statistično obvladovanje procesov v prihodnji proizvodnji
TRANSCRIPT

© Strojniški vestnik (44) št. 1-2, str. 4-18, 1998 © Journal o f Mechanical Engineering (44) No. 1-2, pp. 4-18, 1998Tiskano v Sloveniji. Vse pravice pridržane. Printed in Slovenia. All rights reserved.UDK 658.511:311.42 SV:0039-2480(98)1-R1 UDC 658.511:311.42Strokovni članek Speciality paper
Statistično obvladovanje procesov v prihodnji proizvodnji Statistical Process Control In Future Production
ALBERT WECKENMANN - UWE GEBAUER
Statistično obvladovanje procesov (SOP) se omejuje na analizo procesov pred začetkom serijske proizvodnje in predvsem na uporabo Shewhartovih nadzornih kart za nadzor serijskih procesov. Članek prikazuje omejitve tega modela, ki pa jih lahko odpravimo z razširitvijo SOP na model obvladovanja procesa. SOP mora začeti načrtovati nadzor procesa in skleniti krog s korektivnimi parametri. Prihajajoče zahteve glede proizvodnje, npr. male serije in stopnje napak velikostnega reda ppm (parts per million), lahko izpolnimo le z večjo sistematičnostjo v izbiri in zasnovi kontrolnih kart, pa tudi z njihovo modifikacijo. Obravnavana je nadomestna, delavcu prilagojena metoda Precontrol.
Ključne besede: nadzor procesov, SOP, Precontrol, karte nadzorne statistične
The statistical process control (SPC) is limited to the analysis o f processes and especially to the use o f Shewhart-charts to control process results in production. This paper shows, that the SPC- model has limits. These could be broken through i f SPC expands to a model o f process control engineering. SPC should begin with planning the process control and finally close the process control loop with correction parameters. The future demands for production, fo r example small defect rates in a parts per million area or small lots, need more to be systematic for the choice and construction o f control charts. But also the technical modification o f control charts may improve the efficiency o f charts. An alternative will be discussed with the example o f the workman convenient chart Precontrol.
Keywords: process control, SPC, Precontrol, statistical control chart
0 UVOD 0 INTRODUCTION
Cilj statističnega obvladovanja procesov (SOP) je centriranje rezultatov procesa na podano imensko vrednost in omejitev širine raztrosa znotraj dovoljenih mej. Tako pri centriranju procesa govorimo o obvladljivosti procesa. Kadar ležijo procesne karakteristike znotraj opazovane širine 6-kratnega standardnega odmika, proces označimo kot primeren, ob pojavu odstopanja od tolerirane širine procesa pa posežemo v proces. V praksi največkrat uporabljamo Shewhartove nadzorne karte in prevzemne nadzorne karte [1] in [3], Shewhartove nadzorne karte so osredotočene na želeno vrednost procesa, prevzemne nadzorne karte pa nadzorujejo podane mejne vrednosti v procesu, ki teče. Obe vrsti nadzornih kart temeljita na širini opazovanega procesa, kjer 99,73 % vseh karakteristik leži znotraj predpisanih mej. Potek obvladovanja procesa poteka pri Shewhartovih kartah po naslednjih korakih [2]:- Ocenitev zveznih parametrov procesa - srednje
vrednosti p. in standardnega odmika a v predteku z vsaj 25 vzorci po pet preizkušancev z opredeljenim področjem zaupanja 1 - a - 95 %.
- D oločitev sposobnosti procesa z indeksi sposobnosti cp in cpk. cp karakterizira porazdelitev karakteristik pri centrirani legi procesa, cpk pa porazdelitev vrednosti z dodatno informacijo o ravni procesa. Običajno od procesa zahtevamo cpk> 1. Pri cpk < 1,33 moramo nadzorovati proces
The aim of statistical process control (SPC) is to center process results around the desired value and to keep the process dispersion within specification. In this context of centring one could speak of the process as being controlled. If all process results lie within the six times standard deviation range the process is considered capable. Process corrections will take place, if there are deviations from the to lerated process range caused by disturbances. Mostly Shewhart control charts and acceptance control charts are in common use [1] and[3], Shewhart control charts are focused on the desired values while acceptance control charts control predefined limits. Both types are based on a process control range o f99.73 % of all values within the control limits. The process control procedure would be something like the following scheme for Shewhart control charts [2]:- Estimation of the continuous process parameters
mean ß and standard deviation <j during forerun with at least 25 samples and five parts sample size with a defined confidence level 1 - a= 95 %.
- Determination of the process capability using process capability indices c and cpk. The c characterises the distribution of the characteristic values with centered, c . the distribution of the values with additional information about the process level. The minimum requirement here

tako, da opazimo že majhne spremembe v legi ali raztrosu karakteristik.
- Pri izbiri primerne Shewhartove nadzorne karte se opiramo na empirična pravila: Shewhartove karte so primerne pri konstantnih srednjih vrednostih procesa. Pri naključno spreminjajočih se srednjih vrednostih uporabimo Shewhartove karte z razširjenimi mejami, skokovite procesne spremembe pa nadzorujemo s prevzemnimi nadzornimi kartami. Za določitev velikosti in frekvence vzorčenja pa nimamo definiranih smernic. Tip karte izbiram o glede na še sprejemljive stroške in zahtevano občutljivost. Tako uporabimo dvostezne nadzorne karte za hkratno nadziranje lege in raztrosa. Karta srednje vrednosti / standardni odmik ima veliko izrazno vrednost, vendar zahteva tudi precej računanja. Brez računalniške podpore pa je priporočljiva karta srednje vrednoti / razpon, kije preprosta za uporabo [4], [5] in [6].
- Izračun nadzornih mej na podlagi 6-cr, v odvisnosti od stopnje zaupanja 1 - a in velikosti vzorca n, za katero mnogokrat izberemo n = 5.
- Uporaba nadzorne karte se izvaja po določenih pravilih interpretacije, s katerimi lahko poleg prekoračitve nadzornih mej opazimo tudi nenaravne poteke procesa, npr. „Run“ (sedem zaporednih naraščajočih ali padajočih vrednosti), „Trend“ (sedem zaporednih naraščajočih ali padajočih vrednosti) ali „Middle Third“ (več ko 90 % ali manj ko 40 % vrednosti znotraj področja enkrat cr- na obeh straneh srednjice).
Računalniška podpora za Shewhartove nadzorne karte obsega skorajda vse postopke: statistična ovrednotenja predteka z določitvijo verjetnostne porazdelitve opazovane veličine in testi zveznih porazdelitev (testi Chi2 in F), ocenitev
would be a c k > 1. With cpk < 1.33 process control should be designed even for slight shifts in location or deviation of the characteristic values to be detected.
- The selection of a Shewhart control chart is based on empirical rules: Shewhart control charts are appropriate for constant process means, with randomly changing means Shewhart control charts would be appropriate; abrupt process changes are controlled using acceptance control charts. But there are no defined guidelines when choosing sample size or sample frequency. The chart is selected according to expense and required explicity. Two track control charts for control of location and deviation are mostly used. The M ean/standard deviation charts are comparably specific; the expense therefore is high. Where computer aided statistical control is not in use, average/range charts which are easy to use are definitely recommended [4], [5] and [6] ,
- Calculation of the control limits based on six- sigma, dependent on the confidence level 1 - a and sample size n, which is often chosen to be n = 5.
