tesis final mary 05 dic 2013
TRANSCRIPT
UNIVERSIDAD AUTÓNOMA DE ZACATECAS
“Francisco García Salinas”
UNIDAD ACADÉMICA DE CIENCIAS BIOLÓGICAS
“EVALUACIÓN DE LAS CONDICIONES FISICOQUÍMICAS EN
LA FERMENTACIÓN DURANTE LA PRODUCCIÓN
DEL MEZCAL DE Agave weber EN ZACATECAS”
T E S I S
PARA OBTENER EL NIVEL DE
LICENCIADA EN BIOLOGÍA
P R E S E N T A
MARÍA DE JESÚS HERNÁNDEZ ARTEAGA
ZACATECAS, ZAC. DICIEMBRE, 2013
UNIVERSIDAD AUTÓNOMA DE ZACATECAS
“Francisco García Salinas”
UNIDAD ACADÉMICA DE CIENCIAS BIOLÓGICAS
“EVALUACIÓN DE LAS CONDICIONES FISICOQUÍMICAS EN
LA FERMENTACIÓN DURANTE LA PRODUCCIÓN
DEL MEZCAL DE Agave weber EN ZACATECAS”
T E S I S
PARA OBTENER EL NIVEL DE
LICENCIADA EN BIOLOGÍA
P R E S E N T A
MARÍA DE JESÚS HERNÁNDEZ ARTEAGA
DIRECTOR DE TESIS: M. en C. Edgar León Esparza Ibarra
Dr. en C. Francisco Javier Cabral Arellano
CO-DIRECTORES DE TESIS: M. en C. Lucía Delgadillo Ruíz
Dra. en C. María del Rocío Rodríguez Aguirre
ZACATECAS, ZAC. DICIEMBRE, 2013

AGRADECIMIENTOS
A las instituciones:
A la Universidad Autónoma de Zacatecas.
A la Unidad Académica de Ciencias Biológicas de la UAZ por su brillante
desempeño en mi formación profesional.
Al Laboratorio de Biotecnología de la Unidad Académica de Ciencias
Biológicas de la Universidad Autónoma de Zacatecas.
A mis asesores:
Al M. en C. Edgar León Esparza Ibarra por su confianza, asesoría y revisión
del presente trabajo de investigación.
Al Dr. en C. Francisco Javier Cabral Arellano por la asesoría y facilidades para
culminar este trabajo.
A la M. en C. Lucía Delgadillo Ruiz por el tiempo brindado, por su paciencia y
por todas las facilidades otorgadas desde el inicio y hasta la culminación de mi
tesis experimental.
Al Dr. en C. Francisco Javier Macías Rodríguez por la revisión y asesoría en el
análisis estadístico del presente trabajo.
A la Dra. en C. Dra. en C. María del Rocío Rodríguez Aguirre, por su
participación en los comentarios realizados a mi trabajo de tesis.
Al M. en C. Miguel Alvarado Rodríguez por la revisión de la presente tesis
experimental.
DEDICATORIA
A mis padres José Hernández Macías y María de Jesús Arteaga Padilla, por el
amor y la confianza que me han brindado, así como por su esfuerzo y apoyo
incondicional, gracias al cual he culminado esta etapa de mi vida profesional.
A mis hermanos, Juanita, Ernestina, José Luis, Francisco Javier, Gerardo y
Ma. Guadalupe por todo su apoyo y cariño.
A Salvador Héctor Acevedo Rodríguez por su compañía y apoyo durante toda
la carrera profesional.
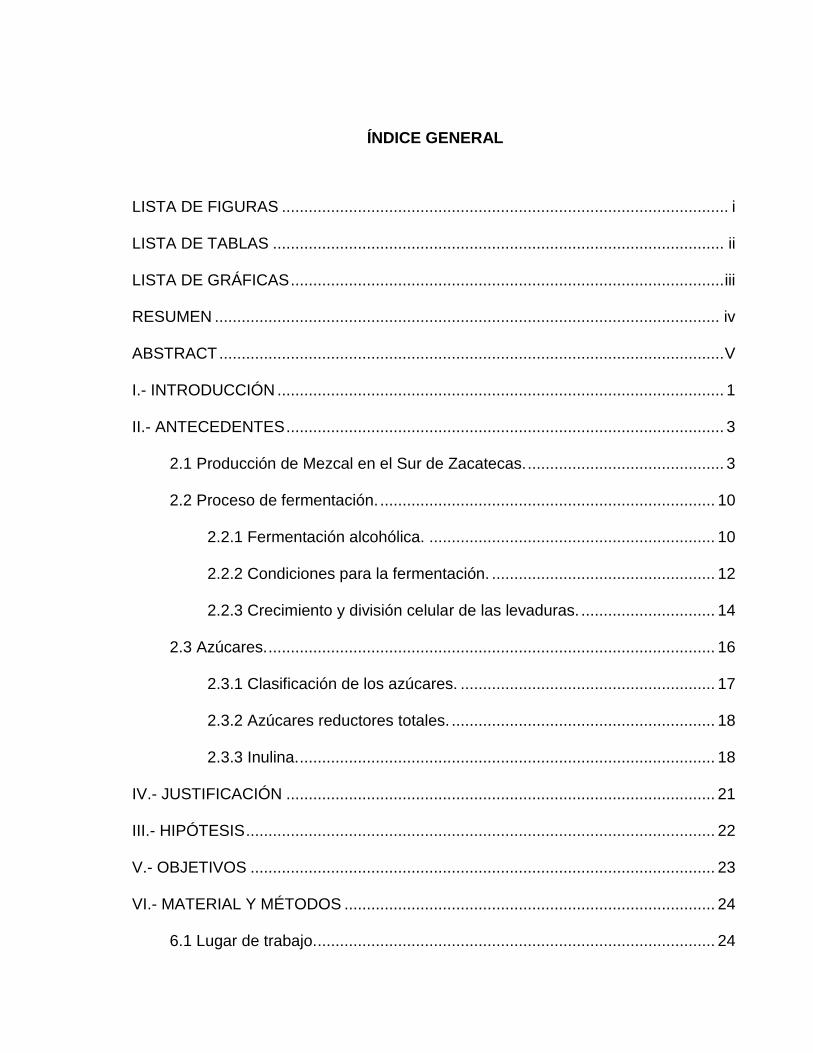
ÍNDICE GENERAL
LISTA DE FIGURAS .................................................................................................... i
LISTA DE TABLAS ..................................................................................................... ii
LISTA DE GRÁFICAS ................................................................................................. iii
RESUMEN ................................................................................................................. iv
ABSTRACT ................................................................................................................. V
I.- INTRODUCCIÓN .................................................................................................... 1
II.- ANTECEDENTES .................................................................................................. 3
2.1 Producción de Mezcal en el Sur de Zacatecas. ............................................ 3
2.2 Proceso de fermentación. ........................................................................... 10
2.2.1 Fermentación alcohólica. ................................................................ 10
2.2.2 Condiciones para la fermentación. .................................................. 12
2.2.3 Crecimiento y división celular de las levaduras. .............................. 14
2.3 Azúcares. .................................................................................................... 16
2.3.1 Clasificación de los azúcares. ......................................................... 17
2.3.2 Azúcares reductores totales. ........................................................... 18
2.3.3 Inulina. ............................................................................................. 18
IV.- JUSTIFICACIÓN ................................................................................................ 21
III.- HIPÓTESIS ......................................................................................................... 22
V.- OBJETIVOS ........................................................................................................ 23
VI.- MATERIAL Y MÉTODOS ................................................................................... 24
6.1 Lugar de trabajo. ......................................................................................... 24
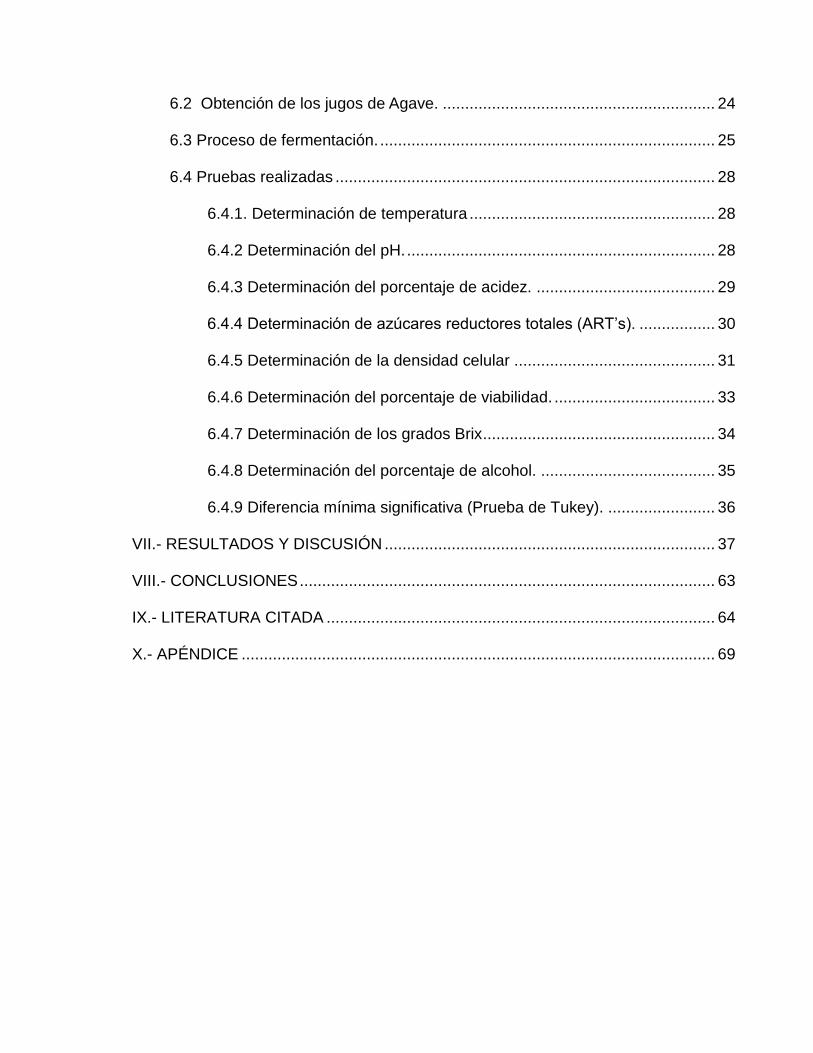
6.2 Obtención de los jugos de Agave. ............................................................. 24
6.3 Proceso de fermentación. ........................................................................... 25
6.4 Pruebas realizadas ..................................................................................... 28
6.4.1. Determinación de temperatura ....................................................... 28
6.4.2 Determinación del pH. ..................................................................... 28
6.4.3 Determinación del porcentaje de acidez. ........................................ 29
6.4.4 Determinación de azúcares reductores totales (ART’s). ................. 30
6.4.5 Determinación de la densidad celular ............................................. 31
6.4.6 Determinación del porcentaje de viabilidad. .................................... 33
6.4.7 Determinación de los grados Brix .................................................... 34
6.4.8 Determinación del porcentaje de alcohol. ....................................... 35
6.4.9 Diferencia mínima significativa (Prueba de Tukey). ........................ 36
VII.- RESULTADOS Y DISCUSIÓN .......................................................................... 37
VIII.- CONCLUSIONES ............................................................................................. 63
IX.- LITERATURA CITADA ....................................................................................... 64
X.- APÉNDICE .......................................................................................................... 69
I
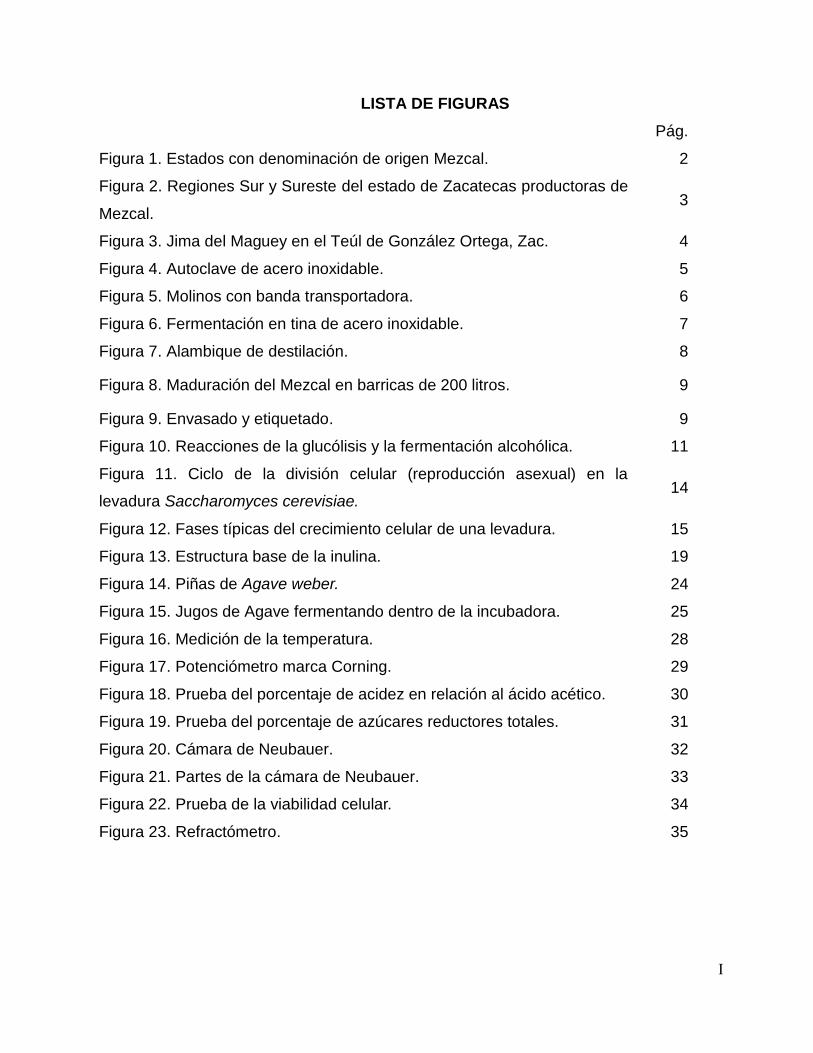
LISTA DE FIGURAS
Pág.
Figura 1. Estados con denominación de origen Mezcal. 2
Figura 2. Regiones Sur y Sureste del estado de Zacatecas productoras de
Mezcal. 3
Figura 3. Jima del Maguey en el Teúl de González Ortega, Zac. 4
Figura 4. Autoclave de acero inoxidable. 5
Figura 5. Molinos con banda transportadora. 6
Figura 6. Fermentación en tina de acero inoxidable. 7
Figura 7. Alambique de destilación. 8
Figura 8. Maduración del Mezcal en barricas de 200 litros. 9
Figura 9. Envasado y etiquetado. 9
Figura 10. Reacciones de la glucólisis y la fermentación alcohólica. 11
Figura 11. Ciclo de la división celular (reproducción asexual) en la
levadura Saccharomyces cerevisiae. 14
Figura 12. Fases típicas del crecimiento celular de una levadura. 15
Figura 13. Estructura base de la inulina. 19
Figura 14. Piñas de Agave weber. 24
Figura 15. Jugos de Agave fermentando dentro de la incubadora. 25
Figura 16. Medición de la temperatura. 28
Figura 17. Potenciómetro marca Corning. 29
Figura 18. Prueba del porcentaje de acidez en relación al ácido acético. 30
Figura 19. Prueba del porcentaje de azúcares reductores totales. 31
Figura 20. Cámara de Neubauer. 32
Figura 21. Partes de la cámara de Neubauer. 33
Figura 22. Prueba de la viabilidad celular. 34
Figura 23. Refractómetro. 35
II
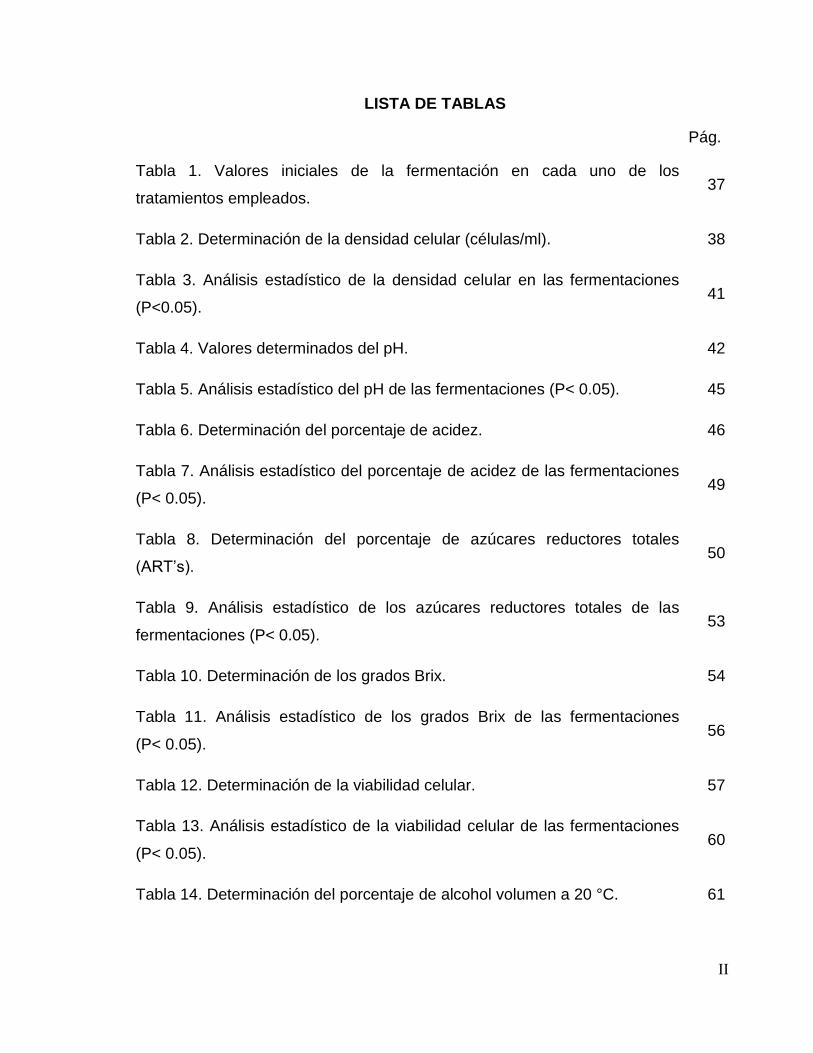
LISTA DE TABLAS
Pág.
Tabla 1. Valores iniciales de la fermentación en cada uno de los
tratamientos empleados. 37
Tabla 2. Determinación de la densidad celular (células/ml). 38
Tabla 3. Análisis estadístico de la densidad celular en las fermentaciones
(P<0.05). 41
Tabla 4. Valores determinados del pH. 42
Tabla 5. Análisis estadístico del pH de las fermentaciones (P< 0.05). 45
Tabla 6. Determinación del porcentaje de acidez. 46
Tabla 7. Análisis estadístico del porcentaje de acidez de las fermentaciones
(P< 0.05). 49
Tabla 8. Determinación del porcentaje de azúcares reductores totales
(ART’s). 50
Tabla 9. Análisis estadístico de los azúcares reductores totales de las
fermentaciones (P< 0.05). 53
Tabla 10. Determinación de los grados Brix. 54
Tabla 11. Análisis estadístico de los grados Brix de las fermentaciones
(P< 0.05). 56
Tabla 12. Determinación de la viabilidad celular. 57
Tabla 13. Análisis estadístico de la viabilidad celular de las fermentaciones
(P< 0.05). 60
Tabla 14. Determinación del porcentaje de alcohol volumen a 20 °C. 61
III
LISTA DE GRÁFICAS
Pág.
Grafica 1. Determinación de la densidad celular (células/ml). 39
Grafica 2. Determinación del pH. 43
Grafica 3. Determinación del porcentaje de acidez. 47
Grafica 4. Determinación del porcentaje de azúcares reductores totales
(ART’s). 51
Grafica 5. Determinación de los grados Brix. 55
Grafica 6. Determinación de la viabilidad celular. 58
Grafica 7. Determinación del porcentaje de alcohol volumen a 20 °C. 62
IV
RESUMEN
Zacatecas es el segundo productor de Mezcal a nivel nacional con alrededor de diez
millones de litros de producción anual. En el Estado, se cuenta con al menos 20
empresas dedicadas a la elaboración de Mezcal. Éstas se ubican en el Sur y Sureste
de la entidad. En las plantas ubicadas al Sur del Estado, el Mezcal se elabora de
manera industrial; mientras que las plantas productoras de Mezcal ubicadas en el
Sureste, lo elaboran de manera artesanal. En la mayoría de las fábricas mezcaleras
de todo el País, predomina la fermentación espontánea, lo que tiene como
consecuencia bajos rendimientos y altos costos de producción, así como también se
obtiene un producto con características organolépticas variables y es por eso que
este trabajo está orientado principalmente en determinar y estandarizar las
condiciones a las cuales debe llevarse a cabo la fermentación del jugo de Agave de
tal forma que se optimicen los recursos y llevar a cabo la fermentación en las
mejores condiciones para obtener mayor producción de Mezcal y que tenga alta
calidad con características homogéneas. Para ello en el presente trabajo, se
modificaron varios parámetros fisicoquímicos tales como, concentración de levadura,
pH, acidez, grados Brix, porcentaje de azúcares y temperatura durante la
fermentación del Mezcal, con el fin de evaluar y tener las condiciones óptimas para
su producción en el Sur de Zacatecas; en donde se utilizan los jugos de Agave
weber. Los resultados obtenidos fueron que a mayor concentración de levadura, la
fermentación es más rápida a un pH ligeramente ácido en el rango de 4, siendo el
mejor para la producción de alcohol, a una temperatura de 30 °C. En cuanto a la
viabilidad celular en todas las condiciones de fermentación, ésta disminuyó al igual
que los azúcares desde el inicio de la fermentación. En cuanto al pH, éste se
mantuvo sin muchos cambios, pero la acidez aumentó conforme transcurría la
fermentación debido a la producción de ácido acético, por lo que al producir el
Mezcal, se recomienda destilar a las 96 horas el mosto fermentado antes de que se
acidifique y disminuya la concentración de alcohol para elaborar el Mezcal.

V
ABSTRACT
Zacatecas is the second largest producer of Mezcal nationwide with about ten million
liters of annual production. In the State there are at least 20 companies engaged in
production of Mezcal, which are located in the South and Southeast of the entity. In
plants located in the South of the State, Mezcal is industrially produced, while in the
production plants of the Southeastern part of the State, Mezcal is made by hand. In
the most of Mezcal factories nationwide, spontaneous fermentation predominates,
which results in low yield and high production costs, and also is obtained a product
with organoleptic variables, that's why this work is mainly oriented to standardize
conditions under which the agave juice fermentation should be conducted in such a
way as to optimize resources, and carry out the fermentation in the best conditions to
increase production of Mezcal with high quality and homogeneous characteristics.
Therefore, in the present work were modified several parameters such as yeast
concentration, pH, acidity, degrees Brix, sugar percentage and temperature during
the Mezcal fermentation in order to have the optimal conditions of production in the
South of Zacatecas, where Agave weber juices are used. Results obtained were that
a higher concentration of yeast fermentation is faster and a slightly acid pH in the
range of 4 is the best for the production of alcohol at a temperature of 30 °C.
Regarding the cell viability under all conditions of fermentation, it decreased, as well
as decreased the reducing sugars from the beginning of fermentation. Regard to pH,
it remained largely unchanged, but acidity increased as fermentation progressed due
to the production of acetic acid, so that when producing the Mezcal, it is
recommended to distill for 96 hours the fermented mash, before it acidifies and before
decreases the concentration of alcohol, to produce Mezcal.
1
I.- INTRODUCCIÓN
El género Agave, cuyo significado es “admirable o noble” fue descrito por Carlos
Linneo en 1753 y es uno de los grupos de plantas que identifican a México en el
mundo y que ha jugado un papel importante en el desarrollo de la cultura Mexicana y
de otros pueblos de América (Gentry, 1982).
La familia Agavaceae está compuesta de 8 géneros con 273 especies
aproximadamente; 205 crecen en México (75%) y 151 son endémicas (55%). En
Mesoamérica, el Agave o Maguey ha sido importante desde hace 9,000 años y
desde el punto de vista de grupos étnicos como los Huicholes, fue la primera planta
creada por Dios. Además según descripciones tiene más de 100 usos y actualmente
se reportan por lo menos 70 formas de empleo, entre las que destacan la producción
de bebidas como el aguamiel, el pulque, el tequila y el Mezcal entre otros (Granados,
1993).
El Mezcal se define como una bebida alcohólica regional obtenida por destilación y
rectificación de mostos preparados directa y originalmente con los azúcares
extraídos de los tallos maduros “piñas”, de diferentes especies del género Agave,
previamente hidrolizados o cocidos, y sometidos a fermentación alcohólica con
levaduras, cultivadas o no. El Mezcal, es un líquido de olor y sabor sui géneris de
acuerdo a su tipo e incoloro o ligeramente amarillento cuando es reposado o añejado
en recipientes de madera de roble blanco o encino, o cuando se aboque sin
reposarlo o añejarlo (NOM-070-SCFI, 1994).
Por otra parte, la denominación de origen permite designar y hacer el reconocimiento
de que un producto es originario de una región geográfica de un País, región o
localidad cuando sus características y calidad obedecen exclusivamente al medio
geográfico, incluidos los factores naturales y humanos (Errázuriz, 2010). La
Denominación de Origen para el Mezcal, fue publicada en el Diario Oficial de la
Federación el 28 de noviembre de 1994, incluyéndose a: Durango, Guerrero,
Oaxaca, San Luis Potosí, Tamaulipas y Zacatecas, como entidades productoras de
2
Maguey y de Mezcal, que cuentan con las características que establece esta
denominación que fue registrada el 9 de marzo de 1995 por la Organización Mundial
de la Propiedad Intelectual con sede en Ginebra, Suiza; por gestiones del Instituto
Mexicano de la Propiedad Industrial (IMPI) a petición de los productores de Oaxaca y
por conducto de la Secretaria de Desarrollo Industrial y Comercial (SEDIC) del
Gobierno del Estado de Oaxaca. En el año 2001 se incorpora a la denominación de
origen “Mezcal” el Municipio de San Felipe, Guanajuato y en el 2003 se incluyen 11
municipios del estado de Tamaulipas. (Sistema Producto Maguey-Mezcal, 2004).
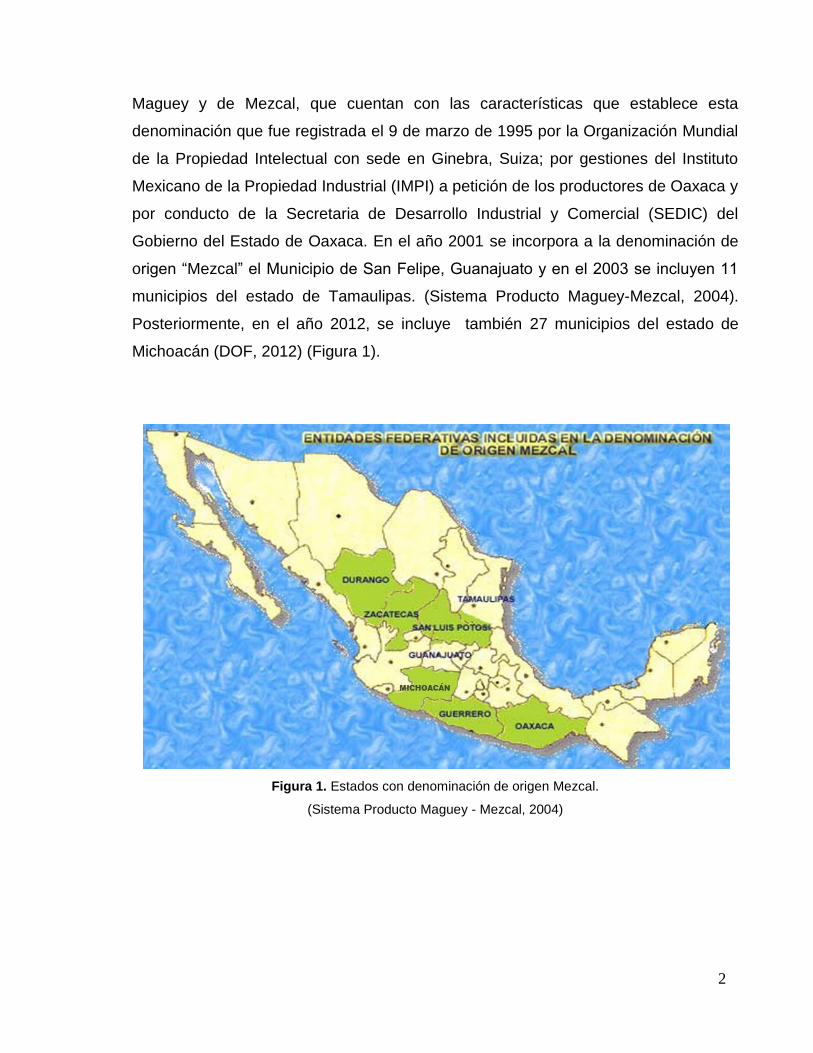
Posteriormente, en el año 2012, se incluye también 27 municipios del estado de
Michoacán (DOF, 2012) (Figura 1).
