thermal and microstructure stability of cordierite–mullite ceramics prepared from natural raw...
TRANSCRIPT

Arab J Sci Eng (2014) 39:67–73DOI 10.1007/s13369-013-0863-z
RESEARCH ARTICLE - CHEMISTRY
Thermal and Microstructure Stability of Cordierite–MulliteCeramics Prepared from Natural Raw Materials
Abdulmula Ali Albhilil · Jana Kozánková ·Martin Palou
Received: 18 April 2012 / Accepted: 15 September 2012 / Published online: 5 November 2013© King Fahd University of Petroleum and Minerals 2013
Abstract In this study, attempts were undertaken to explorethe possibilities to prepare cordierite–mullite compositeswith potentiality to be used as refractory materials fromnatural raw materials. Solid state reaction sintering differ-ent sample powders at different temperatures from 1,250to 1,400 ◦C has been applied to prepare cordierite–mulliteceramics. XRD has proved the presence of cordierite andmullite in different ratios as major phases. Thermal shocktest method based on heating–quenching procedure, supple-mented by scanning electron microscopy and mercury intru-sion porosimeter, has been used to demonstrate the thermalstability of different samples.
Keywords Cordierite–mullite · Thermal resistance ·Microstructure · Pore structure
A. A. Albhilil (B) · J. KozánkováFaculty of Chemical and Food Technology, Institute of InorganicChemistry, Technology and Materials, STU Bratislava,Radlinského 9, 812 37 Bratislava, Slovak Republice-mail: [email protected]
M. PalouInstitute of Construction and Architecture, Slovak Academyof Sciences, Dúbravská 9, 845 09 Bratislava, Slovak Republic
1 Introduction
The ternary oxide system MgO–Al2O3–SiO2 is character-ized by two main minerals: cordierite (2MgO·2Al2O3·5SiO2)
and mullite (3Al2O3·2SiO2) that form the base of technicalceramics for versatile applications [1–3]. Detailed studieson phase equilibria undertaken by Smart and Glasser [4]have shown that cordierite exists in three polymorphs: α-cordierite (indialite), stable between 1,450 and 1,460 ◦C;β-cordierite, stable at temperatures lower than 1,450 ◦Cand μ-cordierite, metastable. The polymorphism and stoi-chiometry of cordierite are complicated. For stoichiometriccordierite, the high-temperature form, i.e., high cordierite orindialite is hexagonal and can be made by the solid statereaction of mixed oxides from 1,300 to 1,460 ◦C, althoughit is metastable below 1,450 ◦C slowly transforming intoβ or low cordierite. Therefore, polycrystalline cordieriteceramics with high strength, high density and low thermalexpansion coefficient (TEC) of stoichiometric composition,2MgO·2Al2O3·5SiO2, are difficult to obtain because of thevery narrow, impurity-sensitive firing range of this com-pound (within 25 ◦C of its incongruent melting point of1,455 ◦C). Pure cordierite with density 2.53 g cm−3 meltsat 1,470 ◦C [5]. Natural cordierite having a chemical com-position of (Mg,Fe)2Al4Si5O18 is a magnesium aluminosili-cate mineral, occurring very rare in nature. Ceramic materialsbased on cordierite are of great importance as refractory andother technical ceramic materials due to their low TEC, excel-lent thermal shock resistance, low dielectric constant, highrefractoriness and high mechanical strength. These ceramicsare used in various industrial fields, such as refractories forindustrial furnaces, electrical, thermal or phonic insulation,filters, membranes, heating elements, microwave absorbentselectromagnetic waves absorbents or as substrate for inte-grated circuit boards [5–8]. With regard to the large field of
123

68 Arab J Sci Eng (2014) 39:67–73
application in industrial area, synthetic and natural materi-als based on magnesium, aluminum and silicon oxides wereemployed to produce cordierite ceramics [9–11]. Severalmethods were developed and applied to synthesize cordieriteceramics including sol-gel method [7,12], plasma sprayingmethod [13], crystallization from glasses [14] or solid statesintering reactions using natural raw materials [15]. As it isdifficult to sinter pure cordierite bodies without any sinteringaid, commercial cordierite can be only sintered to near fulldensity at temperatures in excess of 1,300 ◦C with the helpof alkali oxides, typically K2O, that promote liquid phasesintering. Unfortunately, the use of sintering aids not onlyincreases the TEC but also deteriorates the dielectric charac-teristics of cordierite. Successful attempts were undertakento prepare cordierite bodies from natural raw materials [16].Such natural materials are talc, china clay, kaolin, magnesiteand quartz. The presence of natural impurities has helped sin-tering process. However, due to fact that the natural mineralis not abundant or pure enough, advanced ceramics basedon cordierite for special applications have to be synthesizedfrom synthetic powders or natural raw materials which arereadily available with high purity.