- Control chart use is based on defined rules of interpretation which aid in detecting not only control limit transgression but also unnatural graphs, e.g. Run (seven subsequent values above/ below the centre line), Trend (seven subsequent values rising/falling) or Middle Third (90 % or less than 40 % of the values within the One- Sigma-range around the centre line).
Shewhart control charts may be almost completely computer aided: Statistical forerun interpretation determining probability distribution and tests for continuous distribution (Chi2- and F-
OkrajšaveX = jj : ocenjena sr. vrednost X : sr. vrednost predteka k : število vzorcev n : velikost vzorca s : stand, odmik vzorca š : stand, odmik predteka an : omejitveni faktor šo ; ocenjeni stand, odstopek
predtekaZMP : zgornja meja posega SMP : spodnja meja posega
Izbira karteglede na lastnosti procesa
Shewhartova k. lega procesa- sr. vrednost- median raztros procesa- standardni odmik- razponlega In raztros- splošno- sr. vred./stand, odrr- medlan/razpon
Precontrol
K. spomina
K.sprejemljlvostl
Taliyjeva k.
Pearsonova k.
Izračun kartemeje posega (MP) -velikost vzorca
frekvenca vzorčenja ZDA: MP 99,73 % Evropi: CL99%npr.: x - karta
ZMP = m + A 3-Ó0
SMP = P - A 3 • <To
s - karta ZMP, = B 4 • i
SMP, » B j sA , , B ., B , - konstante iz tabel
j Uporaba karte
Om elana
/rednost
čas vzorčenja
vodenje, nadzororovanje. Interpretiranje kartenaraven / nenaraven potek linijnpr. “run", trend, "middle third", kombinacije
Sl. 1. Načelo poteka statističnega obvladovanja procesa

AbbreviationsX = M : estimated forerun average 7 : mean valuek : number of samplesn : sample sizes : sample standard deviationš : forerun standard deviationa„ : limiting factorSo : estimated forerun standard
deviationUCL : upper control limit LCL : lower control limit
Forerunk = 25 samples at n = 5 parts
g(x) p,003ft 99.994%
99,73%95,45%
,0.003%
Analysis
inflection point
-<J n +o +2 u +3c +4<t
- dispersion model- mean and standard deviation- estimates ofk
n s v s V v : and j _ _ J \ ^M - x - i - S XK I- '
s ES'
- test ct0 and p for constancy- process capability c,* > 1,0 ?
Chart Selectionselection by process conditions
Shewhart - CC process location- mean- medianprocess dispersion- standard deviation- rangelocation & dispersion- general- mean/stand.deviation- medlan/range
Precontrol
Memory - CC
Chart Set-upcontrol limits (CL) - sample size
sample frequencyUSA: CL 99,73% G: CL 99%
e.g. : x - chart
Acceptance
Tally - CC
Pearson - CC
UCL = p + A 3 • (tq
LCL = p - A 3 ■ t j 0 s - chart U C L . - B . Š
LCL,= B 3 š
A , , B ,, B, ar« tabla constants
Chart Use
■ m i f f.desirec
value
point of sample time — ►
- use chart, survey chart, interpret chart- natural / unnatural graphse.g. run, trend, middle third, unmixing
Fig. 1. Statistical Process Control
parametrov kart, izbira karte, test stabilnosti ocenitvenih parametrov (konstantnost srednje vrednosti in standardnega odmika), vizualizacija nadzornih kart in diagramov (vrednosti, histogram, linija vsot, verjetnostne mreže, analiza Pareto, Boxplot, prikaz statističnih parametrov) ter dokumentacijo o procesu (opis procesa, informacije o izdelku, indeksi sposobnosti, statistične vrednosti) [6],
1 PREDPOSTAVKE ZA STATISTIČNO OBVLADOVANJE PROCESA (SOP)
Vzrok za uvedbo SOP so za mnoga podjetja ostre zahteve njihovih kupcev. V podjetjih pogosto prenizko ocenjujejo potencialno koristnost SOP ali pa nimajo dovolj informacij o zmožnostih SOP. Uvajanje SOP pa mora brezpogojno sprejeti in izvajati vodstvo podjetja in ga z informiranjem, komuniciranjem in šolanjem uveljaviti v podjetju. Poleg podpore vodstva so še posebej pomembne naslednje strokovne predpostavke.
1.1 Analiza procesa pred začetkom serije
Test), chart parameter estimates, chart selection, stability tests of estimates (constancy of mean and standard deviation), chart presentation (graph, histogram, summed graph, probability nets, Pareto analysis, Box-Plots, presentation of statistical parameters) as well as process documentation (process description, product information, capability indices, statistical values) [6].
1 PRELIMINARIES OF STATISTICAL PROCESS CONTROL (SPC)
The reason for many enterprises to start using SPC is strong requirements from the customer. The benefits of using SPC are often considered low, or there is no knowledge about the opportunities with SPC. But the use of SPC has to be clearly supported by top management and should be publicized in the whole company by information, communication and training. Beside support by the top management the following requirements are mainly to be bome in mind:
1.1 Process analysis before process beginning
Proces moramo označiti glede na procesne parametre in motilne vplive. Pri tem so v pomoč diagrami vzrok-učinek z dokumentiranjem sedmih vplivov (človek, stroj, material, metoda, okolje, merilno sredstvo in vodstvo). Poznavanje funkcionalne odvisnosti med veličino kakovosti oziroma izdelka in procesnimi parametri je nujno za krmiljenje procesa. Poznavanje merilne negotovosti uporabljenih m erilnih naprav je pomembna predpostavka pri analizi procesa pred pričetkom
The process is influenced by disturbances and process parameters. Common Tools are cause- effect-diagrams, which show the seven influences (man, machine, material, method, surroundings, measurement and management). Knowledge about the functional connection between quality/product characteristic and process parameters is essential for succesful control. Knowledge about the uncertainty o f the used measuring instrum ents is a prerequirement of process analysis before process

serije (predtek), da lahko kvantificiramo natančnost izmerjenih vrednosti. Po priporočilu Nemške družbe za kakovost (DGQ) opravimo v predteku naslednje korake:- Zbiranje 25 naključnih vzorcev po pet izdelkov.- Analiza procesa (test na normalno porazdelitev,
izračun indeksov sposobnosti procesa cp in cpk s pripadajočimi področji zaupanja).
- Napoved ocenitvenih parametrov procesa in ocenitev stabilnosti procesa (test Cochran ali Bartlett).
- Izbira nadzorne karte in izračun nadzornih mej na osnovi 6 c r (p r i tem 6-cr pomeni, da bo 99,73 % vrednosti znotraj nadzornih mej).
1.2 Poznavanje zanesljivosti rezultatov
Procese s kvantitativnim i veličinam i ocenjujemo po izmerjenih vrednostih, kijih dobimo z merilnimi napravami ali z zaznavali. Pri tem je za ocenitev stanja procesa treba poznati primernost merilnih naprav (največje odstopanje, ponovljivost in merilno negotovost) in merilnih postopkov pa tudi razmere pri uporabi (npr. merjenje na mestu izdelave, vpliv več merilnikov, vpliv merilne priprave in merilne verige, merjenje dejanskih merjencev).
