t.c. - eee.ktu.edu.tr · firmasına ait vijeo citect scada yapılandırma ara yüzü ile...
TRANSCRIPT
T.C.
KARADENĠZ TEKNĠK ÜNĠERSĠTESĠ
MÜHENDĠSLĠK FAKÜLTESĠ
ELEKTRĠK ELEKTRONĠK MÜHENDĠSLĠĞĠ BÖLÜMÜ
ÇAY FABRĠKASI SCADA OTOMASYONU
Gökhan KILINÇ
Ahmet ġeref KOÇAR
Mehmet BELEK
Yrd. Doç. Dr. Halil Ġbrahim OKUMUġ
Mayıs 2012
TRABZON
iv
T.C.
KARADENĠZ TEKNĠK ÜNĠERSĠTESĠ
MÜHENDĠSLĠK FAKÜLTESĠ
ELEKTRĠK ELEKTRONĠK MÜHENDĠSLĠĞĠ BÖLÜMÜ
ÇAY FABRĠKASI SCADA OTOMASYONU
Gökhan KILINÇ
Ahmet ġeref KOÇAR
Mehmet BELEK
Yrd. Doç. Dr. Halil Ġbrahim OKUMUġ
Mayıs 2012
TRABZON

ii
LİSANS BİTİRME PROJESİ ONAY FORMU
210318 Gökhan KILINÇ, 210351 Ahmet ġeref KOÇAR, 238317 Mehmet BELEK,
tarafından Yrd. Doç. Dr. Halil Ġbrahim OKUMUġ yönetiminde hazırlanan “ÇAY
FABRĠKASI SCADA OTOMASYONU” baĢlıklı lisans bitirme projesi tarafımızdan
incelenmiĢ, kapsamı ve niteliği açısından bir Lisans Bitirme Projesi olarak kabul edilmiĢtir.
DanıĢman : Ünvanı Adı ve SOYADI Yrd. Doç. Dr. Halil Ġbrahim OKUMUġ
Jüri Üyesi 1 : Ünvanı Adı ve SOYADI Prof. Dr. Ġsmail Hakkı ALTAġ
Jüri Üyesi 2 : Ünvanı Adı ve SOYADI Prof. Dr. Adem Sefa AKPINAR
Bölüm BaĢkanı : Ünvanı Adı ve SOYADI Prof. Dr. Ġsmail Hakkı ALTAġ
iii
ÖNSÖZ
Günümüzde SCADA(Supervisory Control And Data Acquisition) ‟nın kullanım alanları
hızla artmaktadır. Bununla orantılı olarak SCADA tasarımı hazırlanabilecek yapılandırma
ara yüzleri üretimi ve desteğinde hızlı bir artıĢ olmaktadır. Bu tezde, Schneider Electric
firmasına ait Vijeo Citect SCADA yapılandırma ara yüzü ile hazırlanan Çay Fabrikası
Otomasyonu gerçeklenmiĢtir. Çay fabrikaları yapı olarak kontrol edilecek birçok birime
sahiptir. Bunlar genellikle çayın üretiminin baĢlangıcından sonuna kadar anlık olarak
gözlemlenmesi gereken noktalardır. Hazırlanan bu proje, çayın üretim süreci aĢamalarını
bir bilgisayar üzerinden SCADA sistemleriyle kontrol ederek, sistemde oluĢan arızaların
daha kısa zamanda tespit etme ve müdahalesinin yapılmasına imkan tanımaktadır.
Çay fabrikası SCADA otomasyonu projemizin tamamlanmasında, değerli
arkadaĢlarımız Abdullah DAĞLI‟ya, Aslıhan ALAN‟a, Gözde BENZER‟e, Gökhan
CAYHAN‟a, bizden manevi desteklerini eksik etmeyen değerli ailelerimize, tecrübelerini
ve bilgilerini esirgemeyen danıĢman hocamız olan Yrd. Doç. Dr. H. Ġbrahim OKUMUġ‟a
teĢekkürlerimizi bir borç biliriz.
Gökhan KILINÇ
Ahmet ġeref KOÇAR
Mehmet BELEK
Mayıs, 2012
iv
İÇİNDEKİLER
SAYFA NO
ÖNSÖZ .......................................................................................................................... iii
ĠÇĠNDEKĠLER ................................................................................................................. iv
ÖZET ..............................................................................................................................vii
ġEKĠLLER DĠZĠNĠ ....................................................................................................... viii
ÇĠZELGELER ................................................................................................................... x
1. GĠRĠġ .......................................................................................................................... 1
1.1.Genel Bilgiler ......................................................................................................... 1
1.2.Projenin Amacı....................................................................................................... 2
1.3.Projenin Kapsamı ................................................................................................... 2
1.4.Projeden Beklenenler.............................................................................................. 3
2. TEORĠK ALTYAPI .............................................................................................................. 4
2.1.PROGRAMLANABĠLĠR MANTIKSAL DENETLEYĠCĠ(PLC) ..............................4
2.1.1. PLC‟nin Tanımı ve Tarihçesi ............................................................................4
2.1.2. PLC‟nin Yapısı ........................................................................................... 4
2.1.3. PLC‟nin Uygulama Alanları ....................................................................... 5
2.1.4 PLC‟nin Avantajları .................................................................................... 6
2.2.UZAKTAN KONTROL GÖZLEM VE VERĠ ĠġLEME SĠSTEMĠ (SCADA) ........ 7
2.2.1. GiriĢ............................................................................................................ 7
2.2.2. SCADA‟nın Tanımı .................................................................................... 7
2.2.3. SCADA Sisteminin Amaçları...................................................................... 8
2.2.4. SCADA Sistemlerinin ĠĢlevleri ................................................................... 8
2.2.5. SCADA Sistemlerinden Beklenenler ........................................................... 9
2.2.5.1.SCADA Sisteminin Yazılımından Beklenenler ...................................... 9
2.2.6. SCADA Sisteminin Uygulama Alanları .................................................... 10
2.2.7. SCADA Sisteminin Avantajları ..................................................................... 10
2.2.8. SCADA Sisteminin Genel Yapısı .............................................................. 11
2.2.8.1.Ara Yüz Programı ............................................................................... 12
v
2.2.8.1.1. Vijeo Citect Explorer Yazılımı ................................................ 12
3. TASARIM ................................................................................................................. 13
3.1.ÇAY ÜRETĠM AġAMALARI ............................................................................. 13
3.1.1. Çayın Soldurma ĠĢlemi.............................................................................. 16
3.1.2. Çayın Kıvırma ĠĢlemi ................................................................................ 17
3.1.3. Çayın Fermantasyon ĠĢlemi ....................................................................... 18
3.1.4. Çayın Kurutma ĠĢlemi ............................................................................... 19
3.1.5. Çayın Tasnif ĠĢlemi ................................................................................... 20
4. DENEYSEL ÇALIġMALAR ..................................................................................... 22
4.1.ÇAY FABRĠKASI OTOMASYONUNUN VĠJEO CĠTECT EXPLORER
ARAYÜZ PROGRAMI ĠLE GERÇEKLEġTĠRĠLMESĠ ...................................... 22
4.1.1. GiriĢ.......................................................................................................... 22
4.1.1.1.Runtime Sistem ................................................................................... 22
4.1.1.2.Konfigirasyon Sistem .......................................................................... 23
4.1.1.2.1. Citect Explorer ........................................................................ 23
4.1.1.2.1.1. HaberleĢme Ayarları .......................................................... 23
4.1.1.2.2. Project Editör .......................................................................... 24
4.1.1.2.3. Citect Graphics Builder ........................................................... 24
4.1.1.2.4. Cicode Editör .......................................................................... 25
4.1.2. Projenin GerçekleĢtirilmesi ....................................................................... 26
4.1.2.1.DeğiĢkenlerin Tanımlanması ve Atanması ........................................... 26
4.1.2.1.1. Variable Tag ............................................................................ 26
4.1.2.1.2. Local Variable Tag .................................................................. 28
4.1.2.2.Event (Olay)‟lar ................................................................................. 29
4.1.2.2.1. Event‟ların Tanımlanması ........................................................ 30
4.1.2.3.Alarmlar .............................................................................................. 31
4.1.2.3.1. Digital Alarm .......................................................................... 31
4.1.2.3.2. Analog Alarm .......................................................................... 33
4.1.2.3.3. Advanced Alarm...................................................................... 35
4.1.2.3.4. Alarmların Raporlanması ......................................................... 36
4.1.2.4.Trendler .............................................................................................. 37
4.1.2.4.1. Trendlerin Raporlanması ......................................................... 38
vi
4.1.2.5.Tasarlanan Sistemin ĠĢleyiĢi ................................................................ 39
5. SONUÇLAR VE ÖNERĠLER .......................................................................................... 42
KAYNAKLAR ................................................................................................................ 43
EKLER ............................................................................................................................ 44
ÖZGEÇMĠġ ..................................................................................................................... 47

vii
ÖZET
Bu çalıĢmada, günümüz sistemlerinin, teknolojik geliĢmeler karĢısında yetersiz
kalan ve çeĢitli sorunlar çıkaran yanları göz önüne alındığında, bir çok teknik alanda iĢleri
kolaylaĢtıran bir sistem olan SCADA‟nın çay üretim otomasyonundaki uygulanıĢı
incelenip, uygulamanın iĢlevselliği gösterilmeye çalıĢılmıĢtır. Bu sistemler bir çok
bilgisayardan kontrol edilebileceği gibi tek bir bilgisayardan da kontrol edilebilmektedir.
Projemizde tek bir bilgisayar üzerinden çayın iĢletim süreçlerini VĠJEO CĠTECT
EXPLORER ortamında animasyonu oluĢturularak kullanıcıya görsel bir ortam sunulmuĢ,
düzenli ve anlaĢılabilir Ģekilde kontrolünü sağlanmıĢtır.
Bu projede iki ayrı kontrol ünitesi bulunmaktadır. Birincisi; çayın üretim
aĢamalarından soldurma, kıvırma ve fermantasyon iĢlemlerinin kontrolünün görsel olarak
sağlandığı kontrol ünitesidir. Ġkincisi ise kurutma ve tasnif iĢlemlerinin kontrol altına
alındığı ünitedir. Bu kontrol üniteleri içerisindeki sistemin kotrolü iki türlü
gerçekleĢtirilmiĢtir. Birincisi; sistemin sürekli hareket etmesini sağlayan “automatic”
kontrol, ikinicisi ise kullanıcının isteğine bağlı olarak sistemin aĢamalarını kontrol etmek
için kullanılan “manual” kontrolden oluĢmaktadır. Bu kontrolörler sayesinde sistem
butonlarla çalıĢtırılmıĢ, ayrıca kullanıcı sistemin çayın üretim aĢamalarını istediği yerde ve
zamanda durdurabilecek bir ortam hazırlanmıĢtır.
Uygulanan bu otomasyon sistemi günümüz Ģartlarında pahalı olsada güvenilirlik ve
üretim kapasitesi bakımından oldukça kârlı bir yere sahiptir. Ayrıca birden fazla kiĢinin
yaptığı tek bir iĢin, bir kiĢi tarafından bilgisayardan kontrol edilerek yapılmasını sağlar.
Böylece hem iĢin çabukluğu artar, hemde can güvenliği açısından oldukça güvenilir bir
ortam sağlanmıĢ olur.

viii
ŞEKİLLER DİZİNİ
SAYFA NO
ġekil 1. PLC blok diyagramı .............................................................................................. 5
ġekil 2. SCADA iĢlevleri blok diyagramı ........................................................................... 9
ġekil 3. SCADA sisteminin genel yapısı .......................................................................... 11
ġekil 4. Çay fabrikası üretim akıĢ diyagramı .................................................................... 13
ġekil 5. Çay üretim süreci blok diyagramı ........................................................................ 15
ġekil 6.Çay soldurma trafları ............................................................................................ 16
ġekil 7. Çayın soldurma iĢleminin AutoCAD ile çizimi .................................................... 17
ġekil 8. Çayın kıvırma iĢleminin AutoCAD ile çizimi ..................................................... 18
ġekil 9. Çayın fermantasyon iĢleminin AutoCAD ile çizimi ............................................ 19
ġekil 10. Çayın kurutma iĢleminin AutoCAD ile çizimi ................................................... 20
ġekil 11. Çayın tasnif iĢleminin AutoCAD ile çizimi........................................................ 21
ġekil 12. Runtime sistem .................................................................................................. 22
ġekil 13. Citect explorer ................................................................................................... 23
ġekil 14. Alarm server ve cluster ...................................................................................... 24
ġekil 15. Citect graphics builder ....................................................................................... 25
ġekil 16. Cicode editör ..................................................................................................... 25
ġekil 17. Variable tag ....................................................................................................... 27
ġekil 18. Local variable tag .............................................................................................. 28
ġekil 19. Event‟ların tanımlandığı pencere ....................................................................... 30
ġekil 20. Digital alarmın atandığı editör penceresi............................................................ 32
ġekil 21. Analog alarmların atandığı editör penceresi ....................................................... 34
ix
ġekil 22. Advanced alarmların atandığı editör penceresi ................................................... 35
ġekil 23. Alarm raporlarının göründüğü pencere .............................................................. 36
ġekil 24. Trend‟lerin atandığı editör penceresi ................................................................. 37
ġekil 25. Trend‟lerin gösterildiği pencere ......................................................................... 38
ġekil 26. Çayın soldurma, kıvırma ve fermantasyon iĢleminin SCADA tasarımı .............. 40
ġekil 27. Çayın kurutma ve tasnif iĢleminin SCADA tasarımı .......................................... 41
x
ÇİZELGELER
SAYFA NO
Çizelge 1. Çay fabrikası otomasyonu için gerekli değiĢkenler ve bunlara atanan
değerler ...................................................................................................... 27
Çizelge 2. Local variable‟ların açıklamaları ve atandığı değerler.................................... 29
Çizelge 3. Sistem için tanımlanan Event‟lar ................................................................... 31
Çizelge 4. Sisteme atanan dijital alarmlar....................................................................... 33
Çizelge 5. Sisteme atanan analog alarm değiĢkenleri ve değerleri .................................. 34
Çizelge 6. Sisteme atanan advanced alarm değiĢkenleri ve değerleri ............................. 36
Çizelge 7. Sistem için oluĢturulan trendler ..................................................................... 38
xi
1
1.GİRİŞ
1.1. Genel Bilgiler
Günümüzde yüksek kalitede verimli bir üretim elde etmek için vazgeçilmez olan
endüstriyel otomasyon sistemleri hızla geliĢmektedir.Birçok fabrikada görülen bu
otomasyon sistemleri çayın üretim sürecinin geliĢmesinde önemli ölçüde etki etmiĢtir.
GeçmiĢe baktığımızda yeĢil çay ve siyah çayın üretiminin artması nedeniyle çay
fabrikalarının kurulma zorunluluğu ortaya çıkmıĢtır. [1]
Türkiye‟de ilk çay fabrikası 1947 yılında, çayın ana avatanı olan Doğu Karadeniz
Bölgesi‟nde kurulmuĢtur. Zamanın getirdiği teknolojik yetersizlikten dolayı kurulan
fabrikalar tam teĢekküllü fabrikalar değildi. Çaylar elle iĢlendikten sonra atölyelerde daha
çok insan gücüne dayanmaktadır. Çay sektörünün geliĢmesiyle birlikte ve çaya duyulan
ihtiyacın artmasıyla, fabrikaların daha kaliteli ve daha hızlı üretim yapması için otomasyon
sistemlerinin geliĢmesi de büyük etken olmuĢtur. Teknolojinin geliĢmesiyle insan gücü
yerini makina gücüne, otomasyon sistemlerinin geliĢmesiyle de sistemlerin dizaynı,
çalıĢması, kontrolü vb. yerini bilgisayar sistemlerine bırakmıĢtır. [7]
Ġlerleyen teknolojiyle beraber çay üretim süreci Ģu aĢamalardan geçmektedir:
Soldurma
Kıvırma
Fermantasyon
Kurutma
Tasnif
Ambalajlama
Yukarıdaki aĢamalar çay fabrikasının otomasyon sistemlerinin bir parçası olup üretim
sürecinde üretimin daha kaliteli, daha güvenli ve daha hızlı bir Ģekilde gerçeklenmesini
sağlar. Otomasyon sistemlerinde, yazılan ve tasarlanan programa göre iĢleyen ve aynı
zamanda aldığı komutları sistemdeki iĢ elemanlarına aktaran, mikroiĢlemci tabanlı PLC‟ler
kullanılmaktadır. Daha da geliĢmiĢ sistemlerde PLC „ler ile kontrolü sağlanan çay
fabrikasının, tek bir bilgisayar üzerinden izlenmesi SCADA sistemleriyle sağlanmaktadır.
SCADA sisteminin maliyeti fazla olmasına rağmen verilerin izlenebilmesi kayıt altına

2
alınabilmesi, raporlanabilmesi ve sistemde oluĢan arızaları daha kısa zamanda tespit etme
olanakları SCADA sistemlerinin gün geçtikçe geliĢmesine ve çoğu fabrikada
uygulanmasına neden olmuĢtur.
1.2. Projenin Amacı
Teknolojinin ilerlemesiyle birlikte daha çok iĢ daha az zamanda yapılabilmektedir.
Bunun yanında teknolojinin hızla ilerlemesi otomasyon sistemlerinin de giderek
büyümesine neden olmuĢtur. Büyük iĢletmelerde otomasyon sistemlerini tek bir bilgisayar
üzerinden izlenmesi ve arıza durumlarında hızlı bir Ģekilde müdahale edilebilmesi SCADA
sistemleri sayesinde sağlanmaktadır.
Çayın üretim süreci üretim aĢamalarını bir bilgisayar üzerinden SCADA sistemleriyle
kontrol ederek, sistemde oluĢan arızaların daha kısa zamanda tespit edilip, müdahalesi
sağlanacaktır.