Mullite is another important ceramic material in MgO–Al2O3–SiO2 system [1] with nonstoichiometry and averagecomposition ranging from 3Al2O3·2SiO2 to 3Al2O3·SiO2.Mullite has a defect structure based on oxygen vaccanies thatcan occur at varying degrees. High alumina mullite is oftenreferred as having a tetragonal structure. In the entire temper-ature range of the crystalline phase, there are no polymorphictransitions that would lead to volumetric changes [16–18].Pure mullite (3Al2O3·2SiO2) has an orthorhombic crystallattice, its density is 3.0 g cm−3 and melting point 1,810 ◦C.Mullite ceramic materials have the same advantages in appli-cations as the cordierite ones, but with higher thermal andchemical stability at high temperatures. Therefore, the lowintrinsic strength of cordierite due to polymorphism trans-formation can be compensated by the presence of mullite(3Al2O3·2SiO2) in spite of some increase in the TEC results.Mullite ceramics were synthesized via sol–gel process fromcommercial Boehmite and Tosil [18], from natural and sec-ondary raw materials [19–21]. Mullite by itself is an excellentrefractory material with good thermal shock resistance andit has a TEC of about 5.4×10−6 ◦C−1. Then, the cordierite–mullite composite material can exhibit high thermal andmechanical strength at service temperatures below 1,300 ◦C[4]. Cordierite–mullite ceramics not only can have good hightemperature properties but also excellent electrical insulatingability, making them potentially useful in applications rang-ing from technical refractories to functional and structureceramics [22–24]. Therefore, ceramics based on cordieriteand mullite can be used as refractory material (kiln furniture,gas burners with low dielectric constant, high resistivity, ele-vated thermal and chemical stability, very low TEC and good
thermal shock resistance) [25]. The main aim of the presentstudy is to explore the potential use of natural raw materi-als from Libya to prepare refractory materials. The choice ofcordierite, or mullite, and their composites was motivated bythe availability and purity of Libyan kaolin, quartz, dolomite,magnesite and limestone that can be used for the produc-tion of industrial refractory materials with minimal additionof pure oxide components. In this study, binary cordierite–mullite composites at various compositions and prepared atdifferent temperatures were obtained, and their microstruc-tural, physical and thermal properties were characterized byvarious methods. This study aims at investigating the localnatural raw materials that have the characteristics and prop-erties which can be used to produce cordierite and mulliteceramic bodies. Such materials are kaolin, dolomite, lime-stone and quartz. Some pure oxides can also be added to themixtures.
2 Experimental Setup
The starting materials used to prepare cordierite–mulliteceramics were natural kaolin from Sabha (SouthwesternLibya) and quartz from Al-ziziyah (Northwestern Libya).The chemical composition of nine natural raw materials fromLibya (3 samples of kaolin, 3 samples of sand, 2 samples ofdolomite and limestone) was analyzed by the State authorizedSlovak Geological laboratory in Spišská Nová Ves, using X-ray fluorescence. The chemical composition of raw materialsused in this work is reported in Table 1. Natural magnesiteof high purity is obtained from Slovak Company “Sloven-ské magnezitové závody, akciová spolocnost, Jelšava, SlovakRepublic”.