Izrazne moči indeksov sposobnosti ne smemo precenjevati, še posebej ne pri kratkotrajnem opazovanju procesa v predteku za odobritev procesa. Na sliki 2 vidimo, da tudi ob korektnem upoštevanju priporočil DGQ obstaja za število vrednosti v predteku široko območje zaupanja. Za velikost vzorca n = 125 leži območje zaupanja npr. za vrednost cpk= 1,33, v intervalu med 1,15 in 1,51 pri stopnji zaupanja 95 odstotkov.
beginning, in order to quantify the deviations caused by uncertainty. The forerun guideline of „Deutsche Gesellschaft fur Qualität e.V.“ is the following:- Taking of 25 samples of 5 parts sample size.- Process analysis (test for normal distribution,
determination o f c and cpk as well as their confidence intervals!.
- Process prediction of estimated parameters and estimation o f process stability (Cochran or Bartlett-Test).
- Chart selection and calculation of control limits based upon Six-Sigma = 99.73 % of values within control limits.
1.2 Knowledge of explicity
Processes are evaluated by quantitative values, which are m easured by m easuring instruments or sensors when possible. The suitability of measuring instrument (maximum deviation range, repeatability and uncertainty) and of measuring procedure as well as knowledge of use conditions of use (e.g. in place measurement, influence by coworker, measurement equipment, measurement of real workpieces, measurement chains) are all required when evaluating the process situation.
The explicity of the capability indices - especially with forerun short term surveillance of the process as a condition of process clearance is not be overestimated. Figure 2 shows clearly how even the most accurate application of the DGQ guideline results in a broad confidence interval of the forerun values. For n = 125 the confidence interval at c k= 1.33 ranges from 1.15 to 1.51, with a confidence level of 95 %.
Defect rate In ppm
P ro ce ss capability
SI. 2. Področja zaupanja števila napak in indeksa zmožnosti cp = 1,33 pri predteku z velikostjo vzorca n = 125 Fig. 2. Confidence interval o f defect rate and process capability index cpk = 1,33 with a forerun ofn = 125 parts

Tudi pri interpretaciji nadzorne karte trčimo ob meje. Dejansko so nadzorne meje v karti, prikazane kot verjetnost posega v odvisnosti od premika ravni procesa ali spremembe standardnega odmika, pasovi območja zaupanja (sl. 3). Njihova vrednost z največjo verjetnostjo ustvari krivuljo, kar pomeni, da se pri spremembi ravni ne poveča samo verjetnost posega, tem več tudi verjetnost prezgodnjega ali prepoznega posega.
The interpretation o f control charts is limited, too. Graphs of control charts as probabilities of action dependent on shift in location or shift in standard deviation are nothing but confidence intervals (Fig. 3). Their value of highest probability is the graph. This means that a shift in location does not only increase the probability of action, but also the probability of action taking place too early or too late.
probability for detecting a shift
1.0
G (d )j
0,8
0,6
0,4
0,2
0 1 2 3 4 - J j- * - 5
process level shift premik nivoja procesa
probability for detecting a shift
1,0
G(e)|
0,8
0,6
0,4
0,2
povečanje raztrosa procesaprocess dispersion shift
SI. 3. Področje zaupanja v kartah srednje vrednosti in standardnega odmika pri velikosti vzorca n = 5 Fig. 3. Confidence intervals o f mean and standard deviation chart with sample size n = 5
1.3 Šolanje sodelavcev
Prvi pogoj za učinkovito uporabo Shewhartovih nadzornih kart so izšolani in motivirani sodelavci, od katerih zahtevamo tudi veliko izkušenj pri procesu. Šolanje za SOP traja štiri tedne za temeljna znanja. Poleg osnov statistike in splošnega razumevanja parametrov procesa, kakršna sta p in er, so potrebna še znanja o analizi procesa, izbiri in izračunu ter o vodenju in interpretiranju nadzornih kart. Stroški zaradi izpada delovnega časa, potovanj za šolanja zunaj podjetja in šolnin znašajo v Nemčiji za vsakega delavca od 2000 do 5000 USD na teden.
1.4 Računalniška podpora
Za analizo merilnih in proizvodnih sredstev ter študije procesa računalniška podpora prihrani veliko časa in preračunavanja. Po drugi strani pa zahteva velike investicije in šolanje. Poleg računalnikov, monitorjev, sistemov za shranjevanje podatkov, tiskalnikov, mreže in vmesnikov za avtomatizirano zbiranje podatkov, potrebujemo še
1.3 Qualification of staff
A requirement for effective use of Shewhart charts is to have well qualified and motivated coworkers, who are also experienced in process behaviour. The training expenditure of SPC is four weeks for substantial knowledge. In addition to the statistical basics and the overall understanding of process description parameters such as p and a it is also necessary to be trained in process analysis, in selection and set-up of control charts as well as in chart application and interpretation. The costs per co-worker consist of costs for not working, travel expenditure in the case of external training, as well as the training fees themselves, which may range from about $ 2000 up to $ 5000 per week.
1.4 Computer aids
For analysis of the measurement equipment, production equipment and processes the use of computers can saye a lot of time and calculation, but on the other hand requires high investment and much training. Besides computers, one also has to install memory, networks, monitors, printers, disks and

primerne programske pakete za SOP. Dokler se to nanaša na osebje za načrtovanje procesa, je obseg investicij še v sprejemljivih mejah. Bolj kritično je že pri opremljanju proizvodnih linij s nadzornimi mesti SOP za zbiranje in vrednotenje izmerjenih vrednosti in diagnozo z vizualiziranimi nadzornimi kartami. Ne smemo pozabiti še dodatnega šolanja za izvajalce na proizvodni liniji.
2 MEJE IN POMANJKLJIVOSTI STATISTIČNEGA NADZORA PROIZVODNJE
2.1 Frekvenca vzorčenja in področja zaupanja
Željam o gospodarni velikosti in pogostosti vzorčenja nasprotujejo statistične zahteve za točnost nadzornih kart. Majhna, gospodarna vzorčenja spadajo v področja zaupanja, v katerih je s stopnjo zaupanja 1 -a, navadno s 95 %, dejanska vrednost. V mejnih področjih, kadar leži npr. srednja vrednost vzorčenja blizu meje posega, lahko to privede do prezgodnjega ali prepoznega posega. Tej pomanjkljivosti se pogosto pripisuje premajhna pomembnost.
Tudi priporočila za določitev velikosti in frekvence vzorčenja so samo povprečna. Ne zadošča namreč določilo o izbiri petih izdelkov pri določeni frekvenci vzorčenja. Glede na spremembe srednje vrednosti in raztrosa procesa lahko variacija frekvence vzorčenja privede do kakovostnejše informacije ali pa do gospodarnejšega nadzora kakovosti.
2.2 Procesi ppm
Pravila snovanja kart v veliki meri temeljijo na Shewhartovem modelu iz leta 1924, po katerem nadzirajo 99,73 odstotkov veličin procesa znotraj nadzornih mej. To je enako tolerirani stopnji napak 2730 ppm (delov na milijon). V tem stanju je že več ko 60 ppm zunaj tolerančnih mej. Taki procesi bodo označeni kot dobri, kadar bo c > 1,33. Pri premaknitvi ravni procesa pa se ppm vrednosti eksponencialno povečajo. Procese s tolerirano stopnjo napak 0,006 % je s karto običajnega tipa še komajda smiselno nadzorovati.