1.3. Projenin Kapsamı
Endüstriyel otomasyon sistemlerinin hızlı geliĢmesinde, teknolojinin yardımıyla PLC
kullanımı her geçen gün artmakta ve otomasyon sistemlerinini geliĢmesinde önemli bir
paya sahiptir. Endüstriyel otomasyon sistemleri en küçük üretim biriminin amaca uygun
çalıĢmasını düzenlediği gibi bütün üretim sistemleri arasında veri iletiĢim olanağı
sağlayarak daha üst düzeyde yönetim ve planlama için gerekli bilgi tabanını oluĢturulur.
SCADA ise kurulan otomasyon sistemlerinin kontrol edilmesinde PLC‟ler, röleler,
kontaktörlerle birlikte çalıĢarak sistemin bir bilgisayar üzerinden veya birden fazla
bilgisayar üzerinden kontrolünü sağlamak amacıyla kullanılır. [1]
Ülkemizde ve dünyada çay üretimi ihtiyacı her geçen gün artmaktadır. Çayın üretildiği
fabrikaların otomasyonunda PLC‟ ler kulanılmakta üretim belli bir sıraya göre
gerçekleĢmektedir. PLC‟lerle gerçekleĢen bu otomasyon sistemini tek bir bilgisayar
üzerinden kontrol edip, yönetebilmemiz için yeni bir sistem olan SCADA sistemlerine
ihtiyaç vardır.
ĠĢte bu proje kapsamında çay fabrikasının üretimini ve kontrolünü ele alarak, üretim
aĢamalarının SCADA sistemleriyle uzaktan kontrolünü sağlayıp ara yüz programı olan
VĠJEO CĠTECT ortamında simülasyonu gerçekleĢtirilecektir.
3
Bu projenin hazırlanmasında Ek-1‟deki ĠĢ zaman çizelgesi takip edilmiĢtir.
1.4. Projeden Beklenenler
Bu projenin gerçekleĢtirilmesiyle;
Daha yüksek kalitede çay üretilmesi,
Çayın üretim sürecini uzaktan kontrolü,
Belirlenen referanslara göre üretim aĢamaları,
Detaylı ölçüm sonuçlarının kaydedilmesi,
Sistemde oluĢan arızaları daha kısa zamanda tespit edip, müdahale edilebilmesi,
SCADA‟nın bir otomasyon sisteminde kullanılması bakım ve servis kolaylığı
sağlaması,
Uygulamada karĢılaĢılan zorlukların ve belirsizliklerin ortadan kalkması gibi
sorunlar önlenmiĢ olacaktır.
4
2. TEORİK ALTYAPI
2.1. PROGRAMLANABİLİR MANTIKSAL DENETLEYİCİ (PLC)
Bu kısımda PLC‟nin tanımından, tarihçesinden, yapısından, uygulama alanlarından, ve
avantajlarından bahsedilecektir.
2.1.1. PLC’nin Tanımı ve Tarihçesi
PLC(Programmable Logic Controller), ingilizce kelimelerinin baĢ harflerinin
kısaltılması ile oluĢur. PLC üniteleri, ikili ve üst denetimsel(süpervisory) kontrolü sağlayan
mikroiĢlemci tabanlı elektronik ünitelerdir. PLC‟ler otomasyonun vazgeçilmez yapı
taĢlarını oluĢturarak otomasyon sisteminin daha güvenilir, daha basit, daha kontrollü
çalıĢma ortamı sağlarlar. [2]
Endüstriyel otomasyon sistemlerinin, kumanda ve kontrol devrelerini gerçekleĢtirmeye
uygun yapıda olan PLC, giriĢ-çıkıĢ birimleri ve iletiĢim arabirimleri ile donatılmıĢtır.
Ayrıca PLC, SCADA sistemi ile uyumlu çalıĢan endüstriyel bir cihaz olup, baĢlangıçta
röleli kumanda sistemlerinin yerine kullanılması düĢünülmüĢ ve ilk ticari PLC, 1969
yılında Modicon firması tarafından geliĢtirilmiĢtir. 1969 yıllarında, röleli kumanda
devrelerin yerine kullanılmak üzere geliĢtirilen PLC yalnız temel lojik iĢlem komutları
içermektedir. Mitsubishi, Omron ve Toshiba gibi firmaların ucuz maliyette yüksek
performanslı PLC‟ler geliĢtirmesinden sonra bu aygıtlar endüstriyel otomasyon
devrelerinde yaygın olarak kullanılmaya baĢlanmıĢtır. Zaman geçtikçe PLC‟lere ek olarak
aritmetik ve özel matematiksel iĢlemler yapan komutlar eklenip, PLC‟lerin geliĢmesi
sağlanmıĢtır. [2]
2.1.2. PLC’nin Yapısı
PLC yapısında, iĢlemci(CPU), giriĢ-çıkıĢ arayüzleri, güç kaynağı ve hafıza(memory)
bulunmaktadır. PLC ile kontrolde programlama konsolundan PLC‟ye çeĢitli giriĢ sinyalleri
ve kontrol içerikleri gönderilir. Sonuç olarak da çıkıĢ sinyalleri, çıkıĢ elemanlarına
yöneltilir. [2]
5
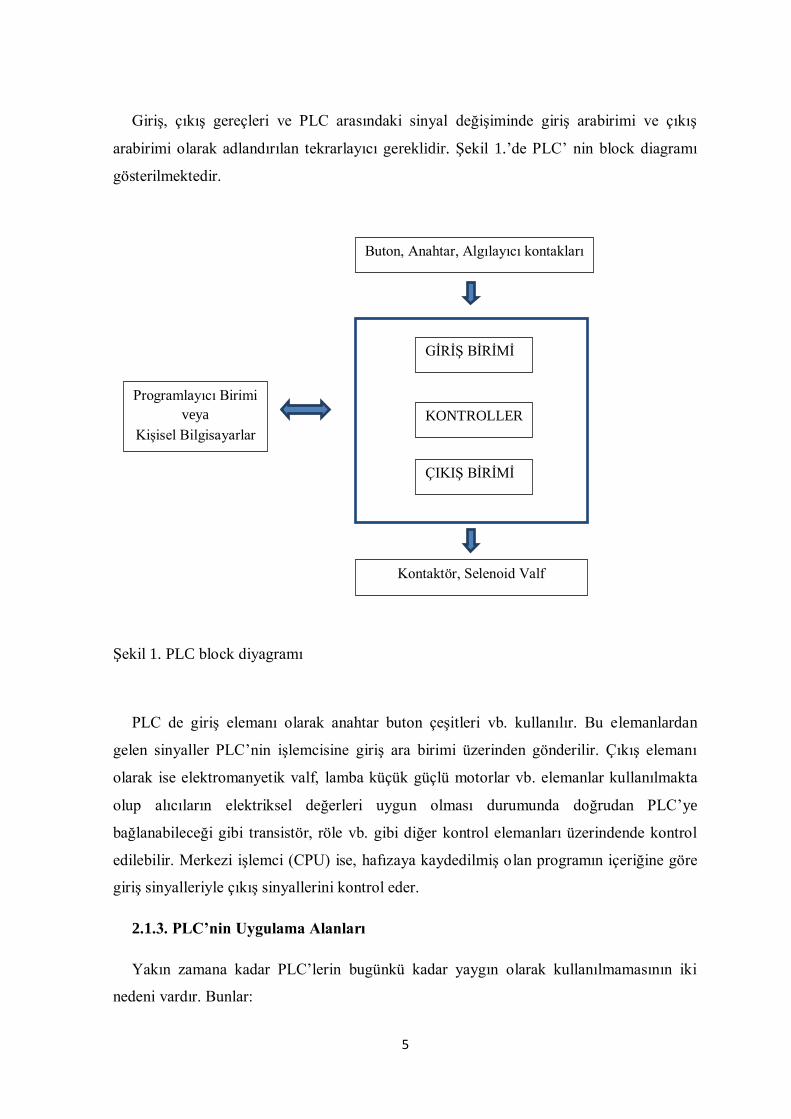
GiriĢ, çıkıĢ gereçleri ve PLC arasındaki sinyal değiĢiminde giriĢ arabirimi ve çıkıĢ
arabirimi olarak adlandırılan tekrarlayıcı gereklidir. ġekil 1.‟de PLC‟ nin block diagramı
gösterilmektedir.
ġekil 1. PLC block diyagramı
PLC de giriĢ elemanı olarak anahtar buton çeĢitleri vb. kullanılır. Bu elemanlardan
gelen sinyaller PLC‟nin iĢlemcisine giriĢ ara birimi üzerinden gönderilir. ÇıkıĢ elemanı
olarak ise elektromanyetik valf, lamba küçük güçlü motorlar vb. elemanlar kullanılmakta
olup alıcıların elektriksel değerleri uygun olması durumunda doğrudan PLC‟ye
bağlanabileceği gibi transistör, röle vb. gibi diğer kontrol elemanları üzerindende kontrol
edilebilir. Merkezi iĢlemci (CPU) ise, hafızaya kaydedilmiĢ olan programın içeriğine göre
giriĢ sinyalleriyle çıkıĢ sinyallerini kontrol eder.
2.1.3. PLC’nin Uygulama Alanları
Yakın zamana kadar PLC‟lerin bugünkü kadar yaygın olarak kullanılmamasının iki
nedeni vardır. Bunlar:
Kontaktör, Selenoid Valf
ÇIKIġ BĠRĠMĠ
KONTROLLER
GĠRĠġ BĠRĠMĠ
Buton, Anahtar, Algılayıcı kontakları
Programlayıcı Birimi
veya
KiĢisel Bilgisayarlar
6
MikroiĢlemcilerin ve ilgili parçaların fiyatlarının oldukça düĢmesiyle maliyet
verimliliğinin artması,
PLC‟lerin karmaĢık hesap ve iletiĢim görevlerini üstlenme özelliğinin olmasıyla
daha önce özelleĢtirilmiĢ bir bilgisayarın kullanılıyor olduğu yerlerde kullanılabilir
hala getirmesidir.
2.1.4. PLC’nin Avantajları
PLC‟nin en büyük avantajı; düĢük voltajlarda çalıĢabilmesi ve bakım maliyetlerinin
elektromekaniki röle kontrol sistemlerine göre oldukça ucuzdur. Buna ilave olarak bir çok
avantajlar sağlamaktadır. Bunlar:
PLC‟de basitlik önemli kavramlardan biridir. PLC‟ nin modüler yapısı her türlü
özel uygulamaları ve sistemleri değiĢtirebilme ve hataları düzeltme özelliği vardır.
PLC‟ler birçok makinenin kontrolünü aynı anda sağlar. Belleğe kaydedilen alt
programlar sayesinde makinelerin istenilen biçimde çalıĢtırarak kontrolünü sağlar.
Elektromekanik sistem kontrolleri ve bunların devre bağlantıları göz önünde
bulundurulursa, PLC‟nin yaptığı iĢe göre kapladığı alan oldukça azdır.
PLC‟ler kendi aralarında, kiĢisel bilgisayarlarla ve diğer akıllı cihazlarla iletiĢim
sağlayabilmektedir. [3]
PLC‟lerle ilgili geniĢ bilgiye kaynak [3]‟ten ulaĢabilirsiniz.
7
2.2. UZAKTAN KONTROL GÖZLEM VE VERİ İŞLEME SİSTEMİ (SCADA)
Bu kısımda SCADA sistemlerinin tanımından, tarihçesinden, iĢlevlerinden, SCADA
sisteminden beklenenlerden, uygulama alanlarından, amaçlarından, ara yüzünden,
avantajlarından, kontrol birimlerinden ve iletiĢim sistemlerinden bahsedilecektir.
2.2.1. Giriş
Ġnsanların büyük kentlere göç etmesiyle birlikte, Ģehirlerin nüfusu hızla artmaya
baĢlamıĢtır. Artan nüfusa paralel olarak, insanların rahat ve konforlu bir yaĢam sürmeleri
için gerekli olan ısı, ıĢık ve enerji gibi ihtiyaçları da hızla artmıĢtır. Ġhtiyaca cevap vermesi
için insanların hizmetine sunulan dağıtım Ģebekeleri hatalaĢmıĢ, iĢletimi, kontrolü ve
denetimi zorlaĢmıĢtır. ĠĢte bu noktada, zorlukların çözümünde SCADA sistemi ortaya
çıkmıĢtır.
Gerçek zamanlı kontrol ve izleme sistemlerin uygulanmaması durumunda
konvansiyonel kontrol sistemleri ile bilginin hızla bir merkeze ulaĢması mümkün değildir.
Bundan baĢka Ģebekenin tek bir merkezden bütün olarak kesintisiz, sürekli izlenmesi ve
kontrolünün sağlanması ancak gerçek zamanlı Uzaktan Kontrol Gözlem ve Veri ĠĢleme
Sistemleriyle (SCADA) gerçekleĢtirilebilir. Dağıtım Ģebekelerine ait elemanlar genellikle
büyük coğrafi alanlara dağılmıĢ durumdadırlar, bunun sonucunda otomasyon ve kontrol
elemanlarıyla, iĢletim personelinin farklı konumlarda olmasının gerekliliği ortaya
çıkmaktadır. Böylece insan ve makine arasında bir bilgi taĢıma ortamının da kullanılması
zorunlu hale gelmektedir. ĠĢte bu gereksinmeyi, birçok değiĢik fonksiyona sahip
Ģebekelerde, uzun yıllardan beri kullanılan, güvenirliliğini ve fonksiyonelliğini ispatlamıĢ,
günümüzde çok daha yaygın hale gelen ve teknolojik açıdan büyük mesafeler kat eden
SCADA sistemi rahatlıkla sağlayabilmektedir.
2.2.2. SCADA’nın Tanımı
SCADA; Ġngilizce “Supervisory Control And Data Acquisition” , “Denetlemeli Kontrol
ve Veri Edinme” kelimelerinin baĢ harflerinden oluĢan bir sözcük olup, yerel terminal
ünitelerinin prosesten topladığı saha verilerinin merkezi bilgisayarlara, iĢlenmesi için
gönderildiği, burada Ģebeke operatörleri tarafından anlaĢılabilecek Ģekilde görüntü ve
mesajlara dönüĢtürülerek iĢlem gördüğü ve saklandığı sistemlerdir. [4]
8
Kısaca SCADA: Bilgisayar veya bilgisayarlardan, haberleĢme aygıtlarından, sürücü
düzeneklerinden oluĢmuĢ, uzaktan kontrol gerektiren sistemler için tasarlanmıĢ, maksimum
verim, maksimum güvenlik sağlayan görsel ve grafiksel tabanlı bir sistemdir.
2.2.3. SCADA Sisteminin Amaçları
Amaç minimum maliyetle, daha kaliteli ve daha çok ürün üretmek için gerekli yapıyı
kurmaktır. ĠĢletmedeki tesislerden maksimum verimlilikle yararlanmak, yöneticilerin
iĢletmeye ve üretim bilgilerine tam olarak hakim olmasını sağlamak, scada sistemlerini
fabrikalara aktararak bu firmaların otomasyon sistemlerini modern hale getirmektir.
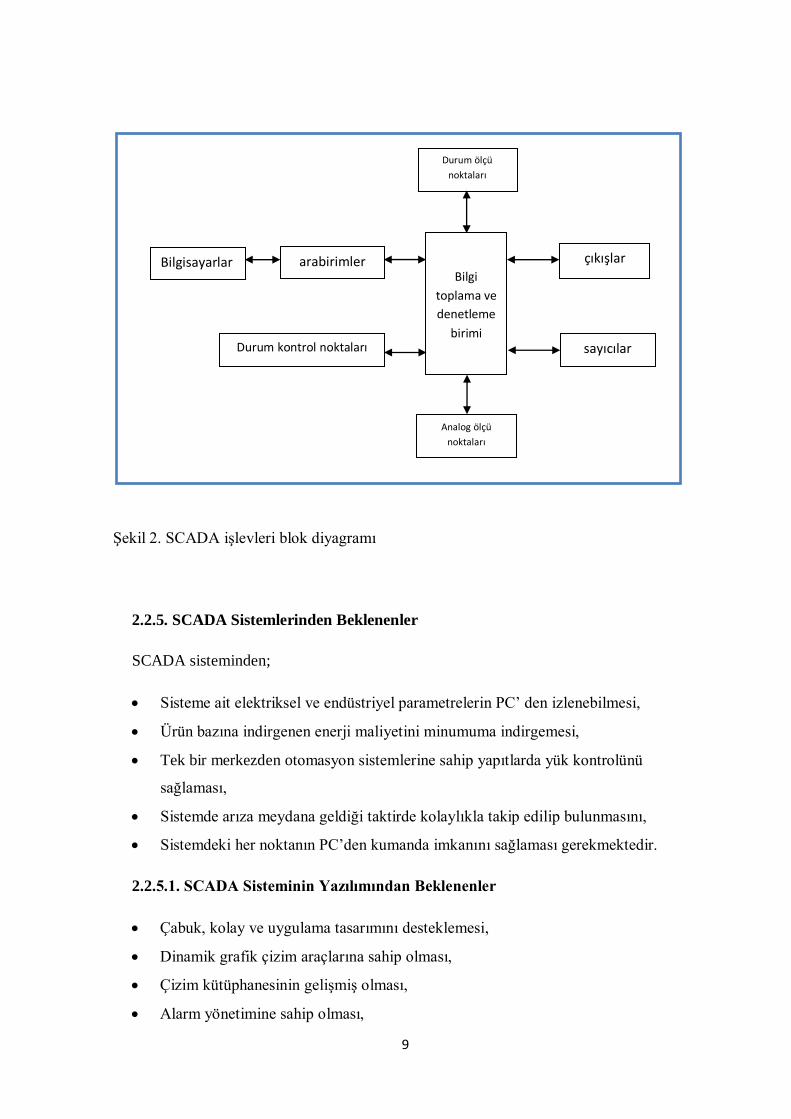
2.2.4. SCADA Sistemlerinin İşlevleri
Bir SCADA sisteminin görevlerini dört grupta toplayabiliriz. [6] Bunlar:
1. Ġzleme ĠĢlevleri (Olay ve Alarm ĠĢleme),
2. Kontrol ĠĢlevleri,
3. Veri Toplama,
4. Verilerin Kaydı ve Saklanması Ģeklindedir.
SCADA iĢlevlerinin blok diyagramı ġekil 2.„ de verilmiĢtir.