Table 1 The chemical composition of kaolin and quartz (wt%), deter-mined by X-ray fluorescence at geological laboratory and magnesite,given by plant
Kaolin Quartz Magnesite
SiO2 (%) 54.7 96.5 1.28
Al2O3 (%) 29.3 1.71 0.2
Fe2O3 (%) 1.68 0.13 1.70
CaO (%) 0.10 0.09 1.08
MgO (%) 0.19 0.10 45.35
TiO2 (%) 1.75 0.04 –
MnO (%) <0.01 <0.01 –
K2O (%) 0.58 0.77 –
Na2O (%) 0.20 <0.2 –
P2O5 (%) 0.05 <0.01 –
L. O. I at 1,000 ◦C 11.1 0.33 50.40
123

Arab J Sci Eng (2014) 39:67–73 69
Table 2 Composition of the mixtures along mullite–cordierite ceramics
Composites Composition of mixtures (wt%)
Kaolin Quartz Al(OH)3 Magnesite
Sample 1 72.10 0.00 5.30 22.55
Sample 2 72.24 4.00 4.59 19.16
Sample 4 72.18 10.00 3.39 14.43
Sample 5 72.17 14.00 2.63 11.20
Sample 6 83.02 16.97 0.00 0.00
The composite cordierite–mullite ceramics were obtainedby high-temperature solid state reaction of mixtures, in whichnatural kaolin, quartz, magnesite, and reagent grade alu-minum hydroxide from Sigma-Aldrich were used as rawmaterials for the synthesis.
2.1 Synthesis of Cordierite–Mullite Composites
Six mixtures were prepared to obtain cordierite–mullitein different ratios at different temperatures, as shown inTable 2. The mixtures of raw materials were prepared in aMgO·Al2O3·SiO2 molar ratio of 2:2:5 for pure cordierite
and in Al2O3·SiO2 molar ratio of 3:2 for pure mullite. Then,series of different mixtures corresponding to different com-positions of cordierite–mullite ceramics have been set. Aftermixing and homogenizing process, 2 g of powder of differ-ent mixtures was pressed uniaxially at a pressure of 10 MPato obtain pellets with dimension of Ø = 1.5 cm. Then thesamples were sintered in an electrical furnace at differenttemperatures from 1,250 to 1,400 ◦C for 1 h using heatingrate 10 K min−1. Figures 1 and 2 give evidence of tempera-ture of cordierite and mullite formation.
2.2 Characterization Procedure and Techniques
Samples were subjected to the shock thermal resistance byquenching method. The samples were dried at 110 ◦C andthen heated in an electric furnace at 1,100 ◦C for 1 h. Thesamples were then quenched into water bath at temperature2 ◦C and left a few seconds and dried again at 110 ◦C beforereturning to the furnace. This procedure was repeated untilthe apparition of the first crack or defect on the surface of thefirst sample.
The crystal phases of the samples were identified by XRDanalysis (STOE, type theta/theta diffractometer).
Fig. 1 The XRD pattern of the sintered mixture for cordierite ceramics at different temperatures
123

70 Arab J Sci Eng (2014) 39:67–73
Fig. 2 The XRD pattern of thesintered mixture for mulliteceramics at differenttemperatures
Microstructural characterization of the sintered samplesbefore and after thermal shock test was carried out usingscanning electron microscope (SEM) (TESLA BS 300 withdigital unit TESCAN).
The pore structure (total porosity, bulk density and appar-ent density) before and after thermal shock test was mea-sured by mercury intrusion porosimetry (MIP) using Quan-tachrome Poremaster 60 GT.
3 Results and Discussion
3.1 XRD Analysis
The formation of cordierite–mullite and other crystallinephases in samples sintered at different temperatures 1,250–1,400 ◦C was determined by XRD analyses. It was demon-strated that the formation of cordierite phases depends on sin-tering temperature. The first peak characterizing the presenceof cordierite [maximum intensity peak (110) corresponds to2θ = 12.46] appears at 1,300 ◦C and increases with increasingtemperature. At temperature 1,250 ◦C, the prevailing phase isquartz that disappears progressively with sintering tempera-tures. A slight displacement of XRD pattern for sintered sam-ples at 1,300 ◦C is observed. At 1,300 and 1,350 ◦C, cristo-balite appears on XRD patterns (Fig. 1). The phase devel-opment of cordierites and secondary products is reported inFig. 1a–c. The solid state reaction of mixtures consists of astep reaction starting with the formation of spinel at about1,040 ◦C [5]. As temperature increases, spinel reacts withcristobalite at about 1,350 ◦C to form cordierite. The factthat the dominant phase is cordierite proves the reliability ofthe preparation of refractory cordierite ceramics from naturalraw materials and confirms the accuracy of mixture calcula-tion.