Figura 1. Estados con denominación de origen Mezcal.
(Sistema Producto Maguey - Mezcal, 2004)
3
II.- ANTECEDENTES
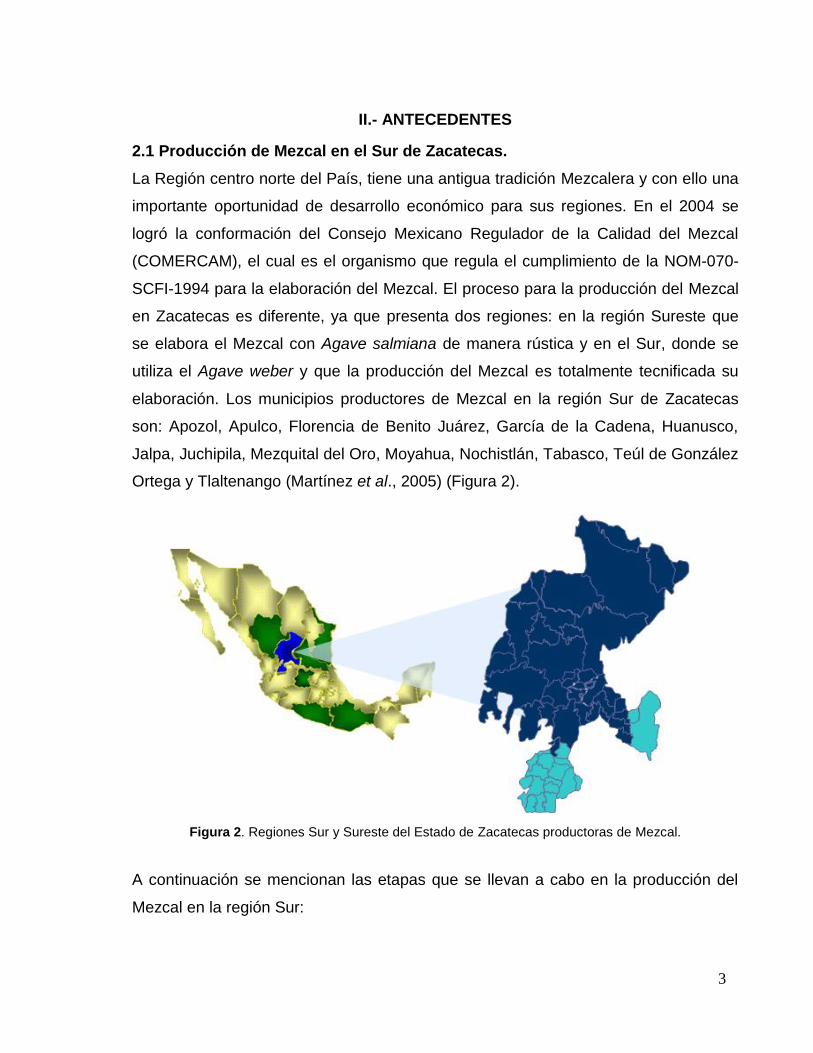
2.1 Producción de Mezcal en el Sur de Zacatecas.
La Región centro norte del País, tiene una antigua tradición Mezcalera y con ello una
importante oportunidad de desarrollo económico para sus regiones. En el 2004 se
logró la conformación del Consejo Mexicano Regulador de la Calidad del Mezcal
(COMERCAM), el cual es el organismo que regula el cumplimiento de la NOM-070-
SCFI-1994 para la elaboración del Mezcal. El proceso para la producción del Mezcal
en Zacatecas es diferente, ya que presenta dos regiones: en la región Sureste que
se elabora el Mezcal con Agave salmiana de manera rústica y en el Sur, donde se
utiliza el Agave weber y que la producción del Mezcal es totalmente tecnificada su
elaboración. Los municipios productores de Mezcal en la región Sur de Zacatecas
son: Apozol, Apulco, Florencia de Benito Juárez, García de la Cadena, Huanusco,
Jalpa, Juchipila, Mezquital del Oro, Moyahua, Nochistlán, Tabasco, Teúl de González
Ortega y Tlaltenango (Martínez et al., 2005) (Figura 2).
Figura 2. Regiones Sur y Sureste del Estado de Zacatecas productoras de Mezcal.
A continuación se mencionan las etapas que se llevan a cabo en la producción del
Mezcal en la región Sur:
4
a) Materia prima.
La materia prima que se utiliza en la elaboración del Mezcal, procede de diferentes
especies del género Agave, que reciben el nombre común de Maguey y que
pertenecen a la familia Agavaceae. En la región Sur de Zacatecas, la especie que
generalmente se utiliza es el Agave weber, el cual se caracteriza por ser una planta
suculenta perenne con tallo corto. Sus hojas se disponen en rosetas y tienen forma
lanceolada (forma de lanza), rígidas, carnosas, acabadas en espina y con los
márgenes dentados y espinosos. Al tallo de la planta donde reside la base de las
hojas o “pencas” se le denomina comúnmente como “piña” (Quiroz, 2000).
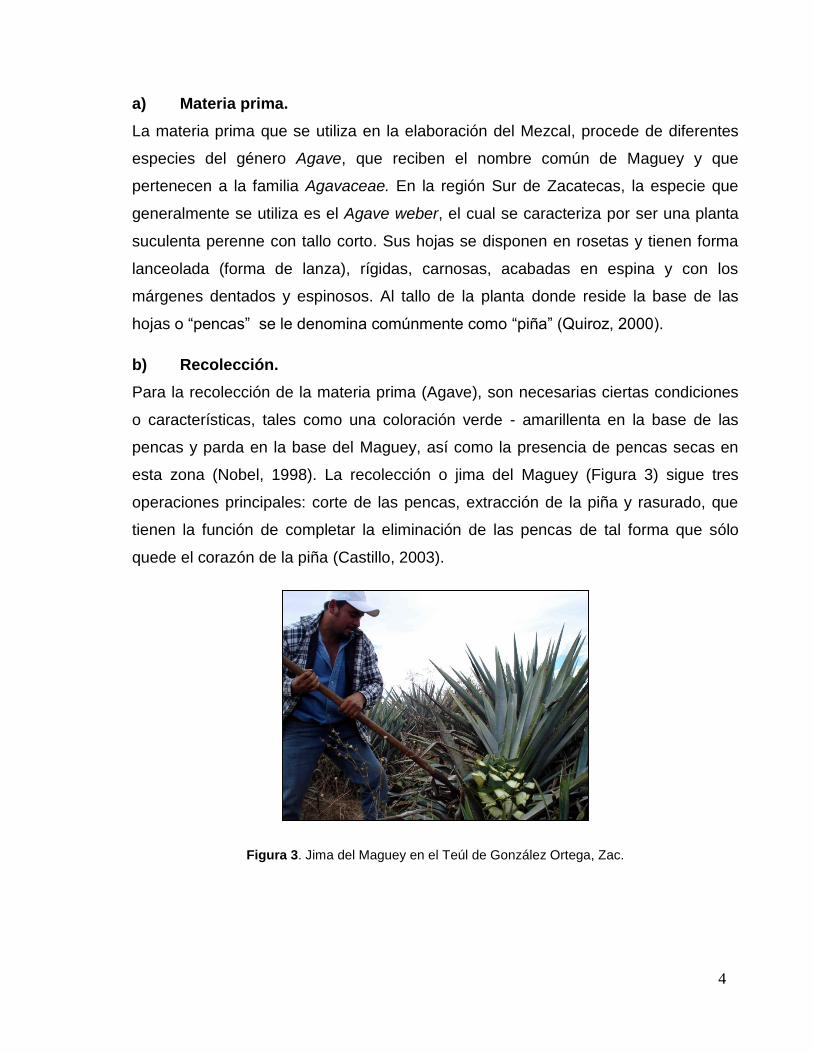
b) Recolección.
Para la recolección de la materia prima (Agave), son necesarias ciertas condiciones
o características, tales como una coloración verde - amarillenta en la base de las
pencas y parda en la base del Maguey, así como la presencia de pencas secas en
esta zona (Nobel, 1998). La recolección o jima del Maguey (Figura 3) sigue tres
operaciones principales: corte de las pencas, extracción de la piña y rasurado, que
tienen la función de completar la eliminación de las pencas de tal forma que sólo
quede el corazón de la piña (Castillo, 2003).
Figura 3. Jima del Maguey en el Teúl de González Ortega, Zac.
5
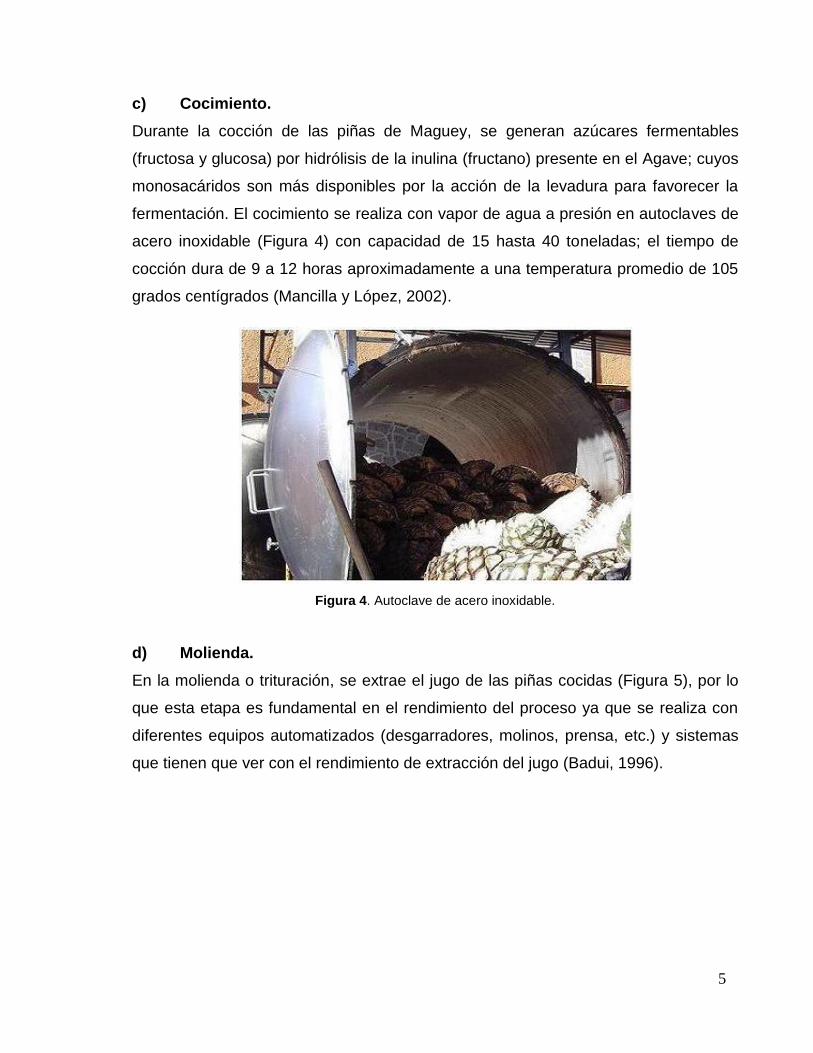
c) Cocimiento.
Durante la cocción de las piñas de Maguey, se generan azúcares fermentables
(fructosa y glucosa) por hidrólisis de la inulina (fructano) presente en el Agave; cuyos
monosacáridos son más disponibles por la acción de la levadura para favorecer la
fermentación. El cocimiento se realiza con vapor de agua a presión en autoclaves de
acero inoxidable (Figura 4) con capacidad de 15 hasta 40 toneladas; el tiempo de
cocción dura de 9 a 12 horas aproximadamente a una temperatura promedio de 105
grados centígrados (Mancilla y López, 2002).
Figura 4. Autoclave de acero inoxidable.
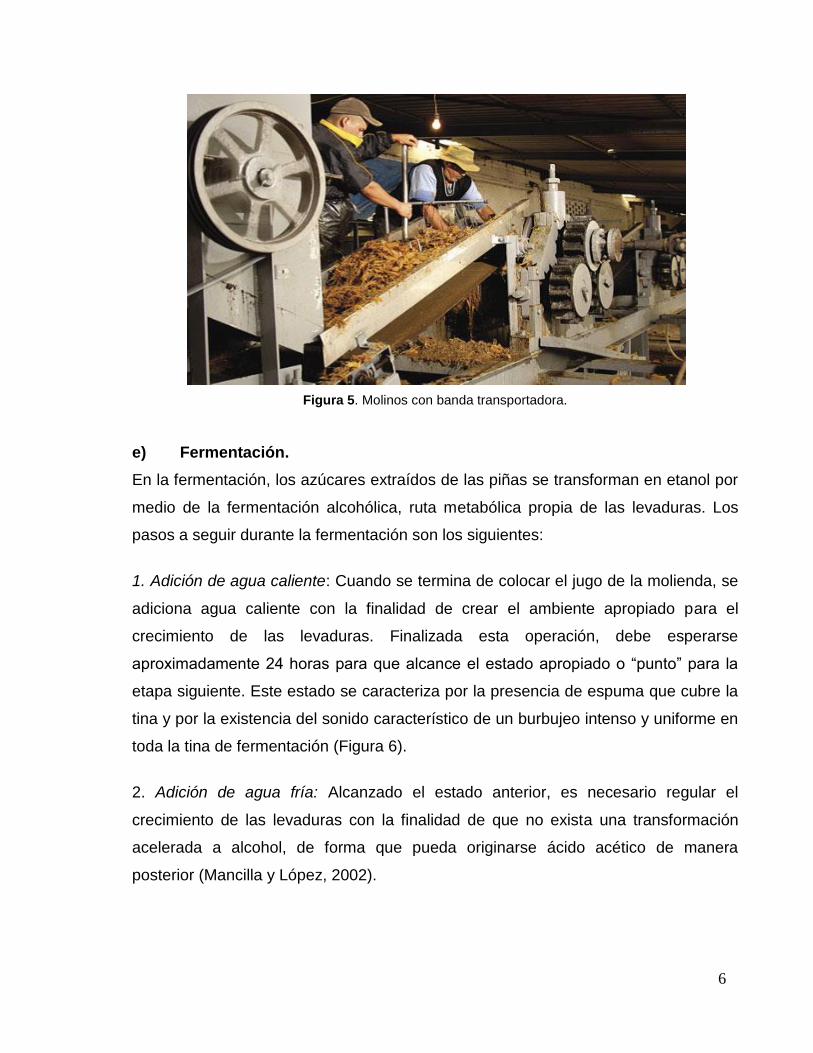
d) Molienda.
En la molienda o trituración, se extrae el jugo de las piñas cocidas (Figura 5), por lo
que esta etapa es fundamental en el rendimiento del proceso ya que se realiza con
diferentes equipos automatizados (desgarradores, molinos, prensa, etc.) y sistemas
que tienen que ver con el rendimiento de extracción del jugo (Badui, 1996).
6
Figura 5. Molinos con banda transportadora.
e) Fermentación.
En la fermentación, los azúcares extraídos de las piñas se transforman en etanol por
medio de la fermentación alcohólica, ruta metabólica propia de las levaduras. Los
pasos a seguir durante la fermentación son los siguientes:
1. Adición de agua caliente: Cuando se termina de colocar el jugo de la molienda, se
adiciona agua caliente con la finalidad de crear el ambiente apropiado para el
crecimiento de las levaduras. Finalizada esta operación, debe esperarse
aproximadamente 24 horas para que alcance el estado apropiado o “punto” para la
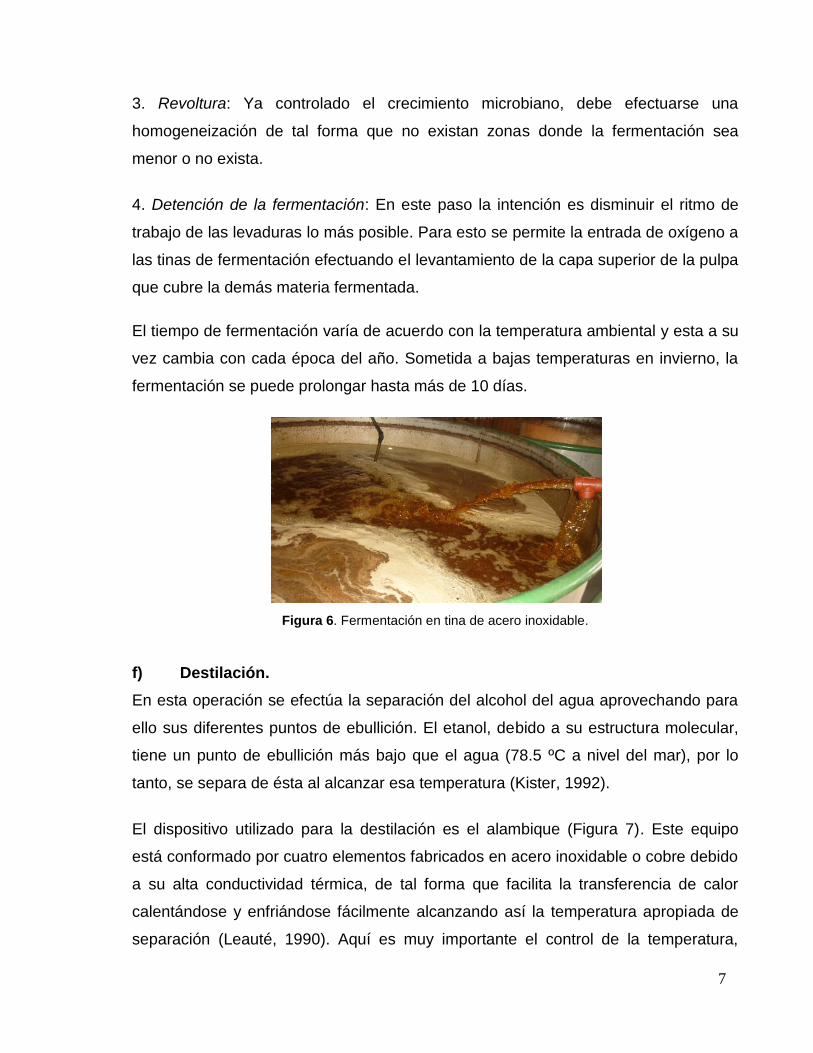
etapa siguiente. Este estado se caracteriza por la presencia de espuma que cubre la
tina y por la existencia del sonido característico de un burbujeo intenso y uniforme en
toda la tina de fermentación (Figura 6).
2. Adición de agua fría: Alcanzado el estado anterior, es necesario regular el
crecimiento de las levaduras con la finalidad de que no exista una transformación
acelerada a alcohol, de forma que pueda originarse ácido acético de manera
posterior (Mancilla y López, 2002).
7
3. Revoltura: Ya controlado el crecimiento microbiano, debe efectuarse una
homogeneización de tal forma que no existan zonas donde la fermentación sea
menor o no exista.
4. Detención de la fermentación: En este paso la intención es disminuir el ritmo de
trabajo de las levaduras lo más posible. Para esto se permite la entrada de oxígeno a
las tinas de fermentación efectuando el levantamiento de la capa superior de la pulpa
que cubre la demás materia fermentada.
El tiempo de fermentación varía de acuerdo con la temperatura ambiental y esta a su
vez cambia con cada época del año. Sometida a bajas temperaturas en invierno, la
fermentación se puede prolongar hasta más de 10 días.
Figura 6. Fermentación en tina de acero inoxidable.
f) Destilación.
En esta operación se efectúa la separación del alcohol del agua aprovechando para
ello sus diferentes puntos de ebullición. El etanol, debido a su estructura molecular,
tiene un punto de ebullición más bajo que el agua (78.5 ºC a nivel del mar), por lo
tanto, se separa de ésta al alcanzar esa temperatura (Kister, 1992).
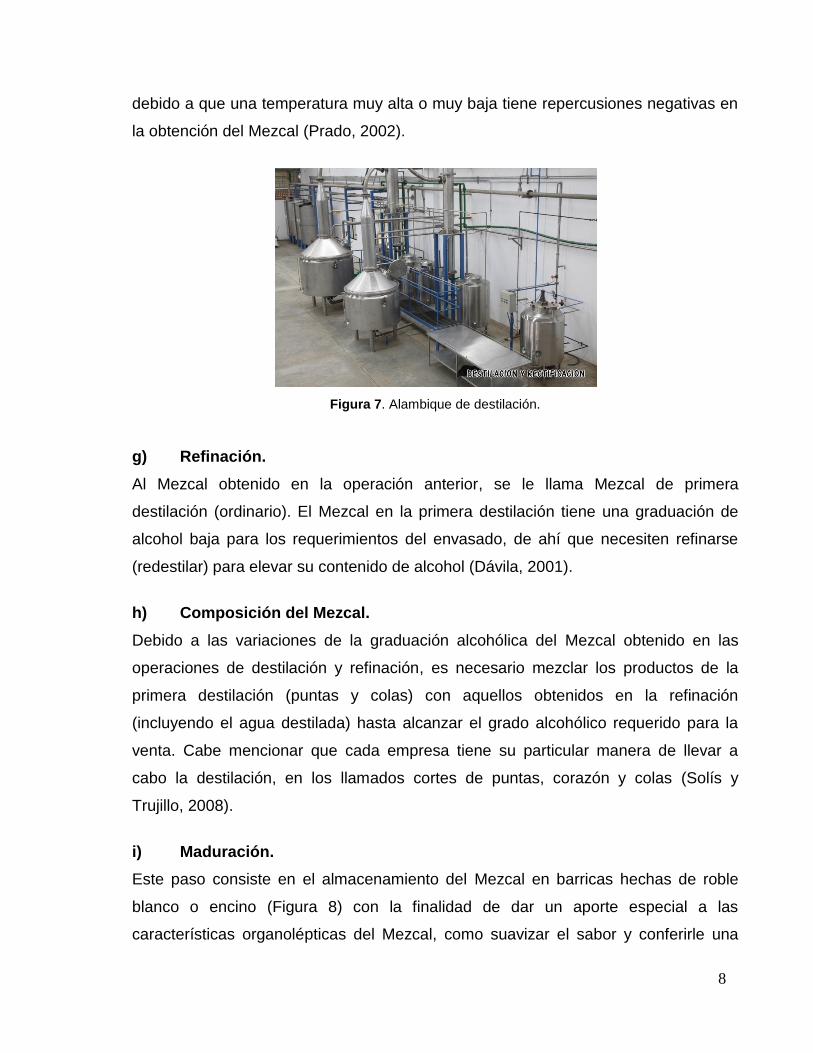
El dispositivo utilizado para la destilación es el alambique (Figura 7). Este equipo
está conformado por cuatro elementos fabricados en acero inoxidable o cobre debido
a su alta conductividad térmica, de tal forma que facilita la transferencia de calor
calentándose y enfriándose fácilmente alcanzando así la temperatura apropiada de
separación (Leauté, 1990). Aquí es muy importante el control de la temperatura,
8
debido a que una temperatura muy alta o muy baja tiene repercusiones negativas en
la obtención del Mezcal (Prado, 2002).
Figura 7. Alambique de destilación.
g) Refinación.
Al Mezcal obtenido en la operación anterior, se le llama Mezcal de primera
destilación (ordinario). El Mezcal en la primera destilación tiene una graduación de
alcohol baja para los requerimientos del envasado, de ahí que necesiten refinarse
(redestilar) para elevar su contenido de alcohol (Dávila, 2001).
h) Composición del Mezcal.
Debido a las variaciones de la graduación alcohólica del Mezcal obtenido en las
operaciones de destilación y refinación, es necesario mezclar los productos de la
primera destilación (puntas y colas) con aquellos obtenidos en la refinación
(incluyendo el agua destilada) hasta alcanzar el grado alcohólico requerido para la
venta. Cabe mencionar que cada empresa tiene su particular manera de llevar a
cabo la destilación, en los llamados cortes de puntas, corazón y colas (Solís y
Trujillo, 2008).
i) Maduración.
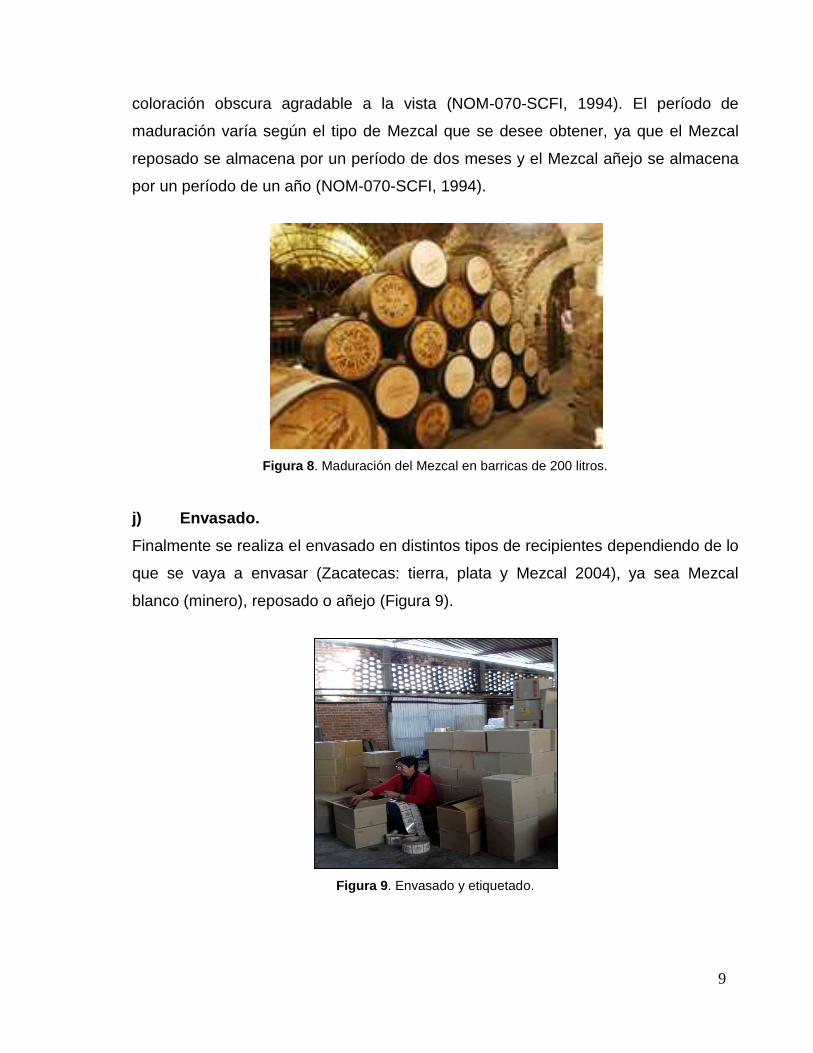
Este paso consiste en el almacenamiento del Mezcal en barricas hechas de roble
blanco o encino (Figura 8) con la finalidad de dar un aporte especial a las
características organolépticas del Mezcal, como suavizar el sabor y conferirle una
9
coloración obscura agradable a la vista (NOM-070-SCFI, 1994). El período de
maduración varía según el tipo de Mezcal que se desee obtener, ya que el Mezcal
reposado se almacena por un período de dos meses y el Mezcal añejo se almacena
por un período de un año (NOM-070-SCFI, 1994).
Figura 8. Maduración del Mezcal en barricas de 200 litros.
j) Envasado.
Finalmente se realiza el envasado en distintos tipos de recipientes dependiendo de lo
que se vaya a envasar (Zacatecas: tierra, plata y Mezcal 2004), ya sea Mezcal
blanco (minero), reposado o añejo (Figura 9).
Figura 9. Envasado y etiquetado.