9
ġekil 2. SCADA iĢlevleri blok diyagramı
2.2.5. SCADA Sistemlerinden Beklenenler
SCADA sisteminden;
Sisteme ait elektriksel ve endüstriyel parametrelerin PC‟ den izlenebilmesi,
Ürün bazına indirgenen enerji maliyetini minumuma indirgemesi,
Tek bir merkezden otomasyon sistemlerine sahip yapıtlarda yük kontrolünü
sağlaması,
Sistemde arıza meydana geldiği taktirde kolaylıkla takip edilip bulunmasını,
Sistemdeki her noktanın PC‟den kumanda imkanını sağlaması gerekmektedir.
2.2.5.1. SCADA Sisteminin Yazılımından Beklenenler
Çabuk, kolay ve uygulama tasarımını desteklemesi,
Dinamik grafik çizim araçlarına sahip olması,
Çizim kütüphanesinin geliĢmiĢ olması,
Alarm yönetimine sahip olması,
Bilgi
toplama ve
denetleme
birimi
Analog ölçü
noktaları
Durum ölçü
noktaları
çıkışlar
sayıcılar Durum kontrol noktaları
arabirimler Bilgisayarlar
10
Tarih bilgilerinin toplanıp rapor halinde sunması istenmektedir.
2.2.6. SCADA Sisteminin Uygulama Alanları
SCADA sistemlerinin birçok uygulama alanları vardır. GeniĢ bir coğrafya alanına
yayılmıĢ, bölgesel ve yerel tesislerin birçoğunda kullanılmaktadır. BaĢka sistemlere de alt
yapı teĢkil etmektedir. SCADA sistemlerine ilave iĢler eklenerek Enerji Yönetim
Sistemleri (EMS) ve Dağıtım Yönetim Sistemleri (DMS) gibi sistemler oluĢturur.
SCADA sistemlerinin baĢlıca kullanım alanları Ģunlardır:
Gıda Endüstrisi
Bina Otomasyonu
Elektrik Üretim ve Ġletim Sistemleri
Elektrik Dağıtım Tesisleri
Otomotiv Endüstrisi
Trafik Kontrolü
Kısaca bir iĢletmeye sürekli, düzenli ve hızlı cevap süreleri gerekli ise SCADA sistemi
uygulanması daha ekonomiktir.
2.2.7. SCADA Sistemin Avantajları
SCADA‟nın bir otomasyon sisteminde kullanılması bakım ve servis kolaylığı
sağlamasının yanında, uygulamada karĢılaĢılan zorluklar ve belirsizliklerin ortadan
kalkması gibi avantajlar da sağlamaktadır. Raporlama ve alarm bilgilerini ekrana taĢıma ve
kaydetme olanağı sağlamaktadır. Hatta alarm bilgileri cep telefonlarına mesaj Ģeklinde de
gelebilmektedir. Bu Ģekilde genel bir optimizasyon ve güvenilirlik sağlanmaktadır. Ayrıca
SCADA sistemindeki veri sunucuların internete bağlı olması sistemin web üzerinden
izlenmesi ve kontrol edilmesini sağlamaktadır. Ancak internete bağlı olmak birçok
güvenlik problemlerini yanında getirmektedir.
11
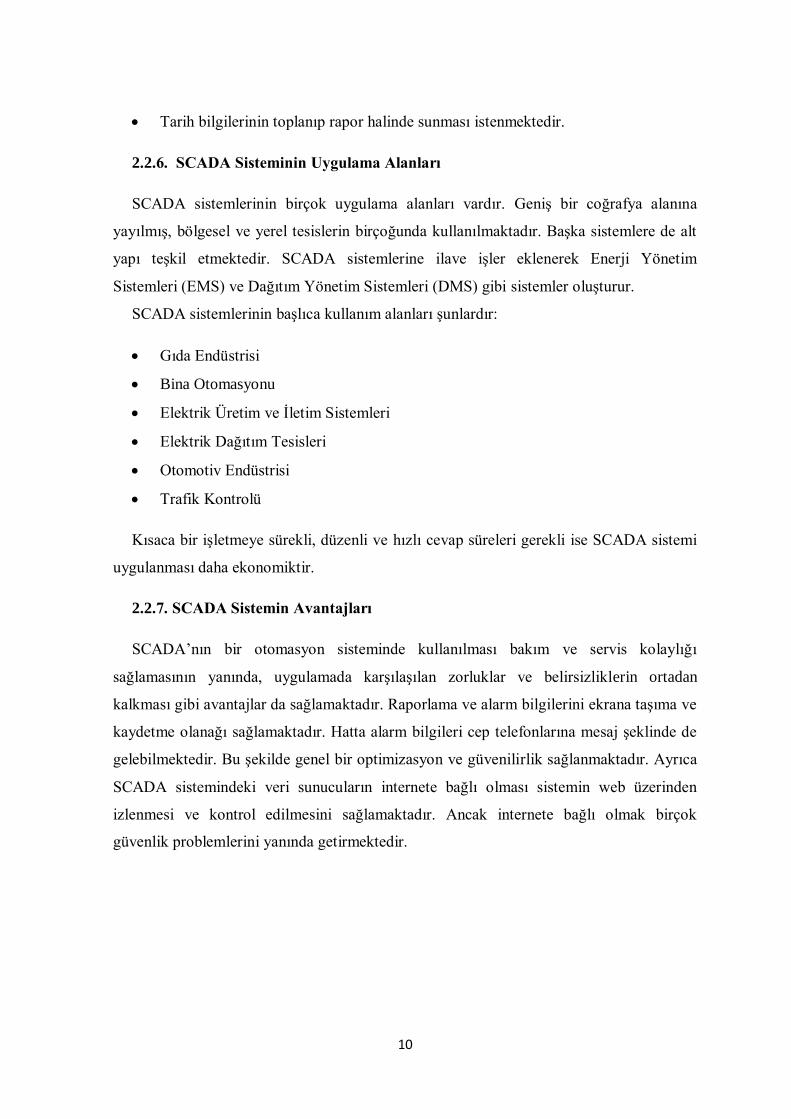
2.2.8. SCADA Sistemlerinin Genel Yapısı
SCADA esas olarak dört bölümden oluĢur.
1. Ara yüz Programı
2. ĠletiĢim Sistemi
3. Kontrol Merkezi Sistemi (Master Terminal Unit (MTU))
4. Uzak Uç Birim (Remote Terminal Unit (RTU))
Çay fabrikasının SCADA otomasyonu projesinde ele alınan sistem, bir arayüz programı
olan Vijeo Citect Explorer ortamında tasarlanacağından, bu arayüz programı üzerinde
durulacaktır. SCADA sistemlerinin genel yapısı için ayrıntılı bilgiye [4] „den ulaĢılabilir.
SCADA sisteminin genel yapısı ġekil 3.‟de verilmiĢtir.
ġekil 3. SCADA sisteminin genel yapısı
12
2.2.8.1. Ara Yüz Programı
SCADA‟da bulunan yazılım, PLC‟nin yaptığı iĢlemleri ve RTU(Remote Terminal
Unit)‟den gelen bilgileri, kullanıcılara gösteren bir ara yüz programıdır.
2.2.8.1.1. Vijeo Citect Explorer Yazılımı
Vijeo Citect Explorer bir SCADA yapılandırma yazılımıdır. 1973 yılında kurulan
dünyanın en büyük SCADA yazılım üreticilerinden CĠTECT, 2006 yılında Schneider
Electric firmasının bünyesine katılmıĢtır. Projemizi gerçekleĢtirirken Vijeo Citect
Explorer‟i seçmemizin nedenleri aĢağıda maddeler halinde verilmiĢtir. [5]
SCADA yazılımları kontrol edilebildikleri nokta sayılarına göre değerlendirilir. Her
bir nokta fiziksel bir çıkıĢ veya giriĢ birimini niteler. Bu noktalar çıkıĢ veya giriĢ
olarak kullanılacak birer nokta olur. Yazılım içerisinde kullanılacak değiĢkenler birer
nokta olamaz.
Vijeo Citect Explorer birçok harici donanımla uyumlu çalıĢabilir.
Vijeo Citect Explorer arayüzü kütüphanesi çok geliĢmiĢ olduğu için istenilen
semboller kolaylıkla bulunabilir. Bazı sembollerin animasyon Ģeklinde gösterebilme
özelliği vardır.(hareketli bir görüntü sağlamak gibi) Örneğin; fan, motor, karıĢtırıcı,
öğütücü gibi semboller kullanıldığı taktirde hareket ettiği görülür.
Genie veya Super Genie ile oluĢturulacak yapılar istenildiği kadar kullanılır. Bunun
en büyük avantajı ise bir yapının tekrar kullanılması gerekiyorsa her seferinde
değiĢken atamaya gerek kalmamasıdır. Düzenleme sadece bir kereye mahsustur.
Vijeo Citect Explorer aynı zamanda süreç analizinin yapılmasını sağlar. Sisteme
entegre edilen her bir noktanın geçmiĢ tüm hareketleri kaydedilir. Böylece sistemin
verimlilik analizini yapmak için ayrıca bir yapı veya yazılıma ihtiyaç duyulmaz.
Vijeo Citect Explorer‟da raporlama özelliği bulunur. OluĢturulacak raporlama
yapısına göre, istediğiniz durumların veya değiĢkenlerin raporlaması tek tuĢla
yapılabilir.
Ayrıntılı bilgi [5] „den bulunabilir.
13
Yeşil Çay Yaprağı
Soldurma
Kıvırma
Fermantasyon
Kurutma
Tasnif
Paketleme
3. TASARIM
3.1. ÇAY ÜRETİM AŞAMALARI
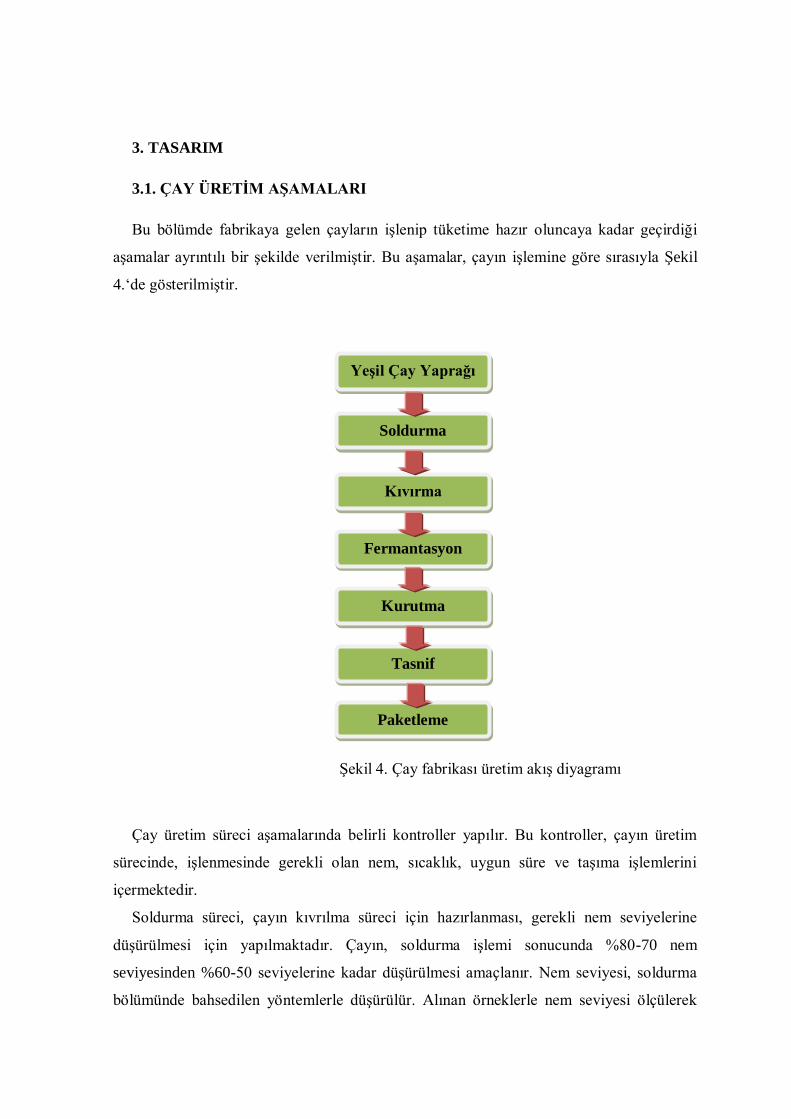
Bu bölümde fabrikaya gelen çayların iĢlenip tüketime hazır oluncaya kadar geçirdiği
aĢamalar ayrıntılı bir Ģekilde verilmiĢtir. Bu aĢamalar, çayın iĢlemine göre sırasıyla ġekil
4.„de gösterilmiĢtir.
ġekil 4. Çay fabrikası üretim akıĢ diyagramı
Çay üretim süreci aĢamalarında belirli kontroller yapılır. Bu kontroller, çayın üretim
sürecinde, iĢlenmesinde gerekli olan nem, sıcaklık, uygun süre ve taĢıma iĢlemlerini
içermektedir.
Soldurma süreci, çayın kıvrılma süreci için hazırlanması, gerekli nem seviyelerine
düĢürülmesi için yapılmaktadır. Çayın, soldurma iĢlemi sonucunda %80-70 nem
seviyesinden %60-50 seviyelerine kadar düĢürülmesi amaçlanır. Nem seviyesi, soldurma
bölümünde bahsedilen yöntemlerle düĢürülür. Alınan örneklerle nem seviyesi ölçülerek

14
süreç devam ettirilir, test edilir. Yeterli soldurma sağlanana dek süreç devam ettirilir ve
sonlandırılır. [7]
Ġkinci aĢama kıvırma için, soldurma iĢleminden çıkan çay grupları buraya taĢınırlar.
Kıvırma iĢlemi için nem kaybetmiĢ çay yaprakları bu süreçte ufalanıp küçülürler. Süreç
sonunda belli gruplara göre tasnif edilmiĢ elekler, boyut küçültme iĢleminin istenilen
seviyelere gelip gelmediğini kontrol ederler. Eleklerden geçemeyen kıvırma süreci
çıktıları, tekrar iĢleme alınarak ikinci kıvırmaya alınırlar ve daha ileri kıvırma aĢamalarına
geçerler. Ġstenilen boyutlar sağlanana dek bu iĢlemler tekrarlanır.
Kıvırma sonrası fermantasyon sürecine alınan çaylar, uygun nem oranı sağlanarak
fermente edilir. Bu süreçte belli bir fermente seviyesine ulaĢmak istenir. Bu sürecin
kontrolünde uygulanan nem oranı ve fermantasyon sürecinin süresi rol oynamaktadır.
Fazla fermente edilen çaylar iĢlevselliğini kaybederler, çok az fermantasyona uğramıĢ
çaylar ise bu süreç için istenilen çıktıyı vermezler. Bunun için fermantasyon iĢlemi
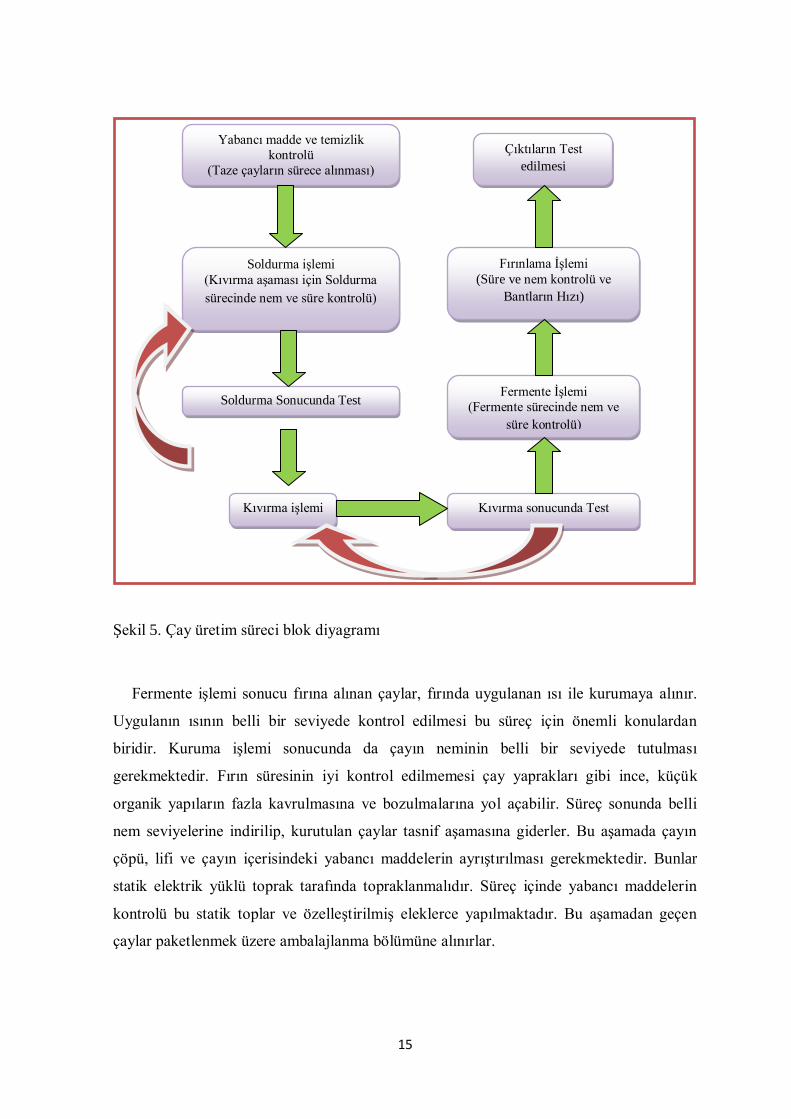
sırasında önemli kontrol iĢlemi süre ve nem kontrolünün sağlanmasıdır. Çayın üretim
sürecinde gerçekleĢen blok diyagramı ġekil 5. „de verilmiĢtir.
