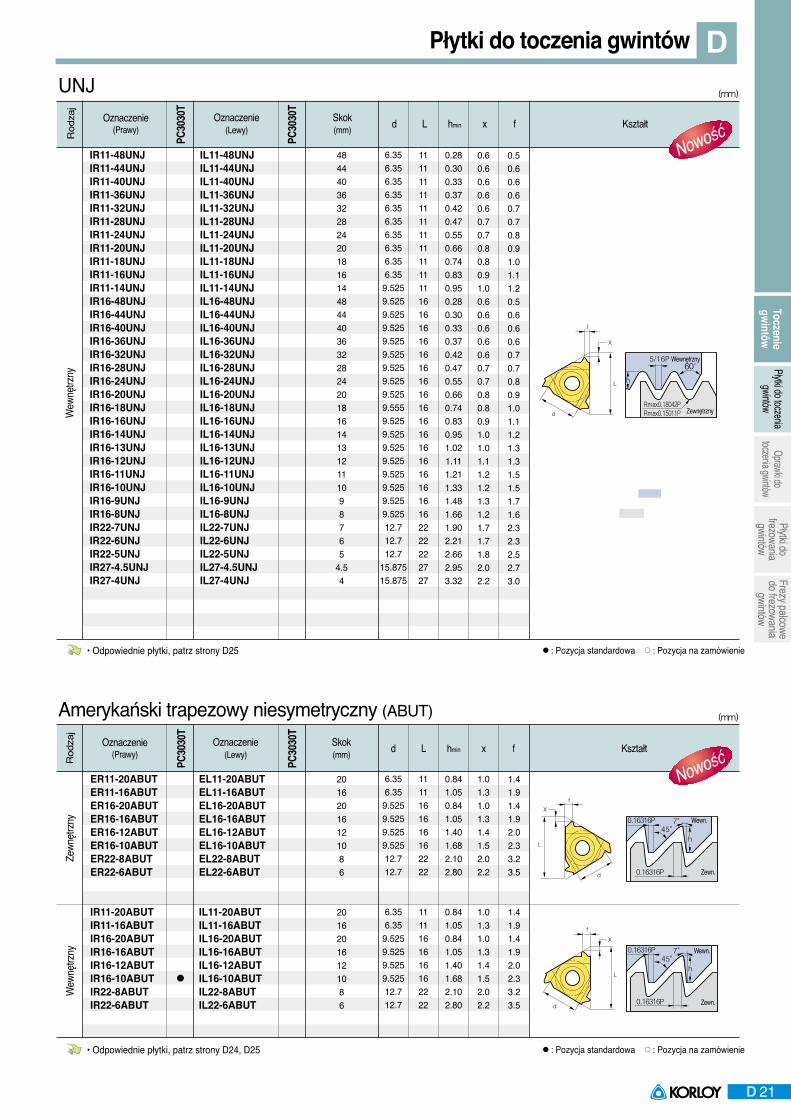
UNJ
PC30
30T
484440363228242018161448444036322824201816141312111098765
4.54
6.356.356.356.356.356.356.356.356.356.356.359.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.5259.52512.712.712.7
15.87515.875
111111111111111111111116161616161616161616161616161616162222222727
0.310.330.370.410.460.520.610.730.810.921.050.310.330.370.410.460.520.610.730.810.921.051.131.221.331.471.631.832.092.442.933.263.67
0.60.60.60.60.60.70.70.80.80.91.00.60.60.60.60.60.70.70.80.80.91.01.01.11.21.21.31.21.71.71.82.02.2
0.50.60.60.60.70.70.80.91.01.11.20.50.60.60.60.70.70.80.91.01.11.21.31.31.51.51.71.62.32.32.52.73.0
PC30
30T
ER11-48UNJER11-44UNJER11-40UNJER11-36UNJER11-32UNJER11-28UNJER11-24UNJER11-20UNJER11-18UNJER11-16UNJER11-14UNJER16-48UNJER16-44UNJER16-40UNJER16-36UNJER16-32UNJER16-28UNJER16-24UNJER16-20UNJER16-18UNJER16-16UNJER16-14UNJER16-13UNJER16-12UNJER16-11UNJER16-10UNJER16-9UNJER16-8UNJER22-7UNJER22-6UNJER22-5UNJER27-4.5UNJER27-4UNJ
EL11-48UNJEL11-44UNJEL11-40UNJEL11-36UNJEL11-32UNJEL11-28UNJEL11-24UNJEL11-20UNJEL11-18UNJEL11-16UNJEL11-14UNJEL16-48UNJEL16-44UNJEL16-40UNJEL16-36UNJEL16-32UNJEL16-28UNJEL16-24UNJEL16-20UNJEL16-18UNJEL16-16UNJEL16-14UNJEL16-13UNJEL16-12UNJEL16-11UNJEL16-10UNJEL16-9UNJEL16-8UNJEL22-7UNJEL22-6UNJEL22-5UNJEL27-4.5UNJEL27-4UNJ
(mm)
(mm)
●
●
Zewn
ętrzn
y
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Wewnętrzny
Zewnętrzny
Wewnętrzny
Zewnętrzny
Wewn.
Zewn.
D
21D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
UNJW
ewnę
trzny
PC30
30T
484440363228242018161448444036322824201816141312111098765
4.54
6.356.356.356.356.356.356.356.356.356.359.5259.5259.5259.5259.5259.5259.5259.5259.5259.5559.5259.5259.5259.5259.5259.5259.5259.52512.712.712.7
15.87515.875
111111111111111111111116161616161616161616161616161616162222222727
0.280.300.330.370.420.470.550.660.740.830.950.280.300.330.370.420.470.550.660.740.830.951.021.111.211.331.481.661.902.212.662.953.32
0.60.60.60.60.60.70.70.80.80.91.00.60.60.60.60.60.70.70.80.80.91.01.01.11.21.21.31.21.71.71.82.02.2
0.50.60.60.60.70.70.80.91.01.11.20.50.60.60.60.70.70.80.91.01.11.21.31.31.51.51.71.62.32.32.52.73.0
PC30
30T
IR11-48UNJIR11-44UNJIR11-40UNJIR11-36UNJIR11-32UNJIR11-28UNJIR11-24UNJIR11-20UNJIR11-18UNJIR11-16UNJIR11-14UNJIR16-48UNJIR16-44UNJIR16-40UNJIR16-36UNJIR16-32UNJIR16-28UNJIR16-24UNJIR16-20UNJIR16-18UNJIR16-16UNJIR16-14UNJIR16-13UNJIR16-12UNJIR16-11UNJIR16-10UNJIR16-9UNJIR16-8UNJIR22-7UNJIR22-6UNJIR22-5UNJIR27-4.5UNJIR27-4UNJ
IL11-48UNJIL11-44UNJIL11-40UNJIL11-36UNJIL11-32UNJIL11-28UNJIL11-24UNJIL11-20UNJIL11-18UNJIL11-16UNJIL11-14UNJIL16-48UNJIL16-44UNJIL16-40UNJIL16-36UNJIL16-32UNJIL16-28UNJIL16-24UNJIL16-20UNJIL16-18UNJIL16-16UNJIL16-14UNJIL16-13UNJIL16-12UNJIL16-11UNJIL16-10UNJIL16-9UNJIL16-8UNJIL22-7UNJIL22-6UNJIL22-5UNJIL27-4.5UNJIL27-4UNJ
Amerykański trapezowy niesymetryczny (ABUT)
Wew
nętrz
ny
PC30
30T
20162016121086
20162016121086
6.356.359.5259.5259.5259.52512.712.7
6.356.359.5259.5259.5259.52512.712.7
1111161616162222
1111161616162222
0.841.050.841.051.401.682.102.80
0.841.050.841.051.401.682.102.80
1.01.31.01.31.41.52.02.2
1.01.31.01.31.41.52.02.2
1.41.91.41.92.02.33.23.5
1.41.91.41.92.02.33.23.5
PC30
30T
ER11-20ABUTER11-16ABUTER16-20ABUTER16-16ABUTER16-12ABUTER16-10ABUTER22-8ABUTER22-6ABUT
IR11-20ABUTIR11-16ABUTIR16-20ABUTIR16-16ABUTIR16-12ABUTIR16-10ABUTIR22-8ABUTIR22-6ABUT
EL11-20ABUTEL11-16ABUTEL16-20ABUTEL16-16ABUTEL16-12ABUTEL16-10ABUTEL22-8ABUTEL22-6ABUT
IL11-20ABUTIL11-16ABUTIL16-20ABUTIL16-16ABUTIL16-12ABUTIL16-10ABUTIL22-8ABUTIL22-6ABUT
Zewn
ętrzn
y
(mm)
(mm)
●
Internal
• Odpowiednie płytki, patrz strony D25
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Wewnętrzny
Wewn.
Wewn.
Zewnętrzny
Zewn.
Zewn.
D
22D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
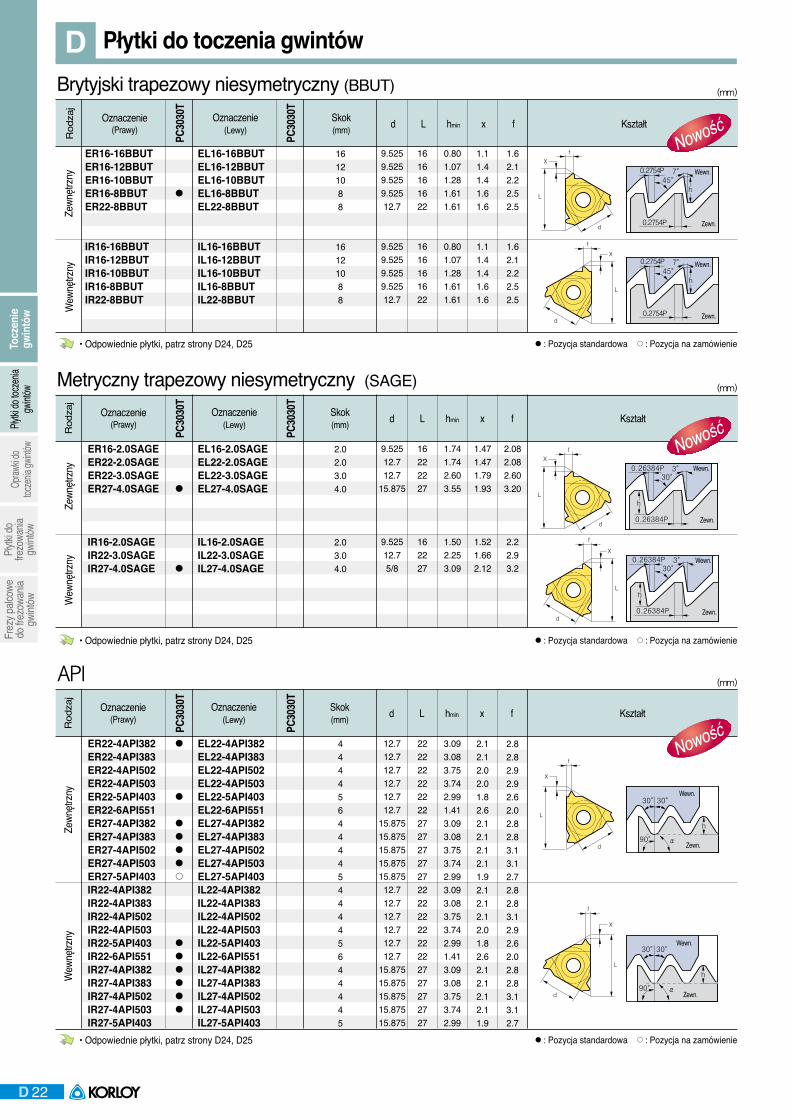
Brytyjski trapezowy niesymetryczny (BBUT)Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
16121088
16121088
9.5259.5259.5259.52512.7
9.5259.5259.5259.52512.7
1616161622
1616161622
0.801.071.281.611.61
0.801.071.281.611.61
1.11.41.41.61.6
1.11.41.41.61.6
1.62.12.22.52.5
1.62.12.22.52.5
PC30
30T
ER16-16BBUTER16-12BBUTER16-10BBUTER16-8BBUTER22-8BBUT
IR16-16BBUTIR16-12BBUTIR16-10BBUTIR16-8BBUTIR22-8BBUT
EL16-16BBUTEL16-12BBUTEL16-10BBUTEL16-8BBUTEL22-8BBUT
IL16-16BBUTIL16-12BBUTIL16-10BBUTIL16-8BBUTIL22-8BBUT
Metryczny trapezowy niesymetryczny (SAGE)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
2.02.03.04.0
2.03.04.0
9.52512.712.7
15.875
9.52512.75/8
16222227
162227
1.741.742.603.55
1.502.253.09
1.471.471.791.93
1.521.662.12
2.082.082.603.20
2.22.93.2
PC30
30T
ER16-2.0SAGEER22-2.0SAGEER22-3.0SAGEER27-4.0SAGE
IR16-2.0SAGEIR22-3.0SAGEIR27-4.0SAGE
EL16-2.0SAGEEL22-2.0SAGEEL22-3.0SAGEEL27-4.0SAGE
IL16-2.0SAGEIL22-3.0SAGEIL27-4.0SAGE
API
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
4444564444544445644445
12.712.712.712.712.712.7
15.87515.87515.87515.87515.875
12.712.712.712.712.712.7
15.87515.87515.87515.87515.875
22222222222227272727272222222222222727272727
3.093.083.753.742.991.413.093.083.753.742.993.093.083.753.742.991.413.093.083.753.742.99
2.12.12.02.01.82.62.12.12.12.11.92.12.12.12.01.82.62.12.12.12.11.9
2.82.82.92.92.62.02.82.83.13.12.72.82.83.12.92.62.02.82.83.13.12.7
PC30
30T
ER22-4API382ER22-4API383ER22-4API502ER22-4API503ER22-5API403ER22-6API551ER27-4API382ER27-4API383ER27-4API502ER27-4API503ER27-5API403IR22-4API382IR22-4API383IR22-4API502IR22-4API503IR22-5API403IR22-6API551IR27-4API382IR27-4API383IR27-4API502IR27-4API503IR27-5API403
EL22-4API382EL22-4API383EL22-4API502EL22-4API503EL22-5API403EL22-6API551EL27-4API382EL27-4API383EL27-4API502EL27-4API503EL27-5API403IL22-4API382IL22-4API383IL22-4API502IL22-4API503IL22-5API403IL22-6API551IL27-4API382IL27-4API383IL27-4API502IL27-4API503IL27-5API403
●
●
●
●
● ●●●● ○
●●● ●●●
(mm)
(mm)
(mm)
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Wewn.
Zewn.
Wewn.
Zewn.
Wewn.
Zewn.
Wewn.
Zewn.
Wewn.
Zewn.
Wewn.
Zewn.
D
23D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
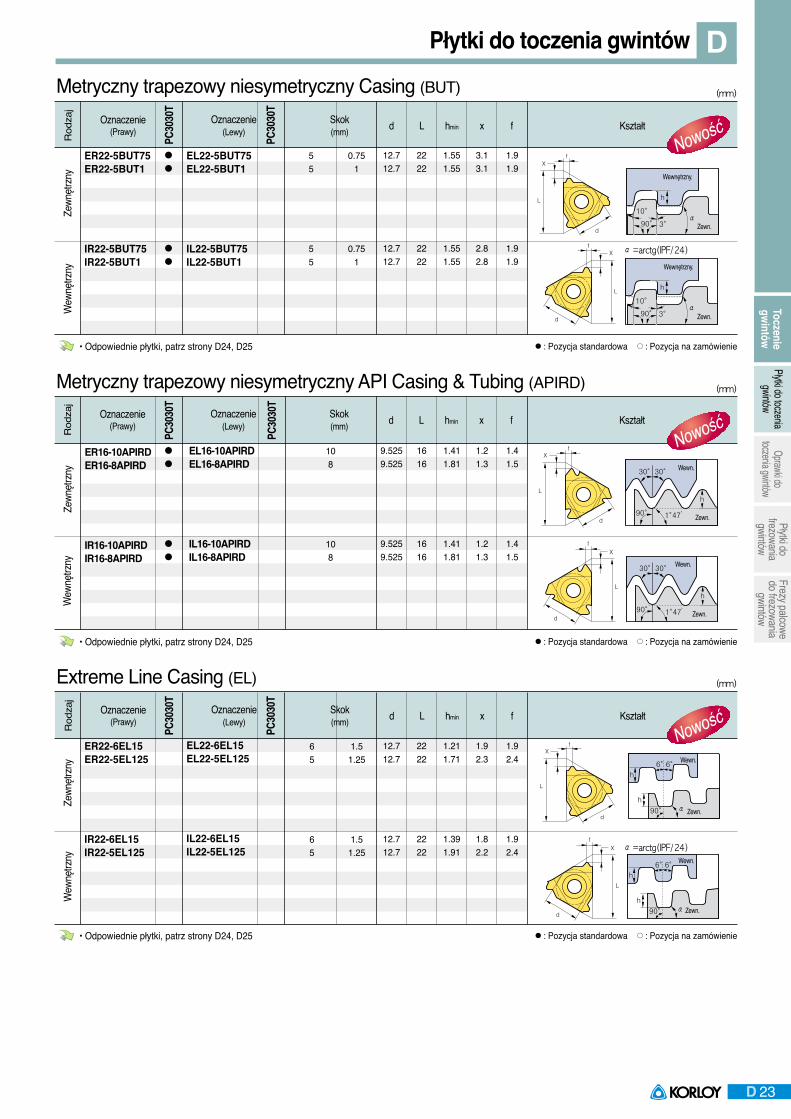
Metryczny trapezowy niesymetryczny Casing (BUT)Ze
wnętr
zny
Wew
nętrz
ny
PC30
30T
55
55
0.751
0.751
12.712.7
12.712.7
2222
2222
1.551.55
1.551.55
3.13.1
2.82.8
1.91.9
1.91.9
PC30
30T
ER22-5BUT75ER22-5BUT1
IR22-5BUT75IR22-5BUT1
EL22-5BUT75EL22-5BUT1
IL22-5BUT75IL22-5BUT1
Extreme Line Casing (EL)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
65
65
1.51.25
1.51.25
12.712.7
12.712.7
2222
2222
1.211.71
1.391.91
1.92.3
1.82.2
1.92.4
1.92.4
PC30
30T
ER22-6EL15ER22-5EL125
IR22-6EL15IR22-5EL125
EL22-6EL15EL22-5EL125
IL22-6EL15IL22-5EL125
Metryczny trapezowy niesymetryczny API Casing & Tubing (APIRD)
Zewn
ętrzn
yW
ewnę
trzny
PC30
30T
108
108
9.5259.525
9.5259.525
1616
1616
1.411.81
1.411.81
1.21.3
1.21.3
1.41.5
1.41.5
PC30
30T
ER16-10APIRDER16-8APIRD
IR16-10APIRDIR16-8APIRD
EL16-10APIRDEL16-8APIRD
IL16-10APIRDIL16-8APIRD
α=arctg(IPF/24)
α=arctg(IPF/24)
(mm)
(mm)
(mm)
●●
●●
●●
●●
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
• Odpowiednie płytki, patrz strony D24, D25
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do toczenia gwintów
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Oznaczenie(Prawy)
Oznaczenie (Lewy)
Skok(mm)R
odza
j
d L hmin x f Kształt
Wewn.
Zewn.
Wewn.
Zewn.
Wewnętrzny.
Zewn.
Wewnętrzny.
Zewn.
Wewn.
Zewn.
Wewn.
Zewn.
D
24D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
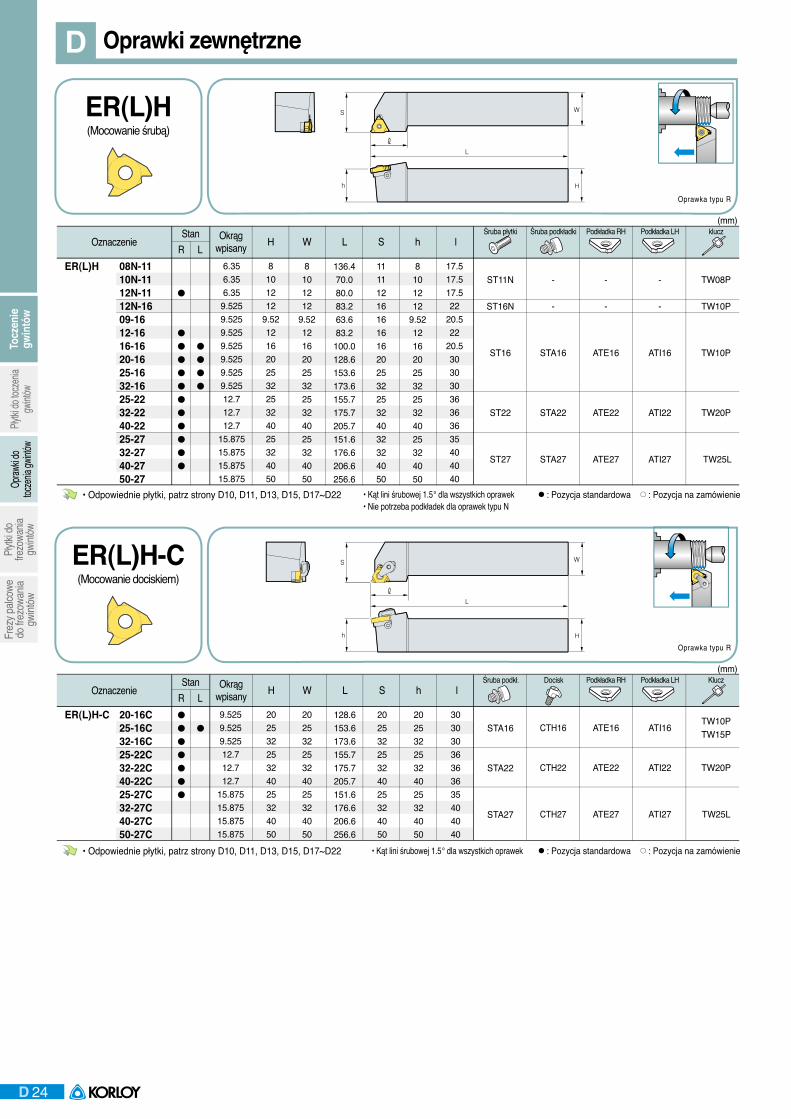
ówOprawki zewnętrzne D22-ERH
D22-ERH-C¥¬ ∫¸¡¸(¡¶∞¯øπ¡§).