The XRD pattern of sintered mixture for the preparation ofmullite ceramics is reported in Fig. 2. It is clear that mulliteformation starts at higher temperature than cordierite. Thefirst peak characterizing mullite is found at 1,300 ◦C. In the
meantime, quartz (Q) is transformed into cristobalite. Thecompositions sintered at 1,400 ◦C for 1 h exhibit the XRDpattern corresponding to mullite.
The quartz (Q) is found as the dominant phase at lowertemperatures 1,250 and 1,300 ◦C. The peak intensity ofquartz decreases with increasing temperatures and quartz istransformed into cristobalite. The thermal treatment of purekaolin alone has gradually led to mullite formation throughthermal decomposition of metakaolin with SiO2 release. Inthis sample, Al2O3/SiO2 does not correspond to pure kaolin.An excess of Al2O3 phase was found. Addition of supple-mentary quartz has influenced the course of mullite forma-tion and due to the complexity of solid state reaction, SiO2 inthe cristobalite form remains in samples. Cordierite contentincreases with increasing temperature, while SiO2 decreasesand is transformed into cristobalite. The presence of quartz atlower temperature and cristobalite at higher ones results fromthe kinetics of solid state reaction due to factors like finessesof the powder including its particle distribution, nonhomo-geneity and reactivity of quartz. At 1,400 ◦C, mullite formsthe main phase. Figure 3a–c reports the XRD patterns of dif-ferent sample mixtures sintered at 1,400 ◦C. One can seethat cordierite–mullite ratio varies with composition of mix-ture. The possibility to prepare composite cordierite–mulliteceramics from natural raw materials is demonstrated. Table3 reports different phases found in different samples basedon XRD analysis of all samples sintered at different temper-atures. SiO2 as quartz or cristobalite is found almost in allsintered samples. This is due to difficulties of solid state reac-tion and also due to the complexity of natural raw materials.Indeed, natural raw materials, apart from the main oxides(Al2O3, SiO2, and MgO) for cordierite–mullite synthesis,contain also some minor oxides (CaO, alkalis, Cr2O3) thatinfluence the course of reaction.
3.2 Results of Thermal Shock Resistance
After sintering and XRD analysis, pellets were subjected tothermal shock resistance test by simple modified ASTM,
123

Arab J Sci Eng (2014) 39:67–73 71
Fig. 3 The XRD patterns of the different sintered samples at 1,400 ◦C
Table 3 Crystalline phases formed in the six mixtures at different tem-peratures
1,250 ◦C 1,300 ◦C 1,350 ◦C 1,400 ◦C
Sample 1 Q–C Q–C C–M–Cr C–M
Sample 2 Q–C Q–C C–M–Cr C–M
Sample 3 Q–C Q–C C–M–Cr C–M
Sample 4 Q–C Q–C–M C–M–Cr C–M–Cr
Sample 5 Q–C Q–C–M C–M–Cr C–M–Cr
Sample 6 Q Q–M M–Q M–Cr
C cordierite, Q quartz, M mullite, Cr cristobalite
C 1171-91 heating–quenching method. The cycles wererepeated several times until the apparition of the first dam-age on the first sample. Table 4 reports the visual results ofdamage caused by a certain numbers of heating–quenchingcycles. The result showed the body can resist up, at least,to 12 cycles. A visible spot of microcracks in the body wasobserved at the 13th cycle for almost all samples. The numberof cycles of thermal shock resistance varies from materials tomaterials and depends on temperature. Numbers 8–30 can befound in the literatures [25]. Water quench results showed thatsamples were stable till 13 cycles. At 13th cycle, it showedthe crack in the sample 1 that is observed by SEM.