15
ġekil 5. Çay üretim süreci blok diyagramı
Fermente iĢlemi sonucu fırına alınan çaylar, fırında uygulanan ısı ile kurumaya alınır.
Uygulanın ısının belli bir seviyede kontrol edilmesi bu süreç için önemli konulardan
biridir. Kuruma iĢlemi sonucunda da çayın neminin belli bir seviyede tutulması
gerekmektedir. Fırın süresinin iyi kontrol edilmemesi çay yaprakları gibi ince, küçük
organik yapıların fazla kavrulmasına ve bozulmalarına yol açabilir. Süreç sonunda belli
nem seviyelerine indirilip, kurutulan çaylar tasnif aĢamasına giderler. Bu aĢamada çayın
çöpü, lifi ve çayın içerisindeki yabancı maddelerin ayrıĢtırılması gerekmektedir. Bunlar
statik elektrik yüklü toprak tarafında topraklanmalıdır. Süreç içinde yabancı maddelerin
kontrolü bu statik toplar ve özelleĢtirilmiĢ eleklerce yapılmaktadır. Bu aĢamadan geçen
çaylar paketlenmek üzere ambalajlanma bölümüne alınırlar.
Yabancı madde ve temizlik
kontrolü
(Taze çayların sürece alınması)
Soldurma iĢlemi
(Kıvırma aĢaması için Soldurma
sürecinde nem ve süre kontrolü)
Kıvırma iĢlemi
Kıvırma sonucunda Test
Fermente ĠĢlemi
(Fermente sürecinde nem ve
süre kontrolü)
Fırınlama ĠĢlemi
(Süre ve nem kontrolü ve
Bantların Hızı)
Çıktıların Test
edilmesi
Soldurma Sonucunda Test
16
3.1.1. Çayın Soldurma İşlemi
Soldurma çay üretiminin zorunlu ilk iĢlemidir. Pratikte basit bir uygulama gibi
gözükmektedir. Ancak soldurma iĢlemi kuramsal olarak karmaĢık önemli bir iĢlemdir.
Soldurmanın amacı; kısmi kurutma ile suyu buharlaĢtırarak azaltılan çay yaprağını, fiziksel
olarak değiĢime sokarak kıvırma iĢlemi için uygun Ģekle dönüĢtürür. Soldurma iĢleminde
çay yaprağına, iyi bir fermantasyon için uygun bir ortam da sağlanmıĢolur. Çay yığınları
fabrika içine alındıktan sonra bunker adı verilen bir ambar alanına alınırlar. Bunker,
arabalardan gelen çayın iĢleme sokulmadan önce hazırlandığı yerdir. Burada "V" Ģeklinde
bir sarmal, çay içinde sürekli dönerek hem çayı havalandırır hem de çayı bir sonraki aĢama
traflara götüren bantlara aktarır. Bunker‟den trafa çay aktarılırken çayın belirli bir
kalınlıkta olması istenir. Bu kalınlılık daha önceden manuel olarak ayarlanan bir skala
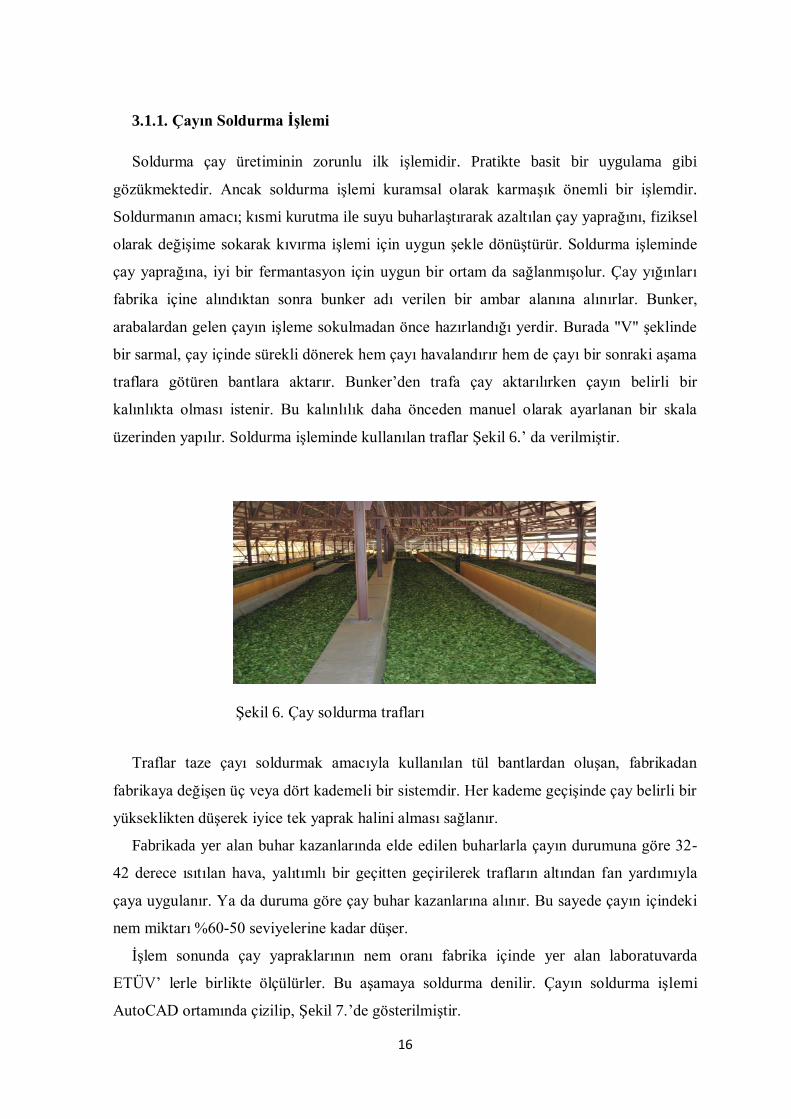
üzerinden yapılır. Soldurma iĢleminde kullanılan traflar ġekil 6.‟ da verilmiĢtir.
ġekil 6. Çay soldurma trafları
Traflar taze çayı soldurmak amacıyla kullanılan tül bantlardan oluĢan, fabrikadan
fabrikaya değiĢen üç veya dört kademeli bir sistemdir. Her kademe geçiĢinde çay belirli bir
yükseklikten düĢerek iyice tek yaprak halini alması sağlanır.
Fabrikada yer alan buhar kazanlarında elde edilen buharlarla çayın durumuna göre 32-
42 derece ısıtılan hava, yalıtımlı bir geçitten geçirilerek trafların altından fan yardımıyla
çaya uygulanır. Ya da duruma göre çay buhar kazanlarına alınır. Bu sayede çayın içindeki
nem miktarı %60-50 seviyelerine kadar düĢer.
ĠĢlem sonunda çay yapraklarının nem oranı fabrika içinde yer alan laboratuvarda
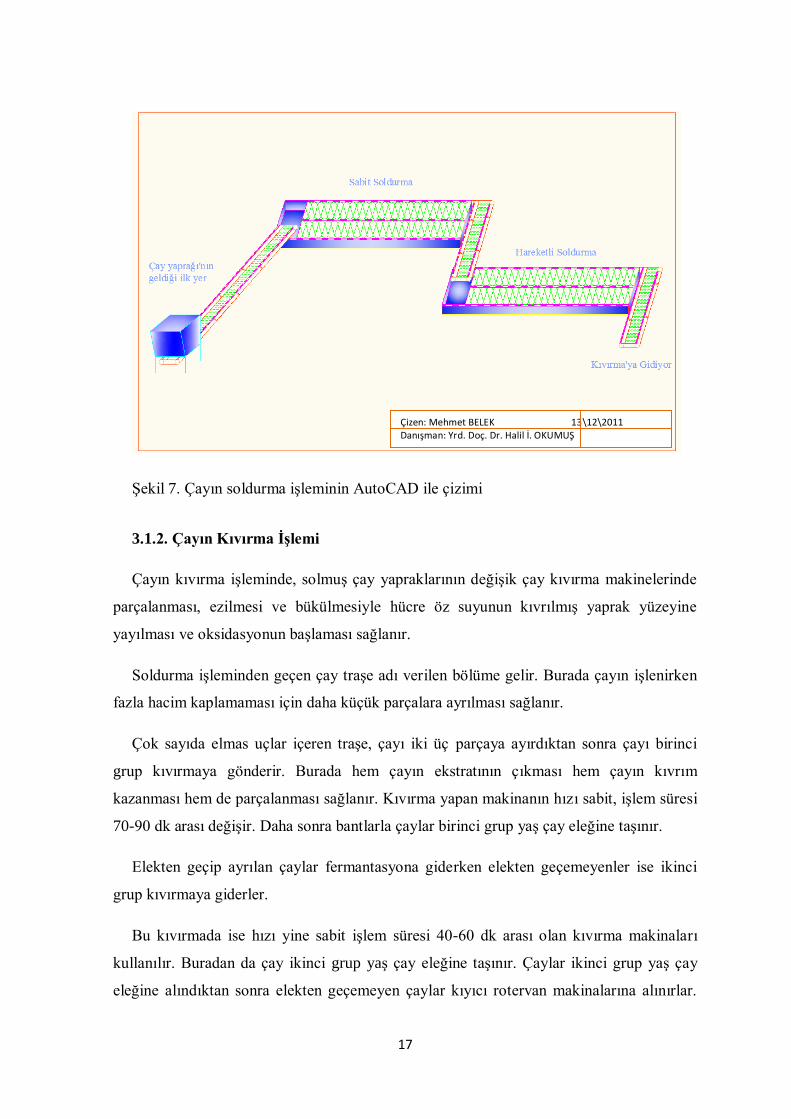
ETÜV‟ lerle birlikte ölçülürler. Bu aĢamaya soldurma denilir. Çayın soldurma iĢlemi
AutoCAD ortamında çizilip, ġekil 7.‟de gösterilmiĢtir.
17
ġekil 7. Çayın soldurma iĢleminin AutoCAD ile çizimi
3.1.2. Çayın Kıvırma İşlemi
Çayın kıvırma iĢleminde, solmuĢ çay yapraklarının değiĢik çay kıvırma makinelerinde
parçalanması, ezilmesi ve bükülmesiyle hücre öz suyunun kıvrılmıĢ yaprak yüzeyine
yayılması ve oksidasyonun baĢlaması sağlanır.
Soldurma iĢleminden geçen çay traĢe adı verilen bölüme gelir. Burada çayın iĢlenirken
fazla hacim kaplamaması için daha küçük parçalara ayrılması sağlanır.
Çok sayıda elmas uçlar içeren traĢe, çayı iki üç parçaya ayırdıktan sonra çayı birinci
grup kıvırmaya gönderir. Burada hem çayın ekstratının çıkması hem çayın kıvrım
kazanması hem de parçalanması sağlanır. Kıvırma yapan makinanın hızı sabit, iĢlem süresi
70-90 dk arası değiĢir. Daha sonra bantlarla çaylar birinci grup yaĢ çay eleğine taĢınır.
Elekten geçip ayrılan çaylar fermantasyona giderken elekten geçemeyenler ise ikinci
grup kıvırmaya giderler.
Bu kıvırmada ise hızı yine sabit iĢlem süresi 40-60 dk arası olan kıvırma makinaları
kullanılır. Buradan da çay ikinci grup yaĢ çay eleğine taĢınır. Çaylar ikinci grup yaĢ çay
eleğine alındıktan sonra elekten geçemeyen çaylar kıyıcı rotervan makinalarına alınırlar.
Çizen: Mehmet BELEK 13\12\2011 Danışman: Yrd. Doç. Dr. Halil İ. OKUMUŞ
: Mehmet BELEK Ölçek: 1/1000
18
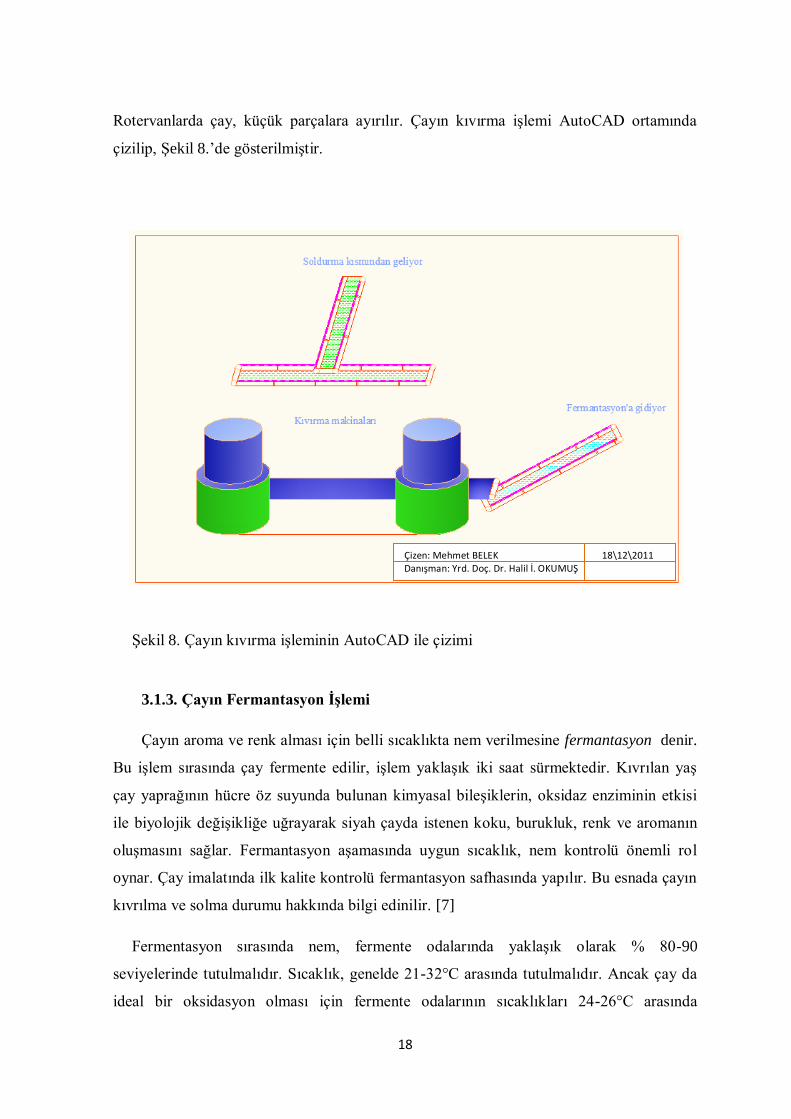
Rotervanlarda çay, küçük parçalara ayırılır. Çayın kıvırma iĢlemi AutoCAD ortamında
çizilip, ġekil 8.‟de gösterilmiĢtir.
ġekil 8. Çayın kıvırma iĢleminin AutoCAD ile çizimi
3.1.3. Çayın Fermantasyon İşlemi
Çayın aroma ve renk alması için belli sıcaklıkta nem verilmesine fermantasyon denir.
Bu iĢlem sırasında çay fermente edilir, iĢlem yaklaĢık iki saat sürmektedir. Kıvrılan yaĢ
çay yaprağının hücre öz suyunda bulunan kimyasal bileĢiklerin, oksidaz enziminin etkisi
ile biyolojik değiĢikliğe uğrayarak siyah çayda istenen koku, burukluk, renk ve aromanın
oluĢmasını sağlar. Fermantasyon aĢamasında uygun sıcaklık, nem kontrolü önemli rol
oynar. Çay imalatında ilk kalite kontrolü fermantasyon safhasında yapılır. Bu esnada çayın
kıvrılma ve solma durumu hakkında bilgi edinilir. [7]
Fermentasyon sırasında nem, fermente odalarında yaklaĢık olarak % 80-90
seviyelerinde tutulmalıdır. Sıcaklık, genelde 21-32°C arasında tutulmalıdır. Ancak çay da
ideal bir oksidasyon olması için fermente odalarının sıcaklıkları 24-26°C arasında
Çizen: Mehmet BELEK 18\12\2011 Danışman: Yrd. Doç. Dr. Halil İ. OKUMUŞ
: Mehmet BELEK Ölçek: 1/1000
19
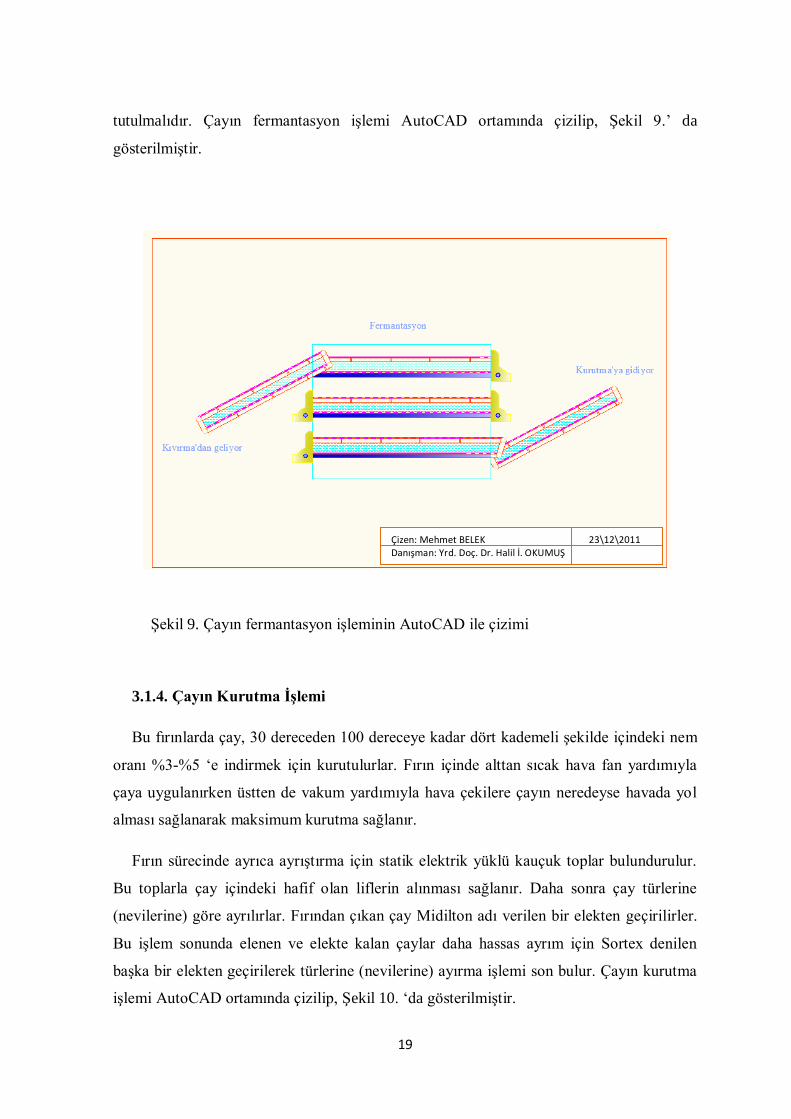
tutulmalıdır. Çayın fermantasyon iĢlemi AutoCAD ortamında çizilip, ġekil 9.‟ da
gösterilmiĢtir.