Oprawka typu R
(mm)
●
●●●●●●●●●●●
●●●●
ER(L)H 08N-11 10N-11 12N-11 12N-16 09-16 12-16 16-16 20-16 25-16 32-16 25-22 32-22 40-22 25-27 32-27 40-27 50-27
• Kąt lini śrubowej 1.5 ° dla wszystkich oprawek• Nie potrzeba podkładek dla oprawek typu N
6.356.356.359.5259.5259.5259.5259.5259.5259.52512.712.712.7
15.87515.87515.87515.875
17.517.517.522
20.522
20.530303036363635404040
8101212
9.52121620253225324025324050
1111121616161620253225324032324050
8101212
9.52121620253225324025324050
136.470.080.083.263.683.2100.0128.6153.6173.6155.7175.7205.7151.6176.6206.6256.6
ST11N
ST16N
ST16
ST22
ST27
-
-
STA16
STA22
STA27
-
-
ATE16
ATE22
ATE27
-
-
ATI16
ATI22
ATI27
TW08P
TW10P
TW10P
TW20P
TW25L
ER(L)H(Mocowanie śrubą)
8101212
9.52121620253225324025324050
25
40
1725
40
17
25
40
17
25
40
17
25
40
17
Oprawka typu R
(mm)
●●●●●●●
●ER(L)H-C 20-16C 25-16C 32-16C 25-22C 32-22C 40-22C 25-27C 32-27C 40-27C 50-27C
• Kąt lini śrubowej 1.5 ° dla wszystkich oprawek
9.5259.5259.52512.712.712.7
15.87515.87515.87515.875
20253225324025324050
20253225324025324050
30303036363635404040
20253225324025324050
20253225324025324050
128.6153.6173.6155.7175.7205.7151.6176.6206.6256.6
STA16
STA22
STA27
CTH16
CTH22
CTH27
ATE16
ATE22
ATE27
ATI16
ATI22
ATI27
TW10PTW15P
TW20P
TW25L
ER(L)H-C(Mocowanie dociskiem)
25
40
17
25
40
17
25
40
17
25
40
17
25
40
17
• Odpowiednie płytki, patrz strony D10, D11, D13, D15, D17~D22
• Odpowiednie płytki, patrz strony D10, D11, D13, D15, D17~D22
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
R LOznaczenie
Stan Okrągwpisany lW S hL
Śruba płytki Śruba podkładki Podkładka RH Podkładka LH kluczH
R LOznaczenie
Stan Okrąg wpisany H W lS hL
Śruba podkł. Podkładka RH Podkładka LH KluczDocisk
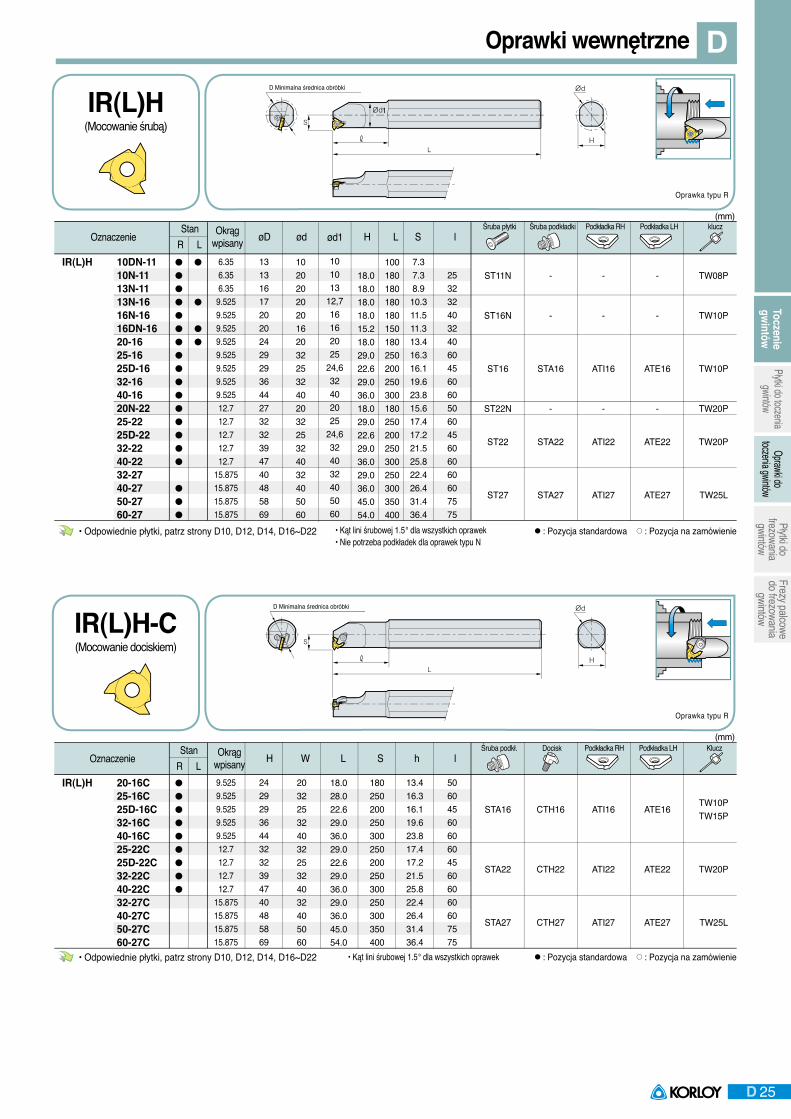
D
25D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
1
Oprawki wewnętrzne
Oprawka typu R
(mm)
●●●●●●●●●●●●●●●●
●●●
●
●
●●
IR(L)H 10DN-11 10N-11 13N-11 13N-16 16N-16 16DN-16 20-16 25-16 25D-16 32-16 40-16 20N-22 25-22 25D-22 32-22 40-22 32-27 40-27 50-27 60-27
• Kąt lini śrubowej 1.5 ° dla wszystkich oprawek• Nie potrzeba podkładek dla oprawek typu N
6.356.356.359.5259.5259.5259.5259.5259.5259.5259.52512.712.712.712.712.7
15.87515.87515.87515.875
1313161720202429293644273232394740485869
25323240324060456060506045606060607575
7.37.38.910.311.511.313.416.316.119.623.815.617.417.221.525.822.426.431.436.4
1020202020162032253240203225324032405060
101013
12,716162025
24,632402025
24,6324032405060
100180180180180150180250200250300180250200250300250300350400
18.018.018.018.015.218.029.022.629.036.018.029.022.629.036.029.036.045.054.0
ST11N
ST16N
ST16
ST22N
ST22
ST27
-
-
STA16
-
STA22
STA27
-
-
ATI16
-
ATI22
ATI27
-
-
ATE16
-
ATE22
ATE27
TW08P
TW10P
TW10P
TW20P
TW20P
TW25L
IR(L)H(Mocowanie śrubą)
25
40
1725
40
17
25
40
17
25
40
17
25
40
17
1
Oprawka typu R
(mm)
●●●●●●●●●
IR(L)H 20-16C 25-16C 25D-16C 32-16C 40-16C 25-22C 25D-22C 32-22C 40-22C 32-27C 40-27C 50-27C 60-27C
• Kąt lini śrubowej 1.5 ° dla wszystkich oprawek
9.5259.5259.5259.5259.52512.712.712.712.7
15.87515.87515.87515.875
24292936443232394740485869
50604560606045606060607575
13.416.316.119.623.817.417.221.525.822.426.431.436.4
20322532403225324032405060
180250200250300250200250300250300350400
18.028.022.629.036.029.022.629.036.029.036.045.054.0
STA16
STA22
STA27
CTH16
CTH22
CTH27
ATI16
ATI22
ATI27
ATE16
ATE22
ATE27
TW10PTW15P
TW20P
TW25L
IR(L)H-C(Mocowanie dociskiem)
25
40
17
25
40
17
25
40
17
25
40
1725
40
17
¯ D Minimalna średnica obróbki
¯ D Minimalna średnica obróbki
• Odpowiednie płytki, patrz strony D10, D12, D14, D16~D22
• Odpowiednie płytki, patrz strony D10, D12, D14, D16~D22
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
R LOznaczenie
Stan Okrągwpisany lød ød1 L SH
Śruba płytki Śruba podkładki Podkładka RH Podkładka LH kluczøD
R LOznaczenie
Stan Okrąg wpisany H W lS hL
Śruba podkł. Podkładka RH Podkładka LH KluczDocisk
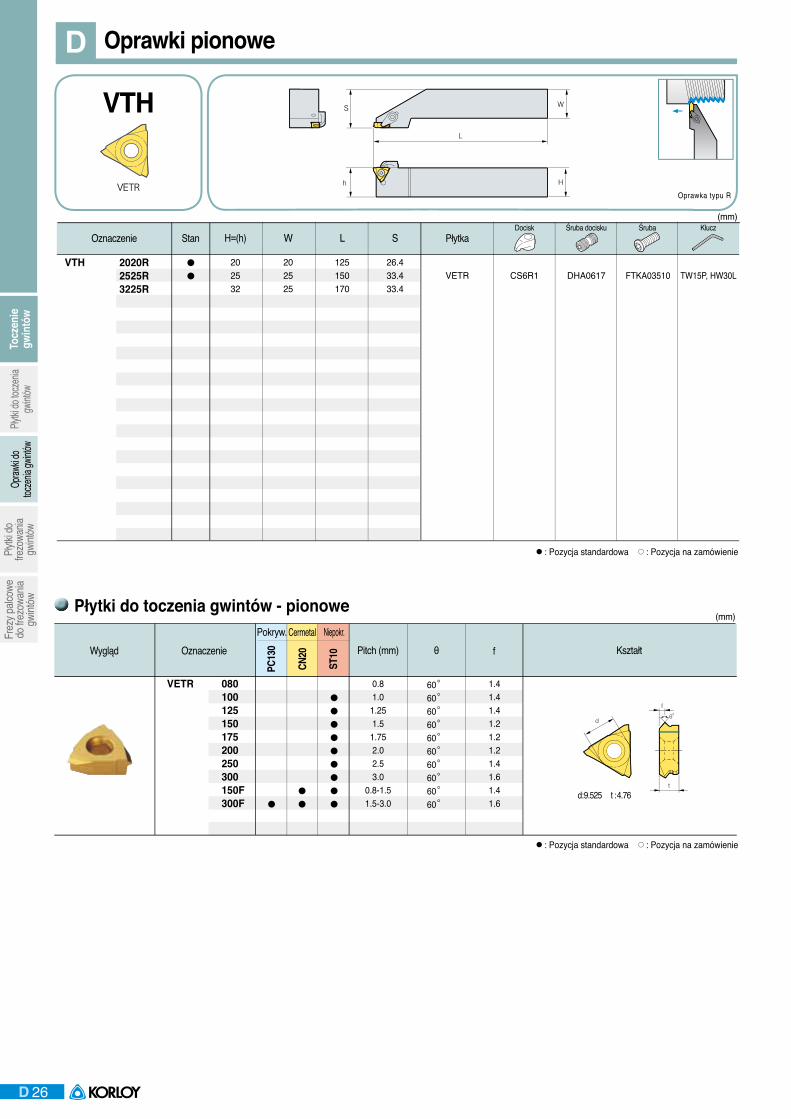
D
26D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówOprawki pionowe
VETROprawka typu R
(mm)
●●
VTH 2020R 2525R 3225R
202525
202532
26.433.433.4
125150170
CS6R1VETR DHA0617 FTKA03510 TW15P, HW30L
VTH
D24-VTH
25
40
17
25
40
17
25
40
17
25
40
17
VETR 080 100 125 150 175 200 250 300 150F 300F
Pokryw. Cermetal Niepokr.OznaczenieWygląd
PC13
0
CN20
ST10 Pitch (mm) θ f
0.81.0
1.251.5
1.752.02.53.0
0.8-1.51.5-3.0
60。
60。60。60。60。60。60。60。60。60。
1.41.41.41.21.21.21.41.61.41.6
d:9.525 t :4.76●
●●
●●●●●●●●●
Płytki do toczenia gwintów - pionowe(mm)
Kształt
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Oznaczenie Stan WH=(h) SLDocisk Śruba docisku Śruba Klucz
Płytka
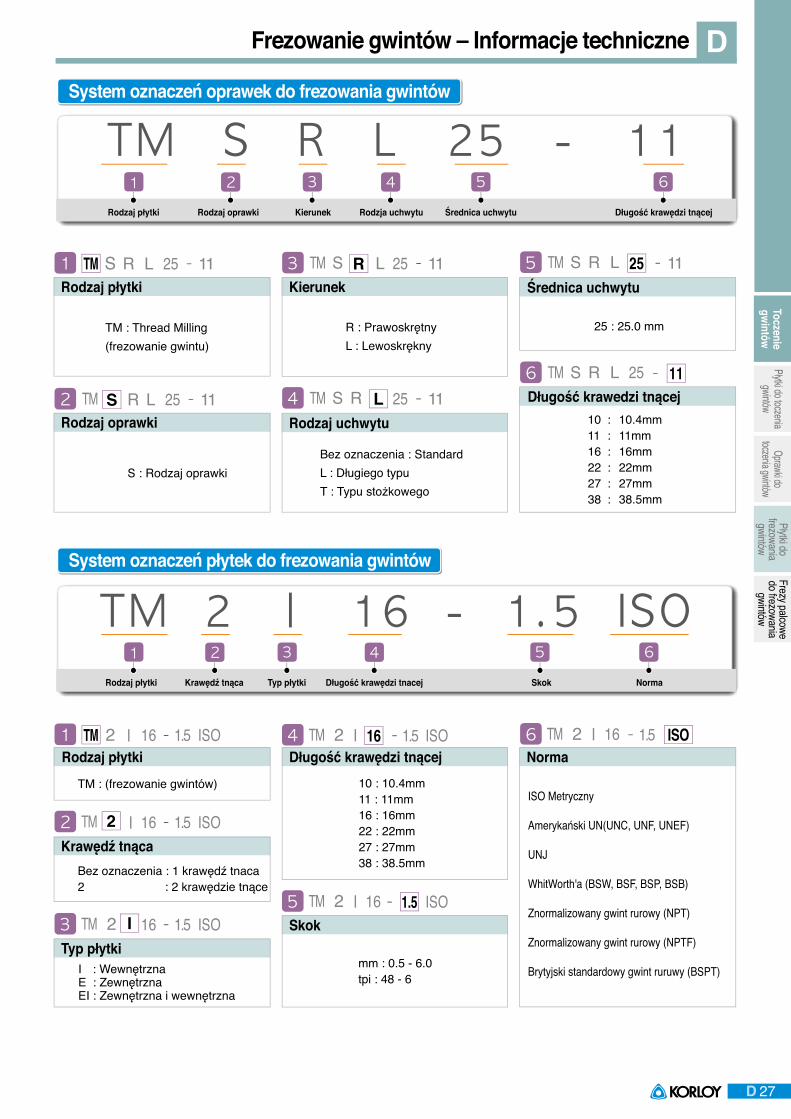
D
27D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówFrezowanie gwintów – Informacje techniczne
System oznaczeń płytek do frezowania gwintów
System oznaczeń oprawek do frezowania gwintów
TM S R L 25 - 11Rodzaj płytki Rodzaj oprawki Rodzja uchwytuKierunek Średnica uchwytu Długość krawędzi tnącej
1 2 43 5 6
Rodzaj płytki
TM : Thread Milling (frezowanie gwintu)
Kierunek
R : PrawoskrętnyL : Lewoskrękny
Rodzaj uchwytu
Bez oznaczenia : StandardL : Długiego typuT : Typu stożkowego
Średnica uchwytu
Długość krawedzi tnącej 10 : 10.4mm 11 : 11mm 16 : 16mm 22 : 22mm 27 : 27mm 38 : 38.5mm
25 : 25.0 mm
Rodzaj oprawki
S : Rodzaj oprawki
R
R
L
L
L25
25
25
25
11
11
11
11
11S
TM
TM
TM
TM
TM
S
S
S
SR
R
R
L
L 25
TM
S
R
L
25
11
1
2
3
4
5
6
TM 2 Ⅰ 16 - 1.5 ISORodzaj płytki Krawędź tnąca Długość krawędzi tnacejTyp płytki Skok Norma
1 2 43 5 6
ISO Metryczny
Amerykański UN(UNC, UNF, UNEF)
UNJ
WhitWorth'a (BSW, BSF, BSP, BSB)
Znormalizowany gwint rurowy (NPT)
Znormalizowany gwint rurowy (NPTF)
Brytyjski standardowy gwint ruruwy (BSPT)
Ⅰ
Ⅰ
Ⅰ Ⅰ
Ⅰ
16
16
1616
1.5
1.5
1.5 1.5
1.5
ISO
ISO
ISO
ISOISO
2 2 2 16
22
TM
TM TM
TMTM
TM
2
16 ISO
1.5Ⅰ
1
2
4 6
53
10 : 10.4mm11 : 11mm16 : 16mm22 : 22mm27 : 27mm38 : 38.5mm
mm : 0.5 - 6.0tpi : 48 - 6
I : WewnętrznaE : ZewnętrznaEI : Zewnętrzna i wewnętrzna
Bez oznaczenia : 1 krawędź tnaca2 : 2 krawędzie tnące
TM : (frezowanie gwintów)
Krawędź tnąca
Typ płytki
Długość krawędzi tnącej
Skok
Norma Rodzaj płytki
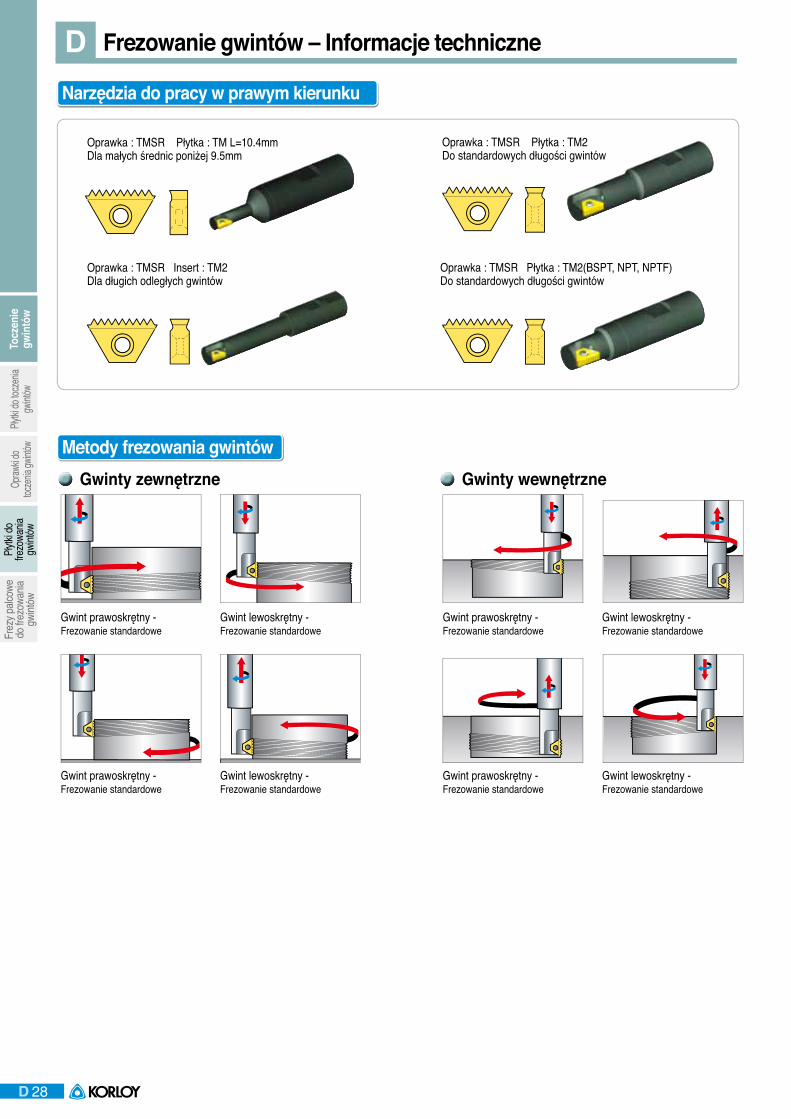
D
28D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówFrezowanie gwintów – Informacje techniczne
Narzędzia do pracy w prawym kierunku
Metody frezowania gwintówGwinty zewnętrzne Gwinty wewnętrzne
Oprawka : TMSR Płytka : TM L=10.4mmDla małych średnic poniżej 9.5mm
Oprawka : TMSR Płytka : TM2Do standardowych długości gwintów
Oprawka : TMSR Insert : TM2Dla długich odległych gwintów
Oprawka : TMSR Płytka : TM2(BSPT, NPT, NPTF)Do standardowych długości gwintów
Gwint prawoskrętny - Frezowanie standardowe
Gwint lewoskrętny - Frezowanie standardowe
Gwint prawoskrętny - Frezowanie standardowe
Gwint lewoskrętny - Frezowanie standardowe
Gwint prawoskrętny - Frezowanie standardowe
Gwint lewoskrętny - Frezowanie standardowe
Gwint prawoskrętny - Frezowanie standardowe
