threads and sealing methods
DESCRIPTION
Sealing MethodsTRANSCRIPT

Identifying Threads, Sealing Methods and Identifying Threads, Sealing Methods and Industrial FittingsIndustrial Fittings

Module Objectives
Explain the basic thread characteristics necessary to identify threads

Module Objectives
Explain the basic thread characteristics necessary to identify threads
Differentiate between and identify various types of threads used on industrial fittings

Module Objectives
Explain the basic thread characteristics necessary to identify threads
Differentiate between and identify various types of threads used on industrial fittings
Explain the various sealing methods used for the different fittings

Module Objectives
Explain the basic thread characteristics necessary to identify threads
Differentiate between and identify various types of threads used on industrial fittings
Explain the various sealing methods used for the different fittings
Identify different types of fittings being used in the industrial market place

Thread Characteristics

Thread Characteristics
Thread pitch is the distance between a single thread
Pitch

Thread Characteristics
Pitch:Pitch is sometimes written as the number
of threads within one inch distancee.g. 8 threads per inch

Thread Characteristics
Flank Angle and Taper Angle:

Thread Characteristics
Crest and Root: RootCrest

Thread Characteristics
Major Diameter or OD:

Thread Style and Function

Thread StylesPort End Threads: Parallel
Parallel

Parallel Threads:
Thread Functions
Parallel threads only serve the function of holding in the fitting
Sealing is achieved by some other means, such as with an O-ring

Thread Styles
Tapered
Port End Threads:
Tapered

Thread Function
Tapered threads serve two functions:For holding in the
fittingSealing (even though
sealing is usually assisted with additional sealant)
Tapered Threads:

Thread ID Tools

Thread ID Tools
MIK-1 kitPort BoardsKnown ThreadsMarkings and Tables

Thread ID Tools
MIK-1 kit Caliper Thread gages Thread profiles Instruction
booklet Nose angle
indicator

Thread ID Tools
MIK-1 kit Caliper
Used to measure outside and inside diameter in either inch or metric units

Thread ID Tools
MIK-1 kit Thread gages
Used to compare thread form to determine pitch

Thread ID Tools
MIK-1 kit Thread profiles
Used to shadow pipe threads for determining nominal size

Thread ID Tools
MIK-1 kit Nose angle
indicatorUsed to determine
whether nose angle or seat is 37° or 45°

Thread ID Tools
MIK-1 kit Instruction booklet
(4303-B1)Contains
specifications for various thread forms

Thread ID Tools
Port Board Used to
determine male thread size based on comparison with known threads

Thread ID Tools
Other Known Threads Tube nuts or other components where
threads can be used for comparison

Thread ID Tools
Markings and Tables In some cases, fittings are marked with a
cross reference for threads Tables can be used to identify threads based
on given characteristics

Identifying Threads

Identifying Threads
1a. Verify if parallel or tapered Visual inspection
Steps for Identifying Thread Forms:

Identifying Threads
1b. Verify if parallel or tapered Compare with a known parallel
Steps for Identifying Thread Forms:

Identifying Threads
2. Determine thread pitch Use thread gages
Steps for Identifying Thread Forms:
Bad FitGood Fit

Identifying Threads
3a. Determine sizeMeasure with caliper or compare with
thread profile
Steps for Identifying Thread Forms:

Identifying Threads
Steps for Identifying Thread Forms
3b. Determine SizeCompare with Profile

Identifying Threads
4. Define thread Threads are called out according to the type
of thread They usually follow a standard pattern and
this is how they may appear on a print
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread NPT/NPTF - American Pipe Thread
Example: 1/4-18 NPT
1/4 = nominal size 18 = pitch (threads per inch) NPT or NPTF usually specified or NPT/NPTF
where it does not matter if it is either one
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread UN/UNF - Unified (SAE Straight Thread)
Example: 9/16-18 UNF
9/16 = actual size 18 = pitch (threads per inch) UN or UNF usually specified or UN/UNF where
it does not matter UNF is usually used for thread pitch above 12
TPI
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread BSPT - British Standard Pipe, Tapered
Example: R3/8
R signifies tapered 3/8 = nominal size The pitch is usually assumed based on known
standard Japanese taper thread would be written as PT
3/8
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread BSPP - British Standard Pipe, Parallel
Example: G3/4
G signifies parallel 3/4 = nominal size The pitch is usually assumed based on known
standard Japanese parallel thread would be written as PF
3/8
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread Metric Parallel
Example: M22X1.5
M signifies metric 22 = actual size in mm 1.5 = pitch (distance between threads in
mm)
Steps for Identifying Thread Forms:

