the effect of ball mill operating parameters on mineral ... · the effect of ball mill parameters...
TRANSCRIPT

„ .\U
Ö:. I V
THE EFFECT OF BALL MILL OPERATING PARAMETERS ON MINERALLIBERATION
by
Hector E. Rojas
Dissertation submitted to the Faculty of theVirginia Polytechnic Institute and State University
in partial fulfillment of the requirements for the degree of
Masters of Science
in
Mining and Minerals Engineering
APPROVED:
G. T. Adel, Chairman
I
R. E./Yoon ‘J
4 G. HC Luttrell
Karmis
November, 1989
Blacksburg, Virginia

THE EFFECT OF BALL MILL PARAMETERS ON MINERAL LIBERATION
Hector E. Rojas
Committee Chairman: Dr. G.T. AdelMining and Mineral Engineering
(ABSTRACT)
In previous studies, the analysis of ball mill
° operating parameters and their effects on breakage phenomena
has been limited to homogeneous materials. Though theseß
studies have proven to be an asset in predictions of product
size distributions and mill scale—up, they have not
addressed the primary role of grinding, i.e. liberation.I
The present investigation analyzes the effect of ball
U mill operating· parameters on the breakage rates of both
t· liberated and composite material. The operating parameters
studied include mill rotational speed, ball size, millI
charge and wet versus dry grinding. Breakage rates have been
determined experimentally utilizing a SEM—IPS image
analyzer. The mineral sample used was acquired from ASARCO's
Young Mine which is located in Jefferson City Tennessee. It
was a binary ore consisting of sphalerite and dolomite.

Batch grinding experiments were conducted to provide
breakage rates for the various composition classes.
Breakage rates were then normalized with respect to energy
to see if the changes in breakage rates associated with mill
operating parameters were due to changes in breakage
kinetics, or simply a function of energy input.
The energy normalized data indicates that the free
dolomite breakage rates tend to normalize with respect to
»energy in the case of varying interstitial fillings.
Furthermore, changes in mill rotational speed tend to
provide energy normalizable breakage rates for· both free
dolomite and sphalerite. In all other cases, analysis of
the breakage rates and energy specific breakage rates
indicate that a change in breakage kinetics may be
occurring.'
In general, particles containing a high proportion of
sphalerite are more apt to break under impact conditions. On
the other hand, particles containing a large proportion of
dolomite were found to prefer attrition breakage conditions.

ACKNOWLEDGEMENT
The author wishes to express his appreciation for the
support and encouragement provided by his advisor, Dr. G. T.
Adel as well as the rest of the faculty at Virginia Tech.
Their interest and involvement with this project made the
time and effort a worthwhile experience. Special thanks are
due to ASARCO for continuing its cooperation with Virginia
Tech in providing mineral ore samples from its Young Mine
operation.
This research has been supported by the Department of
the Interior's Mineral Institute program administered by the
Bureau of Mines through the Generic Mineral Technology
Center for Comminution under grant # G1125149. The author
wishes to extend his ;ppr§c1a:1¤¤ for this support as well
as that provided by Dr. M. E. Karmis and the Department of
Mining and Minerals Engineering for providing the author
with tuition scholarships. °
Recognition should be given to Roy Hill for performing
the chemical assays as well as technical assistance with the
scanning electron microscope. Special thanks are extended to
Bloice Davison, Brian Robinette and Hillary Smith for their

help in sample preparation and polishing. Sincere gratitude
is also extended to the numerous friendships that have been
nurtured throughout the years at Virginia Tech with fellow
graduate students, in particular those of Woo Zin Choi,
Richard Forrest, Margie Lagno, Van Davis, Jennifer Smith,
Michael Stallard, Joseph Zachwieja and Jorge Yordan.
The author wishes to express special acknowledgement to
the loving support of his parents Their encouragement and
devotion made it all possible. As a third generation
Mining Engineer, the author wishes to dedicate this
thesis
whose exemplary career influenced the choice of this
profession.

4 TABLE OF CONTENTS
PAGE
ABSTRACT
ACKNOWLEDGMENT ........................................ iv
TABLE OF CONTENTS ..................................... vi
LIST OF FIGURES ....................................... ix
LIST OF TABLES ........................................ xi
I. INTRODUCTION ..................................... 1
1.1 Statement of Proble ......................... 1
1.2 Literature Review ............................. 3
1.2.1 Grinding Theories and Models .......... 3
a. Grinding Theories .................... 3
b. Population Balance Models ............ 6
1.2.2 - Liberation Theory and Models ......4.... 9
a. Degree of Liberation ................. 9
b. Liberation Modeling ...................10
1.2.3 Quantification of Mineral Liberation ...14
a. Image Analysis Techniques .............14
b. Volumetric Approximation Techniques ...15A
1.2.4 Effect of Mill Parameter Changes on ....17Homogeneous Grinding
1.3 Research Objectives........................... 26 _l'
II. EXPERIMENTAL PROCEDURE ........................... 28
2.1 Ore Sample ................................... 28
2.2 Grinding and Torque Sensing Equipment ........ 29 ·“vi
‘

2.3 Sizing Equipment ............................. 29
2.4 SEM-IPS Image Analyzer ....................... 30
2.5 Experimental Procedure ....................... 33
2.5.1 Sample Preparation ..................... 33
2.5.2 Grinding Experiments ................... 34
2.5.3 Briquetting and Polishing .............. 35I
2.5.4 Liberation Analysis .................... 36
2.5.5 Statistical Analysis ................... 39
III. EXPERIMENTAL RESULTS ............................. 42
3.1 Comparison of Image Analysis to Chemical Assays 42
3.2 Feed Characterization for Mono—Sized Feeds .....43
3.3 Determination of Breakage Rates ................45
3.4 Determination ef Energy Specific Breakage ..... 48Rates
3.5 Effect of Image Analysis Error on Breakage .... 49Rate Calculations
IV. DISCUSSION OF RESULTS ..............................52
4.1 Analysis of Breakage Rates .....................52
4.2 Analysis of Energy Specific Breakage Rates .....58
4.3 Comparison of Results to Previous Studies ......65
V. SUMMARY AND CONCLUSIONS ............................72
VI. SUGGESTIONS FOR FUTURE WORK ........................76
REFERENCES79
APPENDIX I: Image Analysis Data..........................84l
APPENDIX II: Percent Remaining Values fortheDisappearancePlots ........................90
APPENDIX III: Disappearance Plots .......................96
APPENDIX IV: Breakage and Energy Specific -.......I.......107Breakage Rates ~ _ ‘
V ' vii _

APPENDIX V: Chemical Assay Prccedure ...................110
VITA ...................................................112
V _ I ' viii l l

LIST OF FIGURESPage
Figure 2.1 SEM-IPS image analyzer .................... 31
Figure 2.2 Image Processing Procedures ................ 37 _
Figure 3.1 Example of a 14x20 mesh feed .............. 44· distribution for a 40% critical speed
test
Figure 3.2 Example of a disappearance plot for ....... 4714x20 mesh feed at 40% critial speed
Figure 4.1 Breakage rate versus percent .............. 53sphalerite plots for different millrotational speeds with 14x2O mesh- feed
Figure 4.2 Breakage rate versus percent .............. 55sphalerite for various ball sizediameters with 10x14 mesh feed
Figure 4.3 Breakage rate versus percent .............. 57sphalerite for various interstitialfilling with 10x14 mesh feed
Figure 4.4 Breakage rate versus percent .............. 59sphalerite for dry and 70 percentsolids grinding environments with14x20 mesh feed
Figure 4.5 Energy normalized breakage rates .......... 61versus percent sphalerite fordifferent mill rotational speedswith 14x20 mesh feed
Figure 4.6 Energy normalized breakage rates .......... 62versus percent sphalerite fordifferent ball sizes with 10x14mesh feed ~
Figure 4.7 Energy normalized breakage rates .......... 64versus percent sphalerite fordifferent interstitial fillingswith 10x14 mesh feed
Figure 4.8 Energy normalized breakage rates ..........66versus percent sphalerite for dryand 70 percent solids grinding
_ environments with 14x2O mesh feed . . AV-
ix

Figure 4.9 Breakage rate versus ball size ........... 68for different sphalerite contentmaterial with 10xl4 mesh material
Figure 4.10 Breakage rate versus percent ............. 70interstitial filling fordifferent sphalerite contentmaterial with 10x14 mesh feed
F Fx
LIST OF TABLES
Page
Table 3.1 Comparison of zinc contents.................. 42determined with image analysisand chemical assay
Table 3.2 Effect of image analysis error ............. 49on areal grades
Table 3.3 Analysis of error associated ............... 50with image analysis in thecalculation of breakage rates
'”xiU

CHAPTERI
. INTRODUCTION .
1.1 Statement of Problem
Comminution is the process of physically breaking run-
of-mine ore in order to achieve the liberation of valuable
minerals .from gangue. The process itself is very energy
intensive and it is estimated that nearly two percent of the
United States power consumption is related to comminution
(Comminution and Energy Consumption, 1981). With this in
I mind it is understandable that one would want to control a
grinding circuit so that the energy required to process a
given ton of ore is optimal. .Furthermore, overgrinding an
ore and the subsequent production of fines can reduce the
efficiency of later stages in the circuit such as flotation.
In order to study the behavior of grinding circuits,
several attempts have been made to describe power
A consumption and its relation to size reduction. Three
theories that have been used to date are those of Rittinger
(1867), Kick (1885), and Bond (1952). These approaches arei
limited in that they provide little or no information on
expected size distributions. Furthermore, each approach is
limited in its applicability to select particle size ranges.

2
A more practical approach to the understanding of the
breakage phenomena is that of population balance modeling.
By utilizing breakage rates and distribution functions,
accurate predictions of product size distributions can be
obtained for homogeneous materials. The advantage of this
method as compared to the prior energy relationships, is its
ability to allow simulation of grinding operations and
predictions of product sizes under different mill
conditions. Unfortunately, the present application of the
_ population balance approach. does not address the primary—
—'..objective of grinding which is liberation.
With·the onset of image analysis technology, liberation(
itself can now be quantified. This has lead to the
evolution of grinding models which incorporate liberation as
a parameter (Andrews and Mika; 1976, Peterson and Herbst;
1985, Choi 1986). — A n.
With the existing size reduction models, much work has
been done_in studying the effect of operating parameters
such as mill speed and ball loading on model parameters and
the resulting* product fineness (Fossberg and Zhai; 1986,
Herbst and Fuerstenau 1972; Houiller and Neste and Marchand
1976). It should be noted, however, that in each of these °
studies homogeneous material was used for the grinding
experiments, thereby not including liberation as part of the
study.

3
Although models for liberation have been developed, the
effect of milling conditions on the liberation parameters of
these models has not been evaluated. The purpose of this
investigation is to determine if liberation can be changed
by mill operating parameters. It is hoped that this work
can be used as a precursor to the development of a model
that can predict liberation given the various ranges of
operating parameters. Mill speed, mill charge, ball size,
and wet grinding are the parameters which have been selected
for the present study. It is hoped that the analysis of the
data acquired will allow insight as to which parameters will
require a functional form if they were to be integrated into
a complete liberation model. ·
1.2 Literature Review
1.2.1 Grinding Theories and ModelsI
a. Grinding theories: The first attempt to relate size
reduction to energy consumption was that of Rittinger (1867)
who postulated that the energy consumption for size
reduction is proportional to the area of the new surface
produced. Later, Kick (1885) proposed _that the energy
required for size reduction is proportional to the reduction
in the volume of the particles in question. The most widely
used relation of this type however, was that of Bond (1952)
who proposed that energy consumption is proportional to the

4
new crack tip length produced during breakage. Bond
developed the well known Bond work index which is an
indicator of a materials resistance to crushing and
grinding. Each of these theories was useful in the design
and scale up of' ball mill operations, however they told
little of the expected size distributions, and most
importantly gave no indication of liberation.
Later work done by Hukki (1975) attempted to show the
validity of each theory within a certain particle size
range. This study illustrated that Kicks law was applicable
in the crushing range (above 1 cm in diameter) . Bond's
theory was more suited to the particle size ranges involved
in conventional ball and rod mill grinding (5 to 250 mm).
Rittinger's law showed more _app1icability to the fine
particle grinding range (10-1000 micro meters).
The development of mathematical models for size
reduction began nearly 20 years ago. Unlike the theories
that were based on the energy requirements, these models
allowed the prediction of product size distributions based
on experimentally determined constants. Their application
was also well suited to simulations of grinding operations
which greatly facilitated optimization studies on industrial
scales.
An early attempt to describe the breakage process was
that of Epstein (1947). His model utilized two basic

5
functions, the selection function [Sn(y)], which represents ·
the probability of breakage of a particle in size class y,
in the nth stage of breakage, and the distribution function,
[B(x,Y)], which represents the cumulative weight
distribution of particles appearing below the size class x
resulting from breakage out of a given size class y. His
major assumption was that a particle would break into two
smaller particles of the same size. Though this assumption
was not realistic, it was this model that set the basis for
further developments.
-Modifying Epstein's scheme, Broadbent and Callcott
(1956) developed a model which employed matrix operations to
describe .the breakage process. Size distributions were
represented in terms of vector quantities which were
determined from sieve evaluation. The assumption was made
that the distribution function was not dependention
the
grinding system, material, or the sizes considered and
therefore remained constant. Though this matrix approach
was unique and helpful in further models, it was limited by °
the fact that it's distribution function remained constant.
Using the matrix approach, Gardner and Austin (1962)
modified the selection and distribution functions to
incorporate a size-mass balance equation which contained a _
mass term in differential form with respect to time for each
size class. In this modification, the selection function Si
6
now represented the fractional rate at which the mass of a
size class i was removed. They postulated that if one could
determine the selection and distribution functions
experimentally, that the size—mass balance equations could
be solved for any feed sizes. A radio active tracer was used
to determine breakage functions.
Much work has been done by various researchers to solve
the grinding equations for product size distributions with
relation to time (Herbst and Fuerstenau, 1968; Klimpel and .
Austin, 1970). Once the grinding equations were validated,
. - work- followed in scale up procedures for the design of
continuous ball mill operations. (Herbst and Fuerstenau,
1980) The next section describes the mathematical basis for
the discrete batch grinding model.
b. Population balance models: Analysis of' grinding
operations. with regard to breakage rate, S, and breakage
distribution function, B, has become a well established
technique. Many researchers have worked in this area.
(Austin,· Bhatia 1971; Austin, Klimpel and Luckie, 1976;
Gupta, Hodouin, Berube and Everell, 1981) These parameters
allow the behavior of each size class in a mill to be
described mathematically.