ġekil 9. Çayın fermantasyon iĢleminin AutoCAD ile çizimi
3.1.4. Çayın Kurutma İşlemi
Bu fırınlarda çay, 30 dereceden 100 dereceye kadar dört kademeli Ģekilde içindeki nem
oranı %3-%5 „e indirmek için kurutulurlar. Fırın içinde alttan sıcak hava fan yardımıyla
çaya uygulanırken üstten de vakum yardımıyla hava çekilere çayın neredeyse havada yol
alması sağlanarak maksimum kurutma sağlanır.
Fırın sürecinde ayrıca ayrıĢtırma için statik elektrik yüklü kauçuk toplar bulundurulur.
Bu toplarla çay içindeki hafif olan liflerin alınması sağlanır. Daha sonra çay türlerine
(nevilerine) göre ayrılırlar. Fırından çıkan çay Midilton adı verilen bir elekten geçirilirler.
Bu iĢlem sonunda elenen ve elekte kalan çaylar daha hassas ayrım için Sortex denilen
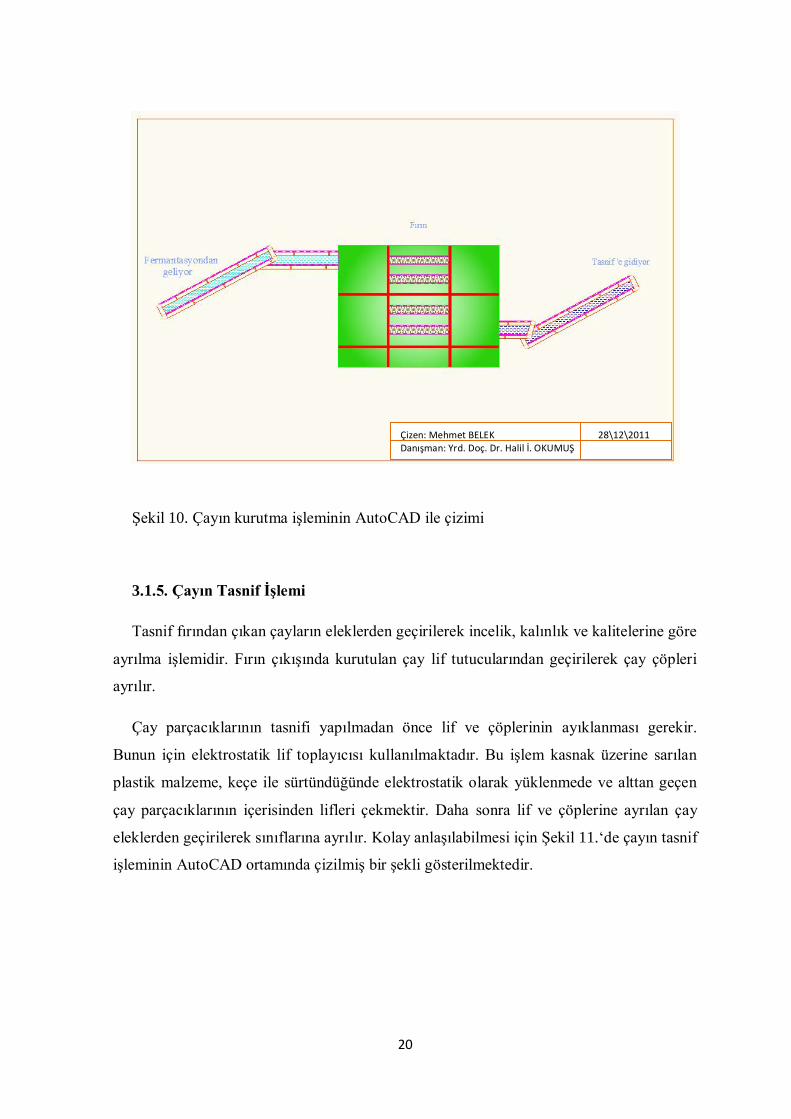
baĢka bir elekten geçirilerek türlerine (nevilerine) ayırma iĢlemi son bulur. Çayın kurutma
iĢlemi AutoCAD ortamında çizilip, ġekil 10. „da gösterilmiĢtir.
Çizen: Mehmet BELEK 23\12\2011 Danışman: Yrd. Doç. Dr. Halil İ. OKUMUŞ
: Mehmet BELEK Ölçek: 1/1000
20
ġekil 10. Çayın kurutma iĢleminin AutoCAD ile çizimi
3.1.5. Çayın Tasnif İşlemi
Tasnif fırından çıkan çayların eleklerden geçirilerek incelik, kalınlık ve kalitelerine göre
ayrılma iĢlemidir. Fırın çıkıĢında kurutulan çay lif tutucularından geçirilerek çay çöpleri
ayrılır.
Çay parçacıklarının tasnifi yapılmadan önce lif ve çöplerinin ayıklanması gerekir.
Bunun için elektrostatik lif toplayıcısı kullanılmaktadır. Bu iĢlem kasnak üzerine sarılan
plastik malzeme, keçe ile sürtündüğünde elektrostatik olarak yüklenmede ve alttan geçen
çay parçacıklarının içerisinden lifleri çekmektir. Daha sonra lif ve çöplerine ayrılan çay
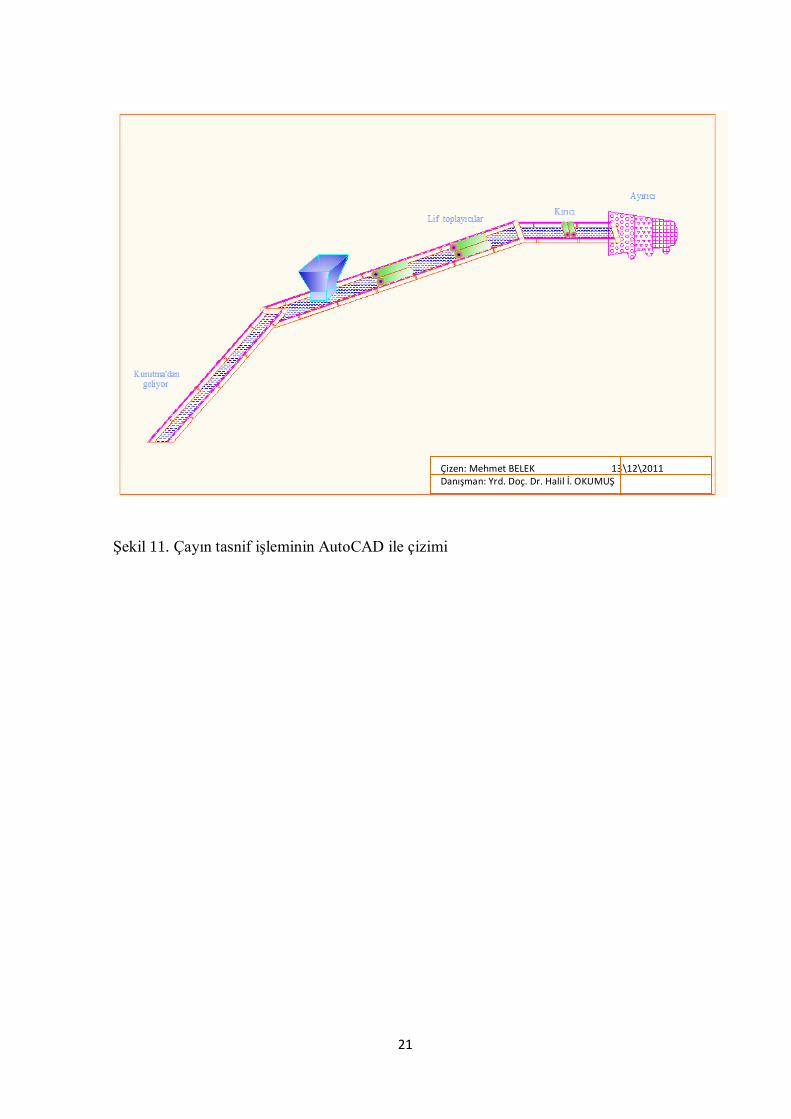
eleklerden geçirilerek sınıflarına ayrılır. Kolay anlaĢılabilmesi için ġekil 11.„de çayın tasnif
iĢleminin AutoCAD ortamında çizilmiĢ bir Ģekli gösterilmektedir.
Çizen: Mehmet BELEK 28\12\2011 Danışman: Yrd. Doç. Dr. Halil İ. OKUMUŞ
: Mehmet BELEK Ölçek: 1/1000
21
ġekil 11. Çayın tasnif iĢleminin AutoCAD ile çizimi
Çizen: Mehmet BELEK 13\12\2011 Danışman: Yrd. Doç. Dr. Halil İ. OKUMUŞ
: Mehmet BELEK Ölçek: 1/1000
22
4. DENEYSEL ÇALIŞMALAR
4.1. ÇAY FABRİKASI OTOMASYONUNUN VİJEO CİTECT EXPLORER
ARAYÜZ PROGRAMI İLE GERÇEKLEŞTİRİLMESİ
4.1.1. Giriş
Bölüm2.2.8.1.1. Vijeo Citect Explorer‟ da anlatıldığı gibi, Vijeo Citect Explorer
ortamını iki kısım altında inceleyebiliriz;
1. Runtime Sistem
2. Konfigürasyon Sistemi
2.1.Citect Explorer,
2.2.Projet Editör,
2.3.Citect Graphics Builder,
2.4.Cicode Editör ortamıdır.
4.1.1.1. Runtime Sistem
Runtime sistem, iĢlemin kontrol edildiği, gerçek zamanlı olarak çalıĢtırıldığı kısımdır.
Runtime sistem ġekil 12.‟de gösterilmiĢtir.
ġekil 12. Runtime sistem
23
4.1.1.2. Konfigürasyon Sistem
Konfigürasyon sistemi, runtime‟ın çalıĢtırılabilmesi için daha önce yapılan ve sistemin
altyapısını oluĢturan bölümlerdir.
4.1.1.2.1. Citect Explorer
GerçekleĢtirilen projelerin görüldüğü ya da yeni projelerin oluĢturulduğu yerdir. Bu
kısımda projelerin tüm ana kısımları görülmektedir. Projedeki haberleĢme ayarları bu
bölümde oluĢturulur. Bu bölümün Vijeo Citect‟ de görünümü ġekil 13.‟ de
gösterilmektedir.
ġekil 13. Citect explorer
4.1.1.2.1.1. Haberleşme Ayarları
Sistemin uygulamada kullanılması için yapılması zorunlu ayarlardır. Vijeo Citect
Explorer‟da yapılan tasarımların sahada kullanılabilmesi için sistemin bazı cihazlarla
haberleĢtirilmesi gerekir. Sistemin bir veya daha fazla bilgisayardan kontrolünü sağlamak
için Cluster ve Server‟ların tanıtılması gerekmektedir. Ayrıca Cluster ve Server‟ları
oluĢturduktan sonra tek bir bilgisayardan çalıĢtırılacağı gibi bir network ağı kurarak birden
fazla bilgisayarlarda da çalıĢtırılması sağlanabilir. Ayrıca bilgisayarımızı bir PLC gibi
çalıĢmasını sağlamak için ise I/O Device ayarlarının yapılması gerekir.
24
4.1.1.2.2. Project Editör
HaberleĢme ayarları, Alarm Server, Trend Server gibi tüm Server‟ların ve Cluster‟ların
tanımlandığı kısımdır. Kısaca sistemle ilgili tüm ayarların yapıldığı kısımdır. Editörün
pencerelerinin görünümü ġekil 14.‟ de gösterilmektedir.
ġekil 14. Alarm server ve cluster
4.1.1.2.3. Citect Graphics Builder
Vijeo Citect Explorer ortamında tasarlanacak grafik sayfalarının oluĢturulduğu kısımdır.
ġekil 15.‟de citect graphics builder penceresi gösterilmiĢtir.
25
ġekil 15. Citect graphics builder
4.1.1.2.4. Cicode Editör
Program kodlarının yazıldığı ve yazılan programların depo edildiği, sistemin çalıĢma ve
iĢleyiĢinin sağlandığı kısımdır.Bukısım ġekil 16.‟da gösterilmiĢtir. Vijeo BASIC tabanlı
olan Vijeo Citect Explorer arayüz programında sistemin çalıĢabilmesi için gerekli olan
kodların yazılması gerekmektedir. Bu kodlar, kod dizisini oluĢturarak sistemin akıĢını
sağlarlar.
ġekil 16. Cicode editör
26
4.1.2. Projenin Gerçekleştirilmesi
4.1.2.1. Değişkenlerin Tanımlanması ve Atanması
Vijeo Citect Explorer arayüz programını kullanarak, oluĢtulacak sistemin haberleĢme
ayarları, Cluster name, I/O Device gibi gerekli olan tanımlamalar yapılarak, çay fabrikası
SCADA otomasyonun alt yapısı için ilk olarak değiĢkenlerin atanması gerekir
HaberleĢme ayarı yapılan sisteme belirli değiĢkenler tanımlanır. DeğiĢkenler
tanımlanırken unutulmamalıdırki her PLC‟nin adres yapısı farklıdır. Buna uygun olarak
adresleme yapılması gerekir.
Vijeo Citect‟te oluĢturulacak tasarımın adreslemesini sağlayan, ISE standartlarından
gelen % iĢareti vardır. Bu ister gerçek fiziksel adres, isterse iç değiĢken olsun bu adreslerin
baĢına % iĢareti eklenerekoluĢturulur.
%M…:Ġç değiĢken olup, digital değerler için,
%MW…:INT ve Analog değerler için ise bu adresleme yapısı kullanılır.
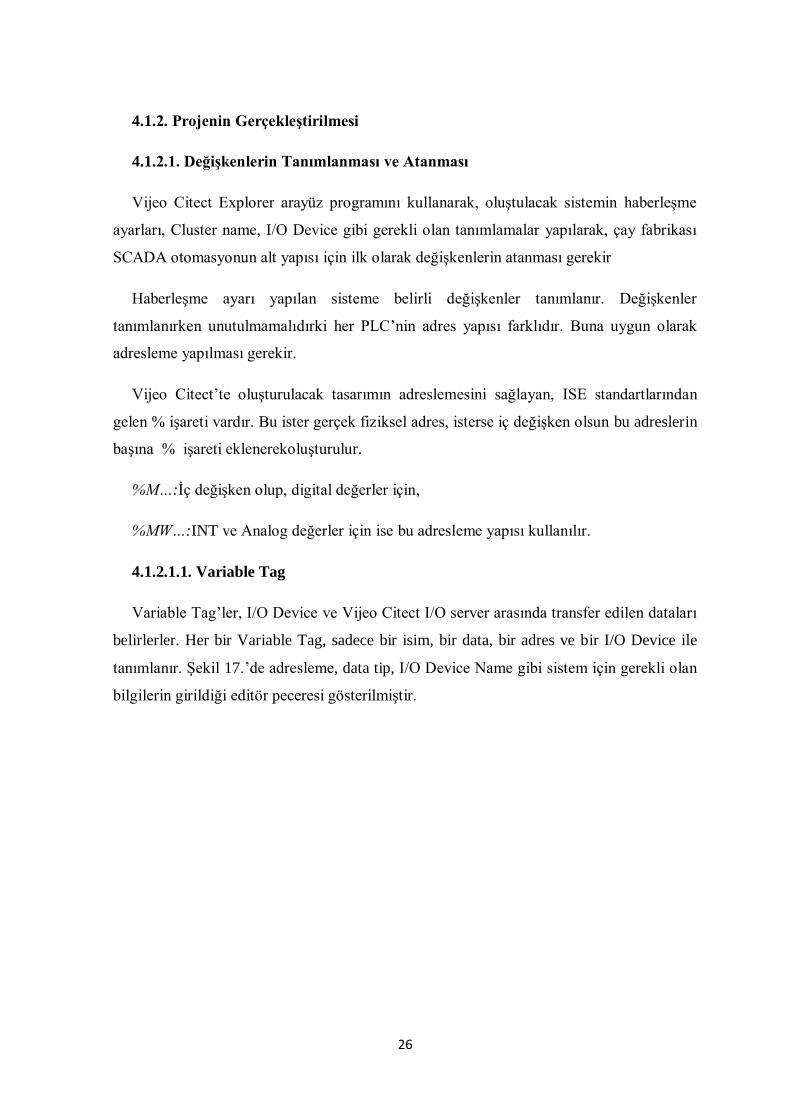
4.1.2.1.1. Variable Tag
Variable Tag‟ler, I/O Device ve Vijeo Citect I/O server arasında transfer edilen dataları
belirlerler. Her bir Variable Tag, sadece bir isim, bir data, bir adres ve bir I/O Device ile
tanımlanır. ġekil 17.‟de adresleme, data tip, I/O Device Name gibi sistem için gerekli olan
bilgilerin girildiği editör peceresi gösterilmiĢtir.