Table 4 Results of thermal shock resistance test of different samples
Cycles applied at 1,000 ◦C
Results
9 13
Sample 1 Crack start at corn of pellet Crack growth
Sample 2 Crack start at corn of pellet Crack length unchanged
Sample 3 Crack start at corn of pellet Crack length unchanged
Sample 4 Crack start at corn of pellet Crack length unchanged
Sample 5 Crack start at corn of pellet Crack length unchanged
Sample 6 Crack start at corn of pellet Crack length unchanged
3.3 MIP of Samples Before and After Heating–QuenchingTest
After thermal shock test, samples were submitted to MIPmeasurement to identify changes occurring during theheating–quenching cycles. Original samples were also ana-lyzed and some characteristics of pore structure (bulk density,apparent density and total porosity) of samples before andafter thermal shock test are reported in Table 5. Apart frombulk density, no linear relationship between the pore struc-ture and composition of samples can be established. How-ever, pure mullite has the lowest bulk density. The changes inthese parameters are not significant. Total porosity of sample
123
72 Arab J Sci Eng (2014) 39:67–73
Table 5 Pore structureparameters Sample Bulk density (cm3 g−1) Apparent density
(g cm−1) at 4.696 (PSI)Total porosity (%)
Before cycle After cycle Before cycle After cycle Before cycle After cycle
Sample 1 2.13 2.20 2.26 2.20 32.82 37.84
Sample 2 2.00 2.06 2.3 2.31 30.22 35.28
Sample 3 2.13 2.08 2.36 2.10 32.52 35.37
Sample 4 2.02 2.05 2.24 2.05 33.71 36.90
Sample 5 1.94 1.97 2.14 2.17 36.12 35.46
Sample 6 1.83 1.83 1.84 1.83 33.28 34.69
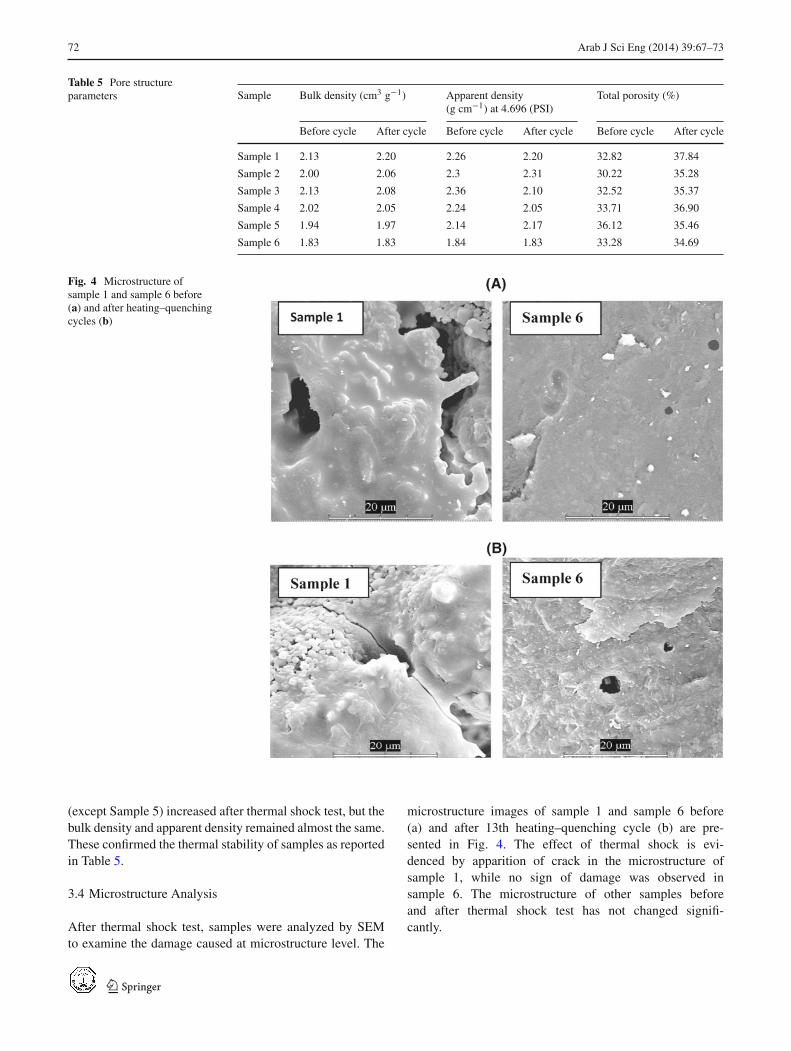
Fig. 4 Microstructure ofsample 1 and sample 6 before(a) and after heating–quenchingcycles (b)
(except Sample 5) increased after thermal shock test, but thebulk density and apparent density remained almost the same.These confirmed the thermal stability of samples as reportedin Table 5.