7
In the case of batch grinding, the general form for thesize discretized relationship describing the rate of
breakage from a given size class i is as follows:
d1'!li(C) = bij*Sj*IIlj(‘lZ) - Si*IIli(C) [1.1]
where mi(t) is the fraction of mass remaining at time t, bijis the fraction of material from size class j that reports _to size class i after· being· reduced in size, Sj is the “
fractional rate at which the mass of the j—th size class is
removed, and Si is the fractional rate at which the mass ofthe i-th size class is removed. In general the breakage
distribution term describes how material appears from
uppersizeclasses to a given size class. The breakage rate term
describes how material disappears from a given size class.
By grinding mono—sized material in dry batch tests, the
breakage rate for that size [material may be quantified.
Since only mono—size material is present initially, the
Aappearance- term of Equation 1.1 drops out leaving the
following relationship for a designated size class 1:
—Sim1(t) [1.2]dm1(t) = ——-————
dt

8
By first separating variables, and then integrating
with respect to time from t=0 to t=t, equation [1.2] would
be of the following form:
l¤(ml(t)/m1(0)) = — $1*t . [1.3]V
Sl can then be directly measured by plotting the natural log
of the fraction remaining vs time. The resulting slope of
this plot is Sl.
The determination of a cumulative breakage distribution
function utilizes the concept of zero order production (the
initial slope of the mass of fines being produced vs time).
(Herbst and Fuerstenau, 1968) The following relation depicts
the zero order rate constant in terms of its constituent
values:”
'u
·
dYi [1.4]
2.: ‘ Fi
where Yi is the cumulative mass fraction finer than size
class i and Fi is the zero order production·constant for the
production of material finer than size i (time'l).° Various researchers have found that breakage rates
remain constant with respect to time in the case of dry ball
milling. (Herbst and Fuerstenau, 1968; Austin and Luckie
1971) This phenomenon allows the solution to the
distribution function to be represented as follows:lF11*F·1 = F1 [-les!
9
With the above relationships it is possible to solve
for the model parameters which allow the prediction of
product size distributions for homogeneous material. The
next section describes the evolution of models which account
for.mineral liberation phenomenon as well as size reduction
phenomena.
_1.2.2 Liberation Theory and Models
a. Degree of liberation: The degree of liberation as
described by Gaudin (1939) may be represented as follows for0
a particular mineral component:
*wif [1.6]Li = 100 ··v;;E—;·;;;:il -
where Wif is the_number of the free mineral components i,4 Wil is _the equivalent number of the locked mineral
components, and fi is defined as the locking factor which
acts as a weighting factor to account for locked particles
that may appear free during areal examination of a prepared
mineral sample. Measurement of the degree of liberation
gives insight as to the optimum grind for a given ore. This
value may be used as a criterion to limit overgrinding and
still achieve sufficient liberation to allow future stages
in the processing circuit to be efficient; The development
of image analysis techniques has made the determination of

10u
the degree of liberation of a mineral component a simpler
and less tedious task.
b. Liberation modeling: The first attempt aimed at
modeling liberation was that of Gaudin's (1939). He
proposed a model for the fracture of an_ideal binary system
composed of cubic components. From basic mathematical
relationships the percentage of liberated material that
could be expected was calculated. Furthermore, the concept
of a degree of liberation was introduced. In order to
quantify the degree of liberation, a. microscope counting
technique was described which allowed the estimation of a
particles composition. The model itself however, was
unrealistic since a cubic system was used along with cubical
fracture patterns which resulted in cubical particles.
It was not until 1967 that Wiegel and Li attempted to
modify Gaudin's model to allow a random orientation of
mineral grains rather than placing grains of least abundant
minerals as far apart as possible. A further modification
allowed this model to account for different mineral content
among composite materials. Though this model was indeed
improved from its previous version, it still was limited by
the cubic system assumption. -
With the advent of computerized image processing
systems in the late 1970's advances in the modeling of
liberation followed. King (1979) developed E1 model which(

11
was based on mineral grade distributions derived from lineargrade intercepts. It was assumed that the ore was .
isotropic, and had no tendency to fracture preferentially
along grain boundaries. Although this model was notably
better in predicting liberation values than previous models,
significant deviations from expected values were noted with
particles greater than 400 microns. This could have been due
to the assumptions that particles are isotropic and that
random breakage is the primary breakage mechanism. Contrary
evidence which indicates that preferential breakage is
present has been established (Choi 1982).
Following Wiegel's model, an attempt to model the
liberation of pyrite and ash from coal (Klimpel and Austin, ·
1983; Bagga and Luckie, 1983) utilized a Monte Carlo
Simulation technique to randomly create particles with
mineral grains. By making the computer generate specified
size distributions, the amount of liberation could be
· evaluated for different grinds. In general, this model was
developed for binary systems and was limited to random
fractures only. It also required that the amount of one of ·
the binary constituents be small in a composite particle (a‘
common occurrence in many mineral systems). The model
itself was validated with experimental data derived from·a
synthetic ore composed of polystyrene, pyrite, and quartz.
The excellent agreement between the model predictions and

12
experimental data gave credence to the assumption that
random fractures were dominant in this mineral system. _
Recently an index to describe the degree of liberation
was developed (Davy, 1984). The index varied from 0 to 1,
the value of which was found to be related to the shape and
size of the particles as well as to the interaction between
fracture surfaces and the structure of the mineral. Using
Davy's theory, a liberation model which utilized a random
Poisson Polyhedra for fracture and fragment distributions
from narrowly sized mono-sized particles was developed g
(Barbery,.1985).
Though much advancement in« liberation modeling has
occurred, the limiting factor of each model has been its
constraint to open circuit simulation. Each of the models
described assess the expected liberation that would occur,
but do not address the relative abundance of each type of
material composition. In the case of closed circuits, a
classification mechanism such as a hydrocyclone is affected
. not only by particle size but mineral composition as well.
For this reason, the introduction of varying amounts of
composite and liberated material back into the circuits
requires the knowledge of mass balances for each composition
of particles.
Initial attempts at the modeling of both size reduction
and liberation all encompassed limiting assumptions that

13
either made the model unrealistic with regard to physical
breakage phenomena, or did not provide accurate predictions ·
of liberation. Andrews and Mika (1975) modified the
population balance model for grinding to incorporate a
description of mineral particles in terms of size and
mineral content. The limitation with this approach has been
the estimation of the model's breakage and liberation
parameters. .
It was not until a variation on King's (1979) model,
which used linear grade measurements, that an- accurate
prediction of closed circuit behavior was observed. The
modification included the addition of a population balance
model to create a dynamic simulator which was validated with
pilot scale data (Finlayson and Hulbert, 1980).
Recent work at Virginia Tech has lead to the
development of a conceptually new modification “of the °
population- balance model for grinding. Along with the
breakage and distribution relations for all component
minerals, a liberation function has been introduced. Image
analysis data of areal grade measurements collected on batch
mill tests validated the model and the methodology behind
the solution of the model parameters (Choi, 1986).
Various methods have been developed for the analysis of
mineral liberation. The following section discusses the

14 _~
evolution in image analysis techniques developed by various
researchers.
1.2.3 Quantification of Mineral Liberation
a. Image analysis technigges: Along with the
development of models that have liberation terms included,
advances in image analysis have given researchers a
systematic tool to determine mineral liberation. Data that ,
is acquired for liberation studies is normally taken from
polished cross sections of mineral mounts. Prior to image
analysis, a variety of different methods existed to quantify
mineral liberation these included a linear intercept
technique (Rosiwol, 1898), an area tracing technique
(Delesse, 1848) and a point counting technique (Thompson,
1930).
An extension of the Rosiwol (1898) method of linear ·
intercepts was used by Barbery (1974) and King (1978) with
image analysis to_analyze grain sizes. The major limitation .
of the linear intercept technique is it's inherent
assumption that mineral species are isotropic.«
Two dimensional area measurements utilize the area of
mineral specimens to approximate mineral volumes. The
volume percentage of the mineralogical component is taken to
be the area of the mineral component divided by the total
area of the particle. A method known as "point counting"
evaluated the area of mineral components (Thompson 1930). ·

U15
V
It utilized a grid of dots which was superimposed over the
specimen surface to estimate mineral areas. The area was
assumed to be pmeportional to the number of dots on the
mineral surface. A modification of this approach was
described. by Guadin (1939). Gaudin's technique involved
placing a umno—sized mineral specimen 511 a briquette and
treating each particle as having the same size regardless of
its appearance. The mineral contents were then estimated as
a fraction of the particles total area, thereby eliminating °
errors associated with the briquette's orientation. Gaudin
. .also.„included. a "locking factor" to make the areal
measurement closer to that of actual volumetric values. The
"locking factor was used to reduce the overestimation of
liberation which arises from observing particles which may
only seem liberated. Image analysis equipment allows a more
exact estimation of mineral content by actually measuring
the relative areas of mineral components. Though image '
analysis has served to give more exact measurements, it is4
still limited to either the one or _two dimensional
approximations.
b. Volumetric Approximation Technigpes: In recent
years attempts have been made to approximate the volumetric‘
grades from both linear and areal measurements (King, 1982;
Bloise et al., 1984). The latest of such attempts has been
by the University of Utah. The method developed utilizes a
16
transformation function to estimate volumetric data from
either one or two dimensional measurements (Lin et al. 1986,
Miller and Lin, 1988; Lin, Miller and Herbst, 1986). The
transformation function is a conditional probability
function that is dependent on particle shape and internal
grain characteristics such as grade dispersion density and
grain size distributions. The matrix has been evaluated
using computer simulations of randomly oriented, multiphase,
irregularly shaped particles which were generated with a
program called PARGEN. This was further followed by
comparisons with actual experimental determinations of exact
volumetric grades taken from a coarse grained iron ore and a
finely dispersed copper ore. The experimental method used to-
determine the true volumetric distributions involved the
sectioning of particles in a systematic way to get several
cross sectional views of the same particles. The exact
volumetric values compared very favorably to the volumetric u
transformations of both linear and areal measurements.
The development of models to describe breakage
phenomena has allowed researchers to study the effect of
breakage parameters in terms of population balance
constants. The following section discusses the work that
has been done to study the effect of mill operating
parameters on size reduction as well as the limited work
which has been done on liberation.

17
1.2.4 Effect of Mill Parameter Changes on Homogeneous
Grinding
The major benefits that can be derived from being able
to quantify changes in mill parameters and their subsequent
effects on the basic grinding model are two fold. Assuming
that the population balance constants could be predicted for
different mill operating parameters, it would be possible to
allow studies on optimization of existing operations.
Moreover, the model could be more suited to scale up
applications and would replace the "Bond like" approaches
that have been used greatly in the past.
As discussed briefly in an earlier section, little work
has been done on the effect of mill parameters on liberation
and their subsequent role in modeling. In general,
themajorityof the studies related to mill parameter effects
have used homogeneous feeds. °
Results from various investigations have concluded that
breakage rates in dry batch ball mill experiments are highly
dependent on the mill environment and operating conditions.I
Breakage distribution functions seem to be a material
property and. are generally considered as being invarianti
(Herbst and Fuerstenau, 1972). With this in mind, an
analysis of breakage rates would yield great insight into
mill performance.