27
ġekil 17. Variable tag
Çay fabrikası SCADA sistemi için gerekli olan değiĢkenler sırayla atanarak Çizelge
1.‟de tablo halinde gösterilmiĢtir.
Çizelge 1. Çay fabrikası otomasyonu için gerekli değiĢkenler ve bunlara atanan değerler
Varia
ble T
ag
Nam
e
Açık
lam
a
Typ
e
Ad
ress
Raw
Fu
ll Zero
Raw
Fu
ll
En
g Z
ero
En
g F
ull
En
g U
nits
Form
at
Karistirici Kıvırma iĢlemi INT %MW12 0 32767 0 100 % ###EU
Kurutma_P1 Fırın sıcaklığı
iĢlemi INT %MW10 0 32767 0 110 deg ###EU
Fermantasyon Fermantasyon
iĢlemi INT %MW1 0 32767 0 100 % ###EU
28
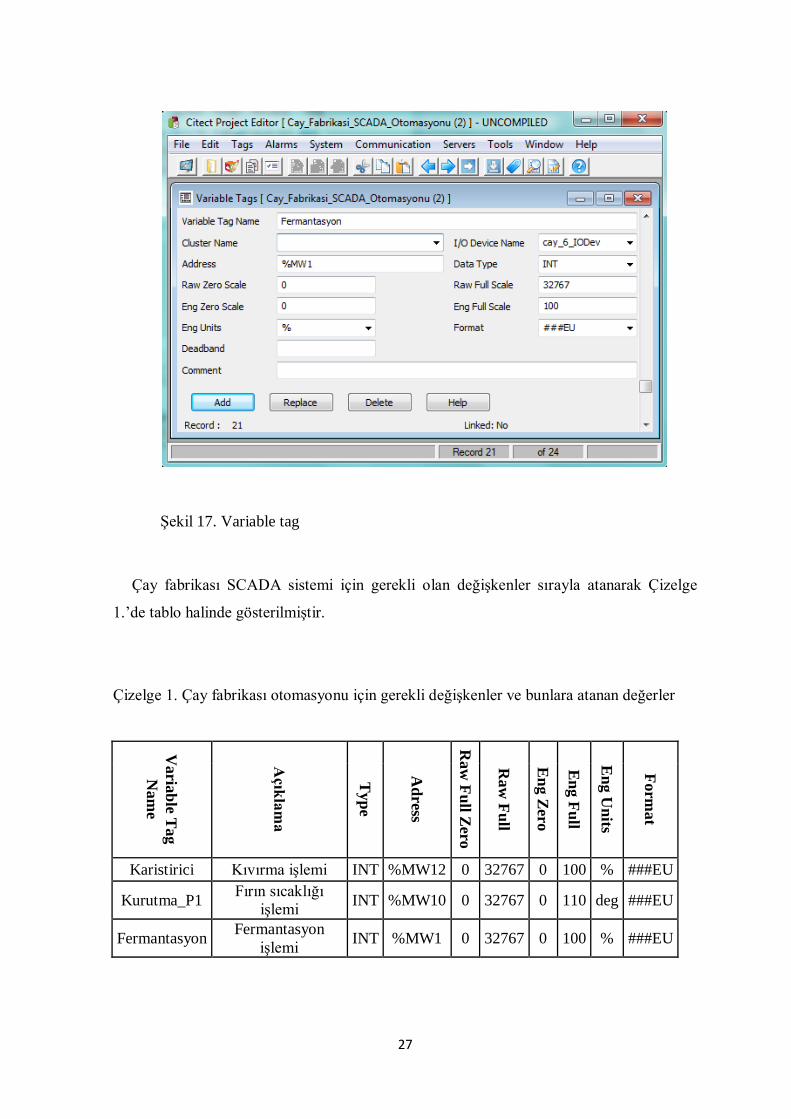
4.1.2.1.2. Local Variable Tag
Local değiĢkenler sistem Runtime‟a geçtiği zaman hafızada bilgi saklamaya izin
vermektedir. Sistem baĢlatıldığında her zaman oluĢturulabilirler, bundan dolayı Runtime
kapatıldığında değerlerini tutmazlar. ġekil 18.‟deki Local variables editör penceresinden
local değiĢkenler tanımlanmaktadır.
ġekil 18. Local variable tag
Otomasyon için gerekli olan değiĢkenler ve bu değiĢkenlerin ne iĢ yaptığını, biçiminin
ne olduğunu, baĢlangıç ve bitiĢ değerlerinin ve format açıklamasının bulunduğu tablo
Çizelge 2‟de gösterilmiĢtir.

29
Çizelge 2. Local variable‟ların açıklamaları ve atandığı değerler
Loca
l Varia
ble N
am
e
Açık
lam
a
Typ
e
Zero
Sca
le
Fu
ll Sca
le
En
g u
nits
Form
at
Open Automatic Control Digital - - - -
Open1 Manual Soldurma-1 Digital - - - -
Open2 Manual Soldurma-2 Digital - - - -
Open3 Manual Kıvırma-1 Digital - - - -
Open4 Manual Kıvırma-2 Digital - - - -
Open5 Manual Fermantasyon-1 Digital - - - -
Open6 Manual Fermantasyon-2 Digital - - - -
Open7 Manual Kurutma-1 Digital - - - -
Open8 Manual Kurutma-2 Digital - - - -
Open9 Manual Tasnif-1 Digital - - - -
Open10 Manual Tasnif-2 Digital - - - -
Hareket1 Soldurma-1 INT 0 100 - -
Hareket2 Soldurma-2 INT 0 100 - -
Hareket3 Kıvırma-1 INT 0 100 - -
Hareket4 Kıvırma-2 INT 0 100 - -
Hareket5 Fermantasyon-1 INT 0 100 - -
Hareket6 Fermantasyon-2 INT 0 100 - -
Hareket7 Kurutma-1 INT 0 100 - -
Hareket8 Kurutma-2 INT 0 100 - -
Hareket9 Tasnif-1 INT 0 100 - -
Hareket10 Tasnif-2 INT 0 100 - -
seviye Tank seviyesi INT 0 100 % ###EU
kontrol Kontrol iĢlemi INT 0 2 - -
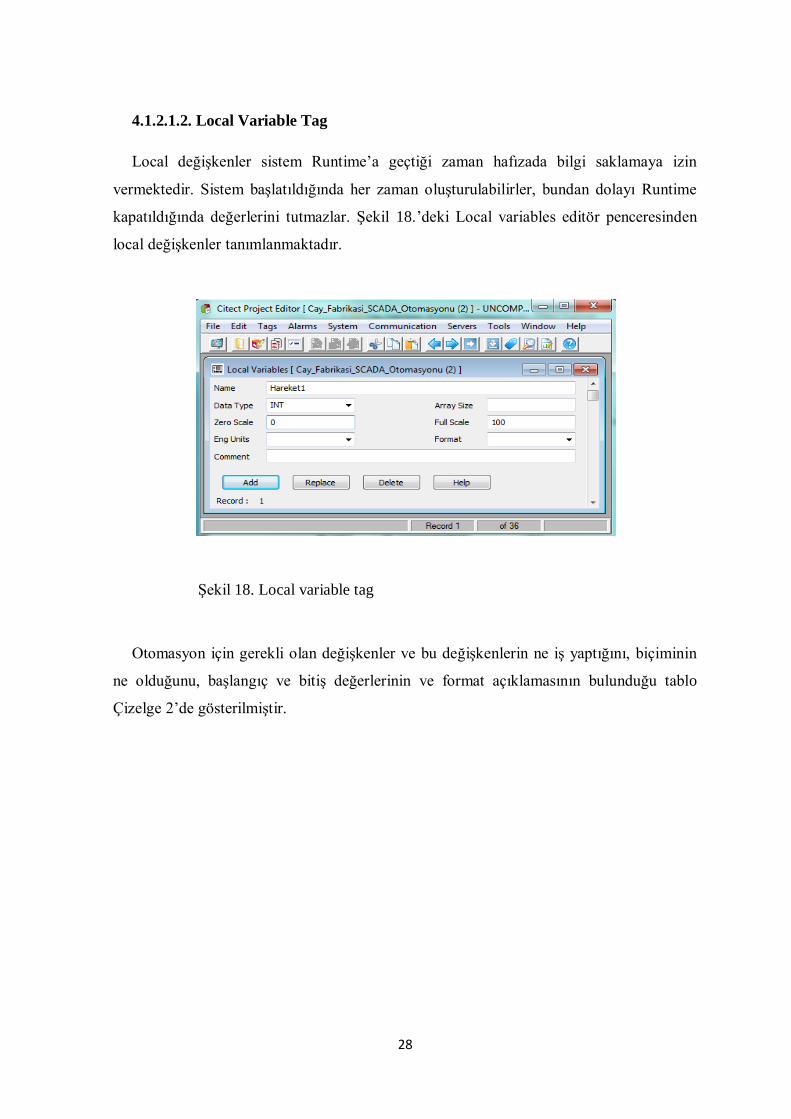
4.1.2.2. Event (Olay)’lar
Event(Olay)‟lar, tasarımı yapılan sistemdeki cihazların hangi zaman aralıklarında, ne
kadar süre ile çalıĢacağının belirlendiği ve bu süre içerisinde herhangi bir olaya ya da
30
koĢula bağlı olarak sistemdeki cihazların çalıĢıp çalıĢmayacağının saptandığı kısımdır.
ġekil.19.‟ da event‟ların tanımlandığı pencere gösterilmiĢtir.
Event‟lar iki kısımdan oluĢur. Bunlar;
1. Zamana Bağlı Event: Tasarlanan sistemdeki cihazların, belirli periyotlarda aktif
olmasını sağlayan event‟dır. Örneğin; soldurma bantlarında çayın taĢınma
esnasında 20 saniye aralıklarla steam makinasının çalıĢması.
2. Olaya Bağlı Event: Tasarlanan sistemdeki cihazların, sistem içerisinde referans
alınan bir cihazın, iĢlevini yerine getirmesine bağlı olarak aktif olmasını sağlayan
event‟dır. Örneğin; sistemdeki kıvırma tankının dolmasıyla soldurma bantlarının
durması.
ġekil.19. Event‟ların tanımlandığı pencere
4.1.2.2.1.Event’ların Tanımlanması
Bu kısımda global olarak tanımlanan event‟lar; 5 saniye aralıklarla periyodik olarak
Çizelge 3.‟de action kısmında yazan komutları yerine getirmektedir.
31
Bu komutlardan “Kurutma_P1=50+Rand(65)” komutu, kurutma bölümünde kullanılan
fırın sıcaklık değeri, 50°C ile 115°C arasında bir değer alarak periyodunun
tamamlanmasını beklemektedir.
“Fermantasyon=45+Rand(30)” komutu ise, fermantasyonun gerçekleĢmesi için gereken
nem oranı %45 ile %75 arasında bir değer alıp periyodunun tamamlamasını beklemektedir.
Çizelge 3. Sistem için tanımlanan Event‟lar
Name Time Period Trigger Action
Global 00:00:00 00:00:05 - Kurutma_P1=50+Rand(65)
Global 00:00:00 00:00:05 - Fermantasyon=45+Rand(30)
4.1.2.3. Alarmlar
Alarmlar sistemdeki bütün hataları otmatik olarak kullanıcıya rapor eden sistemlerdir.
Her alarm tipi farklı olaylarla, farklı parametrelerle ve farklı seçeneklerle ayrı ayrı
konfigire edilmelidir. Sistemde uygulanan alarmları genel olarak sıralamak gerekirse;
1. Digital alarmlar,
2. Analog alarmlar,
3. Advanced alarmlar Ģeklinde sıralanır.
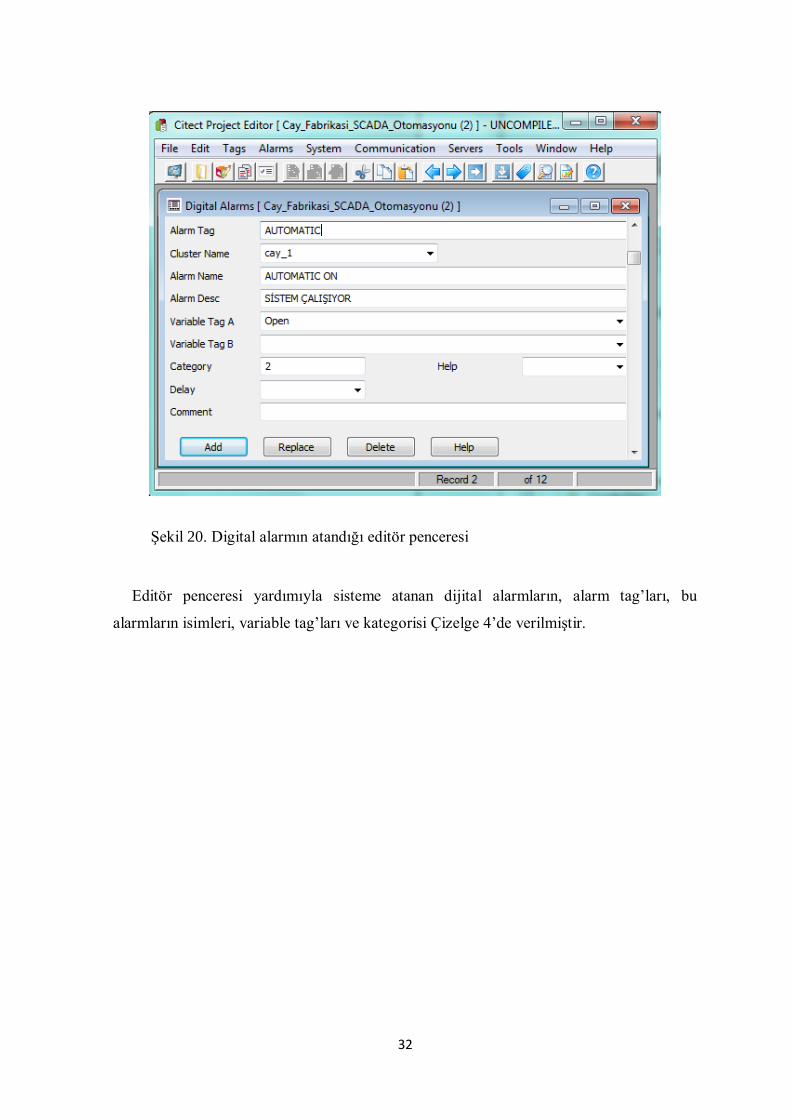
4.1.2.3.1. Digital Alarm
Bu alarmlar, bir ya da iki dijital değiĢkenin durumunun değiĢimine bağlıdır. Eğer bu iki
değiĢken belirlenirse, her iki değiĢken alarmın harekete geçirilebilmesi için
değiĢtirilmelidir. ġekil 20.‟de digital alarmların atandığı editör penceresi gösterilmiĢtir. Bu
pencere yardımıyla, sisteme eklenmesi istenilen alarmlar sırayısla atanabilmektedir.
32
ġekil 20. Digital alarmın atandığı editör penceresi
Editör penceresi yardımıyla sisteme atanan dijital alarmların, alarm tag‟ları, bu
alarmların isimleri, variable tag‟ları ve kategorisi Çizelge 4‟de verilmiĢtir.
33
Çizelge 4. Sisteme atanan dijital alarmlar
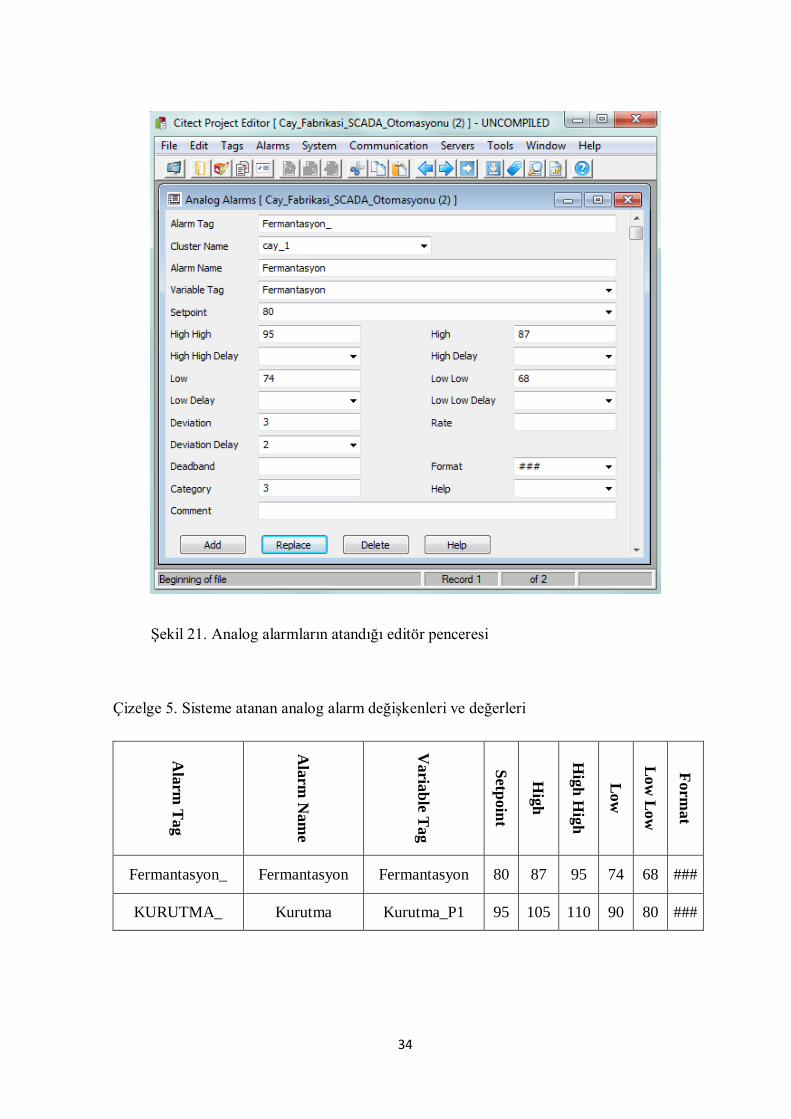
4.1.2.3.2. Analog Alarm
Analog alarmlar bir analog değiĢken yada daha fazla belirlenmiĢ sınırlara bağlı olarak
değiĢtiğinde harekete geçerler. ġekil 21.‟de analog alarmların atandığı editör penceresi
veilmiĢtir. Ayrıca sisteme atanan analog alarm değiĢkenleri ve değerleri Çizelge 5.‟de
gösterilmektedir.