3.4 Microstructure Analysis
After thermal shock test, samples were analyzed by SEMto examine the damage caused at microstructure level. The
microstructure images of sample 1 and sample 6 before(a) and after 13th heating–quenching cycle (b) are pre-sented in Fig. 4. The effect of thermal shock is evi-denced by apparition of crack in the microstructure ofsample 1, while no sign of damage was observed insample 6. The microstructure of other samples beforeand after thermal shock test has not changed signifi-cantly.
123

Arab J Sci Eng (2014) 39:67–73 73
4 Conclusion
The preliminary results conducted on the possibilities to usenatural raw materials in the preparation of cordierite–mullitecomposites led to the following conclusion:
1. Natural kaolin, quartz and magnesite with minimumaddition of pure gibbsite (may be boehmite) can be sub-stantially used to prepare ceramics at different temper-atures with different cordierite–mullite ratio. XRD hasidentified cordierite and mullite as major phases supple-mented by minor phases of cristobalite and quartz accord-ing to sintering temperatures.
2. The optimal temperature to prepare the compositedepends on cordierite–mullite composition.
3. Thermal shock method based on heating and quenchinghas proved the thermal stability of samples till 13th cycle.
4. Scanning electron microscopic analysis and porosime-ter analysis have not revealed any significant change inmicrostructure and pore structure characteristics in sam-ples before and after thermal shock test.
Acknowledgments This research was made possible thanks toLibyan Government. The authors are also grateful to the VEGA GrantNo. 1/0934/11.
References
1. Kingery, W.D.: Introduction to Ceramics. Wiley, New York (1960)2. Hlaváè, J.: Základy technologie silikátú. In: Elements of Silicate
Technology. SNTL ALFA, Praha (1988)3. Petrovic, R.; Janackovic, Dj.; Zec, S.; Drmanic S.; Kostic-
Gvozdenovic, Lj.: Crystallization behavior of alkoxy-derivedcordierite gels. J. Sol-Gel Sci. Technol. 28, 111 (2003). doi:10.1023/A:1025649406466
4. Smart, R.M.; Glasser, F.P.: The subsolidus phase equilibrium andmelting temperatures of MgO–Al2O3–SiO2 compositions. J. Int.Ceram. 7, 90–97 (1981). doi:10.1016/0272-8842(81)90003-1
5. Naskar, M.K.; Chatterjee, M.: Effect of sintering temperature on thesynthesis of high purity cordierite. J. Eur. Ceram. Soc. 24, 3499–3508 (2004). doi:10.1016/j.jeurceramsoc.2003.11.029
6. González-Velasco, J.R.; Gutiérrez-Ortiz, M.A.; Ferret, R.; Aranza-bal, A.; Botas, J.A.: Synthesis of cordierite monolithic honeycombby solid state reaction of precursor oxides. J. Mater. Sci. 34, 1999–2002 (1999). doi:10.1023/A:1004578819314
7. Tang B.; Zhang S.R.; Ning H.Y.; Jing C.Y.: Preparation and char-acterization of cordierite powders by water-based sol-gel method.Indian J. Eng. Mater. Sci. 18, 221–226 (2011)
8. Evans, D.L.; Ficher, G.R.; Geiger, J.E.; Martin, F.M.: Ther-mal expansion and chemical modification of cordierite. J. Am.Ceram. Soc. 63, 629–634 (1980). doi:10.1111/j.1151-2916.1980.tb09850.x
9. Taruta, S.; Hayashi, T.; Kitajima, K.: Preparation of machin-able cordierite—mica composite by low temperature sintering.J. Eur. Ceram. Soc. 24(10), 3149–3154 (2004). doi:10.1016/j.jeurceramsoc.2003.11.008