2.3 Primernost za majhne serije
Shewhartove nadzorne karte so samo omejeno primerne za nadzorovanje majhnih serij, razen če lahko posegamo po podobnih ocenjenih vrednostih iz prejšnjih procesov. Majhne serije ne dovoljujejo obsežnega predteka in visoke frekvence nadzora za uporabo kart srednje vrednosti in standardnega odmika. Pogosto uporabimo karto prejšnjih vrednosti in tako z majhnimi naključnimi posegi nadziramo potek procesa pri majhnih serijah.
interfaces for automatic measurement appropriate SPC software. As long as this concerns only the process planning, the investments are limited. This becomes more decisive when having to supply the production line with SPC inspection places for entering the measured values, chart interpretation and diagnosis with visualised control charts. Also, training expenditure has to be accounted for.
2 LIMITATIONS AND SHORTCOMINGS OF STATISTICAL PROCESS CONTROL
2.1 Sample frequency and confidence intervals
The economic considerations of sample sizes and frequencies are confronted with statistical requirements to keep up with the explicity of control charts. Small, economic samples result in confidence intervals in which the true value lies at a confidence level of l-a, usually 95 %. In extreme situations, e.g. the mean of a sample lies close to the control limits, this may result in action taken too early or too late. This circumstance is overlooked and all too often neglected.
The values for sample size and sample frequency are also just generally given. But it is simply not sufficient simply to give a general sample size of e.g. five parts at a certain sample frequency. Depending on the process shift, a variation of sample frequency can result in a substantial gain of information, i.e. in a more economic inspection.
2.2 Processes ppm
The rules of chart design are mainly those developed by Shewhart in 1924, which means that 99.73 % of the process characteristics are to be controlled within the control limits. This equals a tolerated defect rate o f2730 ppm (parts per million). In this condition more than 60 ppm are already outside the specification limits. Such processes are considered capable if cp> 1.33. Ppm-values would exceed this ppm-value exponentially. Processes with a tolerated defect rate of 0.006 % may hardly be controlled using a standard kind of control chart.
2.3 Small series
Shewhart control charts are hardly appropriate for small series in general, except when there are equivalent estimates at hand from earlier processes. The small size does not allow the forerun to be to extensive and does not allow the sample frequency and sample size to be high enough for a mean and standard deviation chart. A chart with earlier values is often used and thus by little stochastic interventions the small series process course is controlled.
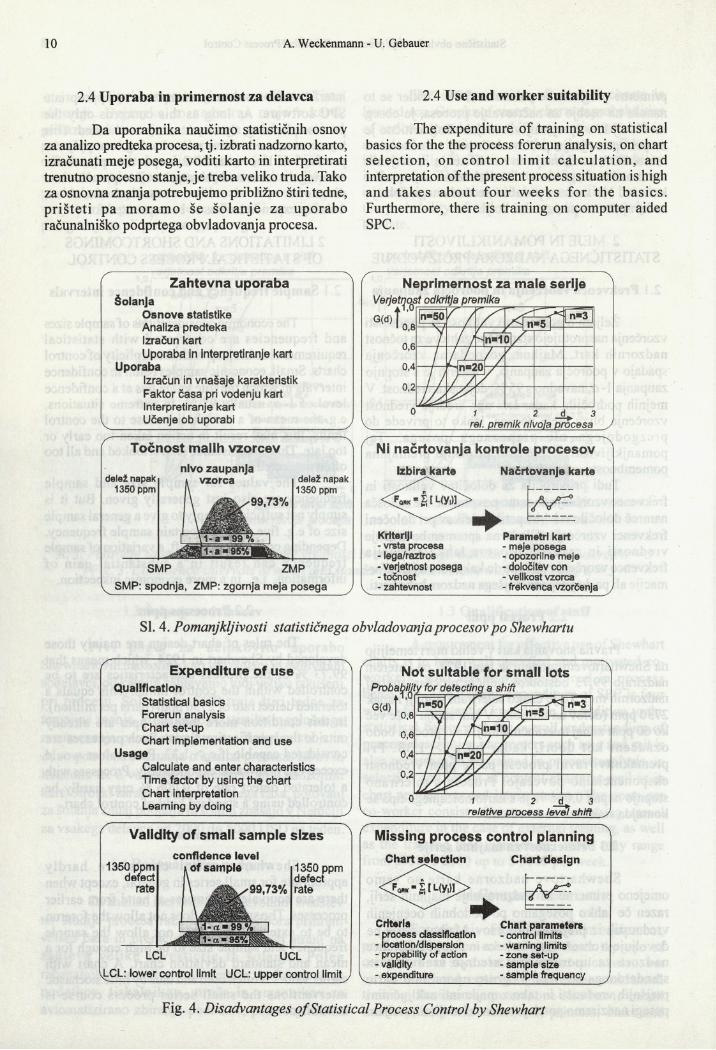
2.4 Uporaba in primernost za delavca
Da uporabnika naučimo statističnih osnov za analizo predteka procesa, tj. izbrati nadzorno karto, izračunati meje posega, voditi karto in interpretirati trenutno procesno stanje, je treba veliko truda. Tako za osnovna znanja potrebujemo približno štiri tedne, prište ti pa moram o še šolanje za uporabo računalniško podprtega obvladovanja procesa.
2.4 Use and worker suitability
The expenditure of training on statistical basics for the the process forerun analysis, on chart selection, on control lim it calculation, and interpretation of the present process situation is high and takes about four weeks for the basics. Furthermore, there is training on computer aided SPC.
Zahtevna uporabaŠolanja
Osnove statistike Analiza predteka Izračun kartUporaba in interpretiranje kart
UporabaIzračun in vnašaje karakteristik Faktor časa pri vodenju kart Interpretiranje kart Učenje ob uporabi
Točnost malih vzorcev
"\
J
Neprimernost za male serijeV erje tnos t o dkritja p rem ika
G(d)L o I 0,8
0,6
0,4
0,2
|n*50 f / ] n=>3
Hn«1D /Tn=2
/ ,0 /
0 1 2 _ d ^ rei. p re m ik n ivo ja p rocesa
Ni načrtovanja kontrole procesovnivo zaupanja
delež napak k vzorca delež napak1350 ppm
\ < ^ ^ 99,73%1350 ppm
I' \1 -a " 99 % IÜ2K1 - a ■ 95%
SMP ZMP^ SMP: spodnja, ZMP: zgornja meja posega K.
Izbira karte
Kriteriji- vrsta procesa- lega/raztros- verjetnost posega- točnost- zahtevnost
Načrtovanje karte
Parametri kart- meje posega- opozorilne meje- določitev con- velikost vzorca- frekvenca vzorčenja /
Sl. 4. Pomanjkljivosti statističnega obvladovanja procesov po Shewhartu
Expenditure of useQualification
Statistical basics Forerun analysis Chart set-upChart implementation and use
UsageCalculate and enter characteristics Time factor by using the chart Chart interpretation Learning by doing
Not suitable for small lots
G(d) t o .|n«50 ž /
n= 5 __I n»3
/ / ^|n-1 o | // /
1 2 dt 3relative process level shift
Fig. 4. Disadvantages o f Statistical Process Control by Shewhart

2.5 Izbira in interpretacija kart
Določitev primernega tipa karte in njeno kasnejše pravilno interpretiranje nista jasno definirani. Obstajajo sicer priporočila za približno določanje (prevzemne karte za procese, katerih veličine naj bi ostale znotraj mej, in Shewhartove karte za procese, katerih veličine skušajo doseči želeno vrednost), vendar pa uporabniku izbira ni prihranjena, pa tudi stroškovna plat je le redkokdaj upoštevana. Tako ima npr. ročno vodena karta povprečja pri enakem obsegu vzorčenja le malo pomanjkljivosti v primerjavi z računalniško vodeno karto srednje vrednosti.