10
2.2 Proceso de fermentación.
Al alcohol lo conoce la humanidad desde hace muchos siglos; su origen fue la
fermentación natural de los azúcares para la producción de bebidas y licores. Existen
evidencias arqueológicas del uso de la fermentación desde hace más de 8000 años
de antigüedad, desde entonces, el hombre supo fermentar mostos que contenían
carbohidratos con técnicas muy depuradas, e incluso a partir del siglo XV aprendió a
destilar el alcohol para aumentar su concentración en las bebidas. Esto se logró sin
tener idea en ese tiempo de la existencia de los microorganismos, ni del papel clave
que desempeñan (Robinson, 1994).
El descubrimiento de los microorganismos, se asocia con el desarrollo del
microscopio en el siglo XVII. La primera persona que descubrió su existencia, en
1680, fue el holandés Antonie Van Leeuwenhoek, fabricante aficionado de
microscopios. A partir de entonces se empezó a desarrollar la microbiología, es decir,
el estudio de los microorganismos como bacterias, hongos y levaduras, elementos
clave de los procesos fermentativos (Hernández et. al., 2003). En 1857,
investigaciones realizadas por Louis Pasteur sobre la fermentación de cerveza y vino
demostró que las levaduras fermentaban el azúcar en etanol y dióxido de carbono,
cuando eran obligadas a vivir en ausencia de aire (Páez, 2010).
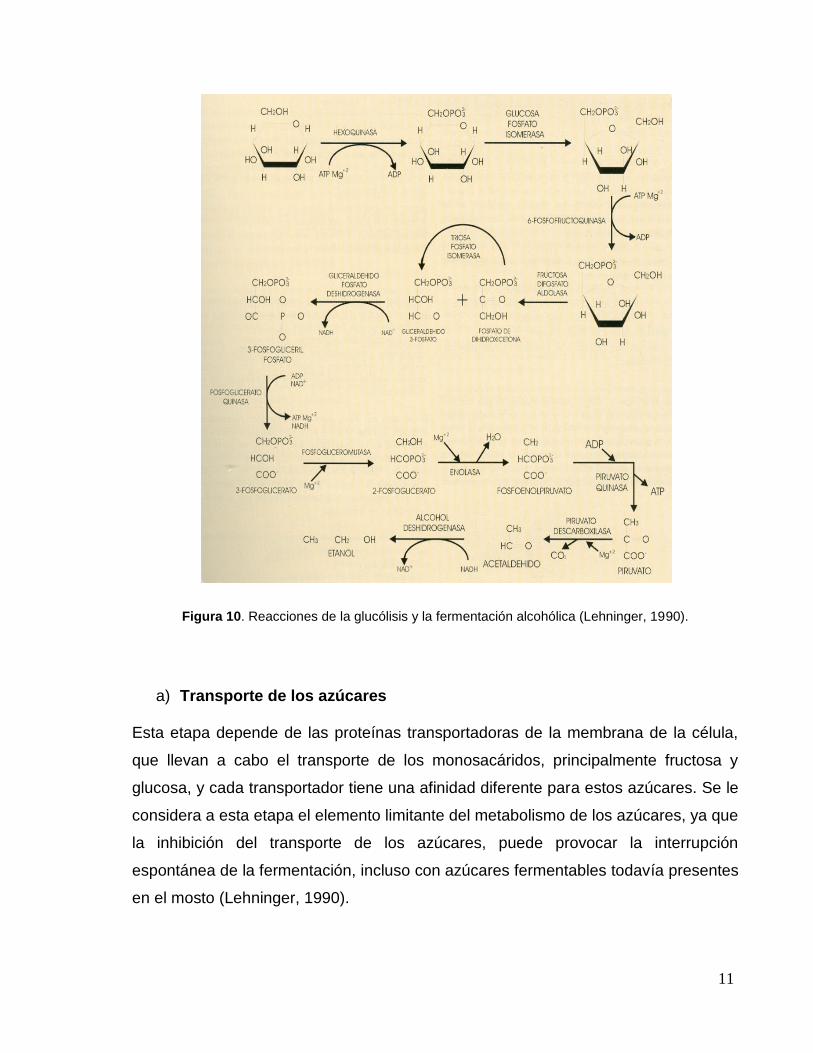
2.2.1 Fermentación alcohólica.
La fermentación alcohólica, consiste en la transformación de los azúcares en alcohol
y en otros compuestos en cantidades menores, pero que juegan un papel importante
en las características finales del producto. Consta de tres etapas principales: a) el
transporte de los azúcares al interior de la célula, b) la transformación de los
azúcares en piruvato por medio de la glucólisis y c) la conversión de piruvato en
etanol (Suárez, 2004) (Figura 10).
11
Figura 10. Reacciones de la glucólisis y la fermentación alcohólica (Lehninger, 1990).
a) Transporte de los azúcares
Esta etapa depende de las proteínas transportadoras de la membrana de la célula,
que llevan a cabo el transporte de los monosacáridos, principalmente fructosa y
glucosa, y cada transportador tiene una afinidad diferente para estos azúcares. Se le
considera a esta etapa el elemento limitante del metabolismo de los azúcares, ya que
la inhibición del transporte de los azúcares, puede provocar la interrupción
espontánea de la fermentación, incluso con azúcares fermentables todavía presentes
en el mosto (Lehninger, 1990).
12
b) Glucólisis
La glucólisis es catalizada por la acción consecutiva de al menos diez enzimas.
Todos los compuestos intermediarios son fosforilados, los cuales tienen tres
funciones fundamentales: en primer lugar proveen a la molécula un grupo polar
cargado negativamente que le impide pasar a través de la membrana celular.
Posteriormente, los enlaces de fosfato actúan como grupos enlazantes o de
reconocimiento en los compuestos enzima - sustrato y finalmente la conservación de
la energía, ya que al final se transforman en grupos fosfato terminal del ATP en el
transcurso de la glucolisis. La glucólisis requiere de diversos compuestos para llevar
a cabo las reacciones como: compuestos fosforilados, cationes divalentes (Mg2+ o
Mn2+), iones metálicos divalentes (Ca2+ o Fe2+), nucleótidos en forma oxidada o
reducida (NAD+ y NADH) y cationes de metal alcalino (K+, Rb+ o Cs+) (Lehninger,
1990).
c) Conversión del piruvato a etanol.
La transformación de piruvato a etanol tiene solo un intermediario, el acetaldehído,
esta reacción requiere de NADH y Mg2+ y genera CO2 (Lehninger, 1990). La enzima
que lleva a cabo esta reacción es la alcohol - deshidrogenasa (ADH). La etapa crítica
para la productividad y la calidad del Mezcal, es en la fermentación que se realiza en
forma natural con las levaduras nativas presentes en el mosto y en el medio
ambiente en donde se realiza. La importancia del conocimiento de la microflora
radica en que está formada por especies de diferentes géneros, que coexisten en el
tiempo y se suceden secuencialmente en función de su resistencia a la
concentración de azúcares, producción de alcohol y metabolitos secundarios
(Suárez, 2004).
2.2.2 Condiciones para la fermentación.
Dentro de las condiciones necesarias para que se lleve a cabo la fermentación se
encuentran:
13
a) Temperatura.
Las levaduras son microorganismos mesófilos, esto hace que la fermentación pueda
tener lugar en un rango de temperaturas desde los 13 - 14 ºC hasta los 33-35 ºC.
Dentro de este intervalo, cuanto mayor sea la temperatura, mayor será la velocidad
del proceso fermentativo siendo también mayor la proporción de productos
secundarios. Sin embargo, a menor temperatura es más fácil conseguir un mayor
grado alcohólico, ya que parece que las altas temperaturas que hacen fermentar más
rápido a las levaduras llegan a agotarlas antes (Arellano, 1999).
b) Aireación.
Durante mucho tiempo, se pensó que las levaduras eran microorganismos
anaerobios estrictos, es decir, debía realizarse la fermentación en ausencia de
oxígeno. Sin embargo, es un hecho erróneo ya que requieren una cierta aireación.
Con una aireación sumamente excesiva no se obtendría alcohol, sino agua y
anhídrido carbónico debido a que las levaduras, cuando viven en condiciones
aeróbicas, no utilizan los azúcares por vía fermentativa si no oxidativa, para obtener
con ello mucha más energía (Cedeño, 2003).
c) pH.
El pH inicial del mosto es de 4.5 y en el transcurso de la fermentación tiende a bajar
hasta alcanzar en el mosto muerto, valores de alrededor de 3.5 a 3.9. Cuanto menor
es el pH, la capacidad de las levaduras para fermentar disminuye, aunque más
protegido se encuentra el mosto ante posibles ataques bacterianos que pueden
generar pérdidas en los rendimientos de conversión de los azúcares en alcohol
(Cedeño 2003).
d) Concentración de azúcares.
La concentración inicial de azúcares varía entre el 11 y 14 por ciento y finaliza con
un 3 a 5 por ciento cuando la fermentación se desarrolla de manera adecuada. La
disminución de la concentración de los azúcares, incrementa la concentración de
14
etanol y de otros compuestos que se generan durante la fermentación (Arrizon,
2001).
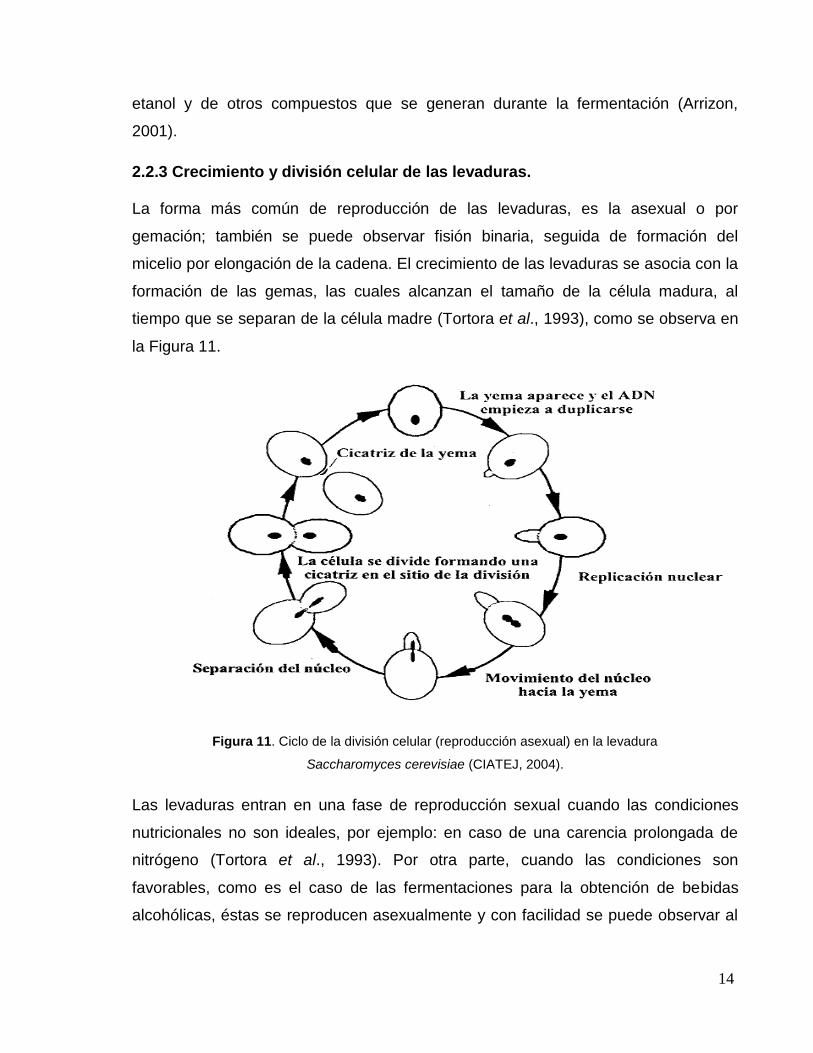
2.2.3 Crecimiento y división celular de las levaduras.
La forma más común de reproducción de las levaduras, es la asexual o por
gemación; también se puede observar fisión binaria, seguida de formación del
micelio por elongación de la cadena. El crecimiento de las levaduras se asocia con la
formación de las gemas, las cuales alcanzan el tamaño de la célula madura, al
tiempo que se separan de la célula madre (Tortora et al., 1993), como se observa en
la Figura 11.
Figura 11. Ciclo de la división celular (reproducción asexual) en la levadura
Saccharomyces cerevisiae (CIATEJ, 2004).
Las levaduras entran en una fase de reproducción sexual cuando las condiciones
nutricionales no son ideales, por ejemplo: en caso de una carencia prolongada de
nitrógeno (Tortora et al., 1993). Por otra parte, cuando las condiciones son
favorables, como es el caso de las fermentaciones para la obtención de bebidas
alcohólicas, éstas se reproducen asexualmente y con facilidad se puede observar al
15
microscopio sus gemas. La formación de las gemas ocupa la totalidad del ciclo
celular (Pringle et al., 1993).
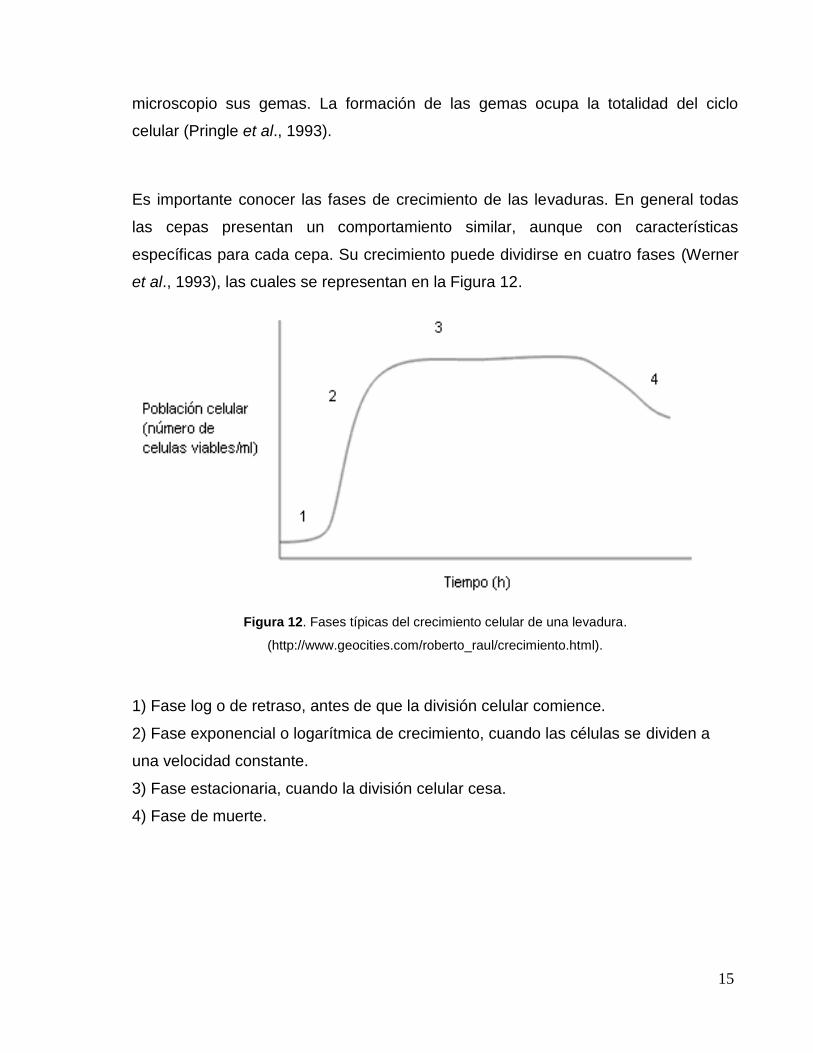
Es importante conocer las fases de crecimiento de las levaduras. En general todas
las cepas presentan un comportamiento similar, aunque con características
específicas para cada cepa. Su crecimiento puede dividirse en cuatro fases (Werner
et al., 1993), las cuales se representan en la Figura 12.
Figura 12. Fases típicas del crecimiento celular de una levadura.
(http://www.geocities.com/roberto_raul/crecimiento.html).
1) Fase log o de retraso, antes de que la división celular comience.
2) Fase exponencial o logarítmica de crecimiento, cuando las células se dividen a
una velocidad constante.
3) Fase estacionaria, cuando la división celular cesa.
4) Fase de muerte.
16
2.3. Azúcares.
Los azúcares o carbohidratos son compuestos formados por carbono, hidrógeno y
oxígeno, presentan la fórmula general Cn(H2O)n y tienen estructura de
polihidroxialdehído o de polihidroxiacetona; además todos los carbohidratos
presentan grupos funcionales C = O ó –OH. A partir del dióxido de carbono y agua,
las plantas sintetizan los carbohidratos, en un proceso denominado fotosíntesis
(Badui, 2006).
El pigmento verde de las plantas, la clorofila, pone a disposición del vegetal, la
energía que absorbe de la luz solar. En este proceso tienen lugar numerosas
reacciones catalizadas por enzimas (no todas las reacciones enzimáticas se
comprenden), queda el CO2 reducido como carbohidrato y a su vez se libera oxígeno.
Así la energía solar quedó transformada en energía química a disposición de las
plantas y de animales, los cuales metabolizan los carbohidratos realizando la
operación inversa y utilizando la energía para diversos fines (Solomons, 2004).
Cn(H2O)n nO2 n(H2O) energía+ +nCO2 +
Los azúcares son de gran importancia en la naturaleza ya que son el almacén
químico principal de la energía del Sol. Una vez fabricados en forma de
carbohidratos solubles durante la fotosíntesis, éstos se almacenan en formas
insolubles, sobre todo en forma de almidón. En el caso particular del Agave, se
almacenan en forma de “inulinas”. La energía retenida en estas reservas de azúcares
se moviliza cuando se parten los azúcares solubles de que están hechos. De esta
forma, los carbohidratos constituyen la principal fuente de energía tanto para las
plantas como para los animales que se alimentan de ellas. Los azúcares o
carbohidratos, también son importantes como compuestos estructurales,
principalmente en las plantas. La energía almacenada en los azúcares se libera
17
cuando los animales o las plantas a través de su metabolismo transforman los
azúcares en dióxido de carbono y agua.
El metabolismo de los carbohidratos también se lleva cabo a través de una serie de
reacciones catalizadas por enzimas, en las cuales cada paso generador de energía
es una oxidación (o la consecuencia de una oxidación). Los humanos ingerimos
cereales como fuente de carbohidratos, pero estos cereales, como el arroz, el maíz,
etcétera, contienen los carbohidratos en forma de almidones, éstos son
macromoléculas poliméricas de glucosa, que nuestro organismo procesa y
transforma con sus enzimas para nuestro beneficio (Solomons, 2004).
Almidón GlucosaEnzimas
2.3.1 Clasificación de los azúcares.
Los carbohidratos se clasifican en monosacáridos, oligosacáridos y polisacáridos. Un
monosacárido, es una unidad que ya no se subdivide más por hidrólisis ácida o
enzimática, por ejemplo glucosa, fructosa o galactosa. Los oligosacáridos están
constituidos por dos a diez unidades de monosacáridos. La palabra viene del griego,
oligo = pocos. Digamos el azúcar que utilizamos es un disacárido y por tanto un
oligosacárido.
SacarosaH
+/ H2O
o EnzimasGlucosa + Fructosa
Monosacáridos
Los polisacáridos, son macromoléculas con alto grado de polimerización, por
hidrólisis producen muchos monosacáridos, entre 100 y 90 000 unidades. Dentro los
polisacáridos se encuentran la inulina, el almidón y la celulosa (Badui, 2006).
18
AlmidónHidrólisis ácida
prolongadaGlucosa (muchas moléculas)
2.3.2 Azúcares reductores totales.
Los azúcares que contienen en su estructura grupos aldehídicos o cetónicos libres
reaccionan como agentes reductores débiles y se llaman azúcares reductores. Estos
incluyen a todos los monosacáridos y los disacáridos maltosa, lactosa y celobiosa. La
importancia de los azúcares reductores en la industria Mezcalera, radica en que al
ser monosacáridos provenientes de las inulinas que previamente fueron hidrolizadas
por vapor durante la etapa del cocimiento en hornos o autoclaves, son el sustrato
para que las levaduras efectúen la fermentación de estos para la producción del
Mezcal. La determinación precisa de los azúcares reductores fermentables, nos
indica cuanta cantidad de alcohol podremos obtener a partir de la cantidad exacta de
azúcares fermentables; también para la formulación de los mostos de fermentación,
ya que a mostos con un valor mayor a 18 grados Brix (°Bx), la levadura no fermenta,
si no que se inhibe la fermentación; mientras que un mosto de 13 -16 °Bx es fácil
llevar un control adecuado de la fermentación (Miller, 2001).
Finalmente cuando se requiere conocer el mosto muerto (cuando la fermentación ha
llegado a su fin) y detener el proceso antes de que continúe la formación de ácido
acético, es necesario saber qué cantidad de azúcares reductores aún están
presentes en el mosto, que en este caso se espera encontrar de 1 a 5 °Bx, como
indicativo de que la fermentación alcohólica ha llegado a su fin (CIATEJ, 2004).
2.3.3 Inulina.
La inulina, es un carbohidrato de reserva presente en determinadas familias de
monocotiledoneas como las Agaváceas, Liliáceas, Amarilidáceas, Gramíneas y
dicotiledóneas como la familia de las Asteráceas. Se encuentra en cantidades
significativas en vegetales usados habitualmente para el consumo humano como:
trigo, banana, achicoria, alcachofa, espárrago, cebolla y ajo. De hecho, se ha
19
estimado que los americanos consumen de 1 a 4 gramos diarios de inulina y los
europeos de 3 a 11 gramos diarios (CIATEJ, 2004).
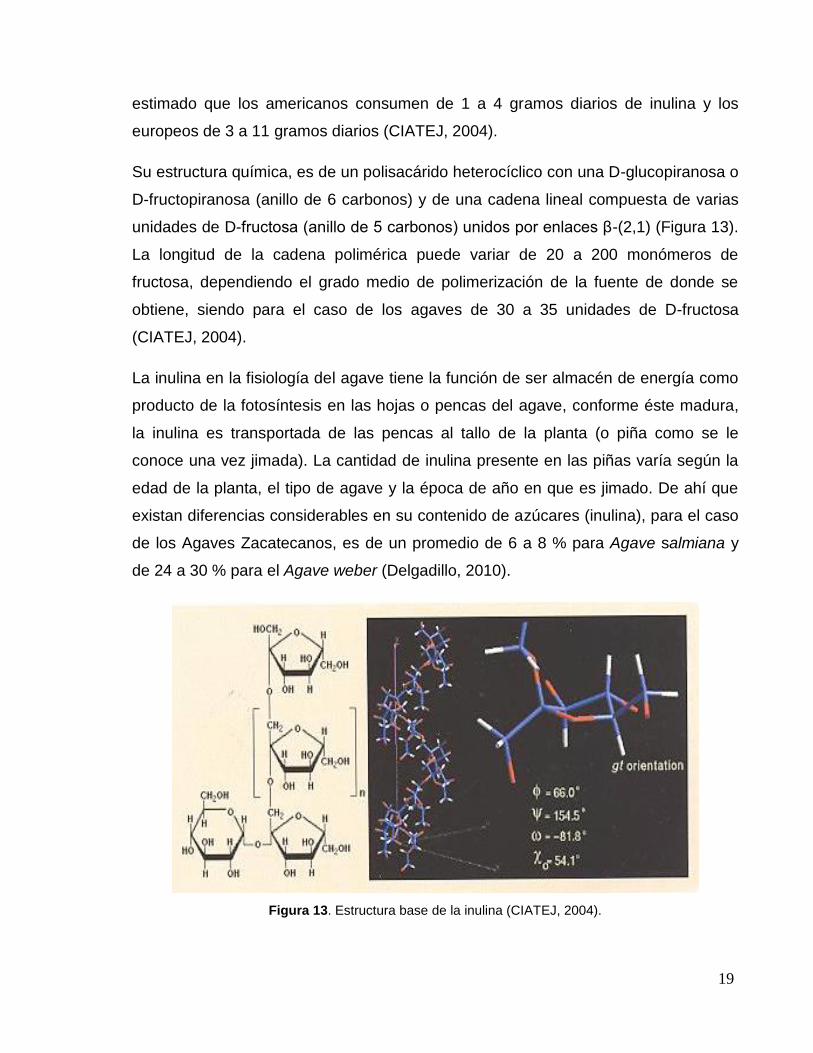
Su estructura química, es de un polisacárido heterocíclico con una D-glucopiranosa o
D-fructopiranosa (anillo de 6 carbonos) y de una cadena lineal compuesta de varias
unidades de D-fructosa (anillo de 5 carbonos) unidos por enlaces β-(2,1) (Figura 13).
La longitud de la cadena polimérica puede variar de 20 a 200 monómeros de
fructosa, dependiendo el grado medio de polimerización de la fuente de donde se
obtiene, siendo para el caso de los agaves de 30 a 35 unidades de D-fructosa
(CIATEJ, 2004).
La inulina en la fisiología del agave tiene la función de ser almacén de energía como
producto de la fotosíntesis en las hojas o pencas del agave, conforme éste madura,
la inulina es transportada de las pencas al tallo de la planta (o piña como se le
conoce una vez jimada). La cantidad de inulina presente en las piñas varía según la
edad de la planta, el tipo de agave y la época de año en que es jimado. De ahí que
existan diferencias considerables en su contenido de azúcares (inulina), para el caso
de los Agaves Zacatecanos, es de un promedio de 6 a 8 % para Agave salmiana y
de 24 a 30 % para el Agave weber (Delgadillo, 2010).
Figura 13. Estructura base de la inulina (CIATEJ, 2004).
20
Como se mencionó anteriormente, la inulina no fermenta en forma directa, ya que
para la obtención de azúcares fermentables (mono o disacáridos) en la producción
de Mezcal, se requiere de una hidrólisis previa; la cual se da por vía fisicoquímica
durante el cocimiento en hornos o autoclaves. Como producto de esta hidrólisis por
medio de vapor, obtenemos carbohidratos más simples, en especial los
monosacáridos, ya que son la materia prima fundamental para que los
microorganismos produzcan el Mezcal (CIATEJ, 2004).
Durante la fermentación alcohólica, los microorganismos utilizan azúcar y otros
constituyentes de las materias primas como sustratos para su crecimiento,
convirtiéndolos en etanol, dióxido de carbono y otros metabolitos que contribuyen a
la composición química y calidad sensorial del producto (CIATEJ, 2004).
21
III.- JUSTIFICACIÓN
Zacatecas produce cerca del 40 por ciento del Mezcal que se consume en el País
(10 millones de litros), superando a otras entidades como Durango, Guanajuato,
Guerrero, Michoacán, San Luis Potosí y Tamaulipas. Existen dos regiones
productoras de Mezcal en el Estado de Zacatecas; que presentan diferencias en la
producción y en el proceso de elaboración del Mezcal. Para el Sureste del Estado se
produce de Agave salmiana de manera rústica o artesanal, mientras que para el Sur
lo es de manera tecnificada con el Agave weber; por lo que la bebida obtiene un
sabor característico dependiendo de la región y el proceso en la que es elaborado
(Esparza, 2010). Actualmente, se estiman alrededor de 20 empresas en el Estado,
dedicadas a la producción y comercialización de Mezcal (Destiladora El Zacatecano
S.A. de C.V, Mezcal de Agave Huitzila, S.A. de C.V, Mezcales de Calidad Don
Aurelio Lamas, S.A. de C.V, Mezcal El Caxcan, S.A. De C.V, Industrias Mezcaleras
Bañuelos, S.A. de C.V, Piñón Gigante SPR de RL, Diamante del Desierto S.C. de
C.V, Escorpión la Estancuela SPR de RI, Grupo San José de Allende, SPR de RI,
Industrializadora de Agave Mezcalero El Chino S. de R.L, Compañía Vinícola La
Pendencia, S.A. de C.V, Envasadora y Distribuidora La Perla S.A de C.V, Empresa
Integradora Regional de Organizaciones Magueyeras de Zacatecas, S.A. de C.V,
Cristeros Santuarios Jalpa, SPR de RI, Sociedad Mezcalera Saldaña, S.A. de C.V,
Magueyeros y Mezcaleros de Zacatecas, S.C. de C.V, Agrícola Curiel, SPR de RL,
Empresa Integradora La Caxcanía SA de CV, Empresa Integradora Tres Pueblos SA
de CV, Mezcales del Cañón SPR de RL) (De Anda, 2013).