Alarm Tag Alarm Name Alarm
Description
Variable
Tag A
Variable
Tag B
AUTOMATIC AUTOMATIC ON SĠSTEM
ÇALIġIYOR Open -
ACILSTOP ACIL STOP SĠSTEM DURDU
NOT Open -
SOLDURMA SOLDURMA2
ÇALIġMIYOR
MOTOR
ARIZALI
NOT
Open6 Open1
KIVIRMA KIVIRMA2 ÇALIġMIYOR
MOTOR ARIZALI
NOT Open2
Open7
FERMANTASYON FERMANTASYON2
ÇALIġMIYOR
MOTOR
ARIZALI
NOT
Open3 Open8
FERMANTASYON_KURUTMA
KURUTMA1 ÇALIġMIYOR
MOTOR ARIZALI
NOT Open9
Open3
KURUTMA KURUTMA2
ÇALIġMIYOR
MOTOR
ARIZALI
NOT
Open4 Open9
KURUTMA_TASNĠF TASNĠF1 ÇALIġMIYOR MOTOR ARIZALI
NOT Open10
Open4
TASNĠF TASNĠF2 ÇALIġMIYOR MOTOR
ARIZALI
NOT
Open5 Open10
34
ġekil 21. Analog alarmların atandığı editör penceresi
Çizelge 5. Sisteme atanan analog alarm değiĢkenleri ve değerleri
Ala
rm T
ag
Ala
rm N
am
e
Varia
ble T
ag
Setp
oin
t
Hig
h
Hig
h H
igh
Low
Low
Low
Form
at
Fermantasyon_ Fermantasyon Fermantasyon 80 87 95 74 68 ###
KURUTMA_ Kurutma Kurutma_P1 95 105 110 90 80 ###
35
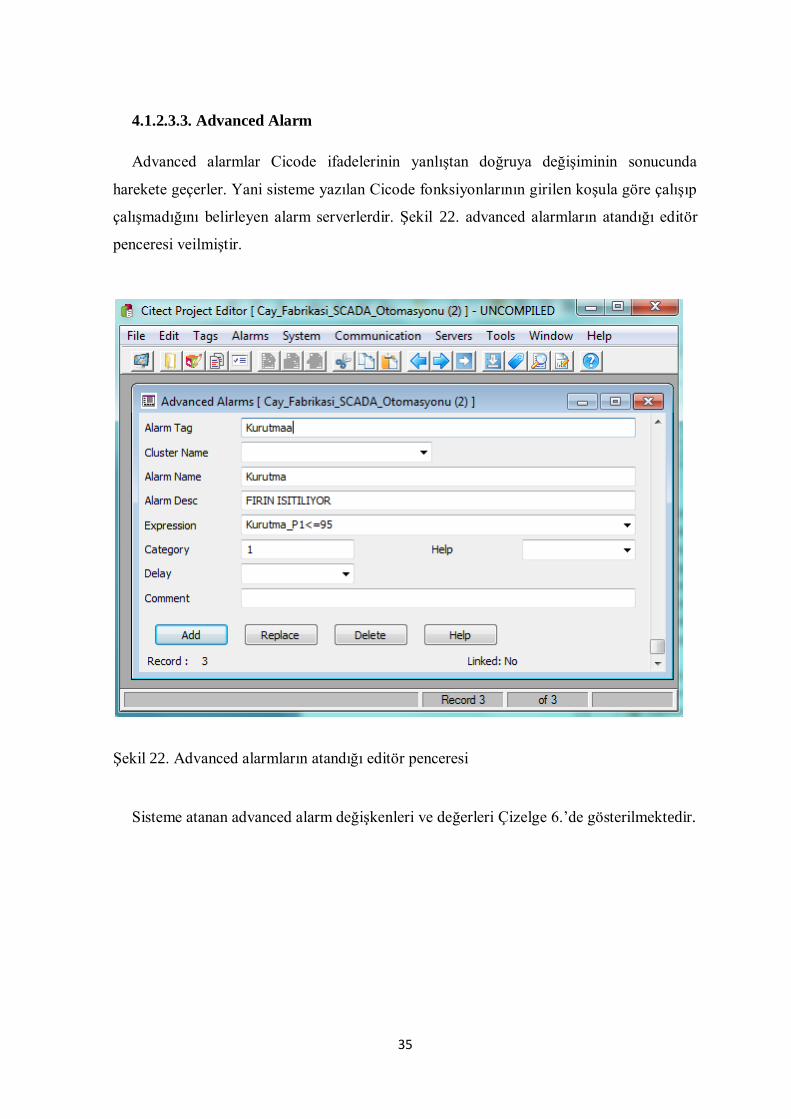
4.1.2.3.3. Advanced Alarm
Advanced alarmlar Cicode ifadelerinin yanlıĢtan doğruya değiĢiminin sonucunda
harekete geçerler. Yani sisteme yazılan Cicode fonksiyonlarının girilen koĢula göre çalıĢıp
çalıĢmadığını belirleyen alarm serverlerdir. ġekil 22. advanced alarmların atandığı editör
penceresi veilmiĢtir.
ġekil 22. Advanced alarmların atandığı editör penceresi
Sisteme atanan advanced alarm değiĢkenleri ve değerleri Çizelge 6.‟de gösterilmektedir.
36
Çizelge 6. Sisteme atanan advanced alarm değiĢkenleri ve değerleri
Alarm Tag Alarm Name Alarm Description Expression
Kivirici KIVIRMA TANK YÜKSEK SEVĠYE Karistirici>=100
Kivirici1 KIVIRMA TANK DÜġÜK SEVĠYE Karistirici<=20
Kurutmaa KURUTMA FIRIN ISITILIYOR Kurutma_P1<=95
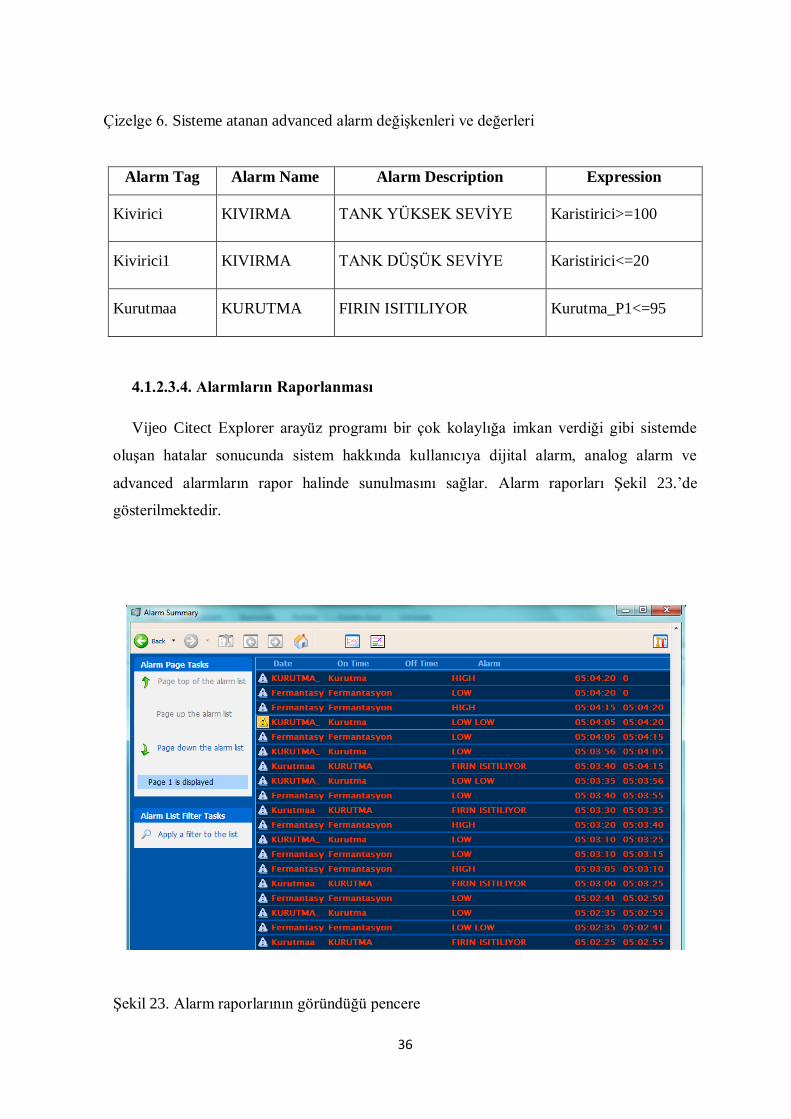
4.1.2.3.4. Alarmların Raporlanması
Vijeo Citect Explorer arayüz programı bir çok kolaylığa imkan verdiği gibi sistemde
oluĢan hatalar sonucunda sistem hakkında kullanıcıya dijital alarm, analog alarm ve
advanced alarmların rapor halinde sunulmasını sağlar. Alarm raporları ġekil 23.‟de
gösterilmektedir.
ġekil 23. Alarm raporlarının göründüğü pencere
37
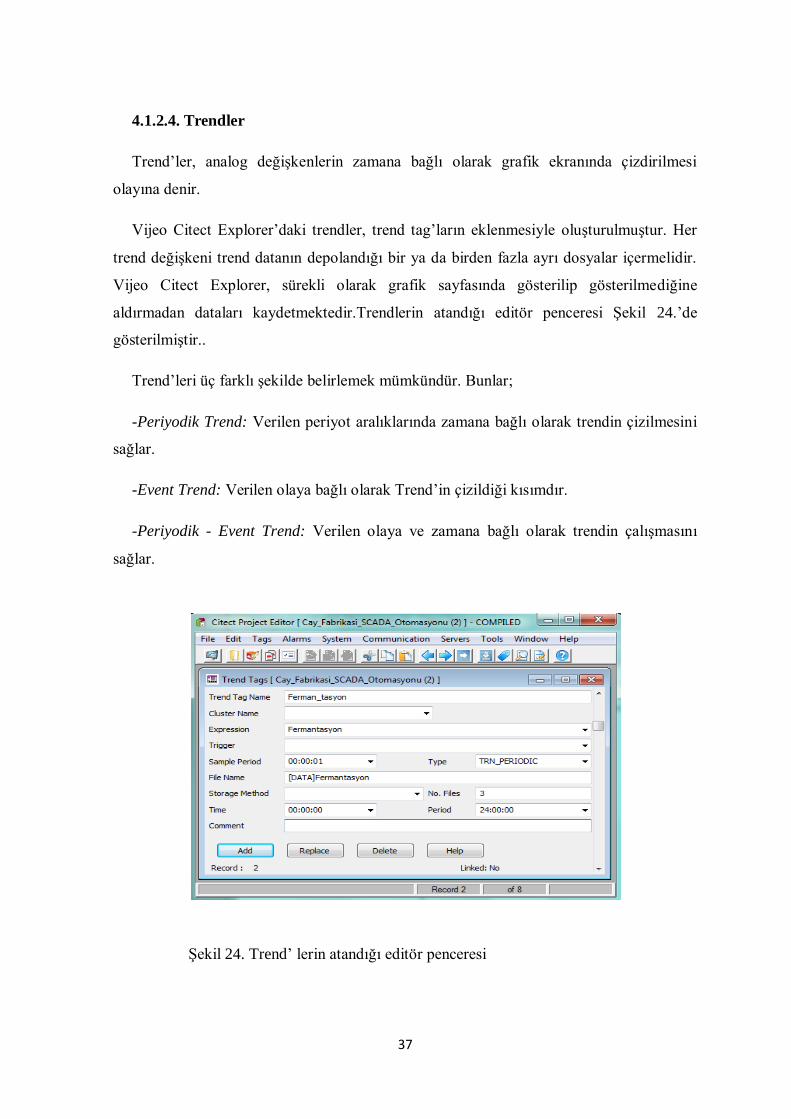
4.1.2.4. Trendler
Trend‟ler, analog değiĢkenlerin zamana bağlı olarak grafik ekranında çizdirilmesi
olayına denir.
Vijeo Citect Explorer‟daki trendler, trend tag‟ların eklenmesiyle oluĢturulmuĢtur. Her
trend değiĢkeni trend datanın depolandığı bir ya da birden fazla ayrı dosyalar içermelidir.
Vijeo Citect Explorer, sürekli olarak grafik sayfasında gösterilip gösterilmediğine
aldırmadan dataları kaydetmektedir.Trendlerin atandığı editör penceresi ġekil 24.‟de
gösterilmiĢtir..
Trend‟leri üç farklı Ģekilde belirlemek mümkündür. Bunlar;
-Periyodik Trend: Verilen periyot aralıklarında zamana bağlı olarak trendin çizilmesini
sağlar.
-Event Trend: Verilen olaya bağlı olarak Trend‟in çizildiği kısımdır.
-Periyodik - Event Trend: Verilen olaya ve zamana bağlı olarak trendin çalıĢmasını
sağlar.
ġekil 24. Trend‟ lerin atandığı editör penceresi

38
Sisteme atanan trendlerin isimleri ve parametre değerleri Çizelge 7.‟de gösterilmektedir.
Çizelge 7. Sistem için oluĢturulan trendler
Trend Tag Name Expression Type File Name Period
Kurutma_P1_ Kurutma_P1 TRN_PERIODIC [DATA]Kurutma__P1 24:00:00
Ferman_tasyon Fermantasyon TRN_PERIODIC [DATA]Fermantasyon 24:00:00
Seviye seviye TRN_PERIODIC [DATA]seviye 24:00:00
4.1.2.4.1. Trendlerin Raporlanması
Trend‟ler, atanan trend biçimine göre belirli raporlamalar yapar ve grafikler çizerler. Bu
trendler yani grafikler, ġekil 25‟ de gösterilmektedirler.
ġekil 25. Trend‟lerin gösterildiği pencere
39
4.1.2.5.Tasarlanan Sistemin İşleyişi
Tasarımı yapılan çay fabrikası SCADA otomasyon sisteminin, “Manual ve Automatic
Mode” olarak ayrı ayrı kontrolü sağlanmaktadır. Sistemin sorunsuz bir Ģekilde sürekli
çalıĢmasını sağlamak amacıyla sisteme alarmlar, trendler gibi algılayıcılar konmuĢtur.
Sisteme eklenen alarmlar sayesinde sistemde oluĢan arızaların algılanmasıyla arızalar
kullanıcıya rapor edilmektedir. Böylece arızalara anında müdahale etme imkanı
bulunmaktadır.
Sisteme atanan trendler aracılığıyla da, sistemde bulunan fermantasyon odasının nem
oranının, kurutma fırının sıcaklığının ve tank dolum seviyesinin değiĢim grafiği ayrı bir
ekranda izlenmekte ve analizi yapılmaktadır.
Sistem baĢlatıldığında ilk olarak Soldurma-1 bant‟ı çalıĢıyor. Birinci bant çalıĢtıktan
sonra bantlarda herhangi bir yığılma olmaması için Soldurma-1 ve Soldurma-2 bantlarının
aynı anda çalıĢtırılması gerekir. Aynı anda çalıĢtırılan bantlar, kıvırma tankına çay
yapraklarını taĢımaya baĢlar. Bu esnada iyi bir fermantasyon ortamı için taĢınan çay
yapraklarına steam uygulanır. Kıvırma tankına çay yaprağı geldikçe tankın dolum
seviyesini hem analog hem de dijital olarak izlenebilmektedir. Kıvırma tankının seviyesi
%100 olduğunda sistem alarm vererek soldurma bantlarının hareketini durdurur ve
böylelikle kıvırma tankına çay yaprağının taĢınması olayı sona erer. Çay yapraklarıyla
doldurulan kıvırma tankı artık kıvrılmaya hazırdır. Kıvırma iĢlemi baĢladığında tankın
içindeki kıvırıcının hareketi izlenebilmektedir. Kıvırma iĢleminin baĢlamasıyla soldurma
bantları haricindeki tüm bantlar aynı anda çalıĢmaya baĢlar. Kıvrılan çay yaprakları bir
sonraki kısım olan fermantasyona taĢındıkça analog ve dijital olarak tankın dolum
seviyesinin azaldığı görülecektir. Bu seviye %20‟nin altına indiğinde sistem tekrar alarm
vererek kıvırma ve fermantasyon bantlarını durduracak tekrardan tankın dolması için
soldurma bantlarını çalıĢtıracaktır. Fermantasyon kısmına gelen çaylar, bu aĢamada uygun
sıcaklık ve nem kontrolüne tabi tutulurlar. Fermantasyon odalarında kullanılan steam
makinaları nem oranının ayarlamasını sağlamaktadır. Nem oranı dijital bir ekranda
izlenerek, bu oranının %80 olması istenmektedir. Eğer nem oranı %80‟in altındaysa sistem
otomatik olarak alarm verip, steam makinasını çalıĢtırarak fermantasyon odasına buhar
üflemektedir. Fermantasyondan çıkan çaylar kurutma iĢlemi için fermantasyon bantlarıyla
40
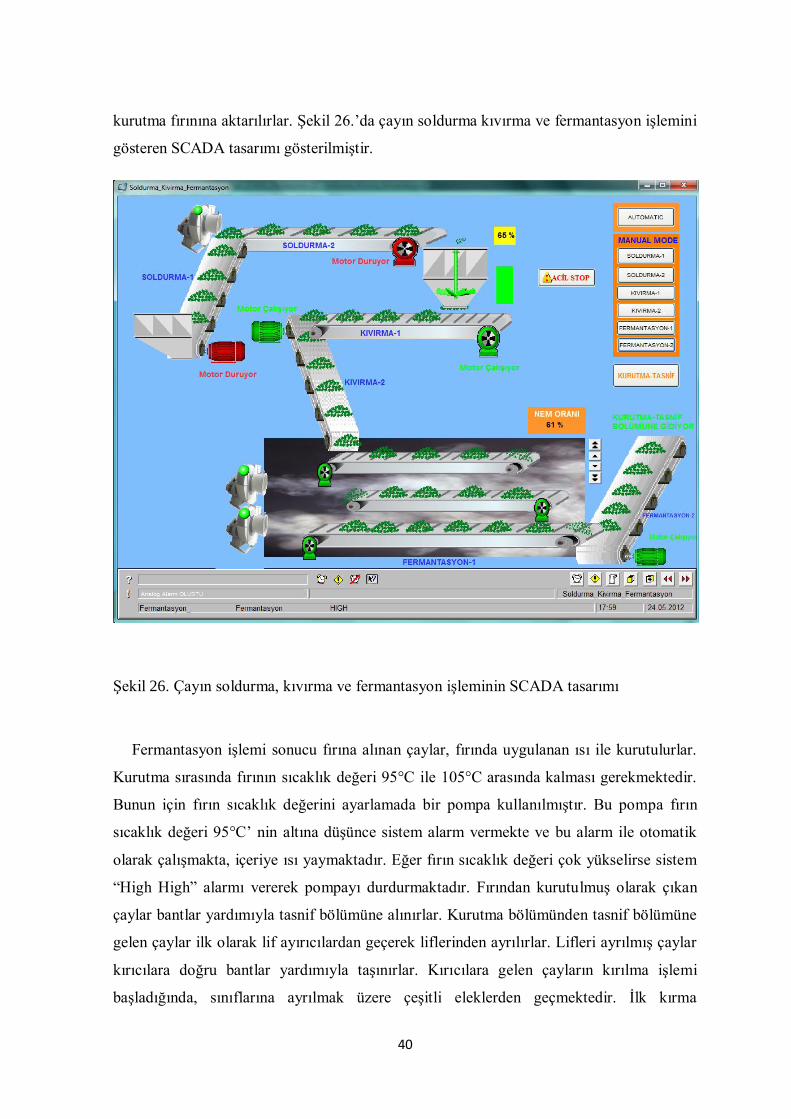
kurutma fırınına aktarılırlar. ġekil 26.‟da çayın soldurma kıvırma ve fermantasyon iĢlemini
gösteren SCADA tasarımı gösterilmiĢtir.