Gwint lewoskrętny - Frezowanie standardowe
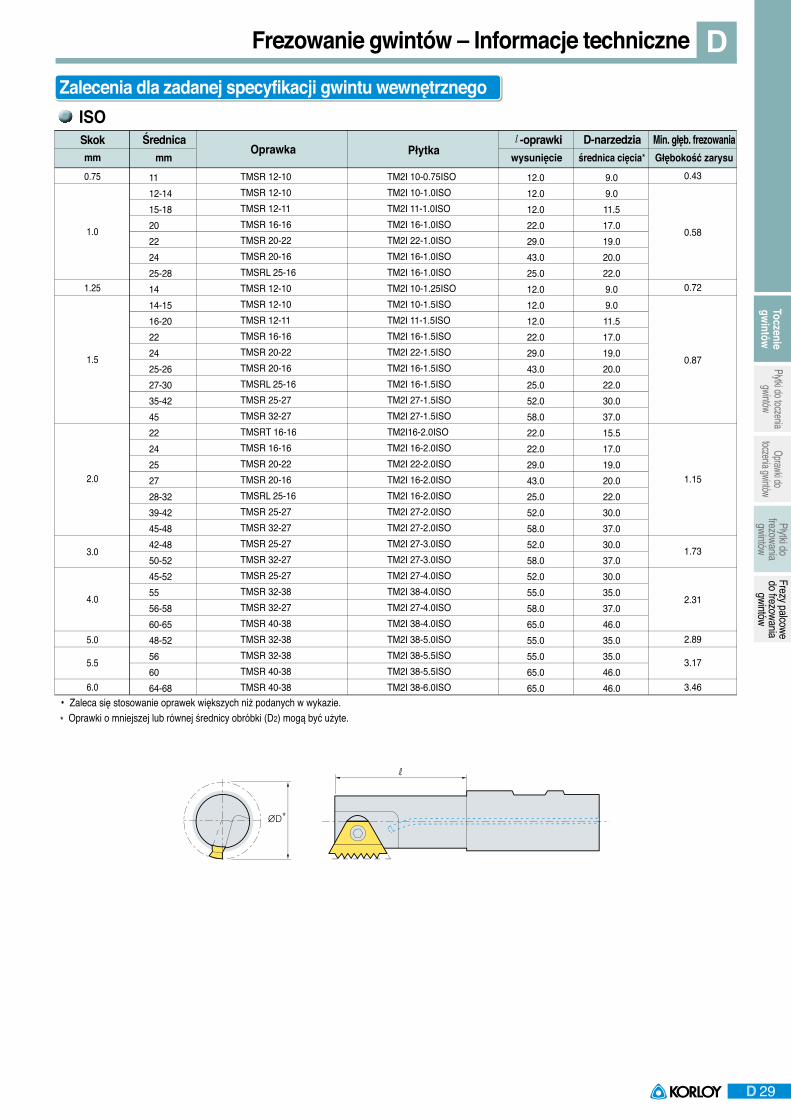
D
29D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówFrezowanie gwintów – Informacje techniczne
Zalecenia dla zadanej specyfikacji gwintu wewnętrznegoISO
1112-1415-1820222425-281414-1516-20222425-2627-3035-42452224252728-3239-4245-4842-4850-5245-525556-5860-6548-52566064-68
12.012.012.022.029.043.025.012.012.012.022.029.043.025.052.058.022.022.029.043.025.052.058.052.058.052.055.058.065.055.055.065.065.0
9.09.011.517.019.020.022.09.09.011.517.019.020.022.030.037.015.517.019.020.022.030.037.030.037.030.035.037.046.035.035.046.046.0
0.75
1.25
1.0
1.5
2.0
3.0
4.0
5.0
5.5
6.0
0.43
0.72
0.58
0.87
1.15
1.73
2.31
2.89
3.17
3.46
TMSR 12-10TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-22TMSR 20-16TMSRL 25-16TMSR 12-10TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-22TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSRT 16-16TMSR 16-16TMSR 20-22TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-38TMSR 32-27TMSR 40-38TMSR 32-38TMSR 32-38TMSR 40-38TMSR 40-38
TM2I 10-0.75ISOTM2I 10-1.0ISOTM2I 11-1.0ISOTM2I 16-1.0ISOTM2I 22-1.0ISOTM2I 16-1.0ISOTM2I 16-1.0ISOTM2I 10-1.25ISOTM2I 10-1.5ISOTM2I 11-1.5ISOTM2I 16-1.5ISOTM2I 22-1.5ISOTM2I 16-1.5ISOTM2I 16-1.5ISOTM2I 27-1.5ISOTM2I 27-1.5ISOTM2I16-2.0ISOTM2I 16-2.0ISOTM2I 22-2.0ISOTM2I 16-2.0ISOTM2I 16-2.0ISOTM2I 27-2.0ISOTM2I 27-2.0ISOTM2I 27-3.0ISOTM2I 27-3.0ISOTM2I 27-4.0ISOTM2I 38-4.0ISOTM2I 27-4.0ISOTM2I 38-4.0ISOTM2I 38-5.0ISOTM2I 38-5.5ISOTM2I 38-5.5ISOTM2I 38-6.0ISO
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
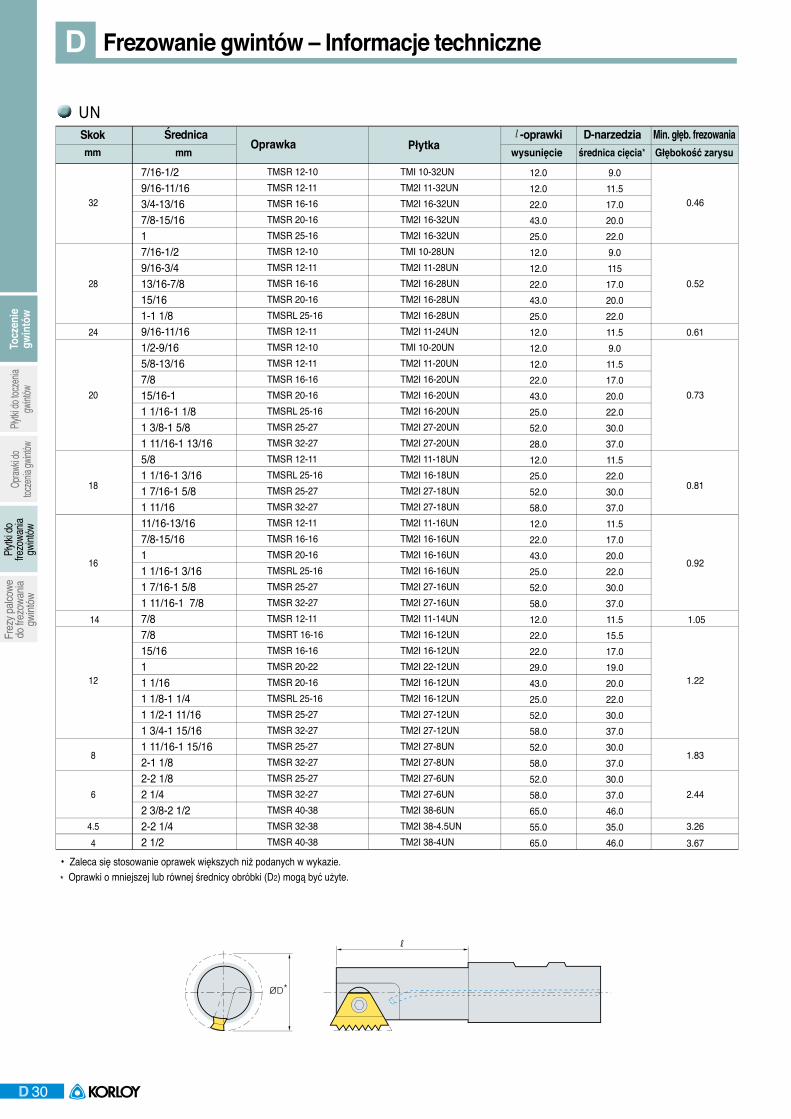
D
30D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
7/16-1/29/16-11/163/4-13/167/8-15/1617/16-1/29/16-3/413/16-7/815/161-1 1/89/16-11/161/2-9/165/8-13/167/815/16-11 1/16-1 1/81 3/8-1 5/81 11/16-1 13/165/81 1/16-1 3/161 7/16-1 5/81 11/1611/16-13/167/8-15/1611 1/16-1 3/161 7/16-1 5/81 11/16-1 7/87/87/815/1611 1/161 1/8-1 1/41 1/2-1 11/161 3/4-1 15/161 11/16-1 15/162-1 1/82-2 1/82 1/42 3/8-2 1/22-2 1/4 2 1/2
12.012.022.043.025.012.012.022.043.025.012.012.012.022.043.025.052.028.012.025.052.058.012.022.043.025.052.058.012.022.022.029.043.025.052.058.052.058.052.058.065.055.065.0
9.011.517.020.022.09.011517.020.022.011.59.011.517.020.022.030.037.011.522.030.037.011.517.020.022.030.037.011.515.517.019.020.022.030.037.030.037.030.037.046.035.046.0
TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSR 25-16TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 12-11TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 12-11TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 12-11TMSRT 16-16TMSR 16-16TMSR 20-22TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-27TMSR 40-38TMSR 32-38TMSR 40-38
TMI 10-32UNTM2I 11-32UNTM2I 16-32UNTM2I 16-32UNTM2I 16-32UNTMI 10-28UNTM2I 11-28UNTM2I 16-28UNTM2I 16-28UNTM2I 16-28UNTM2I 11-24UNTMI 10-20UNTM2I 11-20UNTM2I 16-20UNTM2I 16-20UNTM2I 16-20UNTM2I 27-20UNTM2I 27-20UNTM2I 11-18UNTM2I 16-18UNTM2I 27-18UNTM2I 27-18UNTM2I 11-16UNTM2I 16-16UNTM2I 16-16UNTM2I 16-16UNTM2I 27-16UNTM2I 27-16UNTM2I 11-14UNTM2I 16-12UNTM2I 16-12UNTM2I 22-12UNTM2I 16-12UNTM2I 16-12UNTM2I 27-12UNTM2I 27-12UNTM2I 27-8UNTM2I 27-8UNTM2I 27-6UNTM2I 27-6UNTM2I 38-6UNTM2I 38-4.5UNTM2I 38-4UN
32
28
24
20
18
16
14
12
8
6
4.54
0.46
0.52
0.61
0.73
0.81
0.92
1.05
1.22
1.83
2.44
3.263.67
UN
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
Frezowanie gwintów – Informacje techniczne
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
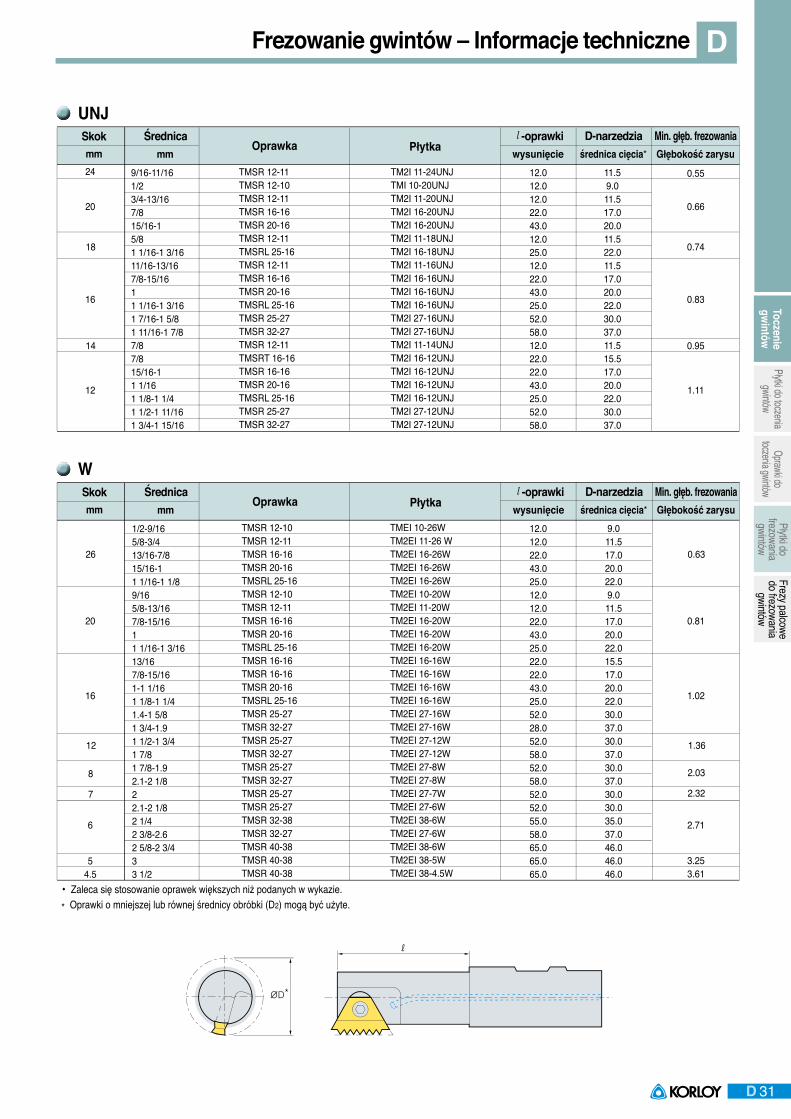
D
31D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
UNJ
W
9/16-11/161/23/4-13/167/815/16-15/81 1/16-1 3/1611/16-13/167/8-15/1611 1/16-1 3/161 7/16-1 5/81 11/16-1 7/87/87/815/16-11 1/161 1/8-1 1/41 1/2-1 11/161 3/4-1 15/16
12.012.012.022.043.012.025.012.022.043.025.052.058.012.022.022.043.025.052.058.0
11.59.011.517.020.011.522.011.517.020.022.030.037.011.515.517.020.022.030.037.0
20
24
18
16
14
12
0.66
0.55
0.74
0.83
0.95
1.11
TMSR 12-11TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSR 12-11TMSRL 25-16TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 12-11TMSRT 16-16TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27
TM2I 11-24UNJTMI 10-20UNJTM2I 11-20UNJTM2I 16-20UNJTM2I 16-20UNJTM2I 11-18UNJTM2I 16-18UNJTM2I 11-16UNJTM2I 16-16UNJTM2I 16-16UNJTM2I 16-16UNJTM2I 27-16UNJTM2I 27-16UNJTM2I 11-14UNJTM2I 16-12UNJTM2I 16-12UNJTM2I 16-12UNJTM2I 16-12UNJTM2I 27-12UNJTM2I 27-12UNJ
1/2-9/165/8-3/413/16-7/815/16-11 1/16-1 1/89/165/8-13/167/8-15/1611 1/16-1 3/1613/167/8-15/161-1 1/161 1/8-1 1/41.4-1 5/81 3/4-1.91 1/2-1 3/4 1 7/81 7/8-1.92.1-2 1/822.1-2 1/82 1/42 3/8-2.62 5/8-2 3/433 1/2
12.012.022.043.025.012.012.022.043.025.022.022.043.025.052.028.052.058.052.058.052.052.055.058.065.065.065.0
9.011.517.020.022.09.011.517.020.022.015.517.020.022.030.037.030.037.030.037.030.030.035.037.046.046.046.0
20
26
16
12
8
7
6
54.5
0.81
0.63
1.02
1.36
2.03
2.32
2.71
3.613.25
TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 12-10TMSR 12-11TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 16-16TMSR 16-16TMSR 20-16TMSRL 25-16TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-27TMSR 25-27TMSR 32-27TMSR 25-27TMSR 25-27TMSR 32-38TMSR 32-27TMSR 40-38TMSR 40-38TMSR 40-38
TMEI 10-26W TM2EI 11-26 WTM2EI 16-26WTM2EI 16-26WTM2EI 16-26WTM2EI 10-20WTM2EI 11-20WTM2EI 16-20WTM2EI 16-20WTM2EI 16-20WTM2EI 16-16WTM2EI 16-16WTM2EI 16-16WTM2EI 16-16WTM2EI 27-16WTM2EI 27-16WTM2EI 27-12WTM2EI 27-12WTM2EI 27-8WTM2EI 27-8WTM2EI 27-7WTM2EI 27-6WTM2EI 38-6WTM2EI 27-6WTM2EI 38-6WTM2EI 38-5WTM2EI 38-4.5W
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
Frezowanie gwintów – Informacje techniczne
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
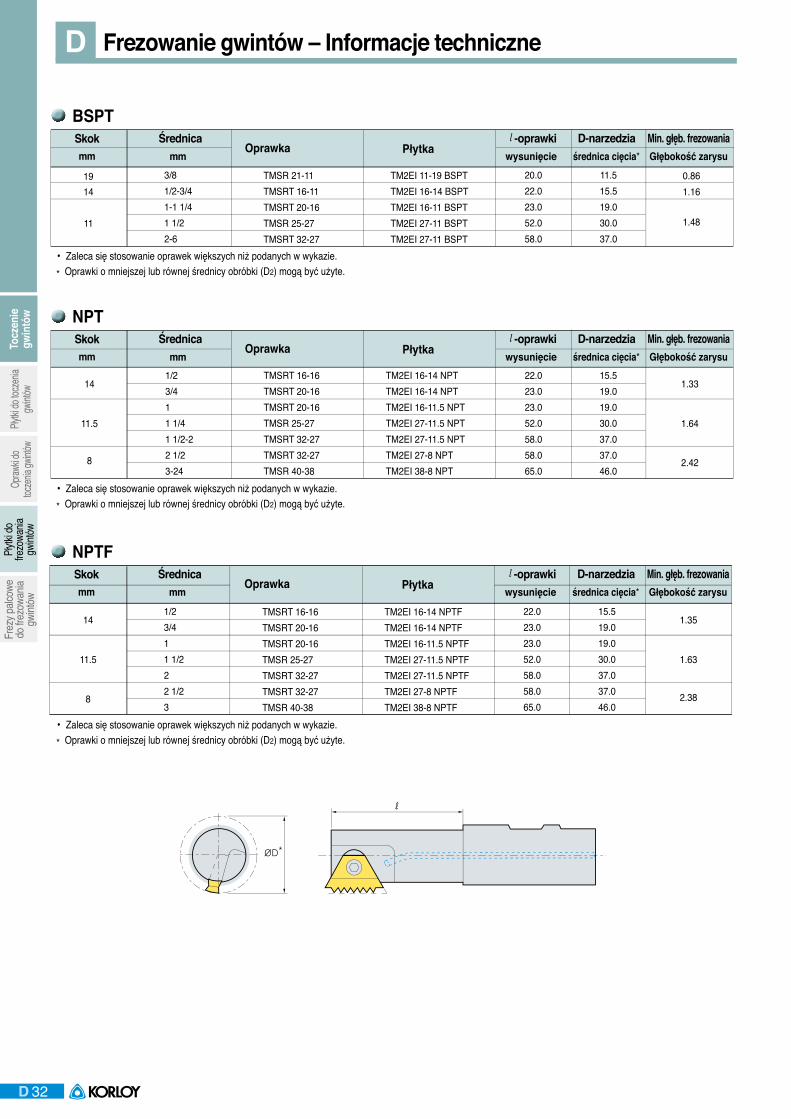
D
32D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
11
1419
1.48
1.160.863/8
1/2-3/41-1 1/41 1/22-6
TMSR 21-11TMSRT 16-11TMSRT 20-16TMSR 25-27TMSRT 32-27
20.022.023.052.058.0
11.515.519.030.037.0
TM2EI 11-19 BSPTTM2EI 16-14 BSPTTM2EI 16-11 BSPTTM2EI 27-11 BSPTTM2EI 27-11 BSPT
1/23/411 1/41 1/2-22 1/23-24
22.023.023.052.058.058.065.0
15.519.019.030.037.037.046.0
11.5
8
14
1.64
2.42
1.33TMSRT 16-16TMSRT 20-16TMSRT 20-16TMSR 25-27TMSRT 32-27TMSRT 32-27TMSR 40-38
TM2EI 16-14 NPTTM2EI 16-14 NPTTM2EI 16-11.5 NPTTM2EI 27-11.5 NPTTM2EI 27-11.5 NPTTM2EI 27-8 NPTTM2EI 38-8 NPT
1/23/411 1/222 1/23
22.023.023.052.058.058.065.0
15.519.019.030.037.037.046.0
11.5
8
14
1.63
2.38
1.35TMSRT 16-16TMSRT 20-16TMSRT 20-16TMSR 25-27TMSRT 32-27TMSRT 32-27TMSR 40-38
TM2EI 16-14 NPTFTM2EI 16-14 NPTFTM2EI 16-11.5 NPTFTM2EI 27-11.5 NPTFTM2EI 27-11.5 NPTFTM2EI 27-8 NPTFTM2EI 38-8 NPTF
BSPT
NPT
NPTF
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
• Zaleca się stosowanie oprawek większych niż podanych w wykazie.
* Oprawki o mniejszej lub równej średnicy obróbki (D2) mogą być użyte.