18
The basic grinding equation, though very useful, does
not allow for prediction of product size distributions under
different mill operating conditions. Experimentally
determined model parameters are valid for a constant set of
mill conditions.
In an investigation done by Herbst and Fuerstenau
(1973), it was concluded that mill speed and mill charge ‘
have a great influence on breakage rates; however the
resulting changes· in breakage rates were energy
normalizable. For a variety of different mill speed and
mill charge combinations, it was found that plotting the·
mass fraction of mono-sized feed remaining versus the
specific energy input yielded one line, the slope of which
was the specific breakage rate siE. A simple modification —
was then made to the general grinding equation providing the
following normalized relation:
SiEmi(E) + bij [1.7]u
where the energy specific breakage rates (SiE; i=1,n—l) and
the set of breakage distribution functions (bij; j=1,n;
i=j+1,n) are approximations of the model parameters which
are independent of mill speed, ball load and particle load '
within normal operating ranges.q

19
The resulting relation was then confirmed by predicting
product size distributions for different mill speed, ball
load, and particle load combinations. It was also found
that the ratio_of grinding times needed for the production
of the same product size under two different conditions (of
mill charge and speed) was equal to the inverse ratio of the
specific power inputs.
Other work that has been done in the area of' mill
filling has determined that increasing the interstitial
filling increases-the breakage rate up to an optimum, above‘
which a decrease in breakage rates is noted. (Houillier, ·
Neste, and Marchand, 1976) Similar findings have been found
with mill speed yielding maximum breakage rates at 70 to 85%
critical speed. ln order to determine the combined effectsof mill operating parameters Forssberg and Zhai (1987) used _
a factorial design approach to study ball charge, millV
speed, feed charge and pulp density on grinding fineness and ·
net energy consumption. Analyzing the derived response
surfaces, it was found that charge volume has a significant
effect on product fineness and net energy consumption. It
was also noted. that for· a given energy consumption, the
importance of operating variables in a decreasing order is
as follows: charge volume, feed charge, mill speed and pulp
density. Both grinding fineness and energy consumption were
found to be very sensitive to charge volume, yet relatively

20
insensitive to pulp density. Mill speed was found to have a
more pronounced effect on fineness than on net energy
consumption. Acceptable ranges for ball charge were found to
lie from values of 30 to 35% of the mill volume. Mill speed
ranges that provided acceptable results ranged from 70 to
85% of critical speed. Volume density ranges varied from 40
to 60%.
Other attempts at studying the effect of mill filling
include an investigation conducted by Austin, Smaila, Brame
and Luckie (1981). The general objective was to establish a U_ functional form for breakage rates using the fractional
filling of balls and the interstitial filling as variables.
From, batch tests a minimum specific grinding energy was
determined by using several combinations of both the
parameters studied. Further analysis of the data in terms of7
specific energy values demonstrated contrary evidence to
Herbst and Furstenau (1973). The results indicated that3
specific energy is not independent of ball load, and that an
increase in ball load from 25% to 40% of the mill filling .
would increase the specific grinding energy 8% while the
capacity increased by 16%. The discrepancy was concluded to
be possible experimental error on the part of Herbst and
Furstenau (1973).
A common finding by various investigators has been that
an inverse proportionality exists between a breakage rate

21U
and the corresponding particle loading. This was found
toholdtrue in the case of high mill loads for Gupta and Kapur
(1974).
Another operating· parameter which has been known to
cause significant changes in the breakage rates and overall
performance of a ball mill is that of ball size. It is an
accepted phenomenon that for every set group of mill
conditions there exists an optimum ball size that will yield
the greatest breakage rates. In addition, it is also
recognized that as particle size increases the optimum ball
size increases as does the breakage rate. (Kelsall, Reid, ‘
and Restarick, 1968; Kuwahara, 1971) An investigation by
Gupta and Kapur (1974) developed a functional relation·to
predict the effect of ball size on breakage rates. Upon .
inspection of other work that had been done in the area of '
ball size effects, the following relation was noted between
.the selection parameter Si(B) and the ball size B:
. $i(B)*
· w-——-—;——-—-= Q [(B-B°)/(Bi —B°)] [1.8]$1
where $1* is the maximum value of the selection function forthe ith size interval corresponding to the optimum ball size
Bi*, and B9 is a constant interpreted as the smallest ballu
size required to achieve meaningful grinding of the smallest
particle size of interest. <b is a unimodalz frequency

( 22
function which may be determined by plotting (B- BO)/(B*-B°)
versus S/S*. The resulting curve dictated the choice of a
Cauchy distribution and a simple mathematical relation was
then developed to predict breakage rates, based on the
derived functional relationship. The resulting expression
was quite consistent in reproducing breakage rate data that
was presented by Kelsall, Reid and Restarick (1968) for
quartz in a wet mill. (
A similar paper presented by Austin Shoji and Luckie
(1976) also provided a functional form to predict the
breakage rates attainable under different ball diameters.
The technique employed for fitting the data required the
introduction of various assumptions so that the estimation
method for fitting could be employed. Assuming that the
breakage rates attained by a mixture of balls approximates
the weighted mean breakage rates of the individual balls,I
some analysis was done in the predicting of a two
compartment cement mill with different ball sizes
ascomparedto a single ball size mill. Using the derived
relations, it was predicted that using a larger mix of balls
in the first compartment and a smaller mix in the second
compartment, would yield a 7% more efficient system than the
same amounts of balls in a single mill. It should be notedI
however, that the original derivations of the relations were

23
also based on data acquired by Kelsall, Reid and Restarick
(1968).
Since both of these papers were based on rather limited
experimental data, Gupta, Zouit, and Hodouin (1984) ‘
continued the study selecting a variety of different
materials including quartz, limestone, soft cement clinker
and a hard cement clinker. The first stage of the project
was to determine the error associated in mill scale up by
manipulating the mill diameter and the correspondingballsize.
Extensive errors were incurred when scaling up to a 3
meter mill from 10 and 15 inch mills. Error factors of as
large as 1.75 were obtained in the approximation of breakage
rates. This yielded ranges from 43% lower to 75% higher
values than the correct values. The large fluctuations were
due to the accuracy of the original breakage rate estimates
encompassing anywhere from 5 to 10% error. In eider to
minimize the errors the mineral was preground and more care
was taken to ensure a closer size range in the batch mill
feed. The functional. forms developed included. constants
that were material independent and predicted breakage rates
in 90% of the cases that were within 1% error of actual
experimental values. In all the cases studied, different
materials yielded radically different values for the
material constants. Therefore, it was concluded that a
~general equation proposed by other researchers is not

24
possible since different materials react differently to ballsize and mill size changes.
It should be noted that even though the majority of theball size experiments have been conducted on single ballsize loads, industrial operations involve a distribution of
ball sizes. This could, be responsible for some of the
significant errors associated with population balance scaleup values. With this in mind a recent study by Lo and ·
Herbst (1986) utilized a distribution of ball sizes in hopes
that it would improve the accuracy of scale up predictions.
Their experiments were conducted using choices of mill
speed, ball load, particle load, solid percentage, and ball lsize distributions that are typically used in industry. A
procedure was developed that allowed laboratory experiments
to be performed with the same ball size distribution as that
of a plant. The procedure involved plotting the' energy
specific breakage rate versus the particles size for each
ball size distribution. The resulting curves intersected at
one pivot point with each type of material. These values
were then utilized to develop functional relationships which
predict the energy specific breakage rates at various ball
sizes. Breakage distribution functions were observed to
change only slightly with ball size. This allowed initial
estimates of distribution functions to be used regardless of

25;
a change in ball size. The resulting predictions for the V
variety of minerals tested provided excellent results.
Most of the grinding experiments that have been
conducted have been dry batch tests. In the case of wet
grinding, it has been noted by several researchers that
breakage rates significantly increase for the larger size
classes. This general trend is not as prominent for smaller
size classes (Fuerstenau and Sullivan, 1962; Berube, Berube,
and Houillier, 1979). Another well know phenomenon is the
inherent increase in the breakage rates with time for wetV grinding. Though these breakage rates could be fitted with
empirical relationships, the resulting values would have no
true physical significance in as far as the classic grinding
model is concerned. In order to analyze breakage rates the
initial slopes of the disappearance plots have been taken to
be the representative values. (Tangsathitkulchai and Austin,
1984) _

26
1.3 RESEARCH OBJECTIVES
The objective of the present investigation is to
develop a general understanding of how changes in ball mill
parameters affect breakage rates of liberated and composite
particles. The eventual goal of this study is to see if
liberation can be affected independently of size reduction.
If this were in fact the case, then mill design could be
improved on the basis of liberation. Though this study is
fundamental, it is hoped that it will yield a valuable
insight into the breakage characteristics of composite
minerals and a conceptual grasp of how mill parameters may
affect liberation.
All breakage rates are analyzed in terms of energy
Inormalized values (Ton/kw hr). The normalization or non-
normalization of breakage rates will yield clues as to which
breakage rates will require functional forms in terms of a4
liberation model. As noted in the iliterature review,previous work has been limited to studies on homogeneous
material. Though the past information gathered is helpful,
it does not address the key role of grinding which is
liberation. It is for this reason that this project has
been designed to study the effect of mill speed, ball size,
mill charge and wet vs dry grinding with particular emphasis
on the breakage of composite particles. It is hoped that
the information gathered can act as a precursor in the

27
development of a liberation model that predicts both mineral
product size and the degree of liberation attainable under
varying mill operating conditions.

CHAPTER II.
EXPERIMENTAL PROCEDURES
2.1 Ore Sample ~
The -ore sample used for this investigation was
basically a binary ore composed of coarse grained sphalerite
and dolomite. Its coarse liberation size simplified the
analysis of the mineral system by image analysis.
Furthermore, the relatively large contact zone between both
mineral species, was desirable in studying liberation. It
was acquired from ASARCO’s Young Mine which is located in
Jefferson City Tennessee. The processing plant treats
approximately 7,700 tons/day of ore. The ore itself has a
grade of approximately 3% zinc. The preparation stages ·
involved, at the sight include two stage crushing, heavy
media separation, followed by ball milling and finally a ·
flotation circuit.
The heavy media separation device, which uses
ferrosilicon, processes 250 tons/hr of ore. The basis for
this technique utilizes differences· in the specific
gravities of sphalerite (4.0 SG) and dolomite (2.8 SG). The
heavier ore particles containing sphalerite sink while the elighter particles float yielding nearly 77% of the dolomite
dominant particles as tailings.
° 28A

29
The total sample weight which was acquired was 1500 lbs
of concentrated ore from the heavy media circuit containing
nearly 14% zinc. The sample consisted of particles that
were 2 to 3 inches in size.
2.2 Grinding Equiment and Torque Measurement
The batch grinding experiments were conducted in a
stainless steel mill measuring 25.4 cm in diameter and 29.2
cm in length, with lifters spanning its length. The mill
rested on roller bearings and was connected to a .5 horse
- - power electric motor. The shaft which linked the two had a
Brewer Engineering Laboratories model A-055 torque
transducer. The output from the torque transducer was
displayed. on. a Brewer Engineering Laboratories model DJ-
335A/2 digital readout sensor.
The mill's operating characteristics are described by · .
Yang et al. (1968). The balls used in the mill varied from
3/4-inch, 1-inch and 1- 1/4-inch balls, the weight of which
in all cases was approximately 30 Kg. The volume filling of
the balls occupied approximately 50% of the mill.
2.3 Sizing Equipment 4Standard eight inch diameter Tyler series sieves
ranging from 10 to 400 mesh were used in combination with a
model B Ro-Tap machine. A Mettler AC 100 balance was

30
employed to measure weights providing an accuracy of i .01
grams. It should also be noted that a standard wet screen
shaker was used to perform a more efficient wet screening.
2.4 SEM¤IPS Image Analyzer
A Kontron Scanning Electron Microscope—Image Processing
System (SEM-IPS) was used. to collect image analysis data
(see Fig. 2.1). .This system was designed to either acquire
images from an energy dispersive SEM or from a video input t
which monitors a mineralogical microscope.
The following is a list of the actual hardware which
made up the system: Zilog Z80A (4MHz) processor with 64
KByte dynamic system RAM, 8 Bit data bus, 16 Bit addressn
bus, 20 MByte Winchester hard disk, 600 KByte Floppy disk,
CRT controller for alpha and graphic monitors, 2 serial
ports RS—232—C, slow scan interface, scanning” stage
interface and an autofocus interface.
The actual image processor unit had the following
specifications: array processor with pipeline structure,
hardware multiplier, 16 Bit ALU and 6 KByte microprogram
memory, 8x256 KByte image memory, additional 2 MBit for
overly or parity, variable format image storage, standard
512*512 pixels at 256 grey level values plus 1 bit parity,
and a A/D converter for the TV—signals. The high resolution


32
color monitor had a band width of 20 MHz (+/-3db), 800 lines
/ 50Hz or 640 lines / 60Hz.
cemmänds, program listings, and graphics were displayed
on a black and white monitor. Access to program commands
was achieved by an ASCII keyboard and a cügitizer tablet
with a crosshair cursor. Hard copies of data, graphics or
program listings could be made with a OKIDATA, Microline 82A
printer.
The actual image source for the experiments conducted
came from a Zeiss Inverted Camera Microscope, type 405. The
link between the microscope and the SEM—IPS system was a
Dage MTI 86 Series mounted television camera. 4The IPS software available for this system allowed
enhancement of images and processing of data. It also
allowed. the distinctionof’
objects on the basis of' grey
levels as well as geometrical shapes. Whichever the method
of distinction used, the final objective of the system wash
to separate the objects to be studied from the background.
This process, which is termed discrimination or
segmentation, is normally done by grey level threshold
values which the operator has designated. Pixels that fell
into the selected grey level ranges were converted to a
binary 1. All other pixels, which were not in the specified
range, were converted to binary 0. This binary image
assumed a black and white color with the objects of