ġekil 26. Çayın soldurma, kıvırma ve fermantasyon iĢleminin SCADA tasarımı
Fermantasyon iĢlemi sonucu fırına alınan çaylar, fırında uygulanan ısı ile kurutulurlar.
Kurutma sırasında fırının sıcaklık değeri 95°C ile 105°C arasında kalması gerekmektedir.
Bunun için fırın sıcaklık değerini ayarlamada bir pompa kullanılmıĢtır. Bu pompa fırın
sıcaklık değeri 95°C‟ nin altına düĢünce sistem alarm vermekte ve bu alarm ile otomatik
olarak çalıĢmakta, içeriye ısı yaymaktadır. Eğer fırın sıcaklık değeri çok yükselirse sistem
“High High” alarmı vererek pompayı durdurmaktadır. Fırından kurutulmuĢ olarak çıkan
çaylar bantlar yardımıyla tasnif bölümüne alınırlar. Kurutma bölümünden tasnif bölümüne
gelen çaylar ilk olarak lif ayırıcılardan geçerek liflerinden ayrılırlar. Lifleri ayrılmıĢ çaylar
kırıcılara doğru bantlar yardımıyla taĢınırlar. Kırıcılara gelen çayların kırılma iĢlemi
baĢladığında, sınıflarına ayrılmak üzere çeĢitli eleklerden geçmektedir. Ġlk kırma

41
iĢleminden sonra kırılan çaylar çok ince bir elekten geçerek birinci sınıf çay elde edilir. Bu
elekten geçmeyen çaylar diğer bir kırıcıya doğru bantlarla taĢınır. Ġkinci kırma iĢleminden
sonra kırılan çaylar, farklı bir elek tipinden geçerek ikinci sınıf çayın elde edilmesi
sağlanır. Bu elekten de geçmeyen çaylar son kez kırılarak üçüncü sınıf çayın kalitesi
belirlenmiĢ olur. ġekil 27.‟de çayın kurutma ve tasnif iĢlemini gösteren SCADA tasarımı
gösterilmiĢtir.
ġekil 27. Çayın kurutma ve tasnif iĢleminin SCADA tasarımı
42
5. SONUÇLAR VE ÖNERİLER
Günümüzde yüksek kalitede verimli bir üretim elde etmek için vazgeçilmez olan
endüstriyel otomasyon sistemleri hızla geliĢmektedir. Birçok fabrikada görülen bu
otomasyon sistemleri, çayın üretim sürecinin geliĢmesinde önemli rol oynamaktadır.
GeçmiĢte kumanda sistemleriyle kontrol edilen otomasyon sistemleri, günümüzde yerini
PLC sistemlerine bırakmıĢtır. Kurulum açısından maliyetli olmasına rağmen fazla bakım
gerektirmemesi, az yer kaplamaları ve yapılarının karmaĢık olmamasından dolayı
otomasyon sistemleri PLC‟ ler ile kontrol edilmektedir. ĠĢletmelerde, özellikle büyük
iĢletmelerde PLC otomasyon sistemlerinin, tek bir bilgisayar üzerinden üretim
aĢamalarının izlenmesi, kontrolünün yapılması ve arızalarının yerinin belirlenmesi
SCADA sistemleri sayesinde gerçekleĢmektedir. Otomasyonda kullanılan SCADA
sistemleri, tasarlanan sistem hakkında gerekli ölçümler yapabilmekte ve bu ölçümler
sonucunda raporlamalar yapmakta, istenildiğinde ise bu raporları kaydedebilmektedir.
Bu çalıĢmada, PLC‟ ler ile kontrolü sağlanan çay fabrikasının genel olarak üretim
aĢamaları ele alınmıĢ olup, bu aĢamalar daha iyi bir Ģekilde gözlemlenmiĢtir. Bu aĢamaları
gözlemlerken sistemin kontrolü tek bir bilgisayardan yapılarak çayın soldurma, kıvırma,
kurutma ve tasnif bölümleri ele alınmıĢtır. SCADA sistemleri sayesinde izlenen bu
aĢamalarda oluĢabilecek hatalar ya da arızalar tespit edilebilecek ve istenildiği zaman bu
arızalara müdahale yapılabilecektir. OluĢan bu arızalar, SCADA‟ da rapor halinde
tutulacak ve istenildiği zaman bu raporlara ulaĢılacaktır.
Ülkemizde SCADA otomasyon sistemlerine sahip çay fabrikalarının sayısı oldukça
azdır. Bunun sebebi çay fabrikalarının yılın belirli zamanlarında çalıĢmasıdır. SCADA
sistemleri maliyetli olduğu için dönemlik çalıĢan çay fabrikalarının bu maliyeti karĢılaması
oldukça güçtür. Ancak SCADA sistemleri kullanıcıya verileri izleyebilme, sistemin
uzaktan kontrolünü sağlama ve sistemin güvenli bir biçimde düzgün Ģekilde çalıĢmasına
imkan vermektedir.
Sonuç olarak, SCADA sistemlerinin kurulum maliyetlerinin masraflı olmasına rağmen
güvenilir ve doğru bir Ģekilde kontrol imkanı sağlaması, arızaların tespiti gibi kolaylıklar
sayesinde ilerleyen zamanlarda çay fabrikalarına uygulanması gecikmeyecektir.
43
KAYNAKLAR
[1] A.Karafil, “Çay Fabrikalarının Moderinizasyonu”, Yüksek Lisans Tezi, K.T.Ü.,
Fen Bilimleri Enstitüsü, Trabzon, 2010
[2] S.Kurtulan, PLC ile Endüstriyel Otomasyon, Birsen Yayınevi, 2. Basım,
Ġstanbul, 2001
[3] Ġ.Mirzaoğlu, “Plc ve Scada Kullanarak Ġrmik Üretim Sisteminin Otomasyonu”,
Yüksek Lisans Tezi, Gazi Üniversitesi, Fen Bilimleri Enstitüsü, Ankara, 2008
[4] C.Ġlter, “Scada Sisteminin Bina Güvenliğine Uygulanması”, Yüksek Lisans
Tezi, Gazi Üniversitesi, Fen Bilimleri Enstitüsü, Ankara, 2005
[5] M.Zengin, “Gemi Scada Otomasyonu”, Lisans Tezi, K.T.Ü., Elektrik Elektronik
Mühendisliği Bölümü, Trabzon, 2011
[6] Megep, Scada Programlama, Elektrik Elektronik Teknolojisi, Ankara, 2007
[7] A.BaĢer, “Türkiye‟de Tarım Destekleme Politikaları ve Çay Sektörü”, Yüksek
Lisans Tezi, Marmara Üniversitesi, Ġktisat Anabilim Dalı, Ġstanbul, 2006
44
EKLER
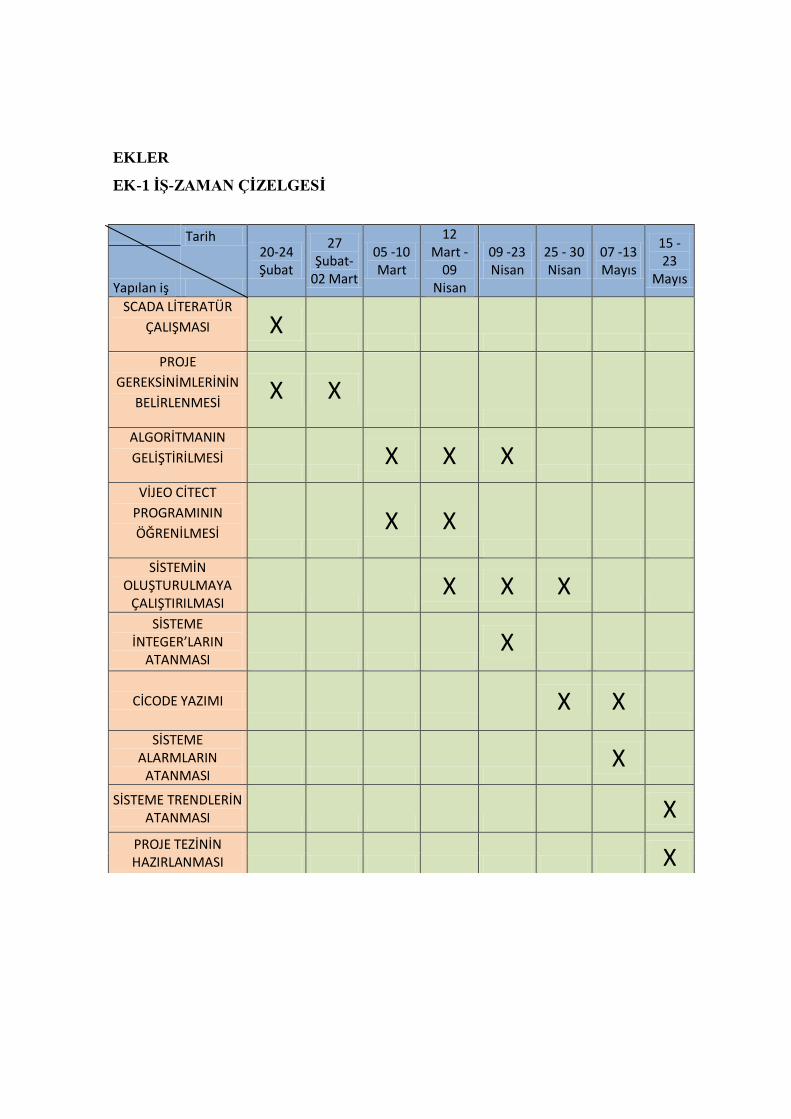
EK-1 İŞ-ZAMAN ÇİZELGESİ
Tarih 20-24 Şubat
27 Şubat-
02 Mart
05 -10 Mart
12 Mart -
09 Nisan
09 -23 Nisan
25 - 30 Nisan
07 -13 Mayıs
15 - 23
Mayıs Yapılan iş
SCADA LİTERATÜR
ÇALIŞMASI X
PROJE
GEREKSİNİMLERİNİN
BELİRLENMESİ X X
ALGORİTMANIN
GELİŞTİRİLMESİ
X X X
VİJEO CİTECT
PROGRAMININ
ÖĞRENİLMESİ
X X
SİSTEMİN OLUŞTURULMAYA
ÇALIŞTIRILMASI X X X
SİSTEME İNTEGER’LARIN
ATANMASI X
CİCODE YAZIMI
X X
SİSTEME ALARMLARIN
ATANMASI X
SİSTEME TRENDLERİN ATANMASI
X PROJE TEZİNİN HAZIRLANMASI X
45
EK-2
STANDARTLAR VE KISITLAMALAR
Bitirme Projesinin hazırlanmasında Standart ve Kısıtlarla ilgili olarak, aĢağıdaki soruları
cevaplayınız.
1. Projenizin tasarım boyutu nedir? Açıklayınız.
Bu proje, deneysel ve uygulama amaçlı kullanılan SCADA otomasyonunun Vijeo
Citect Explorer ara yüzünde animasyonu Ģeklinde oluĢturulmuĢtur. Kurulum açısından
masraflı olan SCADA gerekli yatırımların yapılmasıyla tüm otomasyon sistemlerinde
uygulanacaktır.
2. Projenizde bir mühendislik problemini kendiniz formüle edip, çözdünüz mü?
Tasarımı yapılan sistem gerçekleĢtirilirken birçok problemlerle karĢılaĢıldı. Bu
problemler, bazı algoritmalar geliĢtirilerek çözüme kavuĢturulmuĢtur.
3. Önceki derslerde edindiğiniz hangi bilgi ve becerileri kullandınız?
Projede, geçen senelerde PLC dersi kapsamında PLC hakkında edindiğimiz bilgiler
sayesinde nasıl bir sistem kuracağımızı ve bu sistemi nasıl çalıĢtıracağımızı belirledik.
Ayrıca sistemin çalıĢmasının sağlanabilmesi için gerekli olan C programlama dili
sayesinde animasyon sorunsuz Ģekilde çalıĢtı.
4. Kullandığınız veya dikkate aldığınız mühendislik standartları nelerdir?
Güvenilirlik, hassasiyet, zamanında teslim, optimum maliyet ve yüksek performans
standartları dikkate alınmıĢtır.
5. Kullandığınız veya dikkate aldığınız gerçekçi kısıtlar nelerdir?
a) Ekonomi
Projeyi, sahadan gelen bilgilerle gerçekleĢtirmemiz çok pahalı ve zaman
alacağından, tasarımını yaptığımız programın özelliğinden yararlanarak kendi
belirlediğimiz verilere göre sistem tasarlanmıĢtır.
b) Çevre sorunları:
Proje bilgisayar ortamında gerçekleĢtirildiğinden çevreye herhangi bir olumsuz
etkisi yoktur.
46
c) Sürdürülebilirlik:
Önü açık bir sistem olup teknolojinin geliĢmesiyle birlikte yaygınlaĢacaktır.
d) Üretilebilirlik:
Daha güvenilir, hızlı ve kaliteli üretim olanağı sağlar.
e) Etik:
Çay Fabrikası SCADA otomasyon projesinin daha önce yapılmıĢ bir örneği
bulunmamaktadır. Ancak SCADA ile ilgili farklı projelerden faydalanarak sistemin
kurulmasında kolaylık sağlamıĢtır.
f) Sağlık:
Bu sistem çevre Ģartlarına, insan sağlığına negatif yönde etkisi olmadığı için
otomasyon sistemlerinde rahatlıkla kullanılabilinir.
g) Güvenlik:
SCADA sistemlerinin pahalı olmasına rağmen güvenliği sağlarlar.
Projenin Adı ÇAY FABRİKASI SCADA OTOMASYONU
Projedeki
Öğrencilerin
Adları
Gökhan KILINÇ & Ahmet Şeref KOÇAR & Mehmet BELEK
Tarih ve
İmzalar
47
ÖZGEÇMİŞ
1989 yılında Merkez / Adıyaman ilinde doğdu. Ġlkokulunu merkezde bulunan Malazgirt
Ġlköğretim Okulu‟nda tamamladıktan sonra Yabancı Dil Ağırlıklı Rekabet Kurumu
Lisesi‟nden 2007 yılında mezun oldu. 2008 yılında baĢladığı Karadeniz Teknik
Üniversitesi Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümü‟nden halen
eğitimine devam etmektedir.
Gökhan KILINÇ
210318
ÖZGEÇMİŞ
1989 yılında, Burdur‟da doğdu. Ġlkokulunu Özel Alpaslan Alican Koleji‟nde
tamamladıktan sonra 2007 yılında Burdur Anadolu Lisesi‟nden mezun oldu. 2008 yılında
baĢladığı Karadeniz Teknik Üniversitesi Mühendislik Fakültesi Elektrik-Elektronik
Mühendisliği Bölümü‟nde eğitimine devam etmektedir.
Ahmet Şeref KOÇAR
210351
ÖZGEÇMİŞ
1987 yılında, Konya‟da doğdu. Sırasıyla Fatih Sultan Mehmet Ġlköğretim Okulu ve
Meram Teknik Lisesi Elektrik Bölümü‟nden 2004 yılında mezun oldu. 2005 yılında Selçuk
Üniversitesi Teknik Bilimler Meslek Yüksekokulu Elektrik Bölümünü kazandı. 2 yıllık
eğitimini tamamladıktan sonra 2009 yılında dikey geçiĢ sınavı ile Karadeniz Teknik
Üniversitesi Mühendislik Fakültesi Elektrik-Elektronik Mühendisliği Bölümünü kazandı.
Mehmet BELEK
238317