En las fábricas Mezcaleras de Zacatecas y todo el País, predomina la fermentación
espontánea, lo que tiene como consecuencia bajos rendimientos y altos costos de
producción; así como también se obtiene un producto con características
organolépticas variables (Reyes 2008). Y es por ello, que este trabajo está orientado
principalmente en estandarizar las condiciones a las cuales debe llevarse a cabo la
fermentación de los jugos de Agave, de tal forma que se optimicen los recursos y
lleven a cabo la fermentación en las mejores condiciones para obtener mayor
producción de Mezcales con características organolépticas homogéneas y de alta
calidad.
22
IV.- HIPÓTESIS
La variación de características fisicoquímicas como lo son: el pH, porcentaje de
acidez, temperatura, concentración de levaduras y azúcares, durante el proceso de
fermentación, afectan la producción del Mezcal.
23
V.- OBJETIVOS
OBJETIVO GENERAL
Evaluar el comportamiento de la fermentación al variar diferentes condiciones
fisicoquímicas que intervienen en el proceso de producción del Mezcal de Agave
weber en Zacatecas.
OBJETIVOS ESPECÍFICOS
Obtener jugos hidrolizados de las piñas de Agave weber
Modificar de manera independiente las condiciones de pH, porcentaje de
acidez, temperatura, concentración de levaduras y azúcares, durante el proceso de
fermentación en la producción del Mezcal.
Evaluar el comportamiento de cada fermentación dadas las modificaciones,
determinando la densidad celular, viabilidad, pH, acidez, grados Brix, azúcares
reductores totales y porcentaje de alcohol.
24
VI.- MATERIAL Y MÉTODOS
6.1 Lugar de trabajo.
El presente trabajo se realizó en el Laboratorio de Biotecnología de la Unidad
Académica de Ciencias Biológicas, de la Universidad Autónoma de Zacatecas
ubicado en el campus II en Zacatecas, Zac.
6.2 Obtención de los jugos de Agave.
Se recolectaron piñas jimadas de Agave weber las cuales provenían del Sur del
estado de Zacatecas y fueron partidas en 5 y 8 partes (Figura 14) para introducirlas
en la autoclave para su hidrólisis y la cual se llevó a cabo en un tiempo de 7 horas a
120 °C. Para las piñas cortadas en 5 y 8 partes, el tiempo que permaneció en la
autoclave fue de 5 horas a una temperatura de 120 °C. Transcurrido el tiempo de
cocimiento, se dejaron enfriar los trozos de piñas para después extraer los jugos de
Agave de manera manual.
Figura 14. Piñas de Agave weber.
25
6.3 Proceso de fermentación.
Durante el proceso de fermentación, se modificaron diferentes condiciones
fisicoquímicas para observar su comportamiento y las cuales se enlistan a
continuación:
Condiciones de fermentación:
1) Fermentación No. 1 (Concentración de levaduras).
En ese experimento, se modificaron las concentraciones de levaduras, en
concentraciones de 0.05, 0.07, 0.10, 0.14 y 0.18 gramos de levadura por cada 100 ml
de medio.
Para llevar a cabo esto, se tomaron 500 ml de jugo de Agave y se les añadió la
levadura (Saccharomyces cerevisiae), después fueron sometidos a aireación durante
cinco minutos y fueron llevados a la incubadora a una temperatura de 35 °C (Figura
15). Cada fermentación, se realizó en un matraz Erlenmeyer de 1000 ml con 500 ml
de jugo de Agave y fue monitoreada cada 24 horas hasta las 96 horas después del
inicio de la fermentación, determinándole acidez, pH, viabilidad, grados Brix y
azúcares reductores totales.
Figura 15. Jugos de Agave fermentando dentro de la incubadora.
26
2) Fermentación No. 2 (pH).
En este experimento, se modificó el pH inicial en valores que fueron en el rango de:
3, 4, 6 y 8.
Para llevar a cabo esto, se tomaron 500 ml de jugo de Agave y se les añadió 0.07
gramos de levadura por cada 100 ml, siendo sometidos a aireación durante cinco
minutos en la incubadora a una temperatura de 35 °C. Cada fermentación, se realizó
en un matraz Erlenmeyer de 1000 ml con 500 ml de jugo de Agave (17 °Bx) y fue
monitoreada cada 24 horas hasta las 96 horas después del inicio de la fermentación,
determinándole acidez, pH, viabilidad, grados Brix y azúcares reductores totales.
Para aumentar el pH, se utilizó hidróxido de potasio (KOH) 5N, y para disminuirlo se
utilizó ácido cítrico al 30 %.
3) Fermentación No. 3 (Porcentaje de acidez).
En este experimento, se modificó la acidez inicial en los valores que fueron de:
0.0202 %, 0.0813 %, 0.2751% y 1.3116 %.
Para llevar a cabo esto, se tomaron 500 ml de jugo de Agave y se les añadió 0.07
gramos de levadura por cada 100 ml, siendo sometidos a aireación durante cinco
minutos en la incubadora a una temperatura de 35 °C. Cada fermentación, se realizó
en un matraz Erlenmeyer de 1000 ml con 500 ml de jugo de Agave (17 ºBx) y fue
monitoreada cada 24 horas hasta las 96 horas después del inicio de la fermentación,
determinándole acidez, pH, viabilidad, grados Brix y azúcares reductores totales,
Para modificar la acidez, se utilizó KOH 5N y para disminuirla, se utilizó ácido cítrico
al 30 % para aumentar la acidez.
27
4) Fermentación No. 4 (Temperatura).
En este experimento, se modificó la temperatura en valores que fueron de: 20, 25,
30, 35 y 37 °C.
Para llevar a cabo esto, se tomaron 500 ml de jugo de Agave y se les añadió 0.07
gramos de levadura por cada 100 ml, siendo sometidos a aireación durante cinco
minutos en distintas estufas, a temperaturas de 20, 30, 35 y 37 °C respectivamente.
También se dejó un fermento a temperatura ambiente (alrededor de 25 °C). Las
fermentaciones, se realizaron en un matraz Erlenmeyer de 1000 ml con 500 ml de
jugo de Agave (17 ºBx) y fueron monitoreadas cada 24 horas hasta las 96 horas
después del inicio de la fermentación, determinándoles acidez, pH, viabilidad, grados
Brix y azúcares reductores totales.
5) Fermentación No. 5 (Azúcares).
En este experimento, se modificó la concentración de azúcares mediante la adición
de miel de Agave, obtenida durante la cocción de las piñas con el fin de aumentar la
concentración de los mismos y adicionando agua como diluyente para reducir su
concentración. Los valores iniciales de los azúcares en el jugo de Agave fueron de:
10 %, 11 %, 14 %, 18 % y 27 %.
Para llevar a cabo esto, se tomaron 500 ml de jugo de Agave y se les añadió 0.07
gramos de levadura por cada 100 ml, después fueron sometidos a aireación por
cinco minutos en la incubadora a una temperatura de 35 °C. Cada fermentación se
realizó en un matraz Erlenmeyer de 1000 ml con 500 ml de jugo de Agave y fue
monitoreada cada 24 horas hasta las 96 horas después del inicio de la fermentación,
determinándole acidez, pH, viabilidad, grados Brix y azúcares.
28
6.4 Pruebas realizadas
6.4.1 Determinación de temperatura.
Se empleó un termómetro de mercurio con escala de 0 a 100 °C para medir la
temperatura en el jugo de Agave, tomando las lecturas al inicio de la fermentación y
cada 24 horas, para de esta manera identificar el rango de temperatura en el que se
lleva a cabo toda la fermentación (Figura 16).
Figura 16. Medición de la temperatura.
6.4.2 Determinación del pH.
El método se fundamenta en la existencia de una diferencia de potencial entre las
dos caras de una membrana de vidrio, expuestas a disoluciones acuosas que
difieren en su valor de pH. En primera aproximación, a temperatura constante, la
magnitud de esta diferencia de potencial es directamente proporcional a la diferencia
de pH entre dichas disoluciones (NMX-AA-008-SCFI-2000).
La calibración consiste en efectuar los ajustes apropiados del medidor de pH para
que las lecturas proporcionadas por dicho equipo, sean las mismas que los valores
de pH asignados a los patrones operacionales utilizados. Las soluciones reguladoras
o “buffer” son capaces de mantener la acidez o basicidad de un sistema dentro de un
intervalo reducido de pH, por lo cual tienen múltiples aplicaciones, tanto en la
29
industria como en los laboratorios. Este procedimiento de calibración permite
compensar las deficiencias de respuesta del electrodo de vidrio. Para determinar el
pH de la disolución problema, se sumergen los mismos electrodos ya calibrados en
dicha disolución (NMX-AA-008-SCFI-2000). Se utilizó un potenciómetro marca
Corning (Figura 17), para determinar el pH del jugo de Agave, haciendo tres
determinaciones por muestra.
Figura 17. Potenciómetro marca Corning.
6.4.3 Determinación del porcentaje de acidez.
Para la determinación del porcentaje de acidez, se pesaron 10 gramos de muestra y
se mezclaron con 25 ml de agua destilada en un matraz Erlenmeyer de 100 ml. Por
último se agregaron de 2 a 3 gotas de azul de bromotimol (ver apéndice) y se
titularon con hidróxido de sodio al 0.1 N (ver apéndice) hasta que la muestra tomó
una coloración ligeramente azul (Figura 18).
NOTA: Se anotó el volumen gastado en la titulación para los cálculos, tomándose
lectura de las alícuotas por muestra.
30
Figura 18. Prueba del porcentaje de acidez en relación al ácido acético.
6.4.4 Determinación de azúcares reductores totales (ART’s).
Los azúcares se pueden determinar mediante el método volumétrico de Lane -
Eynon, el cual está basado en la reducción de sales metálicas en solución alcalina,
comúnmente se usan las sales de cobre; y así la capacidad de reducir en soluciones
alcalinas, el cobre del estado cúprico (Cu+2) al estado cuproso (Cu+1) y por ende la
cantidad de cobre reducido es proporcional a la cantidad de azúcares reductores
presentes. Por esto se hace uso del reactivo de Fehling, que está compuesto por una
sal de cobre.
1) Se pesaron 25 g de la muestra y esta se aforó a 250 ml con agua destilada.
2) Esto se filtró con un embudo y un papel filtro, del filtrado se tomaron unas
gotas para medir los grados Brix en el refractómetro. Esta debe tener 1 °Bx, si tiene
más de 1 grado se hacen diluciones hasta obtenerlo.
3) Cuando se obtuvo la muestra en 1 °Bx, entonces se tomaron 50 ml y se
pasaron a un matraz de aforo de 100 ml. se le adicionaron 20 ml de agua y por las
paredes lentamente 10 ml de ácido clorhídrico concentrado.
4) En un baño maría se dejó hasta que alcanzó 68°- 70 °C de temperatura, al
llegar a esta temperatura se mantuvo durante 15 min. Al pasar este tiempo se dejó
31
enfriar hasta una temperatura ambiente. Se agregó hidróxido de sodio (NaOH) al 50
% para neutralizar la solución verificándolo con azul de bromotimol. Al vire azul se
dejó de agregar el hidróxido de sodio y se aforó con agua destilada hasta 100 ml.
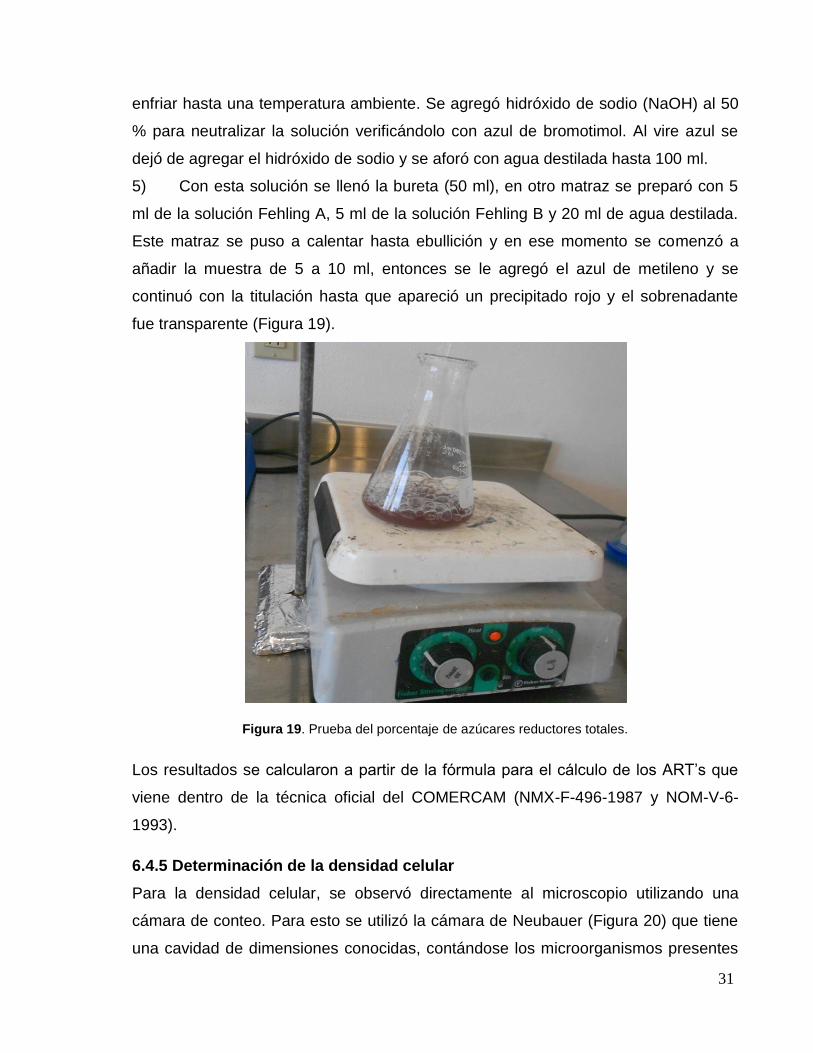
5) Con esta solución se llenó la bureta (50 ml), en otro matraz se preparó con 5
ml de la solución Fehling A, 5 ml de la solución Fehling B y 20 ml de agua destilada.
Este matraz se puso a calentar hasta ebullición y en ese momento se comenzó a
añadir la muestra de 5 a 10 ml, entonces se le agregó el azul de metileno y se
continuó con la titulación hasta que apareció un precipitado rojo y el sobrenadante
fue transparente (Figura 19).
Figura 19. Prueba del porcentaje de azúcares reductores totales.
Los resultados se calcularon a partir de la fórmula para el cálculo de los ART’s que
viene dentro de la técnica oficial del COMERCAM (NMX-F-496-1987 y NOM-V-6-
1993).
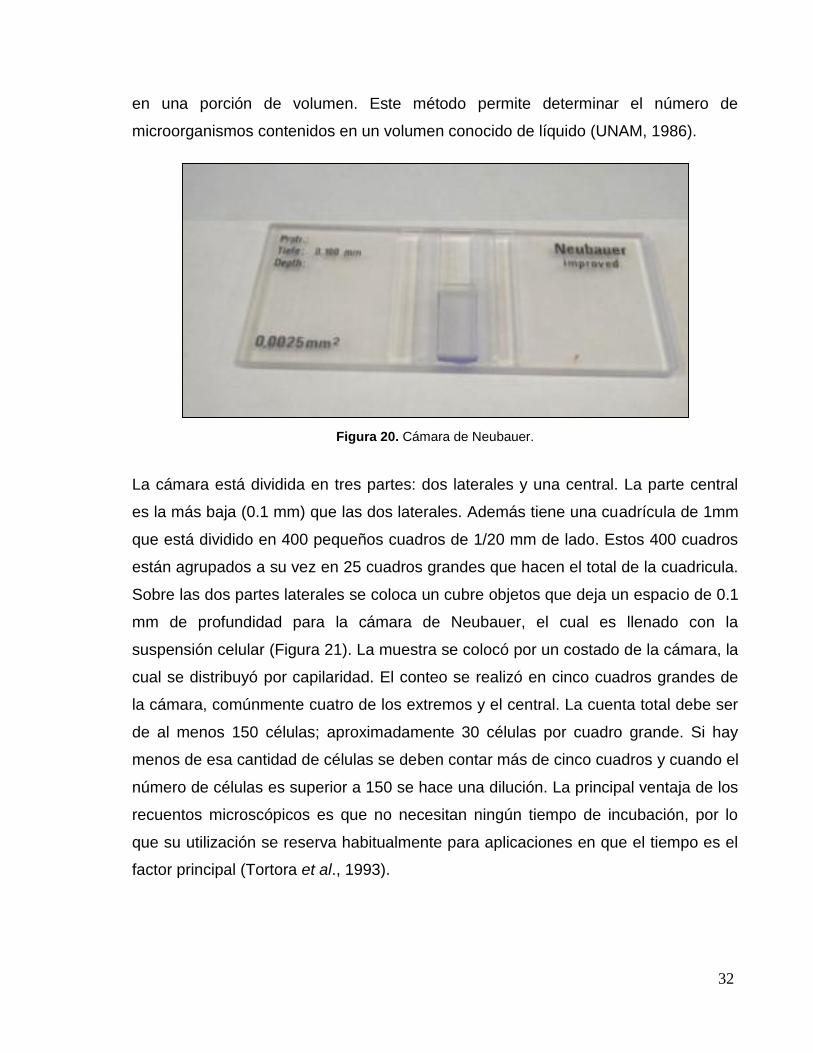
6.4.5 Determinación de la densidad celular
Para la densidad celular, se observó directamente al microscopio utilizando una
cámara de conteo. Para esto se utilizó la cámara de Neubauer (Figura 20) que tiene
una cavidad de dimensiones conocidas, contándose los microorganismos presentes
32
en una porción de volumen. Este método permite determinar el número de
microorganismos contenidos en un volumen conocido de líquido (UNAM, 1986).
Figura 20. Cámara de Neubauer.
La cámara está dividida en tres partes: dos laterales y una central. La parte central
es la más baja (0.1 mm) que las dos laterales. Además tiene una cuadrícula de 1mm
que está dividido en 400 pequeños cuadros de 1/20 mm de lado. Estos 400 cuadros
están agrupados a su vez en 25 cuadros grandes que hacen el total de la cuadricula.
Sobre las dos partes laterales se coloca un cubre objetos que deja un espacio de 0.1
mm de profundidad para la cámara de Neubauer, el cual es llenado con la
suspensión celular (Figura 21). La muestra se colocó por un costado de la cámara, la
cual se distribuyó por capilaridad. El conteo se realizó en cinco cuadros grandes de
la cámara, comúnmente cuatro de los extremos y el central. La cuenta total debe ser
de al menos 150 células; aproximadamente 30 células por cuadro grande. Si hay
menos de esa cantidad de células se deben contar más de cinco cuadros y cuando el
número de células es superior a 150 se hace una dilución. La principal ventaja de los
recuentos microscópicos es que no necesitan ningún tiempo de incubación, por lo
que su utilización se reserva habitualmente para aplicaciones en que el tiempo es el
factor principal (Tortora et al., 1993).
33
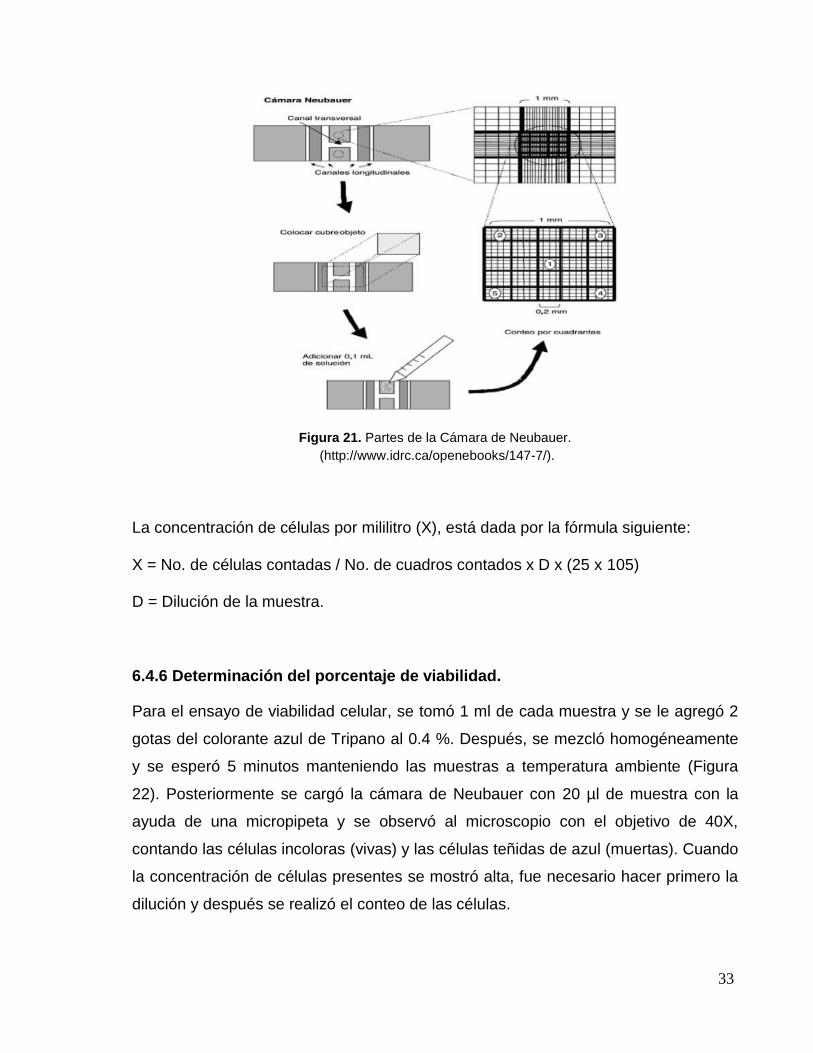
Figura 21. Partes de la Cámara de Neubauer.
(http://www.idrc.ca/openebooks/147-7/).
La concentración de células por mililitro (X), está dada por la fórmula siguiente:
X = No. de células contadas / No. de cuadros contados x D x (25 x 105)
D = Dilución de la muestra.
6.4.6 Determinación del porcentaje de viabilidad.
Para el ensayo de viabilidad celular, se tomó 1 ml de cada muestra y se le agregó 2
gotas del colorante azul de Tripano al 0.4 %. Después, se mezcló homogéneamente
y se esperó 5 minutos manteniendo las muestras a temperatura ambiente (Figura
22). Posteriormente se cargó la cámara de Neubauer con 20 µl de muestra con la
ayuda de una micropipeta y se observó al microscopio con el objetivo de 40X,
contando las células incoloras (vivas) y las células teñidas de azul (muertas). Cuando
la concentración de células presentes se mostró alta, fue necesario hacer primero la
dilución y después se realizó el conteo de las células.
34
Cálculos: (%) Porcentaje de Viabilidad = (Células totales – Células muertas) /
(Células totales X 100).
Figura 22. Prueba de la viabilidad celular.
6.4.7 Determinación de los grados Brix
Los grados Brix (°Bx), son un representante de la unidad de azúcar contenido en una
solución acuosa. Un grado Brix, corresponde a 1 gramo de sacarosa en 100 gramos
de solución y por tanto representa la fuerza de la solución como un porcentaje en
peso en sentido estricto, en masa (% w/w). Si la solución contiene sólidos disueltos
excepto la sacarosa pura, como otros azúcares, minerales, entonces el grado Brix
sólo aproxima el contenido de sólidos disueltos. La determinación del grado Brix,
tradicionalmente se ha empleado en vinos, azúcar, jugos de fruta, miel y otras
industrias (Badui, 1996).
Los grados Brix se determinan por refractómetría (Figura 23), los refractómetros de
mano son utilizados para hallar la concentración de sólidos disueltos en una solución
y pueden ser usados para una amplia gama de soluciones, como la concentración de
azúcar en zumos y bebidas, la concentración de salsas, champú, leche, aceites
industriales, sal marina, anticongelante, etc. (Badui, 1996).
35
Figura 23. Refractómetro.
Su manejo es rápido y sencillo, simplemente se coloca una gota de la muestra sobre
el prisma y se lee el resultado en la escala; por lo que en segundos se obtiene el
resultado.
6.4.8 Determinación del porcentaje de alcohol.
En un matraz volumétrico se midieron 200 cm3 de la muestra a la temperatura de 293
K (20 °C), luego se transfirieron cuantitativamente con 40 cm3 de agua al matraz de
destilación con perlas de vidrio y se conectó al refrigerante mediante el adaptador.
El destilado se recibió en el matraz volumétrico (200 ml), utilizado para medir la
muestra y en el que previamente se puso un poco de agua para que el destilado
borboteara evitando pérdidas por falta de condensación. Es recomendable que el
matraz volumétrico se encuentre sumergido en un baño de hielo durante el curso de
la destilación (NMX-V-013-S-1980).
Cuando la cantidad del destilado contenida en el matraz volumétrico se acercó al
aforo, se suspendió la destilación y se completó el volumen con agua a la
temperatura que se midió la muestra, después se homogenizó y transfirió a la
probeta. Se tomó la temperatura del líquido y cuando ésta se encontró a 288 K
36
(15°C), se introdujo el alcoholímetro y se efectuó la determinación (NMX-V-013-S-
1980).
6.4.9 Diferencia mínima significativa (Prueba de Tukey).
Para la realización del análisis estadístico, los datos obtenidos en los resultados
numéricos del experimento, se manipularon mediante un diseño experimental
completamente al azar y se manejaron mediante una diferencia mínima significativa
(prueba de Tukey), la cual permite “controlar las fuentes de variación presentes en el
material experimental” de manera que se puedan hacer comparaciones entre los
efectos de los tratamientos libres de interferencias.
Otra manera de evitar el problema de errores acumulados en las conclusiones del
experimento, es usar métodos alternativos a la prueba de diferencia mínima
significativa. La idea fundamental es que la probabilidad de cometer el error de tipo I
(declarar falsamente diferencias significativas) se mantenga en el nivel especificado
(α) para todo el experimento, aunque esto implique que para cada comparación
tomada individualmente la probabilidad disminuya. Es decir, se hace para cada
prueba individual más conservadora, de manera que globalmente la probabilidad de
cometer al menos un error de tipo I, se mantenga razonablemente cerca del nivel
especificado (usualmente 5 %).
La prueba de Tukey, se desarrolla con esta idea en mente y consiste en usar un nivel
crítico mayor que el de diferencia mínima significativa. Este valor crítico es
Donde qα (t, v) se busca en la tabla con t tratamientos y grados de libertad en el
cuadrado medio del error.
Los datos se analizaron con el paquete estadístico SAS versión 9.1.3 portable. Y se
trabajó con un α=0.05 %.
37
VII.- RESULTADOS Y DISCUSIÓN
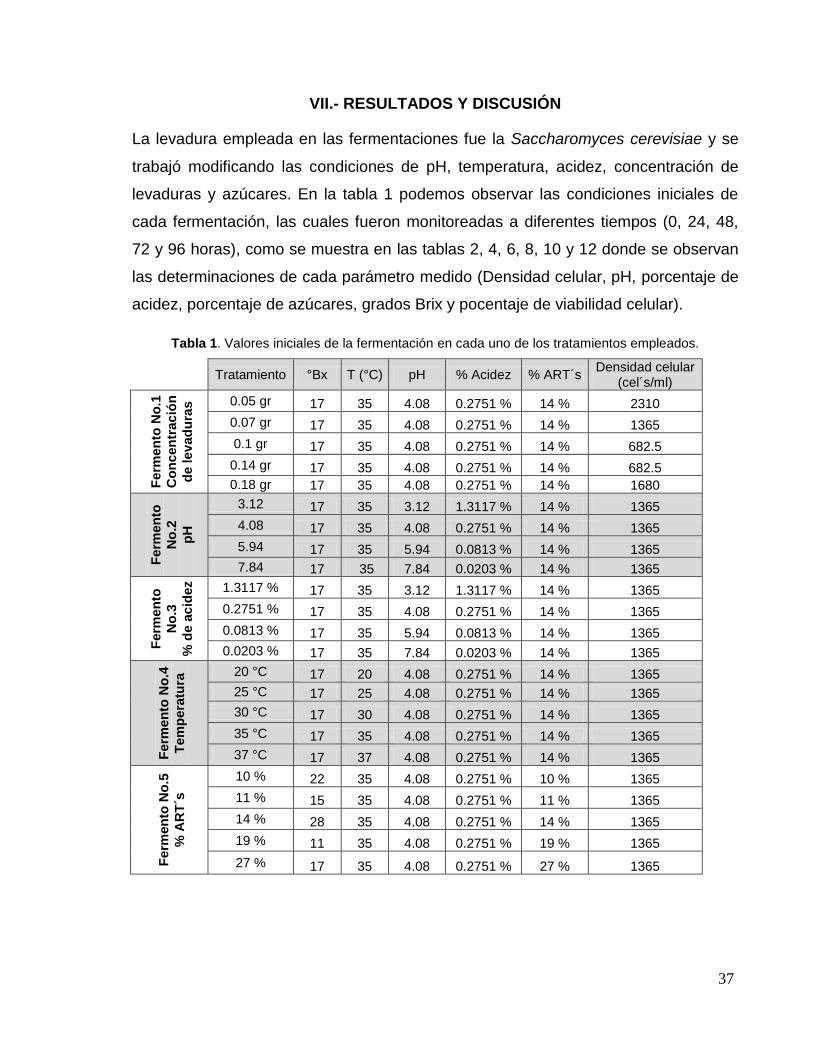
La levadura empleada en las fermentaciones fue la Saccharomyces cerevisiae y se
trabajó modificando las condiciones de pH, temperatura, acidez, concentración de
levaduras y azúcares. En la tabla 1 podemos observar las condiciones iniciales de
cada fermentación, las cuales fueron monitoreadas a diferentes tiempos (0, 24, 48,
72 y 96 horas), como se muestra en las tablas 2, 4, 6, 8, 10 y 12 donde se observan
las determinaciones de cada parámetro medido (Densidad celular, pH, porcentaje de
acidez, porcentaje de azúcares, grados Brix y pocentaje de viabilidad celular).