33
interest. This image was then used to provide either field
or object—specific measurements.
Discrimination was facilitated by a variety of image
processing procedures such as spatial filtering, contour
enhancement, shading corrections, etc,. After the image had
been discriminated, further processing of the image
eliminated errors due to noise. A criteria was then used to
selectively choose particles on the basis of size or shape.
It was also possible to interactively edit grey levels on
the created binary images.
~ All changes that were affected by the processing
commands were evident on the high resolution screen. The
actual commands were depicted on the host processor monitor
which had a menu that allowed access to all the processing
routines. To select an image processing routine a mouse was
utilized which moved a cursor throughout the screen. Input .
variable numbers were entered with the keyboard.
The variety of functions chosen were all storable as a
program. once established. a program was executable with a
single command.A
2,5 Experimental Procedure .A ‘
2.5.1 Sample Preparation
The ore which. was acquired from the mine measuring
approximately one to three inches in size was passed through

34
a 5x6 inch laboratory jaw crusher. This material was then
passed through a 8x6.5 inch hammer mill so that the final
product size was -10 mesh. Narrow size fractions were then
prepared by sizing the hammer mill product.
2.5.2 Grinding Experiments
The ball mill used to do all the batch grinding
experiments for this study is described in section (2.2).
In order to study the effect of mill speed, tests were
conducted at 40 and 85% of critical speed. In each of these
cases, a 1 inch ball size diameter and a feed of 3000 grams
was used. The closely sized feeds were ground dry for 1, 2
and 4 minute intervals. In studying ball size, a 75%
critical speed was used for all the tests with a charge of .
3000 grams per test. Ball size tests of 1, 2, and 4 minutes
were conducted for each of the ball sizes of 3/4, 1, and 1-
1/4—inch diameter. Mill charge tests were conducted at 75% -
critical speed. with a. 1-inch. ball size for each of' the
charges of 3000, 4500, and 7100 grams. With the exception
of the 3000 gram charge which was conducted for 1, 2, and 4
minute intervals, the remainder of the experiments were
conducted only at 4 minutes to conserve material.
At the end of each grinding time, the mill was kept
stationary to avoid the loss of fines when opened. The mill
was then emptied and special care was taken to collect all'
fines adhering to the mill. All samples weighing 4500 grams

35
or less were then split into eight portions. The 7100 gram
run was split into sixteenths due to the large amounts of
material present in each size class. These splits were then
weighed and later dry screened c¤1 a Ro-Tap sifter for a
duration of 15 minutes, to produce size fractions ranging
from the top size class down to -400 mesh material. Dry
screening was then followed by wet-screening to remove fines
from each of the classes. The material which passed during
the wet screening was then added to the next size class down
to avoid loss of material. The loss of material never
amounted to more than .1% of the total charge. The samples
were then dried, weighed and bagged for later use in the
preparation of briquettes.
2.5.3 Briggetting and Polishing
Material from each size fraction of interest was
representatively split into approximately 10 gram samples _
and added to 1 inch diameter molds. Cold setting EPOFIX
Epoxy was then added. to the mold and. the briquette was
placed under a vacuum in order to remove excess air bubbles.
The mold was then allowed to sit overnight. Once the epoxy
had hardened, the briquettes were then cut into 5 vertical
cross sections using a Buehler Isomet Low Speed Saw. These
slices were then remounted in epoxy resin and allowed to
harden. This procedure was implemented to avoid orientation

36
effects which have been found to cause error in previous
studies.(Choi, 1986).V
The particle mounts were then polished by using a 600-
grit metal- bonded diamond lap followed by polishing on a
canvas using 600-mesh silicon carbide as an abrasive. The
final stages of polishing included the use of 6-micron
diamond paste on a TEXMET pad, followed by the use of a
Syntron Auto Polishing machine with .05 micron alumina
powder for a period of 10 hours.
2.5.4 Liberation AnalysisL
In general the image processing procedure can be
illustrated by Figure 2.2. An analog image from the
microscope was digitized on the high resolution monitor. The
image was then enhanced and processed in order to facilitate
the accurate extraction of the objects of interest. Once
extracted the defined objects were then converted to binary
images of white on a black background. At this stage the
area measurements could be made on the selected objects in
either an object or field—specific manner. ·
In order to obtain liberation data, the polishedI
briquettes were analyzed using the SEM—IPS image analysis
system. The system was used to provide areal grades of each
particle. Areal assay data from each particle was printed
out and stored on a floppy disk.

37
eps MEAsum~6 pnoamum
¤MA6E IMAGE mpursouncs ll
svsrsm ssrup
llGRAY IMAGE pnocsssmell
nmsmcnva EommJ!ssemenmnowll
BINARY uvmas Pnocassme
PARAMETER seuzcnonJ!
MEASUREMENTl.
J!mm ourpur
sromxcauz om onsx
¤«s¤>LAv PRINTER
Figure 2.2 Image Processing Procedure

38
An attempt was made to implement the transformation
program developed by Lin (1985) to convert the areal data to
volumetric approximations. The output from the program
provided results that were not credible or physically
possible. In addition to providing negative values for
masses in certain grade classes, some grade classes were
reported to have more mass after a 2 minute grind than a 4
minute grind. These discrepancies could be attributed to the
small amount of material that was associated with the
problematic grade classes. In general, the program seems to
be limited to mineral systems that have an even distribution
of grade classes.
With the absence of an adequate volumetric -
approximation technique, the areal values were taken to be
equivalent to volume. All the particles were presumed to be
the same size in the measurement of areal upercents
regardless of the apparent size under the microscope. This
assumption was taken since each briquette was composed of
closely sized material. The free particles observed were
taken to be liberated material and were not corrected by the
use of locking factors. The weight fractions of each
particle class were then obtained by multiplying' by the
specific gravity of each component. The mass ratios of each
class could then be obtained by using a simple program to
selectively keep track of masses in terms of predesignated

39
grade classes. In order to have a larger number of
observations per class, the ranges of 0-5%, 5-50%, 50-95%,
95-100% sphalerite were used to quantify the distribution.
The two extreme cases of 0-5% sphalerite and 95-100%
sphalerite, were assumed to act as liberated material for
the purpose of data analysis.
2.5.5 Statistical AnalysisThe two types of error associated with image analysis
measurements are that of operator error and statistical
error incurred if too few particles are counted. The error
which is due to the operator is significantly reduced with
experience. Statistical error can be evaluated with a °
statistical analysis described by Jones (1982) and Lin etal. (1985). This same method may be employed to determine
the amount of _particles required to acquire an unbiased
representative sample of a real or linear gradedistribution. ·Since particles are randomly distributed in the epoxy
matrix, the best estimate of the density in the i-th grade
interval (fi), and the relative error (Si) may be describedby the following relation:
V
j=1fi = --—-—- x 100 [2.1]
EnW-~ j=1 J — .

40
and
fi‘ Sfi = -;/1;———·— [2.2]
where
n = total number of observationsI
ni = number of observations in the i—th grade interval
Wj = weighting factor for a given observation: Wj = l
for the measurement based on number, Wj = lj forthe measurement based on length where lj is the
intercepted length of particle j.
fi = percentage in the i—th grade interval
Sfi= standard deviation which is the expected accuracy
of the analysis of the percentage in the i-th
grade interval »
Equation [2.2] may be used to establish the smallest
number of observations required to produce iaccurate
estimates of volume fractions of the components. If the
number of composite particles amount to 10% of the total
volume and are randomly distributed within four grade
intervals, then fi = 2.50. For an expected accuracy of 5%
(Sfi=.05), the minimum number of observed particles would
be:
¤= ( ——fi——)2 = 2500

41
With this calculation in mind, particle counts were
maintained at 2500 and above to ensure precise measurements
for all the experiments conducted.

CHAPTER III .
EXPERIMNTAL RESULTS
In order to establish breakage rates a sequence of
batch grinding experiments were conducted on a coarse
grained sphalerite ore. The breakage rates for particles
with different sphalerite content were evaluated. with an ‘SEM-IPS image analyzer.
‘ 3.1 Comparison of Image Analysis Results Against CheicalI
Assays _
Table 3.1 illustrates the assay results from image
analysis and chemical assays and the relative error between
both for two sample specimens. The procedure used for
chemical analysis is located in Appendix V. It should be
noted that quite accurate results can be obtained with image
analysis techniques.“
TABLE 3.1 ·Comparison of the zinc content determined with _· image analysis and chemical assays.
Size Image Chemical(mesh) Analysis (X1) Assay (X2) Error*
10x14 8.85 8.54 3.63I
14x20 14.43 13.44 7.37
”42

43
X1-X2*Error = -——-———— x 100
X2
The slight overestimations of grades with image
analysis can be attributed to the lack of locking factors.
Some of the particles observed may have seemed liberated due
to their orientation, when in actuality they were locked.
Nevertheless, the close approximations of areal grades to
chemical grades verifies the accuracy of the sample
preparation and the experimental procedure involved in this
study.
3.2 Feed Characterization
An example of a feed characterization for one of the
narrowly—sized feeds used is illustrated graphically in
Figure 3.1. The characterization data for all the feed·
samples are located in Appendix I under Tables I—1 through I
I-10. For the purpose of analysis, material that contained
less than 5% or greater than 95% sphalerite was assumed to
act as free material. It should be noted that the majority Iof the feed material was already free leaving only
approximately 10% of the material as composite particles.
This liberation phenomenon can be explained by the large
grain size which is inherent in this mineral system.

4 4
,SphaleriteQ40% Critical Speed
Percent ol Feed Mass
80
00
.Q...................................................•.....•..... 3
Q20 1 2.61
6.360-5 5-50 50-95 95-100 ·
5 ‘Sphalerite Content (VVt %)
145:20 mesh QFigure 3.1 Example of a 14x20 mesh feed distribution for
a 40% critical speed test.

‘45
3.3 Determination of Breakage Rates
The top feed size breakage rates (selection functions)
for liberated and composite classes may be determined by the
disappearance of this material from the original narrowly-
sized feed. Since material can only break into smaller
sizes, it is possible to plot the fraction remaining verses
time for a given feed composition. Since the amount of
material which is liberated and composite can be quantified
by image analysis, a single series of grinding tests can
provide breakage rates for all classes of particles. X
The determination of the top size breakage rate for a °
particle class of composition x is carried out by grinding
the total ore in a batch mill. In this example, mxl(0)=1
and mxi = 0 for i=2,....N. Equation 1.2 then becomes:
‘*“‘1" X X X X**'' = S 1 °!l1 1(t) [3.1] .dt ·
where mxl is the mass of material that is of size class 1 ’
and a composition of x.
Solving for the breakage rate of size 1 and composition x:
m"1(t>—SXl(t) = ln —————— [3.2]
. IIlxl(O) 4

46 ‘
Thus the slope of a plot of ln[mXl(t)]/mx1(o) versus time
which by convention is know as a disappearance plot, is
equal to -Sxl. ·
Figure 3.2 is an example of a typical disappearance
plot. The disappearance plots for the various experiments
conducted under different operating conditions are located
in Appendix III. Included in these illustrations are plots
for material that ranges from 0-5%, 5-50%, 50-95%, and 95-
100% sphalerite. 'In general, the disappearance plots were _
either first order with some data scatter, or concave
(indicating a decreasing breakage rate with time).
Therefore, initial breakage rates were used whenever
possible to compare the various conditions studied. The
distributions acquired for all the experiments are located
in Appendix I under tables I-1 through I-10. The actual
calculated percent remaining values that were plotted are
located in Appendix II under tables II-1 through II—l0.

47
10 X’„$_DO\ä
Q ,Ol
E 1E
1O
g 10OC
+-·E 1Q)O 0 0-5s SPHAL
0. ¤ 6-606; SPHAL_A 50-95s SPHAL
>< 95-10066 SPHAL1
*0 1 2 :6 4 *16Time (mm)
Figure 3.2 Example of a disappearance plot for 14x201
mesh feed at 40% critical speed.