3 PRIHODNJE ZAHTEVE ZA STATISTIČNOOBVLADOVANJE PROCESOV
3.1 Razširitev statističnega obvladovanja na model obvladovanja procesov
Na splošno je statistično obvladovanje procesov mogoče prilagoditi prihodnjim zahtevam, npr. procesom v področju ppm, posameznim in majhnim serijam ali nadzornimi kartam, ki ne zahtevajo veliko napora. Ne zadostuje več analiza procesa s predtekom in nato standardna interpretacija karte x /sz 99,73 % opazovane širine in z velikostjo vzorca n = 5, ob motnjah v procesu pa sprožiti zahtevo po odstranitvi vzroka in ponovno izračunati meje posega. Potrebno je sistematično načrtovanje nadzora procesa in upoštevanje različnih vplivov, od osebja do tolerirane stopnje napak. Naj navedemo nekaj predlogov za razširitev na model obvladovanja procesa:- načrtovanje nadzora procesa z izbiro in
načrtovanjem nadzorne karte;- izbirni katalog za ustrezno prireditev nadzorne
karte k tipu procesa;- integriranje stroškovne plati in vidika
kvalifikacije delavca;- nadaljnji strokovni razvoj možnosti SOP.
3.2 Dopolnjevanje in modificiranje statističnega obvladovanja procesov
Izračun nadzornih mej za procese s toleriranimi stopnjami napak v področju ppm se mora spremeniti, saj običajni izračun na osnovi 6crteh stopenj napak ne nadzoruje. Tudi obnašanje posega z nadzornimi kartami je treba bolje uskladiti s procesnim stanjem. Procese z majhnimi spemembami bolje nadzorujejo spominske nadzorne karte, velike premaknitve procesa pa je mogoče pravočasno odkriti z večjo frekvenco vzorčenja. Pri tem bi sistematika za uravnoteženo načrtovanje velikosti in frekvence vzorčenja pom agala nadzorni karti izboljšati obnašanje posega. Zaradi zahteve po obsežnem predteku, kakor tudi po priporočanem velikem
2.5 Chart selection and set-up
The appropriate selection of charts and their correct set-up afterwards are not clearly defined. There are rough „rules“ as to when to use which chart (acceptance charts for processes, of which the values are to be kept within limits, and Shewhart charts for processes, of which the values have to conform to a desired value), but the user has to choose for himself, and the economic viewpoints are hardly ever taken into consideration. A manually used mean chart for example, is only slightly worse than a computer aided mean chart if the sample sizes are equal.
3 FUTURE REQUIREMENTS FOR STATISTICAL PROCESS CONTROL
3.1 Expansion of Statistical Process Control to aprocess control model
Generally speaking, Statistical Process Control has to be revised to fulfil future requirements, e.g. ppm-processes, single and small series, economic charts. It is no longer sufficient to analyse a process forerun and choose the mean/standard deviation chart with a surveillance range of 99.73 % and a sample size of n - 5 by default, to just require the cause to be corrected in case o f disturbances, and to recalculate the control limits afterwards. The process control has to be planned systematically instead; many different influences, from staff to tolerated defect rate, have to be taken into consideration. Following some proposals for a expansion to a process control model:- process control planning with chart selection and
set-up;- selection catalogue for a match between control
chart and process type;- integration of economic aspects and worker
qualification;- further development of SPC opportunities.
3.2 Additions to and Modification of StatisticalProcess Control
Control limits of processes with tolerated defect rates w ithin the ppm-range should be modified, since the standard calculations based on six-sigma do not cover this defect rate. The behaviour of intervention should be better tuned with the process state. Processes with small level changes are better controlled using memory control charts, while larger shifts are detected by using higher sample frequencies. It would be useful to calculate sample size and sample frequency systematically. Since they are caused by the necessary but long forerun and the necessary sample sizes, the Shewhart charts are not suitable for small series. The acceptance of this kind

obsegu nadzora, so Shewhartove karte manj primerne za majhne serije. Sprejemljivost te karte zmanjšujejo potreben velik predtek, izračunavanje veličin za karto in njeno uporabo med procesom. Zamudna uporaba te karte v povezavi s pomanjklji-vim strokovnim znanjem zavira uporabo dražjih orodij SOP. Alternativa je nadzorna karta po postopku Precontrol.
of chart suffers from the expense of the forerun, the expense of calculating the chart parameters and the expense of using the chart. Lack of knowledge, and the difficulties encountered when using the charts, hinder the use of expensive SPC tools. An alternative would be a control chart using the Precontrol procedure.
Načrtovanje obvladovanja procesa
- merilna sredstva in sposobnost .- stroji in sposobnost- strategija (npr. Shewhart/Precontrol) I- kvalifikacija osebja- Izračun stroškov
Ocenjevanje procesa- predtek- statistične analize
napoved poteka procesa- nivo In premik procesa- raztros In premik procesa
Izbira kontrolne kartev odvisnosti od:- sposobnosti procesa«- tolerirane stopnje napak- velikosti serije- stroškov- okolja (oprema, kvalifikacija)
Predtek r a , I Kontrola procesaNačrtovanje kontrolne kartev odvisnosti od:- ocenjenih parametrov Iz predteka- stopnje zaupanja 1- a- sposobnosti meril- velikosti In frekvence vzorcev
Kontrola procesa- računalniško podprt model odvisnosti
deviacijo In vzrokom v procesu- sklepanje na parametre kontrole A
procesa- izračun korekturnih parametrov
Analiza kontrolne karte- baza znan j o procesu
I - procesna FMEA - analiza drevesa napak - odvisnost vzrok - posledica - delavčeva regulacijska zanka
Uporaba kontrolne kartedo loč itev p ravil za:
I - dolgotrajni nadzor - kratkotrajni nadzor - nadzor pobeglih vrednosti - ponavljajoče se vzorce - vzorce po Izbiri
Sl. 5. Razširitev razumevanja SOP na model obvladovanja procesa
f AProcess inspection planning Process estimating
- measuring instruments and capabilities - process forerun- machines and capabilities fcj
>- statistical analysis |
- strategy (e.g. Shewhart/Precontrol) 1 forecast process course- qualification of staff - process level and shift- costs calculation - process dispersion and shift
Control chart selectionControl chart depending from- process capeblllty
*• accepted defect rate- batch size- expenditure- environm ent (hardw are,qualification)]
Foruma P ro ce ss controlt------ ► Control chart designDesign of control chart according- estimated parameter of forerun- confidence level 1- «- measuring capability- sample size and frequency
'--------------------------------------------------- s,Process control Control chart analysing- computer aided model between - learning process knowledge
deviation and process cause * - process-FMEA- deriving of controlling process ^ - - foult tree analysis
parameters - cause-effect-detection- calculating of control parameters - workman control loop
Control chart usinglay down rules, e.g.
I- long time inspection - short time Inspection - runaway inspection - repeating type - definable type
Fig. 5. Expansion o f SPC to a process control model
3.3 Alternativa Precontrol 3.3 Precontrol as an alternative
Precontrol je delavcu primeren postopek za nadzorovanje procesov, ki je v prim erjavi s Shewhartovo nadzorno karto preprost za učenje in uporaben z malo napora. Precontrol je okrajšava za Pre-set Control Limits, torej za prednastavljene nadzorne meje. Leta 1954 gaje razvilo svetovalno podjetje Rath & Strong Inc. (Boston, ZDA). Namen razvoja je bil izboljšanje dotedanjih nadzornih kart Shewhartovega tipa. Utemeljitelja Precontrola sta statistika Frank Satterwaith in Dorian Shainin.