Frezowanie gwintów – Informacje techniczne
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
Skokmm
ŚrednicaOprawka Płytka
ℓ-oprawki D-narzedziamm wysunięcie średnica cięcia*
Min. głęb. frezowaniaGłębokość zarysu
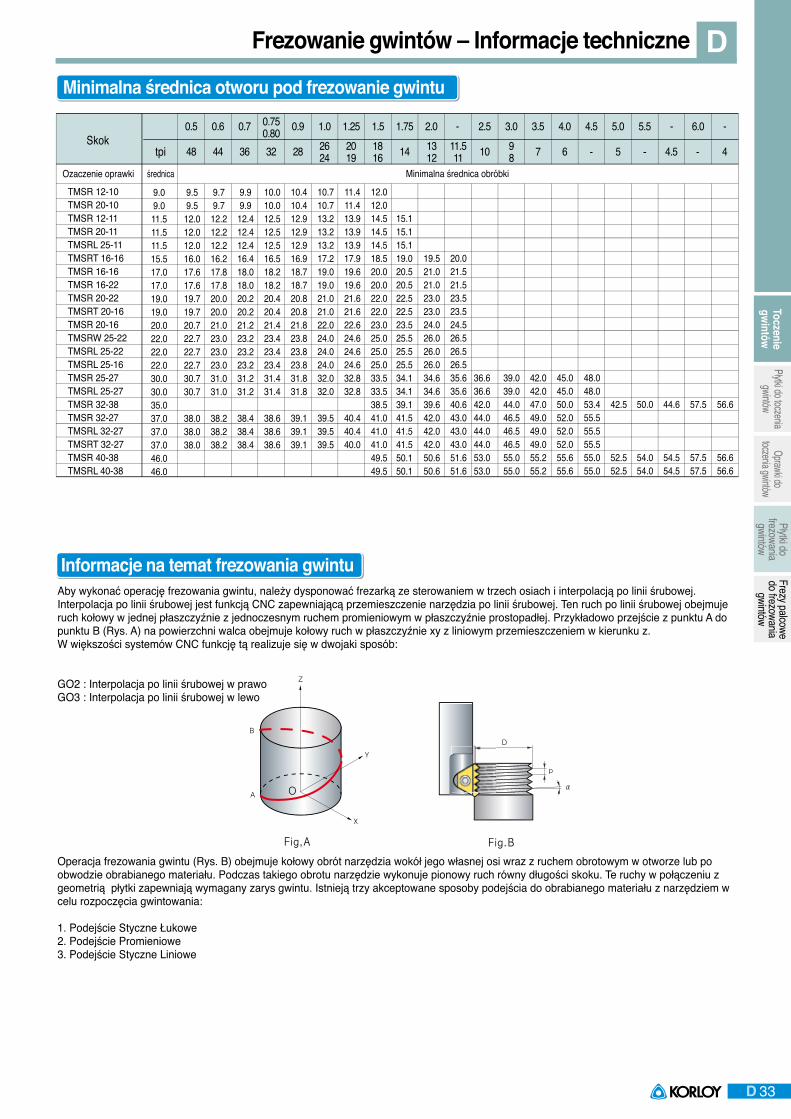
D
33D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
Aby wykonać operację frezowania gwintu, należy dysponować frezarką ze sterowaniem w trzech osiach i interpolacją po linii śrubowej. Interpolacja po linii śrubowej jest funkcją CNC zapewniającą przemieszczenie narzędzia po linii śrubowej. Ten ruch po linii śrubowej obejmuje ruch kołowy w jednej płaszczyźnie z jednoczesnym ruchem promieniowym w płaszczyźnie prostopadłej. Przykładowo przejście z punktu A do punktu B (Rys. A) na powierzchni walca obejmuje kołowy ruch w płaszczyźnie xy z liniowym przemieszczeniem w kierunku z.W większości systemów CNC funkcję tą realizuje się w dwojaki sposób:
GO2 : Interpolacja po linii śrubowej w prawoGO3 : Interpolacja po linii śrubowej w lewo
Operacja frezowania gwintu (Rys. B) obejmuje kołowy obrót narzędzia wokół jego własnej osi wraz z ruchem obrotowym w otworze lub po obwodzie obrabianego materiału. Podczas takiego obrotu narzędzie wykonuje pionowy ruch równy długości skoku. Te ruchy w połączeniu z geometrią płytki zapewniają wymagany zarys gwintu. Istnieją trzy akceptowane sposoby podejścia do obrabianego materiału z narzędziem w celu rozpoczęcia gwintowania:
1. Podejście Styczne Łukowe2. Podejście Promieniowe3. Podejście Styczne Liniowe
Fig,A Fig.B
9.09.011.511.511.515.517.017.019.019.020.022.022.022.030.030.035.037.037.037.046.046.0
9.59.512.012.012.016.017.617.619.719.720.722.722.722.730.730.7
38.038.038.0
9.79.712.212.212.216.217.817.820.020.021.023.023.023.031.031.0
38.238.238.2
9.99.912.412.412.416.418.018.020.220.221.223.223.223.231.231.2
38.438.438.4
10.010.012.512.512.516.518.218.220.420.421.423.423.423.431.431.4
38.638.638.6
10.410.412.912.912.916.918.718.720.820.821.823.823.823.831.831.8
39.139.139.1
10.710.713.213.213.217.219.019.021.021.022.024.024.024.032.032.0
39.539.539.5
11.411.413.913.913.917.919.619.621.621.622.624.624.624.632.832.8
40.440.440.0
12.012.014.514.514.518.520.020.022.022.023.025.025.025.033.533.538.541.041.041.049.549.5
15.115.115.119.020.520.522.522.523.525.525.525.534.134.139.141.541.541.550.150.1
19.521.021.023.023.024.026.026.026.034.634.639.642.042.042.050.650.6
20.021.521.523.523.524.526.526.526.535.635.640.643.043.043.051.651.6
36.636.642.044.044.044.053.053.0
39.039.044.046.546.546.555.055.0
42.042.047.049.049.049.055.255.2
45.045.050.052.052.052.055.655.6
48.048.053.455.555.555.555.055.0
42.5
52.552.5
50.0
54.054.0
44.6
54.554.5
57.5
57.557.5
56.6
56.656.6
TMSR 12-10TMSR 20-10TMSR 12-11TMSR 20-11TMSRL 25-11TMSRT 16-16TMSR 16-16TMSR 16-22TMSR 20-22TMSRT 20-16TMSR 20-16TMSRW 25-22TMSRL 25-22TMSRL 25-16TMSR 25-27TMSRL 25-27TMSR 32-38TMSR 32-27TMSRL 32-27TMSRT 32-27TMSR 40-38TMSRL 40-38
0.5 0.6 0.7 0.750.80
2624
2019
1816
1312
11.511
98
0.9 1.0 1.25 1.5 1.75 2.0 - -
- -- -
-2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0
48 tpi 44 36 32 28 14 10 7 6 5 4.5 4Skok
Ozaczenie oprawki średnica Minimalna średnica obróbki
Minimalna średnica otworu pod frezowanie gwintu
Informacje na temat frezowania gwintu
Frezowanie gwintów – Informacje techniczne
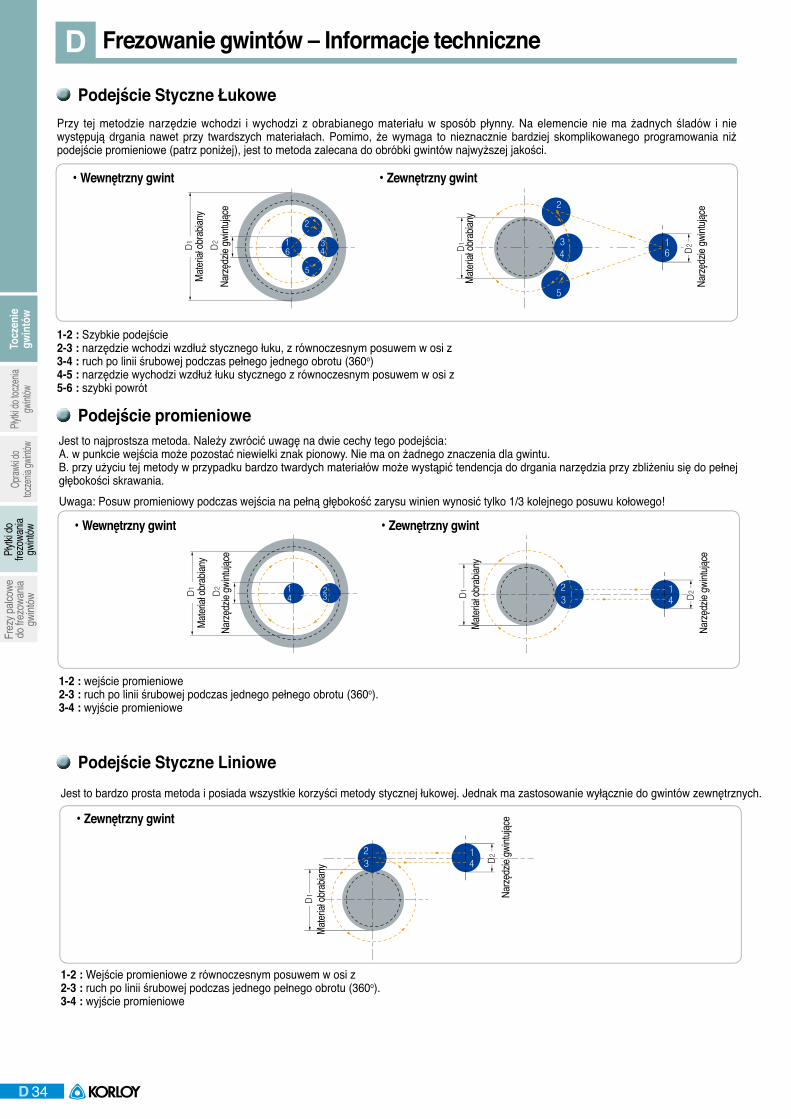
D
34D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówFrezowanie gwintów – Informacje techniczne
Podejście Styczne Łukowe
Podejście promieniowe
Podejście Styczne Liniowe
Przy tej metodzie narzędzie wchodzi i wychodzi z obrabianego materiału w sposób płynny. Na elemencie nie ma żadnych śladów i nie występują drgania nawet przy twardszych materiałach. Pomimo, że wymaga to nieznacznie bardziej skomplikowanego programowania niż podejście promieniowe (patrz poniżej), jest to metoda zalecana do obróbki gwintów najwyższej jakości.
1-2 : Szybkie podejście2-3 : narzędzie wchodzi wzdłuż stycznego łuku, z równoczesnym posuwem w osi z3-4 : ruch po linii śrubowej podczas pełnego jednego obrotu (360o)4-5 : narzędzie wychodzi wzdłuż łuku stycznego z równoczesnym posuwem w osi z5-6 : szybki powrót
•Wewnętrzny gwint •Zewnętrzny gwint
•Wewnętrzny gwint •Zewnętrzny gwint
Jest to najprostsza metoda. Należy zwrócić uwagę na dwie cechy tego podejścia:A. w punkcie wejścia może pozostać niewielki znak pionowy. Nie ma on żadnego znaczenia dla gwintu.B. przy użyciu tej metody w przypadku bardzo twardych materiałów może wystąpić tendencja do drgania narzędzia przy zbliżeniu się do pełnej głębokości skrawania.Uwaga: Posuw promieniowy podczas wejścia na pełną głębokość zarysu winien wynosić tylko 1/3 kolejnego posuwu kołowego!
1-2 : wejście promieniowe2-3 : ruch po linii śrubowej podczas jednego pełnego obrotu (360o).3-4 : wyjście promieniowe
•Zewnętrzny gwint
Jest to bardzo prosta metoda i posiada wszystkie korzyści metody stycznej łukowej. Jednak ma zastosowanie wyłącznie do gwintów zewnętrznych.
1-2 : Wejście promieniowe z równoczesnym posuwem w osi z2-3 : ruch po linii śrubowej podczas jednego pełnego obrotu (360o).3-4 : wyjście promieniowe
Mater
iał ob
rabian
yMa
teriał
obrab
iany
Mater
iał ob
rabian
yMa
teriał
obrab
iany
Mater
iał ob
rabian
y
Narzę
dzie
gwint
ujące
Narzę
dzie
gwint
ujące
Narzę
dzie
gwint
ujące
Narzę
dzie
gwint
ujące
Narzę
dzie
gwint
ujące
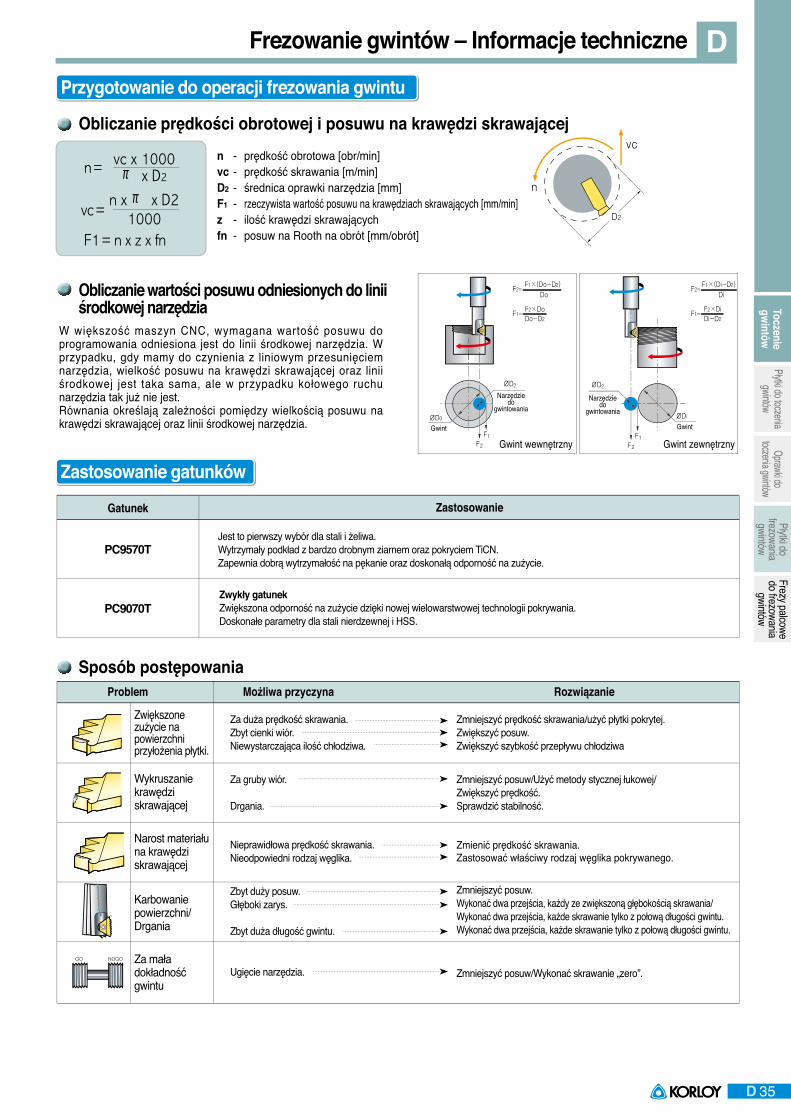
D
35D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówFrezowanie gwintów – Informacje techniczne
Obliczanie prędkości obrotowej i posuwu na krawędzi skrawającej
Obliczanie wartości posuwu odniesionych do linii środkowej narzędzia
Zwykły gatunekZwiększona odporność na zużycie dzięki nowej wielowarstwowej technologii pokrywania.Doskonałe parametry dla stali nierdzewnej i HSS.
PC9570T
PC9070T
n = vc x 1000π x D2
F1 = n x z x fn
vc = n x π x D21000
Przygotowanie do operacji frezowania gwintu
Zastosowanie gatunków
Sposób postępowania
n - prędkość obrotowa [obr/min]vc - prędkość skrawania [m/min]D2 - średnica oprawki narzędzia [mm]F1 - rzeczywista wartość posuwu na krawędziach skrawających [mm/min]z - ilość krawędzi skrawającychfn - posuw na Rooth na obrót [mm/obrót]
W większość maszyn CNC, wymagana wartość posuwu do programowania odniesiona jest do linii środkowej narzędzia. W przypadku, gdy mamy do czynienia z liniowym przesunięciem narzędzia, wielkość posuwu na krawędzi skrawającej oraz linii środkowej jest taka sama, ale w przypadku kołowego ruchu narzędzia tak już nie jest.Równania określają zależności pomiędzy wielkością posuwu na krawędzi skrawającej oraz linii środkowej narzędzia.
Gwint wewnętrzny Gwint zewnętrzny
Jest to pierwszy wybór dla stali i żeliwa.Wytrzymały podkład z bardzo drobnym ziarnem oraz pokryciem TiCN.Zapewnia dobrą wytrzymałość na pękanie oraz doskonałą odporność na zużycie.
Gatunek Zastosowanie
Problem Możliwa przyczyna Rozwiązanie
Wykruszanie krawędzi skrawającej
Za mała dokładność gwintu
Narost materiału na krawędzi skrawającej
Karbowanie powierzchni/Drgania
Za gruby wiór.
Drgania.
Nieprawidłowa prędkość skrawania.Nieodpowiedni rodzaj węglika.
Zbyt duży posuw.Głęboki zarys.
Zbyt duża długość gwintu.
Zmniejszyć posuw/Użyć metody stycznej łukowej/Zwiększyć prędkość.Sprawdzić stabilność.
Zmniejszyć posuw/Wykonać skrawanie „zero”.Ugięcie narzędzia.
Zmienić prędkość skrawania.Zastosować właściwy rodzaj węglika pokrywanego.
Zmniejszyć posuw.Wykonać dwa przejścia, każdy ze zwiększoną głębokością skrawania/ Wykonać dwa przejścia, każde skrawanie tylko z połową długości gwintu.Wykonać dwa przejścia, każde skrawanie tylko z połową długości gwintu.
Zwiększone zużycie na powierzchni przyłożenia płytki.
Za duża prędkość skrawania.Zbyt cienki wiór.Niewystarczająca ilość chłodziwa.
Zmniejszyć prędkość skrawania/użyć płytki pokrytej.Zwiększyć posuw.Zwiększyć szybkość przepływu chłodziwa
GwintGwint
Narzędzie do
gwintowania
Narzędzie do
gwintowania

D
36D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówFrezowanie gwintów – Informacje techniczne
Materiał obrabiany Narzędzia składane Frez palcowy
PC9070MPC9570T
P
M
K
125150170180275350200325200225200330180200200330200330200280250350
400Rm1050Rm55HRC
13023018026016026060100759013090100
100-210100-180100-17090-16080-15070-14060-13070-110
100-17070-120100-170100-17070-14070-14070-14070-14070-12070-12020-4520-3015-2010-1570-14020-5020-4560-13060-12060-13060-10060-12550-90
100-250100-180150-400150-28080-150120-210120-210
80-25080-23080-20060-18060-17060-16040-10030-8080-25060-17060-15060-12060-14060-13060-16060-11060-15060-10030-6020-5015-3515-3040-8020-5015-4570-16060-15070-16040-12040-11040-100200-300150-250100-200120-220200-300200-300150-250
0.03-0.150.03-0.10.03-0.080.03-0.10.03-0.070.01-0.030.03-0.050.01-0.030.03-0.10.01-0.030.04-0.10.01-0.050.04-0.10.04-0.10.04-0.10.03-0.050.04-0.10.03-0.050.04-0.10.01-0.030.01-0.030.01-0.030.03-0.050.03-0.050.005-0.010.01-0.030.03-0.050.05-0.10.03-0.050.05-0.10.03-0.050.1-0.250.1-0.20.1-0.20.1-0.150.1-0.20.1-0.250.1-0.2
0.05-0.30.05-0.250.05-0.20.05-0.250.05-0.20.05-0.150.05-0.20.05-0.10.05-0.150.05-0.10.05-0.150.05-0.10.05-0.150.05-0.10.05-0.150.05-0.10.05-0.150.05-0.10.05-0.10.02-0.050.02-0.050.02-0.050.02-0.050.02-0.050.01-0.030.02-0.080.02-0.050.05-0.150.05-0.10.05-0.150.05-0.10.1-0.40.1-0.30.1-0.3
0.05-0.250.1-0.30.1-0.3
0.05-0.25
Zalecane parametry obróbki
Zalecenia :Przy wejściu narzędzia ustawić posuw f [mm/ząb] o 70% niższy niż posuw gwintowania.
Example :Posuw gwintowania: 0.3[mm/t]Posuw przy wejściu narzędzia: 0.09[mm/t]
TwardośćBrinell HB
vc [m/min] Posuw fz [mm/t] *
Gatunek
(zawartość pierwiaststków ≤5%)
Niskowęglowa (C+0.1-0.25%)Średniowęglowa (C=0.25-0.55%)Wysokowęglowa (C=0.55-0.85%)NiehartowanaHartowanaHartowanaWyżarzona HartowanaNiskostopowe (pierwiastki stopowe<5%)Wysokostopwe (pierwiastki stopowe<5%)Niehartowana Hartowana AustenitycznaWysoko austenitycznaNiehartowanaHartowanaAustenitycznaHartowanaWyżarzona (na bazie żelaza)Starzona (na bazie żelaza)Wyżarzana (na bazie niklu lub kobaltu)Starzona (na bazie niklu lub kobaltu)Czysty 99.5 TiStop a + bHartowany i odpuszczany
Ferrytyczne (krótkie wióra)Perlityczne (długie wióra)Niska wytrzymałośćWysoka wytrzymałośćFerrytycznePerlityczneNiestarzonyStarzonyOdlewanyOdlewany i starzonyOdlewany z zawartością krzemu 13-22%MosiądzBrąz i miedź bezołowiowa
Stal niestopowa
Stal niskostopowa
Stal wysokostopowa
Staliwo
Stal nierdzewna Ferrytyczna
Stal nierdzewnaAustenistyczna
Stal ferrytycznaw stanie po odlewaniu
Stal austenityczna w stanie po odlewaniu
Stop wysokotemperaturowy
Stop tytanu
Stop bardzo twardy
Żeliwo szare
Żeliwo szare
Żeliwo sferoidalne
Stop aluminium kuty
Stopy alumniowy
Miedź, stopy miedzi
Wejście narzędzia wzdłuż stycznej łukowej.

D
37D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówPłytki do frezowania gwintów
Określony przez : R262 (DIN 13)Klasa tolerancji : 6g/6H
6.0 10.4
6.35 11
9.525 16
9.525B 22
15.875 27
38.5
Wielkość płytkid (mm) Zewnętrzny WewnętrznyL
Skok Oznaczenie L1 Ilość zębów Oprawka
19.05B
TMI10-0.5ISOTMI10-0.75ISOTMI10-1.0ISOTMI10-1.25ISOTMI10-1.5ISOTM2I11-0.5ISOTM2I11-0.75ISOTM2I11-1.0ISO -TM2I11-1.25ISO -TM2I11-1.5ISOTM2I16-0.5ISOTM2I16-0.75ISOTM2I16-0.8ISO -TM2I16-1.0ISOTM2I16-1.25ISOTM2I16-1.5ISOTM2I16-1.75ISOTM2I16-2.0ISOTM2I22-1.0ISOTM2I22-1.25ISOTM2I22-1.5ISOTM2I22-1.75ISOTM2I22-2.0ISOTM2I27-1.0ISOTM2I27-1.25ISOTM2I27-1.5ISOTM2I27-1.75ISOTM2I27-2.0ISOTM2I27-2.5ISOTM2I27-3.0ISOTM2I27-3.5ISOTM2I27-4.0ISOTM2I27-4.5ISOTM2I38-1.5ISOTM2I38-2.0ISOTM2I38-3.0ISOTM2I38-4.0ISOTM2I38-4.5ISOTM2I38-5.0ISOTM2I38-5.5ISOTM2I38-6.0ISO
TMSR - 10
TMSR - 11
TMSR - 16
TMSR - 22
TMSR - 27
TMSR - 38
- - - - - -TM2E11-0.75ISOTM2E11-1.0ISOTM2E11-1.25ISO -TM2E11-1.5ISO - -TM2E16-0.75ISO -TM2E16-1.0ISO -TM2E16-1.25ISOTM2E16-1.5ISOTM2E16-1.75ISOTM2E16-2.0ISOTM2E22-1.0ISOTM2E22-1.25ISOTM2E22-1.5ISOTM2E22-1.75ISOTM2E22-2.0ISOTM2E27-1.0ISOTM2E27-1.25ISOTM2E27-1.5ISOTM2E27-1.75ISOTM2E27-2.0ISOTM2E27-2.5ISOTM2E27-3.0ISOTM2E27-3.5ISOTM2E27-4.0ISOTM2E27-4.5ISOTM2E38-1.5ISOTM2E38-2.0ISOTM2E38-3.0ISOTM2E38-4.0ISOTM2E38-4.5ISOTM2E38-5.0ISOTM2E38-5.5ISOTM2E38-6.0ISO
0.50.751.01.251.50.50.751.01.251.251.51.50.50.750.81.01.01.251.51.752.01.01.251.51.752.01.01.251.51.752.02.53.03.54.04.51.52.03.04.04.55.05.56.0
2013976201410876730201814151210872217141211262017141210876524181287665
10.09.759.08.759.010.010.510.010.08.759.010.515.015.014.414.015.015.015.014.014.022.021.2521.021.022.026.025.025.524.524.025.024.024.524.022.536.036.036.032.031.530.033.030.0
ISO MetricZewnętrzne/Wewnętrzne
PC9570TPC9570T● ●
●
●●
●
●
●
●
●
●
●
●
●●●●
●
●
(mm)
• Odpowiednie płytki, patrz strona D42 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Zewn.
Wewn.