48
3.4 Determination of Energy Specific Breakage Rates
In order to determine Energy Specific Breakage Rate
values, the following relationship was employed:
SE = S H/P (60min/lhr)
where
SE = Energy Specific Breakage Rate (Tons/kwhr)S = Breakage Rate (1/min)H = Hold Up in Mill (Tons)P = Power (kw)
The displayed torque values in inch—pounds and the
corresponding revolutions per minute were used to calculate
the power applied to the shaft via the following
relationship: .· P = (2un) T
where ·‘
P = Shaft Power Input (in—1b/min)T = Torque (in-lb)n = Revolutions Per Minute
Converting to Kilowatts, the equation becomesI
P = 1.182 x 10-5Tnwhere .
P = Shaft Power Input (kw)
The conversion of the mill hold up from grams to tons
is as follows:
H = (feed in grams) x 1.10229 x 10"6 Tons/gram
The values obtained for the calculated. breakage and
energy specific breakage rates are located in tables IV-1
through IV—4 in Appendix IV. The following section attempts

49
to quantify the effect of experimental error on these
calculated values.
3.5 Effect of Image Analysis Error on Breakage Rate
Calculations
In order to quantify the effect of image analysis error
on Breakage rate calculations, particle counts for a 10x14
mesh sample were varied in increasing order of abundance up
to 3000 particles. The resulting weight percent fractions
for each class were compared for 2000 and 3000 counts.
Table 3.2 illustrates the results obtained and the relative
error between both initial breakage rate estimations.
TABLE 3.2 Effect of Image Analysis Error on Areal Grades.
_ %BY WEIGHT OF TOTAL MASS .Particle 2000 Particle 3000 Particle Deviation Relative*
Class Counts (X1) Counts (X2) From Mean Error
0-5% ‘81.34 81.11 .115 .14%
5-50% 6.97 7.68 .355 4.85%50-95% 3.09 2.60 .245 8.61%95-100% 8.59 8.60 .005 .06%
*Deviation From Mean = ABS(X1—X2)/2
ABS(X1—X2)/2*Relative Error = —-—--—--—-—— x 100
(X1+X2) /2
The 3000 particle count sample was taken to be the most
accurate approximation, thereby allowing an evaluation of

”50
S
the error taking a conservatively lower number of particle
counts (ie. 2000). It should be noted that the liberated
mineral components have negligible error and therefore
require much fewer particle counts to get accurate weight
percent approximations. Table 3.3 illustrates the error
associated with calculating breakage rates for an experiment
conducted at one, two and four minutes at 40% critical speed
with a 1" ball size and 65% interstitial filling. The
values of "deviation froua mean" in table 3.2 are either
added to, or subtracted from, the weight percent values to
give positive or negative error values, respectively.
TABLE 3.3 Analysis of Error Associated With Image Analysisin the Calculation of Breakage Rates.
BQZBZBZB'°°'''''''SBZSSZZZ;B'BZ.ZZZZB,B°Z.ZZB'BZBS'“''''''“''''Class Negative Error No Error Positive Error'''“'BIBB''''°°''ESBZ'''°'°°“''ESZB°'''°’“°“'ESZB''“'°'''
5-50% .3583 .3546 .351050-95% .2670 .2652 .263495-100% .2495 .2595 .2494
Even though. image analysis was expected to be the Vprimary source of error, it can be seen by table 3.3, that
very little error was introduced even if a conservatively
small number of observations are taken. It should be noted
that the rest of the experiments conducted in this
investigation were also expected to behave in a similar
manner.

51
The calculation of energy normalized breakage rates .
involves the measurement of both the revolutions per minute
as well as the torque. From the standard deviations that
were incurred, it is estimated that the error associated
with these measurements did not exceed 1.3%. This small
amount of error would have very little effect on the
calculated energy specific breakage rates.

CHAPTER IV.
DISCUSSION OF RESULTS
4.1 Analysis of Braakage Rates
To simplify the analysis of the breakage rates in terms
of composition and operating parameters, plots have been
generated °in which the breakage rates have been plotted
versus the percent sphalerite class for each parameter. The
mill speed parameter for 40 and 85% critical speed is
illustrated in Figure 4.1. These values were chosen since
75% critical speed represents a normal operating condition
of a ball mill and the other two values would be considered
extreme operating conditions of cascading and cataracting
environments. From this plot it can be noted that the 85%
critical speed provides the greatest breakage rate for all
the particle classes. In going from 40 to 85% critical
speed there is a shift in the optimum breakage rate for
composite classes from 5-50% sphalerite to 50-95%
sphalerite. This shift could be attributed to the actual
kinetics within the mill changing from a predominantly
cascading environment to one which has·a cataracting zone.
This would tend to indicate that the material which consists
of 5-50% sphalerite is more apt to break preferentially
faster under attrition conditions than the 50-95% sphaleriteI
material which is more apt to break faster under impact
lu52
u

53
1.00
0 40% CRITICAL SPEED
A 85% CRITICAL SPEED
/80.75 A\1—\./ -
A*:3% 0.60 6 1A
q) 0
O0
OL.
CD
°·°°0 20 40 60 80 100Volume % Spholente
Figure 4.1 Breakage rate versus perCeI1C sphalerite plotsfor different mill rotational speeds withl4x20 mesh feed.

54
conditions. This phenomenon could be explained by the fact
that sphalerite is more brittle and therefore is more apt to
break under cataracting conditions. It follows that
particles which have a higher sphalerite content would tend
to break preferentially in a cataracting environment. This
is also supported by the fact that the increase in breakage
rates, associated with an increase in mill speed from 40 to
85% critical speed, is more prominent for sphalerite rich
material.
In analyzing the effect of ball size, Figure 4.2 shows
that a 1- inch ball size is the most effective in reducing
10x14 mesh feed for all composition classes. It is also
apparent that the breakage of classes consisting of greater‘
than 50% sphalerite are significantly enhanced with the
usage of the 1 or 1 1/4 inch ball sizes. This increase in
breakage rates is much less apparent for material consisting
of less than 50% sphalerite, indicating that the degradation
of dolomite is less susceptible to a change in ball size. A
possible reason for this phenomenon is that the ball—ball
interaction or energy input due to friction remains
relatively similar, while the impact energy of cataracting
balls changes greatly with different ball masses. This once
again supports the contention that sphalerite rich material
_ seems to exhibit improved breakage under impact conditions.

66
1.50
6 3/4 in BALL sezs
1-25 ¤ 1 in BALL SIZE,.„ A 1 1/4 in BALL snzsc:\1.00 /^i"\./
4*3 0.75 ÜO A
IG) 1
o '
0:U
¤ .E 0.25
G)
°·°°0 „ 20 ~'• 60 80 10Volume x Spholente
Figure 4.2 Breakage rate versus percent sphalerite forvarious ball size diameters with 10x14 meshfeed.

56
It is also interesting to note that an increase of ball
size to 1 1/4" provides similar values of breakage rates as
the l" ball size. This would tend to indicate that the true
optimum ball size could be between l" and 1 l/4" diameter.
Impact energy seems to be a function of both momentum and
contact area. Increasing or decreasing the ball size from
the optimum value, has a detrimental effect on impact energy
by influencing momentum and contact area accordingly.
The effect of mill charge yielded similar results to
the other parameters in that an optimum value of
interstitial filling ·was found that resulted in enhanced
breakage rates for all compositions of particles (see Figure
4.3). An interstitial filling of 65% was found to be the
most efficient in breaking 10x14 mesh material with a 1"
ball size. Increasing the amount of charge to 150%i
interstitial filling decreased all the breakage rates and -
had an even more significant effect on the composite
classes. At 150% interstitial filling the composite classes
had lower values of breakage rates than either the dolomite
or sphalerite.u
This would tend to imply that an
overcharging of the mill impedes the breakage of composite
materials as well as sphalerite. The possible cause for the
lessening of the breakage rates is the cushioning effect of
the excess mineral and its associated reduction of impact
energy to particles. _It is of great interest that this

57
1.25 I .
o 65x FILLING
¤ 100% 1=1u.n~16 °/-\1°OO A 150z FILUNG
E
uunw. BREAKAGE RATE1* 0.75x./ OG)-•—»
Q? 0.50 Q0 0/ 4·—M|N BREAKAGE RATE
O ___ __ ..-¤-·* "' " "'..¥ ¤ —- " "°Oq) 0.25L AQ 4-um BREAKAGEmm;°·°°
• 20 0 40 60 80 100Volume $8 Spholerute
Figure 4.3 Breakage rate versus percent sphalerite forvarious interstitial filling with 10x14 meshfeed.

58 .
cushioning effect seems to be more effective with particles
containing sphalerite since this would indicate that these
materials are more susceptible to impact than liberated
dolomite.
Comparing 4.udnute grind data, wet grinding provided
enhanced .breakage of the 14x20 mesh feed in all the
composition classes, as can be seen in Figure 4.4. A
possible reason for the enhancement of breakage rates is the
inherent suspension of fines within the wet environment at
70% solids. It should be noted that the general increase in
breakage rates was more prominent for the classes containing
sphalerite, once again indicating that this material may be
more susceptible to impact conditions.
The lack of curvature on the dry grind can be
attributed to the fact that only 4 minute grind data was
available due to a shortage of 14 x 20 mesh material. With
this in mind, only the 4 minute grind data was used for the »
70 percent solids plot.
4.2 Analysis of Energy Specific Breakage Rates:
Since all of the parameter changes involved a change in
the energy draw from the mill, the breakage rate values were
normalized with respect to energy to see if the actual
breakage kinetics were changed as opposed to the changes
being simply a function of energy input. Plotting the

59
1.00
0 70% SOLIDS _
¤ DRY
/é;\0.75y°§ 4—·MlN BRBRKAGE RATE O
‘-—-xx
0
4-MIN BREAKAGE RATE_,‘B0.50 · ·/________________„——--——-¤
Ö(D
l.07
50.2VOQ)L
CD
°·°°0 ‘ 20 40 60 80 100Volume % Spholente
Figure 4.4 Breakage rate versus percent sphalerite fordry and 70 percent solids grindingenvironments with 14x20 mesh feed.

' 60
specific breakage rate versus the percent sphalerite, allows
the analysis of parameter changes in terms of energy
normalized breakage rates for each composition class.
Figure 4.5 illustrates the effect of a change in mill
speed on the energy specific breakage rates of 14 x 20 mesh
material. Once normalized with respect to energy, the free
sphalerite and dolomite components move much closer
together, however the composite classes still exhibit their
differing peaks. This indicates that changes in the mill
rotational speed could be considered energy normalizable for
the free components. If this were in fact the case, a
general liberation model could use a simple energy relation
to describe free particle breakage and a functional relation
to describe composite particle breakage. °
A change in ball size yields values for specific
breakage rates that vary greatly when an optimum b511 size
is used. The effect of ball size on energy specific
breakage rates can be seen on Figure 4.6. The l" and l l/4"‘
ball sizes seem to normalize with respect to energy, while
the 1/4" ball size diverges from the larger ball sizes. A
possible reason for the apparent normalization of the two
larger ball sizes could be that the optimum ball size range lis sufficiently large to provide similar breakage rates for
both sizes. Since the power draw for both of the larger
ball sizes were similar, it follows that the energy specific

61
2.000 4OS CRITICAL SPEED1.75
X A 85% CRITICAL SPEED
1.50':„
A
Q) 1.25-6-*O OCK 1.00 ^äÖ A
O--o
- AQ) 0$6 0.500EE3 0.25Q.U)
°·°°0 20 40 60 80 100Volume S Spholente
Figure 4.5 Energy normalized breakage rates versuspercent sphalerite for different millrotational speeds with 14x20 mesh feed.

62 ~
2.50
o' Z5/4 in BALL SIZE
eg ¤ 1 in BALL SIZEA 1 1/4 in BALL SIZE
OI-x./
2OIZ 6G)8’_ä 1.00 OL
U/Z
.9 0.60E'.:O(DQ.U) I L
°·°°0 20 40 60 80 100Volume $8 Spholente .
Figure 4.6 Energy normalized breakage rates versuspercent sphalerite for different ball sizeswith 10x14 mesh feed.

63
breakage rates would be comparable in magnitude.
Nevertheless, the divergence of the 1/4" ball size indicates
that ball size is not normalizable with respect to energy Ioutside the optimum ball size range. A liberation model
which accounts for ball size changes would require some type
of functional form to predict particle breakage.
The changes in energy specific breakage rates related
to changes in ball size are much more prominent for material
that is rich in sphalerite. In fact, as the amount of
sphalerite content increases the spread in the energy
- specific breakage rates also increases.
The effect of interstitial filling on the specific
breakage rates of various particle classes is shown on
Figure 4.7. From ·this figure it can be seen that free
dolomite tends to normalize well with respect to energy. As
the amount of sphalerite content increases, the Abreakage
rates become non-normalizable. Once again, it seems that
the differences in breakage kinetics within the mill for
particles containing sphalerite are more prominant. The
hindering of breakage rates for composite materials and
sphalerite is not a function of the increased power draw due
to more material, but a change in the breakage mechanisms.
It should also be noted that overcharging the mill to 150%
interstitial filling caused a significant hindrance of
composite particle breakage, more so than with liberated

64
2.50z·xJI
0 65% FILLING
{ ¤ 100;; F1Lu~cC zoo A 150ss FILLING 0C)I-~./ -Q) - ‘*6 1.50
INITIAL BRüKAGE RATE0
q) ____,.-¤CD__,O1.00
..--·—°‘“”'“"”_X U- -···’ OO A 4-MIN BREAKAGE RATE A
L.@ A
:4;- 4-MIN BREAKAGE RATEC)0)
1%°·°°
• 2 40 60 80 100Volume $8 Spholente
Figure 4.7 Energy normalized breakage rates versuspercent sphalerite for different interstitialfillings with 10x14 mesh feed.