Precontrol is a worker - suited procedure for process surveillance which, unlike the to Shewhart charts, is simple to learn and easy to use. Precontrol means pre-set control limits, and was developed in 1952 by the consultants Rath & Strong Inc. (Boston, USA). Development aim was the improvement of actual quality control charts of the Shewhart type. The founders of Precontrol were the statisticians Frank Satterwaith and Dorian Shainin.

Precontrol izhaja iz tolerance veličine, kakršne je določil konstrukter. To širino tolerance razdelimo na četrtine in srednji coni označimo kot „zeleni coni“, obe zunanji pa kot „rumeni coni“. Črto med rumeno in zeleno cono imenujemo črta Precontrol, področje zunaj tolerančnih ali „specifikacijskih“ mej pa „rdeča cona“ (sl. 6). Preden začnemo voditi karte Precontrol, pa moramo določiti primernost procesa. Zato iz procesa vzamemo pet enot in jih preverimo. Če je vseh pet s svojimi veličinami v zeleni coni, je proces Precontrol primeren. Če so štiri veličine v zeleni coni, ena pa v rumeni, ponovno vzamemo pet delov. V vseh drugih primerih proces ni pod nadzorom; izvesti je treba diagnozo in korektivne ukrepe [7] in [8],
Precontrol is based upon the idea that every characteristic has a tolerance range defined at design time. This tolerance range is divided by four and separated into zones. The two middle zones are called the „green zone“, the outer two are called the ’’yellow zone”. The lines that divides the yellow zones from the green zone are called Precontrol lines. The area outside the specification limits is called the „red zone“(Fig. 6). Before the Precontrol chart is put to use, the process capability has to be determined. For this purpose five units have to be taken out of the process and to be inspected. If all five parts lie within the green zone, the process is precontrollable. If four values are within the green zone and one is in the yellow zone, five new parts have to be taken. Otherwise, the process is not under control; diagnosis and correction steps have to be taken [7] and [8].
Predtek Precontrola Precontrol kartazaustavitev
procesa
■□ ■ □ ■□ □
nadaljevanje
□ □
□ □SSU spodnja specifikacljska maja ZSM: zgornja spec, maja SPM: spodnja Pracontrol maja ZPM: zgornja Pracontrol maja M : sredina specifikacija
enostavna priučitev operaterjev enostavna pravila za predtek In posege posebej primeren za majhne serije konstantne kontrolne mejeodvisen samo od tolerance: nagrajuje visoko sposobnost procesa ekonomičen zaradi malih vzorcev in enostavne dokumentacije
Sl. 6. Precontrol kot delavcu primeren postopek nadzora procesa
Precontrol-Forerun Precontrol-Chart
UPC «- USL+M
USL-LSL
LPC i M+LSL
XX
LSL̂
Precontrol-capable
□■ □
□□□
! ! : R e d I!
T Ì
* !.....! X X i j Yellow
]
.......... )k > t
c * iX
x X X x x. X I ' X
5 :; >
i ; j
f ; X X X X X.......1 . . . X . - j jc - - X - -
1i' " ( .......
i
1
» i
! i1 1 Yellow :
11 ' j j i 1 ! j R e d 1
Process-Stop
■□ ■
□ ■□ □
Continuation
□ □□ □
point of time for sample
LSL : lower specification limit USL: upper specification limit LPC: lower Precontrol limit UPC: upper Precontrol limit M : middle o f specification
easy to learn for staff members Basy rules for forerun and action especially suitable for small batch sizes constant control limitsonly dependance on tolerance: high process capability gets reward economic because of small sample sizes and small effort for documentation
Fig. 6. Precontrol as a worker-convenient process surveillance procedure

V primeru primernosti Precontrola izberemo po začetku proizvodnje dva zaporedna izdelka na začetku poljubno izbranih intervalov in njune veličine vnesemo v karto Precontrol. Kot orientacijsko vrednost za interval kontrole Shainin predlaga frekvenco 20 minut, neodvisno od števila izdelkov. Nadzor podajamo po naslednjih pravilih:- Nadaljujemo proizvodnjo, če sta obe veličini v
zeleni coni ali ena v zeleni, druga pa v rumeni.- Ustavimo proizvodnjo, če sta obe veličini v
rumeni coni ali pa ena v rdeči. Po diagnozi in korekturi procesa ponovno preverimo primernost procesa, torej vzamemo pet zaporednih izdelkov, ki morajo ležati v zeleni coni.
Intervale nadzora dobimo npr. iz pretečenega časa med dvema zaustavitvama procesa, deljenega s šest. Tako npr. pri dveh zaustavitvah v treh dnevih preverjamo v enakih razmikih dvakrat na dan.
Teorija Precontrola sloni na množenju verjetnosti za izračun tveganj a in ß in binomske porazdelitve. Tveganje a je verjetnost, da proces, ki bi ga morali zaustaviti, pustimo teči naprej. Tveganje ß je verjetnost, da primeren proces pomotoma zaustavimo. Obe veličini sta pomembni za izrazno vrednost karte, saj sta to neželena dogodka, zato naj imata obe tveganji verjetnost manjšo od dveh odstotkov. Njun izračun je odvisen od samega procesa. Obrazec za to dobimo iz določitve mej Precontrola za spodnjo (SSM) in zgornjo (ZSM) specifikacijsko mejo:
SSM = TS - 0,5 T
ZSM = TS + 0,5 T
In the case of Precontrol-ability, two parts each are taken in certain intervals which are of free choice at first, and their values are entered into the Precontrol chart. As a rough rule for the interval Shainin proposes 20 minutes, independent of the number of parts produced. The sample has to be interpreted by the following rules:- Continue production, if both characteristics are
within the green zone or if one characteristic is in the green zone and the other in the yellow zone.
- Stop production, if both characteristics are in the yellow zone or at least one characteristic is in the red zone. After process diagnosis and process repair, Precontrol capability has to be tested again, which means that five parts have to be picked and have to be within the green zone.
The sample intervals may be obtained, for example, from the time between two process stops divided by six; e.g. if there have been two stops in three days there are two samples a day to be taken.
The Precontrol theory is based upon the multiplication of probabilities for calculation of a- and /2-risks and the binomial distribution. The a-risk is the probability of continuing a process wrongly while it should have been stopped. The /2-risk is the probability of stoping a capable process wrongly. Both quantities are important for the explicity of the control chart, because these events are undesired, and both risks should be lower than 2 %. Their calculation depends on the process itself in the first place. The formula derives from the definition of Precontrol limits for the lower specification limit (LSL) and the upper specification limit (USL) by:
LSL = M - 0.5 T (i)
USL = M + 0.5 T (2).
Toleranca T, tolerančna sredina TS in z njima razdelitev karte Precontrol sta podani. Pri predteku primernosti procesa še ne poznamo. Uspešnost predteka je odvisna od kakovosti indeksa sposobnosti procesa. Verjetnost za uspešen predtek lahko opišemo z naslednjo povezavo:
The tolerance range T, as well as tolerance centre M, and thus the division of the Precontrol chart, are predefined. During forerun the process capability is still unknown. The success of the forerun depends on the explicity of the process capability index. The probability of a successful forerun may be expressed by the following relation:
P = P5 +uspešno zeleno P1 p 4 p 5
? zeleno zeleno(3).