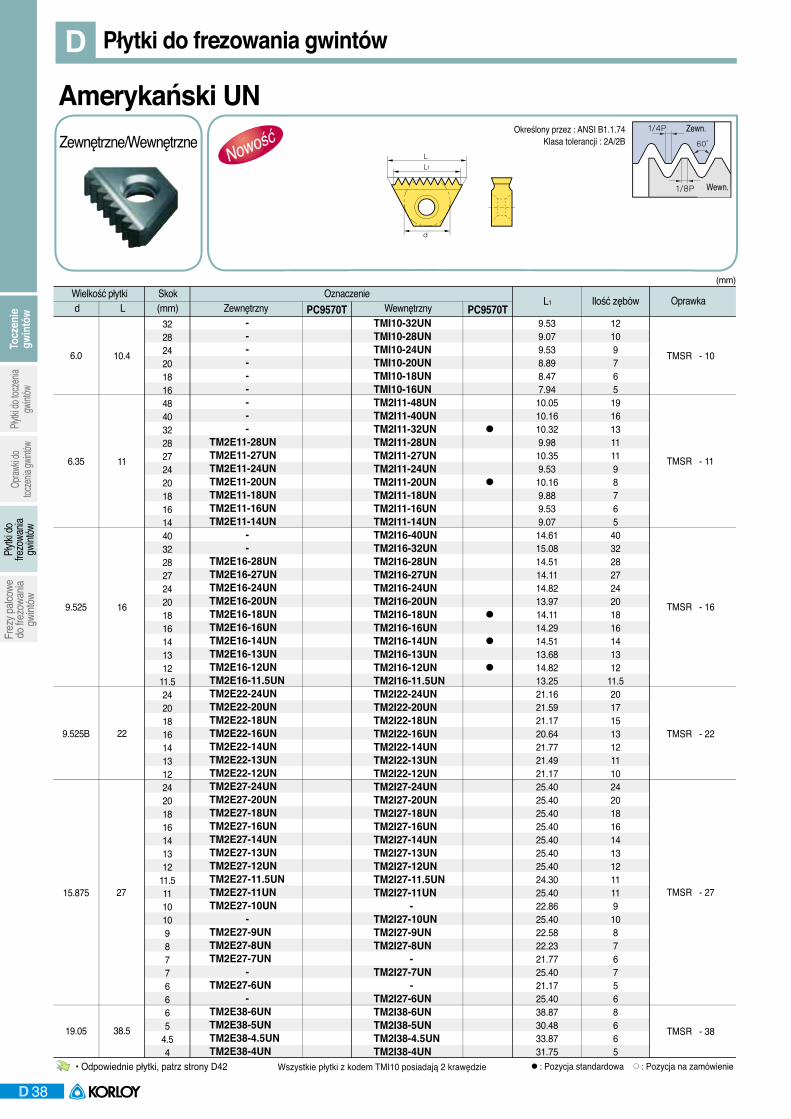
D
38D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówPłytki do frezowania gwintów
10.4
11
16
22
27
TMSR - 10
TMSR - 11
TMSR - 16
TMSR - 22
TMSR - 38
TMSR - 27
38.5
322824201816484032282724201816144032282724201816141312
11.52420181614131224201816141312
11.511101098776665
4.54
9.539.079.538.898.477.9410.0510.1610.329.9810.359.5310.169.889.539.0714.6115.0814.5114.1114.8213.9714.1114.2914.5113.6814.8213.2521.1621.5921.1720.6421.7721.4921.1725.4025.40 25.4025.4025.4025.4025.4024.3025.4022.8625.4022.5822.2321.7725.4021.1725.4038.8730.4833.8731.75
121097651916131111987654032282724201816141312
11.5201715131211102420181614131211119108767568665
- - - - - - - - -TM2E11-28UNTM2E11-27UNTM2E11-24UNTM2E11-20UNTM2E11-18UNTM2E11-16UNTM2E11-14UN - -TM2E16-28UNTM2E16-27UNTM2E16-24UNTM2E16-20UNTM2E16-18UNTM2E16-16UNTM2E16-14UNTM2E16-13UNTM2E16-12UNTM2E16-11.5UNTM2E22-24UNTM2E22-20UNTM2E22-18UNTM2E22-16UNTM2E22-14UNTM2E22-13UNTM2E22-12UN TM2E27-24UNTM2E27-20UNTM2E27-18UNTM2E27-16UNTM2E27-14UNTM2E27-13UNTM2E27-12UNTM2E27-11.5UNTM2E27-11UNTM2E27-10UN -TM2E27-9UNTM2E27-8UNTM2E27-7UN -TM2E27-6UN -TM2E38-6UNTM2E38-5UNTM2E38-4.5UNTM2E38-4UN
TMI10-32UNTMI10-28UNTMI10-24UNTMI10-20UNTMI10-18UNTMI10-16UNTM2I11-48UNTM2I11-40UNTM2I11-32UNTM2I11-28UNTM2I11-27UNTM2I11-24UNTM2I11-20UNTM2I11-18UNTM2I11-16UNTM2I11-14UNTM2I16-40UNTM2I16-32UNTM2I16-28UNTM2I16-27UNTM2I16-24UNTM2I16-20UNTM2I16-18UNTM2I16-16UNTM2I16-14UNTM2I16-13UNTM2I16-12UNTM2I16-11.5UNTM2I22-24UNTM2I22-20UNTM2I22-18UNTM2I22-16UNTM2I22-14UNTM2I22-13UNTM2I22-12UNTM2I27-24UNTM2I27-20UNTM2I27-18UNTM2I27-16UNTM2I27-14UNTM2I27-13UNTM2I27-12UNTM2I27-11.5UNTM2I27-11UN -TM2I27-10UNTM2I27-9UNTM2I27-8UN -TM2I27-7UN -TM2I27-6UNTM2I38-6UNTM2I38-5UNTM2I38-4.5UNTM2I38-4UN
(mm)
6.0
6.35
9.525
9.525B
15.875
19.05
Określony przez : ANSI B1.1.74Klasa tolerancji : 2A/2B
Amerykański UNZewnętrzne/Wewnętrzne
PC9570TPC9570T
●
●
●
●
●
Wszystkie płytki z kodem TMI10 posiadają 2 krawędzie• Odpowiednie płytki, patrz strony D42 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Wielkość płytkid (mm) Zewnętrzny WewnętrznyL
Skok Oznaczenie L1 Ilość zębów Oprawka
Zewn.
Wewn.
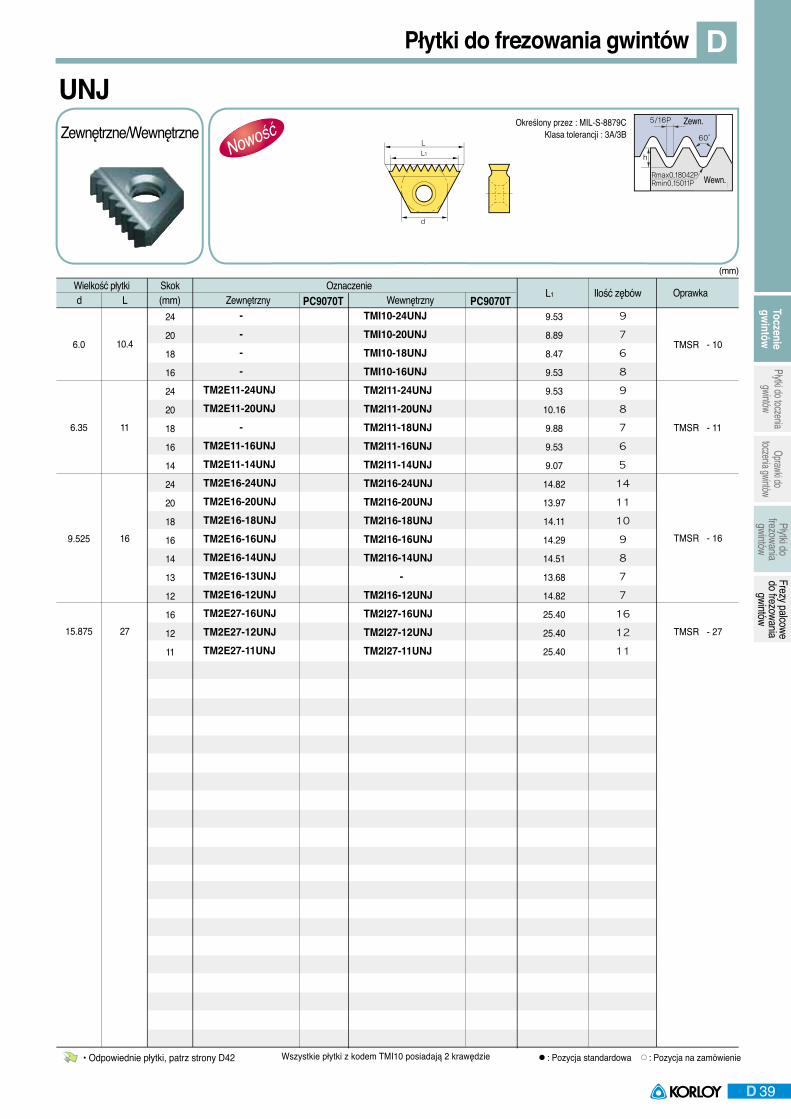
D
39D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówPłytki do frezowania gwintów
(mm)
10.4
11
16
27
TMI10-24UNJTMI10-20UNJTMI10-18UNJTMI10-16UNJTM2I11-24UNJTM2I11-20UNJTM2I11-18UNJTM2I11-16UNJTM2I11-14UNJTM2I16-24UNJTM2I16-20UNJTM2I16-18UNJTM2I16-16UNJTM2I16-14UNJ -TM2I16-12UNJTM2I27-16UNJTM2I27-12UNJTM2I27-11UNJ
- - - -TM2E11-24UNJTM2E11-20UNJ -TM2E11-16UNJTM2E11-14UNJTM2E16-24UNJTM2E16-20UNJTM2E16-18UNJTM2E16-16UNJTM2E16-14UNJTM2E16-13UNJTM2E16-12UNJTM2E27-16UNJTM2E27-12UNJTM2E27-11UNJ
976898765
1411109877
161211
6.0
6.35
9.525
15.875
24
20
18
16
24
20
18
16
14
24
20
18
16
14
13
12
16
12
11
9.53
8.89
8.47
9.53
9.53
10.16
9.88
9.53
9.07
14.82
13.97
14.11
14.29
14.51
13.68
14.82
25.40
25.40
25.40
TMSR - 10
TMSR - 11
TMSR - 16
TMSR - 27
Określony przez : MIL-S-8879CKlasa tolerancji : 3A/3B
UNJZewnętrzne/Wewnętrzne
PC9070TPC9070T
Wszystkie płytki z kodem TMI10 posiadają 2 krawędzie• Odpowiednie płytki, patrz strony D42 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Wielkość płytkid (mm) Zewnętrzny WewnętrznyL
Skok Oznaczenie L1 Ilość zębów Oprawka
Zewn.
Wewn.
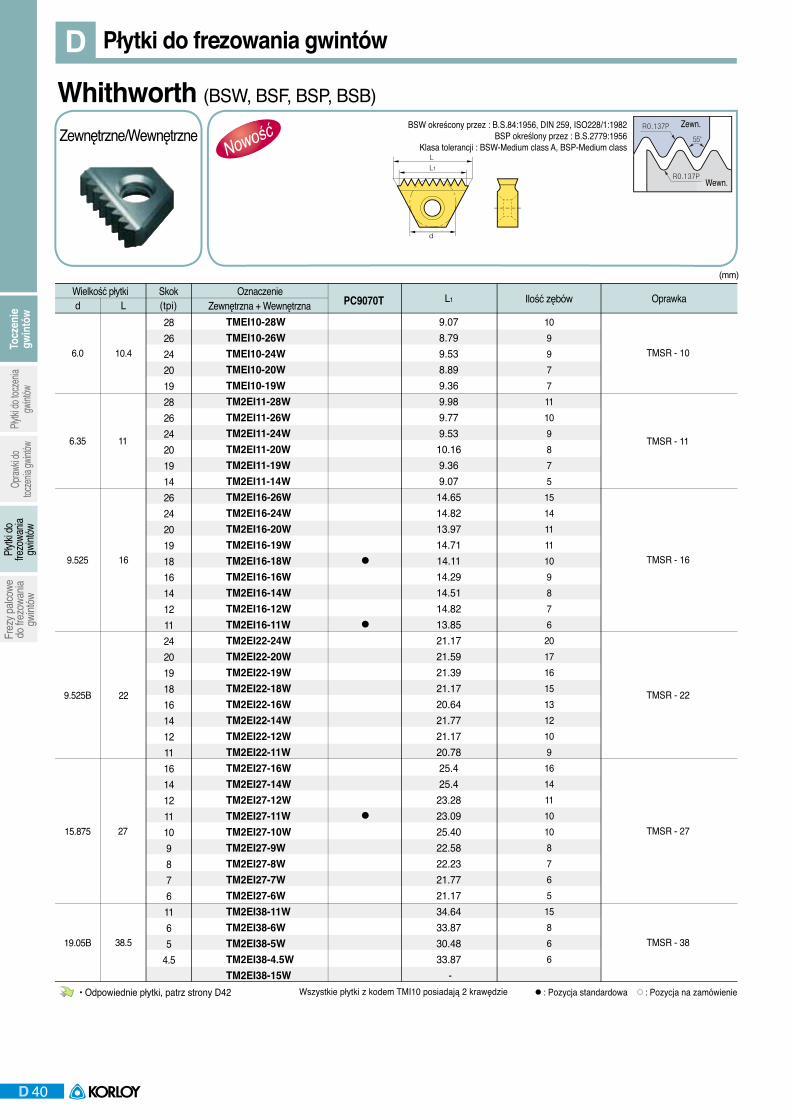
D
40D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
BSW okreścony przez : B.S.84:1956, DIN 259, ISO228/1:1982 BSP określony przez : B.S.2779:1956
Klasa tolerancji : BSW-Medium class A, BSP-Medium class
Whithworth (BSW, BSF, BSP, BSB)
TMSR - 10
TMSR - 11
TMSR - 16
TMSR - 22
TMSR - 38
TMSR - 27
28262420192826242019142624201918161412112420191816141211161412111098761165
4.5
TMEI10-28WTMEI10-26WTMEI10-24WTMEI10-20WTMEI10-19WTM2EI11-28WTM2EI11-26WTM2EI11-24WTM2EI11-20WTM2EI11-19WTM2EI11-14WTM2EI16-26WTM2EI16-24WTM2EI16-20WTM2EI16-19WTM2EI16-18WTM2EI16-16WTM2EI16-14WTM2EI16-12WTM2EI16-11WTM2EI22-24WTM2EI22-20WTM2EI22-19WTM2EI22-18WTM2EI22-16WTM2EI22-14WTM2EI22-12WTM2EI22-11WTM2EI27-16WTM2EI27-14WTM2EI27-12WTM2EI27-11WTM2EI27-10WTM2EI27-9WTM2EI27-8WTM2EI27-7WTM2EI27-6WTM2EI38-11WTM2EI38-6WTM2EI38-5WTM2EI38-4.5WTM2EI38-15W
6.0 10.4
6.35 11
9.525 16
9.525B 22
15.875 27
19.05B 38.5
10997711109875151411111098762017161513121091614111010876515866
9.078.799.538.899.369.989.779.53
10.169.369.07
14.6514.8213.9714.7114.1114.2914.5114.8213.8521.1721.5921.3921.1720.6421.7721.1720.7825.425.4
23.2823.0925.4022.5822.2321.7721.1734.6433.8730.4833.87
-
d (tpi)L L1 Ilość zębówWielkość płytkiZewnętrzna + Wewnętrzna
Skok Oznaczenie Oprawka
Zewnętrzne/Wewnętrzne
PC9070T
●
●
●
(mm)
Wszystkie płytki z kodem TMI10 posiadają 2 krawędzie• Odpowiednie płytki, patrz strony D42 ● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do frezowania gwintów
Zewn.
Wewn.
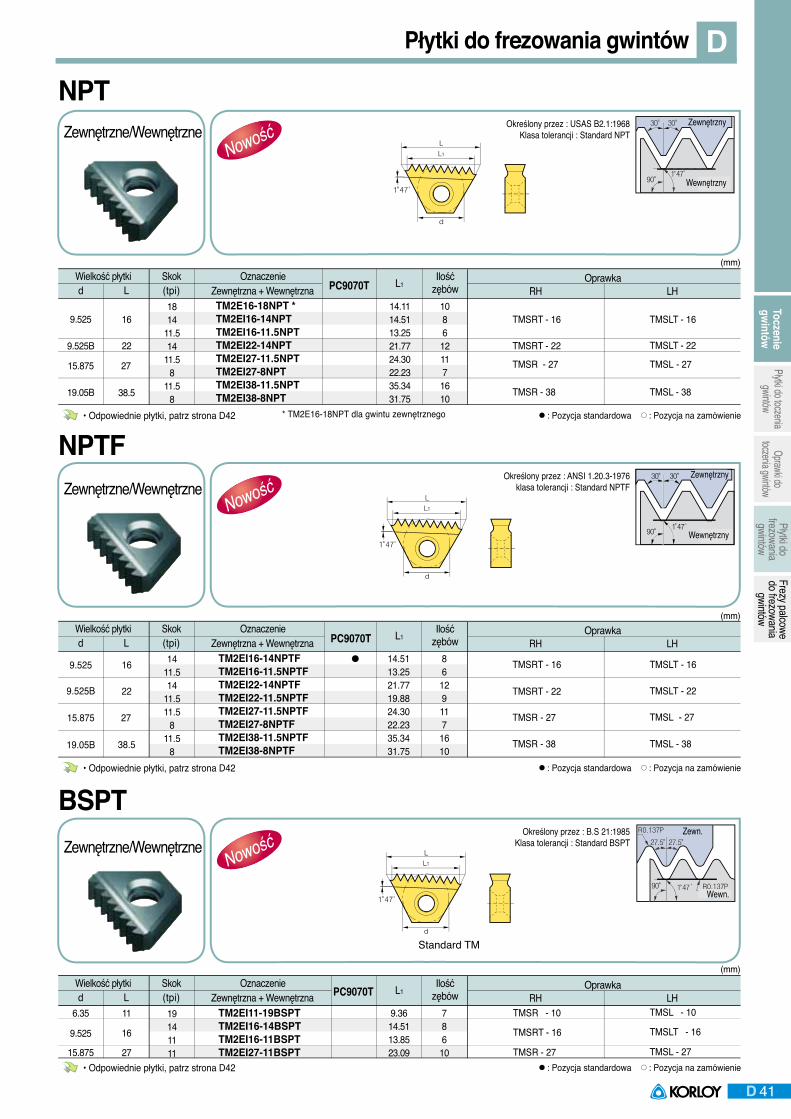
D
41D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
Określony przez : USAS B2.1:1968Klasa tolerancji : Standard NPT
Określony przez : ANSI 1.20.3-1976klasa tolerancji : Standard NPTF
Określony przez : B.S 21:1985Klasa tolerancji : Standard BSPT
NPT
9.525 16
9.525B 22
27
TMSRT - 16
TMSRT - 22
TMSR - 27
TMSR - 38
TMSLT - 16
TMSLT - 22
TMSL - 27
TMSL - 3838.5
14.1114.5113.2521.7724.3022.2335.3431.75
1086121171610
1814
11.514
11.58
11.58
TM2E16-18NPT *TM2EI16-14NPTTM2EI16-11.5NPTTM2EI22-14NPTTM2EI27-11.5NPTTM2EI27-8NPTTM2EI38-11.5NPTTM2EI38-8NPT
15.875
19.05B
NPTF
9.525 16
9.525B 22
15.875 27
19.05B 38.5
14.5113.2521.7719.8824.3022.2335.3431.75
861291171610
1411.514
11.511.5
811.5
8
TM2EI16-14NPTFTM2EI16-11.5NPTFTM2EI22-14NPTFTM2EI22-11.5NPTFTM2EI27-11.5NPTFTM2EI27-8NPTFTM2EI38-11.5NPTFTM2EI38-8NPTF
TMSRT - 16
TMSRT - 22
TMSR - 27
TMSR - 38
TMSLT - 16
TMSLT - 22
TMSL - 27
TMSL - 38
BSPT
Standard TM
11
16
27
TMSL - 10
TMSLT - 16
TMSL - 27
TMSR - 10
TMSRT - 16
TMSR - 27
9.3614.5113.8523.09
78610
19141111
TM2EI11-19BSPTTM2EI16-14BSPTTM2EI16-11BSPTTM2EI27-11BSPT
6.35
9.525
15.875
Zewnętrzne/Wewnętrzne
Zewnętrzne/Wewnętrzne
Zewnętrzne/Wewnętrzne
PC9070T
PC9070T
PC9070T
●
(mm)
(mm)
(mm)
* TM2E16-18NPT dla gwintu zewnętrznego• Odpowiednie płytki, patrz strona D42
• Odpowiednie płytki, patrz strona D42
• Odpowiednie płytki, patrz strona D42
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Płytki do frezowania gwintów
RH LHd (tpi)L L1Ilość
zębówOprawkaWielkość płytki
Zewnętrzna + WewnętrznaSkok Oznaczenie
RH LHd (tpi)L L1Ilość
zębówOprawkaWielkość płytki
Zewnętrzna + WewnętrznaSkok Oznaczenie
RH LHd (tpi)L L1Ilość
zębówOprawkaWielkość płytki
Zewnętrzna + WewnętrznaSkok Oznaczenie
Zewnętrzny
Wewnętrzny
Zewnętrzny
Wewnętrzny
Zewn.
Wewn.