65
material. This would tend to confirm that composite
particles are more susceptible to overcharging and the
associated cushioning effect. The introduction of mill
filling as a variable in a general liberation model would
require a functional form for material containing
sphalerite. On the other hand, dolomite would require a
simple energy relationship in the prediction of its breakage
characteristics. ·
Figure 4.8 illustrates the energy specific breakage
rates for a dry and 70% solids grinding environment on 14 x
_ _ 20 mesh feed. From the data collected it is apparent that A
the changes in breakage rates are non normalizable with
respect to energy. The inclusion of this parameter into a
generic liberation model would certainly require a
functional relationship to describe particle breakage.
4.3 Coparison of Experimental Results to Previous Werk:
It should be noted that direct comparisons to previous
work are not possible since these studies have been based on -
homogeneous material. It is possible however, to compare
trends that have been observed with changes in mill
operating parameters and there effect on breakage rates. For 4
the convenience of comparison, the collected data has been
plotted with the independent variable being the mill
parameter, and ‘thedependent variable being the breakage

66
2.00zw
§ 1.75\ 0 70% s0u0sC0 1.60 D DRYI-\/
(D 1 25 4-MuN BREAKAGE RATE46 l
°o——·—··"Z7O
1-ÜO O 4-14111 6REA1<AcE RME0* _„__.-.....——-——-——¤-—····""‘“"“"°O ¤—·—*""""°
.66 0.75OQ)L.
(D 0.50
.9•~•—
0 0.25q) .O- · . —
°·°°0 20 40 60 80 Y 100Volume % Spholerute
Figure 4.8 Energy normalized breakage rates versuspercent sphalerite for dry and 70 percentsolids grinding environments with l4x20 meshfeed-

67
rate achieved. This has been done for the ball size and
mill filling experiments with each of the compositions of
particles as can be seen on Figures 4.9 and 4.10.
In the case of mill speed, Herbst and Fuerstenau (1972)
found a mill speed of 75% critical speed provided the
optimum breakage rate of 7 2< 9 mesh dolomite. This was
accomplished by varying the mill speed from 30 to 90%
critical speed. From the two mill speeds tested in this
investigation, 85% critical speed was found to provide
substantially better breakage rates than that of 40%
critical speed for all the particle classes. However, the
enhancement of breakage rates due to and increase in mill ·
speed was much more pronounced for particles rich in
sphalerite.
Analyzing the energy specific breakage rates obtainedI
for the mill speed parameter, it was found that breakage
rates of the liberated components were generally
normalizable with respect to energy. Similar results were
presented by Herbst and Fuerstenau (1973) for the grinding ‘
of pure dolomite.
Figure 4.9 illustrates breakage rates as a function of
ball size. In general it can be seen that an optimum ball
size significantly increases the breakage rates for all the
particle classes. Similar responses to ball size changes
were observed by Gupta and Kapur (1974) and Gupta, Zouit and

l 68
1.50
0 0-5% SPHAL
¤ 5-50% SPHAL1-25 A 50*95% SPHA1.
X 95-1ÜÜS SPHAL°Eä1.00 x\
€—
\/
Q)46 0.75 A___0: °\go 50 ° "O
•
Ä.S
/CD 0.25
°·°8.60 0.75 1.00 1.25 1.50Boll Suze (nn)
Figure 4.9 Breakage rate versus ball size for different· sphalerite content material with 10x14 meshmaterial.

69
Hodouin (1984). Both investigations as well as others have
shown that the use of a ball size other than the optimum
results in significant drops in_breakage rate values. It
should be noted that the effect of ball size on breakage
rates increases with the amount of sphalerite present. In
the case of the 0 to 5% sphalerite class, little change was
noted as a result of ball size. Dolomite's low sensitivity
to ball size changes would tend to explain the lack of a
clear maximum value for this particular class.
It is also interesting to note that the optimum ball‘
size to particle size ratio was 18:1. This is comparable to
the 20:1 ratio observed for stirred ball mill grinding of
coal (Mankosa et al., 1986).
The effect of varying the percent interstitial filling
on breakage rates correlated well with results obtainedby.
Austin, Smaila, Brame, and Luckie, 1981 as well as other ·
investigations. From a point of optimum interstitial
filling, an increase in mill feed causes a decrease in
breakage rate which is practically linear with respect to
percent interstitial filling for all classes other than
liberated sphalerite. The decay of breakage rates for
liberated sphlaterite followed a more pronounced exponential
type decay in breakage rates. Figure 4.10 shows these
trends for each composition class.

l70
1.250 0-5% SPHAL\X ¤ 5-50% SPHAL
1 OO A 50-95% SPHAL/.\ >< 95*1OÜ% SPHALC
ä«— 0.75 \ -gz A+[ .
E 0.60 \¤4). . . ‘
A
O
E? 0.25
. Ex0.0050 75 100 125 150 175 200
% lnterstutuol Fillmg
Figure 4.10 Breakage rate versus percent interstitialfilling for different sphalerite contentmaterial with l0xl4 mesh feed.

7 1 ·
Since only one wet test was conducted at 70% solids, no
plot has been generated. However, as noted by several
investigators, wet grinding significantly enhances breakage
rates as compared to dry grinding. This was found to be
true with all the particle compositions.

CHAPTER V.
SUMMARY AND CONCLUSIONS
The major findings from the present investigation may
be summarized as follows:
1. Changing mill speed greatly affected breakage
rates of all the composition classes of 14x20 mesh
material. The most effective mill speed for this
finvestigation was that of 85% critical speed.
Moving from an attrition breakage to an impactV
breakage environment shifts the optimum breakage
rates for composite classes from 5-50% sphalerite
to 50-95% sphalerite. In general, a change in
_ mill speed is energy normalizable for liberated
components, indicating that the changes observed
are simply a functionof,
energy input.
Integration of mill speed into a liberation model
would require a simple energy relation to quantify
the expected breakage rates of liberated
components and a functional relationship for Vcomposite classes.
2. In general, an optimum ball size of 1 inch greatly
increased the breakage rates for 10x14 mesh
u72
l

73
material. Changes in ball size affected the
breakage rates directly as a function of
sphalerite content. The higher the sphalerite
content, the greater the influence of ball size.
The non normalizability of the optimum ball size
with respect to energy, indicates that a
functional form will be required for the
prediction of breakage rates. Plotting the energy
specific breakage rate versus the percent
sphalerite of each class of particles, provided
similar curve shapes for ball sizes close to
optimum. This could possibly lead to a simpler
development of a general functional form to
predict ubreakage rates with changing ball size
within a narrow range of ball sizes.I
3. Increasing the mill filling. to overloaded
conditions of 150% interstitial filling
significantly hindered the breakage of composite
material as well as that of sphalerite. Dolomite
·breakage rates were. found to normalize with ‘
respect to energy while particles containing3
sphlaterite and free sphlaterite did not. This
phenomenon is attributed to attrition being the
dominant breakage mechanism for dolomite. The
manner in which mill filling can be included into

‘74
a generic liberation model seems to be wholly
dependent on the material itself. In the case ofA
dolomite, a simple specific energy relation could
be used to predict particle breakage under
different mill fillings. However, the
introduction material such as sphalerite would
require a complex functional relationships. The
irregular changes in breakage rates and the non
_ normalizability of mill charge with respect to
energy, would make this a very difficult parameter
-·- A ·· to use in the prediction of breakage rates. A
complex functional form would have to be used to
have this parameter included into a liberationU model.4.. Wet grinding as compared to dry grinding provided
increased breakage rates for all the composition
classes. The parameter was non normalizable with
respect. to energy for all the composition _
'classes. This finding indicates that a functional
relation would be required for this parameter to
be included in a generic liberal model.
5. In general, changes in mill operating parameters
caused substantially small changes in the specific
« breakage rates of dolomite. This phenomenon could‘
account for some of the discrepancies reported in

”75
literature related to the energy normalizability
of breakage rates with changes in mill operating
J _ parameters.
6. From the information gathered, it seems that the
primary breakage mechanism for sphalerite is that
of impact breakage. This is supported by
experimental tests that provided enhanced impact
breakage conditions. Furthermore, it seems that
attrition seems to be the dominant breakage
p mechanism for dolomite since an enhancement of
impact conditions yielded smaller changes in
breakage rates as compared to particles containing
sphalerite. This information could be useful in
· mill design with the objective of increasing the
liberation of sphalerite. Improving the mill's
impact qualities would enhance the breakage of
composite material thereby bettering liberation.I

CHAPTER VI.
SUGGESTIONS FOR FUTURE WORK
From the information that was gathered in this
investigation, the following areas of study are recommended
for future projects:
1. It would be of great value to expand the ranges of
lparameter changes to see if the trends observed‘
hold in nmre extreme cases. jAssuming they are
consistent, a preliminary attempt should be made
to create functional forms for the prediction of
breakage rates with parameter changes. These
predicted breakage rates should be compared with
'experimental values to see the limitations of the
predictions and the operating ranges that would be
appropriate.
2. An attempt should be made at quantifying theI
effect of a change in feed_ composition as a
function of time, to simulate recirculating loads.I
This could be accomplished by adding pure
dolomite, sphalerite, or composite material to the
original feed and analyzing the resulting changes
in breakage rates and distribution functions.
·‘“
76
u”

77
3. Multi-component ore should be used with similar
experimental approaches to see if trends are
inherent solely to this mineral system, or can be
indicative of other systems as well.
4. Mill parameter effects on breakage distribution
functions should be analyzed directly. The
resulting values should be compared to parameter
estimation techniques to simplify calculations. ·
5. Detailed studies should be conducted once
liberation models which incorporate mill operating
parameters have been developed.
6. A greater emphasis should be placed on wet
·grinding experimentation. This would give a more
practical approach industrially speaking.
7. A mixture of ball sizes, and even a distribution
of ball sizes should be used to simulate actual
conditions within a ball mill. This once again
would provide information which would have greater
applicability to industry.
8. The addition of chemical additives has been known
to help in the dynamics of grinding, especially at
high pulp density values. It would be of interest
to see how the incorporation of these chemicals
would affect the breakage of both liberated and
locked particles.

78
9. It wouhd be of great interest to conduct batch
flotation tests after grinding under set mill
conditions at various times to quantify liberation
(in place of traditional image analysis
techniques). If the grade recovery curves were
substantially different, this process could
greatly minimize the time requirements in
quantifying liberation. Grades and recoveries
could be considered a measure of liberation, which
A in turn would yield industrial application.

REFERENCES7
U7 9
80
Andrews, S.R. G. and Mika, T.S. 1976 "Comminution of aHeterogeneous Material: Development of a Model forLiberation Phenomena," Proc. 11th Int. Miner ProcessingCongr., Cagliari, pp. 59-88.
Austin, L.G. and Bhatia, V., 1971. "Experimental Methods forGrindingStudies in Laboratory Mills," Powder Technology, V.5, pp. 261.
Austin, L.G., Klimpel, R.R. and Luckie, P.T., 1976. ProcessEngineering of Size Reduction: Ball Milling, Published bySME—AIME, New York.
Austin, L.G., Shoji, K., Luckie, P.T., 1976. "The effect ofBall size on Mill Performance," Powder Technology, V. 14,pp. 71-79. _
Austin, L.G., Smaila, F., Brame, K. and Luckie, P.T., 1982."FurtherStudies of Ball and Powder Filling Effects in BallMi1ling," PowderTechnology, V. 31, pp. 121-126.
Bagga, P.S. and Luckie, P.T., 1983. "A Monte Carlo _Simulation of Liberation Phenomena," Proceedings of FirstConference on Use of Computers in Coal Industry, Y.J. Wangand R.L. Sanford, Ed., AIME, New York, pp. 247-250.
Barbery,. G., 1974. "Determination of Particle SizeDistribution from Measurements on Sections," PowderTechnology, V. 9, pp. 231-240.
Berube, M.A., Berube, Y. and LeHouillier, R., 1979. "AComparison of Dry and Wet Grinding of a Quarzite in a SmallBatch Mill," Powder Technolgy, V. 23, pp. 169-178. ~
Bloise, R., Gateau, G. and Broussund, A., 1984."Determination of Mineral Liberation in Ore Dressing,"Eighth International Symposium of Application Computers andMathematics in Mineral Industries, London, pp. 427-439.
Choi, W.Z., 1986. "A Combined Size Reduction and LiberationModel of Grinding," PhD Thesis, Dept. of Mining and MineralsEngineering, Virginia Polytechnic Institute and StateUniversity, Blacksburg, Virginia.
Davy, P.J., 1984. "Probability Models for Liberation,"·‘
Journal of Applied Probability, V. 21, pp. 160-169.
Delesse, A., 1848. "Procede Nßchanique Pour Determiner laComposistion des Roches," Ann Mines, (iv) 13, pp.139.