Identifying Threads
4. Define thread Metric Tapered
Example: M10X1 keg (or tapered)
M signifies metric 10 = actual size in mm 1 = pitch (distance between threads in mm) keg is the abbreviation for the German word
meaning tapered and if the thread is tapered, it will be specified
Steps for Identifying Thread Forms:

Port End Sealing Methods

Port End Sealing Methods
Female Port O-ring in chamfer
Available with • UN/UNF (SAE J1926)• Metric (ISO 6149)• BSPP (JIS B2351)

Port End Sealing Methods
O-ring in chamfer (Male end)
Most reliable form of sealing
Available in adjustable fittings
ISO 6149 has special identification

Port End Sealing Methods
Female Port Spot face sealing
Available with• Metric (DIN 3852-1)• BSPP (DIN 3852-2)
Wide variety of interchangeable male ends

Port End Sealing Methods
O-ring in groove DIN 3852 Type E
O-ring not round in cross section
Adjustable not possibleSecond in pressure holding
capacity

Port End Sealing Methods
O-ring w/ retaining ring DIN 3852 Type G & H
Separate metal ring surrounding o-ring
Adjustable fittings are type H

Port End Sealing Methods
Bonded Seal DIN 3852 Type D
Elastomer bonded to metal ring
Undercut on fitting has taper angle
Adjustable not possible

Port End Sealing Methods
Hard metal seal DIN 3852
Typically used on Banjo fittingsSeals by coining surface of portLimited reusabilityUseful for extreme
temperaturesAdjustable not possible

Port End Sealing Methods
Soft Metal Seal DIN 3852 Type A
Seal material usually copper
Adjustable not possibleUndercut area has taper
angle

Port End Sealing Methods
Cutting Face Seal DIN 3852 Type B
Sharp edge on fitting coins spotface for sealing
Limited reusabilityAdjustable not possibleUseful for extreme
temperatures

Port End Sealing Methods
Female Port Taper threads
Available with• NPT/NPTF (SAE 476)• BSPT (DIN 3852-2)• Metric taper (DIN 3852-1)
Sometimes female port has parallel threads• Tapered male into female parallel allowed

Port End Sealing Methods
Taper threads Sealing initiated by
thread interference Additional sealant
usually required Prone to fatigue failure Prone to galling

Tube/Hose End Sealing Methods

Tube End Identification
Tube/Hose Ends O-ring face seal (flat face seal) 37° flare 45° flare 24° flareless JIS 30° flare and 60° cone BSI (BSPP) 60° cone NPSM/NPT

Tube End Identification
Tube/Hose End O-ring face seal
SAE J1453ISO 8434-3UN/UNF ThreadHose,Inch or
metric tube

Tube End Identification
Tube/Hose End 37° flare
SAE J514ISO 8434-2UN/UNF ThreadHose, Inch or
metric tube

Tube End Identification
Tube/Hose End 45° flare
SAE J512UN/UNF
ThreadHose, Inch
tube

Tube End Identification
Tube/Hose End 24° flareless
SAE J514UN/UNF ThreadHose, Inch Tube

Tube End Identification
Tube/Hose End 24° flareless
DIN 2353ISO 8434-1Metric
ThreadHose, Metric
Tube3 pressure
series

Tube End Identification
Hose End JIS Cone
B8363BSPP Thread60° coneHose connection

Tube End Identification
Hose End JIS Flare
B8363BSPP Thread30° flareHose connection

Tube End Identification
Hose End Komatsu Flare
Metric Thread1.5 mm pitch (all
sizes)30° flareHose connection

Tube End Identification
Hose/Port End BSPP cone
BS B5200BSPP thread60° coneHose connection

Tube End Identification
Hose/Port End NPTF/NPSM
SAE J516NPT/NPTF male threadNPSM female thread30° chamfer or 60°
coneHose connection

Identifying Metric 24° Flareless Fittings

Identifying Metric 24° Flareless Fittings
Identify markings Manufacturer’s logo Material code Tube size Pressure series