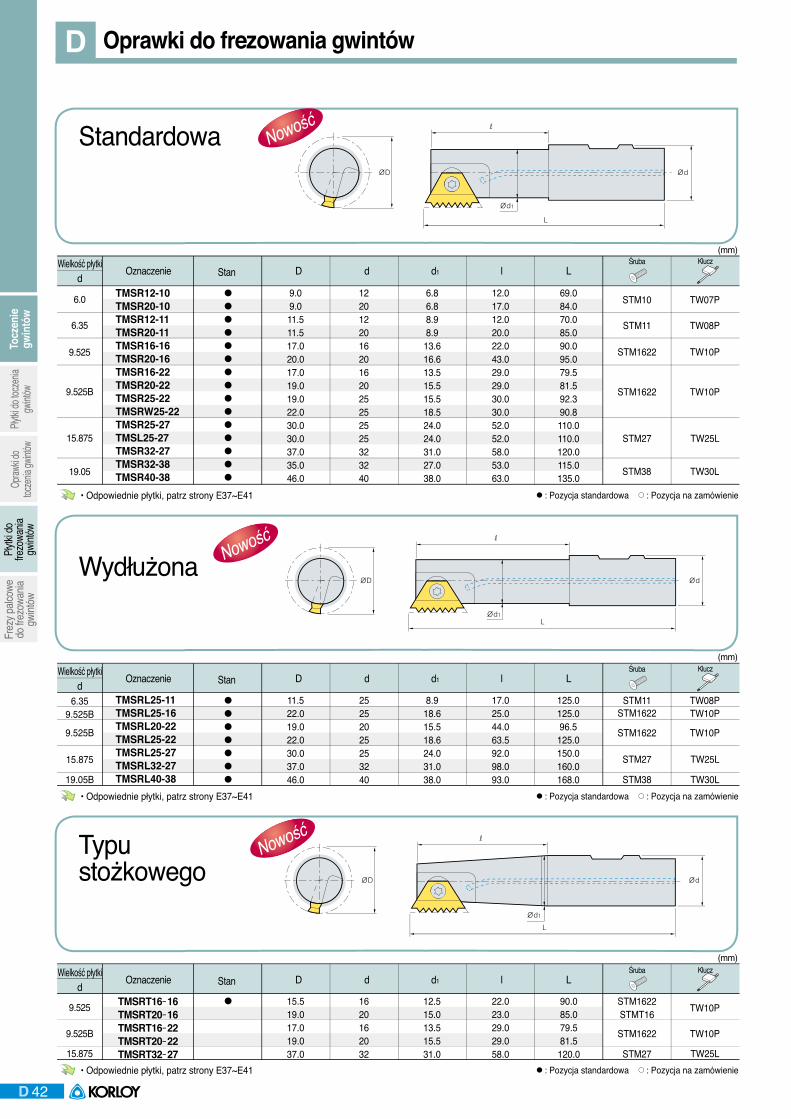
D
42D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
(mm)
Standardowa
STM10 TW07P
STM11 TW08P
STM1622 TW10P
STM38 TW30L
STM1622 TW10P
STM27 TW25L
TMSR12-10TMSR20-10TMSR12-11TMSR20-11TMSR16-16TMSR20-16TMSR16-22TMSR20-22TMSR25-22TMSRW25-22TMSR25-27TMSL25-27TMSR32-27TMSR32-38TMSR40-38
6.0
6.35
9.525
9.525B
15.875
9.09.011.511.517.020.017.019.019.022.030.030.037.035.046.0
69.084.070.085.090.095.079.581.592.390.8110.0110.0120.0115.0135.0
12.017.012.020.022.043.029.029.030.030.052.052.058.053.063.019.05
6.86.88.98.913.616.613.515.515.518.524.024.031.027.038.0
122012201620162025252525323240
(mm)
Wydłużona
6.359.525B
9.525B
15.875
19.05B
STM11STM1622
STM1622
STM27
STM38
TMSRL25-11TMSRL25-16TMSRL20-22TMSRL25-22TMSRL25-27TMSRL32-27TMSRL40-38
11.522.019.022.030.037.046.0
125.0125.096.5125.0150.0160.0168.0
8.918.615.518.624.031.038.0
17.025.044.063.592.098.093.0
TW08PTW10P
TW10P
TW25L
TW30L
25252025253240
(mm)
Typu stożkowego
STM1622STMT16 TW10P
STM1622 TW10P
STM27 TW25L
9.525
9.525B
15.519.017.019.037.0
1620162032
12.515.013.515.531.0
22.023.029.029.058.0
90.085.079.581.5120.015.875
TMSRT16-16TMSRT20-16TMSRT16-22TMSRT20-22TMSRT32-27
●●●●●●●●●●●●●●●
●●●●●●●
●
• Odpowiednie płytki, patrz strony E37~E41
• Odpowiednie płytki, patrz strony E37~E41
• Odpowiednie płytki, patrz strony E37~E41
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Oprawki do frezowania gwintów
dŚruba Klucz
¯ D L l¯ d1¯ dWielkość płytki Oznaczenie Stan
dŚruba Klucz
¯ D L l¯ d1¯ dWielkość płytki Oznaczenie Stan
dŚruba Klucz
¯ D L l¯ d1¯ dWielkość płytki Oznaczenie Stan
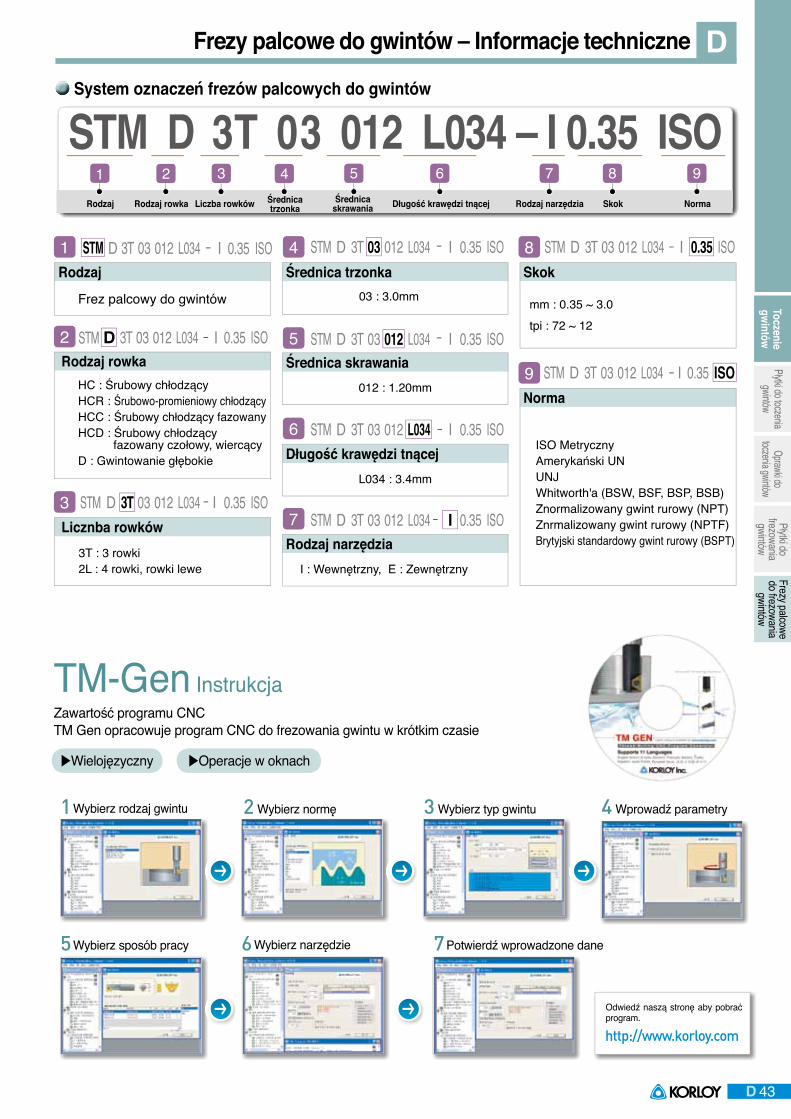
D
43D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
ISO
0.35
012
03
3T
Frezy palcowe do gwintów – Informacje techniczne
System oznaczeń frezów palcowych do gwintów
STM D 3T 03 012 L034 – Ⅰ 0.35 ISORodzaj Rodzaj rowka Średnica
trzonkaLiczba rowków Średnica skrawania Długość krawędzi tnącej Rodzaj narzędzia Skok Norma
1 2 43 5 6 7 8 9
Frez palcowy do gwintów
D
D
D D
D
D
D
DD
Ⅰ
Ⅰ
Ⅰ Ⅰ
Ⅰ
Ⅰ
Ⅰ
ⅠⅠ
STM
STM STM
STM
STM
STM
STMSTM
3T
3T
3T 3T
3T
3T
3T
3T
03
03
03
03
03
03
0303
012
012
012 012
012
012
012012
0.35
0.35
0.35
0.35
0.35
0.35
0.350.35
ISO
ISO
ISO ISO
ISO
ISO
ISOISO
L034
L034
L034 L034
L034
L034
L034
L034L034
mm : 0.35 ~ 3.0tpi : 72 ~ 12
ISO MetrycznyAmerykański UNUNJWhitworth'a (BSW, BSF, BSP, BSB)Znormalizowany gwint rurowy (NPT)Znrmalizowany gwint rurowy (NPTF)Brytyjski standardowy gwint rurowy (BSPT)
HC : Śrubowy chłodzącyHCR : Śrubowo-promieniowy chłodzącyHCC : Śrubowy chłodzący fazowanyHCD : Śrubowy chłodzący fazowany czołowy, wiercący D : Gwintowanie głębokie
3T : 3 rowki2L : 4 rowki, rowki lewe
03 : 3.0mm
012 : 1.20mm
L034 : 3.4mm
I : Wewnętrzny, E : Zewnętrzny
TM-Gen InstrukcjaZawartość programu CNCTM Gen opracowuje program CNC do frezowania gwintu w krótkim czasie
▶Wielojęzyczny ▶Operacje w oknach
Wybierz rodzaj gwintu
Wybierz sposób pracy Potwierdź wprowadzone daneWybierz narzędzie
Wybierz normę Wybierz typ gwintu Wprowadź parametry
http://www.korloy.com
Odwiedź naszą stronę aby pobrać program.
1
5 76
2 3 4
STM1 4 8
9
5
6
7
2
3
Średnica trzonka Rodzaj
Rodzaj rowka
Licznba rowków
Średnica skrawania
Długość krawędzi tnącej
Rodzaj narzędzia
Norma
Skok
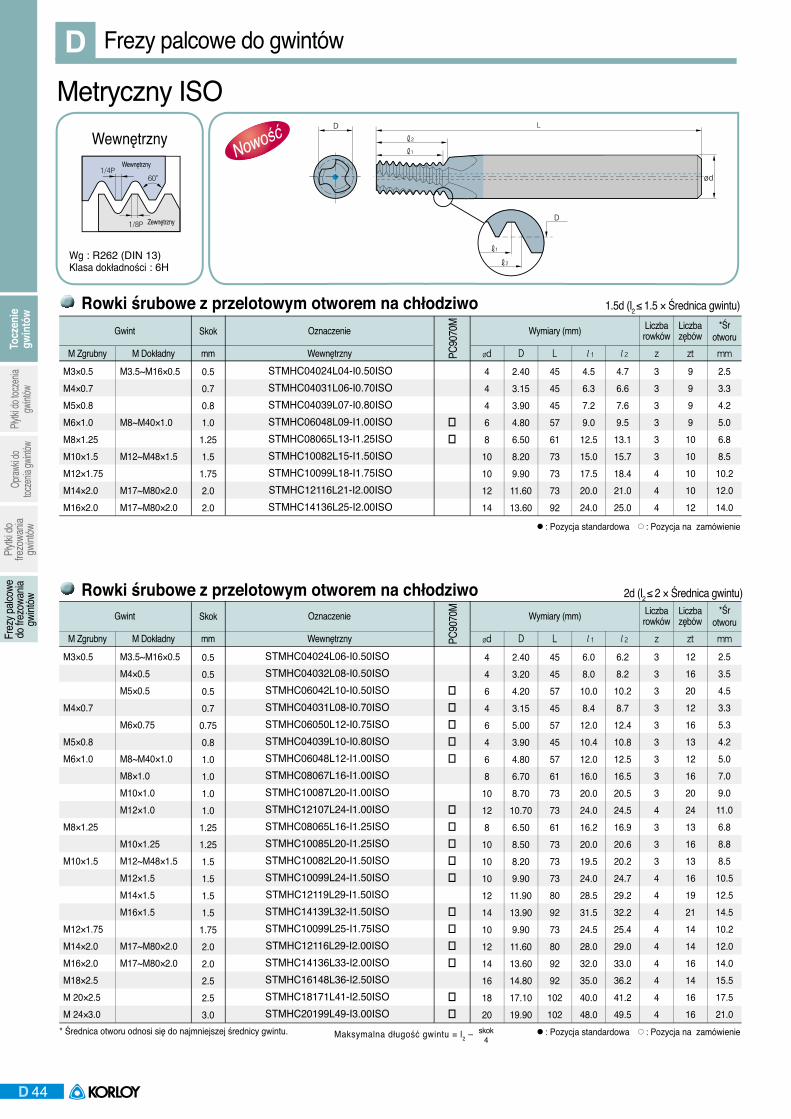
D
44D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówFrezy palcowe do gwintów
Metryczny ISO
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
Wewnętrzny
Wg : R262 (DIN 13)Klasa dokładności : 6H
1.5d (l2 ≤ 1.5 × Średnica gwintu)
M Zgrubny M Dokładny mm Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Śr otworu
Ød D L ℓ1 ℓ2 z zt mm
M Zgrubny M Dokładny mm Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Śr otworu
Ød D L ℓ1 ℓ2 z zt mm
2.53.34.25.06.88.5
10.212.014.0
9999
1010101012
333333444
4.76.67.69.513.115.718.421.025.0
4.56.37.29.012.515.017.520.024.0
454545576173737392
2.403.153.904.806.508.209.9011.6013.60
4446810101214
0.50.70.81.01.251.51.752.02.0
STMHC04024L04-I0.50ISOSTMHC04031L06-I0.70ISOSTMHC04039L07-I0.80ISOSTMHC06048L09-I1.00ISOSTMHC08065L13-I1.25ISOSTMHC10082L15-I1.50ISOSTMHC10099L18-I1.75ISOSTMHC12116L21-I2.00ISOSTMHC14136L25-I2.00ISO
M3.5~M16×0.5
M8~M40×1.0
M12~M48×1.5
M17~M80×2.0M17~M80×2.0
M3×0.5M4×0.7M5×0.8M6×1.0M8×1.25M10×1.5M12×1.75M14×2.0M16×2.0
2d (l2 ≤ 2 × Średnica gwintu)
2.53.54.53.35.34.25.07.09.011.06.88.88.5
10.512.514.510.212.014.015.517.521.0
12162012161312162024131613161921141416141616
3333333334333444444444
6.28.210.28.712.410.812.516.520.524.516.920.620.224.729.232.225.429.033.036.241.249.5
6.08.010.08.412.010.412.016.020.024.016.220.019.524.028.531.524.528.032.035.040.048.0
4545574557455761737361737373809273809292102102
2.403.204.203.155.003.904.806.708.7010.706.508.508.209.9011.9013.909.9011.6013.6014.8017.1019.90
44646468101281010101214101214161820
0.50.50.50.70.750.81.01.01.01.01.251.251.51.51.51.51.752.02.02.52.53.0
STMHC04024L06-I0.50ISOSTMHC04032L08-I0.50ISOSTMHC06042L10-I0.50ISOSTMHC04031L08-I0.70ISOSTMHC06050L12-I0.75ISOSTMHC04039L10-I0.80ISOSTMHC06048L12-I1.00ISOSTMHC08067L16-I1.00ISOSTMHC10087L20-I1.00ISOSTMHC12107L24-I1.00ISOSTMHC08065L16-I1.25ISOSTMHC10085L20-I1.25ISOSTMHC10082L20-I1.50ISOSTMHC10099L24-I1.50ISOSTMHC12119L29-I1.50ISOSTMHC14139L32-I1.50ISOSTMHC10099L25-I1.75ISOSTMHC12116L29-I2.00ISOSTMHC14136L33-I2.00ISOSTMHC16148L36-I2.50ISOSTMHC18171L41-I2.50ISOSTMHC20199L49-I3.00ISO
M3.5~M16×0.5M4×0.5M5×0.5
M6×0.75
M8~M40×1.0M8×1.0M10×1.0M12×1.0
M10×1.25M12~M48×1.5M12×1.5M14×1.5M16×1.5
M17~M80×2.0M17~M80×2.0
M3×0.5
M4×0.7
M5×0.8M6×1.0
M8×1.25
M10×1.5
M12×1.75M14×2.0M16×2.0M18×2.5M 20×2.5M 24×3.0
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
Rowki śrubowe z przelotowym otworem na chłodziwo
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
PC90
70M
●●
●●●●●
●●●●●
●●●●
●●
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Wewnętrzny
Zewnętrzny
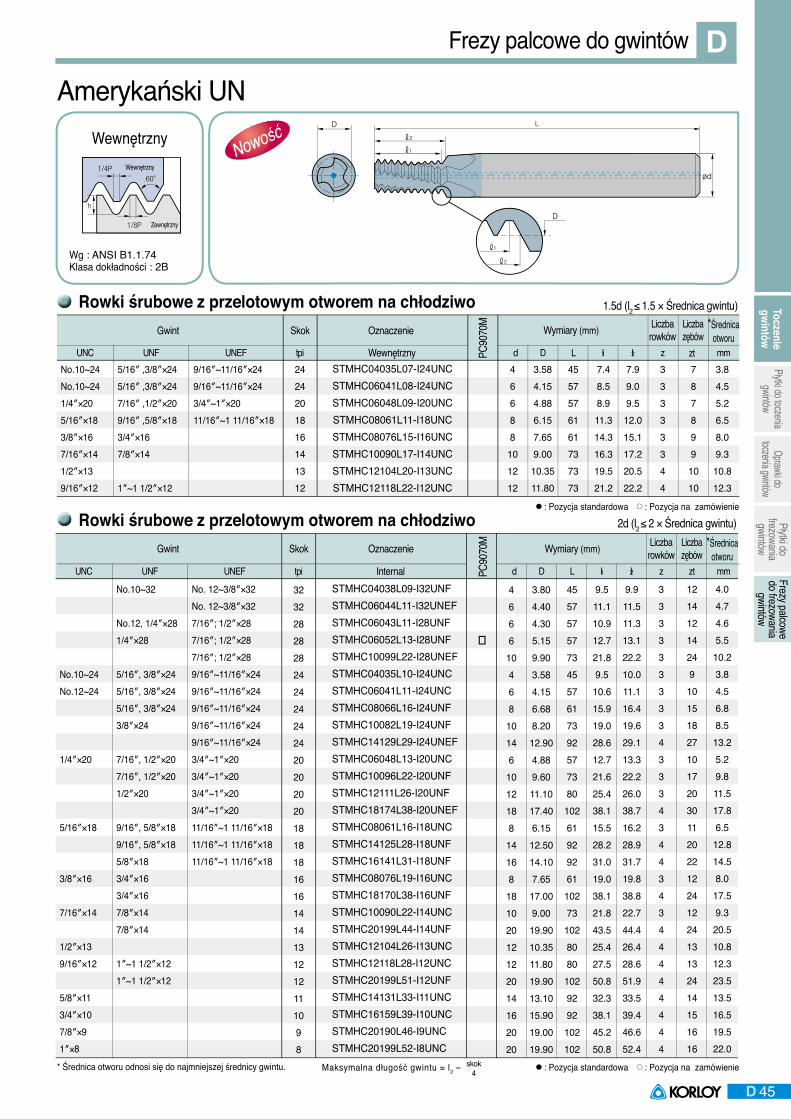
D
45D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintówFrezy palcowe do gwintów
Amerykański UN Wewnętrzny
Wg : ANSI B1.1.74Klasa dokładności : 2B
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
1.5d (l2 ≤ 1.5 × Średnica gwintu)
UNC UNF UNEF tpi Wewnętrzny
Wymiary (mm) Liczba rowków
Liczba zębów
*Średnica otworu
¯ d D L l1 l2 z mm3.84.55.26.58.09.3
10.812.3
787899
1010
33333344
7.99.09.512.015.117.220.522.2
7.48.58.911.314.316.319.521.2
4557576161737373
3.584.154.886.157.659.0010.3511.80
46688101212
2424201816141312
STMHC04035L07-I24UNCSTMHC06041L08-I24UNCSTMHC06048L09-I20UNCSTMHC08061L11-I18UNCSTMHC08076L15-I16UNCSTMHC10090L17-I14UNCSTMHC12104L20-I13UNCSTMHC12118L22-I12UNC
No.10~24No.10~241/4″×205/16″×183/8″×167/16″×141/2″×139/16″×12
5/16″ ,3/8″×245/16″ ,3/8″×247/16″ ,1/2″×209/16″ ,5/8″×183/4″×167/8″×14
1″~1 1/2″×12
9/16″~11/16″×249/16″~11/16″×243/4″~1″×2011/16″~1 11/16″×18
UNC UNF UNEF tpi Internal
Gwint
Gwint
Skok
Skok
Oznaczenie
Oznaczenie
Wymiary (mm) Liczba rowków
Liczba zębów
*Średnica otworu
2d (l2 ≤ 2 × Średnica gwintu)
¯ d D L l1 l2 z zt
zt
4.04.74.65.5
10.23.84.56.88.5
13.25.29.811.517.86.5
12.814.58.0
17.59.3
20.510.812.323.513.516.519.522.0
12141214249
10151827101720301120221224122413132414151616
3333333334333434434344444444
9.911.511.313.122.210.011.116.419.629.113.322.226.038.716.228.931.719.838.822.744.426.428.651.933.539.446.652.4
9.511.110.912.721.89.510.615.919.028.612.721.625.438.115.528.231.019.038.121.843.525.427.550.832.338.145.250.8
45575757734557617392577380102619292611027310280801029292102102
3.804.404.305.159.903.584.156.688.2012.904.889.6011.1017.406.1512.5014.107.6517.009.0019.9010.3511.8019.9013.1015.9019.0019.90
4666104681014610121881416818102012122014162020
323228282824242424242020202018181816161414131212111098