81
Finlayson, R.M. and Hulbert, D.G., 1980. "The Simulation ofthe Behavior of Individual Minerals ixx a Closed GrindingCircuit," Proceeding, 3rd IFAC Symposium, Montreal, pp. 323-332.
Forssberg, E. and Zhai H., 1987. "Three DimensionalBehaviour of the Key Parameters Affecting Grinding in aBatch Ball Mill," Scandinavian Journal of Metallurgy, V. 15,pp. 53-56.
Fuerstenau, D.W. and Sullivan, D.A., 1962. "Analysis of theComminution of Mixtures in Ball Mills," Canadian Journal ofChemical Engineers, V. 40, pp. 43-50. -
Fuerstenau, D.W. and Sullivan, D.A., 1962. "SizeDistributions and Energy Consumption in Wet and DryGrinding," AIME Trans, V.220, pp. 379-402.
Gupta, V.K., Hodouin, D., Berube, M.A., and Everell, M.D.,1981. "The Estimation of Rate and Breakage Parameters From
~~ -Batch Grinding Data for a Complex Pyritic Ore Using Back-Calculation Method," Powder Technology, V.28, pp. 97-106.
Gupta, V.K. and Kapur, P.C., 1974. "Empirical Correlationsfor the Effects of Particulate Mass and Ball Size of theSelection Parameters in the Discretized Batch GrindingEquation," Powder Technology, V.10, pp. 217-223.
Gupta, V.K, Zouit, H. and Hodouin, D., 1985. "The Effect of ·Ball and Mill Diameters on Grinding Rate Parameters in DryGrinding Operation," Powder Technology, V.42, pp. 199-208.
Herbst, J.A. and Fuerstenau, D.W., 1968. "The Zero OrderA
Production of Fine Sizes in Comminution and Its Implicationsin Simulation." Trans. SME AIME, V.241, pp. 538-548.
Herbst, J.A. and Fuerstenau, D.W., 1972. "Influence of MillSpeed and Ball Loading on the Parameters of. the BatchGRinding Equation," Trans. SME AIME, V.252, pp. 169-176.
Herbst, J.A. and Fuerstenau, D.W., ”1973. "MathematicalSimulation of Dry Ball Milling Using Specific PowerInformation," Trans. SM AIME, V.254, pp. 343-348. ‘
Kelsall, D.F., Reid, K.J. and Restarick, C.J., 1968/1969."Continuous Grinding in a Small Wet Ball Mill Part II. AStudy of the Influence of Hold-Up Weight," Powder Technolgy,V.2 pp. 162-168. ·

82
Kuwahara, Y., 1971. "Experimental Study of SelectionFunction and Distribution Function," Journal of ChemicalEngineering, Japan, V.4 No.4, pp. 359-363.
King, R.P., 1978. "Determination of Particle SizeDistribution from Measurements on Sections," PowderTechnology, V.21, pp.147-150.“
King, R.P., 1979. "A Model for the Quantitative Estimationof Mineral Liberation by Grinding," International Journal ofMineral Processing, V.6, pp. 207-220.
King, R.P., 1982. "The Prediction of Mineral Liberation fromMineral Texture," XIV MPC, Toronto, Vlll 1.1-1.18.
Klimpel, R.R and Austin, L.G., 1983. "A Preliminary Model ofV Liberation from a Binary System," Powder Technology, V. 34,pp. 121-130.
Le Houillier, Van Neste, A. and Marchand, J.C., 1977.”influence of Charge on the Parameters of the Batch Grinding‘‘““ “
°Equation' and" Its Implications in Simulation," PowderTechnology, V.16, pp. 7-15.
Li, T.M., 1976. "The new Look at Asarco's Tennessee Mines,"Mining Engineering V.27, pp. 37-41.
Lin, C.L., 1986. "Measurement and Prediction of Mineral VLiberation During Grinding," Ph.D. Thesis, Dept. ofMetallurgy and Metallurgical Engineering, Univ. of Utah,Salt Lake City, Utah. ·
Lin, C.L., Miller, J.D. and Herbst, J.A., 1987 "Solutions tothe Transformation Equation for Volumetric GradeDistributions from Linear and/or Areal Grade Distributions,"Powder Technology V.50, pp. 55-63.
Lo, Y.C. and Herbst, J.A., 1986. "Consideration of Ball SizeEffects in the Population Balance Approach to Mill Scale-Up," in: Advances in Mineral Processing (P. Somasundaran,ed.), SME-AIME, Littleton, Colorado, pp. 33-47.
Lynch, A., Whiten, W. and Draper, N., 1967. "Developing the’
Optimum Performance of a Multi-Stage Grinding Circuit,"Trans. IM, V.76, pp. C169-C182.
Mankosa, M.J., Adel, G.T. and Yoon, R.H., 1986. "Effect ofMedia Size in Stirred Ball Mill Grinding of Coal," PowderTechnology, Vol. 49, pp. 75-82.

- 83
Miller, J.D. and Lin C.L., 1988. "Treatment of PolishedSection Data for Detailed Liberation Analyis," InternationalJournal of Mineral Processing, V.22, pp. 1-18.
Tangsathitkulchai, C. and Austin, L.G., 1985. "The effect ofSlurry Density on Breakage Parameters of Quartz, Coal andCopper Ore in Laboratory Ball Mill," Powder Technology,V.42, pp. 287-296.
Thompson, E., 1930. "Quantitative Microscope Analysis,"Journal of Geology, V.27, pp. 276.
Underwood, E.E., 1970. Quantitative Stereology, Addison-Wesley, Reading, Mass.
Wiegel, R.L. and Li, K., 1967. "A Random Model for MineralLiberation by Size Reduction," Trans. SME AIME, V.238, pp.179-189.
Yang, D., Mempel, G. and Fuerstenau, D.W., 1967. "ALaboratory Mill for Batch Grinding Experimentation," Tran.SM AIME, V.238, pp. 273-275. - -

APPENDIX I
Image Analysis Data
~A
84 ‘

i85
TABLE I-1. Sphalerite Distributions in 14x2O mesh forvarious grinding times at 40% critical speed.
ZnS Grinding, Time, minutesContent —---————-—----—-——---—--———-——————--—-—-—
(Wt%) 0.00 1.00 2.00 4.00
0-5 72.86 72.90 75.25 77.38
5-50 6.36 5.44 4.90 4.45
50-95 2.97 3.19 2.75 2.46
95-100 17.81 18.47 17.10 15.71
TABLE I-2. Sphalerite distributions in 14x20 mesh forA
various grinding times at 85% critical speed
ZnS °Grinding, Time, minutes
Content ——--——-——-·------------—----—-—--——-—-—(Wt%) 0.00 1.00 2.00 4.00
0-5 72.86 75.29 77.34 79.40
5-50 6.36 6.35 5.45 5.37
50-95 2.97 2.32 1.67 1.91
95-100 17.81 16.03 15.54 13.32
0é

86
TABLE I-3. Sphalerite distributions in 10x14 mesh forvarious grinding times with 3/4" ball size.
ZnS Grinding, Time, minutesContent ----—-————————-——--——----——————————-——
(Wt%) _ 0.00 1.00 2.00 4.00
0-5 82.79 81.11 85.72 87.93
5-50 7.08 7.69 5.50I
5.51
50-95 2.33 2.60 2.53 1.87
95-100 7.79 8.60 6.25 4.70
TABLE I-4. Sphalerite distributions in 10x14 mesh forvarious grinding times with
1”ball size.
ZnS Grinding, Time, minutesContent -—-——-—-—---------—-—-—--———--—----——(Wt%) 0.00* 0.00** 1.00 2.00 4.00
0-5 70.23 82.79 79.34 83.97 88.27
5-50 6.10 7.08 7.45 5.44 5.60
50-95 4.53u
2.33 3.34 3.44 1.65
95-100 19.13 7.79 9.87 7.15 4.47
* Feed used for 1 and 2 min grinding times.**Feed used for 4 min grinding time
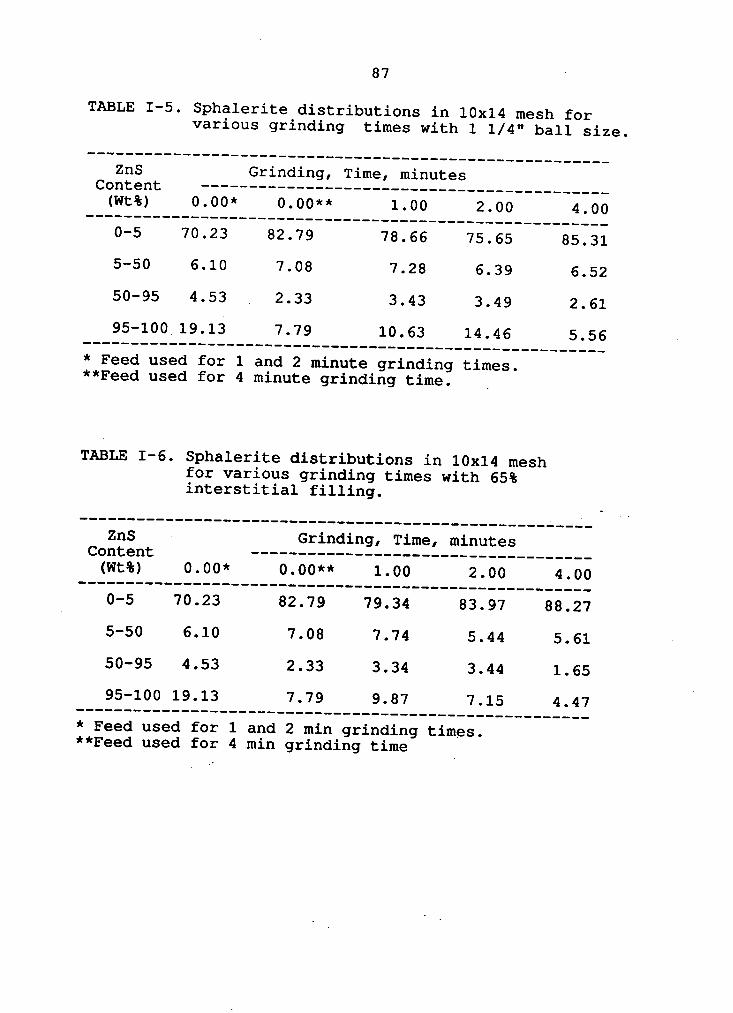
87
TABLE I-5. Sphalerite distributions in 10x14 mesh forvarious grinding times with l 1/4" ball size.
ZnS Grinding, Time, minutesContent —--—-—---—————-—-——----—-—----—-————-——————
(Wt%) 0.00* 0.00** 1.00 2.00 4.000-5 70.23 82.79 78.66 75.65 85.315-50 6.10 7.08 7.28 6.39 6.5250-95 4.53 _ 2.33 3.43 3.49 2.61
95—100_19.13 7.79 10.63 14.46 5.56 4
* Feed used for 1 and 2 minute grinding times.**Feed used for 4 minute grinding time. _
TABLE I-6. Sphalerite distributions in 10x14 meshfor various grinding times with 65%interstitial filling.
ZnS Grinding, Time, minutesContent -—--——-—--—-—--—--—-———-—-—-—-——-—-—
(Wt%) 0.00* 0.00** 1.00 2.00 4.00
0-5 70.23 82.79 79.34 83.97 88.27
5-50 6.10 7.08 7.74 5.44 5.61 ·50-95 4.53 2.33 3.34 3.44 1.65
95-100 19.13 7.79 9.87 7.15 4.47
* Feed used for 1 and 2 min grinding times.**Feed used for 4 min grinding time
·

88
TABLE I-7. Sphalerite distributions in 10x14 mesh for .various grinding times with 100% interstitialfilling.
ZnS Grinding, Time, minutesContent —---—-—---—-——-—-—-—-—--————-——————————
(Wt%) 0.00 4.00
0-5 82.33 86.22
5-50 5.70 5.11
50-95 2.88 2.27
95-100‘ 9.09 6.39
TABLE I—8. Sphalerite distributions in 10x14 mesh for ‘various grinding times with 150% interstitialfilling.-
ZnS Grinding, Time, minutesContent ---------—---------—-—-------—-—----——--(Wt%) 0.00 4.00
0-5 _ 82.33 80.279
5-50 5.70 6.77
50-95 2.88 4.20
95-100 9.09 8.76

89
TABLE I-9. Sphalerite distributions in 14x2O mesh forvarious grinding times with 1" ball size (dry).
ZnS Grinding, Time, minutesContent --——-—————--—-—-----——-—————-————-————-———(Wt%) 0.00 4.000-5 75.39 78.525-50 5.02 4.9450-95 3.35 2.9695-100 16.24 13.58
TABLE I-10. Sphalerite distributions in 14x2O mesh for Ivarious grinding times with 1 in" balls and70% solids.
ZnS Grinding, Time, minutesContent -------—-—-----—----—--—-------—---—-———(Wt%) 0.00 1.00 2.00 4.000-5 ° 75.39 70.67 77.43 81.93 I
5-50 5.02 4.39 4.50· 3.9250-95 3.35 3.59 4.36 2.7095-100 16.24 21.35 13.71 11.44
‘I

APPENDIX II
Percent Remaining Values for the- Disappearance Plots

91
TABLE II-1. Percent remaining of original 14x20feed for various grinding times at 40%
· critical speed.
ZnS Grinding, Time, minutesContent -—-————-——-—--—-—---————————-—-—-————
(Wt%) 0.00 1.00 2.00 4.00 .
0-5 100.00 80.07 66.08 44.39
5-50 100.00 68.47 49.20 29.24
50-95 100.00 85.96 59.25 34.62
95-100 100.00 83.00 61.37 36.87
TABLE II-2. Percent remaining of original 14x20 feedfor various grinding times at 85% criticalspeed.
ZnS Grinding, Time, minutesContent --—------------—------—-------———-—--—-
(Wt%) 0.00 1.00 2.00 4.00
0-5 100.00 66.39 44.65 22.08
5-50 100.00 64.14 36.05 17.11
50-95 100.00 50.18 23.65 13.05
95-100 100.00 57.82 36.70 15.15W