Tabla 1. Valores iniciales de la fermentación en cada uno de los tratamientos empleados.
Tratamiento °Bx T (°C) pH % Acidez % ART´s Densidad celular
(cel´s/ml)
Ferm
en
to N
o.1
Co
ncen
trac
ión
de lev
ad
ura
s 0.05 gr 17 35 4.08 0.2751 % 14 % 2310
0.07 gr 17 35 4.08 0.2751 % 14 % 1365
0.1 gr 17 35 4.08 0.2751 % 14 % 682.5
0.14 gr 17 35 4.08 0.2751 % 14 % 682.5
0.18 gr 17 35 4.08 0.2751 % 14 % 1680
Ferm
en
to
No
.2
pH
3.12 17 35 3.12 1.3117 % 14 % 1365
4.08 17 35 4.08 0.2751 % 14 % 1365
5.94 17 35 5.94 0.0813 % 14 % 1365
7.84 17 35 7.84 0.0203 % 14 % 1365
Ferm
en
to
No
.3
% d
e a
cid
ez
1.3117 % 17 35 3.12 1.3117 % 14 % 1365
0.2751 % 17 35 4.08 0.2751 % 14 % 1365
0.0813 % 17 35 5.94 0.0813 % 14 % 1365
0.0203 % 17 35 7.84 0.0203 % 14 % 1365
Ferm
en
to N
o.4
Tem
pera
tura
20 °C 17 20 4.08 0.2751 % 14 % 1365
25 °C 17 25 4.08 0.2751 % 14 % 1365
30 °C 17 30 4.08 0.2751 % 14 % 1365
35 °C 17 35 4.08 0.2751 % 14 % 1365
37 °C 17 37 4.08 0.2751 % 14 % 1365
Ferm
en
to N
o.5
% A
RT
´s
10 % 22 35 4.08 0.2751 % 10 % 1365
11 % 15 35 4.08 0.2751 % 11 % 1365
14 % 28 35 4.08 0.2751 % 14 % 1365
19 % 11 35 4.08 0.2751 % 19 % 1365
27 % 17 35 4.08 0.2751 % 27 % 1365
38
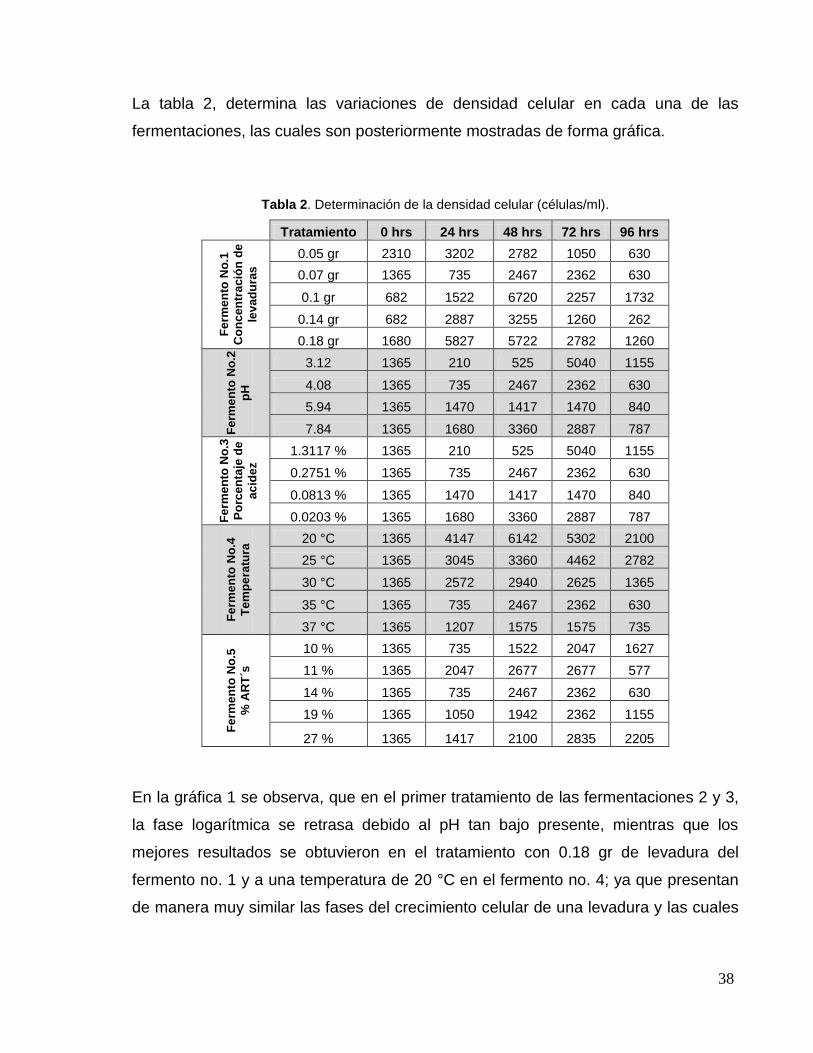
La tabla 2, determina las variaciones de densidad celular en cada una de las
fermentaciones, las cuales son posteriormente mostradas de forma gráfica.
Tabla 2. Determinación de la densidad celular (células/ml).
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Fe
rme
nto
No
.1
Co
nc
en
tra
ció
n d
e
lev
ad
ura
s
0.05 gr 2310 3202 2782 1050 630
0.07 gr 1365 735 2467 2362 630
0.1 gr 682 1522 6720 2257 1732
0.14 gr 682 2887 3255 1260 262
0.18 gr 1680 5827 5722 2782 1260
Fe
rme
nto
No
.2
pH
3.12 1365 210 525 5040 1155
4.08 1365 735 2467 2362 630
5.94 1365 1470 1417 1470 840
7.84 1365 1680 3360 2887 787
Fe
rme
nto
No
.3
Po
rce
nta
je d
e
ac
idez
1.3117 % 1365 210 525 5040 1155
0.2751 % 1365 735 2467 2362 630
0.0813 % 1365 1470 1417 1470 840
0.0203 % 1365 1680 3360 2887 787
Fe
rme
nto
No
.4
Te
mp
era
tura
20 °C 1365 4147 6142 5302 2100
25 °C 1365 3045 3360 4462 2782
30 °C 1365 2572 2940 2625 1365
35 °C 1365 735 2467 2362 630
37 °C 1365 1207 1575 1575 735
Fe
rme
nto
No
.5
% A
RT
´s
10 % 1365 735 1522 2047 1627
11 % 1365 2047 2677 2677 577
14 % 1365 735 2467 2362 630
19 % 1365 1050 1942 2362 1155
27 % 1365 1417 2100 2835 2205
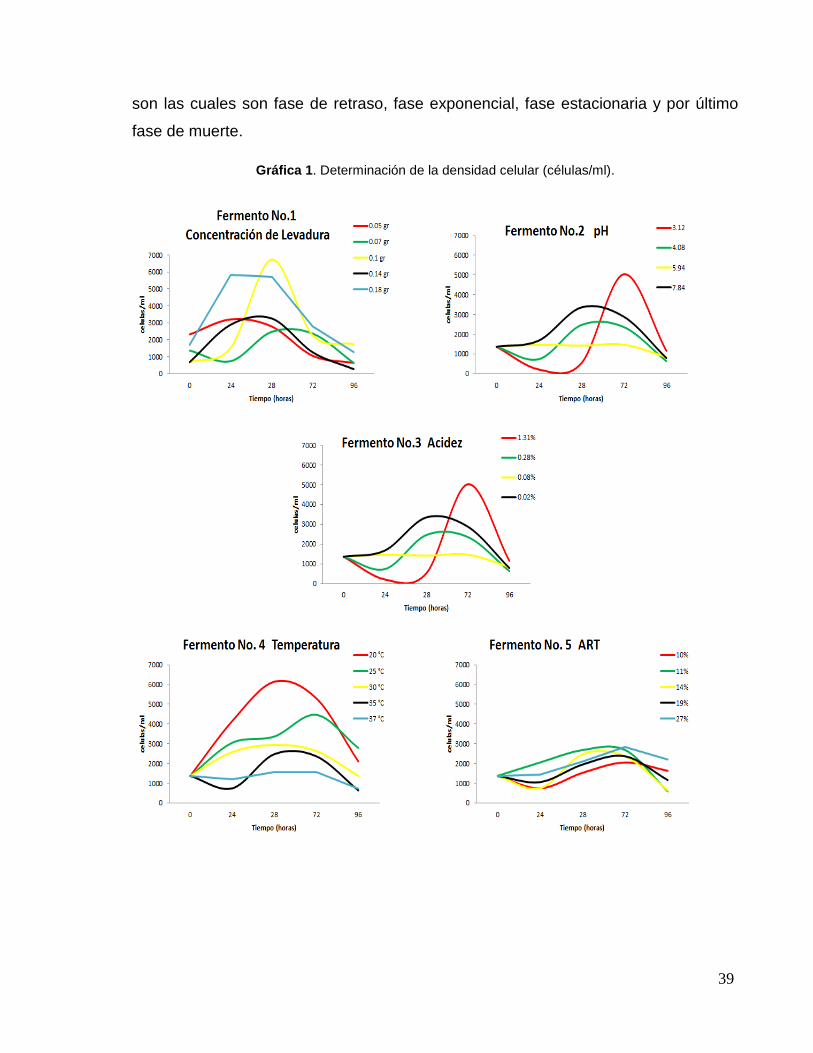
En la gráfica 1 se observa, que en el primer tratamiento de las fermentaciones 2 y 3,
la fase logarítmica se retrasa debido al pH tan bajo presente, mientras que los
mejores resultados se obtuvieron en el tratamiento con 0.18 gr de levadura del
fermento no. 1 y a una temperatura de 20 °C en el fermento no. 4; ya que presentan
de manera muy similar las fases del crecimiento celular de una levadura y las cuales
39
son las cuales son fase de retraso, fase exponencial, fase estacionaria y por último
fase de muerte.
Gráfica 1. Determinación de la densidad celular (células/ml).
40
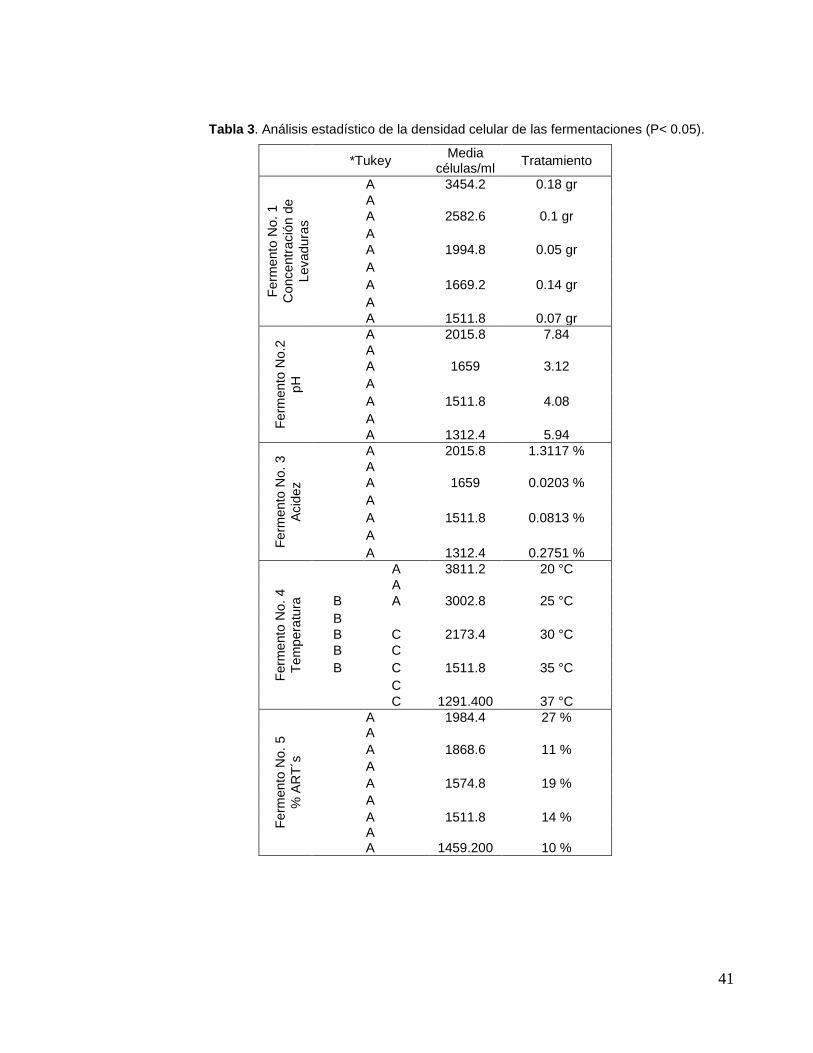
En la tabla 3, se muestran los resultados del análisis estadístico de la densidad
celular, donde se puede observar que en las fermentaciones no.1, no. 2, no. 3 y no.
5, no hay diferencia significativa entre los tratamientos; mientras que en el fermento
no. 4 existe diferencia significativa entre los tratamientos con temperaturas de 20 °C
y 25 °C, así como éste último tratamiento (25 °C) es diferente al de 30 °C y al de 35
°C; y a su vez éste último tratamiento (35 °C) presenta deferencias al de 37 °C.
Además puede observarse que también numéricamente, los mejores tratamientos
fueron el de 0.18 gr de levadura, aún cuando no presenta diferencias significativas
entre los demás tratamientos del mismo fermento; así como el tratamiento de 20 °C,
el cual sí presenta diferencias.
Estos resultados se pueden observar también en la gráfica 1, donde los tratamientos
del fermento no. 4 presentan un comportamiento de fases típicas del crecimiento
celular de las levaduras. En cada tratamiento el número de células iniciales fue de
1365 células/ml, las cuales incrementaron en diferentes rangos y terminaron con un
número entre 630 y 2782 de células/ml (más de 2000 células de diferencia).
41
Tabla 3. Análisis estadístico de la densidad celular de las fermentaciones (P< 0.05).
*Tukey Media
células/ml Tratamiento
Ferm
ento
No.
1
Concentr
ació
n d
e
Levadura
s
A 3454.2 0.18 gr
A
A 2582.6 0.1 gr
A
A 1994.8 0.05 gr
A
A 1669.2 0.14 gr
A
A 1511.8 0.07 gr
Ferm
ento
No.2
pH
A 2015.8 7.84
A
A 1659 3.12
A
A 1511.8 4.08
A
A 1312.4 5.94
Ferm
ento
No.
3
Acid
ez
A 2015.8 1.3117 %
A
A 1659 0.0203 %
A
A 1511.8 0.0813 %
A
A 1312.4 0.2751 %
Ferm
ento
No.
4
Tem
pera
tura
A 3811.2 20 °C
A
B A 3002.8 25 °C
B
B C 2173.4 30 °C
B C
B C 1511.8 35 °C
C
C 1291.400 37 °C
Ferm
ento
No.
5
% A
RT
´s
A 1984.4 27 % A
A 1868.6 11 %
A
A 1574.8 19 %
A
A 1511.8 14 % A A 1459.200 10 %
42
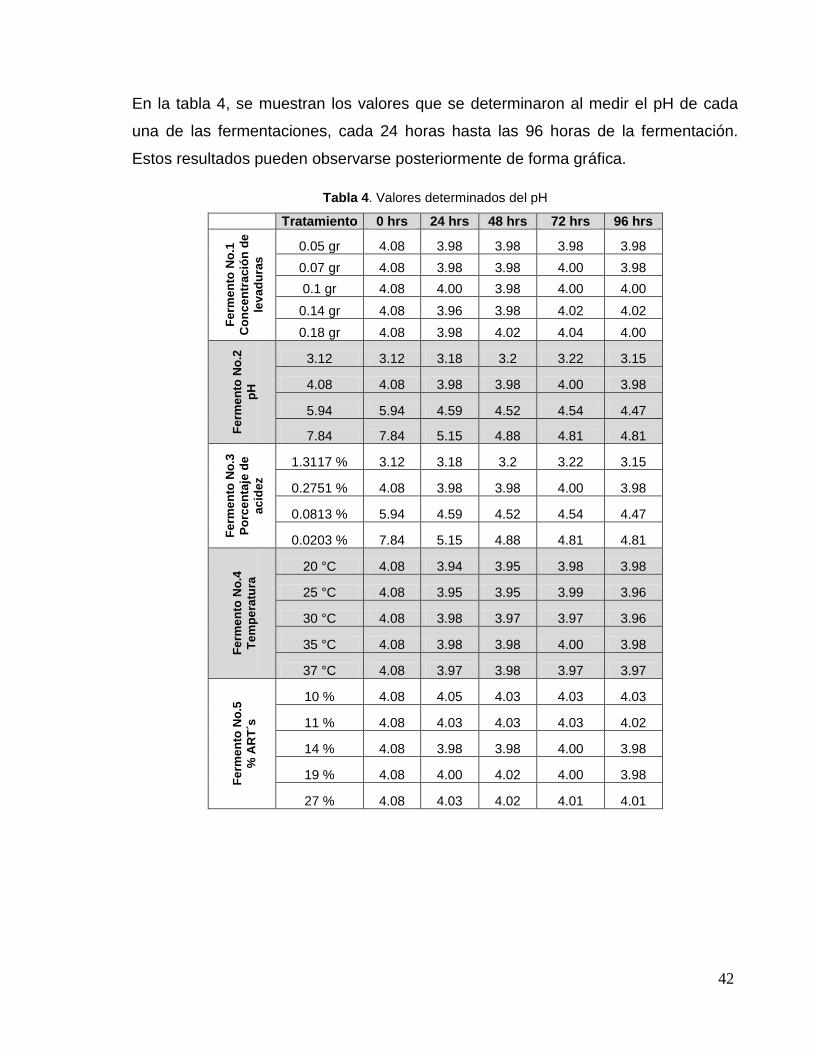
En la tabla 4, se muestran los valores que se determinaron al medir el pH de cada
una de las fermentaciones, cada 24 horas hasta las 96 horas de la fermentación.
Estos resultados pueden observarse posteriormente de forma gráfica.
Tabla 4. Valores determinados del pH
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Fe
rme
nto
No
.1
Co
nc
en
tra
ció
n d
e
lev
ad
ura
s
0.05 gr 4.08 3.98 3.98 3.98 3.98
0.07 gr 4.08 3.98 3.98 4.00 3.98
0.1 gr 4.08 4.00 3.98 4.00 4.00
0.14 gr 4.08 3.96 3.98 4.02 4.02
0.18 gr 4.08 3.98 4.02 4.04 4.00
Fe
rme
nto
No
.2
pH
3.12 3.12 3.18 3.2 3.22 3.15
4.08 4.08 3.98 3.98 4.00 3.98
5.94 5.94 4.59 4.52 4.54 4.47
7.84 7.84 5.15 4.88 4.81 4.81
Fe
rme
nto
No
.3
Po
rce
nta
je d
e
ac
idez
1.3117 % 3.12 3.18 3.2 3.22 3.15
0.2751 % 4.08 3.98 3.98 4.00 3.98
0.0813 % 5.94 4.59 4.52 4.54 4.47
0.0203 % 7.84 5.15 4.88 4.81 4.81
Fe
rme
nto
No
.4
Te
mp
era
tura
20 °C 4.08 3.94 3.95 3.98 3.98
25 °C 4.08 3.95 3.95 3.99 3.96
30 °C 4.08 3.98 3.97 3.97 3.96
35 °C 4.08 3.98 3.98 4.00 3.98
37 °C 4.08 3.97 3.98 3.97 3.97
Fe
rme
nto
No
.5
% A
RT
´s
10 % 4.08 4.05 4.03 4.03 4.03
11 % 4.08 4.03 4.03 4.03 4.02
14 % 4.08 3.98 3.98 4.00 3.98
19 % 4.08 4.00 4.02 4.00 3.98
27 % 4.08 4.03 4.02 4.01 4.01
43
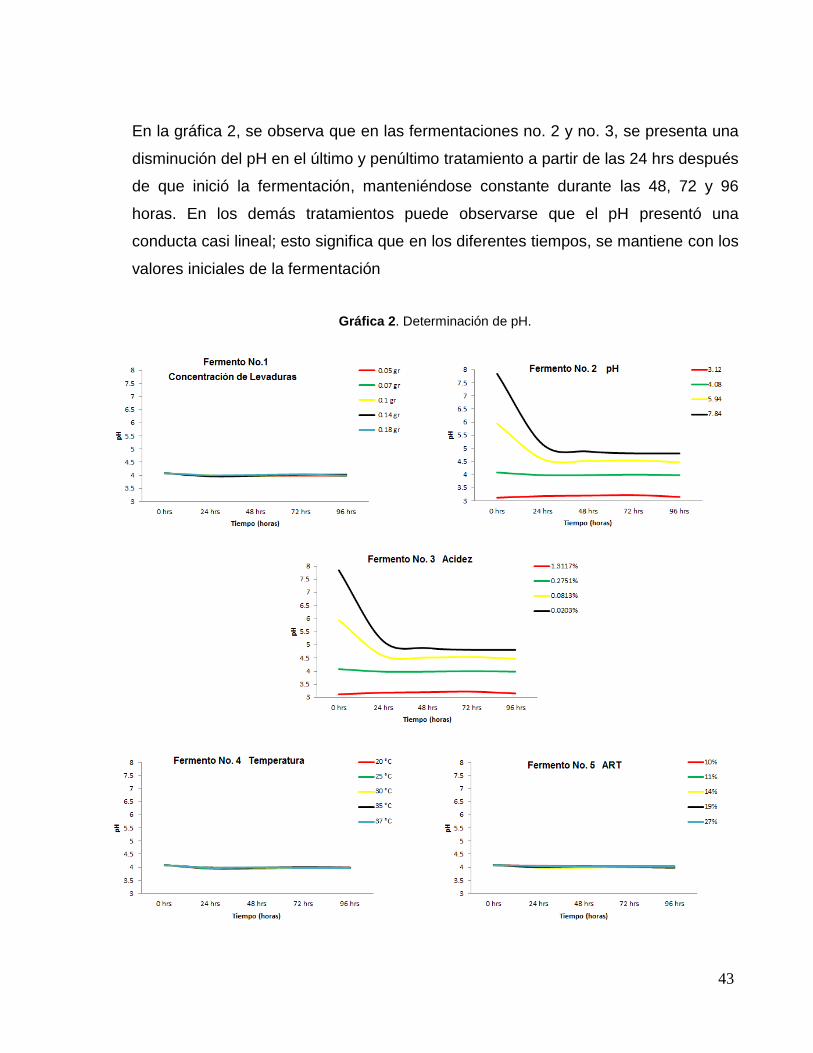
En la gráfica 2, se observa que en las fermentaciones no. 2 y no. 3, se presenta una
disminución del pH en el último y penúltimo tratamiento a partir de las 24 hrs después
de que inició la fermentación, manteniéndose constante durante las 48, 72 y 96
horas. En los demás tratamientos puede observarse que el pH presentó una
conducta casi lineal; esto significa que en los diferentes tiempos, se mantiene con los
valores iniciales de la fermentación
Gráfica 2. Determinación de pH.
44
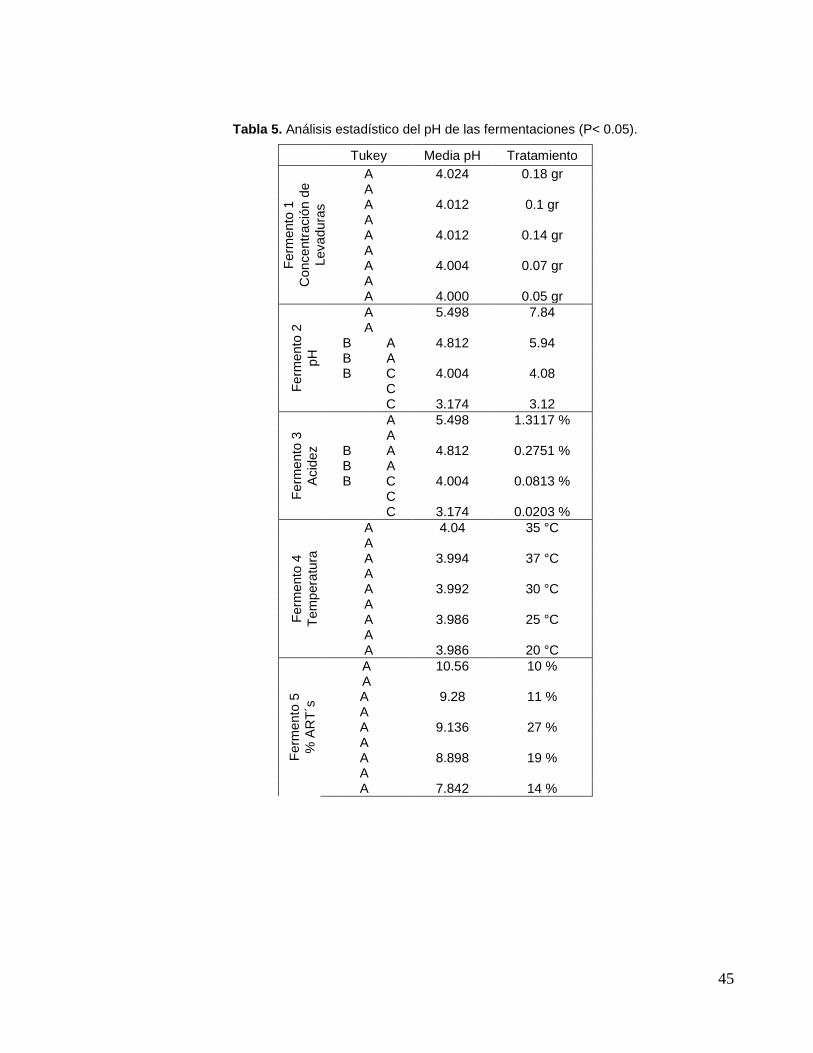
En la tabla 5, se muestran los resultados estadísticos del comportamiento del pH
determinado durante la fermentación, donde se puede observar que las
fermentaciones no. 1, no. 4 y no. 5 no muestran diferencias significativas entre los
tratamientos, mientras que las fermentaciones no. 2 y no. 3 presentan una diferencia
significativa y un comportamiento similar entre ellos.
Estos resultados también pueden observarse en la gráfica 2, donde el último y
penúltimo tratamiento de las fermentaciones no. 2 y no. 3 tienen un comportamiento
que tiende a disminuir conforme transcurre el tiempo, manteniéndose constantes en
las 48, 72 y 96 horas, sin embargo, los demás tratamientos mantienen un
comportamiento casi lineal.
Numéricamente, el tratamiento con la media más alta determinada en el análisis
estadístico del pH de las diferentes fermentaciones, en base a la prueba de Tukey;
es el tratamiento del 10 % de ART’s ya que presenta una media de 10.56, aún
cuando no presenta diferencias significativas con los demás tratamientos y a pesar
de que gráficamente tampoco se encuentra una relevancia diferente de los demás
tratamientos graficados.
45
Tabla 5. Análisis estadístico del pH de las fermentaciones (P< 0.05).