STMHC04038L09-I32UNFSTMHC06044L11-I32UNEFSTMHC06043L11-I28UNFSTMHC06052L13-I28UNFSTMHC10099L22-I28UNEFSTMHC04035L10-I24UNCSTMHC06041L11-I24UNCSTMHC08066L16-I24UNFSTMHC10082L19-I24UNFSTMHC14129L29-I24UNEFSTMHC06048L13-I20UNCSTMHC10096L22-I20UNFSTMHC12111L26-I20UNFSTMHC18174L38-I20UNEFSTMHC08061L16-I18UNCSTMHC14125L28-I18UNFSTMHC16141L31-I18UNFSTMHC08076L19-I16UNCSTMHC18170L38-I16UNFSTMHC10090L22-I14UNCSTMHC20199L44-I14UNFSTMHC12104L26-I13UNCSTMHC12118L28-I12UNCSTMHC20199L51-I12UNFSTMHC14131L33-I11UNCSTMHC16159L39-I10UNCSTMHC20190L46-I9UNCSTMHC20199L52-I8UNC
No. 12~3/8″×32No. 12~3/8″×327/16″; 1/2″×287/16″; 1/2″×287/16″; 1/2″×289/16″~11/16″×249/16″~11/16″×249/16″~11/16″×249/16″~11/16″×249/16″~11/16″×243/4″~1″×203/4″~1″×203/4″~1″×203/4″~1″×2011/16″~1 11/16″×1811/16″~1 11/16″×1811/16″~1 11/16″×18
No.10~32
No.12, 1/4″×281/4″×28
5/16″, 3/8″×245/16″, 3/8″×245/16″, 3/8″×243/8″×24
7/16″, 1/2″×207/16″, 1/2″×201/2″×20
9/16″, 5/8″×189/16″, 5/8″×185/8″×183/4″×163/4″×167/8″×147/8″×14
1″~1 1/2″×121″~1 1/2″×12
No.10~24No.12~24
1/4″×20
5/16″×18
3/8″×16
7/16″×14
1/2″×139/16″×12
5/8″×113/4″×107/8″×91″×8
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
mm
Rowki śrubowe z przelotowym otworem na chłodziwo
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
PC90
70M
●
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Wewnętrzny
Zewnętrzny
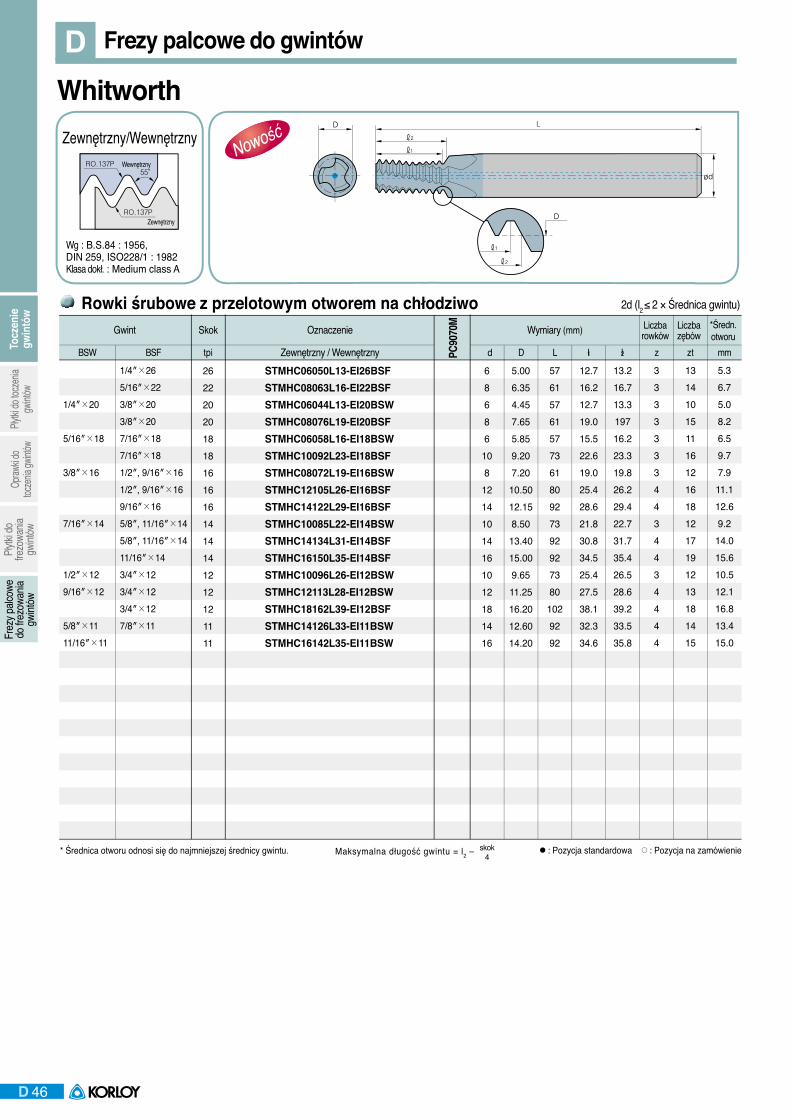
D
46D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
WhitworthZewnętrzny/Wewnętrzny
2d (l2 ≤ 2 × Średnica gwintu)
Wg : B.S.84 : 1956,DIN 259, ISO228/1 : 1982Klasa dokł. : Medium class A
BSW BSF tpi Zewnętrzny / Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm)
¯ d D L l1 l2 z zt mm
5.36.75.08.26.59.77.911.112.69.2
14.015.610.512.116.813.415.0
1314101511161216181217191213181415
33333334434434444
13.216.713.319716.223.319.826.229.422.731.735.426.528.639.233.535.8
12.716.212.719.015.522.619.025.428.621.830.834.525.427.538.132.334.6
57615761577361809273929273801029292
5.006.354.457.655.859.207.2010.5012.158.5013.4015.009.6511.2516.2012.6014.20
6868610812141014161012181416
2622202018181616161414141212121111
STMHC06050L13-EI26BSFSTMHC08063L16-EI22BSFSTMHC06044L13-EI20BSWSTMHC08076L19-EI20BSFSTMHC06058L16-EI18BSWSTMHC10092L23-EI18BSFSTMHC08072L19-EI16BSWSTMHC12105L26-EI16BSFSTMHC14122L29-EI16BSFSTMHC10085L22-EI14BSWSTMHC14134L31-EI14BSFSTMHC16150L35-EI14BSFSTMHC10096L26-EI12BSWSTMHC12113L28-EI12BSWSTMHC18162L39-EI12BSFSTMHC14126L33-EI11BSWSTMHC16142L35-EI11BSW
1/4″×265/16″×223/8″×203/8″×207/16″×187/16″×181/2″, 9/16″×161/2″, 9/16″×169/16″×165/8″, 11/16″×145/8″, 11/16″×1411/16″×143/4″×123/4″×123/4″×127/8″×11
1/4″×20
5/16″×18
3/8″×16
7/16″×14
1/2″×129/16″×12
5/8″×1111/16″×11
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu. ● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Liczba rowków
Liczba zębów
*Średn. otworu
Wewnętrzny
Zewnętrzny
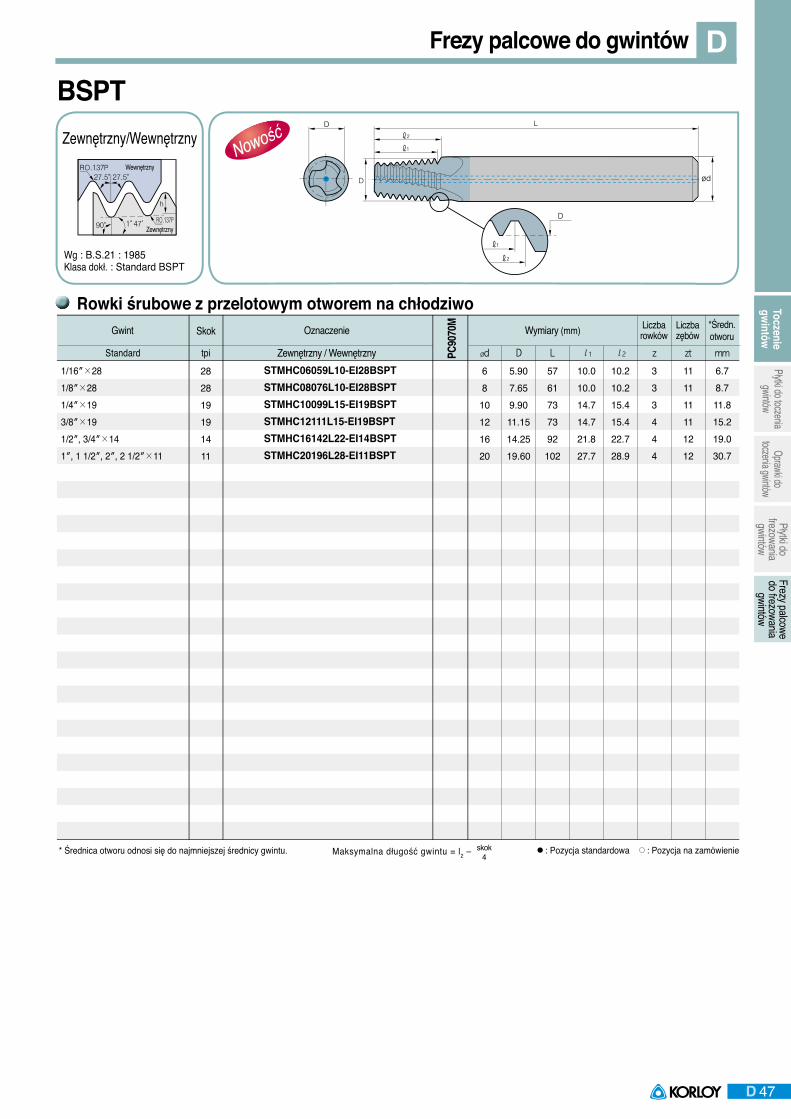
D
47D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
BSPTZewnętrzny/Wewnętrzny
Wg : B.S.21 : 1985Klasa dokł. : Standard BSPT
Standard tpi Zewnętrzny / Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm)
Ød D L ℓ1 ℓ2 z zt mm6.78.711.815.219.030.7
111111111212
333444
10.210.215.415.422.728.9
10.010.014.714.721.827.7
5761737392102
5.907.659.9011.1514.2519.60
6810121620
282819191411
STMHC06059L10-EI28BSPTSTMHC08076L10-EI28BSPTSTMHC10099L15-EI19BSPTSTMHC12111L15-EI19BSPTSTMHC16142L22-EI14BSPTSTMHC20196L28-EI11BSPT
1/16″×281/8″×281/4″×193/8″×191/2″, 3/4″×141″, 1 1/2″, 2″, 2 1/2″×11
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu. ● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Liczba rowków
Liczba zębów
*Średn. otworu
Wewnętrzny
Zewnętrzny
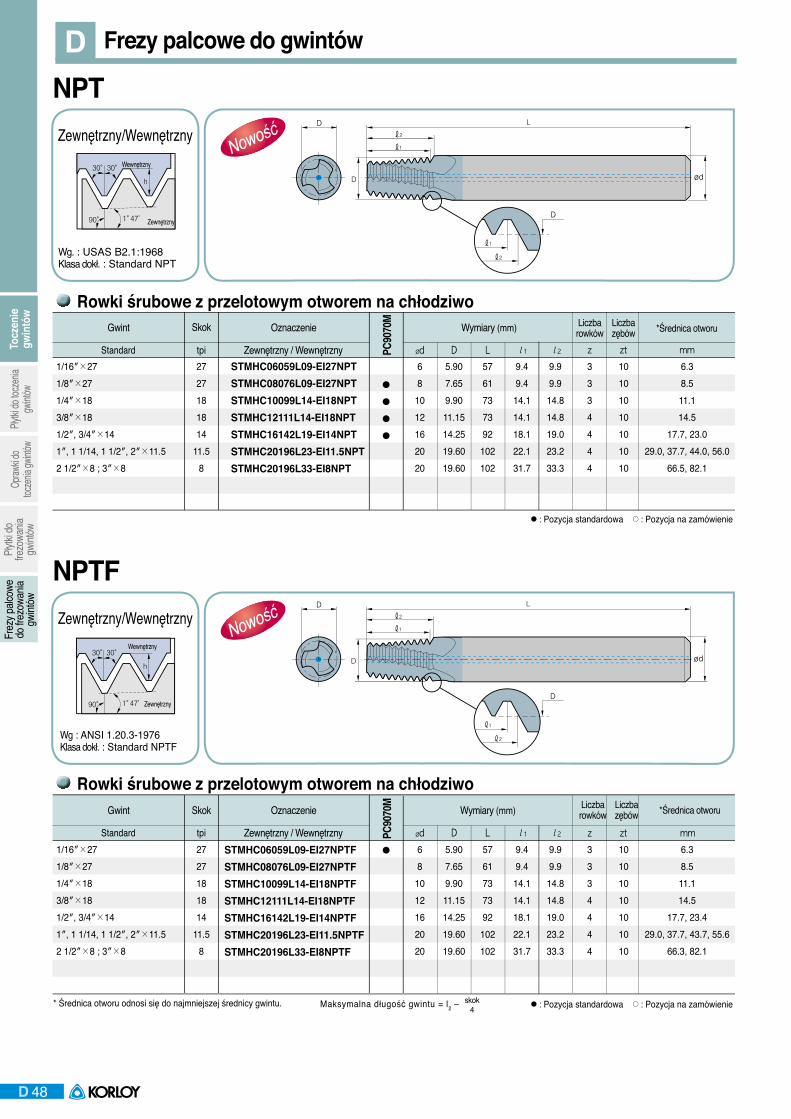
D
48D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
NPTZewnętrzny/Wewnętrzny
Wg. : USAS B2.1:1968Klasa dokł. : Standard NPT
Standard tpi Zewnętrzny / Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm)
Ød D L ℓ1 ℓ2 z zt mm6.38.511.114.5
17.7, 23.029.0, 37.7, 44.0, 56.0
66.5, 82.1
10101010101010
3334444
9.99.914.814.819.023.233.3
9.49.414.114.118.122.131.7
5761737392102102
5.907.659.9011.1514.2519.6019.60
681012162020
2727181814
11.58
1/16″×271/8″×271/4″×183/8″×181/2″, 3/4″×141″, 1 1/14, 1 1/2″, 2″×11.52 1/2″×8 ; 3″×8
STMHC06059L09-EI27NPTSTMHC08076L09-EI27NPTSTMHC10099L14-EI18NPTSTMHC12111L14-EI18NPTSTMHC16142L19-EI14NPTSTMHC20196L23-EI11.5NPTSTMHC20196L33-EI8NPT
NPTFZewnętrzny/Wewnętrzny
Wg : ANSI 1.20.3-1976Klasa dokł. : Standard NPTF
AD11, AD12,
AD14(BSPT) AD15(NPT ,�NPT F)
AD13,
Standard tpi Zewnętrzny / Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm)
Ød D L ℓ1 ℓ2 z zt mm6.38.511.114.5
17.7, 23.429.0, 37.7, 43.7, 55.6
66.3, 82.1
10101010101010
3334444
9.99.914.814.819.023.233.3
9.49.414.114.118.122.131.7
5761737392102102
5.907.659.9011.1514.2519.6019.60
681012162020
2727181814
11.58
1/16″×271/8″×271/4″×183/8″×181/2″, 3/4″×141″, 1 1/14, 1 1/2″, 2″×11.52 1/2″×8 ; 3″×8
STMHC06059L09-EI27NPTFSTMHC08076L09-EI27NPTFSTMHC10099L14-EI18NPTFSTMHC12111L14-EI18NPTFSTMHC16142L19-EI14NPTFSTMHC20196L23-EI11.5NPTFSTMHC20196L33-EI8NPTF
Rowki śrubowe z przelotowym otworem na chłodziwo
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
PC90
70M
●●●●
●
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Liczba rowków
Liczba zębów *Średnica otworu
Liczba rowków
Liczba zębów *Średnica otworu
Wewnętrzny
Wewnętrzny
Zewnętrzny
Zewnętrzny
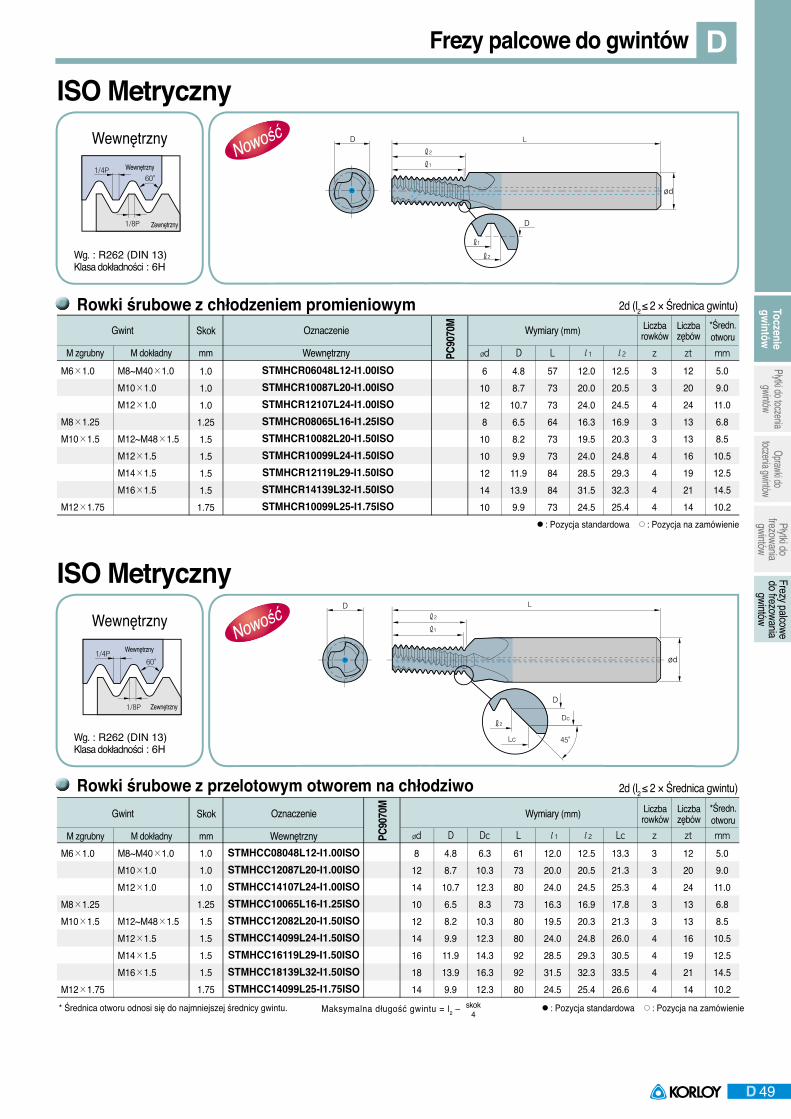
D
49D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
ISO MetrycznyWewnętrzny
Wg. : R262 (DIN 13)Klasa dokładności : 6H
2d (l2 ≤ 2 × Średnica gwintu)
Ød D L ℓ1 ℓ2 z zt mm5.09.011.06.88.5
10.512.514.510.2
122024131316192114
334334444
12.520.524.516.920.324.829.332.325.4
12.020.024.016.319.524.028.531.524.5
577373647373848473
4.88.710.76.58.29.911.913.99.9
6101281010121410
1.01.01.01.251.51.51.51.51.75
STMHCR06048L12-I1.00ISOSTMHCR10087L20-I1.00ISOSTMHCR12107L24-I1.00ISOSTMHCR08065L16-I1.25ISOSTMHCR10082L20-I1.50ISOSTMHCR10099L24-I1.50ISOSTMHCR12119L29-I1.50ISOSTMHCR14139L32-I1.50ISOSTMHCR10099L25-I1.75ISO
M8~M40×1.0M10×1.0M12×1.0
M12~M48×1.5M12×1.5M14×1.5M16×1.5
M6×1.0
M8×1.25M10×1.5
M12×1.75
ISO MetrycznyWewnętrzny
Wg. : R262 (DIN 13)Klasa dokładności : 6H
2d (l2 ≤ 2 × Średnica gwintu)
Ød D L ℓ1 ℓ2 z zt mm5.09.011.06.88.5
10.512.514.510.2
122024131316192114
334334444
Lc13.321.325.317.821.326.030.533.526.6
12.520.524.516.920.324.829.332.325.4
12.020.024.016.319.524.028.531.524.5
617380738080929280
Dc6.310.312.38.310.312.314.316.312.3
4.88.710.76.58.29.911.913.99.9
81214101214161814
STMHCC08048L12-I1.00ISOSTMHCC12087L20-I1.00ISOSTMHCC14107L24-I1.00ISOSTMHCC10065L16-I1.25ISOSTMHCC12082L20-I1.50ISOSTMHCC14099L24-I1.50ISOSTMHCC16119L29-I1.50ISOSTMHCC18139L32-I1.50ISOSTMHCC14099L25-I1.75ISO
1.01.01.01.251.51.51.51.51.75
M8~M40×1.0M10×1.0M12×1.0
M12~M48×1.5M12×1.5M14×1.5M16×1.5
M6×1.0
M8×1.25M10×1.5
M12×1.75
Rowki śrubowe z chłodzeniem promieniowym
Rowki śrubowe z przelotowym otworem na chłodziwo
PC90
70M
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
M zgrubny M dokładny mm
Gwint Skok
Wewnętrzny
Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Średn. otworu
M zgrubny M dokładny mm
Gwint Skok
Wewnętrzny
Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Średn. otworu
Wewnętrzny
Wewnętrzny
Zewnętrzny
Zewnętrzny
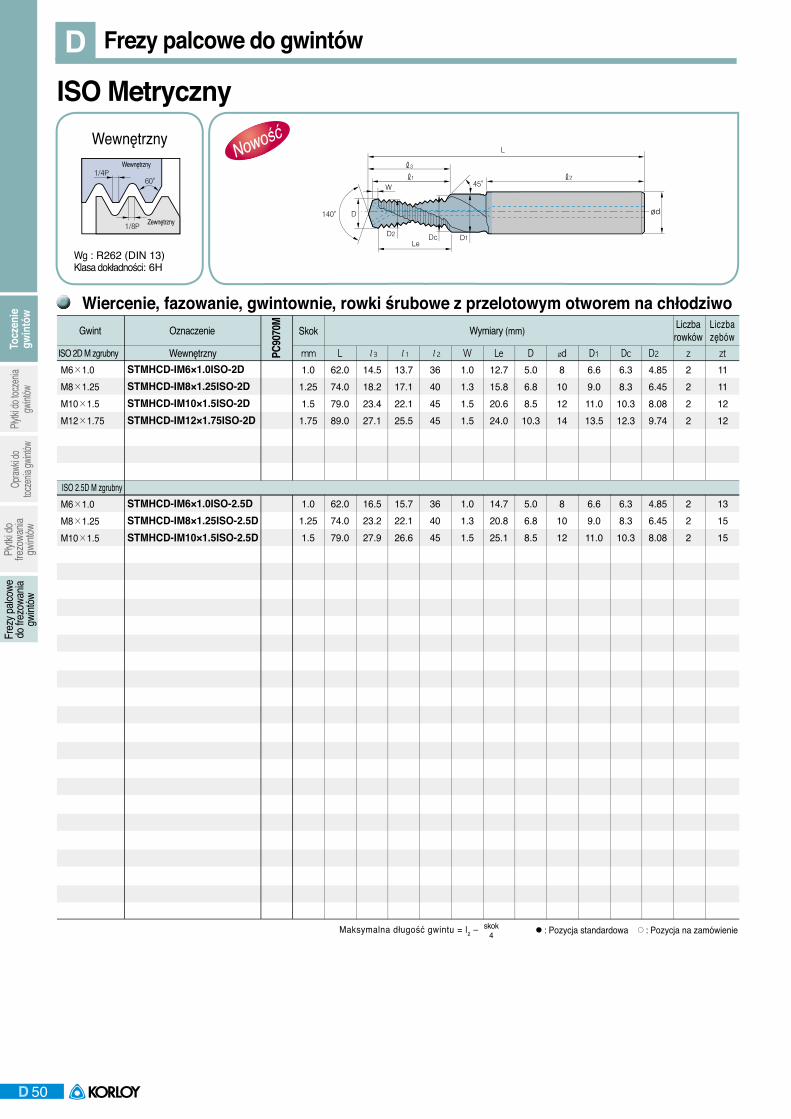
D
50D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
ISO MetrycznyWewnętrzny
Wg : R262 (DIN 13)Klasa dokładności: 6H
ISO 2D M zgrubny
ISO 2.5D M zgrubny
Wewnętrzny
Gwint Oznaczenie Skok Wymiary (mm) Liczba rowków
Liczba zębów
D1 D2L LeWℓ2ℓ1ℓ3 z zt11111212
2222
12.715.820.624.0
1.01.31.51.5
36404545
13.717.122.125.5
14.518.223.427.1
62.074.079.089.0
mm1.01.251.51.75
STMHCD-IM6×1.0ISO-2DSTMHCD-IM8×1.25ISO-2DSTMHCD-IM10×1.5ISO-2DSTMHCD-IM12×1.75ISO-2D
4.856.458.089.74
Dc6.38.310.312.3
6.69.011.013.5
Ød8101214
D5.06.88.510.3
131515
222
14.720.825.1
1.01.31.5
364045
15.722.126.6
16.523.227.9
62.074.079.0
1.01.251.5
4.856.458.08
6.38.310.3
6.69.011.0
81012
5.06.88.5
M6×1.0M8×1.25M10×1.5M12×1.75
M6×1.0M8×1.25M10×1.5