92
TABLE II-3. Percent remaining of original 10x14 feed forvarious grinding times with 3/4" ball size.
ZnS Grinding, Time, minutesContent —-———-——————————————————————--—--——-——
(Wt%) 0.00 1.00 2.00 4.00A
0-5 _ 100.00 65.11 46.71 22.62 .
5-50 100.00 72.21 35.07 16.56
50-95 100.00 74.19 48.94I
17.07
95-100 100.00 73.34 I 36.18 12.85
· “ ‘ TABLE II-4. Percent remaining of origninal 10x14 feedfor various grinding times with l" ballsize.
ZnS Grinding, Time, minutes_ Content -------———-—----—-—---------——--—-———
(Wt%) 0.00 1.00 2.00 4.00
0-5 100.00 75.19 50.53 18.85
5-50 100.00 84.45 37.68 ·14.01
50-95 100.00 49.02 32.06 12.52
95-100 100.00 34.33 15.78 10.15

93u
TABLE II—5. Percentremaining of original 10x14 feedfor various grinding times with 1 1/4" ballsize.
ZnS Grinding, Time, minutesContent ---—--—-——--—--——————--—---———--————————-
(Wt%) 0.00 1.00 2.00 4.00
0-5 100.00 74.23 40.34 17.98
5-50 100.00 79.30 39.23 16.08
50-95 100.00 50.26 28.82 19.54
95-100 100.00 36.92 28.30 12.45
0TABLE II-6. Percent remaining of original 10x14 feed for
various grinding times at 65% interstitialfilling.
ZnS Grinding, Time, minutesContent —--————-—--—----—-——-—-----————----—-———
(Wt%) · 0.00 1.00 2.00 4.00
0-5 100.00 75.19 50.53 18.850
5-50 100.00 84.45 37.68 14.01
50-95 100.00 49.02 32.06 12.52
95-100· 100.00 34.33 15.78 10.15

A 94
TABLE II-7. Percent remaining of original 10x14 feed forvarious grinding times with 100% interstitialfilling.
ZnS Grinding, Time, minutesContent -------————-—-——---——---————-——-——————
(Wt%) 0.00 4.00
0-5 100.00 28.09
5-50 100.00 24.06
50-95 100.00 21.16
95-100 100.00 18.85
TABLE II—8. Percent remaining of original 10x14 feedfor various grinding times with 150%interstitial filling. ·
ZnS Grinding, Time, minutesContent --—---————---—----——--—-—-——-—-—----—-—
(Wt%) ~ 0.00 4.00
0-5 100.00 45.788
5-50 100.00 55.77
50-95 100.00 68.47
95-100 100.00 45.25

95
TABLE 11-9 Percent remaining of original 14x20 feedfor various grinding times with 1" balls(dry).
ZnS Grinding, Time, minutesContent --—-—--————--—---——-——-——-————-————————
(Wt%) 0.00 4.00
0-5 100.00 16.68
5-50 100.00 15.77
50-95 100.00 14.14
95-100 100.00 13.40
TABLE II—10.Percent remaining of original 14x20 feedfor various grinding times with l" ballsand 70% solids.
ZnS Grinding, Time, minutesContent —---—--------—----—--—---—--——-——————-——
(Wt%) 0.00 1.00 2.00 4.00
0-5 100.00 55.21 35.01 9.95 _
5-50 100.00 51.51 30.55 7.15
50-95 100.00‘
63.12 44.36° 7.37
95-100 100.00 77.43 28.78 6.45

APPENDIX III
DiS&pp€a.I‘&I1C€ Plots
l96

97
10 _
¤0*E ·E0
g 10OC 1
-1-¤CQ)O 0 0-5x SPHAL
0. ¤ 6-60z SPHA1.A 50-9556 SPHAL*< 95-100x SPHAL __
*0 1 2 3 9 4 6Time (mm)
Figure III—1 Disappearance plot for a 14x2O mesh feed at40% critical speed.
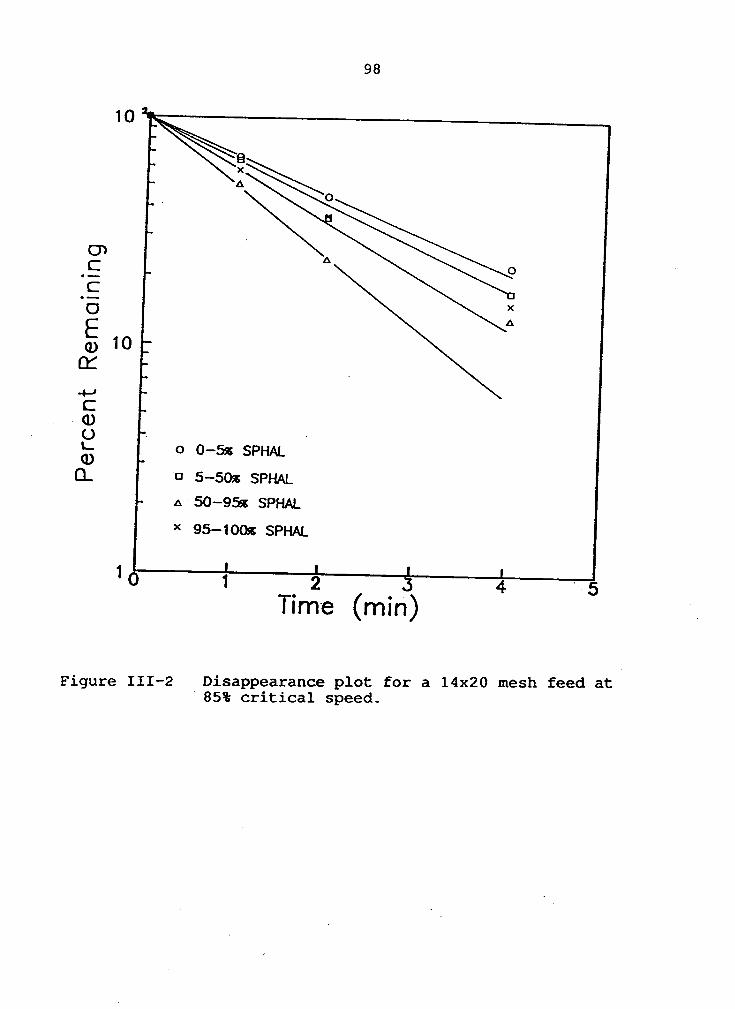
9810
Bx, \o·
EO x
E AQ) 10
CK .-+-4C
- (D
o 0-sz SPHAL0. ¤ 6-soz SPHALA‘ 50-95S SPHAL
" 95-1005 SPHAL1 •
1 • 2 • 4 . 5Tnme (mm) 1
Figure III—2 Disappearance plot for a 14x2O mesh feedat-
° 85% critical speed.

99
10 _
6
OlE 0
.E éO
·
-4-/ · n
CQ)
GL; o 0-6;; SPHALQ. ¤ 6-60;; spam.
A 50-9558 SPHAL*‘
95-100z SPHAL
*0 12 _ 3 4 5'Üme (mm)
Figure III—3 Disappearance plot: for a 10xl4 mesh feed witha 3/4" ball size.

100
10¤
A O
X ¤A
G7EC O‘*
XÜ
¤E Aq) 10 ><
CK4-*C0.)O 1 „ä 0 0-5% SPHAL
CL ¤ 6-60; SPHA1.A 50-95% SPHAL -U" 95-100% SPHAL
1 ' 1I 1· • 3 4, . 5Tume (mm)
Figure III- le Disappearance plot for a lOx14 mesh feed witha l" ball size.

101
10F 8
^
X Q
xO1EQ 8
OE xQ) 10
Of•+—*
° CQ)Q M .0 0-5:6 SPHAL
0_ _¤__ 6-soz ·sPHALA 50-95% SPHAL
" 95-100% SPHAL
1 •1 2 · 51 ‘ Time (min)
Figure III--5 Disappearance plot for a 10$c1_4 mesh feed witha 1 1/4" ball size.

102
10 0CI•
A G .
DxA
E•- . · xO ¤E A(D 10 °‘(lf
-4-·'CQ) .O
0 0-5ss SPHAL -Q. ¤ s—so¤ SPHAL
A 50-95% SPHAL ->< 95-100% SPHAL
Tume (mm)
Figure III—6 Disappearance plot for a 10xl4 mesh feed witha 65% interstitial filling.

103
10
OO-}¤
C A
O
(D 10CK
-4-*C(DOE
0 0-516 $PHAL0. ¤ 6-6016 61>1~1A1. '
A 50-95%, SPHAL°‘
95*.100:6 SPHAL
*0 1 2 3 4 1 6'Üme (mm) 1 3
Figure III—7 Disappearance plot for a 10xl4 mesh feed witha 65% interstitial filling.
‘

104
10 — 0
A
Cl· ”
0
C)E-'Z<E
Agg 10
I--ZL1.!O95 0 0-6;: s1=>HAa.0.. ¤ 6-60;: s1>HAL
A 50-95% SPHAL
>< 95-100;: SPHAI.
*0 1 4 2 ( ä 4 9 6
Figure III—8 Disappearance plot for a 10x14 mesh feed witha 150% interstitial filling.

105
10 · -x
X
A8
A0
CDC
EU
q) 10 0CK
é-6-JC(DO 0 O—5ss SPHAL
O. ¤ 6-soz spam.A 50-95:8 SPHAL*‘
95-100x SPHAL
Tume (mm)
Figure III- 9 Disappearance plot for a l4x20 mesh feed witha 70% solids grinding environment.

106
10
UVEE 9O e
(D 10OC-4-*C
-
O 0 0-5% SPHALC1. ¤ 6-60;; SPHAL
A 50--95% SPHAL*‘
95-100% SPHAL
g 10 1 2 6 4 6Time (mm)
Figure III- 10· Disappearance plot for a 14x20 mesh feed witha 100% solids grinding environment.

APPENDIX IV
Breakage and Energy Specific Breakage Rates
I107
l ‘

108
TABLE IV-1. Breakage and Specific Breakage Rates forRPM parameter in terms of percent criticalspeed.
Breakage Rate Specific Breakage RateZnS (1/min) (Tons/Kwhr)
Content -------------—----—————----——-—--—-—-------(Wt%) 40 85 40 85
0-5 .202 .403 .651 .738
5-50 .355 .441 1.145 .815
50-95 .265 .721 .857 1.319
l 95-100· .249 .548 .806 1.002
TABLE IV—2. Breakage and Specific Breakage Rates for ballsize parameter in terms of ball size in inches.
ZnSI
Breakage Rate Specific Breakage RateA
(1/min) ' (Tons/Kwhr)Content —-------—--------------—-----—-------------
. (Wt%) 3/4 1_ 1 1/4 3/4 1 1 l/4
0-5 .372 .424 .429 .676 .767 .819
5-50 .464 .491 .457 .845 .889 .873
50-95 .357 .713 .688 .650 1.290 1.314
95-100 .513 1.068 .996 .933 1.934 1.903

109
TABLE IV-3. Breakage and Specific Breakage Rates for millcharge parameter in terms of percentinterstitial filling.
Breakage Rate Specific Breakage RateZnS (1.min.) (Tons/Kwhr)
Content ---—--------—-———---———-—----------—-------(Wt%) 65 100 150 65 100 150
0-5 .424 .317 .195 .767 .905 .848
5-50 .491 .356 .145 .889 1.015 .629
Ä 50-95 .713 .388 .095 1.290 1.107 .411// 95-100 1.069 .417 .198 1.934 1.189 .860
TABLE IV-4. Breakage and Specific Breakage Rates for wet° grinding parameter in terms of percent solids.
Breakage Rate Specific Breakage RateZnS (1/min) (Tons/Kwhr)
Content -----—-------————-—---—--------—-—---------(Wt%) 100 70* 100 70*
0-5 .448 .577 .810 1.039
5-50 .462 .660 .836 1.187 ·
50-95 .489 .652 .885 1.173
95-100 .502 .686 .909V
1.234
* Four minute grind values used for calculations.

APPENDIX V
Chemical Assay Procedure
//
Ü ‘ 110U

111
ASSAY PROCEDURE: Samples of narrowly sized material were
split into representative fractions of approximately 10
grams. A mechanical mortor and pestle was used for a period
of 15 minutes to pulverize the specimens. Once pulverized,
.5 grams were put into a 500 ml beaker. Twenty· ml of
concentrated hydrochloric acid was then added to the beaker,
and allowed to digest the sample for approximately 10i
minutes while heating the solution. Ten ml of concentrated
/ nitric acid was then added to the beaker and digestion
continued for 10 more minutes. The beaker was then allowed
to cool and the solution was transferred to a 500 ml
volumetric flask and made up to volume with distilled water.
The solution was then filtered through a Whatman #1
filter paper into a clean, dry 100 ml beaker and atomized
through a Spectraspan IV Plasma Emission Spectrometer. The
wave length used to detect zinc was 206.2 nm. Standards for
calibration were made from a 1000 mg/l Fisher Scientific
stock solution.