Tukey Media pH Tratamiento
Ferm
ento
1
Concentr
ació
n d
e
Levadura
s
A 4.024 0.18 gr A A 4.012 0.1 gr A A 4.012 0.14 gr A A 4.004 0.07 gr A A 4.000 0.05 gr
Ferm
ento
2
pH
A 5.498 7.84 A
B A 4.812 5.94 B A B C 4.004 4.08
C C 3.174 3.12
Ferm
ento
3
Acid
ez
A 5.498 1.3117 % A
B A 4.812 0.2751 % B A B C 4.004 0.0813 %
C C 3.174 0.0203 %
Ferm
ento
4
Tem
pera
tura
A 4.04 35 °C A A 3.994 37 °C A A 3.992 30 °C A A 3.986 25 °C A A 3.986 20 °C
Ferm
ento
5
% A
RT
´s
A 10.56 10 % A
A 9.28 11 %
A
A 9.136 27 %
A
A 8.898 19 %
A
A 7.842 14 %
46
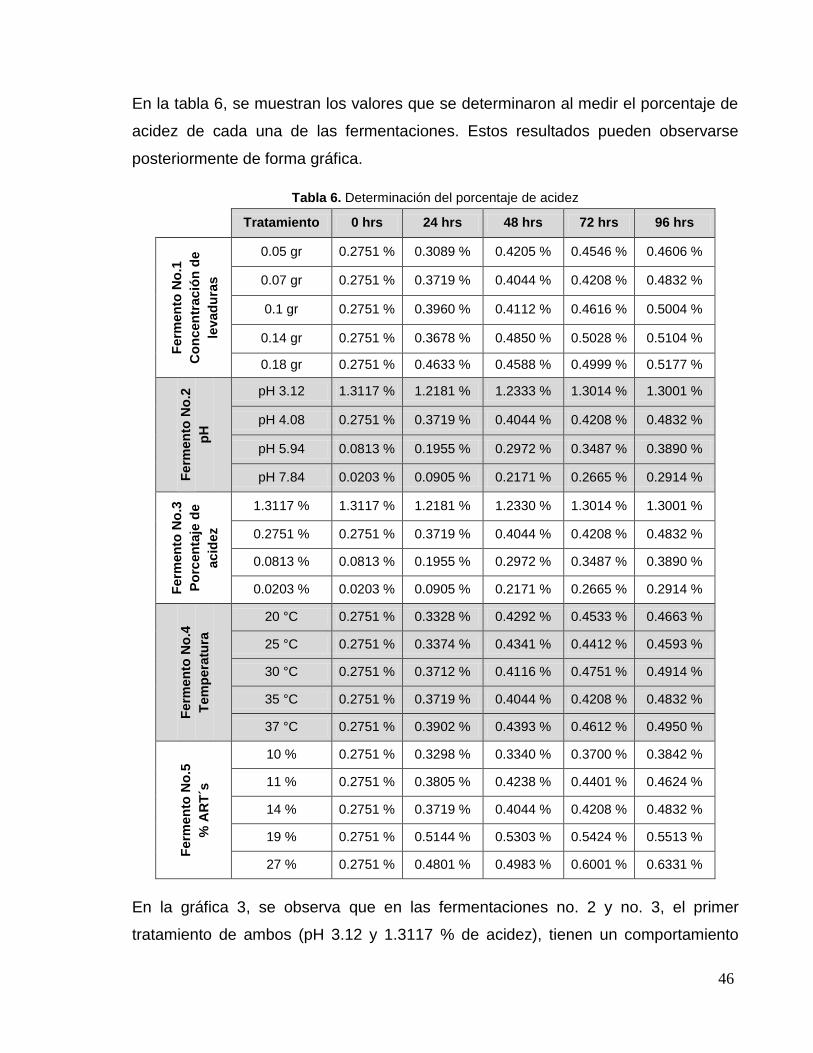
En la tabla 6, se muestran los valores que se determinaron al medir el porcentaje de
acidez de cada una de las fermentaciones. Estos resultados pueden observarse
posteriormente de forma gráfica.
Tabla 6. Determinación del porcentaje de acidez
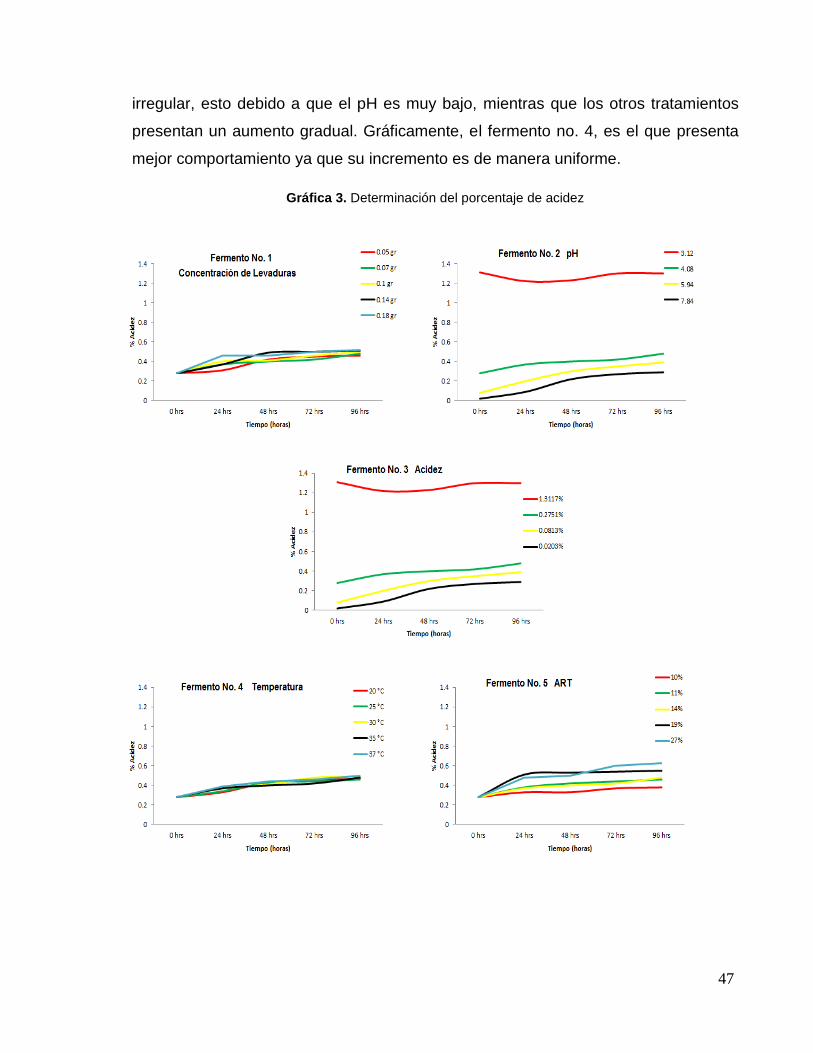
En la gráfica 3, se observa que en las fermentaciones no. 2 y no. 3, el primer
tratamiento de ambos (pH 3.12 y 1.3117 % de acidez), tienen un comportamiento
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Ferm
en
to N
o.1
Co
ncen
trac
ión
de
levad
ura
s
0.05 gr 0.2751 % 0.3089 % 0.4205 % 0.4546 % 0.4606 %
0.07 gr 0.2751 % 0.3719 % 0.4044 % 0.4208 % 0.4832 %
0.1 gr 0.2751 % 0.3960 % 0.4112 % 0.4616 % 0.5004 %
0.14 gr 0.2751 % 0.3678 % 0.4850 % 0.5028 % 0.5104 %
0.18 gr 0.2751 % 0.4633 % 0.4588 % 0.4999 % 0.5177 %
Ferm
en
to N
o.2
pH
pH 3.12 1.3117 % 1.2181 % 1.2333 % 1.3014 % 1.3001 %
pH 4.08 0.2751 % 0.3719 % 0.4044 % 0.4208 % 0.4832 %
pH 5.94 0.0813 % 0.1955 % 0.2972 % 0.3487 % 0.3890 %
pH 7.84 0.0203 % 0.0905 % 0.2171 % 0.2665 % 0.2914 %
Ferm
en
to N
o.3
Po
rcen
taje
de
acid
ez
1.3117 % 1.3117 % 1.2181 % 1.2330 % 1.3014 % 1.3001 %
0.2751 % 0.2751 % 0.3719 % 0.4044 % 0.4208 % 0.4832 %
0.0813 % 0.0813 % 0.1955 % 0.2972 % 0.3487 % 0.3890 %
0.0203 % 0.0203 % 0.0905 % 0.2171 % 0.2665 % 0.2914 %
Ferm
en
to N
o.4
Tem
pera
tura
20 °C 0.2751 % 0.3328 % 0.4292 % 0.4533 % 0.4663 %
25 °C 0.2751 % 0.3374 % 0.4341 % 0.4412 % 0.4593 %
30 °C 0.2751 % 0.3712 % 0.4116 % 0.4751 % 0.4914 %
35 °C 0.2751 % 0.3719 % 0.4044 % 0.4208 % 0.4832 %
37 °C 0.2751 % 0.3902 % 0.4393 % 0.4612 % 0.4950 %
Ferm
en
to N
o.5
% A
RT
´s
10 % 0.2751 % 0.3298 % 0.3340 % 0.3700 % 0.3842 %
11 % 0.2751 % 0.3805 % 0.4238 % 0.4401 % 0.4624 %
14 % 0.2751 % 0.3719 % 0.4044 % 0.4208 % 0.4832 %
19 % 0.2751 % 0.5144 % 0.5303 % 0.5424 % 0.5513 %
27 % 0.2751 % 0.4801 % 0.4983 % 0.6001 % 0.6331 %
47
irregular, esto debido a que el pH es muy bajo, mientras que los otros tratamientos
presentan un aumento gradual. Gráficamente, el fermento no. 4, es el que presenta
mejor comportamiento ya que su incremento es de manera uniforme.
Gráfica 3. Determinación del porcentaje de acidez
48
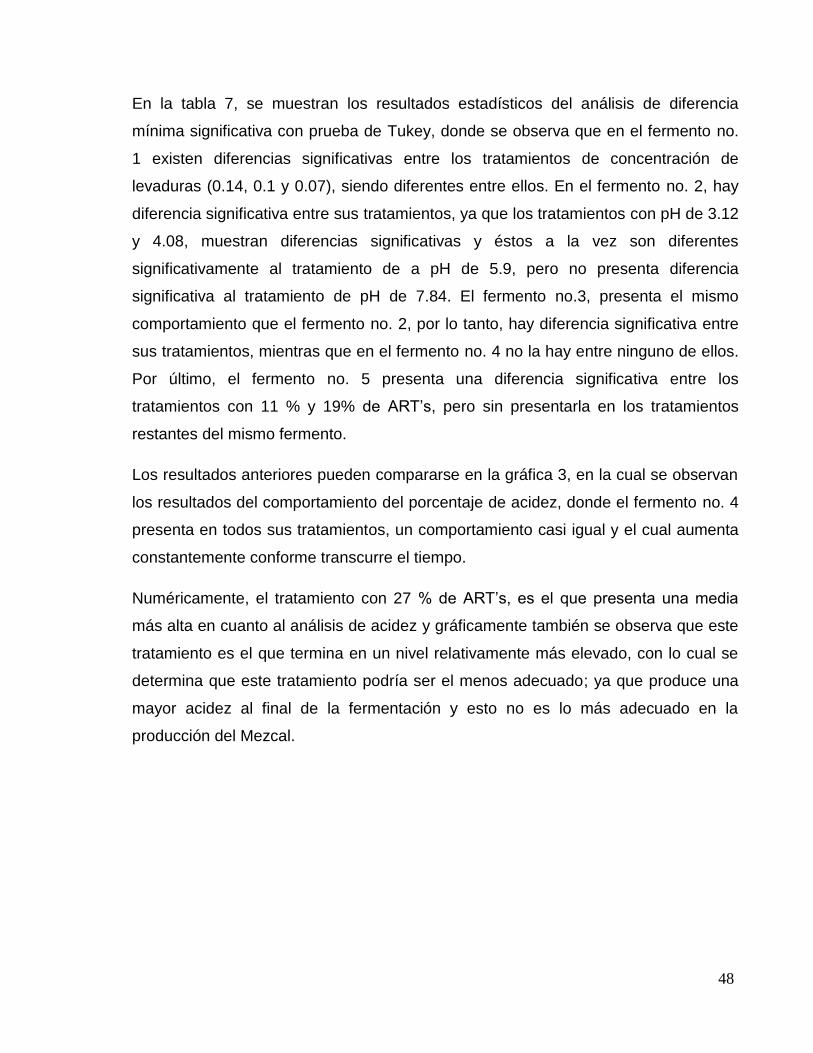
En la tabla 7, se muestran los resultados estadísticos del análisis de diferencia
mínima significativa con prueba de Tukey, donde se observa que en el fermento no.
1 existen diferencias significativas entre los tratamientos de concentración de
levaduras (0.14, 0.1 y 0.07), siendo diferentes entre ellos. En el fermento no. 2, hay
diferencia significativa entre sus tratamientos, ya que los tratamientos con pH de 3.12
y 4.08, muestran diferencias significativas y éstos a la vez son diferentes
significativamente al tratamiento de a pH de 5.9, pero no presenta diferencia
significativa al tratamiento de pH de 7.84. El fermento no.3, presenta el mismo
comportamiento que el fermento no. 2, por lo tanto, hay diferencia significativa entre
sus tratamientos, mientras que en el fermento no. 4 no la hay entre ninguno de ellos.
Por último, el fermento no. 5 presenta una diferencia significativa entre los
tratamientos con 11 % y 19% de ART’s, pero sin presentarla en los tratamientos
restantes del mismo fermento.
Los resultados anteriores pueden compararse en la gráfica 3, en la cual se observan
los resultados del comportamiento del porcentaje de acidez, donde el fermento no. 4
presenta en todos sus tratamientos, un comportamiento casi igual y el cual aumenta
constantemente conforme transcurre el tiempo.
Numéricamente, el tratamiento con 27 % de ART’s, es el que presenta una media
más alta en cuanto al análisis de acidez y gráficamente también se observa que este
tratamiento es el que termina en un nivel relativamente más elevado, con lo cual se
determina que este tratamiento podría ser el menos adecuado; ya que produce una
mayor acidez al final de la fermentación y esto no es lo más adecuado en la
producción del Mezcal.
49
Tabla 7. Análisis estadístico del porcentaje de acidez de las fermentaciones (P< 0.05).
Tukey Media Acidez
Tratamiento
Ferm
ento
No.
1
Concentr
ació
n d
e leva
dura
s
A 0.444 0.18 gr
A
B A 0.43 0.14 gr
B A
B A 0.41 0.1 gr
B A
B A 0.39 0.07 gr
B
B 0.382 0.05 gr
Ferm
ento
No.2
pH
A 1.272 3.12
B 0.39 4.08
C 0.264 5.94
C C 0.178 7.84
Ferm
ento
No.
3
Acid
ez
A 1.272 0.02 %
B 0.39 0.08 %
C 0.264 0.28 %
C
C 0.178 1.31 %
Ferm
ento
No.
4
Tem
pera
tura
A 0.414 37 °C
A
A 0.406 30 °C
A
A 0.392 20 °C
A
A 0.39 25 °C
A
A 0.39 35 °C
Ferm
ento
No.
5
% A
RT
´s
A 0.498 27 %
A
A 0.482 19 %
B 0.396 11 %
B
B 0.39 14 %
B
B 0.338 10 %
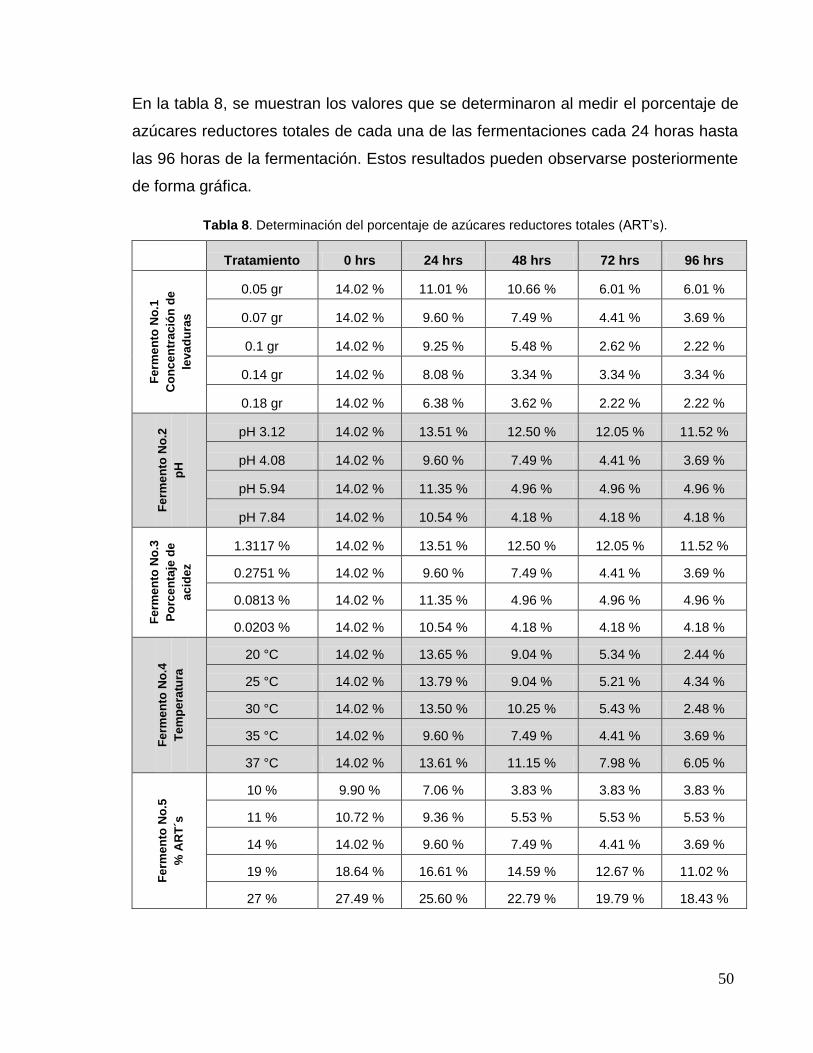
50
En la tabla 8, se muestran los valores que se determinaron al medir el porcentaje de
azúcares reductores totales de cada una de las fermentaciones cada 24 horas hasta
las 96 horas de la fermentación. Estos resultados pueden observarse posteriormente
de forma gráfica.
Tabla 8. Determinación del porcentaje de azúcares reductores totales (ART’s).
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Fe
rme
nto
No
.1
Co
nc
en
tra
ció
n d
e
lev
ad
ura
s
0.05 gr 14.02 % 11.01 % 10.66 % 6.01 % 6.01 %
0.07 gr 14.02 % 9.60 % 7.49 % 4.41 % 3.69 %
0.1 gr 14.02 % 9.25 % 5.48 % 2.62 % 2.22 %
0.14 gr 14.02 % 8.08 % 3.34 % 3.34 % 3.34 %
0.18 gr 14.02 % 6.38 % 3.62 % 2.22 % 2.22 %
Fe
rme
nto
No
.2
pH
pH 3.12 14.02 % 13.51 % 12.50 % 12.05 % 11.52 %
pH 4.08 14.02 % 9.60 % 7.49 % 4.41 % 3.69 %
pH 5.94 14.02 % 11.35 % 4.96 % 4.96 % 4.96 %
pH 7.84 14.02 % 10.54 % 4.18 % 4.18 % 4.18 %
Fe
rme
nto
No
.3
Po
rce
nta
je d
e
ac
idez
1.3117 % 14.02 % 13.51 % 12.50 % 12.05 % 11.52 %
0.2751 % 14.02 % 9.60 % 7.49 % 4.41 % 3.69 %
0.0813 % 14.02 % 11.35 % 4.96 % 4.96 % 4.96 %
0.0203 % 14.02 % 10.54 % 4.18 % 4.18 % 4.18 %
Fe
rme
nto
No
.4
Te
mp
era
tura
20 °C 14.02 % 13.65 % 9.04 % 5.34 % 2.44 %
25 °C 14.02 % 13.79 % 9.04 % 5.21 % 4.34 %
30 °C 14.02 % 13.50 % 10.25 % 5.43 % 2.48 %
35 °C 14.02 % 9.60 % 7.49 % 4.41 % 3.69 %
37 °C 14.02 % 13.61 % 11.15 % 7.98 % 6.05 %
Fe
rme
nto
No
.5
% A
RT
´s
10 % 9.90 % 7.06 % 3.83 % 3.83 % 3.83 %
11 % 10.72 % 9.36 % 5.53 % 5.53 % 5.53 %
14 % 14.02 % 9.60 % 7.49 % 4.41 % 3.69 %
19 % 18.64 % 16.61 % 14.59 % 12.67 % 11.02 %
27 % 27.49 % 25.60 % 22.79 % 19.79 % 18.43 %
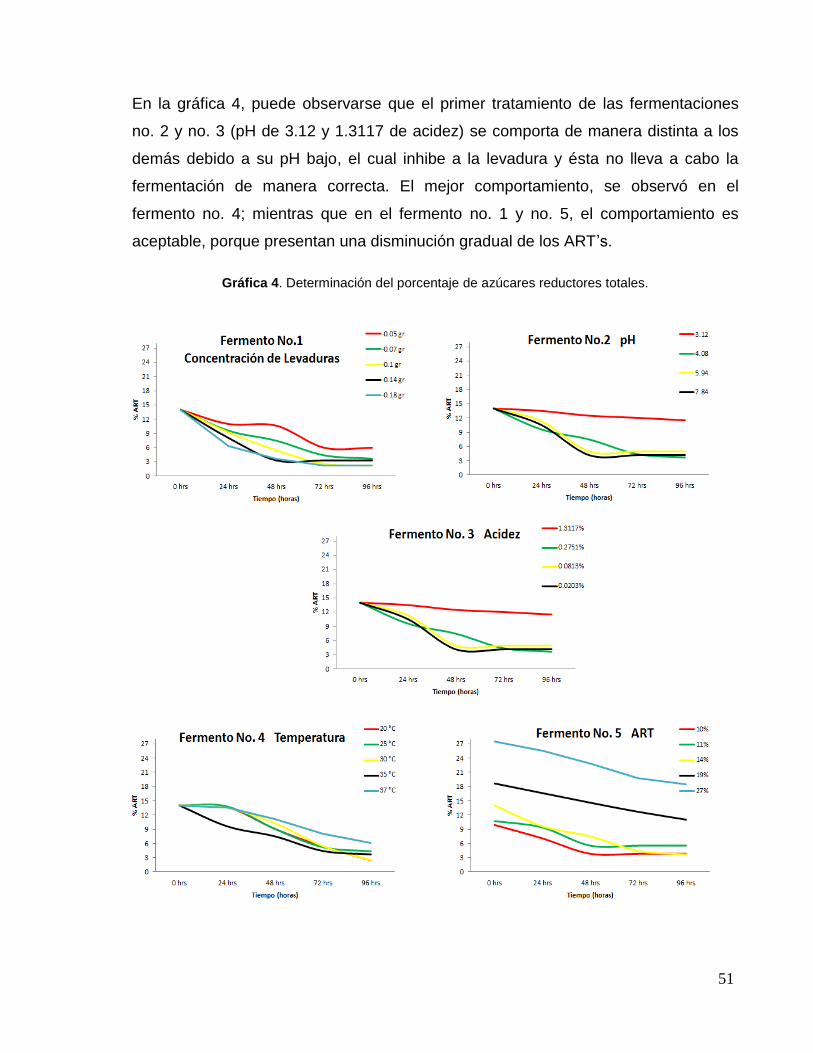
51
En la gráfica 4, puede observarse que el primer tratamiento de las fermentaciones
no. 2 y no. 3 (pH de 3.12 y 1.3117 de acidez) se comporta de manera distinta a los
demás debido a su pH bajo, el cual inhibe a la levadura y ésta no lleva a cabo la
fermentación de manera correcta. El mejor comportamiento, se observó en el
fermento no. 4; mientras que en el fermento no. 1 y no. 5, el comportamiento es
aceptable, porque presentan una disminución gradual de los ART’s.
Gráfica 4. Determinación del porcentaje de azúcares reductores totales.
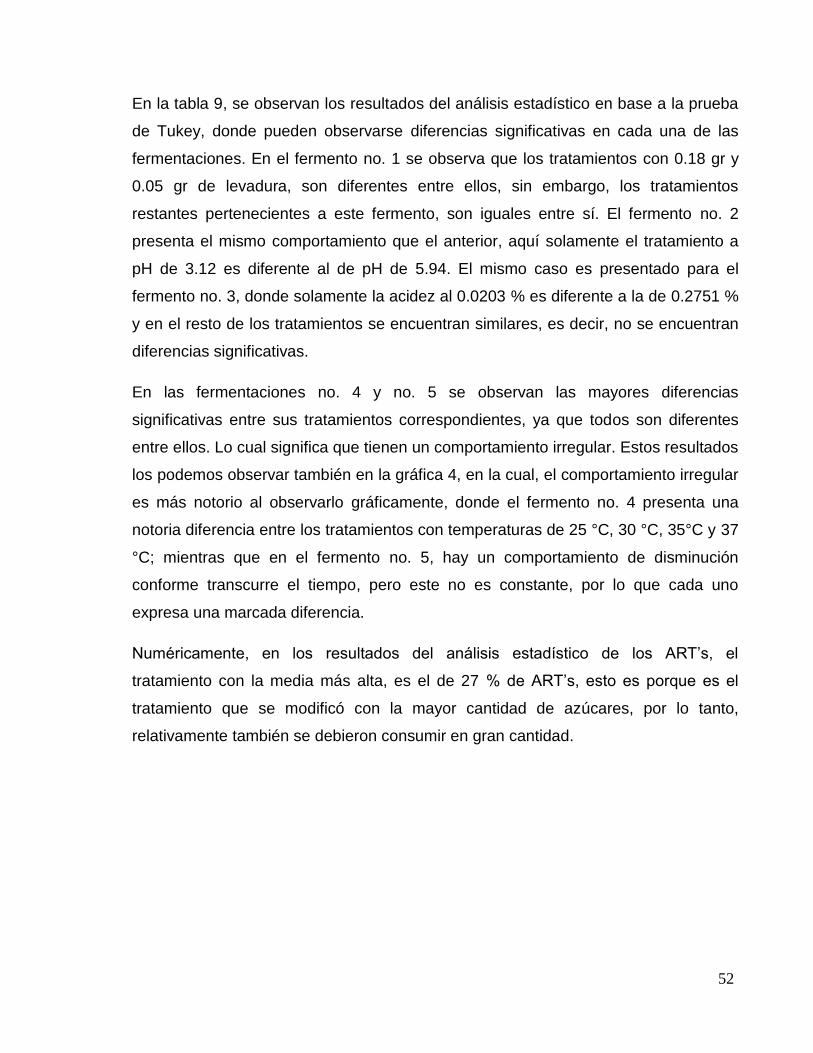
52
En la tabla 9, se observan los resultados del análisis estadístico en base a la prueba
de Tukey, donde pueden observarse diferencias significativas en cada una de las
fermentaciones. En el fermento no. 1 se observa que los tratamientos con 0.18 gr y
0.05 gr de levadura, son diferentes entre ellos, sin embargo, los tratamientos
restantes pertenecientes a este fermento, son iguales entre sí. El fermento no. 2
presenta el mismo comportamiento que el anterior, aquí solamente el tratamiento a
pH de 3.12 es diferente al de pH de 5.94. El mismo caso es presentado para el
fermento no. 3, donde solamente la acidez al 0.0203 % es diferente a la de 0.2751 %
y en el resto de los tratamientos se encuentran similares, es decir, no se encuentran
diferencias significativas.
En las fermentaciones no. 4 y no. 5 se observan las mayores diferencias
significativas entre sus tratamientos correspondientes, ya que todos son diferentes
entre ellos. Lo cual significa que tienen un comportamiento irregular. Estos resultados
los podemos observar también en la gráfica 4, en la cual, el comportamiento irregular
es más notorio al observarlo gráficamente, donde el fermento no. 4 presenta una
notoria diferencia entre los tratamientos con temperaturas de 25 °C, 30 °C, 35°C y 37
°C; mientras que en el fermento no. 5, hay un comportamiento de disminución
conforme transcurre el tiempo, pero este no es constante, por lo que cada uno
expresa una marcada diferencia.
Numéricamente, en los resultados del análisis estadístico de los ART’s, el
tratamiento con la media más alta, es el de 27 % de ART’s, esto es porque es el
tratamiento que se modificó con la mayor cantidad de azúcares, por lo tanto,
relativamente también se debieron consumir en gran cantidad.