STMHCD-IM6×1.0ISO-2.5DSTMHCD-IM8×1.25ISO-2.5DSTMHCD-IM10×1.5ISO-2.5D
Wiercenie, fazowanie, gwintownie, rowki śrubowe z przelotowym otworem na chłodziwoPC
9070
M
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Wewnętrzny
Zewnętrzny
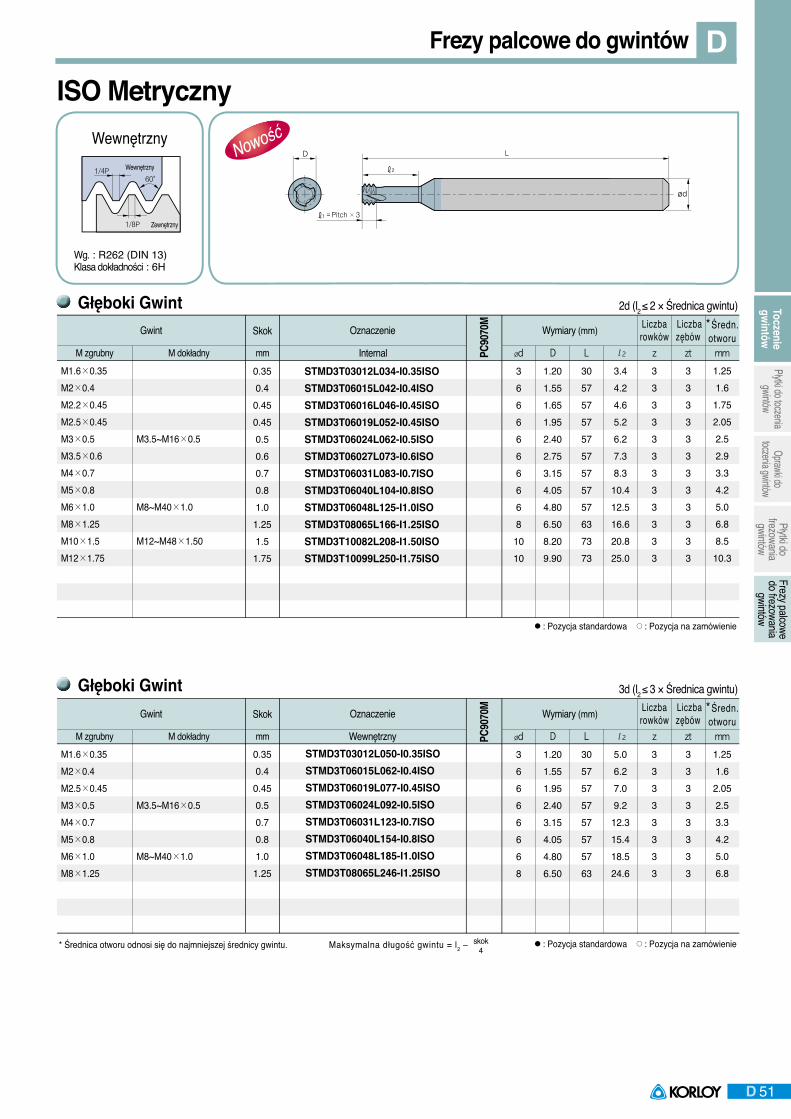
D
51D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
ISO MetrycznyWewnętrzny
Wg. : R262 (DIN 13)Klasa dokładności : 6H
2d (l2 ≤ 2 × Średnica gwintu)
M zgrubny M dokładny mm Internal
Gwint Skok Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Średn. otworu
Ød D L ℓ2 z zt mm1.251.6
1.752.052.52.93.34.25.06.88.5
10.3
333333333333
333333333333
3.44.24.65.26.27.38.310.412.516.620.825.0
305757575757575757637373
1.201.551.651.952.402.753.154.054.806.508.209.90
36666666681010
0.350.40.450.450.50.60.70.81.01.251.51.75
STMD3T03012L034-I0.35ISOSTMD3T06015L042-I0.4ISOSTMD3T06016L046-I0.45ISOSTMD3T06019L052-I0.45ISOSTMD3T06024L062-I0.5ISOSTMD3T06027L073-I0.6ISOSTMD3T06031L083-I0.7ISOSTMD3T06040L104-I0.8ISOSTMD3T06048L125-I1.0ISOSTMD3T08065L166-I1.25ISOSTMD3T10082L208-I1.50ISOSTMD3T10099L250-I1.75ISO
M3.5~M16×0.5
M8~M40×1.0
M12~M48×1.50
M1.6×0.35M2×0.4M2.2×0.45M2.5×0.45M3×0.5M3.5×0.6M4×0.7M5×0.8M6×1.0M8×1.25M10×1.5M12×1.75
3d (l2 ≤ 3 × Średnica gwintu)
M zgrubny M dokładny mm Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm) Liczba rowków
Liczba zębów
*Średn. otworu
Ød D L ℓ2 z zt mm1.251.6
2.052.53.34.25.06.8
33333333
33333333
5.06.27.09.212.315.418.524.6
3057575757575763
1.201.551.952.403.154.054.806.50
36666668
STMD3T03012L050-I0.35ISOSTMD3T06015L062-I0.4ISOSTMD3T06019L077-I0.45ISOSTMD3T06024L092-I0.5ISOSTMD3T06031L123-I0.7ISOSTMD3T06040L154-I0.8ISOSTMD3T06048L185-I1.0ISOSTMD3T08065L246-I1.25ISO
0.350.40.450.50.70.81.01.25
M3.5~M16×0.5
M8~M40×1.0
M1.6×0.35M2×0.4M2.5×0.45M3×0.5M4×0.7M5×0.8M6×1.0M8×1.25
Głęboki Gwint
Głęboki Gwint
PC90
70M
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Wewnętrzny
Zewnętrzny
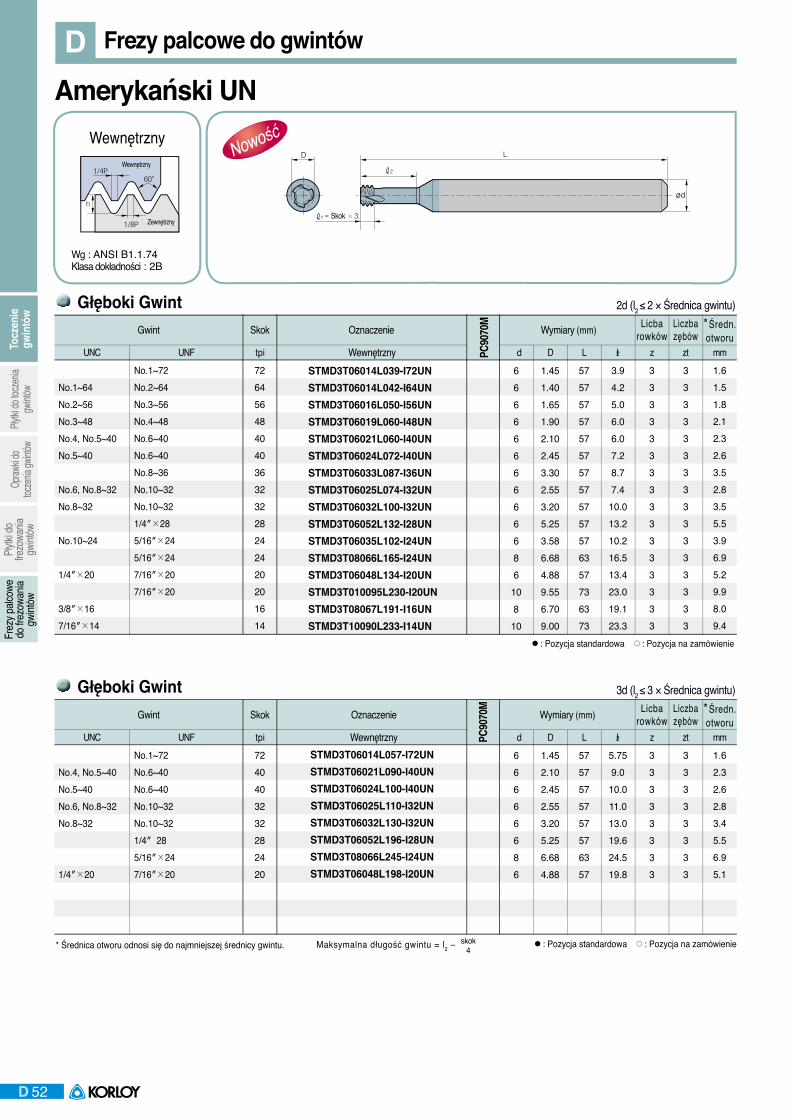
D
52D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ów
Amerykański UNWewnętrzny
Wg : ANSI B1.1.74Klasa dokładności : 2B
2d (l2 ≤ 2 × Średnica gwintu)
3d (l2 ≤ 3 × Średnica gwintu)
UNC UNF tpi Wewnętrzny
Gwint Skok
Skok
Wymiary (mm) Licba rowków
Liczba zębów
*Średn. otworu
¯ d D L l2 z zt mm
1.61.51.82.12.32.63.52.83.55.53.96.95.29.98.09.4
3333333333333333
3333333333333333
3.94.25.06.06.07.28.77.410.013.210.216.513.423.019.123.3
57575757575757575757576357736373
1.451.401.651.902.102.453.302.553.205.253.586.684.889.556.709.00
666666666668610810
Oznaczenie
STMD3T06014L039-I72UNSTMD3T06014L042-I64UNSTMD3T06016L050-I56UNSTMD3T06019L060-I48UNSTMD3T06021L060-I40UNSTMD3T06024L072-I40UNSTMD3T06033L087-I36UNSTMD3T06025L074-I32UNSTMD3T06032L100-I32UNSTMD3T06052L132-I28UNSTMD3T06035L102-I24UNSTMD3T08066L165-I24UNSTMD3T06048L134-I20UNSTMD3T010095L230-I20UNSTMD3T08067L191-I16UNSTMD3T10090L233-I14UN
72645648404036323228242420201614
No.1~72No.2~64No.3~56No.4~48No.6~40No.6~40No.8~36No.10~32No.10~321/4″×285/16″×245/16″×247/16″×207/16″×20
No.1~64No.2~56No.3~48No.4, No.5~40No.5~40
No.6, No.8~32No.8~32
No.10~24
1/4″×20
3/8″×167/16″×14
UNC UNF tpi
Gwint Skok Wymiary (mm) Licba rowków
Liczba zębów
*Średn. otworu
¯ d D L l2 z zt mm
1.62.32.62.83.45.56.95.1
33333333
33333333
5.759.010.011.013.019.624.519.8
5757575757576357
1.452.102.452.553.205.256.684.88
66666686
Wewnętrzny
Oznaczenie
STMD3T06014L057-I72UNSTMD3T06021L090-I40UNSTMD3T06024L100-I40UNSTMD3T06025L110-I32UNSTMD3T06032L130-I32UNSTMD3T06052L196-I28UNSTMD3T08066L245-I24UNSTMD3T06048L198-I20UN
7240403232282420
No.1~72No.6~40No.6~40No.10~32No.10~321/4″ 28 5/16″×247/16″×20
No.4, No.5~40No.5~40No.6, No.8~32No.8~32
1/4″×20
Głęboki Gwint
Głęboki Gwint
PC90
70M
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Wewnętrzny
Zewnętrzny
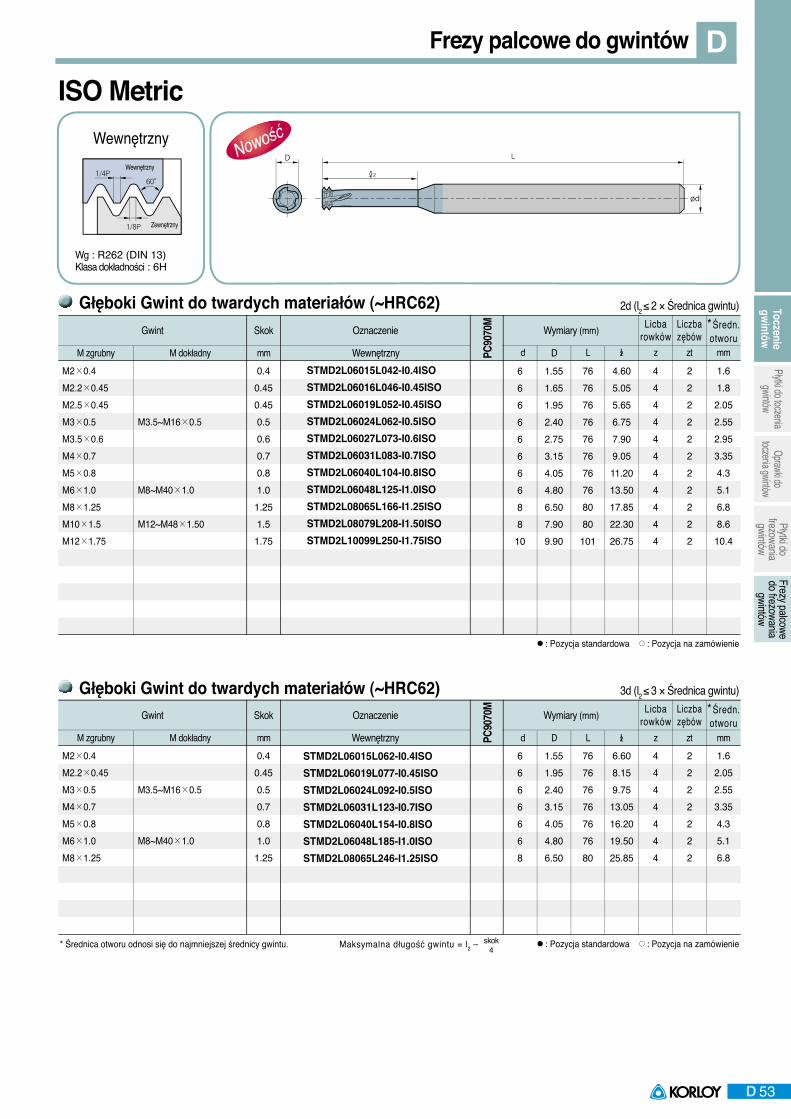
D
53D
Oprawki do toczenia gwintów
Toczenie gwintów
Płytki do toczenia gwintów
Płytki do frezowania
gwintów
Frezy palcowe do frezowania
gwintów
ISO MetricWewnętrzny
Wg : R262 (DIN 13)Klasa dokładności : 6H
2d (l2 ≤ 2 × Średnica gwintu)
3d (l2 ≤ 3 × Średnica gwintu)
M zgrubny M dokładny mm Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm) Licba rowków
Liczba zębów
*Średn. otworu
D
1.61.8
2.052.552.953.354.35.16.88.6
10.4
22222222222
44444444444
4.605.055.656.757.909.0511.2013.5017.8522.3026.75
76767676767676768080101
1.551.651.952.402.753.154.054.806.507.909.90
666666668810
STMD2L06015L042-I0.4ISOSTMD2L06016L046-I0.45ISOSTMD2L06019L052-I0.45ISOSTMD2L06024L062-I0.5ISOSTMD2L06027L073-I0.6ISOSTMD2L06031L083-I0.7ISOSTMD2L06040L104-I0.8ISOSTMD2L06048L125-I1.0ISOSTMD2L08065L166-I1.25ISOSTMD2L08079L208-I1.50ISOSTMD2L10099L250-I1.75ISO
0.40.450.450.50.60.70.81.01.251.51.75
M3.5~M16×0.5
M8~M40×1.0
M12~M48×1.50
M2×0.4M2.2×0.45M2.5×0.45M3×0.5M3.5×0.6M4×0.7M5×0.8M6×1.0M8×1.25M10×1.5M12×1.75
¯ d L l2 z zt mm
M zgrubny M dokładny mm Wewnętrzny
Gwint Skok Oznaczenie Wymiary (mm) Licba rowków
Liczba zębów
*Średn. otworu
¯ d D L l2 z zt mm
1.62.052.553.354.35.16.8
2222222
4444444
6.608.159.7513.0516.2019.5025.85
76767676767680
1.551.952.403.154.054.806.50
6666668
STMD2L06015L062-I0.4ISOSTMD2L06019L077-I0.45ISOSTMD2L06024L092-I0.5ISOSTMD2L06031L123-I0.7ISOSTMD2L06040L154-I0.8ISOSTMD2L06048L185-I1.0ISOSTMD2L08065L246-I1.25ISO
0.40.450.50.70.81.01.25
M3.5~M16×0.5
M8~M40×1.0
M2×0.4M2.2×0.45M3×0.5M4×0.7M5×0.8M6×1.0M8×1.25
Głęboki Gwint do twardych materiałów (~HRC62)
Głęboki Gwint do twardych materiałów (~HRC62)
PC90
70M
PC90
70M
* Średnica otworu odnosi się do najmniejszej średnicy gwintu.
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienieMaksymalna długość gwintu = l2 –skok
4
Frezy palcowe do gwintów
Wewnętrzny
Zewnętrzny
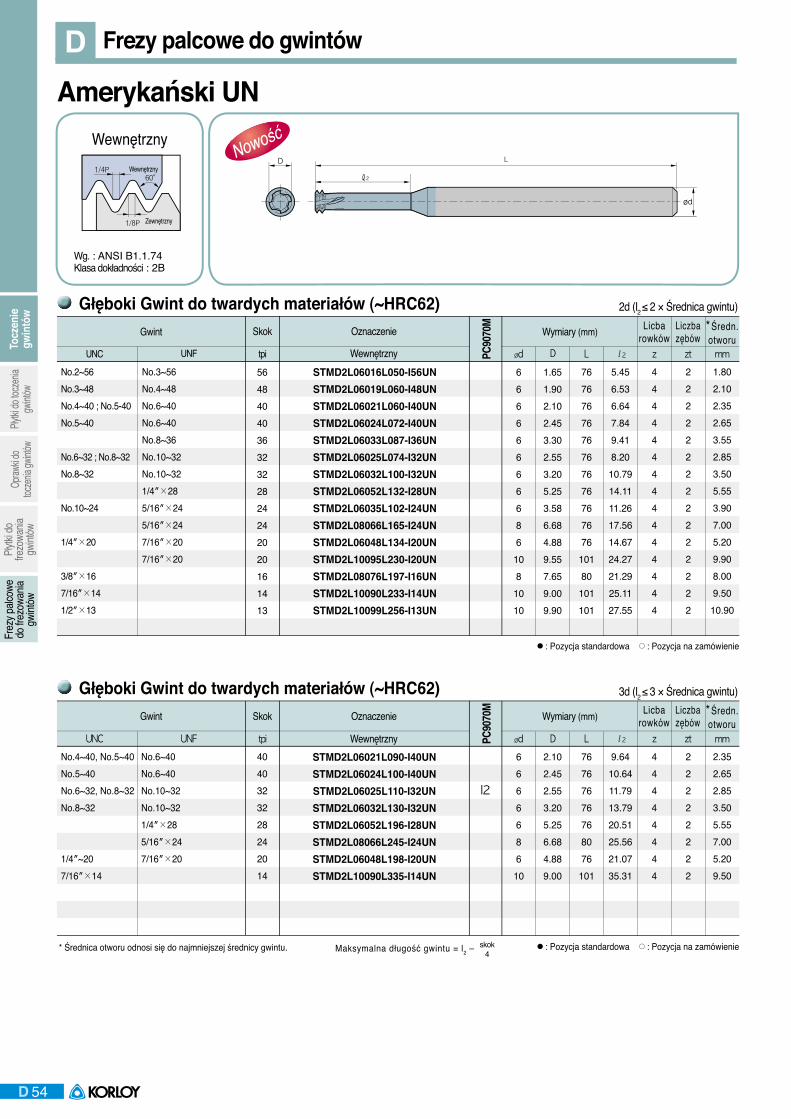
D
54D
Opraw
ki do
toczen
ia gwin
tówTo
czen
ie gw
intó
wPły
tki do
tocze
nia
gwintó
wPły
tki do
fre
zowa
nia
gwint
ów
Frez
y palc
owe
do fre
zowa
nia
gwint
ówFrezy palcowe do gwintów
Amerykański UNWewnętrzny
Wg. : ANSI B1.1.74Klasa dokładności : 2B
2d (l2 ≤ 2 × Średnica gwintu)
3d (l2 ≤ 3 × Średnica gwintu)
UNC tpi
Gwint Skok
Ød L ℓ2 z zt mm1.802.102.352.653.552.853.505.553.907.005.209.908.009.50
10.90
222222222222222
444444444444444
5.456.536.647.849.418.2010.7914.1111.2617.5614.6724.2721.2925.1127.55
767676767676767676767610180101101
1.651.902.102.453.302.553.205.253.586.684.889.557.659.009.90
666666666861081010
564840403632322824242020161413
No.3~56No.4~48No.6~40No.6~40No.8~36No.10~32No.10~321/4″×285/16″×245/16″×247/16″×207/16″×20
No.2~56No.3~48No.4~40 ; No.5-40No.5~40
No.6~32 ; No.8~32No.8~32
No.10~24
1/4″×20
3/8″×167/16″×141/2″×13
UNF
Oznaczenie
STMD2L06016L050-I56UNSTMD2L06019L060-I48UNSTMD2L06021L060-I40UNSTMD2L06024L072-I40UNSTMD2L06033L087-I36UNSTMD2L06025L074-I32UNSTMD2L06032L100-I32UNSTMD2L06052L132-I28UNSTMD2L06035L102-I24UNSTMD2L08066L165-I24UNSTMD2L06048L134-I20UNSTMD2L10095L230-I20UNSTMD2L08076L197-I16UNSTMD2L10090L233-I14UNSTMD2L10099L256-I13UN
Wewnętrzny
Wymiary (mm)
D
UNC UNF tpi
Gwint Skok Wymiary (mm)
Ød D L mm2.352.652.853.505.557.005.209.50
22222222
44444444
9.6410.6411.7913.7920.5125.5621.0735.31
76767676768076101
2.102.452.553.205.256.684.889.00
666668610
Wewnętrzny
Oznaczenie
STMD2L06021L090-I40UNSTMD2L06024L100-I40UNSTMD2L06025L110-I32UNSTMD2L06032L130-I32UNSTMD2L06052L196-I28UNSTMD2L08066L245-I24UNSTMD2L06048L198-I20UNSTMD2L10090L335-I14UN
4040323228242014
No.6~40No.6~40No.10~32No.10~321/4″×285/16″×247/16″×20
No.4~40, No.5~40No.5~40No.6~32, No.8~32No.8~32
1/4″~207/16″×14
ℓ2 z zt
Głęboki Gwint do twardych materiałów (~HRC62)
Głęboki Gwint do twardych materiałów (~HRC62)
PC90
70M
PC90
70M
l2
* Średnica otworu odnosi się do najmniejszej średnicy gwintu. Maksymalna długość gwintu = l2 –skok
4
● : Pozycja standardowa ○ : Pozycja na zamówienie
● : Pozycja standardowa ○ : Pozycja na zamówienie
Licba rowków
Liczba zębów
*Średn. otworu
Licba rowków
Liczba zębów
*Średn. otworu
Wewnętrzny
Zewnętrzny