Identifying Metric 24° Flareless Fittings
Determine Tube Size Measure sleeve ID

Identifying Metric 24° Flareless FittingsDetermine Tube Size
Measure tube OD

Identifying Metric 24° Flareless FittingsDetermine Tube Size
Measure fitting throat
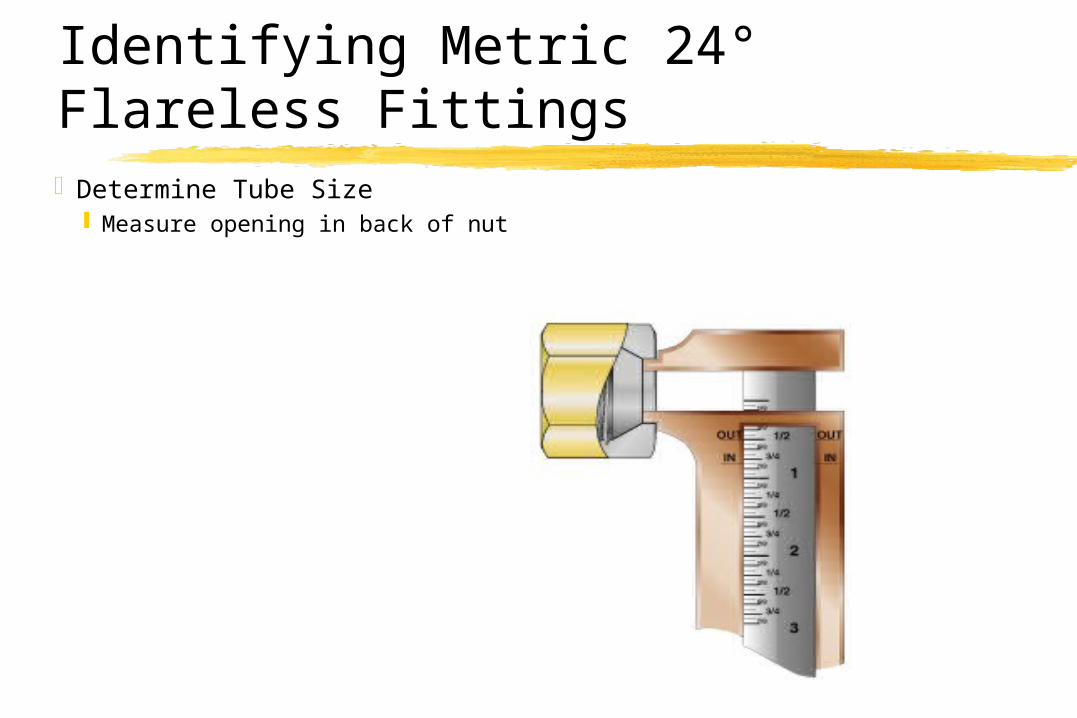
Identifying Metric 24° Flareless FittingsDetermine Tube Size
Measure opening in back of nut

Identifying Metric 24° Flareless Fittings
Determine thread pitch and size

Verify with specification table
Identifying Metric 24° Flareless Fittings
Tube OD (mm) Pressure Series Thread size4 LL M8X16 LL M10X18 LL M12X1
10 LL M14X112 LL M16X16 L M12X1.58 L M14X1.510 L M16X1.512 L M18X1.515 L M22X1.518 L M26X1.522 L M30X228 L M36X235 L M45X242 L M52X26 S M14X1.58 S M16X1.5
10 S M18X1.512 S M20X1.514 S M22X1.516 S M24X1.520 S M30X225 S M36X230 S M42X238 S M52X2

JIS and BSPP 60° Cone Fittings

JIS and BSPP 60° Cone Fittings
Differences Thread length Chamfer diameter Undercut area Function (dual vs single) Interchangeability?

Hands on Exercise

Standards Activity and
Industry Trends

Standards Activity
Merging of BSI and JIS 60° Cone Adapters
ISO 16030 Pneumatic BSPP Port
High Pressure Multi-Bolt Round Flanges

Industry Trends
Metric Tube (plated)Elastomeric SealEO-2
Machine Tool BuildersISO 6149
Ag Equipment Manufacturers Engine Manufacturers

What’s available From TFD

What’s Available from TFD
K4 AdaptersTube Fabricating EquipmentMetric TubeEO and EO-2 Fittings & AccessoriesJIS FittingsConversion Adapters and PlugsMetric Triple-lokMetric Seal-lokMetric Tube Clamps