10. Yuichi, K.; Katsuhiro, S.; Etsuro, K.: Preparation of densecordierite ceramics from magnesium compounds and kaolinitewithout additives. Ceram. Int. 26(7), 739–743 (2000). doi:10.1016/S0272-8842(00)00013-4
11. Ghitulica, C.; Andronescu, E.; Nicola, O.; Dicea, A.; Birsan,M.: Preparation and characterization of cordierite powders. J.Eur. Ceram. Soc. 27, 711–713 (2007). doi:10.1016/j.jeurceramsoc.2006.04.089
12. Kumta, P.N.; Hackenberg, R.E.; McMichael, P.; Johanson, W.C.:Solution sol-gel synthesis and phase evolution studies of cordieritexerogels, aerogels and thin films. Mater. Lett. 20(5–6), 355–362(1994). doi:10.1016/0167-577X(94)90044-2
13. Rohana, P.; Neufussa, K.; Matéjíèek, J.; Dubskýa, J.; Prchlik, L.;Holzgartner, C.: Thermal and mechanical properties of cordierite,mullite and steatite produced by plasma spraying. Ceram. Int.30(4), 597–603 (2004). doi:10.1016/j.ceramint.2003.07.004
14. Rudolph, T.; Pannhorst, W.; Petzow, G.: Determination of acti-vation energies for the crystallization of cordierite—type glass.J. Non-Cryst. Solids. 155(3), 273–281 (1993). doi:10.1016/0022-3093(93)91262-2
15. Goren, R.; Ozgur, C.; Gocmez.: The preparation of cordieritefrom,talc, fly ash, fused silica and alumina mixtures. Ceram. Int.32(1), 53–56 (2006). doi:10.1016/j.ceramint.2005.01.001
16. Schneider, H.; Eberhard, E.: Thermal expansion of mullite. J. Am.Ceram. Soc, 73(7), 2073–2076 (1990). doi:10.1111/j.1151-2916.1990.tb05270.x
17. Schneider, H.; Schreuer, J.; Hildmann, B.: Structure and propertiesof mullite— a review. J. Eur. Ceram. Soc. 28, 329–344 (2008).doi:10.1016/j.jeurceramsoc.2007.03.017
18. Pach, L.; Iratni, A.; Kovar, V.; Mankoš, P.; Komarneni, S.: Sinteringof diphasic mullite gel. J. Eur. Ceram. Soc.16, 561–566 (1996).doi:10.1016/0955-2219(95)00161-1
19. Yingchao, D.; Xuyong, F.; Xuefei, F.; Yanwei, D.; Xingqin, L.;Guangyao, M.: Preparation of low—cost mullite ceramics fromnatural bauxite and industrial waste fly ash. J. Alloys Compd. 460,599–606 (2008). doi:10.1016/j.jallcom.2007.06.023
20. Yingchao, D.; Stuart, H.; Jian-er, Z.; Zhanlin, J.; Jiandong,W.;Guangyao, M.: Sintering and characterization of fly ash—basedmullite with MgO addition. J. Eur. Ceram. Soc. 31, 687–695 (2011).doi:10.1016/j.jeurceramsoc.2010.12.012
21. Chandran, R.G.; Patil, K.C.; Chandrappa, G.T.: Combustion syn-thesis, characterization, sintering and microstructure of mullite–cordierite composites. J. Mater. Sci. Lett. 14, 548–559 (1995).doi:10.1007/BF00275372
22. Hodge, J.D.: Microstructure development in mullite–cordieriteceramics. J. Am. Ceram, Soc. 72(7), 1295–1298 (1989). doi:10.1111/j.1151-916.1989.tb09733.x
23. Ebadzadeh, T.; Lee, W.L.: Processing-microstructure-propertyrelations in mullite–corderite composites. J. Eur. Ceram. Soc. 18,837–848 (1998). doi:10.1016/S0955-2219(97)00000-9
24. Ismail, M.G.; Tsunatori, H.; Nakai, Z.: Preparation of mullite–cordierite composites composite powders by the sol-gel method:its characteristice and sintering. J. Am. Ceram. Soc., 73(3), 537–543 (1990). doi:10.1111/j.1151-2916.1990.tb06550.x
25. Zdenék, C.; Boccaccini, N.D.; Leonelli, C.; Romagnoli, M.; Boc-caccini, A.R.: Fracture behaviour of refractory ceramics after cyclicthermal shock. Ceram. Silik. 50(4), 245–250 (2006). http://www.ceramics-silikaty.cz/2006/2006_04_245.htm-11k
123