Iz preglednice je razvidno, daje za majhne vrednosti indeksa sposobnosti procesa verjetnost uspešnega predteka še vedno velika, npr. pri c = 0,67 s kvoto uspešnosti 19,2 %. To je pomanjkljivost Precontrola, saj neprim erne procese z veliko verjetnostjo upošteva kot primerne za Precontrol.
Pri opazovanem procesu je v odvisnosti od primernosti procesa veličina z različno verjetnostjo v barvnih conah. Ta soodvisnost vpliva na izračun tveganj a in ß. V preglednici so za različne indekse primernosti procesa podane verjetnosti, daje veličina v določeni barvni coni:
P = P5 +successful greenp l p4 p5
yellow green green (3).
The table shows that for low process capability indices, the probability of a successful forerun is still high, e.g. with c = 0.67 and 19.2 % probability of success. This implies the shortcoming of Precontrol: Processes that are actually not capable are still very likely to be considered as being precontrollable.
With the actual process a characteristic may be found in the coloured zones with probabilities dependent on process capability. This is a relation that influences the calculation of a- and //-risks. The following table shows the different process capability indices and the probability of finding a characteristic in each of the coloured zones:

Preglednica 1. Verjetnosti sprejema predteka Table 1. Probabilites o f acceptedforerun
Cp Px zelenopgreen
px rumeno Px yellow
Px rdečePred
predtek uspešen v % forerun accepted in %
0,67 0,6826 0,2718 0,0456 19,2
1,00 0,8664 0,1309 0,0027 66,8
1,33 0,9545 0,04543 0,000067 93,9
1,67 0,9876 0,01239 0,00000055 99,4
2,00 0,9973 0,02699 0,000000002 99,9
Izračun tveganja a, npr. za proces s c = 1,00, izvedemo s seštevanjem verjetnosti posameznih dogodkov. Verjetnost, da bo veličina pri cp = 1,00 v zeleni coni, znaša 0,866. Veličina ima v rdeči coni verjetnost 0,0027. V erjetnosti nepotrebnih zaustavitev procesa so podane v naslednji preglednici:
The a-risk for a process of cp = 1.00 is calculated by adding the probabilities of the isolated events. The probability of having a characteristic within the green zone is 0.866 with c = 1.00. A characteristic within the red zone has by contrast a probability of 0.0027. The probability of a wrong process stop may be seen in following table.
Preglednica 2. Verjetnosti zavrnitve predteka za proces s sposobnostjo c =1,00 Table 2. Probabilites o f rejectedforerun with a process capability cp = Ì.00
DogodekResult
rdečereddel št. PartN.
rumenoyellowdel št. PartN.
zelenogreendel št. PartN.
verjetnost dogodka v % probability of Result in %
1 2 1 0,03534
2 1 2 0,03534
3 1,2 1,7135
4 2 1 0,23382
J 1,2 0,000729
6 1 2 0,23382
P(a) - 2P rdeče? zeleno + 2PrdečePrumeno + P'rumeno + P2rdeče P(a) = 2PrecjPgreen + 2PredPyellow + P2yellow + P2red
P(a) = 4x6764 E '3 + 7x0686 E"4 + 0,017135 + 7,29 E-6
V prim erjavi s Shewhartovo karto je tveganje a približno desetkrat večje (Shewhart: tveganje a = 0,27 %). To je posledica dejstva, daje a pri Shewhartu konstrukcijski parameter, po katerem so izračunane meje posega. Pri Precontrolu je a odvisen od aktualne primernosti procesa. Izračun tveganja /?je odvisen od premika ravni procesa ali od razširitve standardnega odmika procesa in je
= 0,02253 « 2,253%
The a-risk is about ten times higher than that of a Shewhart chart (Shewhart: «-risk = 0.27 %). This is the case because « is a design parameter of the Shewhart charts upon which the control limits calculation is based. Precontrol a , on the other hand, depends on the present process capability. The determination of the /krisk depends on the process level shift or the wider process standard deviation,

tveganju «nasproten. Tveganje/? lahko izračunamo and thus counters the «-risk. The /?-risk may be iz funkcije kakovosti GPrecontro| in jo lahko za d A 0 calculated using the Precontrol characteristic function podamo z: ^«controlan(* 'n case d A 0 equals:
/?= 1-GPrecontrol (d)
G P r e c o n i = 1 ' ( W ( * , S ™ l e n O I X <) + G Precon.ro, (<0 = 1 ' ( W ( X , G \ X ,) +I - ( ” ) • I _+ fV(x/ e rumeno a x2 e zeleno | x,)) + W(xt eyellow a x2 e green \ x,j)
(5) ,
(6) .
Funkcija kakovosti označuje verjetnost posega kot funkcijo nasprotnega dogodka, tj. verjetnost, da bo prva veličina v zeleni oz. rumeni coni in druga v zeleni coni. Faktor d je relativni premik ravni procesa, izračunan iz:
The Precontrol characteristic represents the probability of action as a function of the contrary event, which is the probability of having the first characteristic in the yellow or in the green zone, and of picking a second characteristic which lies in the green zone. The parameter d is the process shift in location and equals:
d = (7)-a
TSje tolerančna sredina, x srednja vrednost potrebnega nadzora in a standardni odmik izhodiščnega procesa.
Naslednji vidik pri ocenjevanju metode Precontrol je občutljivost karte pri spremembah ravni procesa ali pri razširitvi standardnega odmika. Na sliki 7 je razvidno, da je povprečna dolžina teka Precontrol karte do posega odvisna od primernosti procesa iz predteka. Večji kot je c , počasneje se odziva karta na spemembe procesa. Torej še ena pomanjkljivost Procontrola: občutljivost karte se z večanjem primernosti procesa zmanjšuje.
Izraznost karte Precontrol je v primerjavi s Shewhartovo manjša. Najprej moramo upoštevati široko območje zaupanja pri vzorčenju z n = 2, ki je v primerjavi s Shewhartovo karto (običajno n = 5) širše. Nadalje je časovna lastnost, npr. zgodnje odkrivanje motenj procesa, zaradi pravila o frekvenci 1/6 med dvema zaustavitvama procesa pomanjkljivo z vidika količine informacij. Deloma se predlaga interval med 1/6 in 1/25 med dvema zaustavitvama [9].
d =(j
Here M is the middle o f the tolerance range, x is the mean of the actual sample and cris the standard deviation of the original process.
A further aspect when evaluating Precontrol is the sensitivity of the chart on process changes such as shift in location. Figure 7 shows that the average run length to action of the Precontrol chart depends on process capability. The higher the c the more slowly the charts respond to changes. This is a further disadvantage of Precontrol: The sensitivity of the chart lessens with higher process capability.
The explicity of Precontrol is small when compared to the Shewhart charts. On the one hand, the confidence interval is wider due to the sample size n = 2, while the Shewhart chart uses n = 5. On the other hand, the time behaviour for early detection of process disturbances, for example, is far from optimum. This is because of the frequency rule of 1/6 between two process stops, which results in loss of information. To avoid this intervals of 1/6 up to 1/25 between two process stops has been proposed [9].
\ M - x \ (7).
SI. 7. Povprečna dolžina teka Prekontrola v odvisnosti od kakovosti procesa in v primerjavi s kartosrednje vrednosti n = 5
Fig. 7. Average run length o f Precontrol dependent on process capability and compared to mean/standard deviation chart with n = 5

V nadaljevanju so zbrane poglavitne pomanjkljivosti Precontrola:- velika verjetnost za uspešen predtek pri procesu,
ki za Precontrol ni primeren;- majhna občutljivost za spremembe procesa, kot
posledica premalo inform acij med dvema preverjanjema;
- manjša zanesljivost v primerjavi s Shewhartovimi kartami zaradi manjšega nadzora;
- toga pravila karte ne izrabijo vseh potencialov nadziranja procesa.