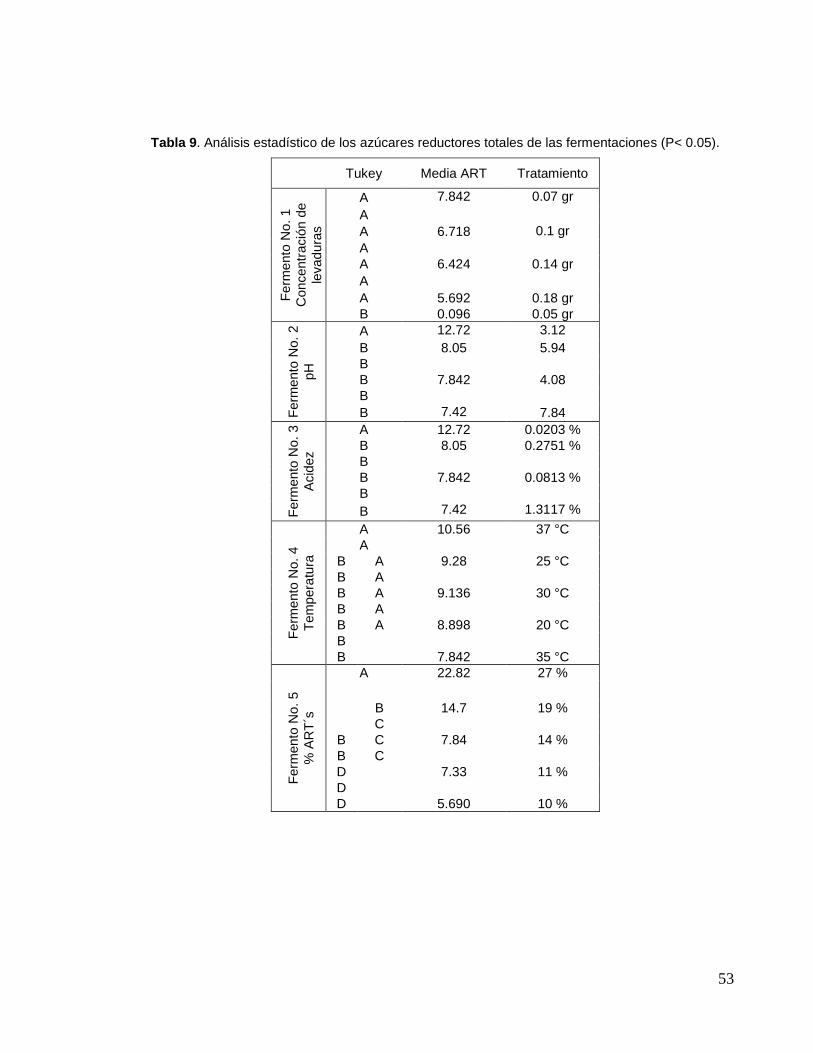
53
Tabla 9. Análisis estadístico de los azúcares reductores totales de las fermentaciones (P< 0.05).
Tukey Media ART Tratamiento
Ferm
ento
No.
1
Concentr
ació
n d
e
levad
ura
s
A 7.842 0.07 gr
A
A 6.718 0.1 gr
A
A 6.424 0.14 gr
A
A 5.692 0.18 gr
B 0.096 0.05 gr
Ferm
ento
No.
2
pH
A 12.72 3.12
B 8.05 5.94
B
B 7.842 4.08
B
B 7.42 7.84
Ferm
ento
No.
3
Acid
ez
A 12.72 0.0203 %
B 8.05 0.2751 %
B
B 7.842 0.0813 %
B
B 7.42 1.3117 %
Ferm
ento
No.
4
Tem
pera
tura
A 10.56 37 °C
A
B A 9.28 25 °C
B A
B A 9.136 30 °C
B A
B A 8.898 20 °C
B
B 7.842 35 °C
Ferm
ento
No.
5
% A
RT
´s
A 22.82 27 %
B 14.7 19 %
C
B C 7.84 14 %
B C
D 7.33 11 %
D
D 5.690 10 %
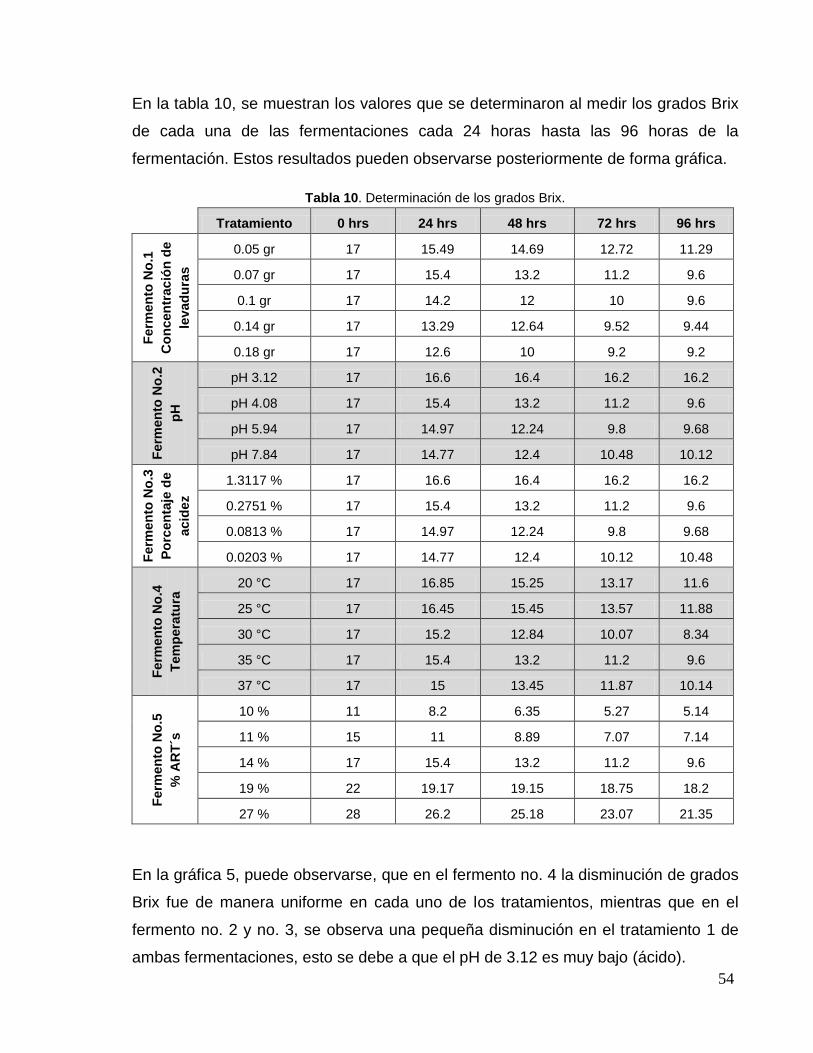
54
En la tabla 10, se muestran los valores que se determinaron al medir los grados Brix
de cada una de las fermentaciones cada 24 horas hasta las 96 horas de la
fermentación. Estos resultados pueden observarse posteriormente de forma gráfica.
Tabla 10. Determinación de los grados Brix.
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Ferm
en
to N
o.1
Co
ncen
trac
ión
de
levad
ura
s
0.05 gr 17 15.49 14.69 12.72 11.29
0.07 gr 17 15.4 13.2 11.2 9.6
0.1 gr 17 14.2 12 10 9.6
0.14 gr 17 13.29 12.64 9.52 9.44
0.18 gr 17 12.6 10 9.2 9.2
Ferm
en
to N
o.2
pH
pH 3.12 17 16.6 16.4 16.2 16.2
pH 4.08 17 15.4 13.2 11.2 9.6
pH 5.94 17 14.97 12.24 9.8 9.68
pH 7.84 17 14.77 12.4 10.48 10.12
Ferm
en
to N
o.3
Po
rcen
taje
de
acid
ez
1.3117 % 17 16.6 16.4 16.2 16.2
0.2751 % 17 15.4 13.2 11.2 9.6
0.0813 % 17 14.97 12.24 9.8 9.68
0.0203 % 17 14.77 12.4 10.12 10.48
Ferm
en
to N
o.4
Tem
pera
tura
20 °C 17 16.85 15.25 13.17 11.6
25 °C 17 16.45 15.45 13.57 11.88
30 °C 17 15.2 12.84 10.07 8.34
35 °C 17 15.4 13.2 11.2 9.6
37 °C 17 15 13.45 11.87 10.14
Ferm
en
to N
o.5
% A
RT
´s
10 % 11 8.2 6.35 5.27 5.14
11 % 15 11 8.89 7.07 7.14
14 % 17 15.4 13.2 11.2 9.6
19 % 22 19.17 19.15 18.75 18.2
27 % 28 26.2 25.18 23.07 21.35
En la gráfica 5, puede observarse, que en el fermento no. 4 la disminución de grados
Brix fue de manera uniforme en cada uno de los tratamientos, mientras que en el
fermento no. 2 y no. 3, se observa una pequeña disminución en el tratamiento 1 de
ambas fermentaciones, esto se debe a que el pH de 3.12 es muy bajo (ácido).
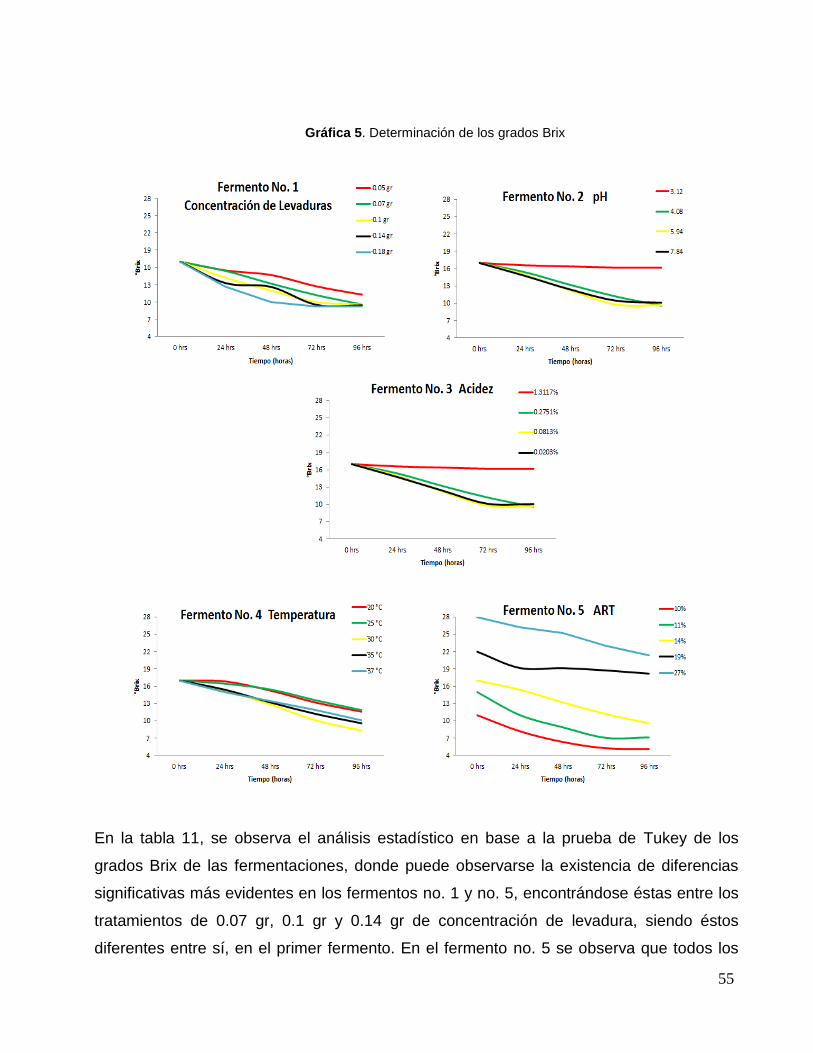
55
Gráfica 5. Determinación de los grados Brix
En la tabla 11, se observa el análisis estadístico en base a la prueba de Tukey de los
grados Brix de las fermentaciones, donde puede observarse la existencia de diferencias
significativas más evidentes en los fermentos no. 1 y no. 5, encontrándose éstas entre los
tratamientos de 0.07 gr, 0.1 gr y 0.14 gr de concentración de levadura, siendo éstos
diferentes entre sí, en el primer fermento. En el fermento no. 5 se observa que todos los
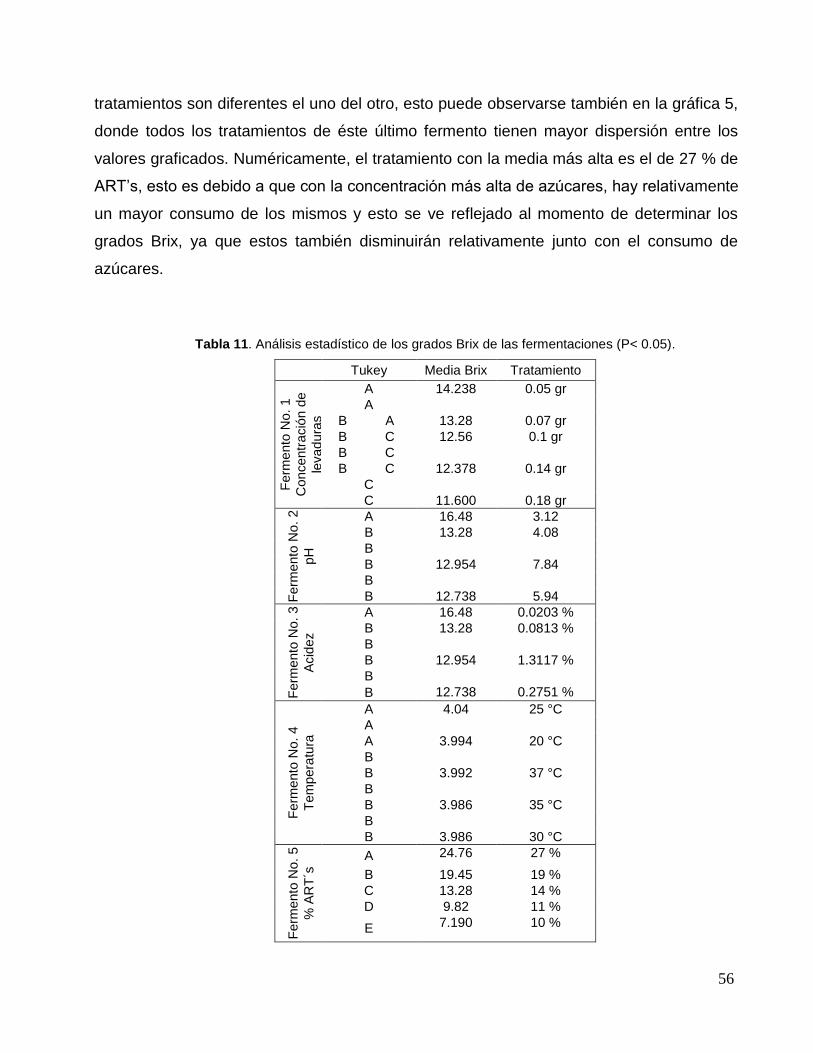
56
tratamientos son diferentes el uno del otro, esto puede observarse también en la gráfica 5,
donde todos los tratamientos de éste último fermento tienen mayor dispersión entre los
valores graficados. Numéricamente, el tratamiento con la media más alta es el de 27 % de
ART’s, esto es debido a que con la concentración más alta de azúcares, hay relativamente
un mayor consumo de los mismos y esto se ve reflejado al momento de determinar los
grados Brix, ya que estos también disminuirán relativamente junto con el consumo de
azúcares.
Tabla 11. Análisis estadístico de los grados Brix de las fermentaciones (P< 0.05).
Tukey Media Brix Tratamiento
Ferm
ento
No.
1
Concentr
ació
n d
e
levad
ura
s
A 14.238 0.05 gr
A
B A 13.28 0.07 gr
B C 12.56 0.1 gr
B C
B C 12.378 0.14 gr
C
C 11.600 0.18 gr
Ferm
ento
No.
2
pH
A 16.48 3.12
B 13.28 4.08
B
B 12.954 7.84
B
B 12.738 5.94
Ferm
ento
No.
3
Acid
ez
A 16.48 0.0203 %
B 13.28 0.0813 %
B
B 12.954 1.3117 %
B
B 12.738 0.2751 %
Ferm
ento
No.
4
Tem
pera
tura
A 4.04 25 °C
A
A 3.994 20 °C
B
B 3.992 37 °C
B
B 3.986 35 °C
B
B 3.986 30 °C
Ferm
ento
No.
5
% A
RT
´s
A 24.76 27 %
B 19.45 19 %
C 13.28 14 %
D 9.82 11 %
E 7.190 10 %
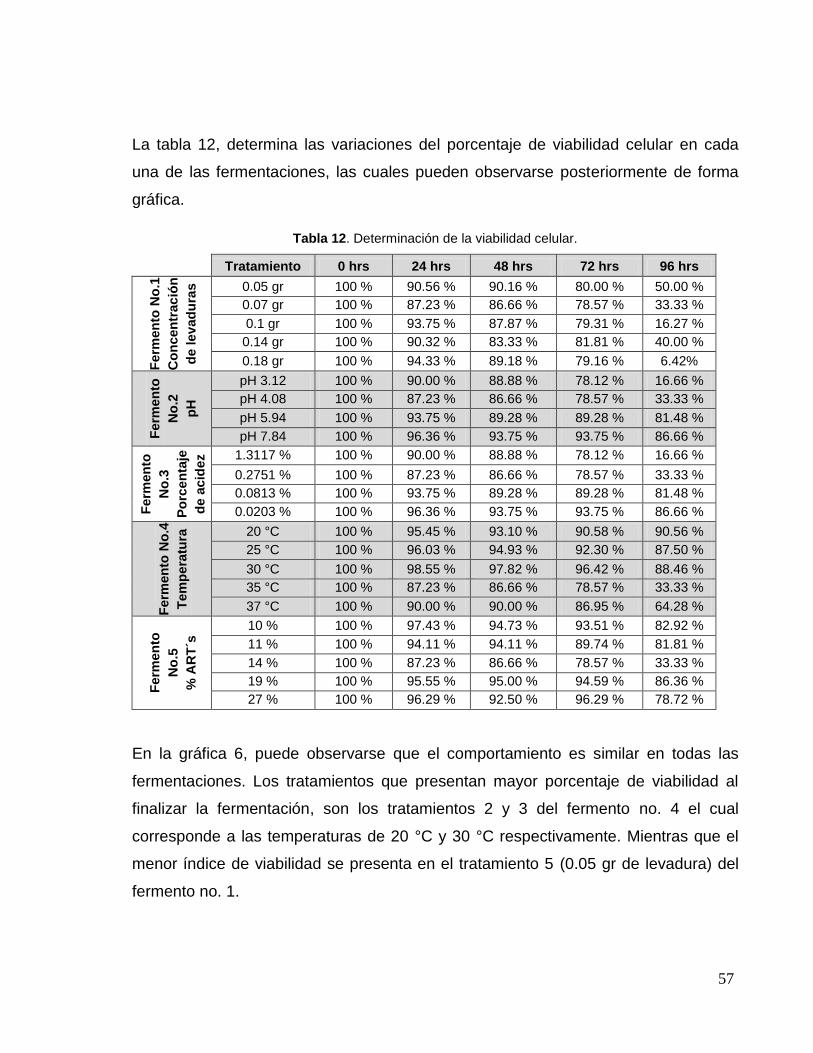
57
La tabla 12, determina las variaciones del porcentaje de viabilidad celular en cada
una de las fermentaciones, las cuales pueden observarse posteriormente de forma
gráfica.
Tabla 12. Determinación de la viabilidad celular.
Tratamiento 0 hrs 24 hrs 48 hrs 72 hrs 96 hrs
Ferm
en
to N
o.1
Co
ncen
trac
ión
de lev
ad
ura
s
0.05 gr 100 % 90.56 % 90.16 % 80.00 % 50.00 %
0.07 gr 100 % 87.23 % 86.66 % 78.57 % 33.33 %
0.1 gr 100 % 93.75 % 87.87 % 79.31 % 16.27 %
0.14 gr 100 % 90.32 % 83.33 % 81.81 % 40.00 %
0.18 gr 100 % 94.33 % 89.18 % 79.16 % 6.42%
Ferm
en
to
No
.2
pH
pH 3.12 100 % 90.00 % 88.88 % 78.12 % 16.66 %
pH 4.08 100 % 87.23 % 86.66 % 78.57 % 33.33 %
pH 5.94 100 % 93.75 % 89.28 % 89.28 % 81.48 %
pH 7.84 100 % 96.36 % 93.75 % 93.75 % 86.66 %
Ferm
en
to
No
.3
Po
rcen
taje
de a
cid
ez 1.3117 % 100 % 90.00 % 88.88 % 78.12 % 16.66 %
0.2751 % 100 % 87.23 % 86.66 % 78.57 % 33.33 %
0.0813 % 100 % 93.75 % 89.28 % 89.28 % 81.48 %
0.0203 % 100 % 96.36 % 93.75 % 93.75 % 86.66 %
Ferm
en
to N
o.4
Tem
pera
tura
20 °C 100 % 95.45 % 93.10 % 90.58 % 90.56 %
25 °C 100 % 96.03 % 94.93 % 92.30 % 87.50 %
30 °C 100 % 98.55 % 97.82 % 96.42 % 88.46 %
35 °C 100 % 87.23 % 86.66 % 78.57 % 33.33 %
37 °C 100 % 90.00 % 90.00 % 86.95 % 64.28 %
Ferm
en
to
No
.5
% A
RT
´s 10 % 100 % 97.43 % 94.73 % 93.51 % 82.92 %
11 % 100 % 94.11 % 94.11 % 89.74 % 81.81 %
14 % 100 % 87.23 % 86.66 % 78.57 % 33.33 %
19 % 100 % 95.55 % 95.00 % 94.59 % 86.36 %
27 % 100 % 96.29 % 92.50 % 96.29 % 78.72 %
En la gráfica 6, puede observarse que el comportamiento es similar en todas las
fermentaciones. Los tratamientos que presentan mayor porcentaje de viabilidad al
finalizar la fermentación, son los tratamientos 2 y 3 del fermento no. 4 el cual
corresponde a las temperaturas de 20 °C y 30 °C respectivamente. Mientras que el
menor índice de viabilidad se presenta en el tratamiento 5 (0.05 gr de levadura) del
fermento no. 1.
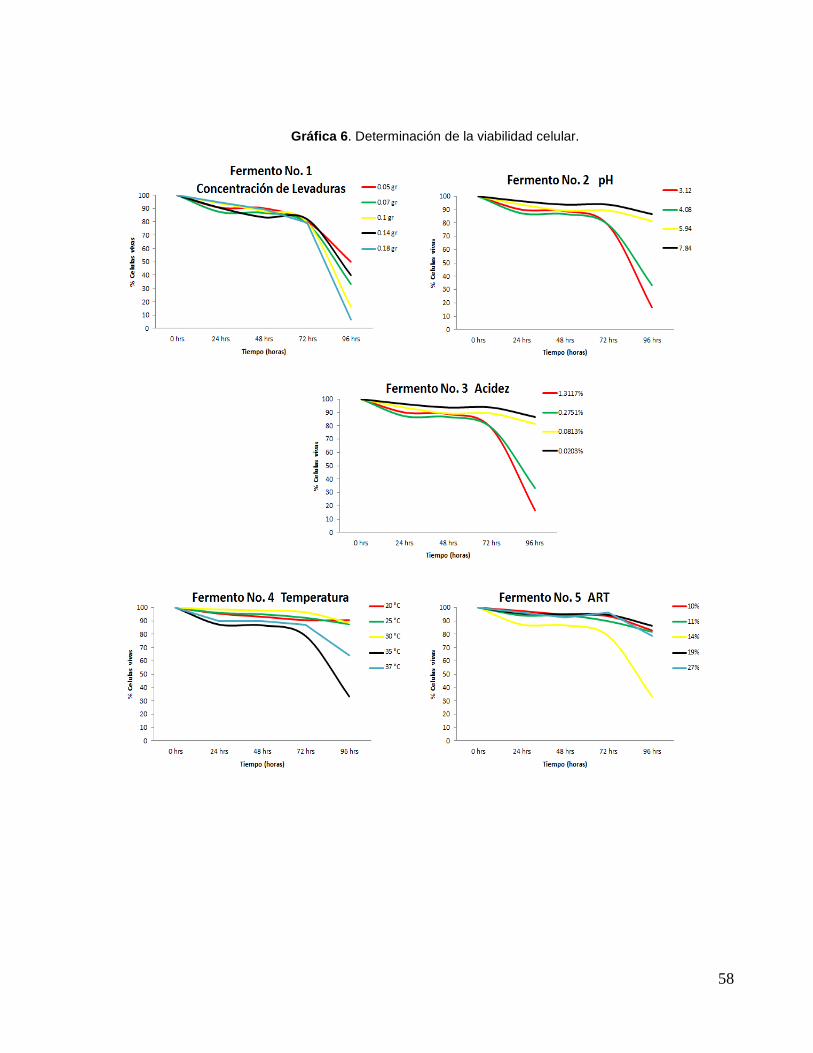
58
Gráfica 6. Determinación de la viabilidad celular.
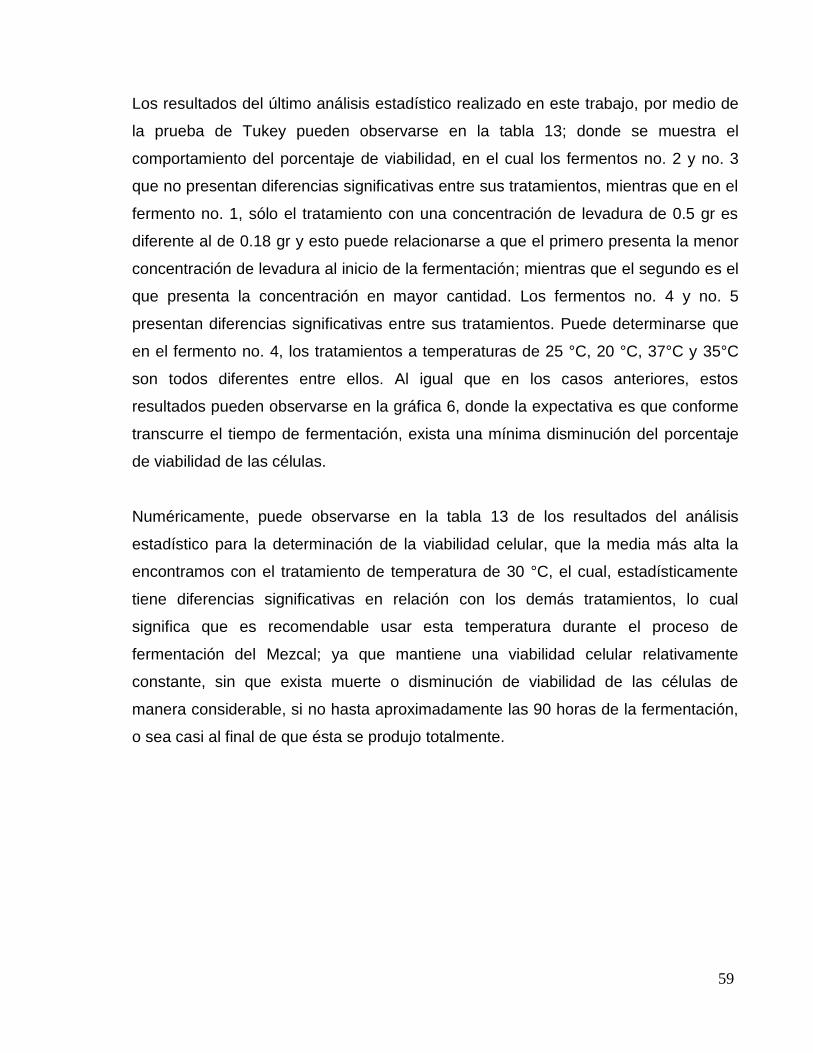
59
Los resultados del último análisis estadístico realizado en este trabajo, por medio de
la prueba de Tukey pueden observarse en la tabla 13; donde se muestra el
comportamiento del porcentaje de viabilidad, en el cual los fermentos no. 2 y no. 3
que no presentan diferencias significativas entre sus tratamientos, mientras que en el
fermento no. 1, sólo el tratamiento con una concentración de levadura de 0.5 gr es
diferente al de 0.18 gr y esto puede relacionarse a que el primero presenta la menor
concentración de levadura al inicio de la fermentación; mientras que el segundo es el
que presenta la concentración en mayor cantidad. Los fermentos no. 4 y no. 5
presentan diferencias significativas entre sus tratamientos. Puede determinarse que
en el fermento no. 4, los tratamientos a temperaturas de 25 °C, 20 °C, 37°C y 35°C
son todos diferentes entre ellos. Al igual que en los casos anteriores, estos
resultados pueden observarse en la gráfica 6, donde la expectativa es que conforme
transcurre el tiempo de fermentación, exista una mínima disminución del porcentaje
de viabilidad de las células.