V primerjavi s Shewhartovo karto ima Precontrol občutne pomanjkljvosti pri zanesljivosti in sporočanju posega. Temu nasproti so manjši stroški za osebje, pomožna sredstva in šolanja, ki znašajo pri Precontrolu samo okoli 10 odstotkov zneska za Shewhartove karte. Pri natančnejšem poznavanju procesa in pravilni ocenitvi zmožnosti je Precontrol gospodama zamenjava za SOP. Prednosti Precontrola lahko opišemo z naslednjimi točkami:- manj ši stroški za predtek procesa in zasnovo karte,- primernost za procese brez trenda sc > 1,33,- primernost za majhne serije,- sprejemljivost pri delavcih je zaradi preprostej
šega poteka večja kakor pri Shewhartovih kartah,- gospodarnejše nadzorovanje procesa zaradi
majhnih vzorcev in manjše frekvence nadzora,- kljub preprostejši porazdelitvi na cone razmeroma
majhna napaka a, 2 % pri c =1,33.Poleg razjasnitve procesnega stanja kot
pogoja za dejansko uporabo obstajajo še nadaljnje možnosti za prilagoditev Precontrola, da bi povečali gospodarnost in občutljivost karte:- optimiranje predteka, s čimer reduciramo kvoto
uspeha pri neprimernih procesih,- spreminjanje parametrov: velikosti vzorca in
frekvence vzorčenja- spreminjanje pravil sprejemljivosti.
4 POVZETEK IN NAPOVEDI
Razširitev statističnega obvladovanja procesov na strokovne in tudi na načrtovalne, vedno bolj razširjene vidike, zaokrožuje učinkovito vključevanje v dogajanje v procesu. Procesi imajo veliko več različic kakor dobrodušen proces s tolerirano stopnjo napak 2700 ppm. Prihodnje obvladovanje procesa se začenja pri načrtovanju in upošteva tudi dejavnike kvalifikacije in motivacije delavcev. Če povzamemo naslednje vidike za dopolnitev statističnega krmiljenja procesa:- Dejavnosti v načrtovanju za gospodarno obvla
dovanje procesa: obvladovanje procesa je treba sistematično načrtovati z upoštevanjem vplivnih parametrov že pred analizo procesa in začetkom serije.
- Sistematika za procesu primerno izbiro nadzorne karte: priporočilo primerne nadzorne karte za posamezne tipe procesa bi olajšalo pravilno izbiro.
The follow ing is a list o f the main disadvantages of Precontrol:- high probability of forerun acceptance of non-
precontrollable processes;- low sensitivity to process changes because of
information gaps between samples;- little explicity when compared to the Shewhart
charts, because of small sample size;- inflexible rules do not make use o f the
opportunities of process surveillance.Compared to the Shewhart charts Precontrol
has clear disadvantages regarding explicity and control behaviour. On the other hand, the expense of staff, tools and training is only 10% of that which goes with Shewhart charts. With profound process knowledge and correct evaluation of the abilities, Precontrol is an economic alternative to SPC. Among the advantages of Precontrol are the following:- small expense of forerun and control chart set-up,- appropriate for non-trend processes with
c > 1.33,P —
- small series suitability,- worker acceptance higher than that of Shewhart
charts because of easy use,- economic process control by small sample size
and low sample frequency,- relatively small a-risk of 2 % with cp =1.33.
Besides the analysis of the process situation as a precondition for effective use, there are further possibilities of increasing the explicity and sensitivity of the chart by modification:- forerun improvement, to reduce the acceptance
rate of incapable processes,- variation of chart parameters sample size and
sample frequency,- variation of acceptance rules.
4 CONCLUSION AND PREDICTIONS
The expansion of statistical process control with its technical - but also planning and overlapping aspects - will really make it part of the process. The processes definitely have more aspects than the easy- to-control process with a tolerated defect rate of 2700 ppm. Future process control starts at the conceptual stage, and also bears in mind worker suitability and motivation. The following list summarises some aspects of a statistical process control expansion:- Planning of effective process surveillance:
process control has to be planned systematically before process analysis and process beginning.
- Rules for selecting the right chart for the process: a relation between chart and process type would facilitate the choice.

[ 1][2]
[3][4][5][6]
[7][8]
[9]
Prilagoditev kart za procese ppm ali za majhne serije: nadzorne karte je treba za prihodnje zahteve, npr. procesi ppm in posamične ali majhne serije projektirati bolj prilagodljivo.Upoštevanje mejnih pogojev pri načrtovanju in vodenju kart: zanesljivost nadzornih kart je treba zaradi zahtevane manjše stopnje napak bolj upoštevati, še posebej kar se tiče področja zaupanja in merilne negotovosti.Uporaba alternativ Shewhartovi karti, kakršen je npr. Precontrol.
- Special - purpose charts for ppm-processes or small series: control charts have to be designed to be more flexible for future requirements such as ppm-processes or single respectively small series.
- Consideration of special circumstances at chart set-up and use: chart explicity has to be stressed especially when dealing with control limits and confidence intervals, because of the small defect rates required.
- Use of alternatives to the Shewhart charts, e.g. Precontrol.
5 LITERATURA 5 REFERENCES
Shewhart, W.A.: Economic control o f quality o f manufactured products. Van Nostrand, New York 1931. Deutsche G esellschaft für Qualität e.V.: Schrift 16-31, Statistische Prozeßlenkung; Schrift 16-32, Qualitätsregelkartentechnik; Schrift 16-33, Anleitung zur statistischen Prozeßlenkung. Beuth Verlag, Berlin 1991.Western Electric Company: Statistische Qualitätskontrolle, gfmt-Verlag, St. Gallen 1991.Mittag, H.-J.: Qualitätsregelkarten. Carl Hanser Verlag, München 1993.Rinne, H.; Mittag, H.-J.: Statistische Methoden der Qualitätssicherung, Carl Hanser Verlag, München 1991. Dietrich, E.; Schulze, A: Statistische Verfahren zur Maschinen- und Prozeßqualifikation, Carl Hanser Verlag, München 1995.Bothe, K.: Qualität - Der Weg zur Weltspitze. IQM, Großbottwar 1990.Shainin, D. : Better than good old X & R charts asked by vendees. ASQC - annual quality congress transactions, pp 302 - 307, Chicago 1984.Traver, W.: Pre-Control a good alternative to x & R charts. Quality Progress 18, September, pp 11 -14, 1985.
Naslov avtorjev: prof. dr. Albert Weckenmann, dipl. inž. dr. Uwe Gebauer, dipl. inž Lehrstuhl Qualitätsmanagement und Fertigungsmeßtechnik Universität Erlangen - Nürnberg Nägelsbachstraße 25 D-91052 Erlangen, Nemčija
Authors’ Address: Prof. Dr. Albert Weckenmann, Dipl. Ing.Dr. Uwe Gebauer, Dipl. Ing. Department o f Quality Management and Manufacturing Metrology University Erlangen-Nürnberg Nägelsbachstraße 25 D-91052 Erlangen, Germany
Prejeto:Received: 13.1.1998 Sprejeto:
Accepted: 27.2.1998