Numéricamente, puede observarse en la tabla 13 de los resultados del análisis
estadístico para la determinación de la viabilidad celular, que la media más alta la
encontramos con el tratamiento de temperatura de 30 °C, el cual, estadísticamente
tiene diferencias significativas en relación con los demás tratamientos, lo cual
significa que es recomendable usar esta temperatura durante el proceso de
fermentación del Mezcal; ya que mantiene una viabilidad celular relativamente
constante, sin que exista muerte o disminución de viabilidad de las células de
manera considerable, si no hasta aproximadamente las 90 horas de la fermentación,
o sea casi al final de que ésta se produjo totalmente.
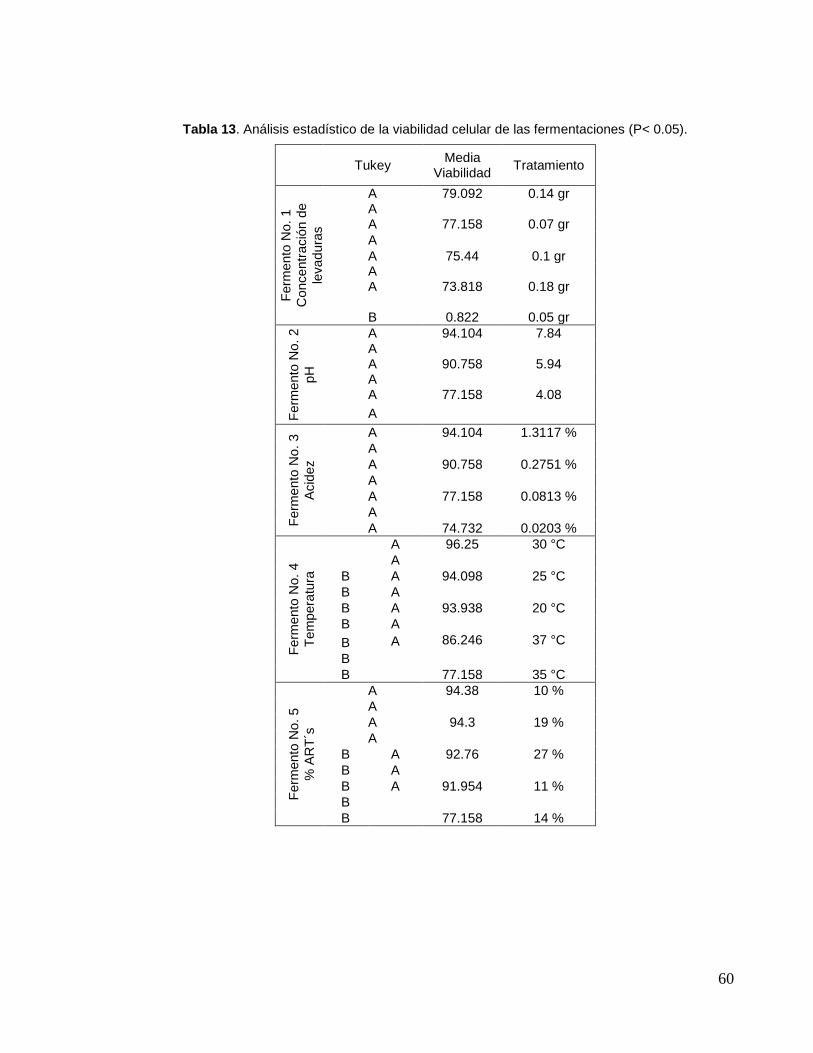
60
Tabla 13. Análisis estadístico de la viabilidad celular de las fermentaciones (P< 0.05).
Tukey Media
Viabilidad Tratamiento
Ferm
ento
No.
1
Concentr
ació
n d
e
levad
ura
s
A 79.092 0.14 gr A A 77.158 0.07 gr
A
A 75.44 0.1 gr A A 73.818 0.18 gr B 0.822 0.05 gr
Ferm
ento
No.
2
pH
A 94.104 7.84 A A 90.758 5.94 A A 77.158 4.08
A
Ferm
ento
No.
3
Acid
ez
A 94.104 1.3117 %
A
A 90.758 0.2751 %
A
A 77.158 0.0813 %
A
A 74.732 0.0203 %
Ferm
ento
No.
4
Tem
pera
tura
A 96.25 30 °C
A
B A 94.098 25 °C
B A
B A 93.938 20 °C
B A
B A 86.246 37 °C
B
B 77.158 35 °C
Ferm
ento
No.
5
% A
RT
´s
A 94.38 10 %
A
A 94.3 19 %
A
B A 92.76 27 %
B A
B A 91.954 11 %
B
B 77.158 14 %
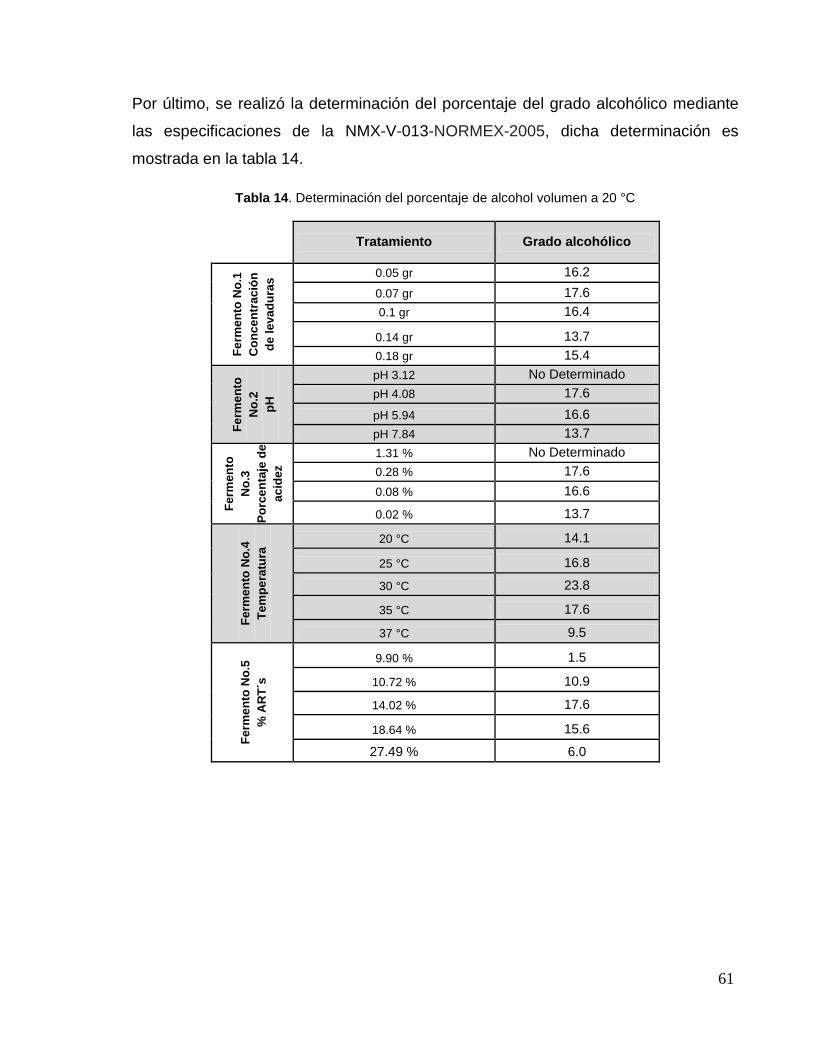
61
Por último, se realizó la determinación del porcentaje del grado alcohólico mediante
las especificaciones de la NMX-V-013-NORMEX-2005, dicha determinación es
mostrada en la tabla 14.
Tabla 14. Determinación del porcentaje de alcohol volumen a 20 °C
Tratamiento Grado alcohólico
Fe
rme
nto
No
.1
Co
nc
en
tra
ció
n
de
le
va
du
ras
0.05 gr 16.2
0.07 gr 17.6
0.1 gr 16.4
0.14 gr 13.7
0.18 gr 15.4
Fe
rme
nto
No
.2
pH
pH 3.12 No Determinado
pH 4.08 17.6
pH 5.94 16.6
pH 7.84 13.7
Fe
rme
nto
No
.3
Po
rce
nta
je d
e
ac
idez
1.31 % No Determinado
0.28 % 17.6
0.08 % 16.6
0.02 % 13.7
Fe
rme
nto
No
.4
Te
mp
era
tura
20 °C 14.1
25 °C 16.8
30 °C 23.8
35 °C 17.6
37 °C 9.5
Fe
rme
nto
No
.5
% A
RT
´s
9.90 % 1.5
10.72 % 10.9
14.02 % 17.6
18.64 % 15.6
27.49 % 6.0
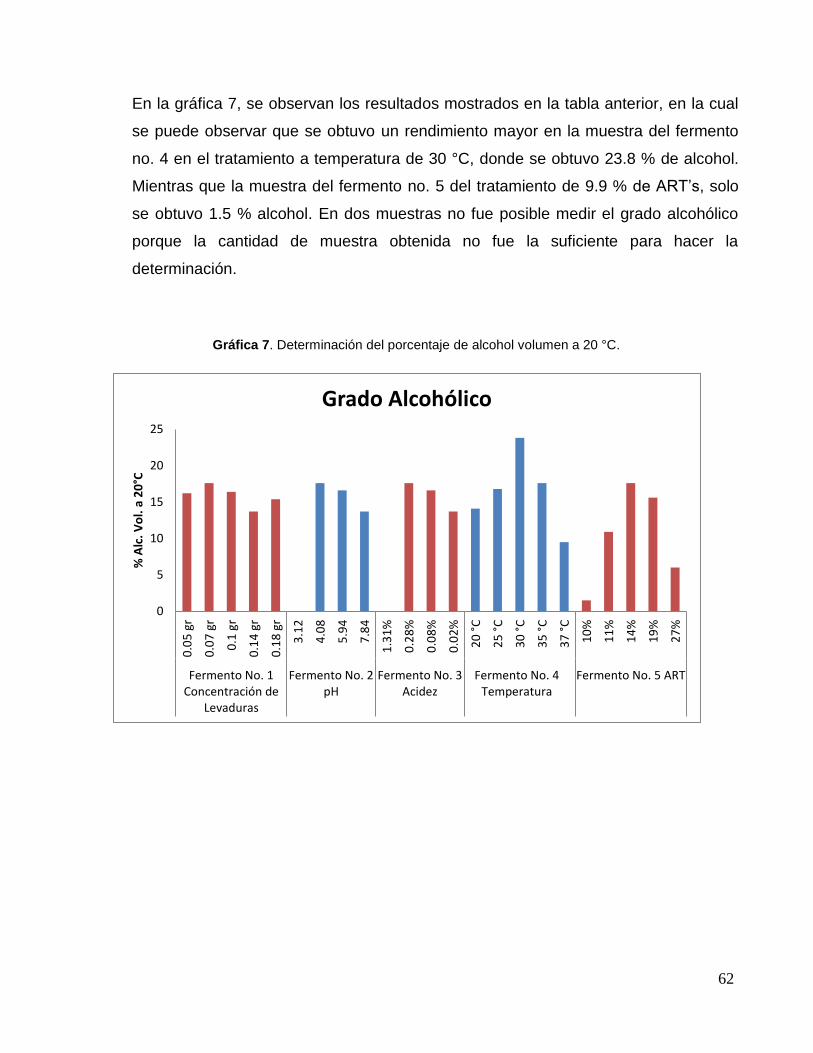
62
En la gráfica 7, se observan los resultados mostrados en la tabla anterior, en la cual
se puede observar que se obtuvo un rendimiento mayor en la muestra del fermento
no. 4 en el tratamiento a temperatura de 30 °C, donde se obtuvo 23.8 % de alcohol.
Mientras que la muestra del fermento no. 5 del tratamiento de 9.9 % de ART’s, solo
se obtuvo 1.5 % alcohol. En dos muestras no fue posible medir el grado alcohólico
porque la cantidad de muestra obtenida no fue la suficiente para hacer la
determinación.
Gráfica 7. Determinación del porcentaje de alcohol volumen a 20 °C.
0
5
10
15
20
25
0.0
5 g
r
0.0
7 g
r
0.1
gr
0.1
4 g
r
0.1
8 g
r
3.1
2
4.0
8
5.9
4
7.8
4
1.3
1%
0.2
8%
0.0
8%
0.0
2%
20
°C
25
°C
30
°C
35
°C
37
°C
10
%
11
%
14
%
19
%
27
%Fermento No. 1
Concentración deLevaduras
Fermento No. 2pH
Fermento No. 3Acidez
Fermento No. 4Temperatura
Fermento No. 5 ART
% A
lc. V
ol.
a 2
0°C
Grado Alcohólico
63
VIII.- CONCLUSIONES
Después de haber modificado las condiciones fisicoquímicas a las que se produjo la
fermentación de cinco mostos con valores iniciales iguales, con el fin de evaluar el
comportamiento que llevó a cabo la concentración de levaduras, pH, acidez,
temperatura, grados Brix, azúcares y porcentaje de viabilidad celular; se observó que
las mejores condiciones a las que las fermentaciones reaccionaron, fueron a una
concentración de levadura de 0.07 %, con un pH de 4.08, con 0.2751 % de acidez, a
17 °Brix, con 14 % de azúcares y a una temperatura de 30 °C; obteniendo con estas
condiciones, el mayor grado alcohólico para la producción de Mezcal
64
IX.- LITERATURA CITADA
Arellano, M. (1999). “Determinación del perfil de compuestos organolépticos de
cuatro cepas aisladas de jugo de Agave tequilana Weber var. Azul”. Tesis
de Maestría en Ciencias en Procesos Biotecnológicos de la Universidad
de Guadalajara.
Arrizon, J. (2001). “Efecto de la concentración de azúcar y la adición de nitrógeno
sobre el proceso de fermentación del tequila”. Tesis de Maestría en
Ciencias en Procesos.
Badui Dergal S. (1996). Química de los alimentos. Alambra Mexicana, México D.F.,
pág. 45-122.
Castillo Figa, M. (2003). Determinación de la edad fisiológica de cosecha más
apropiada del Agave tequilana var. Azul de acuerdo con la acumulación de
azúcares. Sistema de investigación José María Morelos. Informe final del
proyecto. Clave 20000305004. Centro de Investigación y Asistencia en
Tecnología y Diseño del Estado de Jalisco (CIATEJ).
Castillo M. G. (2004) Ensayos toxicológicos y métodos de evaluación de calidad de
aguas, estandarización, intercalibración, resultados y aplicaciones.
Instituto Mexicano de Tecnología del Agua.
Cedeño, M.(2003). “Tequila production from agave: historical influences and
contemporary process”, en The alcohol Textbook, fourth edition, Jacques,
K.A; Lyons, T.P.; Kelsall, D.R. (eds), Nottingham University Press.
CIATEJ (Centro de Investigación y Asistencia en Tecnología y Diseño del Estudio de
Jalisco) (2004). Ciencia y Tecnología del Tequila, Avances y Perspectivas
A.C. ISBN 970-9714-00-7.
65
De Anda V. M. A. (2013) Fuentes de contaminación en la industria del Mezcal de
Zacatecas. Tesis de licenciatura. Unidad Académica de Ciencias
Biológicas de la Universidad Autónoma de Zacatecas.
Davila H. (2001). Rectificación del Tequila en columna Continua. Tesis de
Licenciatura en Ingeniería Química. Universidad de Guadalajara. CUCEI.
Delgadillo R.L. (2010). Evaluación y cinética de degradabilidad in vitro por producción
de gas del subproducto “bagazo de Agave salmiana y weberi Cela de la
industria mezcalera”. Tesis de Maestría. Unidad Académica de Medicina
Veterinaria y Zootecnia, de la Universidad Autónoma de Zacatecas. 10
noviembre 2010.
DOF, Diario Oficial de la Federación (2012). Modificación a la Declaración General
de Protección de la denominación de Origen Mezcal. México.
Errázuriz T.C. (2010) Indicaciones Geográficas y Denominaciones de Origen.
Propiedad Intelectual en progreso. Revista Chilena de Derecho, vol. 37 pp.
207 – 239.
Esparza F. K. L. (2010) Producción de Mezcal en el Estado de Zacatecas. Tesina de
licenciatura. Unidad Académica de Ciencias Químicas de la Universidad
Autónoma de Zacatecas.
Gentry H. S. (1982).Agaves of continental North América. Arizona University Press.
Tucson Arizona.
Granados, S.D. (1993). Los agaves en México. México, Universidad Autónoma de
Chapingo.
Hernández A.; Alfaro I.; Arrieta A.; (2003). Microbiología Industrial. Editorial
Universidad Estatal a Distancia. 1ª. Edición. San José Costa Rica.
66
Kister H. Z. (1992). Destillation -Designer-.Ed. McGraw Hill. San Francisco.
Leauté R. (1992). Destillation in Alembic.American Journal of Enology and
Viticulture.41 (1), 90-103.
Lehninger, A.L. (1990). Bioquímica, las bases moleculares de la estructura y función
de la célula. 2da Edición, Omega, Barcelona.
Mancilla M.N.A.; López M.G. (2002). “Generation of Maillard compounds from inulin
during the thermal processing of Agave tequilana Weber var. azul”. Journal
Agricultural. Food Chemistry. 50:806-812.
MartínezS.M., Valdez C.R., Beltrán M. L. F., Murillo A.B., Troyo D. E. and Ortega R.
A. (2005). Distribution and Density of Maguey Plants in the Arid Zacatecas
Plateau, México. Journal of Arid Environments. 61(4): 525-534.
NMX-F-496-1987. Técnica modificada de Lane–Eynon para la medición de azúcares
reductores.
NMX-AA-008-SCFI-2000. Análisis de agua - determinación del pH, 2000. Secretaria
de Comercio y Fomento Industrial.
NOM-070-SCFI-1994. Bebidas Alcohólicas -Mezcal-Especificaciones (1994). Diario
Oficial de la Federación.
NMX-V-013-NORMEX-2005. Bebidas Alcohólicas-Determinación del Contenido
Alcohólico (Por ciento de Alcohol en Volumen a 293 K) (20ºC) (% Alc.
Vol.)-Métodos de ensayo (Prueba). Publicación de declaratoria de vigencia
en el Diario Oficial de la Federación el 23 de junio de 2005.
67
NOM-V-6-1983. Bebidas Alcohólicas- Azúcares Reductores Directos y Totales-
Método de Prueba. Secretaría de Comercio y Fomento Industrial.
Dirección General de Normas.
Nobel P. S. (1998). Los incomparables agaves y cactus. Trillas. México- 213.
Páez E. V. A. (2010) Bebidas fermentadas. Universidad del Valle Cali- Colombia. pp.
9.
Prado R.R. (2002). Destilación de Tequila y Mezcal. Factores que afectan en la
calidad del producto. Tesis Doctoral en Ciencias de Procesos
Biotecnológicos. Centro Universitario de Ciencias Exactas e Ingeniería.
Universidad de Guadalajara.
Pringle, J. R.; Broach, J. R.; Jones E. W.(1993). The Molecular and Cell Biology of
Saccharomyces cerevisiae, Vol. 3.Cell Cycle and Cell Biology. Cold Spring
Harbor Laboratory Press, Cold Spring Harbor NY
Miller D. D. (2001) Química de Alimentos, manual de laboratorio. Editorial Limusa S.
A- de C. V. ISBN 968185845x
Quiroz, M. J. (2000). Lo que quería saber del Mezcal y temía preguntar. Universidad
José Vasconcelos.
Reyes R. J. A (2008) Determinación de azúcares en el proceso de elaboración del
Mezcal. Tesis de licenciatura. Unidad Académica de Ciencias Químicas de
la Universidad Autónoma de Zacatecas.
Robinson, J. (1994). The Oxford Companion to wine. Oxford University Press,
Oxford.
68
Solís N. J. F.; Trujillo V. S. (2008).Propuesta de instrumentación de un sistema de
control para una torre de destilación en la producción del Mezcal. IPN,
Escuela superior de ingeniería Mecánica y Eléctrica.
Solomons, G. (2004). Química Orgánica, Traducción de la Segunda Edición, Editorial
Limusa-Wiley.
Suárez L.J.A.; Íñigo L.B.(2004). Microbiología enológica: Fundamentos de vinificación
3era Edición. Editorial Mundi-Prensa libros.
Tortora G., Funke B. y Case C.(1993). Introducción a la Microbiología 3era Ed.
Acribia, Zaragorza España. Valiente-Barderas, Antonio, Diccionario de
Ingeniería Química, Alhambra, México, 1990.
UNAM. (1986). "Biología celular", Manual de prácticas. Departamento de Biología,
Facultad de Ciencias, Universidad Nacional Autónoma de México, pp. 20-
28.
Werner, W. M.; Johnston, G.C.; Singer, R. A. (1993). Stationary phase in the yeast
Saccharomyces cerevisiae. Microbiological Reviews 57:383-401.
Zacatecas: Tierra de la Plata y el Mezcal (2004). Gobierno del Estado de Zacatecas,
Secretaria de Desarrollo Económico. 1ra Edición.
69
X.- APÉNDICE
Acidez
Solución de Fenolftaleína
Pesar 0.5 gr de fenolftaleína y transferirlos a un matraz volumétrico de 50 ml.
Adicionar un poco de solución de etanol al 50 % para disolver. Una vez disuelto,
aforar con etanol al 50 % y homogeneizar. Guardar la solución en un frasco gotero
color ámbar.
CALCULOS:
% 𝑨𝒄𝒊𝒅𝒆𝒛 = (𝑵𝒙𝑽𝒙𝟎. 𝟎𝟔
𝒗) (𝟏𝟎𝟎)
N = Normalidad de la solución de NaOH usado para titular
V = Volumen de la solución de NaOH usado para titular
v = Volumen de la muestra
0.06 = meq de Ácido Acético
Azúcares Reductores Totales.
NaOH 50%
Pesar 50 g de Hidróxido de sodio (NaOH) y disolver en un vaso de precipitado con
aproximadamente 100 ml de agua destilada, transferir a un matraz de aforo.
Solución de Fenolftaleína
Pesar 0.5 gr de fenolftaleína y transferirlos a un matraz volumétrico de 50 ml.
Adicionar un poco de solución de etanol al 50 % para disolver. Una vez disuelto,
aforar con etanol al 50 % y homogeneizar. Guardar la solución en un frasco gotero
color ámbar.
70
Reactivo de Fehling:
Solución A
Pesar 34.639 gr de Sulfato de cobre pentahidratado (CuSO4.5H2O) y transferir a un
matraz volumétrico de 500 ml. Adicionar de 250 a 300 ml de agua destilada y agitar
el matraz hasta disolver perfectamente el sulfato de cobre. Completar el volumen con
agua destilada hasta 500 ml. Homogenizar perfectamente la solución, con agitación.
Dejar en reposo hasta que clarifique y filtrar con papel filtro (Whatman No. 4).
Guardar en un frasco ámbar y Conservar en lugar fresco, fuera del alcance de la luz.
Solución B:
Pesar 173 g de Tartrato de Sodio y Potasio tetrahidratado (KNC4 H4O6.4H2O) disolver
en un volumen de 250 a 300 ml de agua destilada y transferir a un matraz
volumétrico de 500 ml.
Por otra parte, pesar 50 g de Hidróxido de sodio (NaOH) y disolver en un vaso de
precipitado con aproximadamente 100 ml de agua destilada. Adicionar al matraz
volumétrico de 500 ml, junto con la solución de Tartrato de sodio y potasio.
Agregar agua destilada hasta la marca de 500 ml y homogenizar perfectamente la
solución, con agitación. Dejar reposar por 24 hr y aforar nuevamente agitando la
solución para homogeneizar. Dejar en reposo hasta que clarifique y filtra a través de
lana de vidrio o con un crisol gooch con capa de asbesto, guardar en botella de vidrio
resistente a la alcalinidad.
71
Solución de Azul de metileno
Pesar 1.0 g de azul de metileno y transferirlo a un matraz de 100 ml. Agregar un
poco de agua destilada para disolver. Una vez disuelto, ajustar a la marca con agua
destilada y homogenizar. Guardar la solución en un frasco gotero color ámbar.
Solución patrón de azúcar invertida.
Pesar 4.7500 gr de sacarosa previamente secada en estufa a 60°C, hasta peso
constante, o en desecador durante una semana; y se transfieren a un matraz
volumétrico de 500 ml. Añadir aproximadamente 50 ml de agua destilada para
disolver los cristales. Adicionar lentamente y escurriendo por las paredes del matraz,
2.5 ml de la solución de ácido clorhídrico concentrado, agitar con movimiento
rotatorio. Tapar el matraz y dejar en reposo a temperatura ambiente por 72h hasta
completar la hidrólisis.
La hidrólisis puede acelerarse colocando la solución de sacarosa con el HCl en baño
maría a una temperatura de 68 - 70 °C por 15 min. Considerando que los 15min
deben comenzar a contarse cuando la solución alcance la temperatura indicada.
Después de este tiempo, enfriar la solución hasta la temperatura ambiente.
En cualquiera de estos dos casos, completada la hidrólisis, es necesario neutralizar
la solución, para lo cual se utiliza fenolftaleína como indicador, comenzando la
neutralización con NaOH 2N y al final con NaOH 0.1N, hasta obtener el color rosado
débil en el vire de la fenolftaleína (que indica un pH final de 7.0 a 8.5). Completar
entonces el volumen del matraz hasta el aforo de 500 ml, con agua destilada y
homogeneizar perfectamente con agitación y finalmente guardar en frasco de vidrio,
en refrigeración y utilizarla en un plazo no mayor a 2 días.
Estandarización de la Solución de Fehling
Se toman 50 ml de la solución de azúcar invertido, neutra, y se lleva a un matraz
volumétrico de 250 ml. Se afora con agua destilada y se homogeniza perfectamente.
72
Esta dilución contiene 2 mg de azúcar invertido por ml (2 mg/ml). Verter esta solución
a una bureta de 50 ml.
Por otra parte, en un matraz Erlenmeyer de 300 ml, adicionar 5 ml de la solución de
Fehling A, 5 ml de la solución de Fehling B y 20 ml de agua destilada. Agitar para
mezclar, adicionar de 5 a 6 perlas de vidrio para controlar la ebullición.
Agregar, de la bureta, 18 ó 19 ml de la solución de azúcar invertido y mezclar.
Calentar, en una parrilla eléctrica o mechero, hasta ebullición. Una vez iniciada la
ebullición, esperar por 2 minutos y agregar 3 gotas de la solución de azul de metileno
y, sin que se interrumpa la ebullición, agregar gota a gota la solución de azúcar
invertido hasta que desaparezca completamente el color azul y se torne rojizo. En
este momento termina la titulación. Anotar el volumen de azúcar invertido utilizado
para la titulación.
El tiempo, desde que inicia la ebullición de la solución de Fehling, hasta que termina
la titulación debe ser de tres minutos.
El volumen de la solución de azúcar invertido utilizada para la titulación de la solución
de Fehling debe ser de 20.37 ± 0.05 ml, para considerar esta solución estandarizada.
Si se gasta menos, deberá añadirse Sulfato de cobre disuelto, si se gasta más,
deberá diluirse la solución de Fehling con agua destilada. En cualquiera de los casos
anteriores, deberá realizarse nuevamente la titulación de esta solución para
comprobar el gasto final.
La titulación deberá realizarse por duplicado.
CÁLCULOS
F.F.= factor de fehling
B (C)
F.F. (V)
x 100 x F.D. % azúcares reductores =
73
V = volumen del aforo de la primera dilución
B = volumen de solución de la muestra hidrolizada utilizada en la titilación
C = peso de la muestra en gramos
F.D. = factor de dilución de la muestra (alícuota/volumen total).
Viabilidad
Colorante azul de Tripano 0.4 %
Preparar 100 ml de colorante pesar 0.4 g de azul de Tripano y agregar 100 ml de
agua destilada, Mezclar y almacenar en un frasco ámbar.